
Meeting Place EuropeNanosciences, Nanotechnology, Materials and New Production Technologies
in the EU Research Framework Programmes
– Success Stories and Future Perspectives –
Imprint
Published by
Bundesministerium für Bildung und Forschung/
Federal Ministry of Education and Research (BMBF)
Public Relations Division
11055 Berlin
Orders
In writing to the publisher:
P.O.Box 30 02 35
53182 Bonn
Germany
Or by
Telephone: +49(0)1805-262 302
Telefax: +49(0)1805-262 303
(0,14 €/min from the German fixed network)
E-Mail: [email protected]
Internet: http://www.bmbf.de
Editors
Dieter Beste, Marion Kälke,
Dr Ludwig Kürten, Lutz Stolz (graphic design),
Ulrich Zillmann (photography)
Mediakonzept, Düsseldorf
www.mediakonzept.com
Coordination
Dr Birgit Scheibner
Project Management Organisation Jülich
NCP Materials
Jülich Research Centre
Printing
Jülich Research Centre
Bonn, Berlin 2007
Photo credits
Wolf-Dietrich Weissbach, Gerd Schumacher, OBOSEM, Gildemeister, NANOPOL,
HYJECT, EADS, Wintershall, LISA, Euroncap, STEP-NC, MPA, Bosch.

Meeting Place EuropeNanosciences, Nanotechnology, Materials and New Production Technologies
in the EU Research Framework Programmes
– Success Stories and Future Perspectives –
�INTRODUCTION
Introduction
The 7th Framework Research Programme of the European
Union supports the future-oriented fields of science and
research. With this programme, the European Union has
taken a major step towards meeting the objectives of the
Lisbon strategy and make Europe the world`s strongest
economic area by 2010. National initiatives, such as the
High-tech Strategy for Germany, will provide further
substantial contributions towards achieving this goal.
The 7th Research Framework Programme is able to build on
the extensive experience gathered in preceding European
Framework Programmes, while preserving the continuity of
research activities in areas with long-term development
potential, such as nanosciences, nanotechnology, materials
and new production technologies. These key technologies
and skills, which in future will make a major contribution to
economic, environmental and security-related innovations,
had already been funded in previous Framework
Programmes.
The present brochure provides an overview of successful
projects in the fields of nanotechnology, materials and pro-
duction research that have been carried out under German
co-ordination. The brochure also highlights the possibilities
for European funding within the 7th Research Framework
Programme. Both science and industry are called upon to
actively structure and implement European co-operation.
The Federal Ministry of Education and Research therefore
encourages participants to contribute high-potential projects
to the 7th Framework Programme – for innovation in science,
in Germany and in Europe.
Dr Annette Schavan, MP
Federal Minister of Education and Research

�
Contents
“We need to re-think” 6
Interview with Nicholas Hartley, EC Directorate-General for Research.
Interim Evaluation of European Research Funding 8
Opinions of the 7th Research Framework Programme 8
German Applicants Successful in Brussels for Many Years 9
FP5 Results 9
Nanosciences and Nanotechnologies 10
Under the Microscope: A Laboratory for the Nano-world 11
A Nano-layer for the Highest Demands 13
Nano-materials Protect Against Corrosion 15
Materials Research and Materials Development 16
Every-day Plastics Stronger as Composites 17
One Layer of Glass Makes Implants Safer 19
Super Steel for Europe’s Oil Pipelines 20
When Foams Improve Crash Behaviour 22
New Production Technologies 24
Electronic Network for the Virtual Factory 25
Optimal Communication Between Planning and Production 28
Methodological Recipes for a Modular Factory 29
How to Apply for Funding 32
Preparing an Application 32
Consortium Applicants 32
Submission and Evaluation of Applications 32
Criteria for a Promising Proposal 33
Trends and Future Themes 33
From an Idea to a Successful Project 34
CONTENTS

� INTERvIEw
Nicholas Hartley, EC Directorate-General for Research
“We need to re-think”
Nicholas Hartley, EC Directorate-General for Research,
explains why from 2007 onwards, the European Union is
making a concerted effort to promote nanosciences, nano-
technologies, materials and production technologies under
the specific programme on “Cooperation” as part of the
7th Research Framework Programme.
What role do nanosciences and technologies, materials and new
production technologies play in the concert of themes covered by
the 7th EU Research Framework Programme?
First of all, we have consolidated research funding in the
fields of nanotechnologies, materials and new production
technologies in Theme 4 of the specific programme “Coop-
eration” to pursue the principle objective of the 7th RFP: the
competitiveness of European industries. Moreover, we seek
to make a major contribution to achieve the objectives set for
Europe by the Heads of Government in Lisbon in 2000, i.e. to
create a “dynamic knowledge-based economy“. To this end, at
a subsequent meeting in Barcelona it was agreed that by 2010
Member States will increase their annual research spending
to at least three per cent of their gross national product; two-
thirds of this amount should be provided by the private
sector.
So those are the political objectives of research funding in
the areas of nanosciences, materials and production technolo-
gies.
Correct. Politically, the objective is the dynamic further
development of Europe. However, to a major degree, the 7th
Research Framework Programme is also about strengthening
an innovative approach to research and development. I am
convinced that nano-research has some technological surpris-
es in store for us in the future – we must have an open mind to
recognise such innovation. In short – we are in a phase of tran-
sition, where we need to fundamentally change the way we
are thinking to be able to achieve new and innovative results.
By the way, this applies to all of the programme’s themes. We
hope that with the 7th Research Framework Programme we
will be able to enter new scientific and technological territo-
ries and to gradually approach the way in which things will
need to be done in the future.
This sounds quite ambitious.
Indeed. But we also have to face new challenges in Europe.
Globalisation has opened up markets to new competitors -
just think about all the up-and-coming Asian countries, think
about the rapidly developing newly industrialising countries
of South America. We are no longer able to compete in many
traditional economic areas such as industrial mass produc-
tion of products at low wage-level. This is a major challenge
for us. Excellent! It means that we need to use our brains! One
of the key issues for the success of the 7th Research Framework
Programme will be to assist Europe with its transition from a
resource-based to a knowledge-based society.
What exactly is a “knowledge-based society”?
So far it is largely an idea, a vision, which at this stage can-
not be defined finally and with total accuracy. But the term
expresses very well where we want to get to: we should use
our intellect to develop and implement smart ideas.
So what needs to be done within the subject area of nanotechnol-
ogy, materials and production technology?
We have quite consciously combined these three themes into
one – we have even dispensed with allocating sub-budgets to
individual themes. When we invite the submission of project
proposals – whereby requirements in each case are phrased
very specifically – we want to make sure that the best propos-
als prevail: all applications – be it in the field of nanosciences,
materials development or new production technologies
– compete with each other.
Is this approach a general trend of the 7th Research Framework
Programme?
Within the context of the 7th Research Framework Pro-
gramme we place emphasis on issues being tackled on a
macro level. We believe that in the future it will be of even
greater importance than today to combine exciting themes

7
from a variety of disciplines. The themes in the 7th Research
Framework Programme converge, get increasingly closer –
at this stage there are only very few programmes that address
this with such clarity.
Does this make it easier for applicants?
Oh yes! We give them much more freedom. Just think about
the specific programme on “Ideas”: it no longer contains
any topical restrictions like its predecessor programmes did,
where at times it was difficult to adapt an individual approach
to the quite narrow, pre-defined tasks. In other words: we
hope that the rather traditional – I am almost tempted to say,
worn-out – paths of research will be abandoned for more
unconventional, indeed, for revolutionary approaches. The
same applies to our NMP theme. Certainly there are specific
themes, but applicants can decide for themselves, how they
want to approach the challenges by using excellent science
and technology with the aim of finding future-orientated solu-
tions for Europe.
In the past, many were under the impression that EU research
programmes are structured rather bureaucratically.
This impression certainly was not totally inaccurate. Espe-
cially participating small and medium-sized companies
suffered and found our procedures rather complicated.
We have drawn conclusions from this justified criticism
and made some fundamental changes in the 7th Research
Framework Programme. Now there even is a separate sup-
port programme for participating small and medium-sized
companies.
What will the 7th EU Research Framework Programme achieve?
I would need a crystal ball to answer this question! But seri-
ously: the Internet makes collaboration easier for everyone
– even across national borders and language barriers. Now
we are able to really exploit our traditional strengths here in
Europe: our rather distinctive ability to cooperate in research
and industry. I would hope that within seven years we will
have made a fair bit of progress towards creating a unified
knowledge and research area in Europe.
INTERvIEw
The 7th Research Framework Programme
Since 1984, EC Research Framework Programmes have been
promoting cross-border research collaboration. The starting
signal for the 7th Research Framework Programme (FP7) was
given on 1 January 2007, with a total budget of € 54 billion
available for a period of seven years (2007–2013).
FP7 comprises specific programmes for transnational
cooperative research (“Cooperation”), promotion of scien-
tific careers (“People”), infrastructures (“Capacities”), and
basic research (“Ideas”), as well as some special capacities.
Although “Nanosciences, nanotechnologies, materials and
new production technologies” (NMP) may be covered by any
of those specific programmes, “Cooperation” includes NMP
as a separate theme (Theme 4).
NMP covers an area at the interface of basic and applied
research, including aspects of production of innovative
products. The main objective here is to support the com-
petitiveness of Europe’s industries with the aid of practi-
cal research results, providing an opportunity to halt the
de-industrialisation of Europe by producing “high-added
value” products.
� SEvENTH FRAMEwORK PROGRAMME
Interim Evaluation of European
Research Funding
Opinions on the 7th Research Framework Programme
… from a university: Professor Burkhard Rauhut, Vice Chancellor of RWTH Aachen
“Under the 6th EU
Research Framework Pro-
gramme (FP6) between
2002 and 2006, RWTH
Aachen was awarded
more than € 30 million to
fund a total of 142 projects.
Accordingly, RWTH
Aachen repeatedly took
first place among the uni-
versities of the State of North Rhine-Westphalia. On a national
level too, RWTH Aachen was successful and came in third
behind Stuttgart and Munich.
Naturally, RWTH Aachen will seek to further improve this
positive result within FP7. It is the declared objective of RWTH
Aachen to continue and enhance its active participation of
already successful faculties such as Engineering, Electrical
and Information Technology, Mathematics, Informatics and
Sciences, and to strengthen participation by our other facul-
ties.“
“My company – which I
established over 30 years
ago – currently, employs
28 people. We have
been involved in numer-
ous European research
projects since the 3rd
EU Research Framework
Programme and have suc-
ceeded in carving out an
innovative advantage in
our area of business, i.e. medical engineering. One example
is a knee implant which can be bent up to 140 degrees – com-
pared to 120 degrees in the case of conventional devices.
This technology – which was developed as part of an
EU research project – included not only construction, but
also material development and coating of the implant and
opened up entirely new markets for us. Yet another example
of innovative product development within our company is
an operating table, which – made entirely from plastics – can
be penetrated by x-rays without any impediments. This has
proven to be an invaluable advantage particularly in the case
of complex operations for serious injuries.
Only through our involvement in EU research projects has
it been possible for us to build a separate research and devel-
opment department with now three full-time employees.
… from a medium-sized company: Wolfgang Roth, owner of Erothitan Titanimplantate AG
Today, more than 10 per cent of our staff are involved in
R&D tasks“.
�
German Applicants
Successful in Brussels
for Many Years
Within the just completed 6th Research Framework Pro-
gramme, industrial technologies were included in Thematic
Priority 3 – “Nanotechnologies and nanosciences, knowl-
edge-based multi-functional materials and new production
processes and devices“, which was allocated a total budget of
€ 1.45 billion. Compared to other European nations, Germany
held the top poistion with a share of 21% of the total budget.
2,900 consortia with more than 43,000 project partners from
across Europe applied for funding under the 6th Framework
Programme in the NMP field. Applications from 388 consortia
were approved, among them 319 with German project part-
ners and a total of 926 German partners in all. Forty per cent
of the successful applicants had an industrial background,
ensuring the economic implementation of the results.
German applicants were involved in all integrated
projects, networks of excellence and coordination activi-
ties and thus in all innovation developments of strategic
importance. More than 80% of all projects involving small and
medium-sized companies as well as research-focused projects
were carried out with German participation. However, it
must also be taken into account that the themes called in
the 6th Research Framework Programme were considerably
over-subscribed and that therefore on average, only one in six
applications ultimately received funding.
FP5 Results
As the majority of projects under the 6th Research Framework
Programme have not yet been completed, a final evaluation
of the scientific and technological results achieved from
European research funding will only be possible at a later
date. Numerous positive experiences under the 5th Research
Framework Programme – detailed on the following pages
– demonstrate that participation in EU programmes does not
only pay for universities and research institutions, but espe-
cially for companies.
NMP Themes in FP7
NMPThe following NMP themes have been set for the duration of
the Framework Programme:
Nanotechnologies and Nanosciences
Both knowledge-orientated research on nano-phenomena
as well as application-orientated technological develop-
ments will be funded, covering not only pure research, but
in-depth studies of ecological impacts as well.
MaterialsAt the interface of nanotechnology and biotechnology,
research on nanostructured materials, biomaterials, and
bio-inspired materials will be funded as well as innovative
research aimed at solving current environmental and ener-
gy issues by developing materials for extreme conditions,
with effective utilisation of resources or with improved
energy efficiency. Finally, intelligent materials with tailored
features, chemical technologies and materials production
complete the funding portfolio.
New Production TechnologiesIntegrated concepts (in the meaning of product life cycles)
will be funded from product conception through to product
recycling, at all stages closely involving the client. In addi-
tion, financial support is provided for developing flexible
production concepts which aim at high-quality products
and efficient production at minimal volume. EU funding
also targets the development of globally integrated produc-
tion to create a competitive advantage for European com-
panies.
Integration of Industrial Applications“Integration” combines developments in the fields of nan-
otechnology, materials and production for selected indus-
tries or areas of application. Examples are wood, textiles,
vehicles, health and construction.
For further information visit:www.forschungsrahmenprogramm.de
For information regarding successful proposal applica-
tions, evaluation criteria and participation opportunities
for selecting themes see p. 32.
■
■
SEvENTH FRAMEwORK PROGRAMME
10
Matthias Brucke, Offis e.V., Oldenburg:
“Handling nano-particles is not easy, because they are
so light, that they stick to anything.“
NANOTECHNOLOGY
11NANOTECHNOLOGY
Nanosciences and
NanotechnologiesThe term “nanotechnology” describes a field of research that is deemed particularly innovative and has a promising future.
The 7th EU Research Framework Programme also especially focuses on long-term interdisciplinary research and technology
development.
Under the Microscope: A Laboratory for the Nano-world
Only few people have any definite ideas when they hear about
the “nano-world“. This is not surprising, since the compo-
nents of this miniature universe can be made visible only with
the aid of complicated microscopes. At the same time, the
physical laws of this world are different from those that apply
in our familiar macro-world. Gravity, for example, plays only
a minor role for objects of that size, as they are permanently
floating in the air or stick to surfaces.
Under the leadership of Professor Sergej Fatikov and his
Department of Microbiotics and Control Engineering (AmiR)
at the University of Oldenburg, the ROBOSEM research
project was initiated with the objective of developing tools
which allow for the automated handling of components in
that world. “We aimed at creating a laboratory with mini-
ature robots, where nano-objects could be assembled, trans-
ported, sorted and tested“, reports Matthias Brucke, who is
in charge of micro systems engineering and nano-handling
at the OFFIS Institute for Information Technology in Olden-
burg.
In addition to other research activities in the area of intel-
ligent integrated microsystems, Prof. Fatikov’s large, more
basic research-orientated projects are coordinated at this
institute. To make all processes visible and hence control-
lable, the researchers have integrated a scanning electron
microscope (SEM) into their nano-laboratory. In the course
of the project, which involved 15 partners from four differ-
ent countries, four “demonstrators” were developed, devices
which exemplarily demonstrate the technologies that make it
possible to carry out certain tasks in the nano-world.
“In a way, the scanning electron microscope is our video
camera“, says Brucke. Within this device, the object under
examination is scanned by an electron beam in a grid like
manner similar to a television set, where the picture is created
line by line by an electron beam. The wavelength of the elec-
tron beam, which is shorter than that of visible light, increases
the resolution, i.e. it visualizes much smaller objects than a
light optical microscope would be able to. However, a disad-
vantage of a SEM is that due to the grid-type scanning, each
scan takes a definite amount of time so that if a series of scans
is required, one either has to spend a lot of time or settle for
images of inferior quality.
Since the ROBOSEM developers sought to use the SEM
to visualize the processes and the movements of their tiny
robots in their nano-lab in order to be able to control these,
they selected a high repetition rate: “However, the images
thus obtained were extremely grainy“, says Brucke. Therefore,
image processing experts played a major role in the develop-
ment team, since it was necessary to filter usable information
from these images in order to make the processes going on in
the nano-laboratory comprehensible.

12
So-called “nano-tubes” are frequently chosen objects of inves-
tigation in this nano-universe, says Matthias Brucke. They are
made from pure carbon, have a diameter of only a few nano-
metres and a length of some micrometers. To illustrate this:
tens of thousands of objects of this size easily fit on the tip of a
pin. These tubes can be produced with the aid of a variety of
processes: in some methods, pure carbon (graphite) is evapo-
rated with the aid of an electric arc or with a laser; in others,
hydrocarbons are chemically decomposed.
The minuscule tubular elements thus created from car-
bon atoms have amazing features. Although their density is
only one-sixth of that of steel, their tensile strength is 20 times
greater. There are single and multi-trussed tubes, capable of
taking different sizes. Some of the nano-tubes created with
the said processes are electrically conductive, others are
semi-conducting and yet others have an insulating effect.
The problem with nano-tubes at present is that not only tubes
of the same type and size are created during the production
processes, but a wide mix of different sizes and features which
are difficult and expensive to sort.
The robot lab built into a SEM includes a swivelling,
mobile platform, which makes it possible to bring the object
to be studied as well as various tools into the focus of the
microscope. A built-in video camera enables the engineers to
determine the respective position of the platform. It is thus
possible, for example, to incorporate minuscule gripping
robots into this mobile system, which are capable of picking
up the tubes, moving them and putting them back down. It
must be taken into account that the nano-particles are not
subject to the laws of gravity and because of physical attrac-
tion they stick to any surface. To produce suitable grippers,
therefore, the so-called “piezoelectric effect” is used in which
certain crystals change their shape under electric voltage. If
the power is turned on, the tongs of the miniscule gripping
device bend and “catch hold“.
In addition, the project has succeeded in constructing a
miniature robot carrying a minuscule tank which is able to
release a targeted plasma beam which is capable of welding
electrically conductive nano-tubes, thus creating stretched
nano-wires. By using additional beam processes, three-
dimensional structures can be created, i.e. small towers can
be built. With the aid of an ion canon other mini-tools are
capable of cutting minuscule ridge-shaped samples from
silicon slices (wafers) which contain microchip circuitry pick
up these samples with the gripping tool, transport them to
the focussing area of the microscope and then visually check
these. This forms an important step in the quality control of
chips.
Within the frame of this project, Swiss researchers from
the Swiss Confederate Materials Science and Technology Insti-
tute EMPA have used this technology to write a text on a single
human hair – a signature visible only under a microscope:
“Fifty years from now, you might be able to see something like
this on fair-grounds“, contemplates Brucke.
By the way, this miniature laboratory can not only process
nano-objects, but it can also be used to sort individual human
cells. In this way, for example, it is possible to automatically
separate chemically labelled tumour cells from healthy cells
– a process which today requires extensive manual lab work
under the microscope.
NANOTECHNOLOGY
The miniature robots laboratory: the nano-universe is full
of picking, stamping and even piezoelectric handling and
sorting.
1�NANOTECHNOLOGY
The successful results of ROBOSEM formed the basis for a cur-
rent EU follow-up project called NANOHAND. The objective
of this long-term project is to develop a complete “tool box”
incorporated into an electron microscope. Whereas today it
is still necessary to build a separate SEM system for each tool
and for each process step, one day the microscope will be fitted
with a fully equipped laboratory in which the robots will select
from the box the right “tool” for each processing step, grip
such tool and use it at the respective mini construction site.
“Nano-electronics today are where micro-electronics
were in the fifties“, Matthias Brucke points out. It will prob-
ably take decades for current development work to result in
marketable products. “Numerous fundamental problems
have yet to be solved“, says the research manager, “last but not
least, because the physical laws of the nano-universe are not
known in our macro world”.
ROBOSEM
Project Duration: 01.04.2002 – 30.06.2005
Project Volume: € 4.9 million
EU Funding: € 2.2 million
Project Partners:
■ Coordinator: Offis e.V. (Germany)
■ Alicona Imaging GmbH (Germany)
■ Carl Zeiss SMT GmbH (Germany)
■ Dr. Volker Klocke Nanotechnik (Germany)
■ Nanoscale Technologies GmbH (Germany)
■ Point Electronic GmbH (Germany)
■ Centre National de la Recheche Scientifique
(France)
■ Swiss Center for Electronics and Microtechnology
(Switzerland)
■ Institute of Electron Technology (Poland)
■ Micro-Beam Sarl (Switzerland),
■ Swiss Federal Institute of Technology Lausanne
(Switzerland)
■ Swiss Federal Laboratories for MTR (Switzerland)
■ Fundacion Robotiker (Spain)
■ Progenika Biopharma S.A. (Spain)
■ Universidad de Navarra (Spain)
A Nano-layer for the
Highest Demands
Many high-performance tools used in industrial production
processes, such as for drilling, milling or machining of metal
parts, are subject to considerable wear and tear. The same
applies for high-speed machine and engine parts, where
low-friction and thus energy-saving operation is desirable.
Such high-stressed components therefore require either per-
manent liquid lubrication or their surface must be resistant
enough to withstand extreme stress.
Surface layers have been playing an increasing role in
recent years, and corresponding materials and technologies
are developing rapidly. One of the research objectives is to
significantly reduce or, if possible, to avoid environmentally
hazardous and recycling-intensive lubricants in a wide range
of uses. Technical systems that operate with minimal lubrica-
tion or “dry running“ processes, however, demand maximum
quality of surface layers in order to ensure the long life of
machines and tools.
Considerable progress and new insights in this area
were achieved by the NANOCOMP project, which involved
15 partners from six European countries. The project devel-
oped and optimised so-called “thin-layer nano-composites”,
which can be applied at relatively low temperatures onto
components and which accordingly can also be used to coat
temperature-sensitive tools and components. The project
was based on innovative technologies and tool concepts to
produce extremely thin, multi-functional layers from tita-
nium, aluminium, nitrogen and carbon. “Our aim was to use
the benefits of already existing technologies and tools while
reducing their respective disadvantages“, says project leader
Dr Michael Stüber from the Institute for Materials Research
(IMF-I) at the Karlsruhe Research Centre (FZK).
Such nano-composite layers are created by atomising the
base material by means of a magnetron sputter process or
through high-current arc evaporation; the resulting gas con-
densing on the surface of the material to be coated.
The NANOCOMP team modified material synthesis by
adding pure carbon to thin nano-crystalline hard material
layers (the crystals of which measure only a few nanome-
tres). Here, carbon – depending on the volume added dur-
ing production – creates various “states“: at low degrees
of concentration, the carbon is fully dissolved within the
crystal grid of the hard material phase. Once the solubility
limit has been exceeded, amorphous areas of pure carbon
are formed alongside the nano-crystalline material phase,
either as discrete clusters or as a continuous grain boundary

14
phase surrounding the hard material nanocrystals. These
changes in structure give the originally brittle crystalline
layer a certain flexibility and durability and might be visual-
ised as elastic carbon bridges forming flexible connections
between solid crystals. Such a high-tech coating provides
tool surfaces with a high degree of resistance against wear
while at the same time reducing friction. As correspond-
ing tests have shown, components with the new type of
composite coating can be used at temperatures of up to 850
degrees centigrade.
Within the project, researchers have developed this technology
to a point where it can be put into practical use: the new proc-
ess enables the effective coating of components on a laboratory
scale. In addition, NANOCOMP created a new type of deposi-
tion process in which the basic raw materials at the desired
mixing ratio are first compacted by presses and then this solid
material is evaporated in a coating process. This technology is
now also available on an industrial scale. Michael Stüber sees
possible uses for the newly developed technologies and materi-
als mainly in the automotive and tools industries.
NANOTECHNOLOGY
NANOCOMP
Project Duration: 01.12.2001 – 30.11.2004
Project Volume: € 2.8 million
EU Funding: € 1.2 million
Project Partners:
Co-ordinator: Forschungszentrum Karlsruhe GmbH
(Germany)
Bodycote Shu Coartings Ltd (United Kingdom)
Edimodul Gear Cutting Tools Ltd (United Kingdom)
Hydra Clarkson International Ltd (United Kingdom)
Ionbond Ltd (United Kingdom)
■
■
■
■
■
Metatron Ltd (United Kingdom)
Sheffield Hallam University (United Kingdom)
National Institute of Materials Physics (Rumania)
University “Petru Maior“ (Rumania)
Swiss Center for Electroanics and Microtechnology S.A.
(Switzerland)
Fundacion Tekniker (Spain)
Heli-Tool S.A.L. (Spain)
Maier S. COOP (Spain)
Budapest University (Hungary)
Kuelloes Gear (Hungary)
Research Institute for Technical Physics and Materials
Science (Hungary)
■
■
■
■
■
■
■
■
■
■
■
In the future, extremely thin, carbon-enriched nano-crystalline layers will not only toughen drill or cutter surfaces, but will also provide
increased durability and thus even greater resistance against wear and tear.

1�NANOTECHNOLOGY
Nano-materials Protect
Against Corrosion
Every year, corrosion causes billions in damage to machines
and structures. For engineers this means a permanent chal-
lenge and in a way this has become the industrial world’s
Sisyphean task. In particular, if oxygen in air or water attacks
materials such as steel or concrete, destruction is swift.
Chemically speaking this results from the attack by atmos-
pheric oxygen and in the case of steel rust forms because of
oxidation. However, materials are also damaged by acids or
other aggressive substances. In many areas of industry and
construction, therefore, protection against corrosion is a tre-
mendously important and ongoing task. Usually, the material
is covered with a protective coating which prevents direct
attack by corrosive substances. In the case of large structures,
machines or plants this is extremely expensive and time-con-
suming and in many cases the protective coating has to be
applied by hand.
The NANOPOL project has developed a new process for
protection against corrosion of large plants. “The objective
of the project was on the one hand to develop new types of
coatings based on nano-materials for protection against cor-
rosion“, explains Dr Rainer Busch, Technology Manager with
the chemical company Dow in Germany. “Parallel to this, the
development of a new type of technology was started, which
will allow for applying such materials automatically to large
components in a cost and time-efficient manner”.
The new process can be applied to a wide variety of
structures, such as oil platforms, concrete structures,
industrial floors or railway waggons. Previously, enormous
efforts were necessary to apply corrosion inhibitors to large
areas to protect them against corrosive environments. For
example, offshore platforms are exposed to an aggressive
mixture of salt water and air, especially in splash zones. Not
only applying the protective paint to such structures takes
time, but also the time required for its subsequent drying
and hardening.
In a first step, the project developed new types of protec-
tive materials starting with epoxy resins, which have been
well-proven in protection against corrosion. Clay minerals,
so-called “montmorillonites”, with particle sizes in the nano-
range were then added and the components carefully mixed
to ensure an even distribution of the nano-particles.
In a next step, the mixture is processed into a dry powder,
which is then melted within a fraction of a second by a flame
of up to 1000 degrees centigrade in a spraying gun, where it is
atomized and sprayed onto the surface requiring treatment.
■
■
■
■
■
■
Immediately thereafter, the protective layer is dried and hard-
ened using a strong infra-red light system.
In this project, composites formed from various resins
and clay minerals in different concentrations were produced
and tested. The mineral nano-particles were dispersed evenly
within the epoxides’ polymer structure and in this way, very
thin, but extremely dense layers were formed, which reliably
protected surfaces. Sample steel plates treated in this way
have been undergoing an endurance test on an oil platform
in the North Sea for the past six months. Currently , develop-
ments are underway to develop the spraying gun further into
a test robot, which will allow for the automatic coating of sur-
faces on a “metre-by-metre” basis.
In the future, nano-engineered corrosion protectants applied
with a hot flame will seal particularly exposed surfaces, such
as those of chemical plants, oil platforms, concrete structures
or railway waggons.
NANOPOL
Project Duration: 01.11.2002 – 31.07.2006
Project Volume: € 1.9 million
EU Funding: € 1.2 million
Project Partners:
Co-ordinator: Dow Deutschland GmbH & Co. OHG
(Germany)
Ramboll Hannemann & Hojlund A/S (Denmark)
Akzo Nobel Powder Coatings Ltd (United Kingdom)
South Bank University (United Kingdom)
The Icelandic Building Research Institute (Iceland)
Ircon Drying Systems AB (Sweden)

1� MATERIALS
Heiner Becker, StructoForm GmbH, Aachen:
“We have been inspired by the principle of reinforced
concrete, where its stability is considerably increased
through imbedded wires.”
17MATERIALS
Materials Research
and Materials DevelopmentMaterials play a fundamental role in all areas of the 7th EU Framework Research Programme.
In a narrower sense, the design, development and processing of materials are funded. A glance at previous funding periods
shows that EU funds have already resulted in successful innovations.
Every-day Plastics Stronger as Composites
Strong, yet light, producible at little cost and time: a material
combining such features is every engineer’s dream. As, for
example, the HYJECT project has demonstrated, it is today
possible to come significantly closer to this goal. The partners
in HYJECT have developed a new category of plastics, includ-
ing the relevant process engineering all the way to a finished
prototype. The new plastics have outstanding mechanical
characteristics and can be produced both rapidly and inex-
pensively. “We were looking for the best possible variable
process which allows for the production of work-pieces with
tailor-made characteristics”, reports Project Co-ordinator
Heiner Becker of StructoForm GmbH in Aachen. The chief
advantage of this process lies in plastic hybrid engineering,
which combines a variety of production stages and compo-
nents. “The machine has been designed like a construction
kit“, says Becker, “with components that can be combined
flexibly to give the work-pieces the properties desired.”
In the case of plastics, there are two different lines of
development. On the one hand, there are the fibre-composite
materials, where polymers are reinforced by adding glass, car-
bon or ceramic fibres. The principle is similar to that of rein-
forced concrete, where its stability is considerably increased
by embedded wires. Thermosets are used as the matrices
for fibre-composite materials, i.e. epoxy resins, which (even
if heated) are no longer malleable. Such composite materi-
als exhibit strengths which exceed even that of steel. Their
production by means of press forming, moulding or injection
processes, however, requires considerable amounts of energy,
time and money.
On the other hand, there are the so-called thermoplastics.
In contrast to thermosets, they are malleable at room tem-
perature and melt at higher temperatures. Thermoplastic
components are mainly produced in a process called injection
moulding. It is possible to injection-mould several layers of
various plastic components in one cycle (sandwich process).
As thermoplastic components can be produced quickly and
cheaply, they are mainly used in mass production. However,
their strength and rigidity is insufficient to make them suit-
able for safety-relevant components such as in vehicles, with-
out considerable addition of fibres.
In the late 1990s, engineers at StructoForm GmbH in
Aachen had the idea of developing special injection moulding
processes where fibre composite technologies could also be
used. The aim was to develop complex layered and variable
composite components, which combine the time and cost
advantages of thermoplastics with the stability of thermoset
composites.
Five companies from Germany, The Netherlands, Swit-
zerland and France joined forces with the Federal Institute
for Materials Research and Testing (BAM) in Berlin to form a
research collaboration. The participating partners brought
competences from a variety of specialist areas into the project,

1� MATERIALS
such as computer design, tool construction and mould mak-
ing, materials (composite textiles and thermoplastics), the
characterisation and testing of components as well as process
development and project management. In addition, each of
the participating companies had ready access to their nation-
al markets.
A pilot plant was built in Aachen, where it was possible
to variably combine various technologies and components
(multi-component plant). Its modular structure allowed for
the production of components with tailor-made characteris-
tics. On the one hand, up to four thermoplastic components
could be combined and processed by sandwich-injection
moulding; by selecting the appropriate composition, the man-
ufactured components could be given specific surface charac-
teristics. Through an injection process it was also possible to
inject gas and in this way create lighter, hollow structures.
However, the decisive progress made here is that it has
become possible to embed fibre structures into the compo-
nents, thus significantly increasing their strength.
In order to do this, the project consortium developed
corresponding fibre materials and also the necessary process
engineering in order to combine these reinforcements (“pre-
forms“) optimally with the polymer matrix. Mainly woven
tubes similar to textiles (“braids“) made from so-called con-
tinuous filaments (glass, carbon, aramid fibres, polyamide)
were used, which had been previously mainly applied in
thermosets.
In order to characterise and test the thus formed hybrid mate-
rials under standardised conditions, the partner companies
developed a so-called “dog bone“: this tubular test piece had
a (carbon) fibre braid skeleton covered with a thermoplastic
polymer. With the aid of a modified non-destructive test-
ing procedure (x-ray refraction computer tomography) the
material properties of the test components were tested at the
BAM. Especially an optimal bonding between the fibre core
and the polymer surrounding was shown to be decisive. Only
with the possibility of carrying out intensive tests of various
combinations of the components was it possible to make good
progress. It was shown that braids made from a mixture of
carbon and –thermoplastic fibres must first of all be thermally
pre-treated (“consolidated“) in order for them to bond into a
firm composite with the surrounding polymer matrix.
In order to have a specific goal during the development
of the project, the engineers based their work on the require-
ments for a brake pedal for automobiles. Today, such compo-
nents must meet high safety standards because of the possible
risk of fracture. The brake pedal prototype was produced anal-
ogous to the test piece as a combination of the thermoplastic
matrix with a textile tube and additional weight-saving cavi-
ties. The tests showed that the component had a high degree
of stability but was much lighter than comparable metal ele-
ments currently used in automobile construction.
Since completion of this EU-funded project, the Aachen-
based company has been able to further develop their hybrid
technology and is already cooperating in this field with
renowned automobile companies. Since then, additional
progress has been made with regard to strength by using new
types of thermoplastics as matrix. A next objective is to gradu-
ally increase the amount of fibre to 50 per cent, whereby the
current prototype development uses up to three fibre layers
as preforms.
In the meantime it has been established that this new
process has the potential for playing a promising role in the
highly competitive market of automotive components, in par-
ticular for tubular components. The focus here is placed on,
for example, pedals, stabilisers, bumpers as well as interior
components. “Of course, development has not halted at fibre
composites made from thermosets“, reports Heiner Becker,
“but production of fibre composites today takes between
40 and, in the ideal case, ten minutes, whereas comparable
work-pieces made with the aid of thermoplastic hybrid injec-
tion engineering can be churned out approximately every
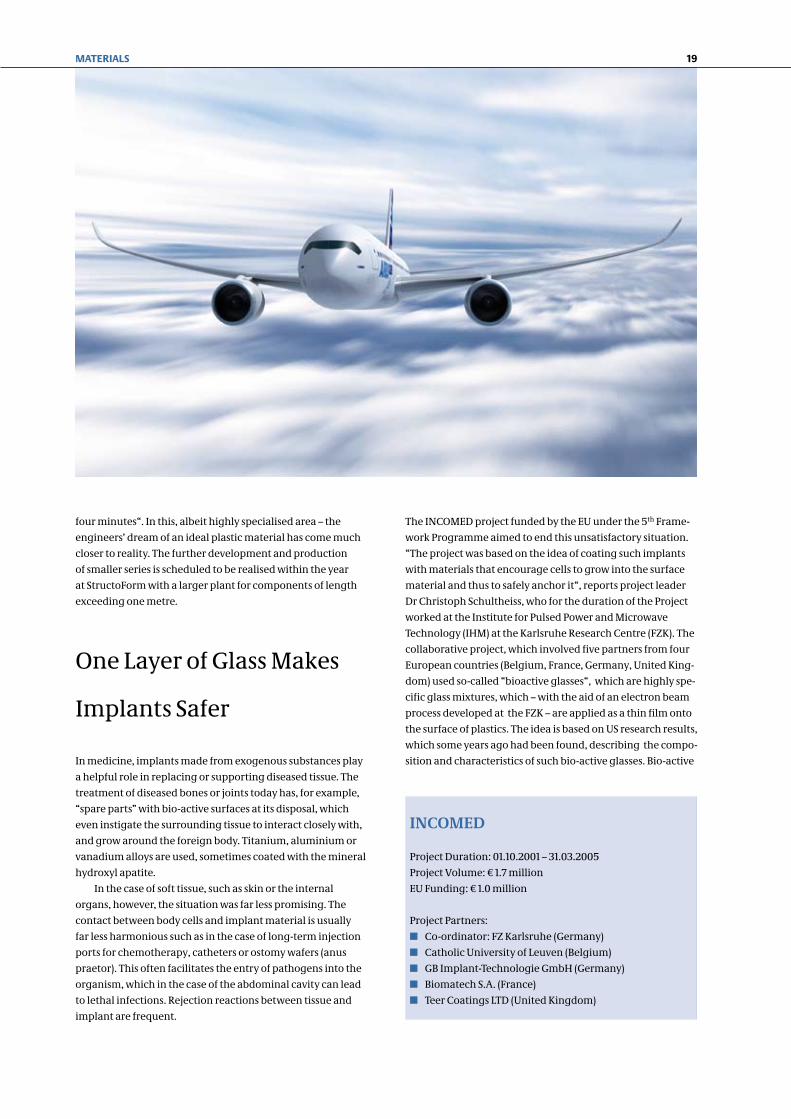
Complex layered and variable composite components, combining the time and cost advantages of thermoplastics with the stability of
thermoset composite materials, are used, for example, in aircraft construction.
HYJECT
Project Duration: 01.01.2000 – 31.12.2002
Project Volume: € 4.8 million
EU Funding: € 2.2 million
Project Partners:
Co-ordinator: StructoForm GmbH (Germany)
Bundesamt für Materialforschung und -prüfung
(Germany)
Savoy Moulage S.A. (France)
Eurocarbon B.V. (The Netherlands)
Promolding B.V. (The Netherlands)
Sulzer Innotec AG (Switzerland
■
■
■
■
■
■
1�
four minutes“. In this, albeit highly specialised area – the
engineers’ dream of an ideal plastic material has come much
closer to reality. The further development and production
of smaller series is scheduled to be realised within the year
at StructoForm with a larger plant for components of length
exceeding one metre.
One Layer of Glass Makes
Implants Safer
In medicine, implants made from exogenous substances play
a helpful role in replacing or supporting diseased tissue. The
treatment of diseased bones or joints today has, for example,
“spare parts” with bio-active surfaces at its disposal, which
even instigate the surrounding tissue to interact closely with,
and grow around the foreign body. Titanium, aluminium or
vanadium alloys are used, sometimes coated with the mineral
hydroxyl apatite.
In the case of soft tissue, such as skin or the internal
organs, however, the situation was far less promising. The
contact between body cells and implant material is usually
far less harmonious such as in the case of long-term injection
ports for chemotherapy, catheters or ostomy wafers (anus
praetor). This often facilitates the entry of pathogens into the
organism, which in the case of the abdominal cavity can lead
to lethal infections. Rejection reactions between tissue and
implant are frequent.
MATERIALS
The INCOMED project funded by the EU under the 5th Frame-
work Programme aimed to end this unsatisfactory situation.
“The project was based on the idea of coating such implants
with materials that encourage cells to grow into the surface
material and thus to safely anchor it“, reports project leader
Dr Christoph Schultheiss, who for the duration of the Project
worked at the Institute for Pulsed Power and Microwave
Technology (IHM) at the Karlsruhe Research Centre (FZK). The
collaborative project, which involved five partners from four
European countries (Belgium, France, Germany, United King-
dom) used so-called “bioactive glasses“, which are highly spe-
cific glass mixtures, which – with the aid of an electron beam
process developed at the FZK – are applied as a thin film onto
the surface of plastics. The idea is based on US research results,
which some years ago had been found, describing the compo-
sition and characteristics of such bio-active glasses. Bio-active
INCOMED
Project Duration: 01.10.2001 – 31.03.2005
Project Volume: € 1.7 million
EU Funding: € 1.0 million
Project Partners:
Co-ordinator: FZ Karlsruhe (Germany)
Catholic University of Leuven (Belgium)
GB Implant-Technologie GmbH (Germany)
Biomatech S.A. (France)
Teer Coatings LTD (United Kingdom)
■
■
■
■
■

20 MATERIALS
glasses are fundamentally different from conventional glass;
they are nowhere near as stable and are very brittle.
Up to now, they have to be applied to the desired surface
in an elaborate procedure (e.g. by immersion in liquid gas)
and the required mixture of the three glass components (cal-
cium, silicon and sodium oxides doped with potassium and
phosphorus ions) must be strictly observed.
The researchers found out that after coating, the objects
must receive a secondary multi-stage treatment involving
distilled water in order to reduce their extremely hygroscopic
characteristics. This would be toxic for cells in the direct
vicinity of the coated surfaces and kill them. However, initial
animal tests showed that implants that had received such
secondary treatment safely and permanently connate with
surrounding tissue without any signs of serious inflammation
or rejection.
In the meantime, the project has patented the specific
glass mixture, the coating process and the subsequent treat-
ment processes. “Our development is thus ready to be taken
up by the European medical engineering industry and to be
further developed to be ready for approval by the responsible
medical authorities“, says Schultheiss. The extensive testing
and authorisation processes required by law have yet to be
completed, however.
Super Steel for Europe’s
Oil Pipelines
Steel pipelines are used to transport oil or gas across conti-
nents and oceans, i.e. they form the backbone of a reliable
energy supply.
To this end, the pipes as such need to be reliable: they
must withstand the enormous demands to which they are
exposed to, not only from the outside by mechanical impacts
from the environment, but also from the inside from the
highly corrosive materials that are transported. The JOTSUP
project (Development of Advanced JOining Technologies
for SUPermartensitic Stainless Steel Line Pipes), which was
funded by the 5th EU Framework Programme significantly
developed European know how in this field.
from either type of metal sheet will have optimal characteris-
tics even around the welding joints. Because, stresses Koçak,
“the welding joint must be just as good as the pipe material
itself”.
The project’s third objective was the development of vari-
ous welding technologies to optimise the joining of individual
pipes, both along the “longitudinal seam“, which seals each
pipe, and the vertical seam between two pipes. To this end,
various laser and electron beams as well as laser-welding proc-
esses were modified accordingly. These processes should be
usable even “on site“, i.e. when assembling pipelines. Fourthly,
the project carried out systematic investigations regarding the
reliability of such pipelines, whereby the focus was placed espe-
cially on corrodibility, deformation and breaking strength.
“This was only possible because we were able to bring
together major players – indeed the key players – from the
sectors involved: materials research, welding technology,
steel production and energy supply“, reports the Project
Leader, Dr Mustafa Koçak from GKSS Research Centre in
Geesthacht. “In this way it was made sure that the project
results would be recognised throughout Europe and applied
by the industry”.
The project had four objectives. Firstly, new stainless steel
alloys were to be developed and to be made available in two
different sheet thicknesses (7 and 20 millimetres) based upon
stainless steel containing 13 per cent chromium (a so-called
super-martensitic steel). Secondly, corresponding welding
materials were to be developed to ensure that pipes made
Steel as the material of ocean floor oil or gas pipelines must be
particularly corrosive-resistant – the material used for welding
joints must not be weak either.

21
from either type of metal sheet will have optimal characteris-
tics even around the welding joints. Because, stresses Koçak,
“the welding joint must be just as good as the pipe material
itself”.
The project’s third objective was the development of vari-
ous welding technologies to optimise the joining of individual
pipes, both along the “longitudinal seam“, which seals each
pipe, and the vertical seam between two pipes. To this end,
various laser and electron beams as well as laser-welding proc-
esses were modified accordingly. These processes should be
usable even “on site“, i.e. when assembling pipelines. Fourthly,
the project carried out systematic investigations regarding the
reliability of such pipelines, whereby the focus was placed espe-
cially on corrodibility, deformation and breaking strength.
“This was only possible because we were able to bring
together major players – indeed the key players – from the
sectors involved: materials research, welding technology,
steel production and energy supply“, reports the Project
Leader, Dr Mustafa Koçak from GKSS Research Centre in
Geesthacht. “In this way it was made sure that the project
results would be recognised throughout Europe and applied
by the industry”.
The project had four objectives. Firstly, new stainless steel
alloys were to be developed and to be made available in two
different sheet thicknesses (7 and 20 millimetres) based upon
stainless steel containing 13 per cent chromium (a so-called
super-martensitic steel). Secondly, corresponding welding
materials were to be developed to ensure that pipes made
MATERIALS
The new technologies mainly target applications in the field
of offshore oil production. The pipelines laid on the ocean
floor are not only subjected to enormous mechanical stresses,
but also transport a highly aggressive mixture of gas and oil.
Until now, Japanese producers had been leading in this
sector; however, they mainly produced longitudinal unweld-
ed pipes, with only a rather limited diameter. The JOTSUP
project has not only enabled European companies to catch
up, but has even given them a technological edge because
now both pipe and welding materials as well as the required
technologies are available to allow for the production of
much thicker (longitudinally welded) pipes. All tests have
shown that the anti-corrosive characteristics and the fracture
toughness of the steels and welding joints are absolutely com-
petitive.
“The fact that all partners involved in the project have
cooperated so harmoniously was the foundation of its suc-
cess“, reports Mustafa Koçak. “This gives the project’s results
the necessary weight to be accepted and implemented by the
end-users in European energy companies.“
JOTSUP
Project Duration: 01.02.2000 – 31.01.2003
Project Volume: € 5.3 million
EU Funding: € 2.7 million
Project Partners:
Co-ordinator: GKSS – Forschungszentrum Geesthacht
GMBH (Germany)
Belgisch Instituut voor Lastechniek (Belgium)
Fabrique de Fer – Charleroi SA (Belgium)
Bremer Institut für Angewandte Strahltechnik GmbH
(Germany)
Erndtebrücker Eisenwerk GmbH & Co.
(Germany)
H. Butting GmbH & Co. KG (Germany)
PTR Präzisionstechnik GmbH (Germany)
ThyssenKrupp Nirosta GmbH (Germany)
Foundation for Scientific and Industrial Research at the
Norwegian Institute of Technology (Norway)
ESAB AB (Sweden)
■
■
■
■
■
■
■
■
■
■
Steel as the material of ocean floor oil or gas pipelines must be
particularly corrosive-resistant – the material used for welding
joints must not be weak either.

22
When Foams Improve
Crash Behaviour
For a long time now, passive safety has been playing a major
role in automotive construction as well as in other transport
areas and has made a significant contribution to continuously
reducing the number of traffic fatalities, especially on the
roads. At the same time, however, light-weight construction
is also on the passenger car engineers’ agenda. How can both
be combined?
Many ideas developed in research could make a contri-
bution here if only they found their way from the labs and
research departments into the production lines of the auto-
mobile manufacturers. The LISA collaborative project (Light-
weight Structural Applications Based on Metallic and Organic
Foams), which was funded under the 5th EU Research Frame-
work Programme, had the objective of making new techno-
logical applications in the area of the so-called “metal foams”
usable for serial production in the transportation industry.
Metal foams are produced by mixing a metal powder, usu-
ally aluminium, and a propellant such as titanium dihydride,
and then compacting this mixture by either hot or extruding
machine presses to a precursor material. The precursor is then
heated to a temperature above the metal’s melting point dur-
ing which the titanium dihydride releases hydrogen gas and
foams the liquid metal. The final material is solid, but porous
and looks like a sponge. Organic foams on the other hand, are
made from processed polymers. Although the characteristics
and the production of such foams has been well-researched,
they initially were hardly used in every-day industrial produc-
tion. LISA has created the necessary pre-conditions for this.
A total of eleven partners joined forces for this project,
including research institutions as well as material produc-
ers and end-users from the transport industry. The project
was headed by the Fraunhofer Institute for Manufactur-
ing Technology and Applied Materials Research (IFAM) in
Bremen. “Our objective was on the one hand to develop
components for transport vehicles filled with such foams
in order to improve their crash behaviour, i.e. their rigidity
and strength“, reports project leader Dr Gerald Rausch of
IFAM.
MATERIALS
■
■
■
■
■
■
■
■
■
■
■
By using “rapid tooling” tools, the foam insert of any component
is produced rapidly and according to requirementrs.
LISA
Project Duration: 01.02.2002 – 30.04.2005
Project Volume: € 2.6 million
EU Funding: € 1.4 million
Project Partners:
Co-ordinator: Fraunhofer-Institut für Fertigungstechnik
und Angewandte Materialforschung IFAM (Germany)
BMW AG (Germany)
Brandenburgische Technische Universtität Cottbus
(Germany)
Ford Forschungszentrum Aachen GmbH (Germany)
Henkel Teroson GMBH (Germany)
International Technology & Products – ITP GmbH
(Germany)
M.I.M. Hüttenwerke Duisburg GmbH (Germany)
EADS GIE (France)
Bombardier Transportation LTD (United Kingdom)
Centro Ricerche Fiat S.C.P.A. (Italy)
Norwegian University of Science and Technology
(Norway)
2�
On the other hand, new foam materials and production tech-
nologies should be developed, which are tailor-made for the
requirements of transport engineering.”
In addition, the project has also developed a new production
process for the moulding forms in which the foam “cores” are
produced. Here, modern tool production technologies called
“rapid tooling” are employed, which allow for a particularly fast
and precise production of prototypes and production tools.
Thus, for example, in cooperation with industry the
project has developed a shock-absorbing front section for
train locomotives, a protective antenna case for Airbus planes
as well as a variety of applications for passenger car bodies.
The objective of the latter was e.g. to optimise the crash
behaviour of passenger car bodies by filling sections of the A-
pillar with an inner core made from metallic foam. This (front)
roof pillar of a limousine is frequently made from complexly
formed metal profiles which are welded together. Accord-
ingly, it was necessary to develop a production process for the
foamed metal cores, which made it possible to perfectly fill
the complex cavities of the profiles. Such a measure, which
is to be put into practice in future vehicle generations, has
improved the strength of the pillar by approximately 30 per
cent, yet increased the component’s weight by only three per
cent.
MATERIALS
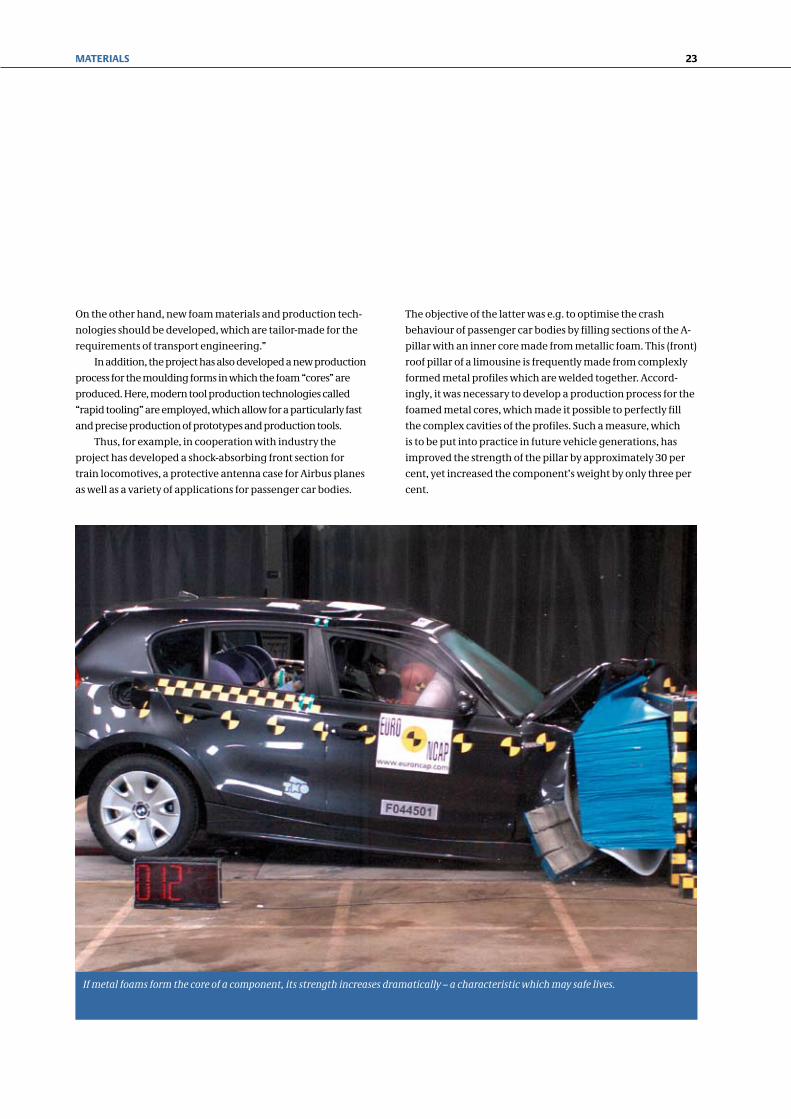
If metal foams form the core of a component, its strength increases dramatically – a characteristic which may safe lives.
24
Hans-Richard Tradt, KUKA Schweissanlagen GmbH, Augsburg:
“With the software developed in the EU project it is possible to flexibly coordinate the
numerous suppliers required during the complex planning and construction stages of a
new factory.“
PRODUCTION TECHNOLOGY
2�
New Production TechnologiesThe change from a resource-intensive to a sustainable knowledge-based industrial society, which is the objective of the
7th Research Framework Programme, can only succeed if new knowledge from all fields of research is continuously concent-
rated in new production technologies and intelligently combined in new types of factory structures.
Electronic Network for the Virtual Factory
PRODUCTION TECHNOLOGY
Once a new product line such as a new passenger car series
or a facelift has passed a company’s development and design
department and the course has been set for serial production,
a process is already under way that is decisive for the product’s
success: complex production plants and production lines are
in planning or have already been partially built. There is also
a network of suppliers and contractors and a specific delivery
date is set by which the new models should for the first time
roll off the production line and be delivered to the customer.
An enormous planning and coordination effort is behind such
a work-intensive approach.
Today’s trend in designing new production lines is that of
a “virtual factory“. As many tasks as possible – both during the
planning and during the construction stage as well as during
the plant’s operating life – should be processed electronically.
This means, for example, that all partners involved in the
planning and development of such a production facility are
connected online and are able to communicate effectively. A
corresponding electronic platform has been developed by the
VIDOP (Vendor Integrated Decentralised Optimisation of Pro-
duction Facilities) research project. Eleven partners from four
European countries were involved in this project, including
industrial companies, research institutes, and technology and
management companies.
The project faced a particular challenge: “How is it pos-
sible to work as long as possible with the flexibility to make
changes and, then to react quickly and easily to changes and
modifications which occur during planning and execution
– that was one of our questions“, reports Project Co-ordinator
Hans-Richard Tradt, who works for KUKA Schweissanlagen
GmbH in Augsburg. At the same time it had to be made sure
that all those involved in the partner network notice changes
quickly and take them into consideration.
The project developed an electronic platform which on
the one hand allows for the safe and effective Internet-based
exchange of all types of data sets between the involved part-
ners. This software furthermore allows data to be selected
and sorted: for example, a particular supplier receives only
that information which he specifically requires. “Such a joint
platform makes co-operation much more transparent and
enables us to work more quickly and efficiently“, so Tradt’s
conclusion. In particular, this represents an improvement for
the general contractor of such a project, where all the threads
converge and who is in charge of monitoring the planning
process and implementation. “As a result of the permanently
updated and documented changes, it is possible to follow up
in due time, if, for example, a supplier is not working accu-
rately“, explains Hans-Richard Tradt, “thus reducing the error
ratio and increasing transparency“.
The project produced a software package called
KoraLogik®, which ensures that data are complete and com-
prehensible, i.e. that they can be exchanged in such a way that
they can be used by any recipient.
The participating partners integrated this software
into their IT infrastructure, thus connecting to an Intranet
through which all necessary information and data flow. The
software has a user-friendly interface and can be used without
any problems once users have received normal training.

2�
The VIDOP project developed this system based on examples
of specific tasks, such as the planning and setting up of a
model change in a car-body production line for an automo-
bile producer. Both the automobile producer and the plant
manufacturer are involved in planning (in this particular
case, KUKA Schweißanlagen GmbH). Behind them exists a
whole chain of suppliers, who contribute the various indi-
vidual components, such as feeding components (e.g. the
“assembly line“), tension elements, electronic components
or software modules. Innumerable different data formats
need to be exchanged between the contracting organisa-
tion and all supplying partners (which in today’s globalised
economy are often geographically far removed from each
other): specifications, simulations and CAD data, technical
descriptions and much, much more. Only the complete data
fully and accurately define the joint project, regardless if this
is a new or modified production unit or a complete produc-
tion facility.
The design and preliminary planning of a new factory or production line in a virtual factory facilitate the construction of future
production facilities.
PRODUCTION TECHNOLOGY
27PRODUCTION TECHNOLOGY
With the aid of KoraLogik software, the complex and recip-
rocal communication and delivery relationships between
the involved companies can be processed effectively and
comprehensibly. The system runs independently from the
partners’ internal software based on a structure co-ordinated
with project requirements; data need to be uploaded from
this platform onto the partners’ systems and may have to be
“translated” from one electronic programming language into
another. The system can be pretty much thought of as a com-
plex E-Mail programme: the partners receive relevant data
and information, are able to extract and to incorporate them
into their own systems and then to further process them. Inci-
dentally, the system ensures that only authorised bodies can
access specific data; corresponding safety systems have been
built into the software.
According to Tradt, “even though the VIDOP project has
been completed by now, the system is currently still being
further developed.” The participating partners have already
incorporated parts of the results in their current applications,
for example in corresponding software packages.
VIDOP
Project Duration: 01.01.2001 – 29.02.2004
Project Volume: € 3.8 million
EU Funding: € 2.4 million
Project Partners:
Coordinator: Kuka Schweißanlagen GmbH
(Germany)
DaimlerChrysler AG (Germany)
Tecnomatix Technologies Ltd (Israel)
Universität Karlsruhe (Germany)
Tecnomatix Technologies Ltd (Israel)
Imtech ICT Information Technology B.V.
(The Netherlands)
Technology Management Contract Centre B.V.
(The Netherlands)
Universidade do Porto (Portugal)
Ingemat S.A. (Spain)
Robotiker (Spain)
Methodos SPA (Italia)
■
■
■
■
■
■
■
■
■
■
■
The close networking of all suppliers continually poses a
challenge for smooth serial production.
2�
Optimal Communication Between Planning
and Production
Each work piece produced today by a machine tool has its
origins in a computer: so-called CAD (computer-aided design)
programmes assist with their design. In the course of addi-
tional process stages, this virtual design generates a math-
ematic (numerical) instruction, which in turn provides the
machine tool with precise information about how to drill, mill
or turn the work piece in order to realise the form planned on
the computer. Such a computerised numerical control (CNC)
allows for the automated production of work pieces – includ-
ing complex structures – with a high degree of repeat accu-
racy. Since the introduction of CNC, ISO 6983 has served as
the standardised language for control commands. However,
this data format dates to the early days of CNC and whereas
it was sufficient for relatively simple datasets, it has been
lagging behind the rapid progress in the area of production
design for some time now and is showing a number of seri-
ous limitations. For example, the data need to be repeatedly
“translated” along their way from the design stage to the work
piece; it is furthermore not possible to return information
from production back into planning. This out-dated data for-
mat is therefore today both a one-way street and a bottleneck,
impeding and delaying the flow of information between
planning and production departments, and also between dif-
ferent parts of a company.
The alternative is called STEP-NC, a data format which
allows comprehensive geometric and technological infor-
mation regarding the work piece to be used as direct input
for the machine control (CNC), making any data conversion
largely superfluous. Indeed, all elements of the process chain
work with the same data format. In addition, STEP-NC also
makes it possible to set up data loops, i.e. it enables a bi-direc-
tional flow of information. This format also provides a much
higher density of information, allowing even demanding
applications to be optimally realised.
The new data format was developed as part of an EU
research project, which involved partners from Germany,
Sweden, France, and Italy. In addition, companies from Swit-
zerland, the United States as well as Korea (in each case with
national funding) were involved in an international part
of the programme (IMS STEP-NC). The project consortium
included companies in the area of CAD, CAM (computer-aided
manufacturing) and CNC, machine tool makers and industrial
users (e.g. from the automobile and aircraft industries) as well
as research institutions.
“The objective of this project was to standardise com-
munication within the process chain between CAD design
and the NC-controlled production machine, to make it more
transparent and to ensure that data can flow in any direc-
tion“, so the summary provided by Project Leader Peter Müller
(Siemens AG). In the meantime, STEP-NC not only exists as a
general format, but also in the form of separate modules for
various areas in the field of production technology, such as for
turning, drilling and milling machines or for further process-
ing technologies and also for a wide range of materials.
The respective modules were applied and tested by the
project partners as part of the project. It was shown that this
new interface can enable cost reductions of up to 30 per cent.
It is expected that the STEP-NC data format will initially be
applied widely in industrial production in new factories, as its
implementation requires considerable effort in restructuring
existing operative processes; and, for example, re-certifica-
tion of a restructured process will subsequently be necessary.
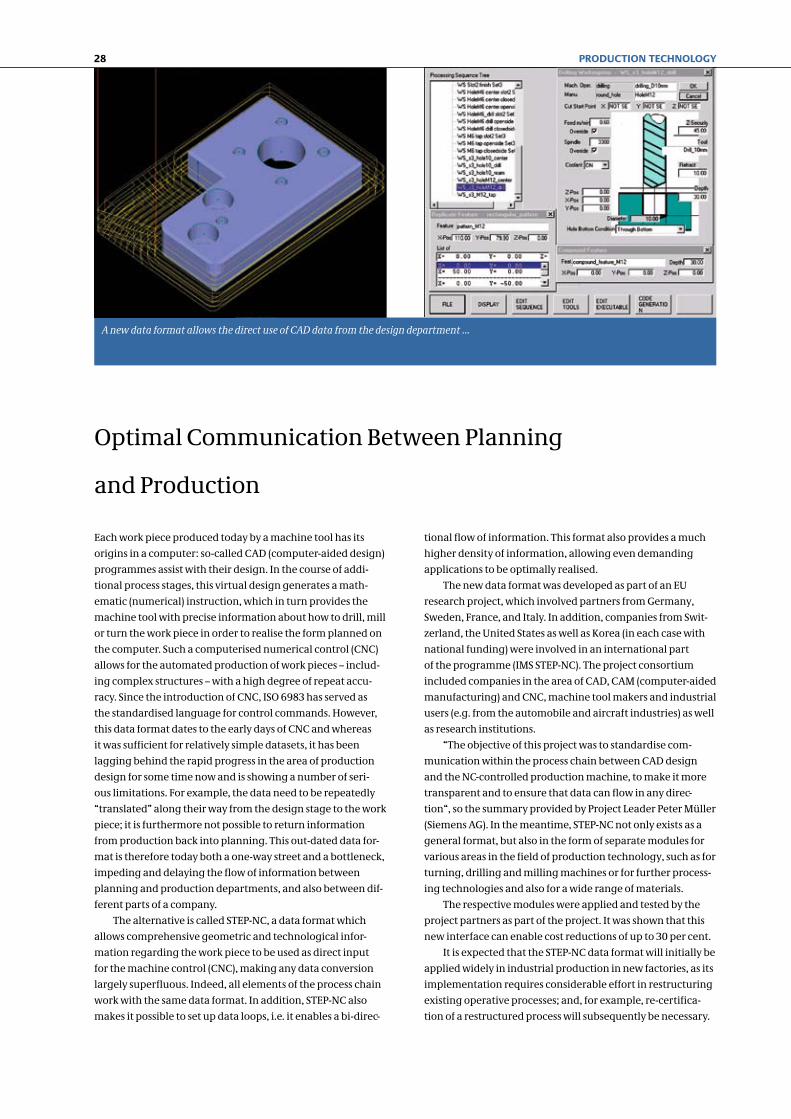
PRODUCTION TECHNOLOGY
A new data format allows the direct use of CAD data from the design department …
2�
Methodological Recipes for a
Modular Factory
Today, products enter the market in ever faster cycles. At the
same time, the wide variety of consumer demands requires
an ever increasing number of different variants. This poses
enormous challenges to manufacturers, as operationally, the
so-called “economies of scale” are lost. These are quantity
effects based on the fact that it is cheaper to produce the larg-
est possible number of the same type of product. As a result of
the changed conditions, however, today production facilities
that had been developed for a single product generation now
need to amortise over a much shorter period of time. Since
the technically useful life of plants has, if anything, increased,
it must be made sure that investments can be re-financed
over several product generations. In short: the earlier strict
coupling of production (operating resources) and products no
longer exists.
To solve the problems caused by this, it was initially attempt-
ed to design production plants with greater flexibility. This,
however, lead to disproportionately high additional costs,
as it is not possible to determine with sufficient accuracy the
degree of flexibility that is indeed required. The quality of the
necessary forecasts is limited, especially by market fluctua-
tions, for example such as in the demand for a certain type
of product. This issue poses a particular problem for manu-
facturers that have opted for serial production with a high
degree of mechanisation or even automation because of the
economies of scale. This is the case, for example, with many
suppliers in the automobile industry, who must be able to
react as flexibly as possible to frequently changing product
and capacity requirements of their various clients (the auto-
mobile producers).
PRODUCTION TECHNOLOGY
… to control an NC machine in production.
IMS-STEP-NC
Project Duration: 01.01.1999 – 31.12.2001
Project Volume: € 1.9 million
EU Funding: € 0.8 million
Project Partners:
Co-ordinator: Siemens AG (Germany)
CECIMO, the European Committee for Co-operation
of the Machine Tool Industries
DaimlerChrysler AG (Germany)
OPEN MIND Technologies AG (Germany)
■
■
■
■
RWTH Aachen (Germany)
Universität Stuttgart (Germany)
Dassault Systèmes S.A. (France)
CMS S.p.A (Italy)
OSAI Spa (Italy)
AB Volvo (Sweden)
AGIE SA (Switzerland)
AMT-Consulting (Switzerland)
CADCAMation SA (Switzerland)
Engineering School of Geneva (Switzerland)
Swiss Federal Institute of Technology in Lausanne
(Switzerland)
■
■
■
■
■
■
■
■
■
■
■

�0
The first approaches to the solution were made in product
development where the strategy of using the same type of
components for as many product applications as possible was
developed. In addition, product design was changed in such a
way that the ultimate differentiated product was created only
in the final stage of production, thus making it possible to
realise the desired quantity effect in the downstream process
stages in spite of the high degree of “individuality” of the final
product. The best-known example is the so-called “platform
strategy” applied by automobile producers: a standardised
unfinished base platform is used for a variety of vehicle types.
Based on the success of this strategy in product design,
this logic was transferred to production design.
In the concept thus developed, all structural components
of a production plant that are affected and impacted by pos-
sible changes in product design or volume fluctuations and
bundled and combined in modules. Components, however,
with a function which is not affected by possible changes are
designed as unchangeable platforms. Such a production plant
can be rapidly adjusted to changed product requirements
by replacing or adding individual modules as required. In
other words, the modules are adapted to the short life cycles
of individual product generations, whereas the machine plat-
form (such as the basic framework or encasement) remains
unchanged throughout several product cycles.
The success of such a modularisation to a large extent
depends, however, on how “intelligent” the planning of the
modular designs is. “The more methodical the approach to
design is and the earlier an estimate of the cost-benefit ratio
becomes possible, the more successful the resulting plant will
work“, explains Felix Lösch from the leading project institute,
the Laboratory of Machine Tools and Production Engineering
(WZL) of RWTH Aachen. The Head of the group “Plant Plan-
ning “ is involved in the EU-funded
“Modular Plant Architecture” (MPA) project, which
developed such a “method to design modular factories”.
Together with 14 partners from eight countries, a method was
conceived which enables companies to effectively exploit the
large potential of modular architecture to the greatest extent
possible at all four hierarchical levels of a factory – plant
buildings, production segments, production lines and work
stations – and to realistically assess the result.
At the same time, this method was successfully applied
on each of these levels in a series of pilot projects, where it
emerged that the required capital expenditure could be
reduced by between 25 and 35 per cent and planning time by
about 20 per cent.
PRODUCTION TECHNOLOGY
■
■
■
■
■
■
■
■
■
■
■
■
■
When product cycles become shorter and at the same time
the life times of production plants are getting longer, factories
need to be converted more frequently. In a modular factory,
the associated costs stay manageable, as the modular feeder
system (on theright) shows.
MPA
Project Duration: 01.01.2001 – 31.12.2003
Project Volume: € 5.0 million
EU Funding: € 2.6 million
Project Partners:
Co-ordinator: RWTH Aachen (Germany)
Catholic University of Leuven (Belgium)
Picanlol N.V. (Belgium)
Aachener Demonstrationslabor für Integrierte
Production Engineering GGMBH (Germany)
Becker GMBH (Germany)
GIP Gewerbe- und Industriepartner GBR
(Germany)
Robert Bosch GMBH (Germany)
Behr Lorraine Sarl (France)
Nantional Research Council (Italy)
Technology Transfer System S.R.L. (Italy)
S.C. Wittmann & Partner Computer Systems S.R.L.
(Romania)
Hungarian Academy of Sciences (Hungary)
Certicon A.S. (Czech Republic)

�1
At work station level, for example, a modular supply system
was developed in cooperation with an automobile supplier,
Bosch Rexroth AG as well as with the central Preliminary
Development Department of Bosch GmbH. This system solves
any problems that occur when bulk material components
are to be specifically fed to a fully automated assembly line.
Previously, the “oscillating conveyors” used for feeding the
bulk material were the “problem children” of assembly plants:
as their surface is specifically matched with the component
to be fed, conveyers needed to be changed once a machine
changed from one component type to another. This meant
that a separate oscillating conveyor had to be ready for each
type of parts to be fed. This is an expensive process, as assem-
bly lines need to be designed sufficiently long in order to pro-
vide space for all the conveyors required and it also takes time,
as the machine is idle during the change-over.
The system developed based on the new method consists
of a platform – an assembly cell with materials-handling
technology – and two modules: a feeding system consisting
of a singling device, where all necessary components are fed
from a storage hopper and separated, and a handling module
which consists of a combination of a multi-axial robot-arm fit-
ted with camera system. With the aid of this combination, the
position of each separate part fed to the system is determined,
after which they are picked up and correctly installed in the
product. In order to arrive at this type of modularisation, vari-
ous product tasks were analysed and the impact of changes
such as the shape and weight of the individual parts was
identified. With the help of appropriate analytical methods it
was determined which individual components were similarly
affected by changes and which components are required to
meet combinable functions. By considering these categories it
was then possible to identify similar components of the feeder
systems in both the modules, with the base plate and connec-
tions forming the unchangeable platform.
Thus a design comprised of three different types of feeder
modules and four separate handling modules was created.
Together, they can form twelve different types of combina-
tions, allowing for the effective and efficient performance
of any bulk material feeding tasks occurring at Bosch. The
results of the use of this plant in a Bosch assembly line pro-
ducing automobile locking systems were so positive that the
method by now has been successfully implemented in various
transfer projects with other companies.
PRODUCTION TECHNOLOGY
32 Service
How to Apply for Funding
Preparing an Application
The global topics of Theme 4 – “Nanosciences and Nanotech-
nologies, Materials and New Production Technologies”
(NMP) for the entire duration of FP7 (2007-2013) are summa-
rised on page 9 above. The specific topics of the calls within this
theme are set down in an annually updated work programme.
Ideally, the preparation of an application for funding should
commence several months prior to the publication of the calls.
Advance information on these calls may be obtained from the
National Contact Points (NCP) for Theme 4. The texts necessary
for a proposal application are available on the Internet site
■ http://cordis.europa.eu/fp7/dc/index.cfm
after selecting the appropriate call identifier
(e.g. FP7-NMP-2007-SMALL-1).
These documents are:
■
■
■
■
“Call Fiche“ (which contains information about applica-
tion deadlines, budget, titles of call themes, as well as key
data for the evaluation of applications);
“Work Programme“ (which contains information about
the general objectives, funding instruments, detailed
explanations of the call themes, as well as a forecast of pos-
sible future themes);
Guide for Applicants“ (which contains various information
including instructions regarding the lay-out and content
of funding applications, explanations regarding the sub-
mission of applications, the evaluation procedure, as well
as advisory and support structures).
In addition, the BMBF brochure “Antragstellung im 7. EU-
Forschungsrahmenprogramm” (Submission of Applica-
tions under the 7th EU Research Framework Programme)
contains important information concerning the applica-
tion process (available at
www.forschungsrahmenprogramm.de).
When conceiving a project, it is important that the project
idea meets the call’s criteria with regard to both content and
form. Only such applications will have the chance of receiving
funding. It is thus sensible to consult one of the National Con-
tact Points or a regional advice and support centre regarding
the applicability of a project idea to a specific call. This may be
done in the form of an initial outline of a project idea which
will be commented on by the centre consulted.
Consortium Applicants
A major prerequisite for a promising project proposal is get-
ting together a suitable project consortium and designating
a project co-ordinator. The consortium should usually have
at least three partners from three different EU countries.
The document “Regulation Laying Down the Rules for the
Participation to FP7 EC” describes the corresponding frame-
work conditions. It is also available at the above Internet
address. In general, when putting together a consortium,
care must be taken that the individual partners’ areas of
competence complement each other. Ideally, already exist-
ing contacts or co-operations are used when selecting part-
ners.
Additional project partners may be identified by using
■
■
■
■
the Internet platforms dedicated to finding project part-
ners and partnership offers in the area of material and
nanotechnology projects
(http://www.fz-juelich.de/ptj/Partner_Search/),
the EU Commission’s web-based CORDIS partner database
(http://cordis.europa.eu/fp7/partners_en.html),
the CORDIS database of successful projects and project
partners (http://cordis.europa.eu/fp6/projects.htm), or
the National Contact Points in European and non-Euro-
pean countries
(http://cordis.europa.eu/fp7/get-support_en.html).
Submission and Evaluation of Applications
Under FP7, most collaborative Theme 4 proposals are evaluat-
ed in a two-stage procedure. In Stage 1, the project co-ordina-
tor submits a project proposal not exceeding 10 pages to the
Commission by using a web-based application system (EPSS).
The evaluation of a Stage 1 proposal by independent experts
focuses primarily on its scientific or technological merit and
the potential use of its results for the European economy.
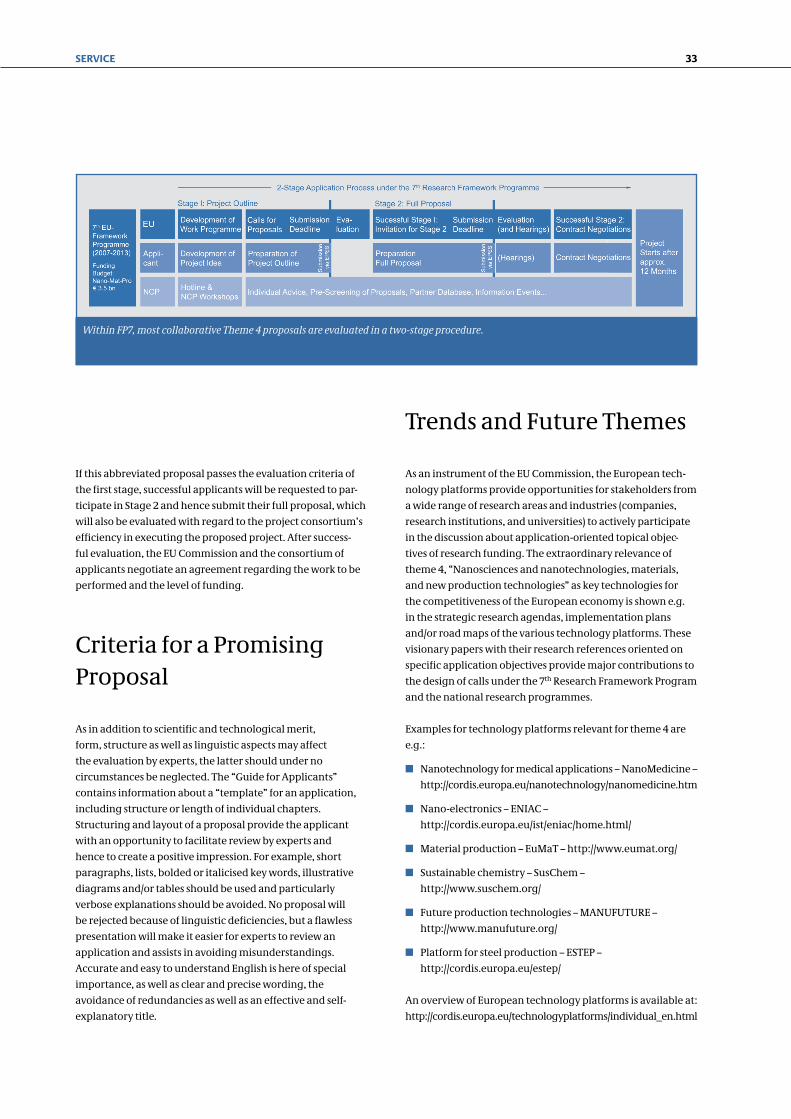
33Service
If this abbreviated proposal passes the evaluation criteria of
the first stage, successful applicants will be requested to par-
ticipate in Stage 2 and hence submit their full proposal, which
will also be evaluated with regard to the project consortium’s
efficiency in executing the proposed project. After success-
ful evaluation, the EU Commission and the consortium of
applicants negotiate an agreement regarding the work to be
performed and the level of funding.
Criteria for a Promising Proposal
As in addition to scientific and technological merit,
form, structure as well as linguistic aspects may affect
the evaluation by experts, the latter should under no
circumstances be neglected. The “Guide for Applicants”
contains information about a “template” for an application,
including structure or length of individual chapters.
Structuring and layout of a proposal provide the applicant
with an opportunity to facilitate review by experts and
hence to create a positive impression. For example, short
paragraphs, lists, bolded or italicised key words, illustrative
diagrams and/or tables should be used and particularly
verbose explanations should be avoided. No proposal will
be rejected because of linguistic deficiencies, but a flawless
presentation will make it easier for experts to review an
application and assists in avoiding misunderstandings.
Accurate and easy to understand English is here of special
importance, as well as clear and precise wording, the
avoidance of redundancies as well as an effective and self-
explanatory title.
Trends and Future Themes
As an instrument of the EU Commission, the European tech-
nology platforms provide opportunities for stakeholders from
a wide range of research areas and industries (companies,
research institutions, and universities) to actively participate
in the discussion about application-oriented topical objec-
tives of research funding. The extraordinary relevance of
theme 4, “Nanosciences and nanotechnologies, materials,
and new production technologies” as key technologies for
the competitiveness of the European economy is shown e.g.
in the strategic research agendas, implementation plans
and/or road maps of the various technology platforms. These
visionary papers with their research references oriented on
specific application objectives provide major contributions to
the design of calls under the 7th Research Framework Program
and the national research programmes.
Examples for technology platforms relevant for theme 4 are
e.g.:
■ Nanotechnology for medical applications – NanoMedicine –
http://cordis.europa.eu/nanotechnology/nanomedicine.htm
■ Nano-electronics – ENIAC –
http://cordis.europa.eu/ist/eniac/home.html/
■ Material production – EuMaT – http://www.eumat.org/
■ Sustainable chemistry – SusChem –
http://www.suschem.org/
■ Future production technologies – MANUFUTURE –
http://www.manufuture.org/
■ Platform for steel production – ESTEP –
http://cordis.europa.eu/estep/
An overview of European technology platforms is available at:
http://cordis.europa.eu/technologyplatforms/individual_en.html
Within FP7, most collaborative Theme 4 proposals are evaluated in a two-stage procedure.
�4
From an Idea to a
Successful Project During its seven-year term, the European Union’s 7th
Research Framework Programme (FP7) with its total avail-
able funds of Euro 54 billion will play an ever-increasing role
for German companies, universities and research institu-
tions. The interdisciplinary character of many projects pro-
vides participants with new opportunities for co-operation
and expands their range of activities. In many cases, new
levels of activity and industries are opened up and co-opera-
tion with foreign partners frequently leads to entering new
markets.
“Nanosciences, Nanotechnologies, Materials and New Pro-
duction Technologies” is funded in Theme 4 of the specific
programme “Co-operation”.
To support funding applicants, Germany has set up a net-
work of so-called “National Contact Points” (NCP), which
are funded by the various Federal Ministries, with each NCP
being responsible for advising applicants about a specific
part of FP7. The NCPs provide information (via newsletters
and Internet sites) about the contents of their areas and are
capable of interpreting the European Commission’s texts as
a result of their many years of experience in this sector. They
alert about calls and deadlines, hold information events and,
as the case may be, also assist in finding project partners.
A major strength of the NCPs is the extensive advice they
give to project applicants – from the initial project idea all
the way to contract negotiations. Since in many cases they
have accumulated many years of experience in giving fund-
ing advice, they are able to give important and sometimes
decisive hints on how to optimise funding applications.
Information points
NCP Nanotechnologies
VDI Technologiezentrum GmbH
Graf-Recke-Str. 84
40239 Düsseldorf
Telephone: +49 (0)211 6214-433
Telefax: +49 (0)211 6214-484
E-mail: [email protected]
Internet: www.vditz.de/nks
Dr Karin Wey
NCP Materials
Forschungszentrum Jülich GmbH
PTJ-NMT
52425 Jülich
Telephone: +49 (0)2461 61-3545
Telefax: +49 (0)2461 61-2398
E-mail: [email protected]
Internet: www.nks-werkstoffe.de
Dr Gerd Schumacher
NCP Production Technologies
Forschungszentrum Karlsruhe GmbH
PTKA-PFT
Postfach 3640
76021 Karlsruhe
Telephone: +49 (0)7247 82-6469
Telefax: +49 (0)7247 82-2891
E-mail: [email protected]
Internet: www.fzk.de/pft/ncp
Dr Helmut Rempp
SERvICE



This publication is distributed free of charge by the Federal Ministry of Education
and Research as part of its public relations work. It is not intended for commercial
sale. It may not be used by political parties, candidates or electoral assistants during
an election campaign. This applies to parliamentary, state assembly and local
government elections as well as to elections to the European Parliament.
Improper use includes in particular the distribution of this publication at election
events and at the information stands of political parties, as well as the insertion,
printing or affixing of party political information. The distribution of this publica-
tion to third parties as a form of campaign publicity is also prohibited.
Regardless of how recipients came into possession of this publication and how many
copies of it they may have, it may not be used in a manner that could be construed as
showing partisanship on the part of the Federal Government in favor of individual
political groups, even if not within the context of an upcoming election.

Recommended




![[2010Du] - Clinical Chemistry - Challenges for Analytical Chemistry and the nanosciences from medicine](https://img.pdfslide.us/doc/110x75/55cfeb2c5503467d968bda4d/2010du-clinical-chemistry-challenges-for-analytical-chemistry-and-the.jpg)












