Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
Manufacturing Processes Lab I
Joint Design & Welding Terms
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
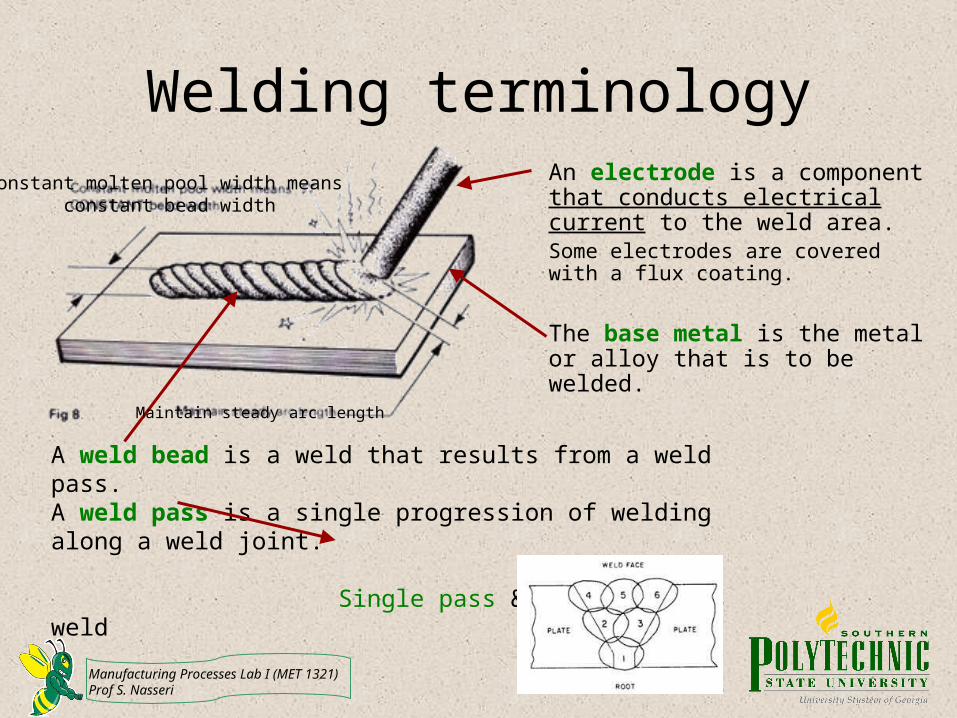
Welding terminologyAn electrode is a component that conducts electrical current to the weld area. Some electrodes are covered with a flux coating.
The base metal is the metal or alloy that is to be welded.
A weld bead is a weld that results from a weld pass.A weld pass is a single progression of welding along a weld joint.
Single pass & multiple-pass weld
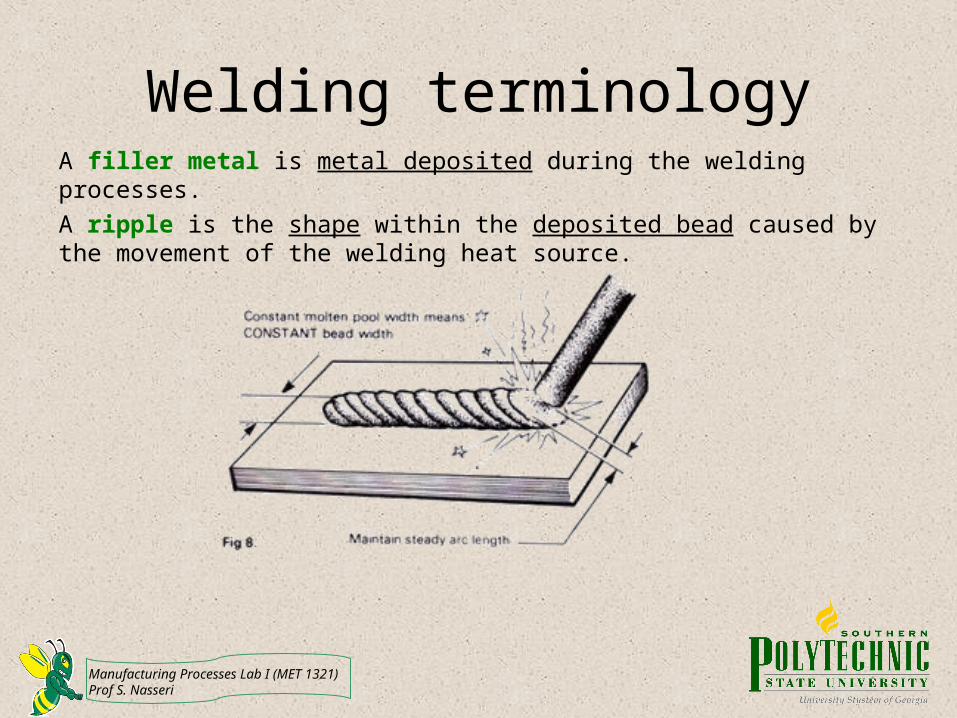
Constant molten pool width means constant bead width
Maintain steady arc length
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
Welding terminologyA filler metal is metal deposited during the welding processes.A ripple is the shape within the deposited bead caused by the movement of the welding heat source.
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
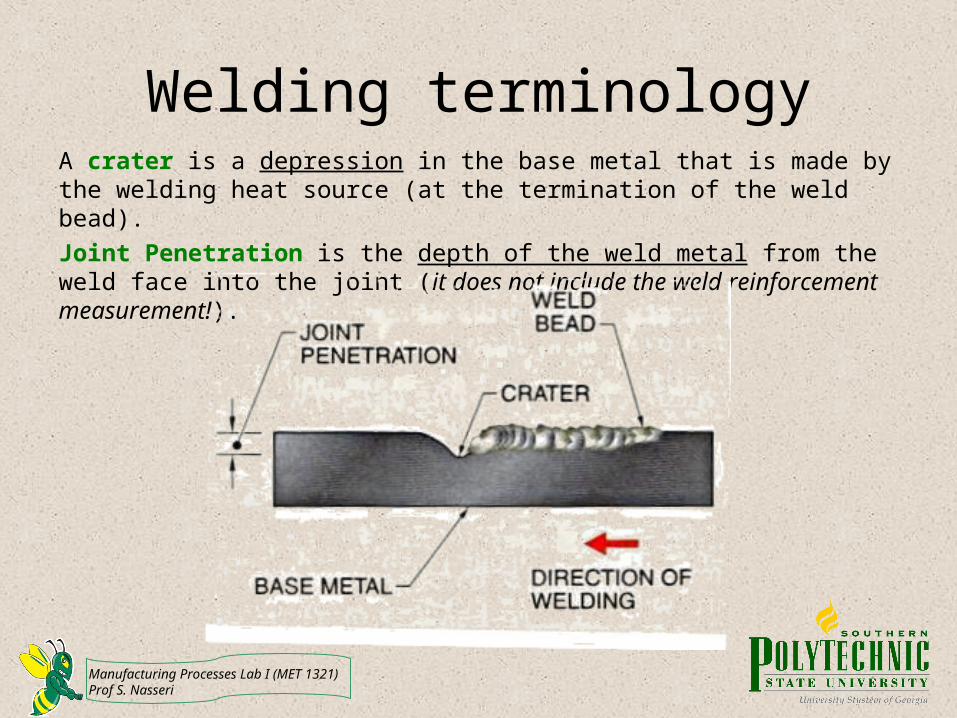
Welding terminologyA crater is a depression in the base metal that is made by the welding heat source (at the termination of the weld bead).Joint Penetration is the depth of the weld metal from the weld face into the joint (it does not include the weld reinforcement measurement!).
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
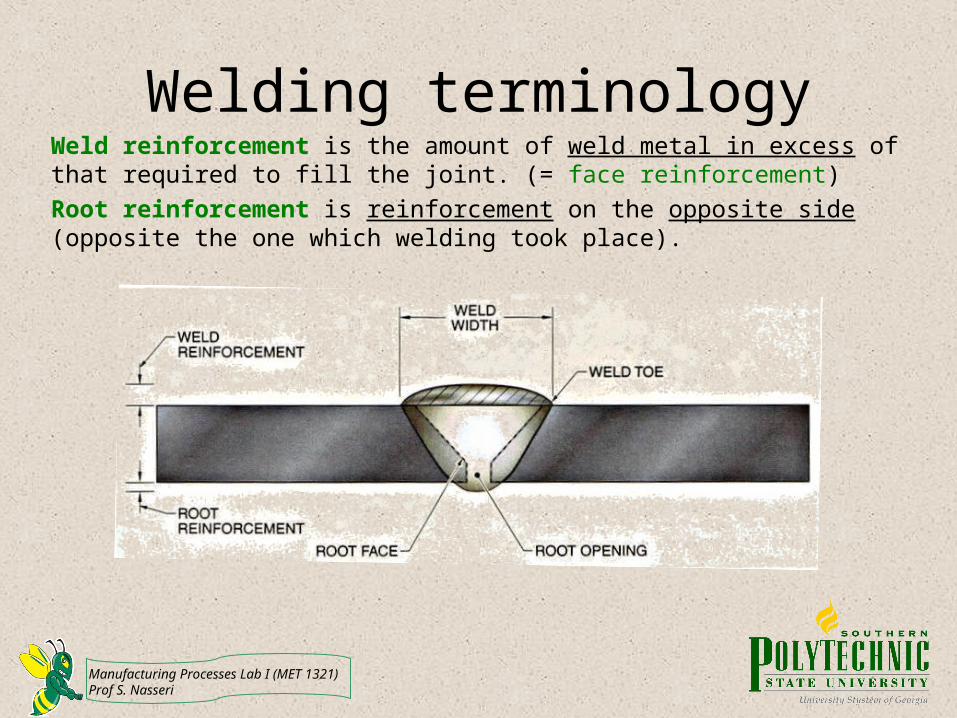
Welding terminologyWeld reinforcement is the amount of weld metal in excess of that required to fill the joint. (= face reinforcement)Root reinforcement is reinforcement on the opposite side (opposite the one which welding took place).
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
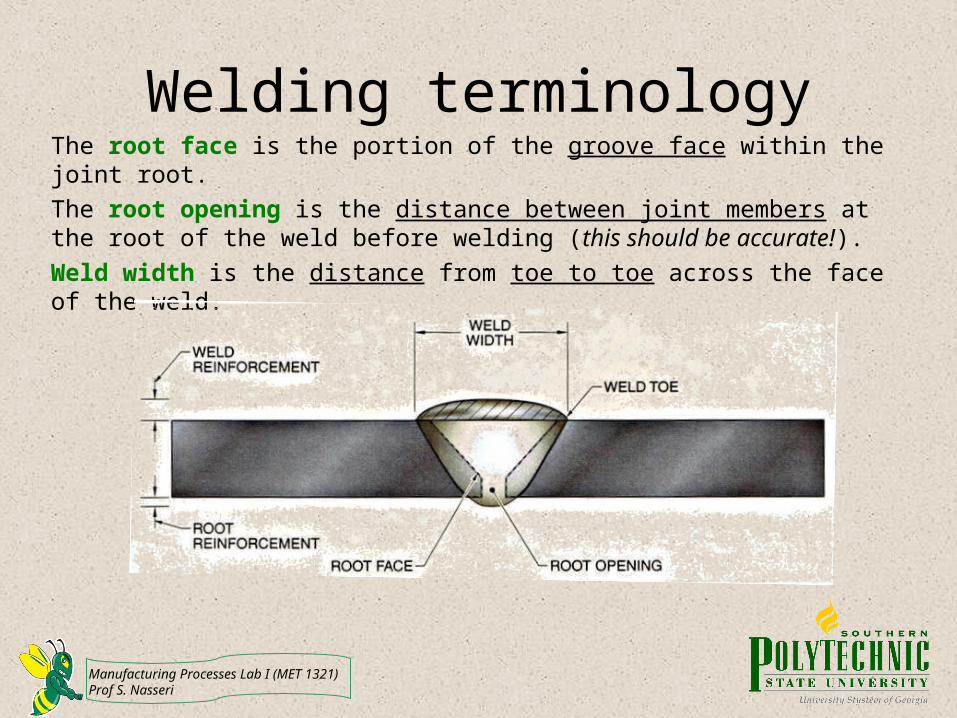
Welding terminologyThe root face is the portion of the groove face within the joint root.The root opening is the distance between joint members at the root of the weld before welding (this should be accurate!).Weld width is the distance from toe to toe across the face of the weld.
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
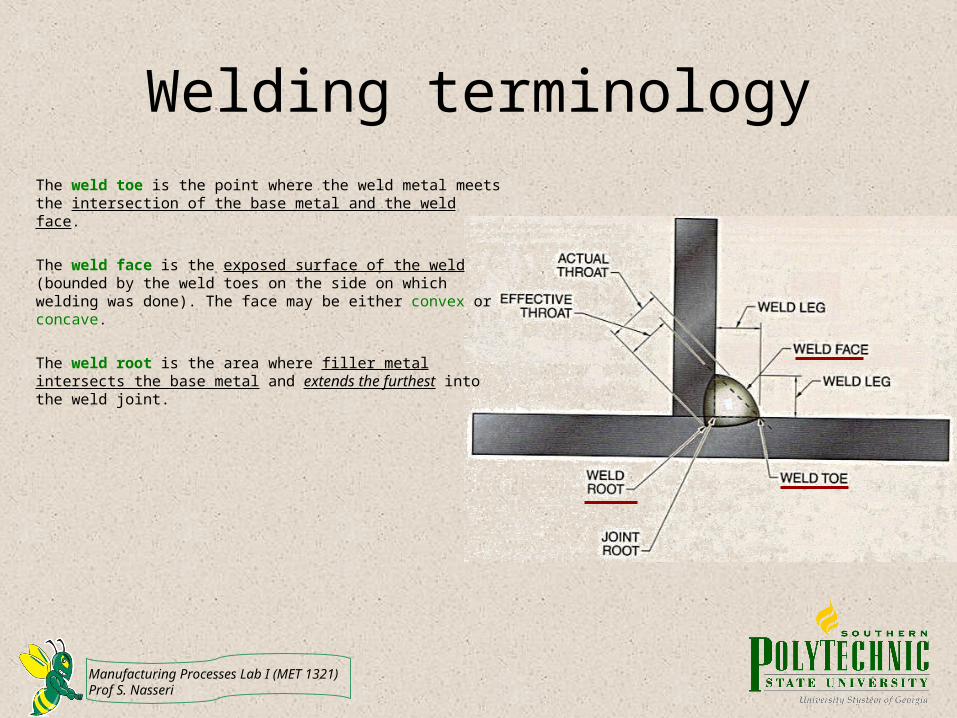
Welding terminologyThe weld toe is the point where the weld metal meets the intersection of the base metal and the weld face.
The weld face is the exposed surface of the weld (bounded by the weld toes on the side on which welding was done). The face may be either convex or concave.
The weld root is the area where filler metal intersects the base metal and extends the furthest into the weld joint.
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
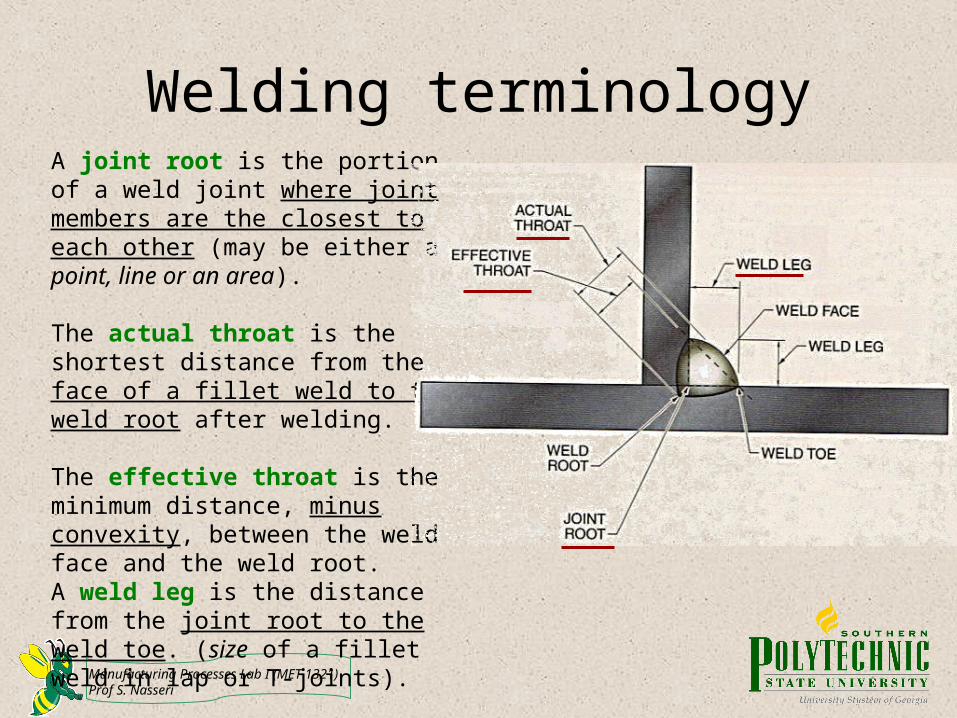
Welding terminologyA joint root is the portion of a weld joint where joint members are the closest to each other (may be either a point, line or an area).
The actual throat is the shortest distance from the face of a fillet weld to the weld root after welding.
The effective throat is the minimum distance, minus convexity, between the weld face and the weld root.A weld leg is the distance from the joint root to the weld toe. (size of a fillet weld in lap or T-joints).
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
Weld joints
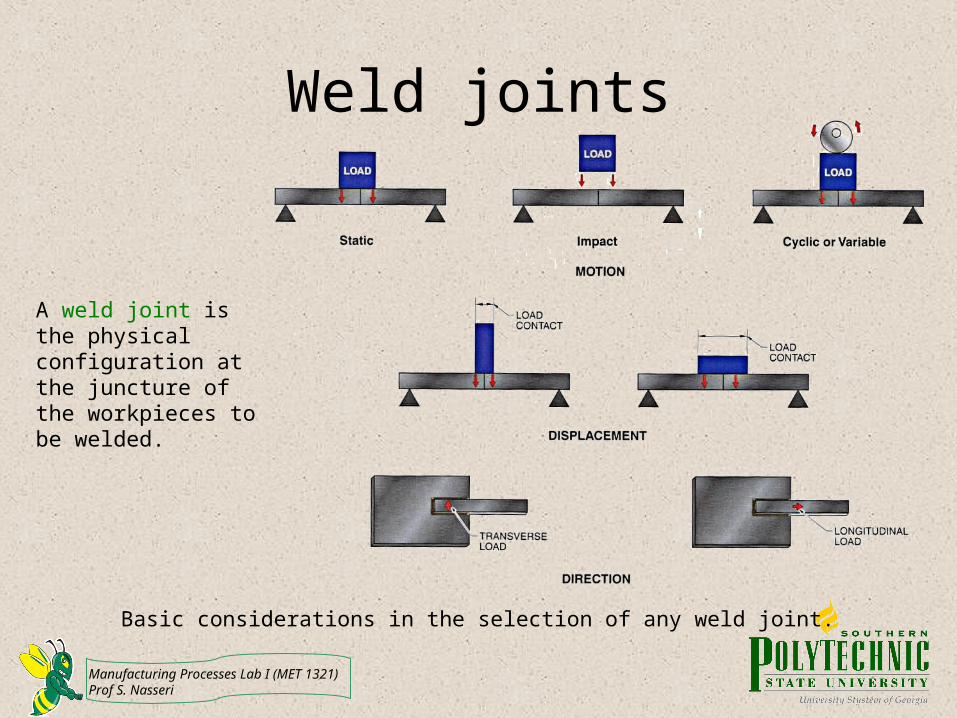
A weld joint is the physical configuration at the juncture of the workpieces to be welded.
Basic considerations in the selection of any weld joint.
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
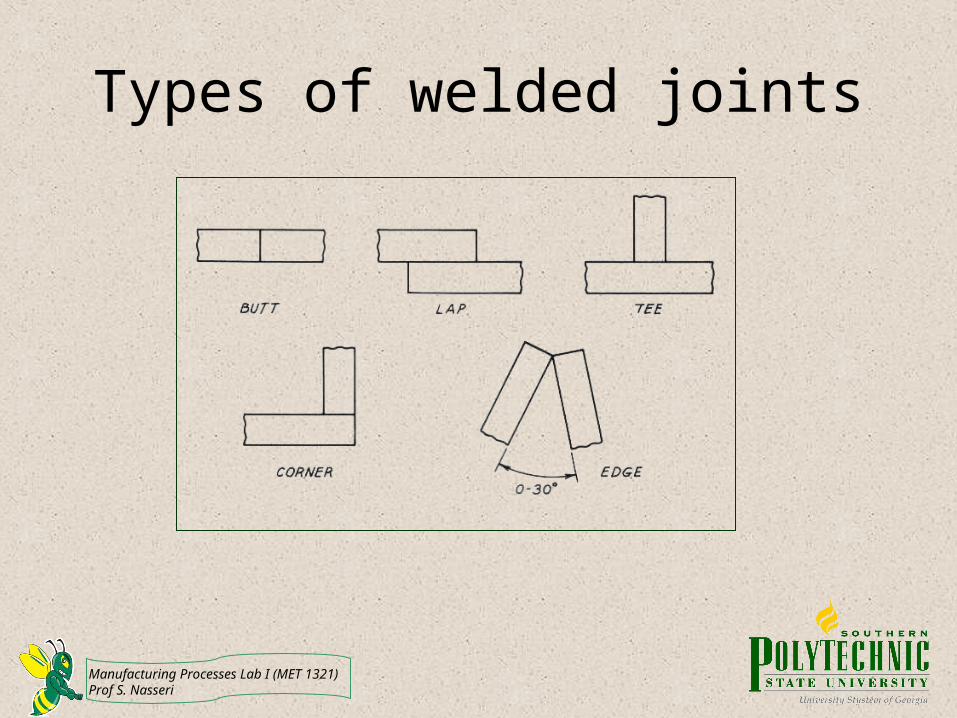
Types of welded joints
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
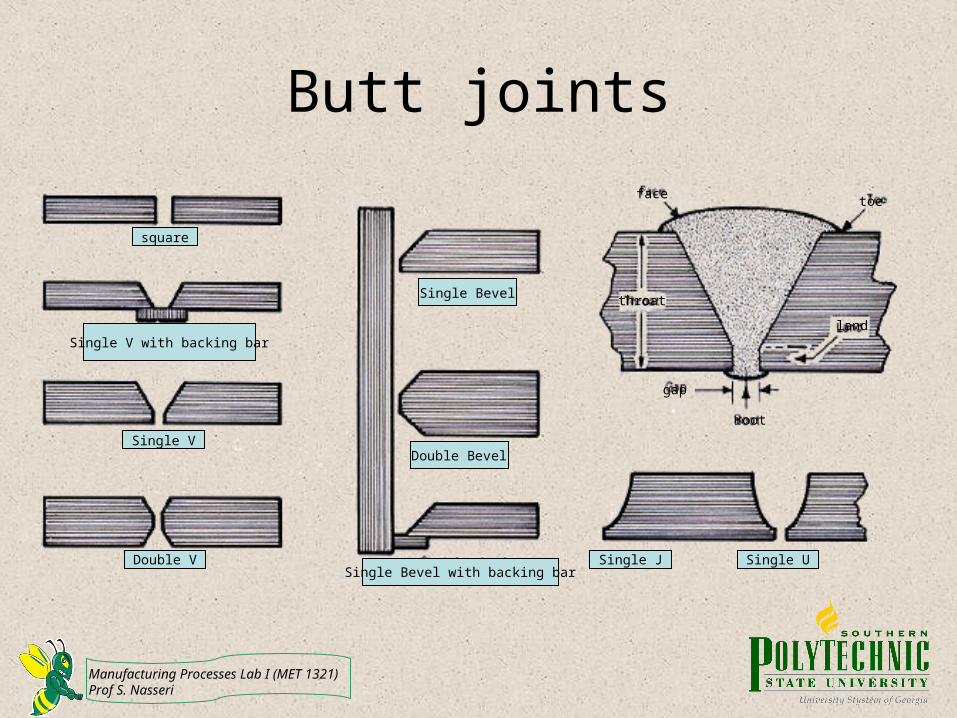
Butt joints
square
Single V
Double V
Single V with backing bar
Single Bevel
Double Bevel
Single Bevel with backing barSingle J Single U
throat
land
facetoe
root
gap
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
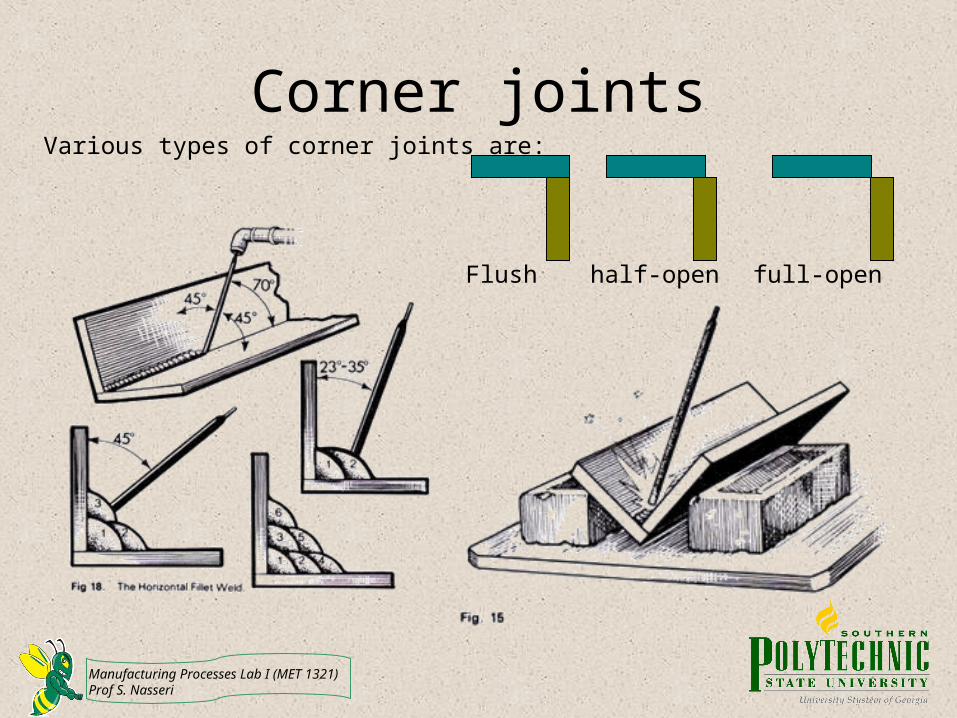
Corner jointsVarious types of corner joints are:
Flush half-open full-open
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
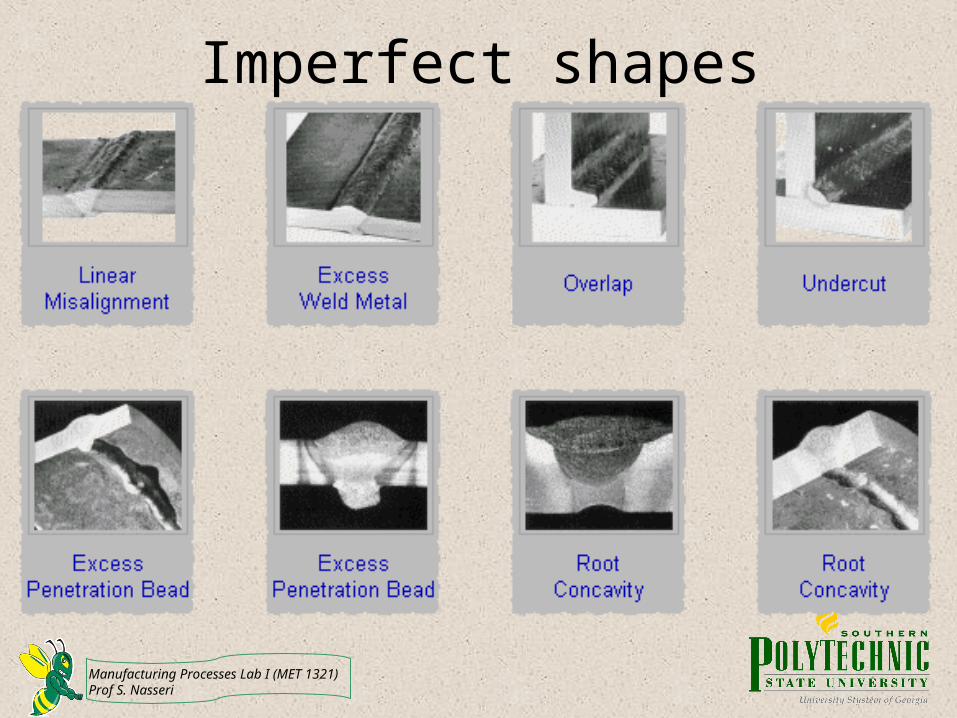
Imperfect shapes
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
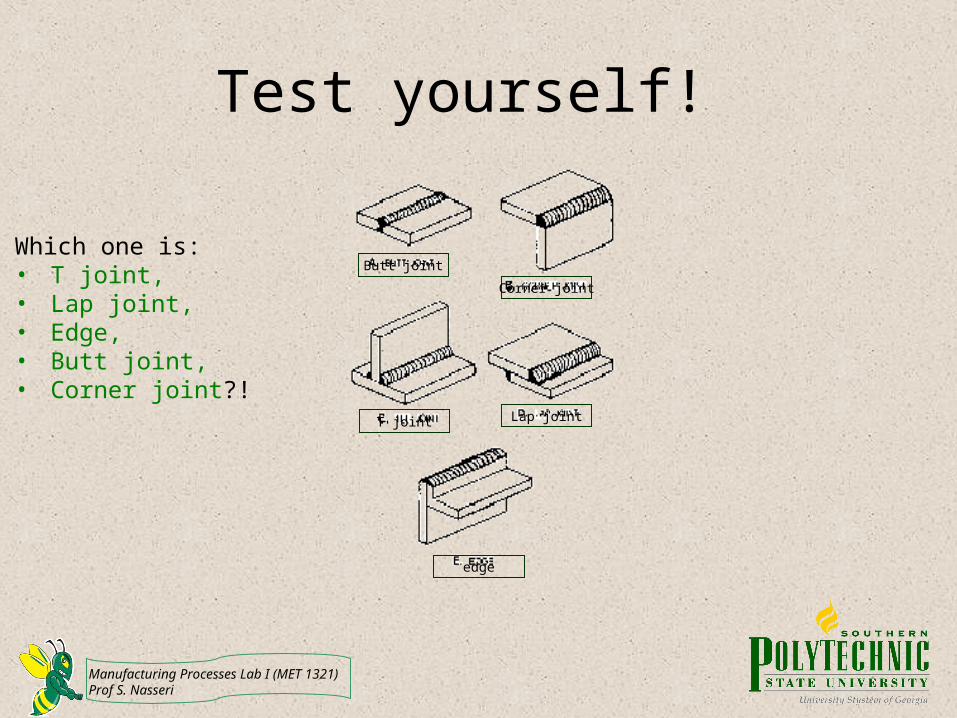
Test yourself!
Butt joint
Corner joint
T joint Lap joint
edge
Which one is:• T joint,• Lap joint,• Edge,• Butt joint,• Corner joint?!
Manufacturing Processes Lab I (MET 1321)Prof S. Nasseri
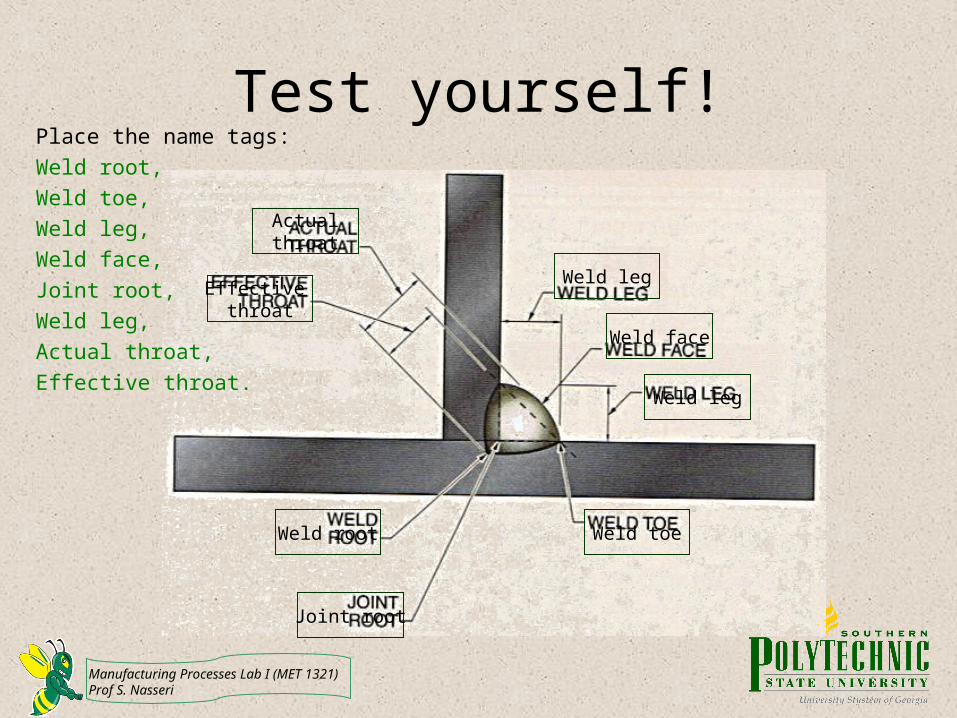
Test yourself!Place the name tags:Weld root,Weld toe,Weld leg,Weld face,Joint root,Weld leg,Actual throat,Effective throat.
Actualthroat
Effective throat
Weld leg
Weld face
Weld root
Joint root
Weld leg
Weld toe
Recommended

















