Lignocellulosic biorefinery pathways
to biobased chemicals and materials
1st Int. Forest Biorefinery Conference, Thunder Bay, Canada
May 9-11, 2017
Richard Gosselink, Carmen Boeriu, Paulien Harmsen, Jeroen Hugenholtz
Contents
Wageningen Food & Biobased Research
Biorefinery value chains
Lignin valorization to materials and chemicals
Microbial production of biochemicals

2 Partners
Wageningen Research
2,410 FTE of faculty and staff 11,000 students Revenue in 2015: €635 million

Wageningen Food & Biobased Research
In-depth knowledge of the entire agri-food chain
Connecting agri-food with chemistry, materials and energy production
Market oriented R&D approach
Multi-disciplinary applied R&D project teams
Up-scaling: from lab to pilot
> 200 employees with a yearly turnover of 30M€
Sustainable Food Chains Biobased Products Healthy & Delicious Foods

Research Topics – BU Biobased Products
Biorefinery & Sustainable value chains
● Biomass sourcing & logistics
● Biomass resources & characterization
● Biomass pretreatment (mechanical/chemical)
● Composite materials
● Sustainable building materials
Sustainable Chemistry
● Bioplastics, coatings and packaging
● Fine chemicals (plasticizers, polymer building blocks)
● Polymeric foams
● Fire retardants
Bioconversion
● Fermentation (H2, ethanol, lactate, ABE, fatty acids)
● Bio-catalysis

Chemicals and materials driven biorefineries
Developing biobased chemicals will increase the profitability
of second generation biofuels production
Biobased chemicals and materials driven biorefineries can
also be created alongside traditional vegetable oil, starch,
sugar and paper producers
Agri-food industries are diversifying their product slate;
increasingly engaging in non-food products

Composition of lignocellulosic feedstocks (wt% dm)
Origin Species Carbo-hydrates
C6 sugars
C5 sugars
Lignin
Hardwoods Mixed (stem)
60-75 40-50 16-20 18-25
Softwoods Mixed (stem)
60-67 40-50 15-18 27-33
Grasses Sugar cane bagasse
60-70 33-36 20-25 19-24
Agricultural residues
Corn cobs 75 40 30-34 15
Wheat straw
55-60 30-35 20-23 16-21
Rice husks 50-55 30-35 20-22 20-22

Pretreatment of lignocellulose
Fibres: pulp, paper, building materials
Dissolving cellulose: textile
Sugars: molecules for conversion
Make the polysaccharides accessible to catalysts
Using low/high pH, high temperatures, oxidative agents,
mechanical forces (explosion)
Catalysts for polysaccharide hydrolysis: enzymes or acid
Micro-organisms can use the monosaccharides in fermentation
processes

Pretreatment technologies
Chemi-mechanical
● Green biorefineries
Alkaline hydrolysis
Autohydrolysis (only water)
Organosolv pretreatment using acetic acid
Thermal pretreatment
Mild pretreatment (assisted by enzymes)

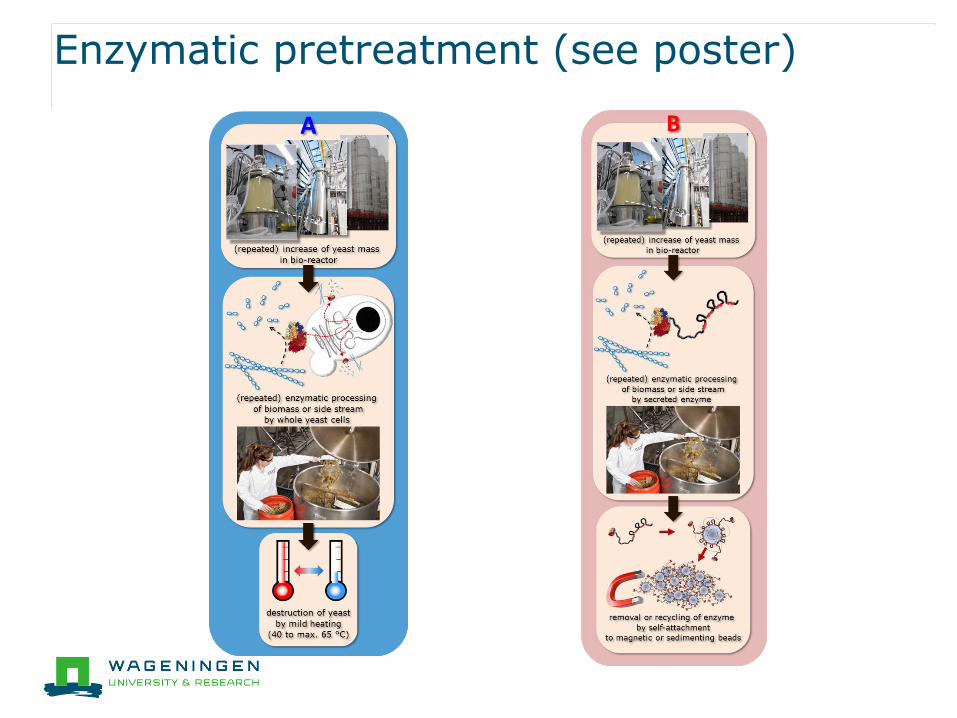
Enzymatic pretreatment (see poster)
12
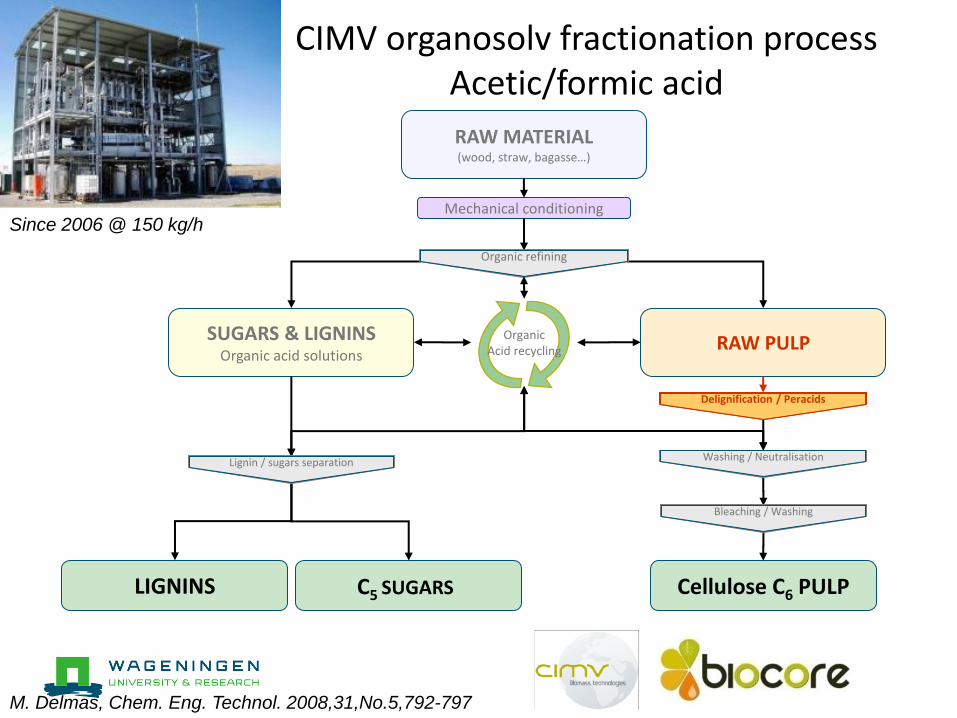
RAW MATERIAL (wood, straw, bagasse…)
Mechanical conditioning
SUGARS & LIGNINS Organic acid solutions
RAW PULP
LIGNINS C5 SUGARS Cellulose C6 PULP
Organic refining
Delignification / Peracids
Washing / Neutralisation
Bleaching / Washing
Lignin / sugars separation
Organic Acid recycling
M. Delmas, Chem. Eng. Technol. 2008,31,No.5,792-797
CIMV organosolv fractionation process Acetic/formic acid
Since 2006 @ 150 kg/h

Intermediate products
13
Cellulose (glucose) Hemicelluloses (xylose and arabinose)
Lignins

Further value chain assessment
PU elastomer coatings
Rigid PU foams
Biobased phenol-formaldehyde resins
Itaconic acid for paint
Bio-ethanol for fuel or
PVC plasticizer

Drivers for lignin valorization
Additional revenues beyond energy value
Development of sustainable processes and products
Biobased and circular economy
Unique functionality
● Aromatic structure
● Polymer properties
● Crosslinking ability (softwood lignin)
● UV stability
● Flame retardance
● Anti-microbial
● Hydrophobicity
Bulk versus niche markets

Aromatic chemicals & materials derived from lignin
Binders/resins
Polymerisation Depolymerisation
Composites Coatings Surfactants Bitumen (asphalt, roofing)
Monomeric chemicals Chemical/ Enzymatic upgrading
(Bio-)catalysis
Fractionation Oligomeric fragments
Confidential 16
Marine fuels Polymer building blocks
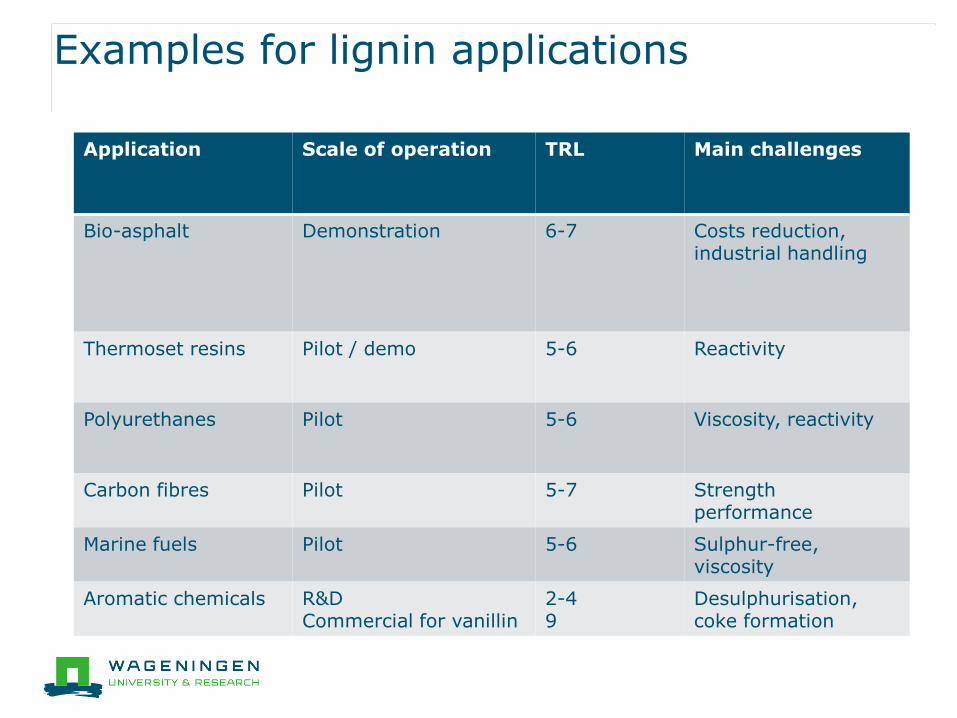
Examples for lignin applications
Application Scale of operation TRL Main challenges
Bio-asphalt Demonstration 6-7 Costs reduction, industrial handling
Thermoset resins Pilot / demo 5-6 Reactivity
Polyurethanes Pilot 5-6 Viscosity, reactivity
Carbon fibres Pilot 5-7 Strength performance
Marine fuels Pilot 5-6 Sulphur-free, viscosity
Aromatic chemicals R&D Commercial for vanillin
2-4 9
Desulphurisation, coke formation
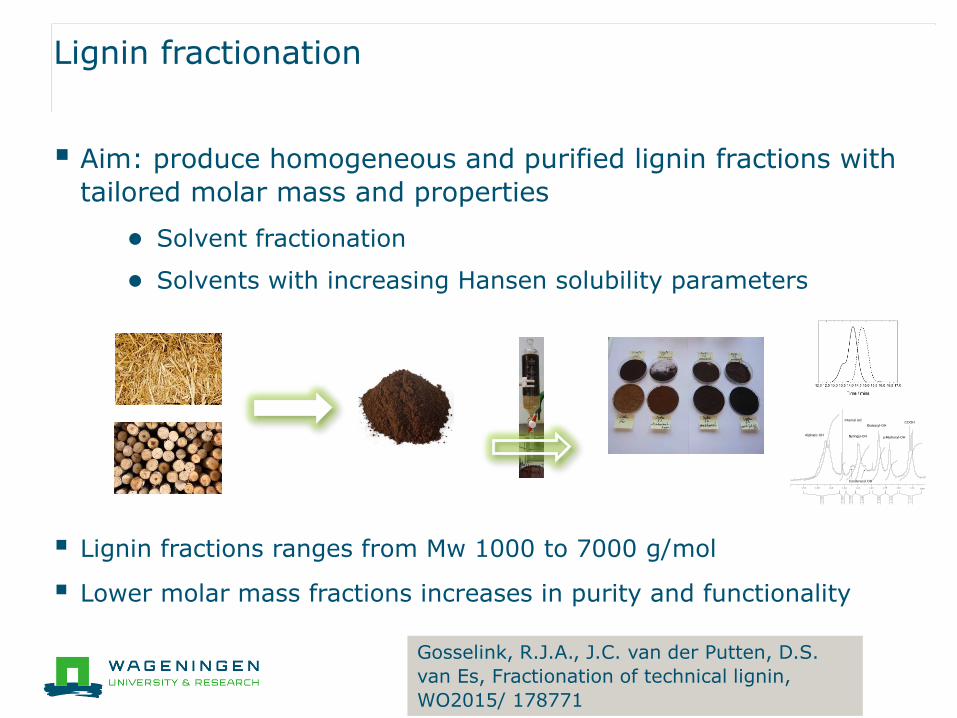
Lignin fractionation
Aim: produce homogeneous and purified lignin fractions with
tailored molar mass and properties
● Solvent fractionation
● Solvents with increasing Hansen solubility parameters
Lignin fractions ranges from Mw 1000 to 7000 g/mol
Lower molar mass fractions increases in purity and functionality
134136138140142144146148150 ppm
2.074
1.071
1.840
1.945
0.708
1.000
3.666
Aliphatic OH Syringyl-OH
Guaiacyl-OH
p-Hydroxyl-OH
Condensed OH
Internal stdCOOH
Gosselink, R.J.A., J.C. van der Putten, D.S.
van Es, Fractionation of technical lignin,
WO2015/ 178771
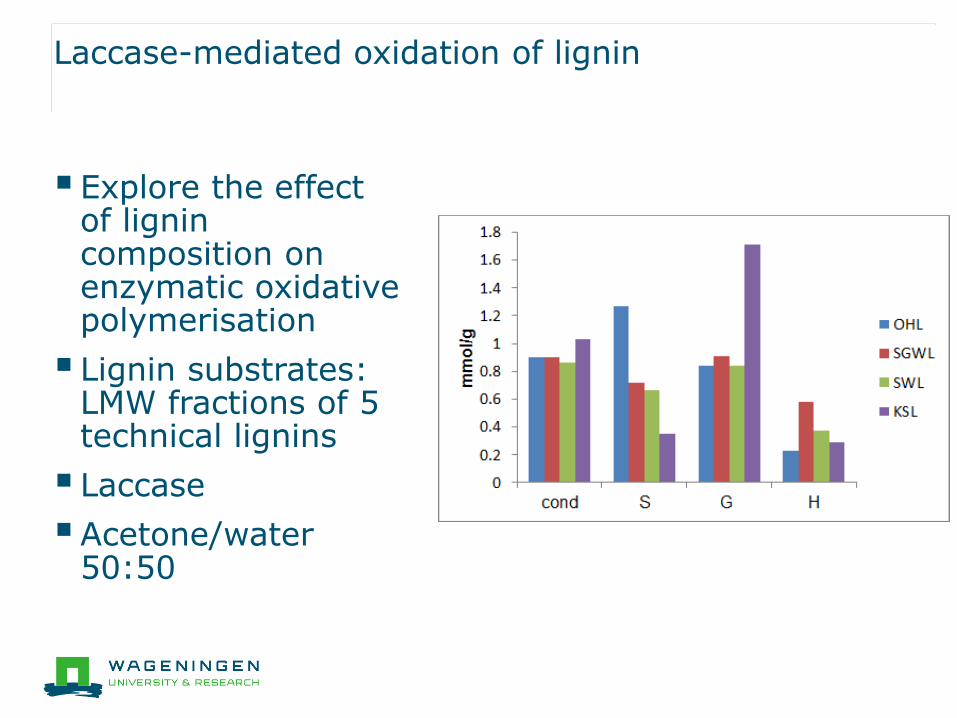
Laccase-mediated oxidation of lignin
Explore the effect of lignin composition on enzymatic oxidative polymerisation
Lignin substrates: LMW fractions of 5 technical lignins
Laccase
Acetone/water 50:50

Laccase-mediated oxidation of lignin
Enzymatic modification of lignins in water/acetone
Lignin oxidative polymerization
Kinetics Products
DP = f(S, G, H)
Fitigau et al, 2013, ABP
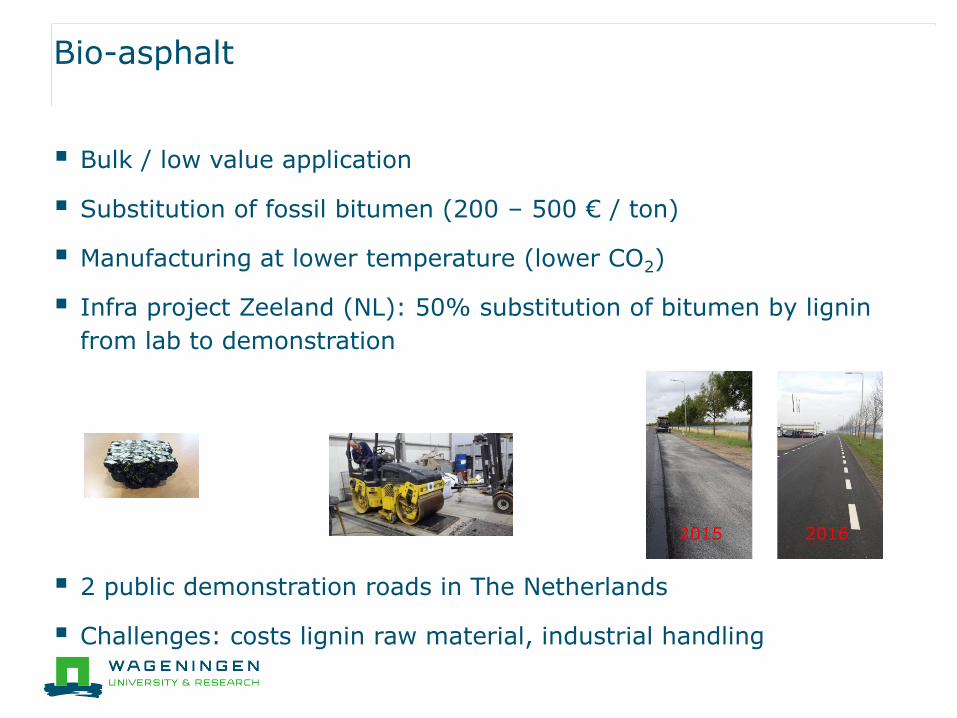
Bio-asphalt
Bulk / low value application
Substitution of fossil bitumen (200 – 500 € / ton)
Manufacturing at lower temperature (lower CO2)
Infra project Zeeland (NL): 50% substitution of bitumen by lignin
from lab to demonstration
2 public demonstration roads in The Netherlands
Challenges: costs lignin raw material, industrial handling
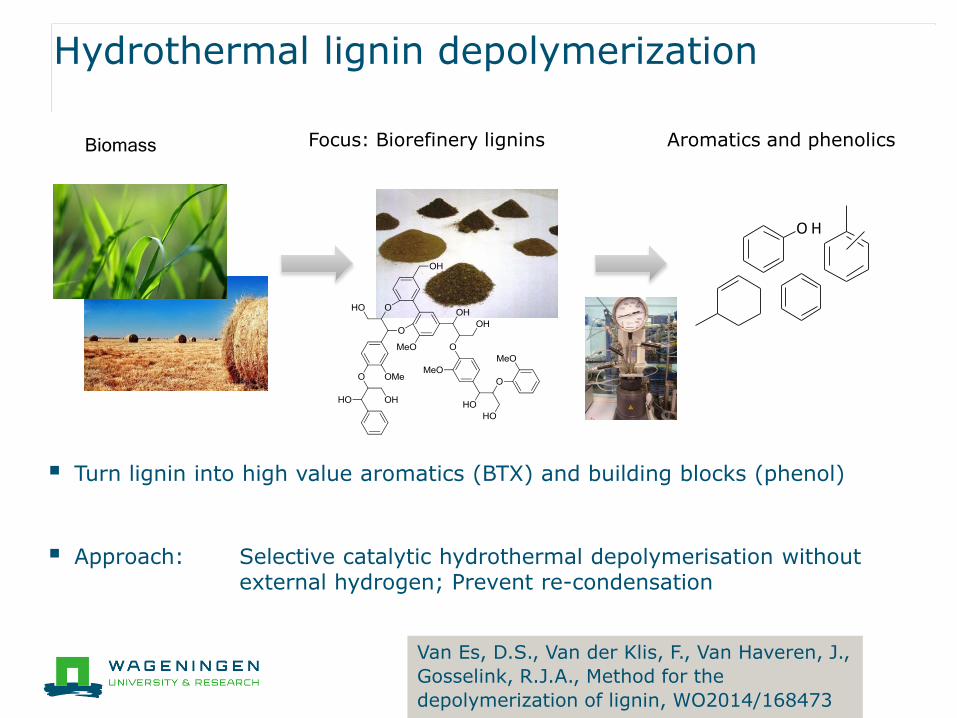
Hydrothermal lignin depolymerization
Turn lignin into high value aromatics (BTX) and building blocks (phenol)
Approach: Selective catalytic hydrothermal depolymerisation without external hydrogen; Prevent re-condensation
22
Aromatics and phenolics Focus: Biorefinery lignins
Biomass
O H
Van Es, D.S., Van der Klis, F., Van Haveren, J.,
Gosselink, R.J.A., Method for the
depolymerization of lignin, WO2014/168473

Hydrothermal lignin conversion
Lignin depolymerization to monomers is 20% over Pd/C in water
Oligomeric lignin fragments 60-80%
Char formation <10%
Limited product distribution
1 compound in 50% (Guaiacol)
Monomers further converted into BTX, cyclohexanone
RT: 4.00 - 23.00
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23
Time (min)
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
75
80
85
90
95
100
Rel
ativ
e A
bund
ance
10.84
12.02 20.4214.68
15.2913.048.54 8.62 16.09 20.37
14.0311.17 16.27 22.3212.59 19.108.84 17.804.04 19.199.90 20.4713.297.224.38 21.005.81 7.277.08
NL:7.59E6
TIC MS Lignin160311

Fermentation challenges
Maximize gas transfer & cooling capacity
Prevent substrate and product inhibition
Minimize costs for product recovery
Minimize substrate costs
Maximize performance of micro-organism

Microbial production of MC-Fatty Acids
Cheap waste streams as substrate for MCFA production
Various microbial platforms for MCFA production
● Cryptococcus curvatus
● Yarrowia lipolytica
● Pseudomonas putida (hydroxy-FA’s/PHA)
● Various Microalgae
Metabolic Engineering
● Tailor-made chain length
● Tailor-made saturation level
26
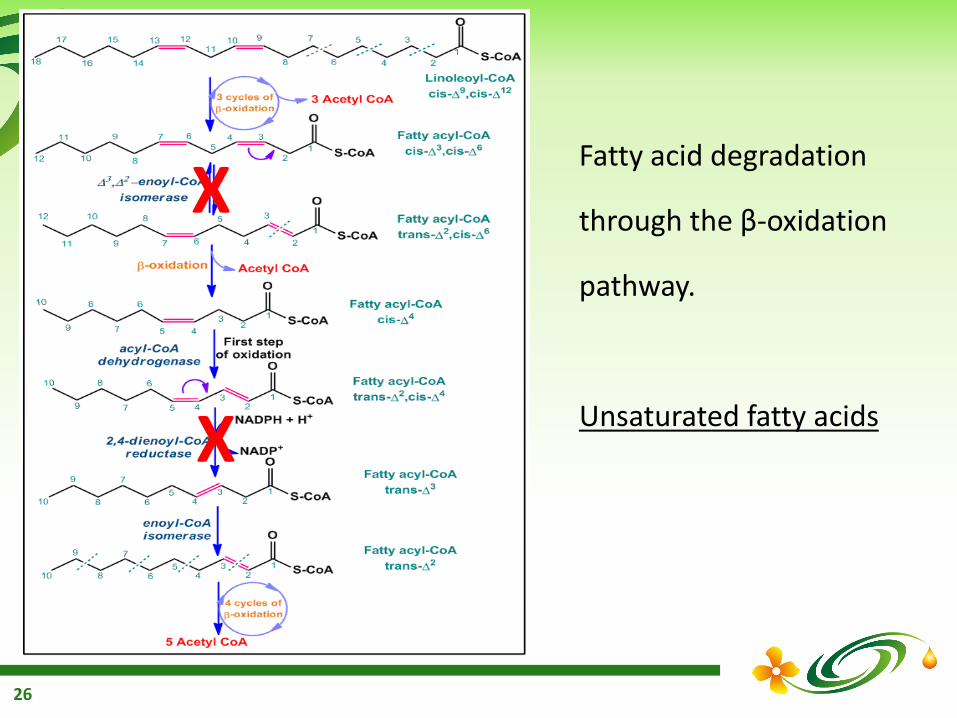
Fatty acid degradation
through the β-oxidation
pathway.
Unsaturated fatty acids
X
X

Pseudomonas for hydroxy-FA production
27
Oleic acid C18:1 Linoleic acid C18:2 Linolenic acid C18:3 Palmitic acid C16:0 Tetradecanoic acid C14:0
Partial degradation
PHA
Pseudomonas putida KT 2442
X
3OH-C6 3OH-C8 3OH-C10 3OH-C14
TesB X
Anaerobic fermentation to alcohols
ABE (acetone/butanol/ethanol) and IBE (isopropanol/butanol/ethanol) production by Clostridia
CRISPR/CAS introduction in C. beijerinckii
Conversion of cellulose and hemicellulose
Chemical and enzymatic conversion of alcohols to high-value alcohols/aldehydes/esters/etc.
(Anaerobic) Production of flavours, surfactants, fatty acids
Conversion of C1-gasses/syngas to various alcohols by mixed anaerobic cultures
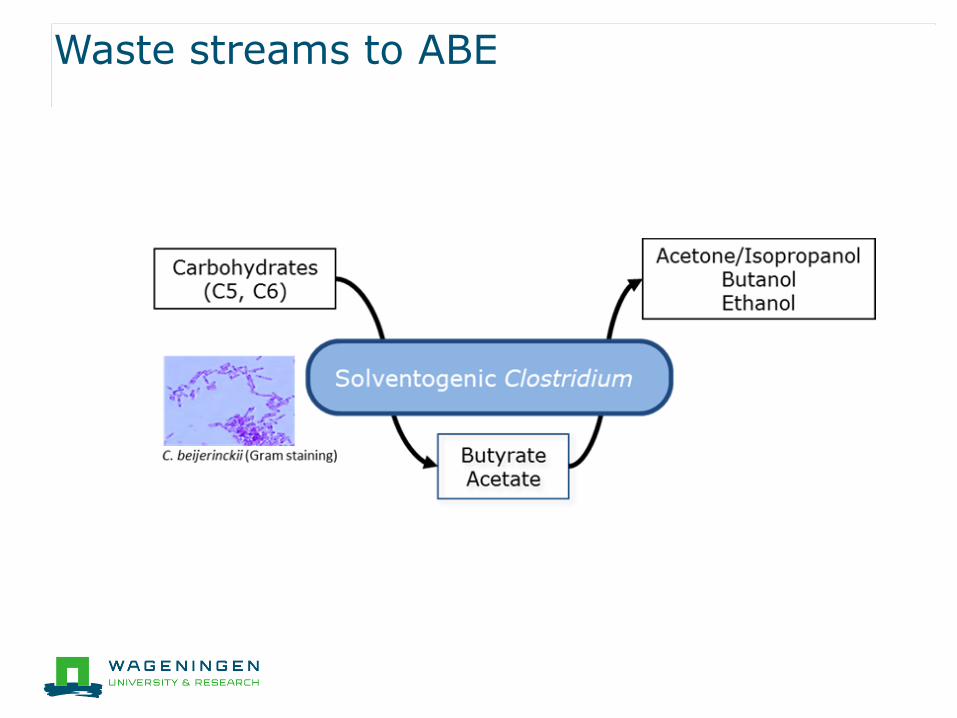
Waste streams to ABE
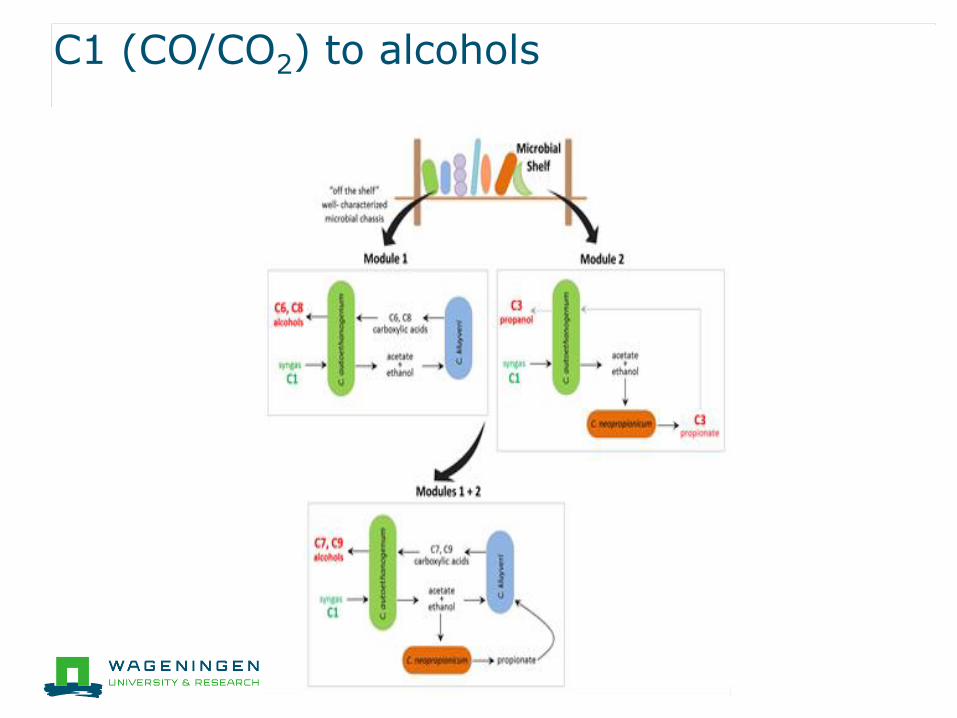
C1 (CO/CO2) to alcohols

Production of organic acids at low pH
Approach:
Select potential host based on required process condition,
● High product and substrate tolerance
● Ability to grow on envisaged substrate
● Suitable metabolism
● Rapid growth/substrate conversion rate
● Simple medium requirements
● Genetic accessibility
Engineer production pathway in selected host

Example: Lactic acid production
Lactic acid: food & feed conservation, monomer for PLA
Production at neutral pH -> salt (gypsum) as by-product
Strains isolated with high tolerance to lactic acid and sugar (glucose + xylose) at low pH on mineral medium
Best strain: Monascus ruber
Engineered from rapid lactic acid consumer into rapid lactic acid producer

Biobased Antifungals/Antimicrobials
Protective Cultures
● Direct application in food, on crops
● Protective cultures for ingredient production
● Protective cultures for “Ferment” production
Antifungals from abundant biomass
● Various (modified) chitosans from chitin
● Aromatics (ferulic acid, cinnamic acid, etc)
Plant components (terpenes/polyphenols)
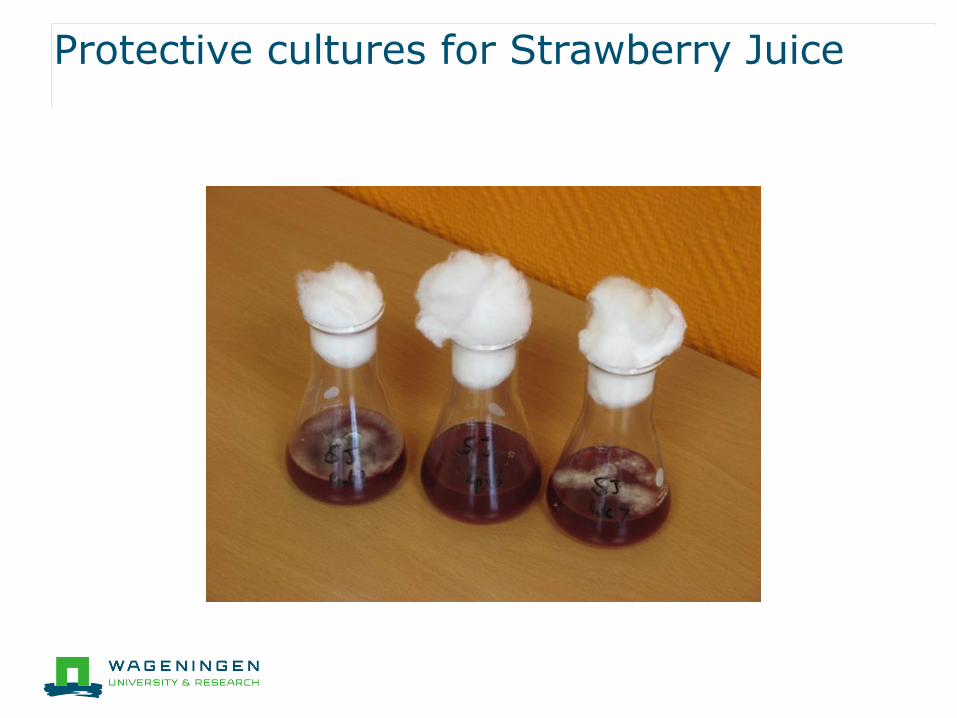
Protective cultures for Strawberry Juice

Conclusions
Biorefinery industries exits and there is more focus on chemicals and materials
Development of sustainable processes is key
Combination of enzymatic and chemical pretreatments gives benefits
Mixture of products is possible and key
Lignin has large potential to be used in materials and for chemicals
Need for larger volume lignin production at reasonable costs
Focus both on bulk and niche (high value) applications
Fermentation processes can be tuned to produce biobased chemicals (fatty acids, organic acids, alcohols) from waste/side streams
Thank you!
For collaboration or more information please contact:
Recommended