Hot Forming
Kalpakjian

Hot Working:
Forging
Paul Berenson, www.paulb.com T.Green, WIT
www.smeedwerkunica.nl
Open Die Forging
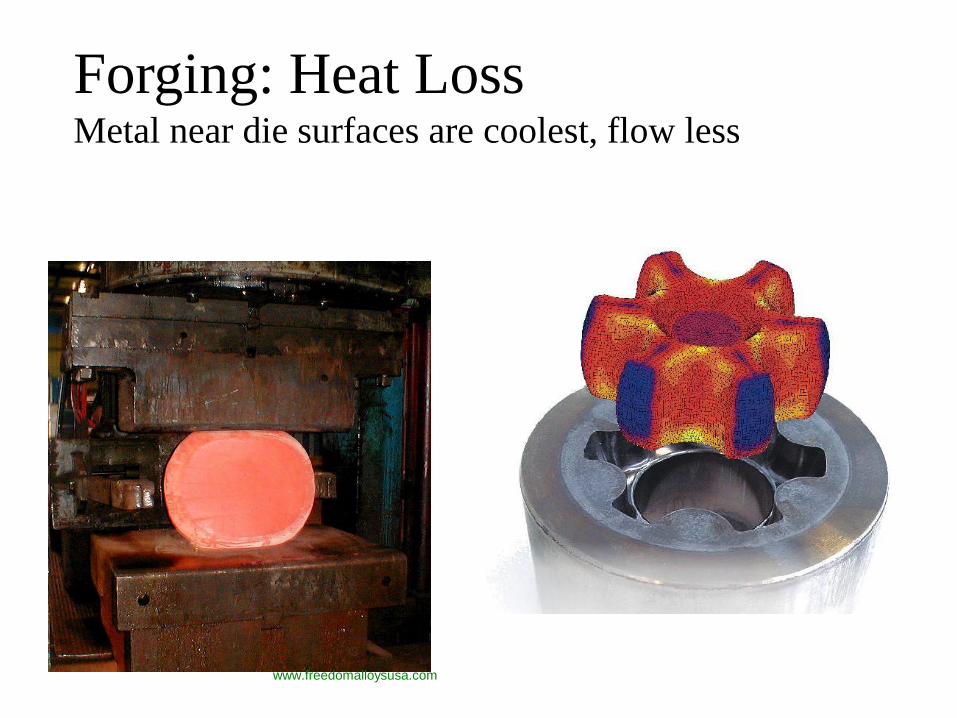
Forging: Heat Loss Metal near die surfaces are coolest, flow less
www.freedomalloysusa.com
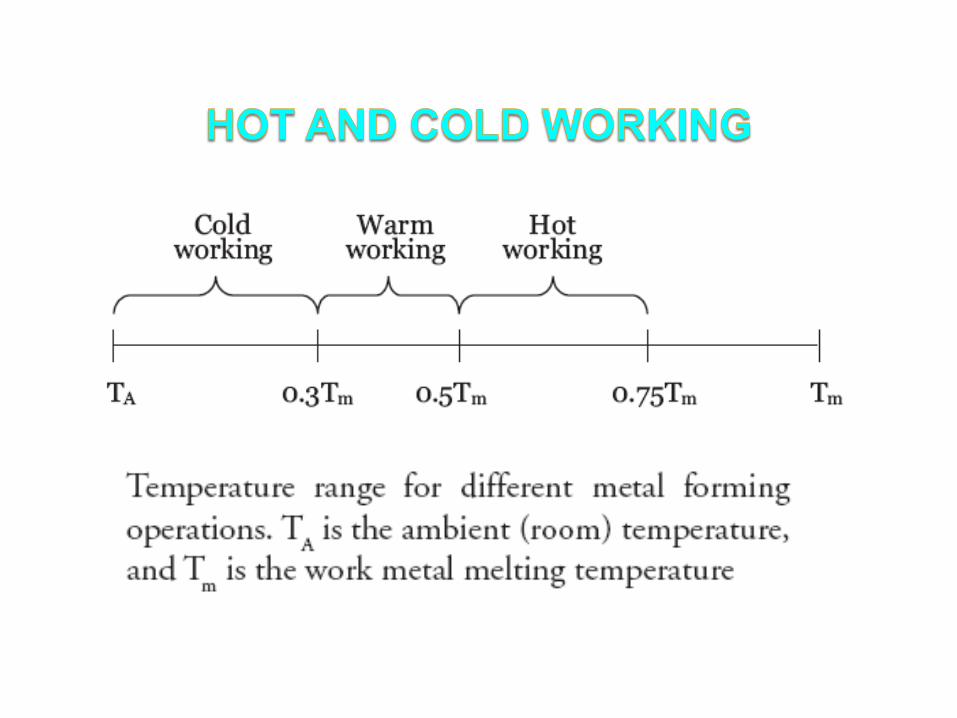

Temperature in Metal Forming
• For any metal, K and n in the flow curve
depend on temperature
• Both strength and strain hardening are
reduced at higher temperatures
• In addition, ductility is increased at higher
temperatures
• Tm is melting temperature +273

6
Cold Working Hot Working
Carried below recrystallization temp. Carried above recrystallization temp.
Hardening is not eliminated, rather
accompanied by strain hardening
Strain hardening is completely
eliminated
Elongation, area reduction, ductility
and impact strength are reduced
Ductility, elongation, area reduction
and impact strength are increased
Crystallization does not occur Crystallization occurs again
Uniformity of material is lost and
properties are greatly affected
Grain refinement occurs
Chances of crack propagation is
more
Cracks and defects like blow holes,
cavities are welded
Increases ultimate tensile strength,
yield point, hardness, fatigue
strength
Does not affect ultimate tensile
strength, yield point, hardness,
fatigue strength
Comparison

7
Resistance to corrosion decreases
due to presence of residual stresses
Resistance to corrosion is not
affected
Internal and residual stresses are
produced
Internal and residual stresses are not
produced
Load and energy requirements are
high
Load and energy requirements are
low
Less tool wear High tool wear
Less costly High cost operation
No oxidation of metal occurs High scaling and oxidation occurs
No metal loss High metal loss
Surface decarbonization of steel
does not occur
Surface decarbonization of steel
occurs
Good surface finish Surface finish is not good
High dimensional accurcy low dimensional accurcy
Easy to control dimensions within
tolerance limits
Difficult to control dimensions within
tolerance limits
Material handling is easy Material handling is difficult

FORGING
• Forging is term applied to a family of processes where
deformation is induced by localized compressive forces.
• The equipment can be manual or power hammers, presses, or
special forging machines.
• The hot forging done above the recrystaIlization temperature.
• The cold forging done below the recrystaIlization temperature.

FORGING • The forging material may be subjected to:
1-Drawn out to increase its length and
decrease its cross section,
– 2-Upset to decrease the length and increase
the cross section,
– 3-Squeezed in closed impression dies to
produce multidirectional flow.

Different types of Forging processes
• Open Die Forgings or Hand forgings.
•Impression Die Forgings or Precision Forgings or
closed die forging.
• Upset Forgings
1- Open Die Forgings or Hand forgings.
In this process the forgings are made with the help of
repeated blows in an open die. Here the operator
manipulates the work piece in the die during the ‘blow’
process, similar to the traditional manufacturing process
used by a blacksmith.

Open Die Forgings or Hand forgings
• Open-die forging is the same type of forging done by
blacksmith. Metal is first heated to proper temperature by gas,
oil, or electric furnaces.
• Impact delivered by some type of hammer like pneumatic
hammer or board hammer.

Open die forging
Blacksmiths use this process to reduce the thickness of bars by hammering the part on an
anvil. Reduction in thickness is accompanied by barreling, as in Fig. 14.3c. (b) Reducing the
diameter of a bar by open-die forging; note the movements of the dies and the workpiece. (c)
The thickness of a ring being reduced by open-die forging.

Stages in Open-Die Forging
(a) forge hot billet to max diameter
(b) “fuller: tool to mark step-locations
(c) forge right side
(d) reverse part, forge left side
(e) finish (dimension control)
[source:www.scotforge.com]

Open-Die Drop-Hammer Forging
• Steam or air hammers(pneumatic hammers) use pressure to :
give higher striking velocities,
– more control of striking force,
– easier automation,
– the ability to shape pieces up to several tons.

pneumatic hammer
Open-Die Drop-Hammer Forging
• Open-die forging is usually employed to pre-shape metal for
further manufacturing operations for example consider such
massive parts turbine rotors and generator shafts which may
be 70 ft in length and up to 3 ft in diameter.
• Open-die forging is used to minimize the amount of subsequent
machining.
• Open die forging is considered as a primary forging process.

Impression Die Forgings or Precision Forgings
These forgings are the refined form of blocker forgings. The
finished metal part much more identical to the die impression.
• Impression-die or closed-die forging overcomes these
difficulties of obtaining the final shape by using shaped dies to
control the flow of metal.
• Consist of set of dies, one half of which attaches to hammer
and other half to anvil.
• Impression die may be flash and flash less
2-Impression-Die Drop-Hammer Forging

• Heated metal is positioned in lower cavity and struck one or
more blows by upper die.
• Hammering causes the metal to flow to completely fill die
cavity.
• Excess metal is squeezed out around the periphery of the
cavity to form a flash.
• When final forging is completed, flash is trimmed off by
trimming die.
Impression-Die Drop-Hammer Forging

Stages in Impression-die (Closed-Die) Forging
[source:Kalpakjian & Schmid]
Stages in Impression-die (Closed-Die) Forging( flash)

Stages in Impression-die (Closed-Die)
Forging(flash)


Impression-Die Forging( flash shape)
(a) through (c) Stages in impression-die forging of a solid round billet. Note the formation
of flash, which is excess metal that is subsequently trimmed off (d) Standard terminology
for various features of a forging die.

Flash less forging

• Final shape and size are set by additional forging in the final or
finisher impression
• The shape of the various cavities forces the metal to flow in the
desired direction.
• After forging, the flash is trimmed
• The part is quenched to room temperature.
Impression-Die Drop-Hammer Forging

Impression-Die Drop-Hammer Forging
Advantages
1- complicated shapes
2- accurate dimensions.
3- better surface properties.
4- can be used in mass production scale.
5- mechanical properties is achieved by thermal
treatment.
6- reduce scraps by using flash.

Trimming Flash After Forging
Trimming flash from a forged part. Note that the thin
material at the center is removed by punching.

Press Forging
• Hydraulic presses with capacities up to 50,000 tons (445 MN)
are used.
• Press forgings have higher dimensional accuracy and can often
be completed in a single closing of dies and the process can be
readily automated.

• 10000T10010000 ton

29
Upset Forging
Upsetting or Upset Forging is the simplest case of open-die
forging involving compression of a workpiece between two
flat dies. Upset forging reduces the height of the workpiece
but increases its cross-sectional area. We will consider
upsetting of a round billet.
Under ideal conditions where there is no friction between the
work piece and the dies, the billet deforms homogeneously
(the cylindrical shape of the billet remains cylindrical
throughout the process). But in practical conditions the billet
tends to barrel since there is some friction.

30
Homogeneous
Practical upsetting of a cylindrical billet (with friction &
barreling)
Homogeneous upsetting of a cylindrical billet (without friction)
Practical upsetting of a cylindrical billet (with friction & barreling)

31
Terminology
In homogeneous upsetting / no friction:
ho = starting height of workpiece (before deformation)
h = instantaneous height of the work piece (at an
intermediate press stroke)
F = instantaneous upsetting force
A = instantaneous cross sectional area of the workpiece
h
hStrainTrue oln,
A
FStressTrue
(1)
(2)

32
Terminology
In homogeneous upsetting:
K = strength coefficient, n = strain hardening coefficient
F increases with deformation (press stroke) since Yf and
A both increase with deformation and strain (Eqs. (1), (3)
& (4))
AYFForceUpsetting f
n
f KstressflowY
(3)
(4)

33
Terminology
Practical Upsetting of a cylindrical workpiece (with friction &
barreling):
Where = coefficient of friction (0.05 – 0.3)
D = instantaneous workpiece diameter, mm (in),
h = instantaneous workpiece height, mm (in)
AYKF ff (5)
h
DKFactorShapeForging f
4.01 (6)
34
4
02hDvolumebilletV o
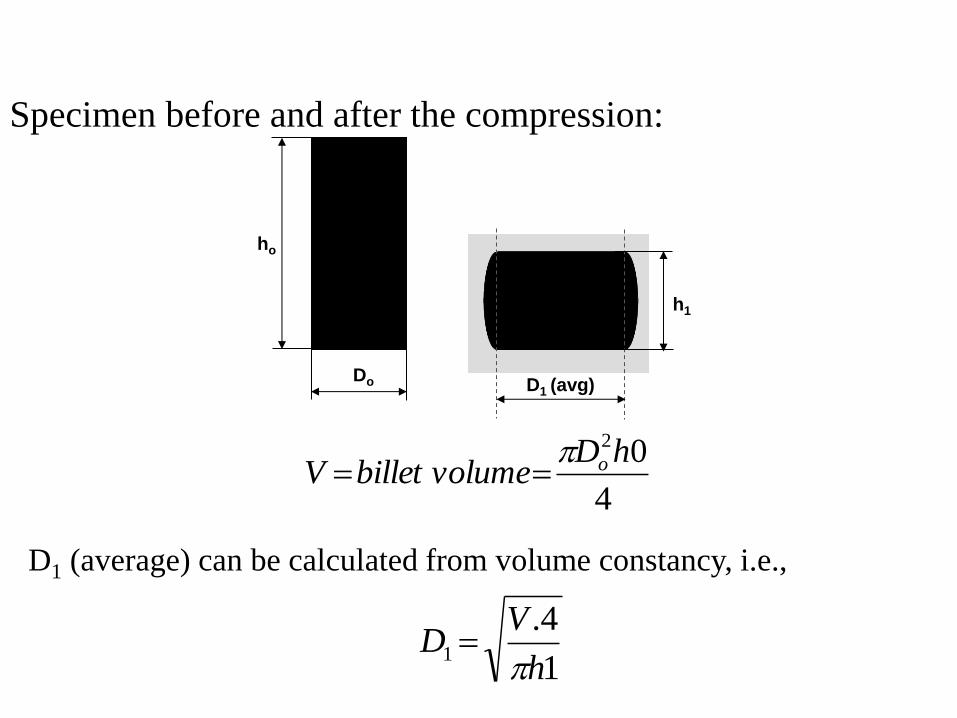
Specimen before and after the compression:
Do D1 (avg)
h1
ho
1
4.1
h
VD
D1 (average) can be calculated from volume constancy, i.e.,
35
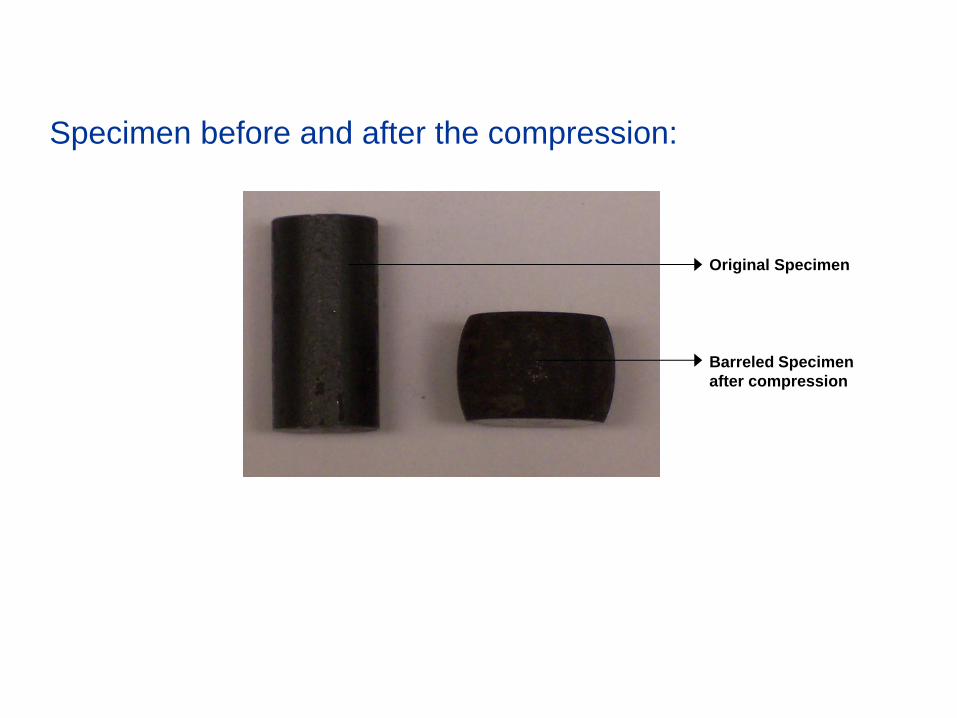
Specimen before and after the compression:
Original Specimen
Barreled Specimen
after compression

36
Comparison of cold and hot forging:
Original steel specimen Steel specimen
after hot forging
Steel specimen
after cold forging
(5 steps/hits)

Swaging
• Swaging generally involves the hammering of a rod or tube to
reduce its diameter where the die itself acts as the hammer
• Term swaging is also applied to processes where material is
forced into a confining die to reduce its diameter.

Swaging
Schematic illustration of the rotary-swaging process. (b) Forming internal profiles on a
tubular workpiece by swaging. (c) A die-closing swaging machine showing forming of a
stepped shaft. (d) Typical parts made by swaging. Source: Courtesy of J. Richard
Industries.

Coining
• Closed-die forging process
• Closed-die forging process
• Used for minting coins, medallions, & jewelry
• Lubricants can not be used in coining
• Can be used to improve surface finish
Recommended