
King Industries, Inc. Lubricant Additives Division
Specialty Additives and Synthetic Base Oils
for Industrial & Automotive Lubricants, Greases, Metalworking Fluids and Rust Preventives
NA-LUBE® KR Series Alkylated Naphthalene Synthetic Basestocks
NA-LUBE® ADTC
Ashless Dialkyldithiocarbamate
NA-LUBE® AO Series Antioxidants
NA-LUBE® AW Series
Antiwear Additives
NA-LUBE® EP Series Extreme Pressure Additives
K-CORR® G Series
Specialty Additives for Grease
NA-SUL® Rust & Corrosion Inhibitors
K-CORR®
Rust & Corrosion Inhibitors
NA-LUBE® BL Series Additive Blends & Packages
Performance Products Backed By Unsurpassed Technical Service

King Industries, Inc. Lubricant Additives Division King Industries offers a broad range of products for use in formulating high performance industrial and automotive lubricants, greases, metalworking fluids, and rust preventives. King’s product lines include: Synthetic Base Oils & Base Oil Modifiers
NA-LUBE® KR Series - Alkylated Naphthalene Base Oils and Base Oil Modifiers:
The NA-LUBE KR Series represents the industry’s broadest range of alkylated naphthalene synthetic basestocks. With decades of experience in alkylation, King offers a diverse range of products with viscosities from 22 cSt to 190 cSt (40°C). Specialty Additives
NA-LUBE® EP 5000 Series - Extreme Pressure Additives:
A series of light-colored, low odor sulfurized fatty acid esters/triglycerides, and sulfurized olefins/triglycerides for industrial and automotive lubricants, greases, and metalworking fluids. When used in combination with ash-containing or ashless phosphorus-type antiwear and lubricity additives, these additives are outstanding alternatives to chlorinated paraffins in metalworking fluids.
NA-LUBE® AW 6000 Series - Antiwear Additives:
These additives are based on amine salts of phosphoric acid and dithiophosphoric acid derivatives. Some of these additives are formulated with other components, offering synergistic antiwear, extreme pressure, and rust and corrosion protection.
NA-LUBE® ADTC - Ashless Dialkyldithiocarbamate:
A multifunctional additive offering extreme pressure, antioxidant, and antiwear properties when used in industrial and automotive lubricants and greases.
NA-LUBE® AO - Primary Antioxidants:
Phenolic and aminic antioxidants that are effective stabilizers for a broad range of industrial and automotive lubricants and greases. All products are ashless and non-corrosive, and offer excellent solubility in petroleum and synthetic base oils.
NA-SUL® - Rust and Corrosion Inhibitors:
A broad range of high performance rust and corrosion inhibitors based on dinonylnaphthalenesulfo-nic acid. They are supplied as metal or ashless salts in a variety of liquid and solid diluents. Applications include industrial and automotive lubricants, greases, metalworking fluids, and rust preventives.
K-CORR® - Rust and Corrosion Inhibitors:
Non-sulfonate rust and corrosion inhibitors that are effective in a broad range of industrial and automotive lubricants, greases, and rust preventives. K-CORR inhibitors have demonstrated synergistic performance with select antiwear/extreme pressure additives.
K-CORR® G Series - Rust Inhibitor Systems for Grease:
The K-CORR G Series was specifically designed for greases subject to severe conditions and offers excellent rust protection and enhanced AW/EP properties.
NA-LUBE® BL - Blends - Multifunctional Additive Packages:
Several specialized additive blends offering an alternative to individual component formulations.
A complete overview of product offerings including new developmental products as well as technical and application brochures can be found at King’s web site: www.kingindustries.com

Table of Contents Introduction/King Industries Page 2
NA-LUBE KR Series - Alkylated Naphthalenes Page 3
NA-LUBE AW Series - Antiwear Additives Page 7
NA-LUBE AO Series - Primary Antioxidants Page 12
NA-LUBE ADTC - Ashless Dialkyldithiocarbamate Page 14
NA-LUBE EP Series - Extreme Pressure Additives Page 15
NA-SUL Rust & Corrosion Inhibitors Page 19
King Product and Application Chart Centerfold
K-CORR Rust & Corrosion Inhibitors Page 32
K-CORR G Series - Rust Inhibitor Systems for Grease Page 35
HX-1 Registered Products Page 38
NA-LUBE Blends Page 41
Technical Support Page 49
King Industries
“Our passion has always been to provide innovative additive technology and value-added customized solutions to our customers worldwide.”
- Richard S. King, President For close to eight decades, King Industries has been owned and operated by the King family in Norwalk, Connecticut. In the 1940’s, R. Gardner King and associate George Thielcke pioneered the development of a unique chemical, dinonlynaphthalenesulfonic acid, the salts of which exhibited excellent rust inhibiting properties. Since then, NA-SUL sulfonate technology has been unsurpassed with respect to rust and corrosion inhibition and demulsification properties in high-tech lubricants and greases. In the mid-1990’s, King Industries expanded its product offerings with the development of K-CORR non-sulfonate rust and corrosion inhibitor technology and an extensive NA-LUBE product portfolio consisting of extreme pressure, antiwear, and antioxidant additives, as well as alkylated naphthalene base oils and multifunctional/synergistic blends. By offering comprehensive solutions to lubricant problems and a growing portfolio of the most advanced additive technologies, King Industries strives to provide its worldwide customers with the ability to formulate the most cost-effective premium products in the marketplace.
KING FACILITIES USA World Headquarters King Industries, Inc. Science Road Norwalk, CT 06852 Phone: 203-866-5551 Fax: 203-866-0425 E-mail: [email protected] EUROPE Technical Sales Office King Industries International, Inc. Noordkade 64 2741 EZ Waddinxveen The Netherlands Phone: +31 182-631360 Fax: +31 182-621002 E-mail: [email protected] ASIA/PACIFIC Technical Service Lab Dr. Zhiqiang He Synlico Tech (Zhongshan) Co., Ltd. 106 Chuangye Building, Kang Le Ave. Torch Development Zone, Zhongshan, China Phone: +760-88229866 Fax: +760-88229896 E-mail: [email protected]
King Industries, Inc is proud to be: ISO 9001, 14001 and 18001 Certified

NA-LUBE® KR Series - Alkylated Naphthalenes Synthetic Base Oils and Base Oil Modifiers For over 50 years, King has been a leader in the alkylation of naphthalenes, and today King is the producer of the world’s broadest line of alkylated naphthalene synthetic fluids. Designated the NA-LUBE KR Series, these products are the ideal choice for use as base stocks to meet the industry’s highest performance standards where high temperatures degrade petroleum based products or as modifiers for non-polar base stocks, such as Group II oils, Group III oils, and PAO’s. Whether working to develop an innovative new product or to improve an existing product, the NA-LUBE KR Series can help formulators meet today’s ever-increasing demands placed on lubricants. This includes three new NSF HX-1 registered products that meet the requirements for incidental food contact as prescribed by FDA 21 CFR 178.3570 - NA-LUBE KR-006FG, KR-015FG and KR-029FG. NA-LUBE KR alkylated naphthalenes provide superior thermo-oxidative stability, excellent hydrolytic stability, and greater film thickness compared to alternative base fluids (see comparison table below). In addition, the non-polar nature of the NA-LUBE KR products makes them superior to other synthetic fluids in that there is no surface competition with additives.
PROPERTY NA-LUBE KR Series PAO Esters Mineral Oils
(Group II & III)
Thermo-Oxidative Stability Excellent Good Good to Excellent Good
Thermal Stability Excellent Excellent Excellent Excellent
Hydrolytic Stability Excellent Excellent Good Excellent
Seal Swell Good to Excellent Poor Excellent Poor
Viscosity Index Good Excellent Excellent Good to Excellent
Additive Solubility Good to Excellent Poor Excellent Poor
Film Thickness Excellent Good Good Fair
NA-LUBE Viscosity @ 40°C
ASTM D 445
Viscosity @ 100°C ASTM D 445
Viscosity Index
Calculated
Aniline Point ASTM
D 611
Noack Volatility CEC L40
Pour Point
ASTM D 97
Flash Point
ASTM D 92
KR-007A 21.8 cSt 3.8 cSt 22 40°C 39% <-48°C 206°C
KR-008 36 cSt 5.6 cSt 90 42°C 8% -33°C 236°C
KR-015 114 cSt 13.5 cSt 110 94°C 2.2% -39°C 260°C
KR-019 177 cSt 18.7 cSt 118 103°C 1.4% -26°C 285°C
KR-023 193 cSt 19.6 cSt 118 NA <1.0% -21°C 310°C
KR-006FG 36 cSt 5.6 cSt 90 42°C 8% -33°C 236°C
KR-015FG 124 cSt 13.1 cSt 100 94°C 2.2% -45°C 260°C
KR-029FG 174 cSt 17.5 cSt 110 103°C 1.4% -26°C 290°C
NA-LUBE® KR Series Products - Typical Properties
NA
-LU
BE® K
R-Se
ries
- A
lkyl
ated
Nap
htha
lene
s

Applications and Product Customization As can be seen from the Typical Properties Chart, King Industries offers a range of products with diverse viscosity and polarity (aniline point) that leads to their use in a multitude of applications. Ranging from low viscosity for automotive lubricants to high viscosity for industrial lubricants and greases - all NA-LUBE KR Series products offer exceptional performance in thermal and oxidative stability, hydrolytic stability, low volatility, good solvency and seal swell capability.
Monoesters Diesters
Polyol Esters
NA-LUBE KR-007A
NA-LUBE KR-008
NA-LUBE KR-015
NA-LUBE KR-019
PAO Group II and III
Mineral Oils
-7 to 5°C 40°C 42°C 94°C 103°C 115 to 135°C
Relative Aniline Points of Various Base Oils
NA-LUBE KR-007A KR-008 KR-015 KR-019
AUTOMOTIVE LUBRICANTS
Transmission Fluids � �
Crankcase Oils �
Gear Oils � � �
Applications Automotive Lubricants
Applications Industrial Lubricants
Greases
NA-LUBE KR-007A KR-008 KR-015 KR-019 KR-023
INDUSTRIAL LUBRICANTS
Chain Oils � � �
Compressor Oils � �
Gear Oils � �
Greases � � �
Heat Transfer Oils � �
H-1 Fluids KR-006FG, KR-015FG & KR-029FG
Hydraulic Fluids �
Low Temp. Applications �
Paper Machine Oils � � �
Turbine Oils �
Vacuum Oils �
Pages 3-4
NA
-LUBE
® KR-Series - A
lkylated Naphthalenes

NA-LUBE KR-Series Performance as a Base Oil The performance characteristic that sets the NA-LUBE KR-Series apart from other base oils is their superior thermal-oxidative stability. Thermal-oxidative stability results from both the CEC-L-48-A-95 Modified Bulk Oxidation Test and ASTM D 6186 Pressure Differential Scanning Calorimetry (PDSC) are shown to illustrate this point.
0
10
20
30
40
50
60
70
0 20 40 60 80Time (hour)
0
100
200
300
400
500
600
700
800
900
1000
0 20 40 60 80
Time (hour)
� Thermal-Oxidative Stability - Modified CEC-L-48-A-95 Bulk Oxidation Test
� Thermal-Oxidative Stability - PDSC - (ASTM D 6168)
NA-LUBE KR-015 and a variety of other base fluids were subjected to heat and oxygen in the presence of metal catalysts. Increases in acid number and viscosity were monitored over time. An increase in acid number is indicative of oxidation and degradation of the base oil. As shown in the graph below on the left, NA-LUBE KR-015 was the most stable of the six base oils tested. Likewise, it maintained its original viscosity better than all the other fluids tested including a 7 cSt Group III base oil containing an antioxidant (graph on the right).
Color Key to Base Oils: Modified Bulk Oxidation Test Conditions 500 grams @ 160°C for 72 hours with soluble Fe and Cu catalysts and air purge at 15L/hr
Base Oil PAO Group I Group II Group III NA-LUBE KR-015
NA-LUBE KR-019
Minutes @ 200°C <1 <1 <1 <1 22 10
Minutes @ 210°C <1 <1 <1 <1 9 4
PDSC - Induction Time With O2
NA-LUBE KR-015 and KR-019 (neat) when tested at 200°C and 210°C using 500 psi O2 resulted in the following performance compared to other base stocks:
Additional Performance Testing Please request King’s NA-LUBE KR Series Brochure that details additional testing, including Thermal-Oxidative Stability (ASTM D 2272), Cincinnati Milacron Thermal Stability (ASTM D 2070), Hydrolytic Stability (ASTM D 2619), Thin Film Volatility, Pressure Viscosity Coefficient & Film Characteristics, FZG (ASTM D 5182), Four Ball Wear (ASTM D 4172) and Seal Swell Characteristics (ASTM D 417 & D 4298).
Increase in Acid Value % Increase in Viscosity
NA
-LU
BE® K
R-Se
ries
- A
lkyl
ated
Nap
htha
lene
s
Aci
d #
(mg
KO
H/g
)

NA-LUBE KR-Series Performance as a Base Oil Modifier When used as base oil modifiers, the NA-LUBE KR Series can:
�� Offer dramatic improvements in thermal-oxidative stability when used alone or in conjunction with antioxidants
�� Boost RPVOT performance of formulations containing highly refined mineral oils �� Improve thermal stability
The first graph below compares the thermal-oxidative stability performance of NA-LUBE KR-015 and variety of other synthetic base oil modifiers when used at a 20% level in a 7 cSt Group III oil. RPVOT Rotating Pressurized Vessel Oxidation Test (ASTM D 2272) data follow showing the influence of modification levels and the addition of some common antioxidants.
� Thermal-Oxidative Stability - PDSC - (ASTM D 6186)
0
5
10
15
20
25
No Modifier KR- 015 Diester Polyol Ester PAO
� Thermal-Oxidative Stability - RPVOT - (ASTM D 2272)
RPVOT of NA-LUBE KR-015in a 7 cSt Group III Oil
0102030405060708090
0 25% 50% 75% 100%
% NA-LUBE KR-015
Indu
ctio
n Ti
me
0 100 200 300 400 500 600
None DTBP NA-LUBE AO-210
ZnDTP DPA NA-LUBE AO-142
Indu
ctio
n Ti
me
7 cSt Group III NA-LUBE KR-015
Effect of 0.2% Antioxidant Addition
PDSC Oxidation Induction Times (Isothermal at 160°C with 150 psi air pressure)
Blends of 20% Synthetic Base Oils in 7 cSt Group III Oil
The chart to the left shows oxidative induction times for blends containing 20% of various synthetic base oils and NA-LUBE KR-015 in a 7 cSt Group III oil as measured by PDSC - Pressure Differential Scanning Calorimetry. As can be seen, NA-LUBE KR-015 significantly outperforms the other fluids tested - PAO, diester and polyol ester base oils.
As shown above, NA-LUBE KR-015 was tested at various concentrations in a 7 cSt Group III base oil to track its influence on RPVOT performance. NA-LUBE KR-015 can impart dramatic improvements in thermo-oxidative stability when used as a base oil modifier. Testing was done without the addition of additives or stabilizers.
Both NA-LUBE KR-015 and a 7 cSt Group III oil were tested to determine the effect of adding 0.2% of various antioxidants to the base oils. As shown in the graph, significant improvements to the thermal-oxidative stability (induction time) were obtained using the NA-LUBE KR-015.
Pages 5-6
NA
-LUBE
® KR-Series - A
lkylated Naphthalenes

NA-LUBE® AW 6000 Series Ashless Multifunctional Antiwear Additives
The NA-LUBE AW 6000 Series consists of light-colored, 100% active antiwear additives based on various phosphorous, nitrogen and sulfur chemistries. With the exception of AW-6010, all are multifunctional in terms of providing excellent antiwear properties in combination with other property enhancing functions as shown in the chart that follows. Performance details are shown on pages 9-10.
Product % P % N % S Description Functions
NA-LUBE AW-6010 5.3 4.8 - Amine phosphate with excellent antiwear properties at
very low treat levels. AW
NA-LUBE AW-6110 8.2 1.8 -
Amine phosphate with excellent antiwear properties and excellent rust protection. Imparts outstanding FZG performance (higher than 12 load stages) at low treat levels (0.10 – 0.15%).
AW, CI
NA-LUBE AW-6220 4.5 5.7 -
Complex composition of amine phosphate chemistries with excellent antiwear properties, excellent rust protection and yellow metal deactivating functionality. Outstanding FZG performance at low treat levels.
AW, CI, YMD
NA-LUBE AW-6310 4.2 3.0 9.1
Multifunctional composition with excellent extreme pressure/antiwear properties, excellent rust protection, yellow metal deactivating functionality and demulsifica-tion properties. Imparts outstanding FZG perform-ance (higher than 12 load stages) at low treat levels (0.15 – 0.20%).
AW, CI, YMD
NA-LUBE AW-6330 4.5 - 10.0
Multifunctional additive with excellent extreme pressure/antiwear and antioxidation properties. Can be used as an ashless alternative to zinc dialkyldithiophosphates in industrial lubricants, greases, and metalworking fluids.
EP/AW, AO, CI
NA-LUBE AW-6400FG 8.3 2.4 - NSF HX-1 approved multifunctional additive - please see
page 40 for details. EP/AW, CI
NA-LUBE AW-6110P 5.3 3.7 -
Amine phosphate with excellent antiwear properties and excellent rust protection. Can be used with NA-LUBE EP-5216 as an alternative to chlorinated paraffins.
AW, CI
NA-LUBE AW-6360 5.0 2.6 10.8
Multifunctional additive with excellent extreme pressure/antiwear and outstanding steel corrosion inhibiting properties.
EP/AW, CI
The NA-LUBE AW 6000 product line of unique ashless chemistries exhibits the following properties:
�� Excellent antiwear and extreme pressure (FZG) performance �� Good rust and corrosion inhibition �� Protection of non-ferrous metals �� Good to excellent demulsification �� Solubility in a wide range of base oils, including silicone fluids �� Synergistic with other additives (e.g., King Industries’ NA-LUBE EP and K-CORR Series) �� Good hydrolytic stability
NA-LUBE AW technology offers excellent antiwear and FZG performance coupled with rust and corrosion inhibition. Photos: Far Left: Base Oil without any additives Immediate Left: Base Oil with NA-LUBE AW technology
NA
-LU
BE® A
W 6
000
Seri
es -
Ash
less
Ant
iwea
r A
ddit
ives

Because of their multifunctionality, the NA-LUBE AW 6000 Products are used in:
�� Screw Compressor Oils �� NA-LUBE AW-6310 is strongly recommended for high performance screw
compressor oils.
�� Rust and Oxidation Oils �� Automotive Gear Oils �� Industrial Gear Oils
�� NA-LUBE AW-6110 in combination with well selected sulfur carriers (SIB technology/sulfurized esters) has proven to be an excellent antiwear additive for formulating industrial gear oils requiring excellent performance in the FAG-FE8 test.
�� NA-LUBE AW-6310 is strongly recommended for industrial gear oils.
�� Automatic and Manual Transmission Fluids �� Slide Way Oils �� Hydraulic Fluids
�� NA-LUBE AW-6310 is strongly recommended for ashless HF-2 type hydraulic fluids.
�� Greases �� Food Grade Lubricants
�� NA-LUBE AW-6400FG is NSF HX-1 registered and complies with FDA 21 CFR 178.3750
�� “Neat Oil” Metalworking Fluids
�� The NA-LUBE AW 6000 Series can also be used in combination with the NA-LUBE EP 5000 Series for formulating heavy-duty chlorine-free “neat oil” metalworking fluids.
�� NA-LUBE AW-6010 and AW-6220 are specifically designed for “neat oil” metalworking fluids, such as high-speed grinding fluids based on mineral oil or synthetic esters.
�� Multifunctional Fluids (Hydraulic/Metalworking Fluids)
�� NA-LUBE AW-6310 in combination with inactive sulfurized products and aminic/phenolic antioxidants can be used to formulate multifunctional fluids (hydraulic fluid/metalworking fluid) based on Group I-V base oils, including canola and sunflower oils.
Applications for the NA-LUBE AW 6000 Series
Pages 7-8 The NA-LUBE AW 6000 Series exhibits excellent solubility in a wide range of base oils, including naphthenic oils, solvent refined Group I base oils, hydrotreated Group II base oils, Group III base oils, polyalphaolefins, synthetic diesters, and silicone fluids (i.e., Dow Corning 200, 510, and 550).
Solubility
NA
-LUBE
® AW
6000 Series - Ashless A
ntiwear A
dditives
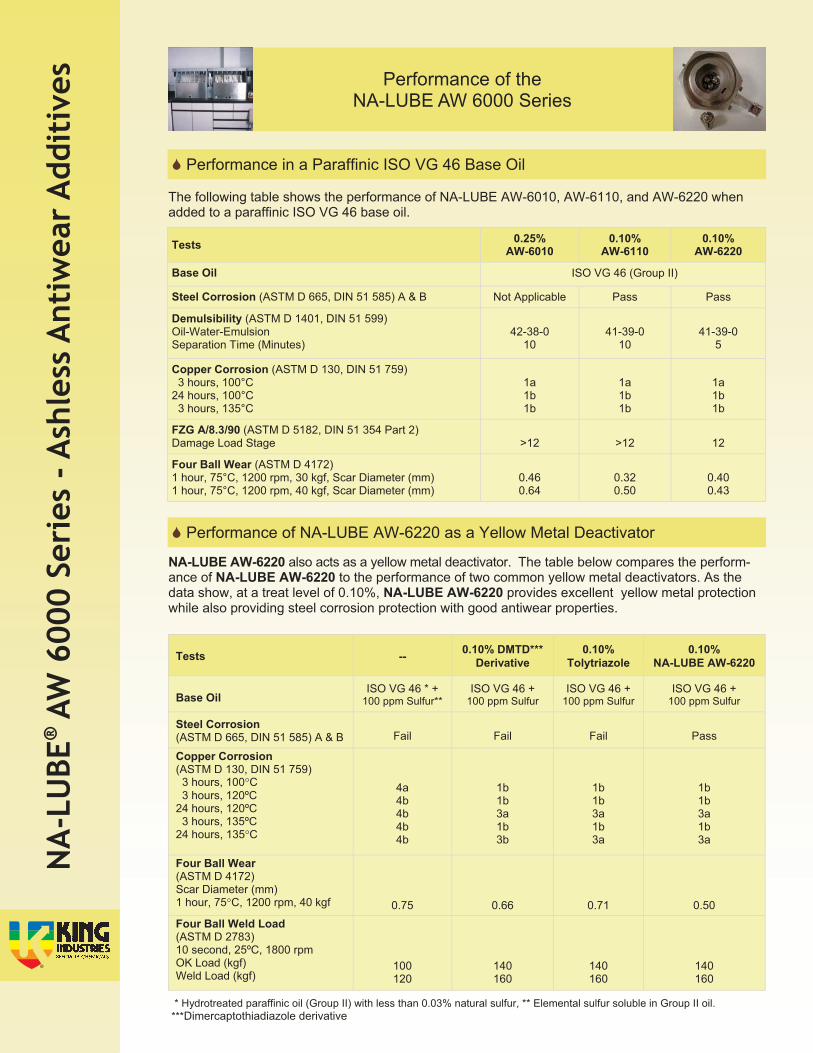
� Performance in a Paraffinic ISO VG 46 Base Oil
The following table shows the performance of NA-LUBE AW-6010, AW-6110, and AW-6220 when added to a paraffinic ISO VG 46 base oil.
Tests 0.25% AW-6010
0.10% AW-6110
0.10% AW-6220
Base Oil ISO VG 46 (Group II)
Steel Corrosion (ASTM D 665, DIN 51 585) A & B Not Applicable Pass Pass
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Separation Time (Minutes)
42-38-0
10
41-39-0
10
41-39-0
5
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 24 hours, 100°C 3 hours, 135°C
1a 1b 1b
1a 1b 1b
1a 1b 1b
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2) Damage Load Stage
>12
>12
12
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 1200 rpm, 30 kgf, Scar Diameter (mm) 1 hour, 75°C, 1200 rpm, 40 kgf, Scar Diameter (mm)
0.46 0.64
0.32 0.50
0.40 0.43
Performance of the NA-LUBE AW 6000 Series
Tests -- 0.10% DMTD***
Derivative 0.10%
Tolytriazole 0.10%
NA-LUBE AW-6220
Base Oil
ISO VG 46 * + 100 ppm Sulfur**
ISO VG 46 + 100 ppm Sulfur
ISO VG 46 + 100 ppm Sulfur
ISO VG 46 + 100 ppm Sulfur
Steel Corrosion (ASTM D 665, DIN 51 585) A & B
Fail
Fail
Fail
Pass
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 3 hours, 120ºC 24 hours, 120ºC 3 hours, 135ºC 24 hours, 135°C
4a 4b 4b 4b 4b
1b 1b 3a 1b 3b
1b 1b 3a 1b 3a
1b 1b 3a 1b 3a
Four Ball Wear (ASTM D 4172) Scar Diameter (mm) 1 hour, 75°C, 1200 rpm, 40 kgf
0.75
0.66
0.71
0.50 Four Ball Weld Load (ASTM D 2783) 10 second, 25ºC, 1800 rpm OK Load (kgf) Weld Load (kgf)
100 120
140 160
140 160
140 160
� Performance of NA-LUBE AW-6220 as a Yellow Metal Deactivator
* Hydrotreated paraffinic oil (Group II) with less than 0.03% natural sulfur, ** Elemental sulfur soluble in Group II oil. ***Dimercaptothiadiazole derivative
NA-LUBE AW-6220 also acts as a yellow metal deactivator. The table below compares the perform-ance of NA-LUBE AW-6220 to the performance of two common yellow metal deactivators. As the data show, at a treat level of 0.10%, NA-LUBE AW-6220 provides excellent yellow metal protection while also providing steel corrosion protection with good antiwear properties.
NA
-LU
BE® A
W 6
000
Seri
es -
Ash
less
Ant
iwea
r A
ddit
ives

Pages 9-10
� Enhancing the Antiwear Performance of Extreme Pressure Agents
NA-LUBE AW-6010 in Combination with NA-LUBE EP-5218 Sulfurized EP agents typically provide very good extreme pressure properties and moderate antiwear properties when used alone. One of the unique performance characteristics of an amine phosphate, such as NA-LUBE AW-6010, is the ability to improve the antiwear performance of well selected sulfurized extreme pressure agents. As depicted below, the addition of 2.0% NA-LUBE AW-6010, reduces the scar diameter from 0.81 mm to 0.51 mm. However, additional NA-LUBE AW-6010 to approximately 6% is required to return the weld load back to the starting level of >300 kgf.
0
50
100
150
200
250
300
350
0% 1% 2% 3% 4% 5% 6% 7% 8% 9% 10%0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
WeldWear
Different Levels of NA-LUBE AW-6010 in Group II Oil containing 10% NA-LUBE EP-5218 Four Ball Wear Test (ASTM D 4172) - 1 hour, 75ºC, 40 kgf, 1200 rpm, - Four Ball Weld (ASTM D 2783) - 10 seconds, 25°C, 1800 rpm
Wel
d Lo
ad (k
gf)
% NA-LUBE AW-6010
Ave
rage
Sca
r D
iam
eter
(mm
)
NA
-LUBE
® AW
6000 Series - Ashless A
ntiwear A
dditives
� NA-LUBE AW-6330 as an Ashless Alternative to Zinc Dialkyldithiophosphates
Tests 1.0% AW-6330
1.0% ZnDTP*
1.0% AW-6330 0.35% Blend**
Base Oil
Steel Corrosion (ASTM D 665, DIN 51 585) A & B Pass Pass Pass
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Separation Time (Minutes)
42-38-0
5
41-39-0
10
42-38-0
5
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 3 hours, 135°C
2a 2a
2a 2a
1b 1b
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2) Damage Load Stage
12
12
12
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 1500 rpm, 30 kgf, Scar Diameter (mm) 1 hour, 75°C, 1800 rpm, 40 kgf, Scar Diameter (mm)
0.42
-
0.37
-
-
0.54
ISO VG 46 (Group I)
1.0% ZnDTP 0.35% Blend**
Pass
43-35-2
30
1a -
12
-
0.45
NA-LUBE AW-6330 Comparison to ZnDTP As shown below NA-LUBE AW-6330 is an excellent ashless altenative to zinc dialkyldithiophosphates. It offers outstanding performance in Group I, II and synthetic base stocks.
* ZnDTP based on 2-ethylhexanol (stabilized), ** 0.35% Blend of yellow metal deactivator, aminic and phenolic antioxidants

NA-LUBE AW-6310 is an innovative extension of the other NA-LUBE AW products. It is a proprietary composition containing unique sulfur/phosphorus/nitrogen chemistries. NA-LUBE AW-6310 exhibits the following properties:
�� Superior FZG performance �� Outstanding rust inhibition �� Excellent demulsification �� Good hydrolytic stability �� Good thermal stability �� Outstanding synergy with the NA-LUBE AO Series �� Excellent solubility in a wide range of base oils, including some silicon fluids
NA-LUBE AW-6310 is used in screw compressor oils, railroad type non-mineral oil (Group V) greases, industrial gear oils, and automotive gear oils. It can also be used for formulating extremely effective ashless HF-2 type hydraulic fluids as shown below:
� Performance of the Unique NA-LUBE AW-6310
Tests
0.15% NA-LUBE AW-6310 0.20% NA-LUBE AO-210 0.10% NA-LUBE AO-130
0.03% K-CORR NF-200
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Separation Time (Minutes)
40-40-0
10
Steel Corrosion (ASTM D 665, DIN 51 585) A & B Pass
AFNOR Wet Filtration (E 68691) Filterability Index
1.17
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2) Damage Load Stage
>12
CM Thermal Stability (ASTM D 2070) CM Color Class: Copper Steel Viscosity Change, % Acid Number Change (mg KOH/g) Total Sludge (mg/100 ml)
5 3
0.51 0.03
14.80
Hydrolytic Stability (ASTM D 2619) Copper Loss (mg/cm²) Total Acidity of Water Layer (mg KOH) Copper Appearance (ASTM D 130)
0.00 3.47 3b
Base Oil ISO VG 46 (Group II)
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 3 hours, 135°C
1b 1b
NA-LUBE AW-6310 also exhibits very good performance in greases. The table below depicts the performance of NA-LUBE AW-6310 in a synthetic lithium complex grease.
Tests Without Additive NA-LUBE AW-6310
Treat Level, % — 2.0
Base Grease Synthetic Lithium Complex
Test Water
EMCOR Rust Test (ASTM D 6138, IP 220) 2,2 0,0
5% Synthetic Sea Water
Four Ball Wear (ASTM D 2266) 1 hour, 75�C, 40 kgf, 1200 rpm Scar Diameter (mm)
0.73
0.48
NA
-LU
BE® A
W 6
000
Seri
es -
Ash
less
Ant
iwea
r A
ddit
ives

Product Chemical Description Form
Nitrogen Approx.
(%)
Flash Point, COC
(ASTM D 92) Approx.
(°C)
Description
NA-LUBE AO-130 Dinonyldiphenylamine Liquid 3.5 165 Excellent antioxidant with outstanding
product stability at low temperatures.
NA-LUBE AO-142
Octyl/butyldiphenylamine Liquid 4.5 185
Excellent antioxidant that is in compliance with the Food and Drug Administration Regulation 21 CFR 178.3570 (lubricants with incidental food contact) up to a treat level of 0.5% by weight. HX-1 registered # 140584.
NA-LUBE AO-210 2,6 Ditertbutylphenol Solid at
< 36° C — >100 General purpose antioxidant with very low volatility compared to BHT.
NA-LUBE AO-242
2,6 Ditertbutylphenol Derivative Liquid — 148
High temperature antioxidant with low volatility and low viscosity. Provides reduced sludge formation.
Product Chemical Description
Sulfur Approx.
(%)
Nitrogen Approx.
(%) Flash Point,
COC Description
NA-LUBE ADTC
Methylene-bis- dibutyldithiocarbamate 30.0 6.5 180
NA-LUBE ADTC is a unique ashless dithiocarbamate offering extreme pressure, antiwear and antioxidant properties.
NA-LUBE® AO Series Primary Antioxidants The NA-LUBE AO product line is a series of phenolic and aminic antioxidants that is used in a broad range of industrial lubricants, engine oils, and greases. These products retard the oxidation of lubricants thus reducing sludge formation and viscosity increase, providing economic and ecological benefits. The NA-LUBE antioxidants exhibit the following physical and performance properties:
�� Ashless �� Non-corrosive �� Excellent solubility in a wide range of base fluids �� Enhanced thermal and oxidative stability
Both solid and liquid NA-LUBE AO products are available to offer maximum formulating flexibility. NA-LUBE ADTC is a unique multifunctional additive that not only provides outstanding antioxidant properties but also extreme pressure and antiwear properties.
t-ButylOH
t-Butyl
H
t-Butyl
HO
t-Butyl
COR3
O
NA-LUBE AO-130 & NA-LUBE AO-142
NA-LUBE AO-210
NA-LUBE AO-242
Pages 11-12
NA
-LUBE
® A
O Series - Prim
ary Antioxidants
H � N
R1 R2
OR3
For R1, R2, and R3, see chemical descriptions below.

� Synergistic Effects of Aminic and Phenolic AO Combinations
Aminic and phenolic antioxidants impart excellent oxidation stability to formulated functional fluids. Each type provides excellent protection as the sole antioxidant, or they can be used in combination to take advantage of their synergistic strength to provide outstanding long-term protection. Below is an example of the synergistic effect.
0
100
200
300
400
500 500
400
300
200
100
0.20% AO-242 0.20% AO-142 0.10% AO-242 0.10% AO-142
0.10% AO-242 0.10% AO-142 0.05% K-CORR NF-200
0.10% AO-242 0.10% AO-142 0.05% K-CORR NF-200 0.05% K-CORR 1031
Rotating Pressure Vessel Oxidation Turbine Oil Oxidation
RPVOT (minutes) TOST (hours to TAN > 2 mg KOH/
Base Oil: ISO VG 46 Group II
Synergy of NA-LUBE AO-142 and NA-LUBE AO-242
� NA-LUBE AO-142 Performance in Various HX-1 Base Oils
FORMULATIONS Base Oil w/o NA-LUBE AO-142
Base Oil With 0.2% NA-LUBE AO-142
Base Oil With 0.5% NA-LUBE AO-142
Test Base Oil
Viscosity @40°C
PAO 10 66 cSt 55 266 1095
White Oil 110 cSt 31 141 762
PAG (Water Soluble) 120 cSt 15 40 344
NA-LUBE KR-015FG 114 cSt 92 443 930
NA-LUBE KR-029FG 177 cSt 76 905 1400
Ester 220 cSt 115 470 2650
RPVOT - Rotating Pressure Vessel Oxidation Test (ASTM D 2272) Lifetime - Minutes
NA
-LU
BE®
AO
Ser
ies
- Pr
imar
y A
ntio
xida
nts
500
400
300
200
100
0

Tests ASHLESS PACKAGE: NA-LUBE ADTC, NA-LUBE AO-130, NA-LUBE AW-6220, K-CORR 1031
Treat Level of Additive Package, % 0.5 1.0
Base Oil ISO VG 32 (Group I)
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Separation Time (Minutes)
42-38-0
10
41-38-1
10
Steel Corrosion (ASTM D 665B, DIN 51 585) Pass Pass
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 135°C
1a
1a
RPVOT* (ASTM D 2272) Lifetime (Minutes) 495 1260
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 40 kgf, 1200 rpm, Scar Diameter (mm)
0.50
0.47
AFNOR Wet Filtration (E 68691) Filterability Index 1.25 1.10
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2) Damage Load Stage
Not Determined
>12
� Performance of NA-LUBE ADTC - Ashless Hydraulic Fluid Package
The table below shows the performance capabilities of NA-LUBE ADTC in an ashless hydraulic fluid package containing K-CORR 1031, an amino acid derived rust inhibitor.
* Rotating Pressure Vessel Oxidation Test
NA-LUBE® ADTC Multifunctional Ashless Dialkyldithiocarbamate NA-LUBE ADTC is a unique, ashless dialkyldithiocarbamate additive that offers excellent extreme pressure, antiwear, and antioxidant properties. NA-LUBE ADTC has well-defined chemistry with sulfur and nitrogen present in the same molecule.
Product Composition Sulfur
Approx. (%)
Nitrogen Approx.
(%)
Viscosity @ 100°C (ASTM D 445)
Approx. mm2/s (cSt)
NA-LUBE ADTC Methylene-bis- dibutyldithiocarbamate 30 6.5 15
NA-LUBE ADTC exhibits the following properties:
�� Excellent extreme pressure and antiwear
�� Excellent oxidation inhibition �� Outstanding demulsification �� Good thermal stability �� Excellent solubility in highly
paraffinic base stocks
Due to its multifunctionality, NA-LUBE ADTC is used in:
�� Heavy Metal-free Greases �� Rust and Oxidation Oils �� Automotive and Industrial Gear Oils �� Extreme Pressure Turbine Oils �� Hydraulic Oils �� Engine Oils �� Metalworking Fluids
NC4H9
CS
S SC
SN
C4H9
C4H9
C4H9
CH2
NA-LUBE ADTC PROPERTIES & USES
Pages 13-14
NA
-LUBE
® A
DTC - A
shless Dialkydithiocarbam
ate

Product % Total Sulfur
% Active Sulfur
Viscosity @40ºC (cSt)
Description
NA-LUBE EP-5210 10 <1.5 25
Unique low odor, very light colored inactive sulfur carrier based on fatty acid ester chemistry. Compatible with copper and its alloys. Enhances the oxidation stability of Group I & II oils when used with yellow metal deactivators* and phenolic/aminic antioxidants**.
NA-LUBE EP-5216 16 5 45 Light colored, low odor sulfurized fatty acid ester with
excellent extreme pressure properties.
NA-LUBE EP-5218 18 6 50 Light colored, low odor sulfurized fatty acid ester with
excellent extreme pressure properties.
NA-LUBE EP-5316 16 5 265
Light colored, low odor sulfurized fatty acid ester/fatty oil with excellent extreme pressure properties. Provides excellent boundary lubrication.
NA-LUBE EP-5415 15 4 290
Light colored, low odor sulfurized olefin/fatty oil with excellent extreme pressure properties and outstanding thermal and hydrolytic stability. Compatible with copper and its alloys. Enhances the oxidation stability of Group I & II oils when used with yellow metal deactivators* and phenolic/aminic antioxidants**. Compatible with zinc dithiophosphates.
NA-LUBE EP-5310 10 <1.0 240 Light colored, low odor inactive sulfurized fatty acid ester/
fatty oil with excellent extreme pressure properties.
NA-LUBE EP-5425 26 19 200
Light colored, low odor sulfurized olefin/fatty oil with excel-lent extreme pressure properties. Highly suitable for heavy duty drilling and cutting operations.
NA-LUBE EP-5665 65 - Powder
Bis-dimercaptothiadiazole derivative (yellow powder) with excellent extreme pressure/antiwear and antioxidant proper-ties. Recommended for use in grease where heavy load carrying capability is required.
NA-LUBE® EP 5000 Series Extreme Pressure / Antiwear Additives The NA-LUBE EP 5000 Series consists of low odor, light-colored fatty acid esters, sulfurized fatty acid esters/triglycerides, and sulfurized �-olefins/triglycerides. Light-colored, low odor sulfur-containing additives are primarily produced by using hydrogen sulfide and elemental sulfur. The reaction is usually performed under high pressure and high temperature conditions. Light-colored, low odor sulfur-containing additives have improved properties over the well-known “black” sulfur-containing additives, including significantly improved oxidative stability and better solubility in highly paraffinic base oils. Sulfur-containing additives are commonly known in the lubricant and grease industry as “sulfur carriers”. The different raw materials used for the production of these additives have a significant impact on the properties and performance of the different sulfur carriers. Products based on short-chain olefins, such as isobutylene, can be called “dry” sulfur carriers because they only provide EP/AW properties; while those based on esters and triglycerides (fatty oils) can be called “wet” sulfur carriers because they also improve boundary lubrication. One of the most important characteristics of sulfur carriers is sulfur activity as measured in accordance with the ASTM D 1662 test. The active sulfur content primarily depends on the polysulfide chain length in the molecule. Sulfur-containing additives with a very low active sulfur content (<1.5%) not only provide extreme pressure properties but also provide antiwear properties and are compatible with yellow metals. The products with high active sulfur content (>6%) primarily provide extreme pressure properties. The NA-LUBE EP 5000 Series is manufactured from carefully selected raw materials to optimize product quality and performance. Precisely controlled manufacturing processes result in products that are of light color and low odor.
NA
-LU
BE® E
P 50
00 S
erie
s -
Extr
eme
Pres
sure
Add
itiv
es
* K-CORR NF-200, ** NA-LUBE AO’s

The NA-LUBE EP 5000 Series consists of a variety of novel sulfur-containing additives with total sulfur content ranging from approximately 10% to 65% and the active sulfur content ranging from <1.5% to 18%. Because these unique products provide both extreme pressure and antiwear proper-ties and also perform as friction modifiers, they are used in a wide variety of lubricant applications, including:
�� Industrial Gear Oils �� Automotive Gear Oils �� Automatic Transmission Fluids �� Slide Way Oils
�� NA-LUBE EP-5210 and EP-5415 are well suited for formulating slide way oils. (See page 18)
�� Hydraulic Fluids �� Rust and Oxidation Oils �� Greases
�� NA-LUBE EP-5210, NA-LUBE EP-5415 and NA-LUBE EP-5665 are highly recommended for grease applications including non-antimony/lead containing EP greases.
�� “Neat Oil” Metalworking Fluids
�� NA-LUBE EP-5210, EP-5216, EP-5218, EP-5310, EP-5316, EP-5415 and EP-5425 are outstanding alternatives to chlorinated paraffins in metalworking fluids, when used in combination with ash-producing or ashless phosphorus-type antiwear and boundary lubrication additives.
�� NA-LUBE EP-5216, EP-5218, EP-5310, EP-5316, EP-5415 and
EP-5425 are highly suitable for heavy-duty drilling and cutting operations.
�� Water Miscible Metalworking Fluid Concentrates �� Environmentally Friendly Lubricants and Greases
The NA-LUBE EP 5000 sulfur carriers, when combined with NA-LUBE AW, NA-LUBE AO, NA-SUL and K-CORR products, are highly suitable for formulating high quality/high performance industrial and automotive lubricants and greases.
Applications for the NA-LUBE EP 5000 Series
Pages 15-16
Solubility NA-LUBE EP-5210, EP-5216, and EP-5218 have excellent solubility in hydrotreated mineral oils, synthetic diesters, and fatty oils. NA-LUBE EP-5316 has solubility in napththenic and solvent refined Group I base oils. NA-LUBE EP-5415 extends solubility to Group II base oils as well. NA-LUBE EP-5310’s unique chemistry gives it outstanding solubility characteristics in naphthenic and solvent refined Group I base oils. Due to its novel chemistry, NA-LUBE EP-5310 provides improved lubricity over similar inactive sulfur fatty acid ester type extreme pressure additives.
NA
-LUBE
® EP 5000 Series - Extreme Pressure A
dditives

The following table highlights the performance of the products in various bench tests for lubrication properties.
Performance of the NA-LUBE EP 5000 Series
Tests NA-LUBE EP-5210
NA-LUBE EP-5216
NA-LUBE EP-5218
NA-LUBE EP-5316
NA-LUBE EP-5415
Base Oil ISO VG 32 (Group I)
Treat Level, % 5.0
Four Ball Weld (ASTM D 2783) 10 seconds, 25°C, 1800 rpm OK Load (kgf) Weld Load (kgf)
160 200
200 240
200 240
200 240
220 240
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 40 kgf, 1200 rpm Scar Diameter (mm)
0.54
0.58
0.81
0.68
0.60
Copper Corrosion (ASTM D 130) 3 hours, 100ºC 24 hours, 100ºC
1a 2a
3a 4a
3a 4a
1b 3b
1b 3b
� Series Performance in a ISO VG 32 Group I Base Oil
� NA-LUBE EP-5210 - Concentration Effect On Properties
Tests
2.0% NA-LUBE EP-5210
7.5% NA-LUBE EP-5210
10.0% NA-LUBE EP-5210
10.0% NA-LUBE EP-5210 6.0% NA-LUBE AW-6010
Base Oil ISO VG 32 (Group I)
Four Ball Weld (ASTM D 2783) 10 seconds, 25°C, 1800 rpm OK Load (kgf) Weld Load (kgf)
120 160
160 200
160 200
200 240
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 40 kgf, 1200 rpm Scar Diameter (mm)
0.72
0.59
0.60
0.50
Falex PIN & VEE (ASTM D 3233) Lbs.
890
1050
1060
950
Copper Corrosion (ASTM D130) 3 hours, 100ºC 24 hours, 100ºC
1a 3a
1a 2a
1a 2a
1b 2a
Demulsibility (ASTM D 1401,DIN 51 599 Oil-Water-Emulsion Time (Minutes)
39-39-2 10
41-39-0 10
41-39-0 10
40-40-0 10
As shown below, with increasing concentrations of NA-LUBE EP-5210, the wear and extreme pressure properties improve with no negative effects on demulsibility or copper corrosion protection.
NA
-LU
BE® E
P 50
00 S
erie
s -
Extr
eme
Pres
sure
Add
itiv
es

As shown below, tapping torque tests were conducted to compare the performance of NA-LUBE EP-5415 versus the performance of a commonly used chlorinated paraffin. The tests were conducted using 4340-alloy steel under varying machining speeds.
4340 Alloy Steel Base Oil: Paraffinic ISO VG 32
10% Chlorinated Paraffin Average Peak Torque
(inch - pounds)
10% NA-LUBE EP-5415 Average Peak Torque
(inch - pounds) % Efficiency
40 sfm* (407rpm) 68.8 70.79 97.2
48 sfm (488rpm) 69.2 71.32 97.0
58 sfm (586rpm) 71.0 69.88 101.6
69 sfm (703rpm) 71.7 72.05 99.5
83 sfm (844rpm) 69.1 70.95 97.4
*sfm = surface feet per minute
Tests 1.5% NA-LUBE EP-5415
0.5% Tackifier 5.0% NA-LUBE EP-
5415 0.5% Tackifier
Cincinnati Lamb P-47 Specification
Base Oil ISO VG 68 ISO VG 68 cSt @ 40ºC: 61.6-74.8
SUS @ 100ºF: 317-389
Flash Point (ASTM D 92) COC (ºF)
>380
>380
330 Minimum
Fire Point (ASTM D 92) COC (ºF)
>380
>380
360 Minimum
Acid Number (ASTM D 974) (mg KOH/g)
0.07
0.10
1.7 Maximum
Cincinnati Lamb Stick-Slip (�s/�K)*
0.0710 / 0.0982 = 0.72
0.0783 / 0.1009 = 0.78
0.80 Maximum
Thermal Stability Test Procedure B: 24 hours, 101ºC CM Color Class Rod Weight of Deposit (mg) Rod Metal Loss (mg) Acid Number Change (mg KOH/g) Precipitate
Steel Copper
1 3 0.30 1.0 0.2 0.4
0.07 None
Steel Copper
1 3 0.35 1.2 0.3 0.4
0.07 None
Maximum Limits Steel Copper
1 5 3.5 -- 1.0 5.0
5 --
Additionally, NA-LUBE EP-5415 can be used to formulate premium quality machine tool slide way lubricants. Various treat levels of NA-LUBE EP-5415 in combination with 0.5% tackifier in an ISO VG 68 oil meet the requirements of the Cincinnati Lamb P-47 Heavy-Medium Way Oil specification.
� NA-LUBE EP-5415 Metalworking Performance Data
Tests
10% Mid-chain Chlorinated Paraffin (C14-17 >50% Cl)
10% NA-LUBE EP-5415
Base Oil ISO VG 32 (Group I)
Four Ball Weld (ASTM D 2783) 10 seconds, 25°C, 1800 rpm OK Load (kgf) Weld Load (kgf)
160 180
320 340
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 40 kgf, 1200 rpm
0.80
0.75
Copper Corrosion (ASTM D 130) 3 hours, 100ºC
1a
1b
NA-LUBE EP-5415 imparts good extreme pressure performance for metalworking fluids and can be used to replace chlorinated paraffins as shown in the chart below.
Pages 17-18
NA
-LUBE
® EP 5000 Series - Extreme Pressure A
dditives
* Ratio of static to kinetic friction

NA-SUL®
Rust & Corrosion Inhibitors
Performance Rust & Corrosion Protection The NA-SUL line consistently outperforms other synthetic or petroleum sulfonates, thus offering:
�� Better performance at equal or lower concentrations �� Higher maximum performance �� Ferrous and non-ferrous metal protection �� Synergy with other anti-rust additives
0.025% 0.05% 0.05% 0.05% NA-SUL COMP. COMP. COMP. 729 A B C
ASTM D 665 B
Since the introduction of the first products in 1952, the NA-SUL trade name has been synonymous with high quality, cost-effective rust protection. After 50 years of continuous improvement and innovation, these unique synthetic sulfonates continue to be recognized as the premium rust and corrosion inhibitors for industrial and automotive lubricants, greases, metalworking fluids, and rust preventives.
The NA-SUL line is based upon salts of dinonylnaphthalenesulfonic acid. Controlled alkylation of naphthalene with nonene produces dinonylnaphthalene. This is then sulfonated to produce the building block sulfonic acid that becomes a NA-SUL when neutralized to form various salts. NA-SUL products use a wide variety of neutralizing metals and amines resulting in the world’s broadest line of sulfonates. The NA-SUL line provides excellent rust and corrosion protection in addition to other unique performance properties. King’s process of direct neutralization produces sulfonates with no chlorine, resulting in enhanced rust protection and resistance to staining.
Performance Beyond Rust & Corrosion Protection In addition to superior rust and corrosion inhibition, NA-SUL inhibitors impart other desirable performance properties to industrial lubricants and rust preventive applications, including:
�� Unsurpassed demulsibility �� Enhanced oxidation stability �� Excellent filterability �� Excellent additive compatibility �� Excellent solubility
Unsurpassed Demulsibility
Synthetic Calcium
Sulfonate A
Calcium Petroleum Sulfonate
Calcium Dinonylnaphthalene
Sulfonate NA-SUL 729
Synthetic Calcium
Sulfonate B
NA-SUL Inhibitors Offer Superior Performance
NA
-SU
L® R
ust
& C
orro
sion
Inhi
bito
rs

Enhanced Oxidation Stability of NA-SUL 729
Increase in Acid Value vs. Time
0
0.5
1
1.5
2
2.5
0 20 40 50 60 80 100 120 140
Hours in ASTM D 4636 @ 150ºC
NA- SUL 729 Didodecylbenzene Sulfonate Oil + AO w/o Sulfonate
FORMULATION
0.25% NA-SUL 729 0.25% Phenolic Antioxidant 99.5% Paraffinic Oil
Enhanced Oxidative Stability In addition to unsurpassed rust and corrosion protection and demulsibility, NA-SUL sulfonates can enhance oxi-dative stability performance as shown in the graph to the left.
AFNOR Filtration (Wet) - ISO VG 46 Group II Oil FORMULATION
HF-0 Type Package* Without NA-SUL 729
HF-0 Type Package With 9.0% NA-SUL 729
Treat Level 0.8% of Additive Package 0.8% of Additive Package (therefore 0.072% NA-SUL 729)
*Package: ZnDTP (Primary C8), Yellow Metal Deactivator and Antioxidants
AFNOR Filtration E 68691, FI
Plugged
1.38
A broad range of dinonylnaphthalenesulfonates are used as rust inhibitors in automotive and industrial lubricants, greases, functional fluids and rust preventives. The standard neutral products based on DNNS metal salts are described on page 23. The Application Table in the centerfold should be used in the selection process. The truly neutral (less than 1 mg KOH/g) metal salts find wide application in industrial oils and greases as premium rust inhibitors with excellent demulsibility and water resistance. All of these sulfonates have excellent solubility in even the most severely refined petroleum oils and most synthetic fluids. The standard diluent for these products is light mineral oil. A unique feature of the NA-SUL sulfonates is the ability to tailor the diluent to specific needs. Alternative diluents, such as PAO, esters and solvents, are available upon request.
NA-SUL Rust Inhibitors For Lubricants
Pages 19-20
NA
-SUL
® Rust & Corrosion Inhibitors
Aci
d #
(mg
KO
H/g
)
Improved Filterability NA-SUL Sulfonates can also improve filterability. The table below compares the Wet AFNOR Filtration when NA-SUL 729 was incorporated into a Denison HF-0 type package at 9.0% replacing oil so that the concentration of all other additives was held constant. This package was then added to the oil at a treat level of 0.8%, resulting in a final NA-SUL 729 concentration in the oil of 720 ppm. The package without NA-SUL 729 plugged the filter, while the package with the NA-SUL 729 passed the AFNOR Filtration. A good AFNOR Filterability Index is <2.0.
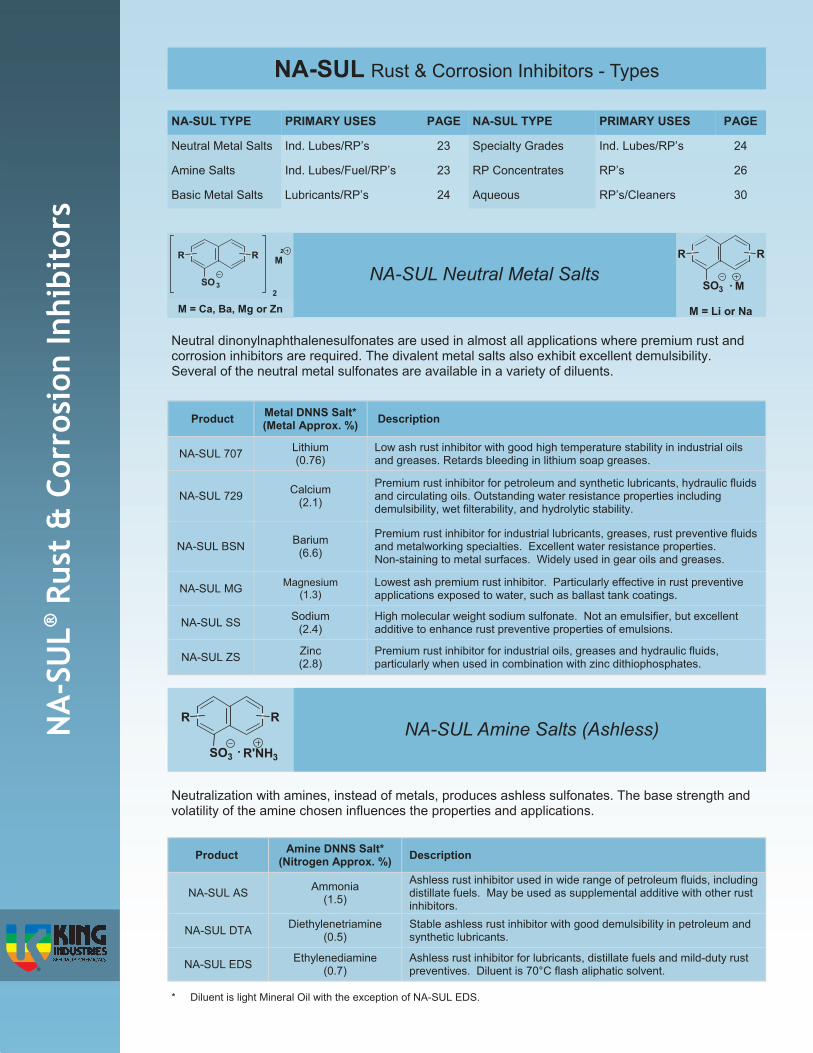
Neutral dinonylnaphthalenesulfonates are used in almost all applications where premium rust and corrosion inhibitors are required. The divalent metal salts also exhibit excellent demulsibility. Several of the neutral metal sulfonates are available in a variety of diluents.
Product Metal DNNS Salt* (Metal Approx. %) Description
NA-SUL 707 Lithium (0.76)
Low ash rust inhibitor with good high temperature stability in industrial oils and greases. Retards bleeding in lithium soap greases.
NA-SUL 729 Calcium (2.1)
Premium rust inhibitor for petroleum and synthetic lubricants, hydraulic fluids and circulating oils. Outstanding water resistance properties including demulsibility, wet filterability, and hydrolytic stability.
NA-SUL BSN Barium (6.6)
Premium rust inhibitor for industrial lubricants, greases, rust preventive fluids and metalworking specialties. Excellent water resistance properties. Non-staining to metal surfaces. Widely used in gear oils and greases.
NA-SUL MG Magnesium (1.3)
Lowest ash premium rust inhibitor. Particularly effective in rust preventive applications exposed to water, such as ballast tank coatings.
NA-SUL SS Sodium (2.4)
High molecular weight sodium sulfonate. Not an emulsifier, but excellent additive to enhance rust preventive properties of emulsions.
NA-SUL ZS Zinc (2.8)
Premium rust inhibitor for industrial oils, greases and hydraulic fluids, particularly when used in combination with zinc dithiophosphates.
* Diluent is light Mineral Oil with the exception of NA-SUL EDS.
NA-SUL Neutral Metal Salts R
SO 3
R M
M = Ca, Ba, Mg, and Zn
2
2
Product Amine DNNS Salt* (Nitrogen Approx. %) Description
NA-SUL AS Ammonia (1.5)
Ashless rust inhibitor used in wide range of petroleum fluids, including distillate fuels. May be used as supplemental additive with other rust inhibitors.
NA-SUL DTA Diethylenetriamine (0.5)
Stable ashless rust inhibitor with good demulsibility in petroleum and synthetic lubricants.
NA-SUL EDS Ethylenediamine (0.7)
Ashless rust inhibitor for lubricants, distillate fuels and mild-duty rust preventives. Diluent is 70°C flash aliphatic solvent.
Neutralization with amines, instead of metals, produces ashless sulfonates. The base strength and volatility of the amine chosen influences the properties and applications.
NA-SUL Amine Salts (Ashless) R
SO3
R
R'NH3.
R
SO3
R
. M
M = Li or Na
NA-SUL Rust & Corrosion Inhibitors - Types
NA-SUL TYPE PRIMARY USES PAGE NA-SUL TYPE PRIMARY USES PAGE
Neutral Metal Salts Ind. Lubes/RP’s 23 Specialty Grades Ind. Lubes/RP’s 24
Amine Salts Ind. Lubes/Fuel/RP’s 23 RP Concentrates RP’s 26
Basic Metal Salts Lubricants/RP’s 24 Aqueous RP’s/Cleaners 30
NA
-SU
L® R
ust
& C
orro
sion
Inhi
bito
rs
M = Ca, Ba, Mg or Zn

Several specialty NA-SUL grades have evolved for applications with different requirements than the sulfonates alone can provide. Various complexes take advantage of synergisms to enhance properties.
Product DNNS Salt Derivative* (Metal Approx. %) Description
NA-SUL 729-NF Calcium with YMD** (1.9)
Premium ferrous rust inhibitor plus yellow metal deactivator for non-ferrous corrosion protection.
NA-SUL BSN-HT Barium Complex (8.7)
Synergistic rust inhibitor with excellent thermal stability. Particularly suited for high temperature applications.
NA-SUL CA-1089 Calcium Complex (2.2)
Exceptional additive providing excellent rust protection, demulsibility, filterability (dry and wet) and thermal stability. Makes excellent RP fluids and dewatering fluids because of its superior water resistance.
NA-SUL CA-HT3 Calcium Complex (2.5)
Excellent rust inhibitor with thermal stability and good demul-sibility required for applications such as paper machine oils and high temperature circulating fluids.
NA-SUL MG-HT Magnesium Complex (1.7)
Synergistic rust inhibitor with good thermal stability. Particu-larly effective at neutralizing the corrosivity and staining of chlorinated paraffins.
NA-SUL ZS-HT Zinc Complex (3.8)
Excellent rust inhibitor, particularly in systems with other zinc containing additives. Exhibits antioxidation synergism with primary antioxidants in petroleum and PAO base fluids.
NA-SUL CA-770 FG Calcium (1.7)
Calcium based sulfonate in PAO specifically designed for use in food grade applications. NSF HX-1 Registration # 143718.
* Diluent is light Mineral Oil with the exception of NA-SUL CA-770 FG, ** YMD = Yellow metal deactivator
Basic sulfonates find application as rust inhibitors in lubricants, greases and metalworking special-ties where alkalinity is desirable to neutralize mild acid contamination, thus improving oxidation stability. They are also used in rust preventives to improve performance when applied over contaminated substrates.
Product Metal DNNS Salt* (Metal Approx. %) Description
NA-SUL 611 Barium (11.7)
Approximate TBN is 45 as barium carbonate. Particularly effective in polyglycol/ester based compressor fluids.
NA-SUL BSB Barium (12.0)
Approximate TBN is 45 as barium hydroxide. Versatile rust inhibitor additive for rust preventives, greases and lubricants containing acidic components.
NA-SUL CA-50 Calcium (3.2)
Approximate TBN is 50 as calcium carbonate. Excellent resistance to salt water environments, particularly in greases and rust preventive fluids. Also used in high performance military hydraulic fluids.
NA-SUL Basic Metal Salts Ca·CaCO3
2
NA-SUL Grades for Specialty Lubricants Complexes and HX-1 Registered
Synergists
NA
-SUL
® Rust & Corrosion Inhibitors
Pages 21-22
R
SO3
R

NA-SUL CA-1089
Hydraulic Fluid Performance Data
NA
-SU
L® R
ust
& C
orro
sion
Inhi
bito
rs
NA-SUL CA-1089 is a calcium sulfonate/carboxylate complex that imparts outstanding steel corrosion protection, demulsibility and filtration performance to formulated functional fluids. Hydraulic fluids meeting the Denison HF-0 specification can be developed using NA-SUL CA-1089 as the corrosion inhibitor/demulsifier portion of the formulation.
HF-0 Type Package Tests
w/o NA-SUL CA-1089
w/ 2.0% NA-SUL CA-1089
w/ 4.5% NA-SUL CA-1089
Treat Level of Additive Package, % 0.8 Base Oil ISO VG 46 (Group II) Additive Package Color Light Amber Light Amber Light Amber Steel Corrosion (ASTM D 665, DIN 51 585) A & B
Fail
Pass
Pass
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Time (Minutes)
41-34-5
30
40-39-1
10
39-39-2
10 Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 40 kgf, 1200 rpm Scar Diameter (mm)
0.42
0.41
0.40 Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 3 hours, 135°C 3 hours, 160°C
1b 1b 1b
1b 1b 1b
1b 1b 1b
Cincinnati Milacron Thermal Stability (ASTM D 2070) CM Color Class: Copper Steel Viscosity Change, % Acid Number Change (mg KOH/g) Rod Weight of Deposit, Steel / Copper (mg/200ml) Rod Metal Loss, Steel / Copper (mg/200ml) Total Sludge (mg/100 ml) Whatman Precipitate (mg/100 ml) Millipore Precipitate (mg/100 ml)
1.5 1.5 1.8
0.23 0.1 / 0.1 0.2 / 0.6
5.5 2.7 2.8
1.0 1.5 2.1
0.36 0.2 / 0.7 0.0 / 0.1
3.6 0.7 2.8
1.0 1.5 1.3
0.30 0.2 / 0.3 0.0 / 0.2
1.7 0.4 1.2
Hydrolytic Stability (ASTM D 2619) Copper Loss (mg/cm2) Total Acidity of Water Layer (mg KOH) Copper Appearance (ASTM D 130)
0.29 0.91 2a
0.05 0.70 1b
0.30 1.10 1b
AFNOR Wet Filtration (E 68691) Filterability Index
Plugged
1.34
1.27
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2) Damage Load Stage
12
12
12
This table compares the performance of a Denison HF-0 type package for hydraulic fluids with and without NA-SUL CA-1089. NA-SUL CA-1089 was incorporated into the package at 2.0% and 4.5% replacing the oil. The concentrations of all other additives were held constant. Testing was conducted at a package treat level of 0.8% in an ISO VG 46 Group II oil resulting in final NA-SUL CA-1089 concentrations of 0.036% and 0.016% in the oil. The package without NA-SUL CA-1089 failed the steel corrosion, demulsibility and AFNOR filtration tests and resulted in notable copper loss in the hydrolytic stability test. Inclusion of NA-SUL CA-1089 in the formulation imparted excellent steel corrosion protection, demulsibility and AFNOR filtration performance and greatly reduced the amount of copper loss in the hydrolytic stability test when tested at the lower concentration. The improved AFNOR filtration performance is attributed to the excellent dispersancy characteristics of NA-SUL CA-1089. NA-SUL CA-1089 also exhibited no adverse effects on other performance tests, including Four Ball Wear, copper corrosion, Cincinnati Milacron thermal stability and FZG.
� NA-SUL CA-1089 Performance in a Denison HF-0 Type Hydraulic Fluid Package

NA-SUL CA-1089
Performance In Rust Preventives
NA
-SUL
® Rust & Corrosion Inhibitors
Pages 25-26
NA-SUL CA-1089 is not only an excellent rust inhibitor for industrial lubricants as shown previously in the hydraulic fluid example but is also highly effective in a broad range of rust preventive applications where it offers: �� Remarkable non-staining performance in stacked stain testing in all oils tested, making
it an outstanding barium sulfonate replacement. Highly recommended for protection of coiled steel and closely stacked steel parts.
�� Exceptional performance in both cyclic and constant humidity testing, making it an excellent choice for most parts storage applications.
�� Outstanding water displacement and demulsibility performance including acidic and basic aqueous fluids. A perfect choice for difficult dewatering fluids.
�� Excellent solubility in paraffinic oils, PAO, esters and vegetable oils. A versatile additive that can be used in a variety of products using different base stocks.
Tests
2.0% CA-1089 98.0% Oil #1
5.0% CA-1089 95.0% Oil #1
10.0% CA-1089 90.0% Oil #1
Average Film Thickness Measured by Weight (�m) 2.8 2.8 3.0
Salt Fog (ASTM B 117) Average Hours to Failure 3-5 5-10 12-15
Humidity Cabinet (ASTM D 1748) Average Hours to Failure 100-125 300-350 450-500
Tests
3.0% CA-1089 20.0% Oil #1
77.0% Solvent
5.0% CA-1089 20.0% Oil #1
75.0% Solvent
10.0% CA-1089 20.0% Oil #1
70.0% Solvent
Average Film Thickness Measured by Weight (�m) 1.8 2.0 2.4
Salt Fog (ASTM B 117) Average Hours to Failure 5-10 5-10 16-20
Humidity Cabinet (ASTM D 1748) Average Hours to Failure 230-300 400-500 500-600
� NA-SUL CA-1089 Performance in a Paraffinic ISO VG 32 Base Oil
� NA-SUL CA-1089 Performance in a Solvent/Oil Based System*
� NA-SUL CA-1089 Performance - Accelerated Stacked Stain Test
10.0% CA-1089 90.0% Oil #1
5.0% CA-1089 95.0% Oil #2
Stack Stain 7-Day Accelerated Pass Pass
Oil #1 - Paraffinic Group I - ISO VG 32 (150 SUS) Oil #2 - Paraffinic Group II - ISO VG 46 (220 SUS) 5% NA-SUL CA-1089
95% Group II Paraffinic ISO VG 46 (220 SUS)
5% Commercial RP 95% Group II Paraffinic ISO VG 46 (220 SUS)
* Solvent: 40°C Mineral Spirits, Oil: Paraffinic ISO VG 32 (150 SUS)

CHART KEY: Applications
Colored Box = Recommended TR= Technical Report Available
Circulating Oils
Compressor Oils
Gear Oils Grease Hydraulic
Fluids Power
Transfer Turbine
Oils Gear Oils Engine oils Soluble
Oils Cutting
Oils Oil/
Solvent Based
Aqueous Emulsion
Aqueous Solution
HM
Industrial Lubricants Automotive Metal-working Rust Preventive
NA-LUBE EP Extreme Pressure Additives
NA-LUBE EP-5210 TR NA-LUBE EP-5216 TR NA-LUBE EP-5218 TR NA-LUBE EP-5310 NA-LUBE EP-5316 TR NA-LUBE EP-5415 TR NA-LUBE EP-5425 TR NA-LUBE EP-5665
NA-LUBE ADTC NA-LUBE ADTC TR TR
NA-LUBE AW Antiwear Additives
NA-LUBE AW-6010 TR
NA-LUBE AW-6110 TR
NA-LUBE AW-6110P TR NA-LUBE AW-6220 TR TR
NA-LUBE AW-6310 TR TR
NA-LUBE AW-6330
NA-LUBE AW-6360 TR TR
NA-LUBE AW-6400FG
NA-LUBE AO Antioxidants
NA-LUBE AO-130 NA-LUBE AO-142 NA-LUBE AO-210 NA-LUBE AO-242
NA-SUL Neutral Metal Salts
NA-SUL 707 TR NA-SUL 729 TR TR TR TR NA-SUL BSN TR TR NA-SUL MG TR NA-SUL SS TR TR NA-SUL ZS TR
NA-SUL Basic Metal Salts
NA-SUL 611 NA-SUL BSB NA-SUL CA-50
NA-SUL Ashless / Amine Salts
NA-SUL AS NA-SUL DTA NA-SUL EDS
NA-SUL Concentrates
for Oil & Oil/Solvent Rust Preventative Systems
NA-SUL CA-1082 TR NA-SUL CA-1089 TR TR NA-SUL CA-1183 TR NA-SUL CA-1259 TR NA-SUL CA/W1146 TR NA-SUL CA/W1177 TR NA-SUL CA/W1213 TR
NA-SUL Additives for
Aqueous Systems
NA-SUL TEA/LB NA-SUL 1019A NA-SUL 437 TR NA-SUL 420 TR
NA-SUL Additives for
Specialty Lubricants
NA-SUL BSN-HT TR NA-SUL CA-770FG NA-SUL CA-1089 TR TR NA-SUL CA-HT3 TR TR TR NA-SUL MG-HT TR TR NA-SUL ZS-HT TR TR NA-SUL 729-NF TR TR
K-CORR
K-CORR 100 TR TR K-CORR 100A2 TR K-CORR 1031 TR K-CORR G-1086A TR K-CORR G-1107 TR
K-CORR NF-200 TR TR K-CORR NF-410 K-CORR SA-300 TR TR TR
KX450
K-CORR G-1270 K-CORR ZN-510
King Industries, Inc. - Lubricant Additives Division PRODUCTS & APPLICATIONS CHART*
* See inside back cover for information regarding recommendations and product uses.

Characteristics
Hot Melt
Wax Thick Film
Post Tensioning
Grease Demulsibility Dispersancy Oxidative
Stability Thermal Stability
Water Displacement
Acid Atmosphere Anti-Stain Water
Emulsifiable Water
Soluble
Non-ferrous
Protection Ashless
Sulfur Carrier, Active
Sulfur Carrier, Inactive
Phos-phorus
Phenolic AO
Aminic AO
e Systems
TR TR TR TR TR TR TR TR TR TR
TR TR
TR TR TR TR TR
Technical Assistance: � (203) 866-5551 � [email protected]

NA
-SU
L® R
ust
& C
orro
sion
Inhi
bito
rs
NA-SUL Rust Preventive Concentrates for Oil and Oil/Solvent Systems
King Industries’ rust preventive additives are generally based on salts of dinonylnaphthalenesul-fonate with additional polar compounds chosen to provide rust preventive synergy. This results in extremely hydrophobic rust preventive coatings that effectively exclude water and air from reaching the metal surface. The resulting performance advantage provides levels of metal protection that competitive additives cannot achieve and/or reductions in additive use levels that result in significant formulation savings.
Product Form (% Metal) Description
NA-SUL CA-1089 Liquid (2.2%)
Excellent general purpose rust preventive additive. Good dewatering properties. Good performance after water contamination. Recommended for medium to long term indoor storage.
NA-SUL CA-1183 Formerly KX1183
Viscous Liquid (2.6%)
Provides excellent corrosion protection for steel, galvanized steel and aluminum with good water separation characteristics. Designed for use where water contact is likely such as dewatering fluids.
NA-SUL CA-1259 Formerly KX1259
Liquid (1.6%)
High performance rust and corrosion inhibitor for rust preventives and dewatering fluids. Excellent solubility (should be verified) in a wide range of mineral oils, esters and vegetable oils. Particularly recommended where water displacement is important.
NA-SUL CA/W1146 Very Viscous
Liquid (2.0%)
Recommended for heavy duty applications such as sheltered outdoor storage and marine environments. Best in naphthenic oils. Effective in acid atmospheres. Not recommended if water contamination will occur before application on metals.
NA-SUL CA/W1177 Formerly KX1177
Viscous Liquid (1.4%)
Specifically designed for use where water contact is likely such as dewatering fluids. It combines excellent corrosion protection with good water separation characteristics.
NA-SUL CA/W1213 Formerly KX1213
Viscous Liquid (1.4%)
Specifically designed for formulating rust preventive fluids for use in harsh environments, such as salt fog exposure. Also recommended for high humidity and normal indoor storage.
NA-SUL CA-HT3 Liquid (2.5%)
Excellent solubility in a wide range of diluents. Effective in salt and humidity tests at low treat levels. Not recommended if water contamination will occur before application on metals.
NA-SUL CA-1082 Liquid (1.4%)
Excellent for long term warehouse storage. Best in Group I paraffinic or naphthenic oils. Good water separation character. Avoid contamination with strong alkaline materials.
NA-SUL Rust and Corrosion Preventive Additives
Film Characteristics These additives should be used with 10% to 30% mineral oil in oil/solvent formulations for best corrosion protection. This results in thin, slightly oily coatings. If oil is not used with solvent, these additives may produce a slightly tacky coating particularly at higher additive levels. NA-SUL CA/W1213, CA/W1177 and CA/W1146 will be almost dry at low treat levels.

There are many rust preventive additives available from King Industries that are used for formulating oil or oil/solvent based rust preventives. The following selection guide is designed to help chose from among them based on specific performance requirements. Multiple requirements can be determined using the respective scales (0 to 4) to optimize formulations.
NA
-SUL
® Rust & Corrosion Inhibitors
Pages 27-28
Requirement 0 Not
Recommended
1 2 3 4 Highly
Recommended
Solubility (Oil) CA/W1146 CA/W1177 CA/W1213
CA-1259 CA-1082 CA-1089 CA-HT3 CA-1183
Tolerance of fluid to water exposure
(Dewatering) CA/W1146 CA-HT3 CA-1082
CA/W1213
CA-1089 CA/W1177 CA-1183 CA-1259
Ease of use CA/W1146 CA/W1177 CA/W1213
CA-1183
CA-1089 CA-1082 CA-HT3 CA-1259
Indoor storage
CA/W1146 CA/W1213
CA-HT3
CA-1089 CA-1082
CA/W1177 CA-1183 CA-1259
Outdoor sheltered storage CA-HT3
CA/W1146 CA-1089 CA-1082
CA-1259 CA-1183
CA/W1177
Marine environment CA-1089 CA-HT3
CA-1082 CA/W1177 CA-1259
CA/W1146 CA/W1213
Acid atmosphere CA-1089 CA-HT3 CA-1082
CA/W1177 CA-1183
CA/W1146 CA/W1213
Tolerance to strongly basic
materials
CA/W1146 CA-1082
CA-HT3 CA/W1213 CA-1259 CA-1089
CA-1183
Selection Guide - NA-SUL Additives for
Oil/Solvent Based Rust Preventives
Let King’s rust preventive laboratory assist you in
developing high performance RP products.
Call 203-866-5551 or email
NA
-SU
L® R
ust
& C
orro
sion
Inhi
bito
rs
Performance - NA-SUL CA-1259
in Rust Preventives
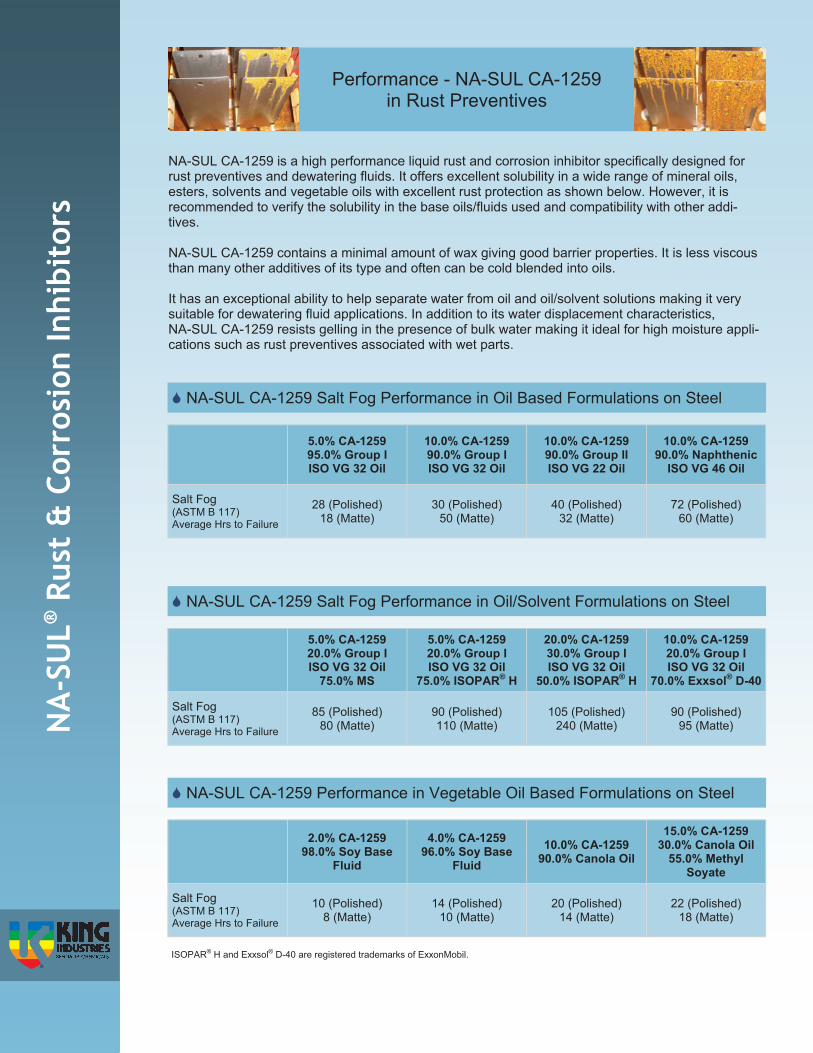
NA-SUL CA-1259 is a high performance liquid rust and corrosion inhibitor specifically designed for rust preventives and dewatering fluids. It offers excellent solubility in a wide range of mineral oils, esters, solvents and vegetable oils with excellent rust protection as shown below. However, it is recommended to verify the solubility in the base oils/fluids used and compatibility with other addi-tives. NA-SUL CA-1259 contains a minimal amount of wax giving good barrier properties. It is less viscous than many other additives of its type and often can be cold blended into oils. It has an exceptional ability to help separate water from oil and oil/solvent solutions making it very suitable for dewatering fluid applications. In addition to its water displacement characteristics, NA-SUL CA-1259 resists gelling in the presence of bulk water making it ideal for high moisture appli-cations such as rust preventives associated with wet parts.
� NA-SUL CA-1259 Salt Fog Performance in Oil Based Formulations on Steel
5.0% CA-1259 95.0% Group I ISO VG 32 Oil
10.0% CA-1259 90.0% Group I ISO VG 32 Oil
10.0% CA-1259 90.0% Group II ISO VG 22 Oil
Salt Fog (ASTM B 117) Average Hrs to Failure
28 (Polished) 18 (Matte)
30 (Polished) 50 (Matte)
40 (Polished) 32 (Matte)
10.0% CA-1259 90.0% Naphthenic
ISO VG 46 Oil
72 (Polished) 60 (Matte)
� NA-SUL CA-1259 Salt Fog Performance in Oil/Solvent Formulations on Steel
5.0% CA-1259 20.0% Group I ISO VG 32 Oil
75.0% MS
5.0% CA-1259 20.0% Group I ISO VG 32 Oil
75.0% ISOPAR® H
20.0% CA-1259 30.0% Group I ISO VG 32 Oil
50.0% ISOPAR® H
Salt Fog (ASTM B 117) Average Hrs to Failure
85 (Polished) 80 (Matte)
90 (Polished) 110 (Matte)
105 (Polished) 240 (Matte)
10.0% CA-1259 20.0% Group I ISO VG 32 Oil
70.0% Exxsol® D-40
90 (Polished) 95 (Matte)
� NA-SUL CA-1259 Performance in Vegetable Oil Based Formulations on Steel
2.0% CA-1259 98.0% Soy Base
Fluid
4.0% CA-1259 96.0% Soy Base
Fluid 10.0% CA-1259
90.0% Canola Oil
Salt Fog (ASTM B 117) Average Hrs to Failure
10 (Polished) 8 (Matte)
14 (Polished) 10 (Matte)
20 (Polished) 14 (Matte)
15.0% CA-1259 30.0% Canola Oil
55.0% Methyl Soyate
22 (Polished) 18 (Matte)
ISOPAR® H and Exxsol® D-40 are registered trademarks of ExxonMobil.

NA-SUL Additives Performance In Oil Based Rust Preventives
NA
-SUL
® Rust & Corrosion Inhibitors
Pages 29-30
The following data show the relative performance of three widely used rust preventive additives from King Industries. NA-SUL CA-1089 is not as effective at preventing rust in salt environments as CA/W1177 or especially CA-1259. CA-1089 does have exceptional anti-staining properties, as shown on page 26. The data show that the addition of a minor quantity of CA/W1177 significantly boosts salt fog performance. This combination even approaches the performance of CA-1259 on some surfaces while maintaining the outstanding anti-staining properties of CA-1089.
Tests 10% CA-1089 90% Naph Oil
10% CA/W1177 90% Naph Oil
8% CA-1089 2% CA/W1177 90% Naph Oil
10% CA-1259 90% Naph Oil
Average Film Thickness Measured by Weight (�m) 2.6 2.8 3.3 1.9
Salt Fog (ASTM B 117) Average Hours to Failure
(P) (M) (SB) 14 8 28
(P) (M) (SB) 44 30 50
(P) (M) (SB) 24 16 72
(P) (M) (SB) 72 48 80
* 200 SUS Naphthenic Oil (P) = polished surface (M) = matte surface (SB) = sand blasted surface
“Hours to failure” is defined as rust more than 1.5 cm from the top panel edge or more than 0.5 cm from either side edge.
Tests 5% CA-1089
95% Naph Oil* 5% CA/W1177 95% Naph Oil
4% CA-1089 1% CA/W1177 95% Naph Oil
5% CA-1259 95% Naph Oil
Average Film Thickness Measured by Weight (�m) 2.0 2.1 2.6 1.5
Salt Fog (ASTM B 117) Average Hours to Failure
(P) (M) (SB) 8 6 20
(P) (M) (SB) 32 20 16
(P) (M) (SB) 14 10 36
(P) (M) (SB) 30 30 72
� NA-SUL RP Additives In Oil Based Systems
(P) Polished (M) Matte (SB) Sand Blasted
Photo 1 - 50 Hours Salt Fog Exposure 10% NA-SUL CA-1259, 90% Naphthenic Oil
(P) Polished (M) Matte (SB) Sand Blasted
Photo 2 - 50 Hours Salt Fog Exposure 10% NA-SUL CA/W1177, 90% Naphthenic Oil

NA
-SU
L® R
ust
& C
orro
sion
Inhi
bito
rs
NA-SUL Aqueous Rust & Corrosion Inhibitors
NA-SUL rust inhibitors for aqueous applications contain ingredients that allow the hydrophobic dinonylnaphathalenesulfonate molecule to be used in water systems. Depending on the additive chosen, the result is either a clear solution or an emulsion. These formulations can often achieve results similar to oil or solvent based systems.
Product Amine/Metal DNNS Salt Appearance Description
NA-SUL TEA/LB Triethanolamine Stable dispersion Good coupling agent. Short to medium term indoor storage. Building block for water based corrosion inhibitors. Easy to use.
NA-SUL 437 Triethanolamine/diethylethanolamine Clear solution
Short to long term indoor storage. Aerosol can protection. Easy to use. Hard water tolerant.
NA-SUL 1019A Triethanolamine/diethylethanolamine Clear solution Improved iron chip test results. Short to long
term indoor storage. Hard water tolerant.
NA-SUL 420 Sodium Emulsion
General purpose aqueous rust preventive. Easy to use. Medium to long term indoor storage. Short term outdoor sheltered storage.
KX450 Calcium Dark Brown Liquid
Liquid rust preventive concentrate that easily forms stable emulsions when added to water with moderate stirring. Excellent rust protec-tion for steel parts during storage and trans-portation.
Requirement 0
Not Recommended
1 2 3 4 Highly
Recommended
Water Soluble Systems
420 KX450 437
1019A
Water Emulsifiable 437
1019A 420 KX450
Ease of Use 420, 437 1019A KX450
Indoor Storage 437 1019A
KX450 420
Marine Environment
437 1019A 420
KX450
Aerosol Cans Protection 420
KX450 437 1019A
Stacking Wet Parts 420 437
KX450 1019A
Selection Guide - Aqueous Corrosion Inhibitors
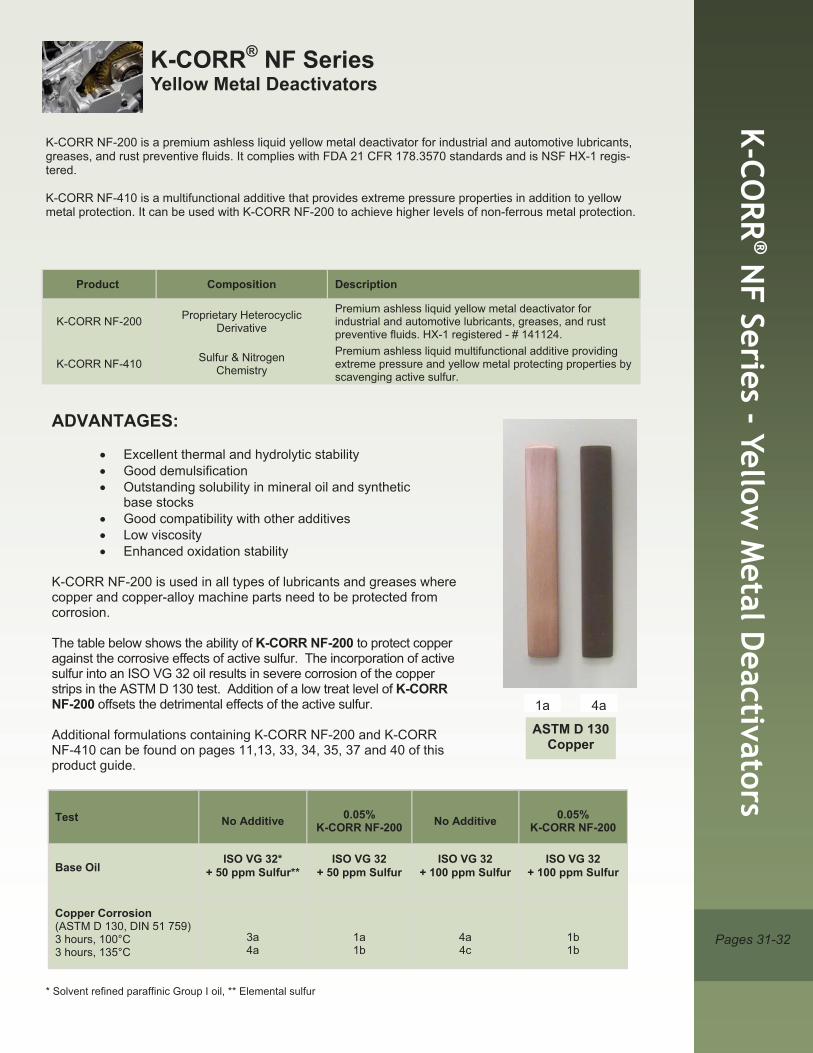
K-CORR® NF Series Yellow Metal Deactivators
K-CORR NF-200 is a premium ashless liquid yellow metal deactivator for industrial and automotive lubricants, greases, and rust preventive fluids. It complies with FDA 21 CFR 178.3570 standards and is NSF HX-1 regis-tered. K-CORR NF-410 is a multifunctional additive that provides extreme pressure properties in addition to yellow metal protection. It can be used with K-CORR NF-200 to achieve higher levels of non-ferrous metal protection.
Test No Additive 0.05% K-CORR NF-200 No Additive 0.05%
K-CORR NF-200
Base Oil ISO VG 32*
+ 50 ppm Sulfur** ISO VG 32
+ 50 ppm Sulfur ISO VG 32
+ 100 ppm Sulfur ISO VG 32
+ 100 ppm Sulfur
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 3 hours, 135°C
3a 4a
1a 1b
4a 4c
1b 1b
* Solvent refined paraffinic Group I oil, ** Elemental sulfur
ADVANTAGES:
�� Excellent thermal and hydrolytic stability �� Good demulsification �� Outstanding solubility in mineral oil and synthetic base stocks �� Good compatibility with other additives �� Low viscosity �� Enhanced oxidation stability
K-CORR NF-200 is used in all types of lubricants and greases where copper and copper-alloy machine parts need to be protected from corrosion. The table below shows the ability of K-CORR NF-200 to protect copper against the corrosive effects of active sulfur. The incorporation of active sulfur into an ISO VG 32 oil results in severe corrosion of the copper strips in the ASTM D 130 test. Addition of a low treat level of K-CORR NF-200 offsets the detrimental effects of the active sulfur. Additional formulations containing K-CORR NF-200 and K-CORR NF-410 can be found on pages 11,13, 33, 34, 35, 37 and 40 of this product guide.
1a 4a
ASTM D 130 Copper
Product Composition Description
K-CORR NF-200 Proprietary Heterocyclic Derivative
Premium ashless liquid yellow metal deactivator for industrial and automotive lubricants, greases, and rust preventive fluids. HX-1 registered - # 141124.
K-CORR NF-410 Sulfur & Nitrogen Chemistry
Premium ashless liquid multifunctional additive providing extreme pressure and yellow metal protecting properties by scavenging active sulfur.
Pages 31-32
K-CORR
® NF Series - Yellow
Metal D
eactivators

The K-CORR 100 Series is based on a unique amino acid derivative and is effective in a broad range of industrial lubricants and functional fluids. In addition to excellent rust protection at low additive levels, the K-CORR 100 inhibitors offer a variety of performance advantages in specific systems, including:
�� Neutral behavior in FZG testing �� Excellent thermal stability �� Good hydrolytic stability �� Good demulsibility and water separation �� Antiwear synergism with selected EP/AW additives �� Enhanced oxidation stability
HO R N
OO
OR''
OR''
O
OR'
Product Chemical Basis Acid Value (mg KOH/g) Description
K-CORR 100 Amino Acid Derivative ~100 Ashless rust inhibitor and intermediate
K-CORR 100A2 Amino Acid Derivative with Amine ~80 Ashless rust inhibitor with improved
solubility
K-CORR 1031 Amino Acid Derivative with Amine ~95 Premium ashless rust inhibitor
Improving Antiwear Performance of Extreme Pressure Agents with K-CORR 100 Series Products Antiwear agents and rust inhibitors compete for sites on the substrate and typically are antagonistic towards each other. The K-CORR 100 Series rust inhibitors are unique because they are synergistic with a variety of EP/AW agents including phosphate esters, sulfurized olefins, triphenyl phosphorothionate (TPPT), and ashless dialkyldithiocarbamates.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
Scar Diameter: Four Ball Wear (ASTM D 4172) 1 hour, 75ºC, 40 kgf, 1200 rpm
Without K-CORR 1031
With 0.25% K-CORR 1031
Paraffinic Base Oil ISO VG 32
0.75% TPPT 1.00% Phosphate Ester
1.00% Sulfurized Olefin
K-CORR® 100 Series Ashless Rust Inhibitors
K-CO
RR® A
shle
ss R
ust
& C
orro
sion
Inhi
bito
rs

K-CORR 1031 and
NA-LUBE ADTC Synergy
K-CORR 1031 Industrial Lubricant Performance K-CORR 1031 imparts outstanding steel corrosion protection and demulsibility to formulated fluids. The table below shows the typical performance of K-CORR 1031 in an oil containing a dimercapto-thiadiazole derivative.
Tests 0.35% K-CORR NF-410 0.35% K-CORR NF-410 0.06% K-CORR 1031
0.35% K-CORR NF-410 0.25% K-CORR 1031
Base Oil Paraffinic
ISO VG 32 Paraffinic
ISO VG 32 Paraffinic
ISO VG 32
Steel Corrosion (ASTM D 665, DIN 51 585) A & B Fail Pass Pass
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Separation Time (minutes)
42-38-0 10
43-37-0 15
41-39-0 15
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 24 hours, 100°C 3 hours, 135°C
1a 1a 1a
1b 1b 1b
1a 1a 1a
FZG A/8.3/90 (DIN 51 354 Part 2) Damage Load Stage 9 9 9
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 40 kgf, 1200 rpm Scar Diameter (mm) 0.75 0.76 0.61
K-CORR 1031 at 0.06% in this base oil passes the standard steel corrosion tests without detracting from other test requirements. At an increased level of 0.25% K-CORR 1031, improvement in the Four Ball Wear performance, similar to that shown on the previous page, is demonstrated. Additive Compatibility A concern exists regarding the compatibility of ashless and metal-containing (primarily zinc) lubricants and functional fluids. Formulations containing K-CORR 100 Series rust inhibitors, particularly K-CORR 1031, are tolerant of contamination with zinc dithiophosphate-based fluids. Studies showing this behavior are available.
0
0.2
0.4
0.6
0.8
0.0 0.5 1.0 1.5 2.0We ight % NA- LUBE ADTC
Without K-CORR With 0.25% K-CORR 1031
ASTM D 4172 Four Ball Wear Test At various additive treat levels in an ISO VG 32 paraffinic oil, K-CORR 1031 improves the low load antiwear performance of an additive normally chosen for high load extreme pressure effective-ness. The graph to the right shows an example of the antiwear synergism of K-CORR 1031 with the extreme pressure agent NA-LUBE ADTC (an ashless dialkyldithiocarbamate).
NC4H9
CS
S SC
SN
C4H9
C4H9
C4H9
CH 2
NA-LUBE ADTC
K-CORR
® Ashless Rust &
Corrosion Inhibitors
Pages 33-34
Ave
rage
Sca
r Dia
met
er (m
m)

K-CO
RR® G
Ser
ies
- Ru
st In
hibi
tors
for
Gre
ase
K-CORR® G Series Rust Inhibitors for Greases
The K-CORR G Series was specifically designed for greases subjected to severe conditions. K-CORR G-1086A and K-CORR G-1270 are zinc-based. K-CORR G-1107 is ashless. All are formulated to enhance EP/AW properties and to minimize adverse effects on other grease properties, including water washout, water spray-off, penetration, and dropping point.
Tests Without Additive
1% G-1086A
Without Additive
3% G-1086A
Without Additive
3% G-1086A
4% G-1086A
Base Grease Lithium 12-hydroxystearate (NLGI Number 2)
Test Water 5% Synthetic Sea Water 100% Synthetic Sea Water
Static Rust Test (ASTM D 5969)
Fail
Pass
Fail
Pass
Fail
Border-line Fail
Pass
EMCOR Rust Test (ASTM D 6138, IP 220)
3,3
0,0
4,4
0,0
4,5
1,2
0,0
3% NaCI Solution
K-CORR G-1086A is also able to meet new and aggressive industry targets for grease performance. One such target requires a grease to provide “1” maximum EMCOR ratings (almost rust-free races) after a three-week EMCOR test. K-CORR G-1086A can provide rust-free results using the three week EMCOR test and 100% synthetic sea water.
Tests 4% K-CORR G-1086A 4% K-CORR G-1086A 2% NA-LUBE EP-5210 4% NA-LUBE ADTC 0.05% K-CORR NF-200
Base Grease Lithium 12-hydroxystearate (NLGI Number 2)
Test Water
Three Week EMCOR Rust Test (ASTM D 6138, IP 220 - Modified) 0 0
100% Synthetic Sea Water
Tests Without Additive
1% G-1107
Without Additive
3% G-1107
Base Grease Lithium 12-hydroxystearate (NLGI Number 2)
Test Water 5% Synthetic Sea Water 100% Synthetic Sea Water
Static Rust Test (ASTM D 5969) Fail Pass Fail Pass
EMCOR Rust Test (ASTM D 6138, IP 220) 3,3 0,0 4,4 2,2
5% G-1107
Pass
0,0
PRODUCT Metal Content (%) Attributes
K-CORR G-1086A Zinc (9%) Antiwear synergist with first intention EP/AW additives
K-CORR G-1107 None - Ashless Metal free rust preventive with excellent antiwear properties
K-CORR G-1270 Zinc (16.8%) Especially suitable to fulfill severe rust requirements
� K-CORR G-1086A Performance
� K-CORR G-1086A Performance - Three Week EMCOR
� K-CORR G-1107 Performance

Since greases have performance requirements other than just rust protection, it is important to consider the effects of rust inhibitors on different types of additives and on other grease properties. In addition to imparting excellent rust protection, K-CORR G-1107 also imparts excellent antiwear performance.
Tests 3.0% K-CORR G-1107
1.0% NA-LUBE ADTC 3.0% Zinc Phosphate 0.05% K-CORR NF-200
1.0% NA-LUBE ADTC 3.0% Zinc Phosphate 0.05% K-CORR NF-200 3.0% K-CORR G-1107
Base Grease
EMCOR Rust Test (ASTM D 6138, IP 220) 5% Synthetic Sea Water 0,0 2,2 0,0
Four Ball Wear (ASTM D 2266) 1 hour, 75ºC, 40 kgf, 1200 rpm Scar Diameter (mm) 0.42 0.52 0.40
Four Ball Weld Load (ASTM D 2596) 10 seconds, 25ºC, 1800 rpm OK Load (kgf) Weld Load (kgf)
140 160
140 160
140 160
Lithium 12-Hydroxystearate (NLGI Number 2)
K-CORR® G Series Antiwear Performance
� K-CORR G-1107 Performance Continued
Tests Without Additive
1% G-1270
Without Additive
3% G-1270
Base Grease Lithium 12-hydroxystearate (NLGI Number 2)
Test Water 5% Synthetic Sea Water 100% Synthetic Sea Water
Static Rust Test (ASTM D 5969) Fail Pass Fail Pass
EMCOR Rust Test (ASTM D 6138, IP 220) 3,3 0,0 4,4 2,2
� K-CORR G-1270 Performance In 5% & 100% Synthetic Sea Water
K-CORR
® G Series - Rust &
Inhibitors for Grease
Pages 35-36
PRODUCT Metal Content (%) Attributes
K-CORR ZN-510 Zinc (10%) Highly effective rust inhibitor for grease.
K-CORR® ZN-510 K-CORR ZN-510 is a zinc naphthenate rust inhibitor for industrial and automotive greases. Effective at low treat levels, K-CORR ZN-510 has excellent solubility in mineral oils, synthetic oils and greases.
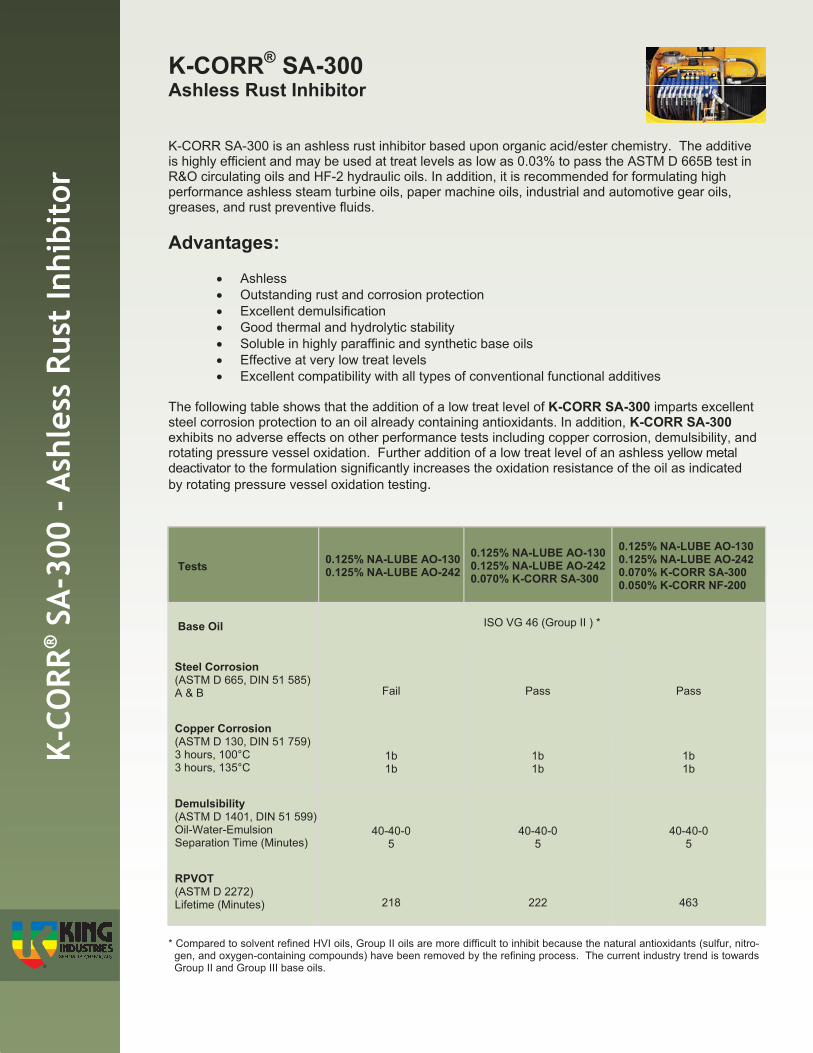
K-CORR® SA-300 Ashless Rust Inhibitor
K-CORR SA-300 is an ashless rust inhibitor based upon organic acid/ester chemistry. The additive is highly efficient and may be used at treat levels as low as 0.03% to pass the ASTM D 665B test in R&O circulating oils and HF-2 hydraulic oils. In addition, it is recommended for formulating high performance ashless steam turbine oils, paper machine oils, industrial and automotive gear oils, greases, and rust preventive fluids. Advantages:
�� Ashless �� Outstanding rust and corrosion protection �� Excellent demulsification �� Good thermal and hydrolytic stability �� Soluble in highly paraffinic and synthetic base oils �� Effective at very low treat levels �� Excellent compatibility with all types of conventional functional additives
The following table shows that the addition of a low treat level of K-CORR SA-300 imparts excellent steel corrosion protection to an oil already containing antioxidants. In addition, K-CORR SA-300 exhibits no adverse effects on other performance tests including copper corrosion, demulsibility, and rotating pressure vessel oxidation. Further addition of a low treat level of an ashless yellow metal deactivator to the formulation significantly increases the oxidation resistance of the oil as indicated by rotating pressure vessel oxidation testing.
Tests 0.125% NA-LUBE AO-130
0.125% NA-LUBE AO-242 0.125% NA-LUBE AO-130 0.125% NA-LUBE AO-242 0.070% K-CORR SA-300
0.125% NA-LUBE AO-130 0.125% NA-LUBE AO-242 0.070% K-CORR SA-300 0.050% K-CORR NF-200
Base Oil ISO VG 46 (Group II ) *
Steel Corrosion (ASTM D 665, DIN 51 585) A & B Fail Pass Pass
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 3 hours, 135°C
1b 1b
1b 1b
1b 1b
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Separation Time (Minutes)
40-40-0 5
40-40-0 5
40-40-0 5
RPVOT (ASTM D 2272) Lifetime (Minutes) 218 222 463
* Compared to solvent refined HVI oils, Group II oils are more difficult to inhibit because the natural antioxidants (sulfur, nitro-gen, and oxygen-containing compounds) have been removed by the refining process. The current industry trend is towards Group II and Group III base oils.
K-CO
RR® S
A-3
00 -
Ash
less
Rus
t In
hibi
tor

King Industries NSF HX-1 Registered Products
King Industries now offers a number of high performance additives and base oils/base oil modifiers that are NSF HX-1 registered for use in lubricants with incidental food contact. Complying with FDA CFR 178.3570, these specialty products include: �� NA-LUBE® KR-006FG, KR-015FG, and KR-029FG are unique alkylated aromatic base oils with
good solubility and exceptional hydrolytic and thermo-oxidative stability. �� NA-LUBE® AW-6400FG is a high performance, multi-functional additive that offers
anticorrosion, antiwear and extreme pressure properties. �� NA-LUBE® AO-142 is a liquid, easy to handle, diphenylamine antioxidant. �� K-CORR® NF-200 is an ashless, yellow metal deactivator/corrosion inhibitor. �� NA-SUL® CA-770FG is a premium rust inhibitor that provides excellent demulsibility and
filterability and is compatible with a wide range of additives and base stocks.
PRODUCT Chemical Composition
Viscosity @ 40°C ASTM D445 DIN 51 550
Density @ 25°C ASTM D 4052 Misc.
Maximum Allowable
Treat Level
NSF HX-1 Registration #
SYNTHETIC BASE OILS & BASE OIL MODIFIERS
NA-LUBE KR-006FG
Proprietary Alkylated Aromatic
36 mm2/s (cSt) 0.90 g/ml 7.5 lbs./gal.
Pour Point ASTM D 97
-33ºC 100%* 143717
NA-LUBE KR-015FG
Proprietary Alkylated Aromatic
124 mm2/s (cSt) 0.884 g/ml 7.40 lbs./gal.
Pour Point ASTM D 97
-47 °C 100%* 140436
NA-LUBE KR-029FG
Proprietary Alkylated Aromatic
174 mm2/s (cSt) 0.875 g/ml 7.29 lbs./gal.
Pour Point ASTM D 97
-26°C 100%* 141220
HIGH PERFORMANCE ADDITIVES
Liquid Multi-functional Additive (Anticorrosion, Antiwear & Extreme Pressure)
NA-LUBE AW-6400FG
Amine Salts of Aliphatic Phos-phoric Acid Esters
1400 mm2/s (cSt) 0.97 g/ml 8.06 lbs./gal.
Content: Nitrogen
2.4% Phosphorus
8.3%
0.5% by weight 141635
Liquid Diphenylamine Antioxidant
NA-LUBE AO-142
Butylated, Octylated Diphenylamine
280 mm2/s (cSt) 0.98 g/ml 8.20 lbs./gal.
Content: Nitrogen
4.5%
0.5% by weight 140584
Liquid Yellow Metal Deactivator/Corrosion Inhibitor
K-CORR NF-200
Proprietary Heterocyclic Derivative
78 mm2/s (cSt) 0.95 g/ml 7.90 lbs./gal.
Flash Point, COC
ASTM D 92 DIN 51376
170°C
0.1% by weight 141124
* Not to exceed minimum amount required to achieve desired technical effect
Liquid Rust Preventive/Demulsifier
NA-SUL CA-770FG
Neutral Calcium Sulfonate in PAO 214 mm2/s (cSt) 0.91 g/ml
7.6 lbs./gal. 165ºC 10% by weight 143718
NSF H
X-1 Registered Products
Pages 37-38

Performance
King HX-1 Registered Products
These unique synthetic base oils are used to formulate high performance lubricants and greases. They offer outstanding solubility and excellent hydrolytic and thermo-oxidative stability. The three charts below demonstrate NA-LUBE KR-015FG’s superior thermo-oxidative stability over other commonly used NSF HX-1 oils when tested in RPVOT, PDSC and Cincinnati Milacron Thermal Oxidative Stability Tests at equivalent viscosities. Though not shown below, NA-LUBE KR-006FG and KR-029FG offer similar performance and advantages over the other NSF HX-1 oils tested.
��Synthetic Base Oils - NA-LUBE® KR-006FG, KR-015FG & KR-029FG
RPVOT - ASTM D 2272 Rotating Pressurized Vessel Oxidation Test
BASE FLUID PAO* White Oil KR-015FG
Induction Time (Minutes) Neat
55
31
92
Induction Time (Minutes) with 0.2% NA-LUBE AO-142 266 141 443
PAG
15
40
BASE FLUID PAO PAG White Oil KR-015FG
Induction Time (Minutes) @ 200�C 3.6 2.1 3.7 20.0
Heat Flow (W/g) Peak 62 390 155 1.5
PDSC - ASTM D 3895 Pressure Differential Scanning Calorimetry
NSF
HX-
1 Re
gist
ered
Pro
duct
s
MODIFIED CINCINNATI MILACRON TEST Cincinnati Milacron Thermal Stability Test Modified to higher temperatures (200°C, 225°C)
Conditions Neat Fluid @ 200°C
BASE FLUID Total Sludge (mg/100ml)
% Viscosity Increase
Total Sludge (mg/100ml)
% Viscosity Increase
NA-LUBE KR-015FG 2.85 8.36 19.98 20.32
PAO (PAO viscosity of 124 cSt @ 40°C)
2.15 100.67 13.65 332.75
Neat Fluid @ 225°C
��Thermo-Oxidative Stability Comparison (NA-LUBE KR-015FG to Other NSF HX-1 Oils)
The oils tested below were chosen for having equal viscosities to NA-LUBE KR-015FG and are as follows.
Base Oil PAO PAG White Oil KR-015FG
Viscosity @ 40°C 124 cSt 120 cSt 124 cSt 122 cSt

Performance King HX-1 Registered Products
� NA-LUBE AW-6400FG Performance
Tests 0.50% AW-6400FG
0.50% AW-6400FG
0.50% AW-6400FG
0.50% AW-6400FG
HX-1 Approved Base Oil PAO 10 White Oil NA-LUBE KR-029FG Ester
Viscosity @ 40°C 96 cSt 110 cSt 177 cSt 220 cSt
Steel Corrosion (ASTM D 665, DIN 51 585) A & B Pass Pass Pass Pass
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Separation Time (Minutes)
41-39-0
10
43-37-0
15
39-41-0
34
14-12-64
30
Copper Corrosion (ASTM D 130, DIN 51 759) 3 hours, 100°C 24 hours, 100°C
1a 1b
1a 1b
1a 1b
1a 1b
Four Ball Wear (ASTM D 4172) 1 hour, 75°C, 1200 rpm, 30 kgf, Scar Diameter (mm) 1 hour, 75°C, 1200 rpm, 40 kgf, Scar Diameter (mm)
0.38 0.48
0.37 0.51
0.38 0.40
0.40 0.41
Four Ball Weld (ASTM D 2783) 10 seconds, 25°C, 1800 rpm OK Load (kgf) Weld Load (kgf)
160 180
140 160
140 160
140 160
��Ashless Additives - NA-LUBE® AO-142 & K-CORR NF-200 K-CORR NF-200 is a HX-1 food grade approved yellow metal deactivator that protects copper and copper alloys against corrosion initiated by active sulfur. K-CORR NF-200 also enhances the oxidation stability of food grade lubricants and greases when used in combination with HX-1 food grade approved NA-LUBE® AO-142 and an ashless dithiocarbamate. K-CORR NF-200 is recommended for formulating high performance food grade circulating and steam turbine oils, hydraulic oils, vacuum oils, and industrial gear oils, as well as greases.
FORMULATION
Tests 0.20%
NA-LUBE AO-142
0.20% NA-LUBE AO-142 0.50% Ashless Dithiocar-
bamate
0.20% NA-LUBE AO-142 0.50% Ashless Dithiocarbamate
0.05% K-CORR NF-200
Base Oil ISO VG 110 - White Oil
Copper Corrosion (ASTM D 130, DIN 51 579) 3 hours, 100° C 24 hours, 100° C
1a 2a
1b 3b
1a 1b
Demulsibility (ASTM D 1401, DIN 51 599) Oil-Water-Emulsion Time (Minutes)
40-40-0 15
40-36-4 30
40-40-0 15
RPVOT (ASTM D 2272) Lifetime (Minutes)
141
2670
3735
NSF H
X-1 Registered Products
Pages 39-40
NA-LUBE AW-6400FG is an ashless, HX-1 approved, multi-functional additive that offers anticorro-sion, antiwear and EP properties. As shown, NA-LUBE AW-6400FG is effective in a variety of H-1 approved base oils.

PRODUCT DESCRIPTION TECHNICAL REPORTS
NA-LUBE BL-1208
Ashless AW R&O package for industrial oils with outstanding antioxidant performance in RPVOT (ASTM D 2272) and TOST (ASTM D 943) at less than 1.0% treat level. Test results are available in Group I, II, III, IV (PAO) and canola oils.
BL-1208 1. In Ashless Industrial
R&O Oils 2. In Canola Oil 3. In Group III Oils (Modified with NA-LUBE® KR)
NA-LUBE
BL-1232 EL (Eco-Label)
Environmentally friendly multifunctional ashless hydraulic oil package specifically designed for ester based functional fluids. The focus of NA-LUBE BL-1232 EL is DIN ISO 15360:2004-05. Typical use is 1.8%. The incorporation of BL-1232 EL into the formulation does not require any addi-tional regulatory labeling and holds the distinction as the first additive package in compliance with the European Ecolabel criteria for lubricants.
BL-1232 EL 1. In Saturated Esters 2. Extended Seal
Compatibility 3. Saturated vs.
Unsaturated Esters Please request our NA-LUBE BL-1232 EL flyer for details of its use.
NA-LUBE AW-6310
Multifunctional package for AW and rust protec-tion. Adding 0.1% AW-6310 to 0.7% BL-1208 will improve FZG performance from ~9 to >12 damage load stages. The addition of 0.3% AW-6310 to 0.7% BL-1208 will produce a mild EP industrial gear oil in the appropriate base fluid.
NA-LUBE AW-6310 Multifunctional Ashless Lubricant Additive See page 11 for performance details
Many of the NA-SUL®, NA-LUBE® and K-CORR® additives are multifunctional. Ongoing additive technical service and the continued study of interactions, both positive and negative, lead to the development of packages that incorporates the desirable features into one blend. The packages below are the results of projects targeted at specialty requirements and are generally available in lieu of additive component formulating.
Additive Packages for Industrial Oils and Greases
Add
itiv
e Pa
ckag
es -
Ble
nds
TYPICAL PROPERTIES NA-LUBE BL-1208
Appearance Clear amber, moderately viscous liquid
Sulfur Content 7.0%
Nitrogen Content 3.5%
Phosphorus Content 0.2%
Viscosity @ 40°C ASTM D 445, DIN 51 550
132 mm2/s (cSt)
Viscosity @ 100° C ASTM D 445, DIN 51 550
9 mm2/s (cSt)
Density @ 25°C ASTM D 4052
0.976 g/ml
Weight per Gallon @ 25°C 8.1 lbs.
Flash Point, COC ASTM D 92, DIN 51376
140°C
NOTE: The above data are not specifications.
NA-LUBE BL-1232 EL
Clear amber, Slightly viscous liquid
8.2%
2.7%
0.9%
180 mm2//s (cSt)
11 mm2//s (cSt)
0.990 g/ml
8.2 lbs.
170°C
Typical Properties - NA-LUBE BL Series

Additive Packages - Blends
The table on this page and the following page demonstrate the performance of NA-LUBE BL-1208 at 0.7 % in typical Group I, II, III and IV base oils. Most of the test results are similar across the four oils except oxidation stability, which increases with the degree of refinement of the base oils.
Base Oil Tests
ISO VG 46 ISO VG 46 ISO VG 46 PAO 6 cSt Most Severe Specification Group I Group II Group III
Treat Level of NA-LUBE BL-1208, % 0.70 0.70 0.70 0.70
Steel Corrosion (ASTM D 665) Siemens TLV
Procedure B Pass Pass Pass Pass Pass
Copper Corrosion (ASTM D 130) GEK ISO/DP
3 hours, 100°C 1b 1b 1b 1b 1b max.
24 hours, 100°C 3a 3a 2a 3a
Demulsibility (ASTM D 1401) @ 54ºC Siemens TLV
Oil-Water-Emulsion, ml 42-38-0 41-39-0 41-39-0 41-39-0 40-40-0 min.
Time, minutes 20 15 25 15 20 max.
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2)* Damage Load Stage n/d 9 n/d n/d
Alstom HTGD 9 min.
Four Ball Wear (ASTM D 4172) 40 kgf, Ambient, 1 hour, 1,200 rpm Scar Diameter (mm) 0.50 0.40 0.50 0.50
Hydrolytic Stability (ASTM D 2619) Industry Desired
Copper Loss (mg/cm2) 0.00 0.00 0.01 0.02 0.2 max. (HF-0)
TAN of Water Layer (mg KOH) 3.81 3.53 3.09 3.93 4 max. (HF-0)
Copper Appearance (ASTM D 130) 2a 2b 2e 3a 3 max.
Filtration, Wet
AFNOR E 68691, FI 1.14 1.35 1.10 1.03
DIN ISO 13357-1, FI 86.7 90.5 85.4 82.6
Air Release (ASTM D 3427) Brown Boven DIN BS 489
Minutes 4 4 4 4 5 max.
Group IV
CM Thermal Stability (ASTM D 2070) Cincinnati Lamb
Viscosity Change (%) 4.66 3.53 2.59 -2.11 5 max.
Acid Number Change (mg KOH/g) 0.11 0.03 0.07 0.01 50 max.
Condition of Steel/Copper Rod: Color 1.5/5 1.5/4 1.5/3 1.5/4
Steel Rod Deposit / Metal Loss (mg) 0.9/0.0 1.0/0.1 0.7/0.5 0.4/0.0
Copper Rod Deposit / Metal Loss (mg) 2.4/0.9 0.6/0.0 0.6/0.1 0.7/0.0
Total Sludge (mg/100 ml) 32.25 22.30 23.55 28.5 25 max.
Whatman Precipitate (mg/100 ml) 19.05 6.80 3.56 4.15
Millipore Precipitate (mg/100 ml) 12.00 15.20 19.60 24.00
RPVOT (ASTM D 2272) DIN 51515-2
Lifetime, minutes 598 1536 1740 2207 800 min. Pages 41-42
� NA-LUBE BL-1208 Performance - Group I, II, III & IV Oils
Continued Next Page
* The FZG Gear Test performance was determined for the Group II oil. Experience suggests that the result will be similar for the other three oils of the same viscosity. If increasing performance in the FZG Test is desired, addition of 0.1% of NA-LUBE® AW-6310 is expected to increase the damage load stage to >12.

Add
itiv
e Pa
ckag
es -
Ble
nds
� NA-LUBE BL-1208 Performance - Group I, II, III & IV Oils Continued
RPVOT Modified (GEK-32568 A) GEK
Lifetime, minutes 587 1551 1704 2146
Decrease compared to unmodified test, % -1.8 -2.2 -2.1 -2.8 -20 max.
Turbine Oil Sludge (ASTM D 4310) Brown Bowen
1000-hour sludge (g) 0.12 0.03 0.02 0.02 0.1 max.
Cu in Oil / Water layers (ppm, X-ray) 0/0 0/0 0/0 0/0
TOST (ASTM D 943) 95ºC, O2, Fe and Cu Catalysts
DIN 51515-2
Hours to TAN 2 (mg KOH/g) 3600 >10000 >12000 >12000 300 min.
Oxidation Stability (IP-280)
Volatile Acid (mg KOH/g) 0.07 0.06 0.05 0.05
Soluble Acid (mg KOH/g) 0.20 0.17 0.13 0.11
Sludge (%) 0.098 0.044 0.050 0.037
Total Oxidation Products (%) 0.19 0.118 0.11 0.09
Base Oil Tests
ISO VG 46 Group I
ISO VG 46 Group II
ISO VG 46
Group III PAO 6 cSt Group IV
Most Severe Specification
Formulating Industrial Gear Oils With NA-LUBE BL-1208 The performance data that follow demonstrate how 0.3% NA-LUBE BL-1208 used with 1.1% of King’s KX1236, an ashless EP/AW booster, can be used to meet the requirements of the AGMA 9005-E02 Industrial Gear Oil Specification in both conventional and synthetic base stocks. (Note that the new AGMA specification requires a FZG result >12 load stages but does not include Timken, Four Ball Wear and Four Ball Weld performance, as previously required in the US Steel No. 224 specification that is shown for reference.) The data also show that 0.3% NA-LUBE AW-6310 can be added to an R&O oil containing 0.7% NA-LUBE BL-1208 to meet the AGMA 9005-E02 Industrial Gear Oil Specification, however, this blend does not show as good EP performance as the NA-LUBE BL-1208/KX1236 blend, as noted using the Four Ball Weld test.
ADDITIVES 0.30% BL-1208 1.10% KX1236
0.30% BL-1208 1.10% KX1236
0.70% BL-1208 0.30% AW-6310
AGMA 9005-E02 Industrial Gear Oil EP
Specification
ISO VG 220 TESTS Mineral Oil
80% PAO 40 cSt 10% PAO 8 cSt
10% DIDA* Mineral Oil Mineral Oil
Four Ball Wear (ASTM D 4172) 40 kgf, 1200 rpm, 75ºC, 1 hour (mm) 40 kgf, 1800 rpm, 75ºC, 1 hour (mm) 30 kgf, 1800 rpm, 75ºC, 1 hour (mm) 20 kgf, 1800 rpm, 75ºC, 1 hour (mm)
0.58 0.57 0.49 0.44
0.53 0.51 0.43 0.29
0.42 -- -- --
US Steel No. 224
0.35 max
Four Ball Weld (ASTM D 2783) 10 seconds, 1800 rpm, 25ºC OK Load (kgf) Weld Load (kgf)
240 260
280 300
160 180
US Steel No. 224
250 kgf min
� NA-LUBE BL-1208 Performance In Industrial Gear Oils
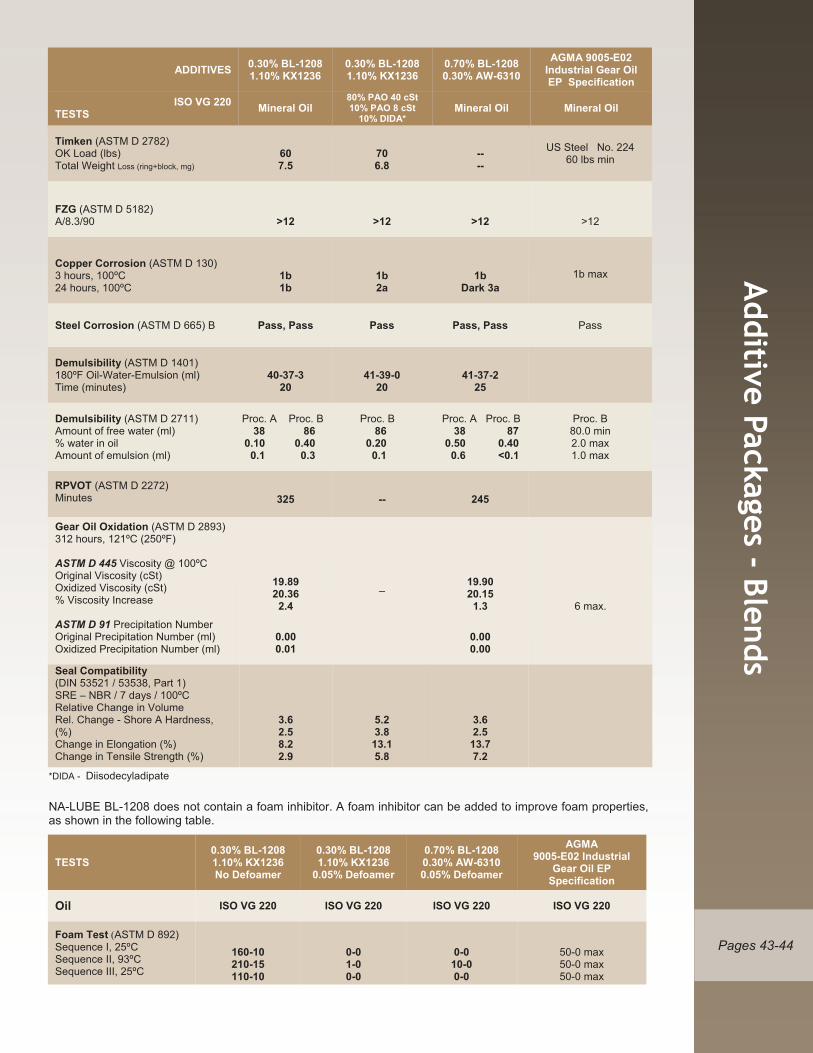
Additive Packages - Blends
Pages 43-44
ADDITIVES 0.30% BL-1208 1.10% KX1236
0.30% BL-1208 1.10% KX1236
0.70% BL-1208 0.30% AW-6310
AGMA 9005-E02 Industrial Gear Oil EP Specification
ISO VG 220 TESTS Mineral Oil
80% PAO 40 cSt 10% PAO 8 cSt
10% DIDA* Mineral Oil Mineral Oil
Timken (ASTM D 2782) OK Load (lbs) Total Weight Loss (ring+block, mg)
60 7.5
70 6.8
-- --
US Steel No. 224 60 lbs min
FZG (ASTM D 5182) A/8.3/90 >12
>12 >12 >12
Copper Corrosion (ASTM D 130) 3 hours, 100ºC 24 hours, 100ºC
1b 1b
1b 2a
1b Dark 3a
1b max
Steel Corrosion (ASTM D 665) B Pass, Pass Pass Pass, Pass Pass
Demulsibility (ASTM D 1401) 180ºF Oil-Water-Emulsion (ml) Time (minutes)
40-37-3 20
41-39-0 20
41-37-2 25
Demulsibility (ASTM D 2711) Amount of free water (ml) % water in oil Amount of emulsion (ml)
Proc. A Proc. B 38 86 0.10 0.40 0.1 0.3
Proc. B 86 0.20 0.1
Proc. A Proc. B 38 87 0.50 0.40 0.6 <0.1
Proc. B 80.0 min 2.0 max 1.0 max
RPVOT (ASTM D 2272) Minutes
325
--
245
Gear Oil Oxidation (ASTM D 2893) 312 hours, 121ºC (250ºF) ASTM D 445 Viscosity @ 100ºC Original Viscosity (cSt) Oxidized Viscosity (cSt) % Viscosity Increase ASTM D 91 Precipitation Number Original Precipitation Number (ml) Oxidized Precipitation Number (ml)
19.89 20.36
2.4
0.00 0.01
_ 19.90 20.15
1.3
0.00 0.00
6 max.
Seal Compatibility (DIN 53521 / 53538, Part 1) SRE – NBR / 7 days / 100ºC Relative Change in Volume Rel. Change - Shore A Hardness, (%) Change in Elongation (%) Change in Tensile Strength (%)
3.6 2.5 8.2 2.9
5.2 3.8
13.1 5.8
3.6 2.5
13.7 7.2
*DIDA - Diisodecyladipate
NA-LUBE BL-1208 does not contain a foam inhibitor. A foam inhibitor can be added to improve foam properties, as shown in the following table.
TESTS 0.30% BL-1208 1.10% KX1236
0.05% Defoamer
0.70% BL-1208 0.30% AW-6310 0.05% Defoamer
AGMA 9005-E02 Industrial
Gear Oil EP Specification
Oil ISO VG 220 ISO VG 220 ISO VG 220
Foam Test (ASTM D 892) Sequence I, 25ºC Sequence II, 93ºC Sequence III, 25ºC
0-0 1-0 0-0
0-0 10-0 0-0
50-0 max 50-0 max 50-0 max
0.30% BL-1208 1.10% KX1236 No Defoamer
ISO VG 220
160-10 210-15 110-10

Add
itiv
e Pa
ckag
es -
Ble
nds
NA-LUBE® BL-1208 Performance In Canola Oil NA-LUBE BL-1208 can be used to formulate general purpose turbine and circulating oils where an environmentally friendly fluid based on triglycerides (HETG) is desired. A treat level of 2.2% NA-LUBE BL-1208 can impart excellent Rust Protection, RPVOT Oxidation Stability, and improved Four Ball Wear performance to canola oil while imparting no or minimal effects to other performance tests.
Tests
Canola Oil Alone
With 2.2% NA-LUBE BL-1208
VDMA 24558 HETG Requirements
Treat Level, % -- 2.2
Base Fluid Agri-Pure® 60 Canola Oil
Steel Corrosion (ASTM D 665)
Procedure B Fail Pass
RPVOT (ASTM D 2272)
Lifetime, minutes 14 102
Copper Corrosion (ASTM D 130)
3 hours, 100°C 1b 1b 2 max.
24 hours, 100°C 1b 1b
Demulsibility (ASTM D 1401) @ 54ºC Not required but good results
are
Oil-Water-Emulsion, ml 41-37-2 40-40-0
Time, minutes 10 30
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2) Damage Load Stage -- >12
Four Ball Wear (ASTM D 4172), 1200 rpm
40 kgf, 75°C, 1hour, Scar Diameter (mm) 0.78 0.52
30 kgf, 75°C, 1hour, Scar Diameter (mm) 0.70 0.44
Hydrolytic Stability (ASTM D 2619)
Copper Loss (mg/cm2) 0.055 0.014
TAN of Water Layer (mg KOH) 3.1 4.9
Copper Appearance (ASTM D 130) 1b 1b
Foam Test (ASTM D 892)
Sequence I, 25ºC 0-0 10-0 150-0 max.
Sequence II, 93ºC 0-0 0-0 75-0 max.
Sequence III, 25ºC 0-0 10-0 150-0 max.
Not required but good result is
100 min.
40-40-0 min.
30 max.
� NA-LUBE BL-1208 Performance - Canola Oil

Additive Packages - Blends
Pages 45-46
NA-LUBE® BL-1208 Performance In Soybean Oil Testing was also conducted using a soybean oil. At a treat level of 1.8%, NA-LUBE BL-1208 again imparts excellent Rust Protection, RPVOT Oxidation Stability, and improved Four Ball Wear performance while imparting no or minimal effects to other performance tests.
Tests
Soybean Oil Alone
With 1.8% NA-LUBE BL-1208
VDMA 24558 HETG Requirements
Treat Level, % -- 1.8
Base Fluid Agri-Pure® 82 Soybean Oil
Steel Corrosion (ASTM D 665)
Procedure B Fail Pass
RPVOT (ASTM D 2272) Not required but good result is
Lifetime, minutes 17 268 100 min.
Copper Corrosion (ASTM D 130)
3 hours, 100°C 1a 1a 2 max.
24 hours, 100°C 1a 1b
Demulsibility (ASTM D 1401) @ 54ºC Not required but good results
are
Oil-Water-Emulsion, ml 40-38-2 40-40-0
Time, minutes 10 25
Four Ball Wear (ASTM D 4172), 1200 rpm
30 kgf, 75°C, 1 hour, Scar Diameter (mm) 0.58 0.44
CM Thermal Stability (ASTM D 2070)
Viscosity Change (%) 8.5 5.5
Acid Number Change (mg KOH/g) 0.35 0.54
Condition of Steel Rod: Color 1 1
Steel Rod Deposit/Metal Loss (mg) 0.9/0.9 1.0/0.8
Condition of Copper Rod: Color 2 4
Copper Rod Deposit/Metal Loss (mg) 0.6/0.4 1.3/1.6
Total Sludge (mg/100ml) 6.5 7.6
Whatman Precipitate (mg/100 ml) 0.8 1.7
Millipore Precipitate (mg/100 ml) 5.2 4.8
Foam Test (ASTM D 892)
Sequence I, 25ºC 10ml-Trace Trace-0 150-0 max.
Sequence II, 93ºC 0-0 Trace-0 75-0 max.
Sequence III, 25ºC Trace-0 Trace-0 150-0 max.
40 kgf, 75°C, 1 hour, Scar Diameter (mm) 0.62 0.50
40-40-0 min.
30 max.
� NA-LUBE BL-1208 Performance - Soybean Oil
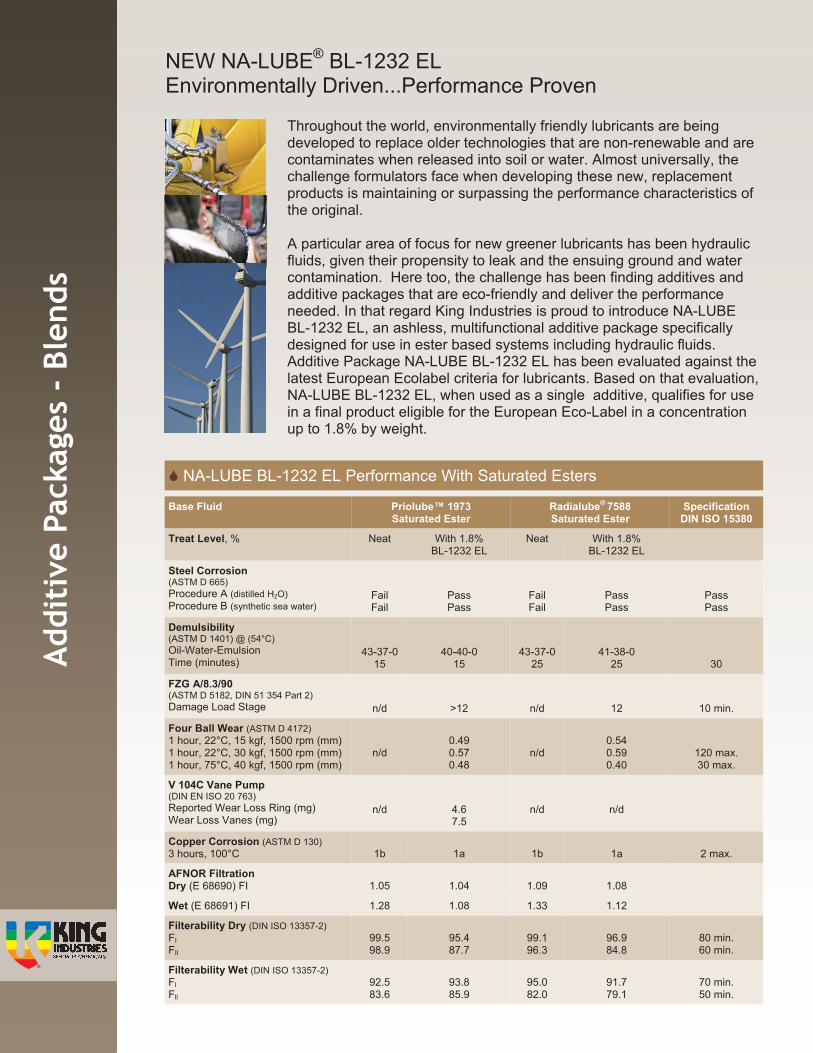
Add
itiv
e Pa
ckag
es -
Ble
nds
Throughout the world, environmentally friendly lubricants are being developed to replace older technologies that are non-renewable and are contaminates when released into soil or water. Almost universally, the challenge formulators face when developing these new, replacement products is maintaining or surpassing the performance characteristics of the original. A particular area of focus for new greener lubricants has been hydraulic fluids, given their propensity to leak and the ensuing ground and water contamination. Here too, the challenge has been finding additives and additive packages that are eco-friendly and deliver the performance needed. In that regard King Industries is proud to introduce NA-LUBE BL-1232 EL, an ashless, multifunctional additive package specifically designed for use in ester based systems including hydraulic fluids. Additive Package NA-LUBE BL-1232 EL has been evaluated against the latest European Ecolabel criteria for lubricants. Based on that evaluation, NA-LUBE BL-1232 EL, when used as a single additive, qualifies for use in a final product eligible for the European Eco-Label in a concentration up to 1.8% by weight.
Base Fluid Priolube™ 1973 Saturated Ester
Radialube® 7588 Saturated Ester
Specification DIN ISO 15380
Treat Level, % Neat With 1.8% BL-1232 EL
Neat With 1.8% BL-1232 EL
Steel Corrosion (ASTM D 665) Procedure A (distilled H2O) Procedure B (synthetic sea water)
Fail Fail
Pass Pass
Fail Fail
Pass Pass
Pass Pass
Demulsibility (ASTM D 1401) @ (54°C) Oil-Water-Emulsion Time (minutes)
43-37-0 15
40-40-0 15
43-37-0 25
41-38-0 25
30
FZG A/8.3/90 (ASTM D 5182, DIN 51 354 Part 2) Damage Load Stage
n/d
>12
n/d
12
10 min.
Four Ball Wear (ASTM D 4172) 1 hour, 22°C, 15 kgf, 1500 rpm (mm) 1 hour, 22°C, 30 kgf, 1500 rpm (mm) 1 hour, 75°C, 40 kgf, 1500 rpm (mm)
n/d
0.49 0.57 0.48
n/d
0.54 0.59 0.40
120 max. 30 max.
V 104C Vane Pump (DIN EN ISO 20 763) Reported Wear Loss Ring (mg) Wear Loss Vanes (mg)
n/d
4.6 7.5
n/d
n/d
Copper Corrosion (ASTM D 130) 3 hours, 100°C
1b
1a
1b
1a
2 max.
AFNOR Filtration Dry (E 68690) FI
1.05
1.04
1.09
1.08
Wet (E 68691) FI 1.28 1.08 1.33 1.12
Filterability Dry (DIN ISO 13357-2) FI FII
99.5 98.9
95.4 87.7
99.1 96.3
96.9 84.8
80 min. 60 min.
Filterability Wet (DIN ISO 13357-2) Fl Fll
92.5 83.6
93.8 85.9
95.0 82.0
91.7 79.1
70 min. 50 min.
� NA-LUBE BL-1232 EL Performance With Saturated Esters
NEW NA-LUBE® BL-1232 EL Environmentally Driven...Performance Proven

Additive Packages - Blends
Pages 47-48
Hydrolytic Stability (ASTM D 2619) Copper Loss (mg/cm2) TAN of Water Layer (mg/KOH) Copper Appearance (ASTM D 130)
0.05 1.2 1b
0.01 2.9 3a
0.05 1.5 1b
-0.03 2.9 2c
RPVOT (ASTM D 2272) 150°C, H2O, O2, Cu Catalyst Lifetime (minutes)
<50
750
<50
650
Dry TOST (ASTM D 943 Modified) 95°C, O2, Fe and Cu Catalyst Starting Acid # Time (hours) to TAN 2 mg KOH/g
<0.1 100
0.25 5,880
<0.1 100
0.25 2,016
TAN<2.0 1000 hours
Baader Test (DIN 51554-3, 72 hours, 110°C) Change in Viscosity @ 40°C, mm2/s Acid Number Change, mg KOH Sludge or Precipitate
n/d
1.92 0.35
0.018
n/d
n/d
20
Base Fluid Priolube™ 1973 Saturated Ester
Radialube® 7588 Saturated Ester
Specification DIN ISO 15380
Treat Level, % Neat With 1.8% BL-1232 EL
Neat With 1.8% BL-1232 EL
Air Release Properties (DIN 51381) 50°C (minutes)
4
4
4
4
10 max.
Foam Test* (ASTM D 892) Sequence I, 25°C Sequence II, 93°C Sequence III, 25°C * NA-LUBE BL-1232 EL does not contain a foam inhibitor
20-0 0-0
20-0
140-0 10-0 20-0
365-0 30-0
300-0
110-0 20-0
290-0
150-0 75-0
150-0
Seal Compatibility (DIN 53521 / 53538, Part 1) SRE-NBR / 7 days / 100°C Relative Volume Change, % Relative Change Shore A Hardness Change in Elongation at Break,% Chg. In Tensile Strength at Break, %
8.2 -4
-60.6 60.7
9.3 -6
-18.8 -24.0
26.0 -15
-25.0 -16.4
28.0 -14
-32.7 26.8
-3 to 10 +/- 10
30 max. 30 max.
Labeling Information for Europe NA-LUBE BL-1232EL when used as a single additive (up to 1.8% total formula weight), qualifies for use in a final product eligible for the European Eco-Label. When NA-LUBE BL-1232EL is used in combination with other additives, then the maximum treat level needs to be redefined to meet Eco-Label requirements. Eco-Label: Formulators of final products will need to provide additional information (e.g. performance test results, toxicity and biodegradability data on base oils and any other additives, components) in order to use the European Eco-Label on the final product. Regulatory Labeling: The incorporation of this additive into a formulation does not require any additional regulatory labeling. For more information about the EU Ecolabel, visit www.Ecolabel.eu

King Industries, Inc., a pioneer in the development of synthetic sulfonates, maintains state of the art manufacturing facilities for a broad range of specialty chemical products. King is ISO 9001, ISO 14001 and ISO 18001 certified and controls all aspects of production, from raw materials to custom finished products. Incorporating integrated manufacturing capabilities, from alkylation to sulfonation, neutralization to purification, we (King) have unique technologies and processes to work with you on your additive requirements.
Technical Service Capabilities To develop today’s high performance industrial lubricants, greases, and rust preventives, extensive testing and practical experience are required. We maintain a broad range of ASTM, DIN and IP test-ing capabilities and equipment coupled with committed, experienced personnel to assist you in your formulating endeavors. Our performance testing capabilities in our Technical Service Laboratories include:
�� Rust Protection �� Yellow Metal Corrosion Protection �� Wear/Weld Performance �� Oxidative Stability �� Thermal Stability
�� Hydrolytic Stability �� Demulsibility �� Filterability �� Coefficient of Friction - (SRV)
Tech
nica
l Ser
vice
& C
onta
ct In
fo
Over Seven Decades of Manufacturing Experience Coupled with a Commitment to Superior Technical Service
The technical service that we offer to existing and potential customers are an important part of our business. As an experienced lubricant additive supplier, our goal is to help customers fulfill their needs by designing specific technical solutions targeted towards their applications. By using this approach, we can help position our customers’ products in the current and future marketplaces.

King Global Network King Industries is headquartered in Norwalk, CT, USA and maintains technical sales offices in Waddinxveen, The Netherlands and Zhongshan, China. A network of technical sales representa-tives and distributors serve King customers in virtually every industrialized country of the world. In addition to lubricant additives, King manufacturers and markets specialty products for the paint and coatings industry, electronics industry, rubber industry, inks, sealants and adhesives. For additional information on King products or our global network of technical sales representatives, please contact our primary offices as shown below.
WORLD HEADQUARTERS
King Industries, Inc. 1 Science Rd. Norwalk, CT 06852 Phone: 203-866-5551 Fax: 203-866-1268 Email: [email protected]
King Industries, International Noordkade 64 2741 EZ Waddinxveen The Netherlands Phone: 31 182 631360 Fax: 31 182 621002 Email: [email protected]
Synlico Tech (Zhongshan) Co., Ltd. 106 Chuangye Building, Kang Le Ave. Torch Development Zone, Zhongshan, China Phone: 86 760 88229866 Fax: 86 760 88229896 Email: [email protected]
ASIA-PACIFIC OFFICE EUROPEAN OFFICE
Visit us at: www.kingindustries.com
Pages 49-50
Technical Service & Contact Info
Warranty of Information
NA-SUL®, NA-LUBE®, and K-CORR® are registered trademarks of King Industries, Inc.
The results shown in this brochure reflect data generated by King Industries’ Technical Service Laboratories. Actual results may vary depending on the additive package, base oil, thickener system, and test equipment design.
The conditions of your use and application of our products, technical assistance and information (whether verbal, written or by way of product evaluations), including any suggested formulations and recommendations, are beyond our control. Therefore, it is imperative that you test our products, technical assistance and information to determine to your own satisfaction whether they are suitable for your intended uses and applications. Such testing has not necessarily been done by King Industries, Inc. (“King”). The facts, recommendations and suggestions herein stated are believed to be reliable; however, no guaranty or warranty of their accuracy is made. EXCEPT AS STATED, THERE ARE NO WARRANTIES, EXPRESS OR IMPLIED, OF MERCHANTABILITY, FITNESS OR OTHERWISE. KING SHALL NOT BE HELD LIABLE FOR SPECIAL, INCIDENTAL, CONSEQUENTIAL OR EXEMPLARY DAMAGES. Any statement inconsistent herewith is not authorized and shall not bind King. Nothing herein shall be construed as a recommendation to use any product(s) in conflict with patents covering any material or its use. No license is implied or granted under the claims of any patent. Sales or use of all products are pursuant to Standard Terms and Conditions stated in King sales documents.
Additional Information Detailed product data sheets for each product and performance reports are available by contacting the King offices as shown above or emailing; [email protected].

King Industries, Inc. 1 Science Rd. Norwalk, CT 06852 Phone: 203-866-5551 Fax: 203-866-1268 Email: [email protected] LGB-32012
Recommended

















