Prathibha- October – December 2012 Page 1 of 36
� ABOUT US……………….............……… 02
� OUR POLICY…………..........……….….. 02
� OUR OBJECTIVES…..........…………… 02
� OUR TEAM…………………..........…….. 02
� SAFETY AND INDUSTRIAL
HYGIENE RULES………………………..03
� WDG4 DIESEL LOCO SYSTEMS......05
� ARE YOU AN EFFECTIVE
COMMUNICATOR? IF NOT......…….08
� THE CHALLENGES OF
SIMPLICITY IN PENETRANT
TESTING……………….............……....…10
� STRATEGIES TO BUILD AN
EFFECTIVE TEAM ..........……………..11
� WAYS AND MEANS TO IMPROVE
RAILWAY STATIONS AND MAKE
THEM MORE PASSENGERS
FRIENDLY…….........………..…………..13
� INTEGRATED CONCEPT AND
OBJECTIVES OF MATERIALS
MANAGEMENT………….……………...17
� CORROSION REPAIR PROCEDURE
OF HEAD STOCK AND THEIR
ASSEMBLY…………..............……...……21
� IMPREST STORES................................26
� TIPS FOR SUCCESSFUL
IMPLIMENTATION OF
ISO 9001:2008 QMS............................29
� SIMILARITIES IN THE PROCESS OF
TEETHING & TEACHING ..…….…..30
� OUR INFRASTRUCTURE…....……... 30
� COURSES CONDUCTED VS
CAPACITY UTILISATION…...…….. 31
� APPRENTICES UNDERGOING
TRAINING……….………..…….........….. 32
� COURSES OFFERED IN
NEXT QUARTER…..…………......….... 33
INSIDEINSIDEINSIDEINSIDE QQ
Quotable Quotes
LearningLearningLearningLearning
“Teachers open the door but you must
walk through it yourself.”
Chinese proverb
**
SafetySafetySafetySafety
Know safety, no injury.
No safety, know injury.
Author Unknown
**
QualityQualityQualityQuality
“Quality has to be caused, not
controlled.”
Philip Crosby quotes
**
**
ProductivityProductivityProductivityProductivity
"Absorb what is useful, reject what
is useless, add what is specifically
your own.”
–Bruce Lee

Prathibha- October – December 2012 Page 2 of 36
The institute was established in the year 1976
as ‘Technical Training Centre’ and
subsequently named as Supervisors’ Training
Centre from 21.09.1978. The geographical
area of STC comprises of about 7 acres (34963
Sq.Yards) centrally located in Secunderabad.
The institute is enveloped by gardens, breeze
of various trees and bushes and enlivened by
chirping of birds with peaceful and Gurukul
environment for systematic learning. All
mandatory courses are conducted as per the
Training Modules approved by the Railway
Board as well as various need based
programmes to meet the training needs of
Supervisors of various departments viz.,
Mechanical, Stores etc. of not only South
Central Railway but also adjoining Zonal
Railways and Production Units of ICF & RWF
of Southern Region.
To achieve continual excellence in training the
human resources for continual improvement
in the performance and uphold the image of
Indian Railways.
1. To impart qualitative training to all
supervisory grade trainees and upgrade
their knowledge in various aspects of
Rolling Stock maintenance and Stores
Departments.
2. To inculcate dedicated work culture
wrapped with safety habits among the
trainees to achieve maximum productivity.
3. To conduct seminars on important topics
covering various aspects in Railway
working with special attention on safety
and quality of service.
4. To introduce new courses as and when the
necessity arises based on the field
requirements by continuous interaction
with HODs and field officers of various
Divisions and Workshops.
5. To achieve 100% capacity utlisation.
6. We continually strive to make and
maintain Supervisors’ Training Centre,
Secunderabad as ‘Centre of Excellence
for Learning’.
Name Designation Contact No.
Head of the Institute
Sri Ramana Alla Principal
9701370412
Rly:
89589(O)
86151 (R)
Teaching Faculty (Sri/Smt.)
K. Sukumaran Sr. Lecturer
(Metallurgy)
9848287278
A. Mallikarjuna Rao
Sr. Lecturer
(Safety &
Stores)
9440425378
K. Nagarathnam Sr. Lecturer
(Mechanical)
9849550087
K. Srinivasa Prasad Sr. Instructor
(C&W)
9440518734
K.Parameshwara
Chary
Sr. Instructor
(Work study)
9866609490
M. Narasimha
Reddy
Sr. Lecturer
(Drawing)
9160044410
G.Md.Shavali Sr. Lecturer
(Electrical)
9848438395
Ch. Phaneendra
Nadh
Sr. Instructor
(Work study)
9866439517
K.L.N. Swamy Sr. Instructor
(Science &
Misc)
9492922361
B.P. Nirmal Singh Sr. Instructor
(Stores)
9989656246
N.Gunavati Sr. Instructor
(Stores)
9848911785
Administrative Staff(Sri/Smt.)
R.Jayaraman Hostel
Superindent
9441229541
Ch.Komuraiah Librarian 8897534375
B.Geetha Rani OS
Katyayani Devi Sr.Clerk 9618212231
Manikandan Jr.Clerk 9160455267
ABOUT US
OUR POLICY
OUR OBJECTIVES
OUR TEAM

Prathibha- October – December 2012 Page 3 of 36
SAFETY AND INDUSTRIAL HYGIENE
RULES - Compiled by
K.P.Chary, Sr.Instructor/STC/SC
These safety and industrial hygiene rules
and instructions are designed to provide
you with knowledge of the recognized and
established safe practices and procedures
that apply to many of the work situations
you may encounter while employed.
Every controlling In-charge should ensure
that the following safety rules shall be
adopted by all the staff under him at all
times.
Shops:
1. Safety glasses must be worn when
working on vehicles.
2. Safety glasses must be worn when
performing grinding or sanding
operations.
3. Follow designated walkways and aisles
while working. Short cuts are
dangerous.
4. Walk, DO NOT run.
5. Be alert for moving vehicles and
equipment.
6. DO NOT remove, alter or deface any
HAZARD WARNING LABEL.
7. NEVER pour FLAMMABLE
LIQUIDS down drains or sewers.
8. All employees shall be familiar with,
and comply with the OSHA Hazard
Communications Standard regarding
hazardous substances and materials.
9. Always place hazardous materials in
receptacles specially designed for
hazardous materials.
10. Watch for black ice around pit area.
11. Obey all smoking regulations.
12. Horseplay, wrestling or throwing any
item in play is forbidden while on the
job.
13. Before you turn on a machine, make
sure that everyone is in the clear, and
guards and safety devices are in place
and properly adjusted.
14. A neat and clean place to work is
necessary for safety. Good
housekeeping is an integral part of
your job.
15. If you observe something spilled on
the floor anywhere that could cause
someone to slip or fall, clean it up
immediately. If it is impossible for
you to clean it up at once, then it is
your responsibility to clearly mark or
barricade the hazard and report it to the
proper authority.
16. If you observe anything that could
possible cause someone to trip or slip
on, and it is obviously out of its proper
place, pick it up. IF it is something
that may not be out of place, report it
to the proper authority.
17. Pick up and clean up all scrap and
debris that accumulate from work.
18. Return all tools and equipment to their
proper storage places when finished
with the.
19. Put all trash, paper, waste, materials,
and oily rags in the proper receptacles.
20. A good job is a clean job and a safe
job.
21. Keep tools clean.

Prathibha- October – December 2012 Page 4 of 36
22. Check the condition of all tools and
equipment before using them.
23. Use the proper tools for the job to be
accomplished.
24. Unless you are an electrician, do not
attempt any electrical repair.
25. Respect loose or exposed wire.
26. DO NOT touch any exposed or
dangling wires that you may
encounter; report them to your
supervisor.
27. Never lift electrical equipment by the
power cord.
28. Never handle energized power cords
with wet hands or gloves.
29. Always check all cords for damage
before using them.
30. NO tennis shores, sneakers, joggling
type, or other soft sole shoes are
allowed on the job.
31. Only substantial heavy-soled gripping
shoes or boots may be worn on the
job.
All Employees:
1. USE COMMON SENSE!!! Most
accidents can be avoided by using
common sense and concentrating on
the job to be done. Always be aware
of your surroundings and what is
going on around you. SAFETY IS A
FULL TIME JOB!!!
2. It is each employee’s responsibility to
maintain personal hygiene, particularly
when working with hazardous
chemicals.
3. Horseplay, wrestling or throwing any
item in play is forbidden while on the
job.
4. DO NOT remove any lock, tag or flag
unless you placed it, and only after you
are sure all personnel are in the clear.
5. DO NOT remove any DANGER or
CAUTION sign unless you placed it,
and then only after you are certain the
dangerous condition has been
corrected.
6. If a lock, tag or flag must be removed
and the person who placed it, cannot
be found, check with your supervisor
who will take the proper steps.
7. Be aware of all articles of clothing,
jewelry or hair that may be in the way
of performing your job safety.
8. DO NOT make adjustments to
machinery unless you are authorized to
do so by your supervisor.
9. KEEP HANDS IN THE CLEAR!!!
The only way to assure not losing a
hand or finger in a Machine is not to
place it where moving parts may strike
you, or become jammed against a
Fixed object.
10. Make sure you have the proper hand
protection.
11. Obey all NO SMOKING regulations.
DO NOT smoke in the immediate area
where Flammable chemicals or
products are being used.
12. All employees shall know the locations
of the FIRE EXTINGUISHER and
how to use it properly.
@@@

Prathibha- October – December 2012 Page 5 of 36
WDG4 DIESEL LOCO SYSTEMS
- Compiled by
K.Nagarathnam,
Sr.Lecturer/STC/SC
I. Cooling water system Cooling system is a closed loop
pressurized system. Water from the
expansion tank as well as lube oil cooler is
drawn by both bank gear driven water
pumps, and is pumped to all the power
assemblies through both bank water inlet
manifold assemblies, water inlet tubes.
Water is then passed to both bank
Radiators through individual cylinder head
outlet elbows and both outlet header pipes.
Pipelines are connected to both
bank after coolers to cool the inlet air to
the engine. Hot water from the engine
outlet is cooled in both radiators and
circulated back to engine through lube.
Hot water in the radiator is cooled by two
AC motor driven Radiator Fans (8 blades
52” dia) powered from the Companion
Alternator, which is controlled by EM
2000 based on the feed backs from
Temperature Sensors (ETP1 & ETP2).
Radiator Fans get three phase AC
supply from Companion Alternator
through 2 sets of 300 amps fuses and 3 sets
of Contactors for each fan. FCS (Fan
Contactor Slow Speed) for half speed and
FCFA and FCF B (Fan Contactor Fast
Speed) for full speed. Temperature of the
cooling system is maintained between
790C and 870C with help of the above
computer controlled circuitary.
If, EM 2000 detects the failure of
any one of the Temperature probes, it
displays a crew message “Engine
Temperature Feedback Failure” and stores
the message in the Archive memory. If it
detects both probes have failed, it ignores
both the probes signal, remains in last
operation status and engine goes back to
idle with a message - “No Load – Engine
Temperature Feedback Failure”.
If for any reason one set of Fan
fuse blows off or one Radiator Fan motor
is not working, the coolant temperature
will rise beyond max setting of 870 C.
When the temperature exceeds 970 C, the
following message will display on EM
2000 Screen - “Hot Engine - Throttle 6
limit” even though the throttle handle is on
7 or 8th notch. This will continue till the
engine temperature reaches the safe limit.

Prathibha- October – December 2012 Page 6 of 36
A common outlet from both water
pumps is taken to Air Compressor. Water
taken to air compressor circulate through
all 3 cylinders, heads and Intercooler of
the compressor. Outlet water from the air
compressor is piped back to cooling
system through lube oil cooler.
II. Fuel oil system
Fuel oil system is designed to give
constant volume/ pressured fuel to the
injectors irrespective of load. As per the
throttle position and load requirement,
Engine Governor controls the injector rack
position.
The system consists of fuel tank,
suction strainer, fuel pump, fuel filters,
pressure control relief and bye pass valves.
Fuel headers (one on each left and right
bank) are fitted inside the top deck head
frame assembly and connected to fuel
injectors through individual fuel lines.
Fuel supplied to fuel injectors from the
fuel pump is injected into cylinders as per
the requirement and the excess fuel is used
to cool and lubricate fuel injector parts
taking away the heat to fuel tank through
return fuel line.
General Arrangement:
Fuel from the fuel tank (of capacity
6000 liters.) is drawn by the fuel booster
pump through suction strainer, where the
suspended particles are filtered. Fuel from
suction strainer flows to fuel booster pump
which is a crescent type positive
displacement gear pump. Pressurized fuel
from
the booster pump is piped to fuel primary
filter which is a paper type filter in which
fuel is filtered. A by-pass valve and gauge
is provided across fuel primary filter to
prevent overloading fuel booster pump in
case of chocked fuel filter.
The by-pass valve is set at 30 psi
and the gauge is having Green, Yellow &
Red zones. Gauge needle in the Green
zone indicates the healthy condition of the
fuel primary filter. Yellow and Red zones
indicate chocked filter needs renewal. Fuel
from primary filter flows to engine
mounted spin-on secondary paper type
filters (Two numbers).
A secondary filter bye pass valve is
provided for the fuel spin-on filters is set
1. Engine Block
2 & 3. Water
pumps
4.. Expansion tank
5 & 6. Radiators
7. Radiator Vent
pipes
8. Lube oil cooler
9. Air compressor
10. Water drain
cock
11 & 12. After
cooler
13. Compressor
Inter cooler

Prathibha- October – December 2012 Page 7 of 36
at 70 psi. which is placed inside a sight
glass bowl provided over the spin -on
housing. Oil inside this bowl indicate that
the fuel spin-on filters are chocked need to
be replaced. This sight glass should be
always empty.
Fuel flown to secondary filters
enters both bank fuel headers after
secondary /fine filtration. Fuel from both
bank fuel headers enters individual fuel
injectors through the fuel lines. According
to the notch and load demand, engine
governor meters the fuel supply to the
engine cylinders by operating fuel racks of
the injectors through linkages connected to
fuel control shaft.
The excess fuel flows back to fuel
return headers and to fuel tank through a
return sight glass provided on the fuel spin
on filters with a 15 psi pressure regulating
valve. This sight glass is near to the engine
block which should be always full of fuel
without air bubbles.
Bubbles in the fuel return sight
glass when the engine is in dead condition
& fuel pump is running indicates air draw
in suction side of the fuel booster pump.
Bubbles after cranking the engine indicates
the leaky fuel injector.
Bubbles in higher notch with full
load indicates insufficient fuel supply.
@@@

Prathibha- October – December 2012 Page 8 of 36
ARE YOU AN EFFECTIVE
COMMUNICATOR?
IF NOT ….
- Compiled by
K.Srinivasa Prasad,
Sr.Lecturer/STC/SC
When you step in front of a group
are you an effective communicator?
Would your audience call you a top
presenter?
Whether teaching a class, leading a
business meeting, or making a speech, you
must do everything you can to hold the
listener’s attention and get your point
across.
Zig Ziglar is one of the top
professional speakers in America. He is
also an excellent writer and a sparkling
conversationalist. In his book, Top
performance, Ziglar lists ten guidelines for
becoming an effective communicator.
1. Appearance : How you look has an
impact on others. Be sure your
appearance produces a positive effect.
2. Posture: stand straight. Sit straight.
Walk confidently. Use body language
that’s consistent with your words.
3. Gestures: Do whatever comes
naturally to you, but be sure to do
something. Gestures actually help
you express yourself better.
4. Eye contact: your eyes are
extremely expressive. Positive
thoughts will help you send
positive signals.
5. Facial expression: Use expressions
appropriate for what you’re saying
to heop you set the tone of your
message.
6. Voice: Vary your pitch, volume,
inflection, and pace. As your voice
changes, people pay more
attention.
7. Involvement: Engage your
audience. Ask questions. Use
their names. Talk about their
interests.
8. Questions: Handle them well.
Listen carefully and thing before
responding.
9. Humor: used wisely, humor will
help others relax and more friendly
and open to your ideas.
10. Visual aids: Pictures are often
more effective than words. Plus,
whenever your audience is looking
as well as listening, you’re more
likely to hold their attention.
11. Being an effective communicator
is much more than just talking. If
your correctly use all ten of these
points, Zig Ziglar says you can
make a positive impression of any
group.

Prathibha- October – December 2012 Page 9 of 36
Improving Communications
If you wanted to improve the way people
communicate with each other, how would
you go about it? What would you do?
Mountain Bell once asked people
what they thought they needed for
improved communication. The answers are
still as valid as ever. Here are the
suggestions people offered:
1. Share important information first
thing in the morning, before people
get involved with other projects.
2. Get information out quickly, before
rumors spread and dilute the
impact of your message. Even if
you don’t have all the facts yet,
you’ll still build credibility.
3. Stress benefits. Tell people how
something will affect them.
4. If it’s controversial, don’t be afraid
to present opposing viewpoints.
People can be trusted to thing and
they appreciate your confidence.
5. Don’t overload them with
information. The majority of us
find 15-30 minutes at a time is
most comfortable. If more needs to
be said, bring it out in a question –
and – answer session.
6. Bring in experts to handle subjects
you’re not comfortable with.
7. Ask managers at all levels to help
spread the word within the
company. It makes the information
more personnel, palatable, and
more time – effective.
8. Follow up communications with
reinforcing materials and
information. Repetition is the key
to retention.
9. If you’re uncomfortable talking in
front of groups, seek training. A
poor presentation will cause your
credibility to suffer.
10. Don’t think of disseminating
information strictly as a mass
audience proposition. You can
also present your message in one –
on – one meeting through drop- in
visits, coffee breaks, or lunches.
Ask people what they want to
know and how they’d like to hear
it. Being an effective
communicator requires being a
good listener. Employees will be
more apt to hear what you have to
say when you’ve been willing to
hear what they have to say.
@@@

Prathibha- October – December 2012 Page 10 of 36
THE CHALLENGES OF
SIMPLICITY IN PENETRANT
TESTING
-Compiled by
K.Sukumaran,
Sr. Lecturer (Metallurgy)/STC/SC
Penetrant testing is considered as
one of the easiest, fastest, simplest,
cheapest and best methods of NDT. Easiest
for it does not involve electronic circuitry,
automation nor does it involve hefty
preparations. It is definitely easiest by way
of technician just carrying on a small case
of Aerosol Cans and following few easy
steps.
It is fastest because results appear
immediately as the test is completed and
the total process involved for test can be
some times as less as 10 minutes. When we
are talking about micro defects of the order
of microns and the results being almost
‘instantaneous’, it is the fastest by any
means.
• Pre clean
• Apply Penetrant
• Dwell
• Excess Penetrant removal
• Apply developer
• Inspection
• Post clean
The above steps apparently look
very simple and often are not given the
importance that it needs to be given. If we
consider the ‘Objectives’ of each step and
the ‘Principles’ of operations for each
activity, there is a lot of understanding that
one has to put in before he actually
attempts to carry on the test. In a situation
where efforts are not made to understand
neither the “objectives” nor the
“Principles” for each step but the steps
carried out as “they are needed to be”.
Penetrant that can be quite misleading takes
the process for away than the purpose for
which it is intended. When we do a
“pre clean” for the sake of “pre clean”
without dust, grease, oil, paint on scale on
surface, the lack of understanding of the
steps is revealed in improper pre clean
which leads to false indications. It is not
surprising to note a sense of casualness
amongst those performing PT as each step
in PT is misleading by way of its
simplicity. One should stay focused at the
immense benefits that the test can reveal at
the end if one is cautious at each stage of
Penetrant test.
The principles of capillarity call for
a thorough understanding of Liquid
mechanics, the process of pre clean calls
for understanding of the type of cleaning
viz., chemical, mechanical and other
processes, the concept of dwell time calls
for an understanding of discontinuity
patterns, geometry, profile that can possibly
form forcing the operator to be able to
visualize based on the understanding of
metallurgical aspects of the material under
questions.
Penetrant testing is not only
conducted on metals but extends to
different non – metallic materials like
ceramics, tiles, etc., that calls for an
understanding of the material sciences. The
knowledge on codes / standards /
specifications involved for the test material
and the ability of the operator to interpret
and evaluate is yet another challenge of the
so called “simple” process of penetrant
testing.
If the professional societies around
the world wherever there is one of its name,
without any exceptions have included PT as
one of the methods calling for organized
training, examination and certification, it is
just because PT is equally as challenging, if
not more, than any other method of NDT
and calls for proper understanding of
underlying principles, advantages,
limitations and related scientific principles
before making a judgments.
@@@

Prathibha- October – December 2012 Page 11 of 36
STRATEGIES TO BUILD AN
EFFECTIVE TEAM
-Compiled
by M.Narasimha
Reddy
Senior Instructor (Drawing)/STC/SC
TEAM
If a ‘team’ not just ‘a group of
individuals’, then what is it?
A team is distinct from a group when it has
the following attributes:
1. A common purpose
2. Recognition by each individual as
belonging to the same unit (i.e. team
identity)
3. Interdependent functions
4. Agreed norms of values which
regulates behaviour
A common purpose, team identity,
interdependence and agreed norms form
the foundation of an effective team.
Agreed and accepted by all, they form the
‘contract’, which binds individuals to the
team as willing participants.
Why team?
Work in Organizations is a ‘process’.
Process includes the steps involved in
transforming a set if inputs into outputs.
And the steps are, usually, interdependent.
Any obstruction caused at any step in the
process has impact on every other step in
the process, either directly or indirectly.
At each step, you have ‘people’ to
accomplish the required tasks. What this
means is that if you want your ‘process’ to
go on well, you need, your people to work
together as TEAM. Therefore, the
organization needs to continuously and
consciously faster a sense of working
together to achieve individual, group and
organizational objectives.
Defining Team work
Team work is both an attitude and a set of
actions. The team work attitude reminds
people that everyone’s work is
interdependent, and the success of the
entire organization requires that people
cooperate with each other. Team work
actions involve everyone in:
1. Understanding the whole process and
its goal
2. Understanding their individual roles in
the process
3. Communicating openly and regularly
with one another, and
4. Having joint responsibility to execute,
as well as continuously improve, the
process
What makes an effective team?
‘Being Effective’ is the end result of
building a team. And from the
organization’s perspective, there is no
justification in having a team unless it
becomes effective.
A team is effective when it adds more
value that the value, which is the
equivalent of adding up the contributions
of all the individuals, if performing as
individuals.
Team Values
Values are beliefs people hold about what
is right, moral, just, and so on. They serve
as guideposts for how to behave in
different solutions.
Everyone has a set of values they have
learned through experience and education.
And they behave in ways that are
consistent with these values, which they
believe are right, moral, just, and so on.
To have values in place that support
teamwork, should be the focus of the
organizations, some basic values that the
teams should work upon are:
Value # 1: We’re all in this together.

Prathibha- October – December 2012 Page 12 of 36
This is the foundation value. If you believe
in this value, when something goes wrong,
your first inclination won’t be to find the
culprit who messed up. And when the
organization is successful, you will take
actions to share rewards of that success
and to recognize that everyone played a
part.
In other words this value reinforces the
idea of teams and teamwork.
If we’re all in this together, then our
individual success depends on our mutual
success and vice versa.
Value # 2: No subordinates or no
superiors.
Controversial, it may sound, but here, we
are talking about teamwork attitude. So
this value has to do with how people view
and interact with one another. If this value
is not focused on, the communication gets
closed down.
Existence of this value fosters open
communication and support of on
another’s efforts.
Value # 3: Open and Honest
Communication is Vital.
For teams to prosper, teammates need to
be able to speak candidly with one
another. Empathy and listening are two
important aspects, to foster this value.
Empathy is the ability to place your self in
the other person’s shoes. Without this, you
close yourself off from others in ways that
limit your ability to communicate and
collaborate with them.
If you are empathetic, you help create an
environment that discourages game
playing and deception in communication.
People, usually, filter what others are
saying. ‘Good listening’ has to do with
turning down those filters and just hearing
what others have to say as representing
their perspective.
These two characteristics naturally
facilitate the open and honest
communication that characterizes high
performing teams.
Value # 4:Every one has Open Access to
Information
Limited information leads decisions that
are based on speculation rather than facts.
Such decisions will be more likely to bring
about actions that can result in costly
mistakes.
There will always be an element of
uncertainty in any decision. People can
never predict what’s going to happen when
they do something. But, withholding
information from employees who need it,
will only make the situation worse.
Another reason for sharing information is
that it facilitates cooperation. Information
about each other’s operations will bring
them together.
However, this value does not mean that
every employee needs to have all the
information. It only talks about the
information that helps someone to perform
more effectively.
Value # 5:Focus on Process
It is important to emphasize the idea of
work as a process. However, most of us
tend to forget this and we focus on the
behavior of individuals separate from the
system and its processes as the key to
success.
Work in any Organization can always best
be defined as collaboration to execute
processes. Any time people forget this, it
will cause problems because they will not
take into account as well as they should,
how their work affects others.
@@@

Prathibha- October – December 2012 Page 13 of 36
WAYS AND MEANS TO IMPROVE
RAILWAY STATIONS AND MAKE
THEM MORE PASSENGERS
FRIENDLY
- By
K.JEEVAN BABU,
Statistical Inspector,
CME’s Office/SC
Introduction: - Railway Station is one of
the features of modern civilization. The
railway station occupies an important
place in the economy of the modern India.
For a long-distance journey a railway train
is perhaps the safest and certainly the
cheapest of transport that is available to
all. A railway station exercises a strange
fascination on all of us. The Indian
Railway stations are well organized and
designed to provide all the necessary
facilities to the passengers. The Indian
Railways always strive for ensuring
maximum passenger satisfaction.
Brief History of Indian Railways: -
Indian Railways has one of the largest and
busiest rail net works in the world. The
British rulers introduced rail service in
India in 1853 and the Indian Railways
have significantly increased its rail
network and established railway stations in
almost every corner of the India and been
working relentlessly for connecting all the
remote places and major cities. The total
numbers of Indian railways stations are
between 7500 to 8000.
Present status of Railway Stations: - The
Indian Railways stations are run and
managed by the headquarters of Indian
Railways. The stations are quite served
and playing all important role in the lives
of rural people and the only means of
transport for the major cities and towns.
The Railway stations also play a crucial
role by providing employment, as
thousands of people earn their livelihood
by running different business within the
station areas.
A majority of all the Indian Railway
stations have recently been brought under
a centralized computerized system. There
are waiting rooms for the passengers in the
stations and there are also adequate
numbers of lavatories. The large Indian
Railway stations have snacks or food stalls
on the platforms. There is also
arrangement for drinking water facility;
electronic announcement system has been
introduced in all the Indian Railways
stations by which the passengers are
informed about the arrival and departure of
the trains. The announcement is made in
English, Hindi and the native language of
the station's location. The ticket counters
and reservation centers in the stations
remain open round the clock as well. The
Indian Railways is also revamping a few
selected stations throughout the country to
upgrade them to world class level, with the
most advanced facilities.
Over the past few years railway stations
have undergone a real revolution, gaining
tremendously importance. Today, railway
stations have become genuine points of
confluence, true meeting points at the heart
of the city. Stations have become an even
greater issue for both passenger and freight
operators. The station, an essential part of
the rail transport system, must fulfill the
entire operator's needs, as well as
About this Article:
This essay has won as one of the best essays
and won Railway Minister’s Award for the
year 2011-12.
The author earlier also received two times
railway Minister Award, which was a hatrick
to him. Congratulations to Shri Jeevan Babu!

Prathibha- October – December 2012 Page 14 of 36
becoming a multimodal and exchange hub
for the passenger
Present situation of Railway Stations:-
The discussions recently held in regards to
the strategic issues surrounding stations
with regard to future mobility. To enhance
and coordinate the activities of various
professions involved in station operations.
Inter-modality of stations such as stations
as multimodal and multi-service hubs.
Accessibility of stations and rail services,
new technologies for customers. Stations
meeting the challenges of railway
liberalization.
To enable citizens to benefit from the
advantages of rail and inter-modality,
access to stations must be facilitated all
along the chain, and this would also mean
the involvement of public authorities at
national, regional and local level,
particularly for issues of funding ( space
becoming scarce and unaffordable).
Technical and innovating architectural
answers must be found. The development
of stations in the future must increasingly
make the passenger and citizen the core
concern.
Indian Railways Role: - Indian Railways
has set up a separate Railway Stations
Development Corporation Limited (
RSDCL) to meet with aspirations of rail
users and to provide better facilities.
Ministry of Railways have envisaged
redeveloping large number of Railway
Stations across India with primary
objective of augmentation and improving
Passenger related amenities at station.
Traffic demand forecasting at railway
stations plays a significant role in urban
railway planning. Such forecasting is
important to arrange a station plaza with
adequate facilities, as well as to select
spacing and location of stations. However,
railway systems development, especially
in the context of urban areas, involve
much spatial details as different plan levels
to represent enormous and varied project
and policy variables.
Railway station is a multifunctional hub.
The railway stations are a landmark in the
urban environment and an important asset
for the city. At the same time, they are also
a "magnet" to attract activity in the
surrounding area, based in the vicinity of
the station, both generated trips to connect
it with other cities along the high-speed
stations lines, and for attracted trips from
this large hinter land.
Government is working on setting up a
Railway Station Authority of India on
the lines of Airport Authority of India to
establish modern station with advanced
amenities across the country. The Drawing
Board is ready and once other formalities
are over, its Chairman, Managing Director
and other officials too would be
announced. Ministry of Railways has said
it is a continuous process and railways are
working on it. The concept of World Class
Railway Station is any station can be
called world-class only when it has
facilities at par with least modern airports.
It should have shops, library, neat and
clean rooms and hotels among the others.
Railways can work on the PPP model to
create such facilities as it has a lot of land
in its kitty and can enter into partnership
with large companies who can invest
capital for such projects.
Passenger Friendly Railway stations
should have the following criteria for
better future of the India railways. Some of
the items to be looked into are very
essential for a model Railway Station.
They are the basic requirement for a model
railway stations are high and medium level

Prathibha- October – December 2012 Page 15 of 36
platforms, Clock for all platforms which
should be in working condition, Sufficient
drinking water coolers, Train and coach
indication boards, signages, water vending
and automatic vending machines,
STD/ISD/ PCO booths, Mobile charging
points, Refreshment rooms, Book stalls,
chemist corner, Medical stall, Janaahar
catering stall, food plaza, Platform
shelters, sufficient lighting, sufficient
seating accommodation on each platform,
Dust bins, Escalators, Foot Over Bridges,
Booking Counters, VIP Lounge,
Circulating area, concourse, waiting rooms
for Sleeper class, Upper class and for
ladies, Retiring rooms, Lifts, Toilets, for
general and Pay & Use toilets, wheel
chairs, Public Address system , Ramps,
Enquiry counter, May I help you booths,
Time table, Fare list, Porterage Rates,
Tatkal rules, Refund rules, ATM centers,
Non-slippery Pathway from parking to
Platforms, Pre-paid taxi service, Sufficient
Reservation ticket counters, ladies, and
senior citizen, Stretchers first aid box,
CCTVs , Passenger Operating enquiry
system, Touch screen etc.;
Suggestions:-Stations are the places where
trains stop to collect and deposit
passengers. Since the station is the first
point of contact most passengers have with
the railway, it should be regarded as the
"shop window" for the services provided.
It should therefore be well designed,
pleasing to the eye, comfortable and
convenient for the passenger as well as
efficient in layout and operation. Stations
must be properly managed and maintained
and must be operated safety.
Platform width is also an important feature
of station design. The width must be
sufficient to accommodate the largest
numbers of passengers expected but must
not be wasteful of space-always at a
premium for station areas in expensive
land district of city. The platform should
be designed to give free visual areas along
its length so that passengers can read signs
and staff can ensure safety when
dispatching trains.
Station entrances and exits must be
designed to allow for the numbers of
passengers passing through them, both
under normal and emergency conditions.
The entrance to a station must be
welcoming to the prospective passenger.
The information systems on stations are
variously referred to as a Passenger
Information System or Passenger
Information Display. Whatever it is called,
there must be a reliable way of informing
the passengers where the trains are going.
Passenger information systems are
essential for any railway. One of the most
common complaints by passengers on
railways is the lack of up to date and
accurate information.
Information displays mounted in public
areas must be visible in all weather
conditions and be updated regularly with
accurate information.
Concessions on railway premises can be a
lucrative source of income for the railway
and it has the opportunity to provide for
them should be taken wherever possible.
The normal types of concessions are
coffee shops, refreshment counters and
small lunch rooms, plus pharmacies, dry
cleaners, newspaper shops and flower
shops. Some larger stations are able to
provide space for so many shops that they
are almost shopping malls in their own
right. This is good for the railway, since it
attracts customers and it provides a sense
of community which would otherwise be
lacking. There should be however, be

Prathibha- October – December 2012 Page 16 of 36
limits as to what can be done and proper
design in the first place and subsequent
good estate management are both required
to permit railway operations to continue
unhindered and with safety.
Conclusion: - The "Green" station, a
model of sustainable development, will
also be one of the main issues of the
future. It is stressed that the future of
stations would be bound up with the future
of railways. It seems certain that stations
will continue to play a vital role in the
urban, social and cultural fabric, above and
beyond their transport role.
To the extent that, stations are improved,
people would not see the station as merely
a place to catch a train. If the facilities
were nice and there were restrooms and a
place to grab a bite to eat then people
would stop planning to arrive at the station
just in the nick of time. Instead they would
arrive to the station with minutes to spare
for a nice sit-down, or a bite to eat, or a
took break. This means that they will be
less likely to be late for work as they will
catch the right train in the morning and
this will save the economy money.
Improvements in safety could come from
better lighting and more cameras as well as
employing more staff.
To develop the stations income from other
sources need to be enhanced to raise the
revenue for the railways. Railways should
have to be a visionary to raise the railways'
income and that cannot be achieved by
merely raising train fares. By raising
passenger fares the railways may earn Rs.
2000-3000 crore, but its requirement is
Rs.Three (3) lakh crore. The requirement
for this is of an Ocean , while raising fares
the railways will only get a drop. The
railways expects sizeable investments
from the private sector in areas like
building of world class stations on the
lines of Delhi Airport and modernization
of trains.
The rapid development of the different
transit systems has led to the
modernization of railway stations along
the crossed route. They have to be as
aesthetically built or modernized as
possible and to dispose of enough capacity
to provide shelter for users. passengers in
transit need special places where they
should wait for the next train. Railway
stations, integrated to other open and
attractive public spaces and eco-friendly
pedestrian ways will attract users and will
maintain passenger traffic.
Railway stations are viewed, as a part of
Railway Landscape (RL) - a railway
infrastructure considered in terms of visual
amenity and functional efficiency. Indian
Railways should have the objectives of
"Station Renaissance" a rediscovering
railways trend on par with European and
Japan Railways. Due to development of
high-speed trains, greatly improving travel
by train by the public. Sophisticated trains
require modern station, with originating
new trends in station design and
considerably focusing on customer's
expectations, particularly in regard to
aesthetic and functional station spaces.
However, majority of stations, particularly
at large metropolitan areas are still
problematic and need to be improved.
@@@

Prathibha- October – December 2012 Page 17 of 36
INTEGRATED CONCEPT AND
OBJECTIVES OF MATERIALS
MANAGEMENT
-Compiled by
B.P.Nirmal Singh,
Sr.Instructor(Stores)/STC/
1.1.0 Introduction to Integrated
Concept and Objective of Material
Management:
For running any industry or business, we
need a number of resources. These
resources are popularly known as 5 M's of
any Industrial activity i.e.
o Men,
o Machines,
o Materials,
o Money and
o Management.
• All these resources, which are basic
inputs, are important but their relative
importance depends upon the particular
type of industry and also other
environmental factors. Earlier, when
many modern machines were not even
known, whole activity was around men.
• But now the importance has shifted
from men to machines and in the
present environment materials are the
life blood of any industry or business
and for their proper running, materials
should be available at proper time in
proper quantity at proper place.
1.1.1 Achieving this task of making
materials available may not be difficult if
they are available in plenty and there are
no constraints as regards to cost at which
they are arranged.
• In the earlier days when there was not
much of competition, cost at which
materials were arranged was not a
constraint. Producers were able to pass
on all the costs to customers and
therefore achieving efficiency in
managing materials was not a necessary
requirement.
• But due to tough competition for most
of the Industrial products and limited
financial resources, industries have
been compelled to find out ways and
means of reducing costs if they want to
survive in the competitive market.
1.1.2 Basic goals of any industry are
survival and earning profits to make an
adequate returns on capital employed
(investment). The profitability of any
organization can be judged by a ratio
known as 'Rate of Return on Investment'
which is defined as profits earned for unit
investment;
Rate of Return (ROI) = Profit / Capital
Employed (Investment) where ,
Profit = Total Receipt - Total
Expenditure and
Capital Employed = Fixed Assets +
Current Assets
1.1.3 Different strategies for improving
profitability (ROI) may be as under:-
(i) To increase total receipts : For this
either sales have to be increased or the
prices of the products sold have to be
increased. Both these alternatives are very
difficult to achieve in present competitive
market.
(ii) To Reduce Expenditure : Majority of
the expenditure of any industry is either on
men or materials. The relative expenditure
on men and materials vary from industry
to industry but in most of the industries
expenditure on materials is 45% to 70% of
total expenditure while expenditure on
men will be around 45 to 15% (assuming
15% as miscellaneous expenditures).
• Therefore, two broad areas for
reducing expenditure are men and

Prathibha- October – December 2012 Page 18 of 36
materials. However, reducing
expenditure on men is a very difficult
task in today's environment of tightly
labor laws and strong trade unions.
Therefore the other are to be tackled
remains reducing expenditure on
materials.
• When we talk of expenditure on
materials, it is relevant to point out
here that there are two types of costs
related to materials
o - cost of materials and
o - cost on materials
• i.e. there are always some extra
expenditure related to materials which
is not actual cost of materials. We can
very well tackle these extra costs (cost
on materials) without affecting the
actual level of consumption and may
achieve reduction in expenditure.
(iii) Reduce Investment in Fixed Assets :
As investment has already been made,
there is very little scope for reducing
expenditure on fixed assets.
(iv) Reduce Investment in Current Assets :
Current assets consist of mainly working
capital and inventory. As a rough estimate,
about 40% of current assets are generally
tied up in inventories of raw materials,
consumables, materials under different
stages of production and finished goods. If
we could reduce stocks of these different
types of inventories. We can very well
reduce investments in current assets and
improve profitability.
• It is, thus, clear from the foregoing
paragraphs that for both survival and
for increasing profitability, managing
materials plays a very important role
and it has been now realized by most
of the industries, public as well as
private, that 'materials management'
function can also be a profit center
within the organization because this
function has lot of potential for
contributing towards profitability of
the organization.
1.2.0 Integrated Concept Of Materials
Management :
Traditionally, various activities related to
managing materials were looked after by
various departments. While purchases
were generally arranged by top
management with the assistance of a
Purchase Agent or Purchase Officer, store
keeping and stock control was the
responsibility of the production head with
the assistance of a store keeper or Stores
Officer. Apart from these two main
activities, distribution of materials (mostly
finished goods) was the responsibility of
marketing.
1.2.1 After realizing the profitability
potential of Materials Management
function, when attempts were made to
exploit this potential , it was realized that
there were many problems in achieving the
objectives due to inherent conflicts
amongst various departmental objectives.
when a purchasing personnel wants to
purchase in bulk to get price discounts,
inventory of the stores personnel becomes
high. Similarly desire of marketing
personnel to have adequate stocks of
finished goods in order not to loose any
opportunity of sale resorts in high
inventory.
• The conclusion is that in the traditional
set up one person could not be held
responsible for all the functions of
materials management to achieve
overall economy. Therefore necessity
of placing all the functions related to
materials management e.g. purchasing,
stocking, inventory control and
distribution under one department
headed by an executive of status at par
with other departmental heads, was
felt.

Prathibha- October – December 2012 Page 19 of 36
• Thus evolved the concept of integrated
materials management which can be
defined as the function which is
responsible for the coordination of
planning, selecting sources,
purchasing, moving, storing and
controlling materials in an optimum
manner so as to provide a pre-decided
service to the customer at a minimum
cost.
1.3.0 Objectives Of Materials
Management :
The objectives of integrated materials
management can be classified in two
categories; Primary and Secondary. These
are discussed below.
1.3.1 Primary Objectives : Following may
be identified as primary objectives which
are to be achieved.
(a) To purchase the required materials at
minimum possible prices by following the
prescribed purchase policies and
encouraging healthy competition.
(b) To achieve high inventory turnover i.e.
to meet materials requirement of the
organization by keeping low average
stocks so that the capital locked up in
materials is turned over a large no of
times.
(c) To incur minimum possible
expenditure on administrative and other
allied activities related to purchase of
materials and also to keep the materials in
stock till they are finally delivered to the
users.
(d) To ensure that continuity of supply of
materials to the users is maintained by
avoiding out of stock situation.
(e) To supply materials of consistent
quality i.e. of quality which meets user
specification and is fit for service.
(f) To keep the wage bill of the department
low by ensuring proper distribution of
work among staff and not employing
surplus staff.
(g) To maintain good relationship with the
suppliers of materials and also develop
new suppliers for the products for which
reliable suppliers do not exist.
(h) To ensure training and development of
personnel employed in the department so
that good industrial relations are
maintained.
(i) To maintain proper and up-to-date
records of all stores transactions and
purchases.
1.3.2 Secondary Objectives :
(a) To assist technical/design department
in developing new materials and products
which may be more profitable to the
organization.
(b) To make economic 'make or buy'
decisions.
(c) To ensure standardization of materials
(d) To contribute in the product
improvement.
(e) To contribute in the development of
inter departmental harmony.
(f) To follow scientific methods of
forecasting prices and future consumption
of materials.
1.4.0 Possible Conflicts Between
Departmental Objectives :
As already mentioned, it is difficult to
achieve all the objectives fully at a given
time .Many times we have to sacrifice one

Prathibha- October – December 2012 Page 20 of 36
objective to achieve the other in the
interest of the organization. Thus our
objective is to optimize various objectives.
1.4.1 These conflicts are listed below. It
will be seen that to achieve one primary
objective other objectives are adversely
affected.
(a) When we attempt at purchasing the
material at lower prices, many times we
may have to purchase larger quantities and
this will adversely affect our objective of
achieving high inventory turnover.
Sometimes we may have to place orders
on new suppliers and therefore the quality
may not remain consistent and also
favorable relations with the suppliers may
be adversely affected. Sometimes
depending upon price forecasts we may
have to wait for purchasing and this will
affect continuity of supply.
(b) If we try to achieve high inventory
turnover we have to manage with low
stock. For this we may have to buy in
small lots more frequently and due to
many unforeseen circumstances, we may
face more often out of stock situation.
Obviously our objectives of buying at
minimum prices with minimum
administrative expenditure and continuity
of supply will be adversely affected.
(c) Attempt to keep administrative and
other allied expenditure low, may result in
poor record keeping and frequent out of
stock situations. If we try to reduce
expenditure on Inspection organization,
this may affect quality of incoming goods.
Low expenditure on chasing organization
& review system may result in stockouts
and overstocks, which will affect our
objectives of continuity of supply and high
inventory turnover respectively.
(d) For maintaining continuity of supply
we have to provide adequate safety stocks
and purchase materials at right time
irrespective of prices to be paid. This will
affect our objective of achieving high
inventory turnover and buying at minimum
prices respectively. To ensure timely
deliveries of stores we may have to
provide for penalty clauses in our contracts
and this may affect relations with the
suppliers. Sometimes when the stocks are
very low we may have to relax Inspection-
standards for fresh supplies which will
affect consistency of quality. We may also
have to provide for a proper review system
which may affect our objective of
achieving low pay-roll costs.
(e) To achieve consistency of quality, we
may have to sacrifice on prices and also
relations with the suppliers. Tight
Inspection procedures may also affect
continuity of supply, low pay-roll cost and
low administrative costs.
(f) In an attempt to keep wage bill of
'Materials Management' Department low,
we may have to sacrifice on all the
primary objectives to some extent.
(g) Maintaining good relations with the
suppliers may affect buying at lower prices
and sometimes continuity of supply, high
inventory turnover and consistency of
quality also.
(h) Objective of development of personnel
may adversely affect the wage bill of the
department.
(i) Keeping good records may also affect
the objective of keeping wage bill low.
1.4.2 It will be seen from the above
discussions that it is not easy task to
manage various activities related to
management of materials. In order to
decide, which objective is more important
in a particular situation, we require
managerial skills and decisions have to be
taken keeping overall interest of the
organization in mind. This is reason why
all the functions related to managing
materials should be dealt by one
department. @@@

Prathibha- October – December 2012 Page 21 of 36
CORROSION REPAIR PROCEDURE
OF HEAD STOCK AND THEIR
ASSEMBLY
-Compiled by
K.L.N.Swamy
Sr.Lecturer/STC/SC
Introduction:
An increase in the cases of en-route
detachment of coaches due to major weld
failures. These failures have occurred due
to working out of head stock, draw bar
assembly and sole bar cracks etc. The
quality of corrosion repair has a direct
bearing on the safe running of coaches.
RDSO had been advised to prescribe
complete procedure for corrosion repair of
head stock and other critical areas.
RDSO has carried out sample
check of welding practices and type of
electrodes being used for welding of
critical areas. It is noted that Railways are
either not using “D” class electrodes for
welding of IRS M – 41 or face difficulty in
its usage. Railways are advised to take
following care during welding with “D”
Class electrodes i.e.
a. The electrode must be preheated to
about 250° C for two hours or as
recommended by electrode
manufactures before use.
b. While welding with AC, the welding
transformer must have minimum
OCV-80 volts for its smooth running.
c. If welding with DC equipment, the
electrode must be connected with
positive terminal of equipment.
d. During positional welding, 4 mm or
less diameter electrodes to be
preferred for better control of bead.
The corrosion repair procedure of head
stock, their assembly and precautions to be
taken during welding and painting after
repair in ICF/RCF coaches are mentioned
below:
Procedure:
I. Instructions for replacement of
Outer Head stock during Corrosion
Repairs
1. Dismantle the buffers and check
the buffer base periphery for
corrosion and the bolt holes for
securing buffers for wear and
oblongivity /cracks.
2. If the depth of corrosion below the
buffer base is insignificant, the bolt
holes are not worn out and no
cracks have developed, clean the
rust and paint.
3. If corrosion is not significant and
bolt holes for securing of buffers
are worn out /have become oblong,
the holes should be filed up by
welding and re-drill if required.
4. If corrosion is significant ( i.e. loss
in section is more than 20% of
original thickness) replace the
buffer base.
5. Remove the floor molding, end
wall panel, lavatory, stainless steel
inlay flooring / compreg PVC
flooring up to a distance of 300mm
in lavatory gang way and
supporting member of compreg
flooring in the gang way.
6. Support the anti-telescopic
stanchions at the bottom and sole
bar on suitable wooden stands.
7. Gas cut the head stock beam along
with the vestibule sill and other
corroded components and the end
Headstock repairs under progress

Prathibha- October – December 2012 Page 22 of 36
wall sheet, ensuring that no
damage is caused to the anti-
telescopic stanchions, sole bar and
the stiffener tube behind the
buffers.
8. Grind sole bar flanges, stiffener
tubes behind buffer (centre
stiffener) and floor stiffener
stanchions to match with the head
stock.
9. Remove all existing paint of visible
area by steel wire brush to bare
metal & prepare the visible surface
for painting
10. Prepare a new head stock beam
arrangement complete with 8 mm
steel plate to drawing
No.ICF/STD-1-2-002. Before
welding ensure correctness of the
bolt hole size for buffer bolts in
headstock beam as well as
stiffeners (item 5, 15, 6, 16) are
welded in the head stock in
position.
11. Check for straightness of head
stock and overall alignment.
12. Full weld the new head stock to the
sole bar, stiffener tubes, anti
telescopic stanchions, floor
stiffeners and guide angles. Weld a
new vestibule sill over the
headstock.
13. Welding shall be done by ‘D’ class
electrodes to IRS-M 28 (latest
Rev.) or class IV MIG / MAG
welding wires as per specification
IRS-M-46 (latest Rev.).
14. While welding with ‘D’ class
electrodes following special care
should be taken as these are basic
coated electrodes:
a. The electrode must be
preheated to about 250°C for
two hours or as recommended
by electrode manufactures
before use.
b. While welding with AC, the
welding transformer must have
minimum OCV-80 volts for its
smooth running.
c. If welding with DC equipment,
the electrode must be
connected with positive
terminal of equipment.
d. During positional welding, 4
mm or less diameter electrodes
to be preferred for better
control of bead.
15. Welding shall be preferred in flat
position; vertical up welding shall
be used in place of vertical down.
16. Welded head stock should cleaned
again by steel wire brush.
17. Paint the head stock and all visible
members by high performance
anticorrosion epoxy coating RDSO
specification No M & C / PCN /
123 / 2006.
18. Weld a new end wall sheet as
required.
19. Clean and paint the end wall.
II. Instructions for replacement of
Headstock Assembly during
Corrosion Repairs:
A. Cutting of Headstock Assembly:
1. Dismantle the buffers, remove the
floor moulding, end wall panel,
stainless inlay flooring from
lavatory / compreg PVC flooring
up to door way and supporting
member of compreg / PVC
flooring.
2. If the corrosion is significant i.e.
loss in thickness of section is more
than 20% of original thickness at
any location on inner head stock
and their other members, the
assembly should be replaced.
3. Gas cut the vestibule sill and the
end wall sheet up to required
height.
4. Provide Bolster Support with bogie
frame and bottom portion of Sole
bar flange to rail line.

Prathibha- October – December 2012 Page 23 of 36
5. Measure the camber of the coach
by “Piano Wire System” and also
measure the height of the bottom
flange of the head stock from the
rail level.
6. Note down the camber and height
of head stock from rail level.
7. Cut the end panel by gas cutting up
to required height.
8. Remove the Yoke and cut the end
stanchion pillar by gas cutting.
9. Cut the sole bar near door pillar,
sole bar boxing and body side
pillar at both side.
10. Cut the Lavatory tube / trough
floor, welded with inner head stock
by gas cutter.
B Fabrication of headstock
assembly:
Fabricate the complete head stock
with 8 mm outer beam (outer head
stock ) to RCF Drawing No.
CC12230 or ICF drawing No.
ICF/STD-1-2-001 on a welding
manipulator for facilitating down
hand full welding or procure from
trade.
C Fitting of headstock assembly:
1. From the welding manipulator
place the head stock assembly by
EOT carane (if manufactured in
house) on the lifting platform.
2. Move the loaded lifting platform
for fitment to place where old one
was removed by gas cutting.
3. Fully weld the supports on the both
side of the bottom flange of old
sole bar to the inner head stock.
4. Finish cut the outside end
stanchion pillar as per the required
height.
5. Place the lifting platform in proper
place and lift it up to the required
height. Push if forward so that the
inner head stock is support welded
with the old sole bar.
6. Tack weld two end stanchion at
both end with the old one and weld
two angles at bottom portion of it
to provide support to the head
stock portion of the assembly.
7. Place the assembly properly and set
it as per dimensions by measuring
tape & plumb.
8. Check the height of the lower
flange of Head stock from rail level
and adjust with the initial reading.
9. Check all the dimensions and tack
weld the head stock assembly with
the stanchion pillars, sole bar and
sole bar boxing. Remove the
Manipulator for Headstock Assembly
Headstock Assembly
Coach inside view of Headstock repairs

Prathibha- October – December 2012 Page 24 of 36
welded support form the end
stanchions.
10. Tack weld the middle stanchion
pillars.
11. Now release the lifting trolley and
pull it out.
12. Weld two Nos of vertical support
with the lower portion of the head
stock on both ends, to provide
support of the front portion of head
stock assembly from rail line.
13 Tack weld the head stock bottom
strengthening plate at proper place
and carry out full weld.
14 While welding with ‘D’ class
electrodes following special care
should be taken as these are basic
coated electrodes:
a. The electrodes must be
preheated to about 250°C for
two hours or as recommended
by electrode manufactures
before use.
b. While welding with AC, the
welding transformer must have
minimum OCV-80volts for its
smooth running.
c. If welding with DC equipment,
the electrode must be connected
with positive terminal of
equipment.
d. During positional welding, 4
mm or less diameter electrodes
to be preferred for better control
of bead.
16. Welding shall be preferred if flat
position, vertical up wedling shall
be used in place of vertical down.
17. The vertical support of the head
stock assembly should be removed
after completion of the fitment of
sole bars on both sides.
18. Welded head stock should
cleanded again by steel wire brush.
19. Paint the head stock and all visible
members by high performance
anticorrosive epoxy coating to
RDSO specification M &
C/PCN/123/2006.
20. Measure the final camber of the
coach at the ends, if required re-
adjust it accordingly.
21. Welding shall be done by ‘D’ class
electrodes to IRS-M 28 (latest
Rev.) or class IV MIG / MAG
welding wires as per specification
IRS-M 46(latest Rev.)
III Welding Electrode & Welding
Wire for different combination
of Steel Material
A ICF Shell:
Following types of steel are used
for manufacture of major shell
assemblies
S.
No
Major
Assemblies
Steels used
1
Side wall,
End wall and
Roof
structure
IRS M-41
(Corten
Steel)
2
Roof sheet
and Trough
floor
IRS M-41
(Corten
Steel)
Austenitic
Steel (SS
301)
(for 1.7 mm
Trough
floor)
3 Under frame
IRS M-41
(Corten
Steel)
IS:2062 E-
250 &
IS:1239Pt.i
Tab.3
B LHB Shell:
Following types of steel are used
for manufacture of major shell
assemblies:

Prathibha- October – December 2012
S.
No
Major
Assemblies
1
Side wall,
End wall and
Roof
structure
2
Roof sheet
and Trough
floor
3 Under frame
C Electrode & Welding Wire:
Welding electrode and MIG/MAG
welding wire for welding of
different types of steels are:
S.N
o.
Descrip
tion
MMAW
Electrode
as per IRS
M – 28
2002
(Amende
ment-2)
1
IRSM-
41with
IRSM-
41
‘D’ class
2
AISI
304
with
AISI
304
M1 Class
3
IRSM-
41 with
AISI
301
M4 Class
4
AISI
304
with
AISI
409 M
M1 Class
5
AISI
409 M
with
M2 Class
12
Steels used
Ferritic
Steel (SS
409M)
Austenitic
Steel (SS
304)
IRS M-41
Corten Steel
& IS:2062
E-250
Electrode & Welding Wire:
Welding electrode and MIG/MAG
welding wire for welding of
different types of steels are:
MMAW
Electrode
as per IRS
(Amende
MIG/MA
G welding
wire as
per IRS
M – 46-
2003
(Amende
ment-1)
Class IV
Class VI
Class VII
Class VI
Class VI
AISI
409 M
6
AISI
301 /
AISI
304
with
IS:2062
E-250
M4
7
IS:2062
E-250
to
IS:2062
E-250
or
IS:1239
Pt.I
Tab.3
A3
Class
8
IRSM-
41 with
IS:2062
E-250
M1
Ref: RDSO Lr.No.MC/C&N/REH dated
21.12.2010
@@@
CO2 welding during
Headstock repair carried out on coach
Page 25 of 36
Class Class VII
3 / B1
Class Class I
Class Class IV
Ref: RDSO Lr.No.MC/C&N/REH dated
@@@
welding during Headstock
ock repair carried out on coach

Prathibha- October – December 2012 Page 26 of 36
IMPREST STORES
-Compiled by
N.Gunavati
Sr.Instructor(Stores)/STC/SC
Definition
Material whether stock items or non –
stock items, held in stock at running
sheds, Train examining station etc not
for specific works but as a standing
advance for the purpose of meeting
day – to – day requirements in
connection with the repairs &
maintenance & operation of rolling
stock shall, including consumable store
be treated as imprest stores.
Objects
The main object is to control the
expenditure on materials used each
month & also to have effective
financial & departmental control on the
stocks, their issues & recoupments.
There are 2 systems of imprest
stores.
• Stores – the cost of which would
have already debited to final head
of Revenue working expenses
which is also known as “Changed
– of Stores”
• Stores forming of Stores balances
of Railway. The cost of which be
at the debit of Capital Suspense.
In the ease of Charged of Stores, This
imprest holder should maintain a
numerical account of all transactions from
imprest.
Schedule of Imprest Stores
Schedule of items of such materials
showing the quantities of each item which
should be held as an imprest should be
prepared separately from each imprest
holder showing
• Group of Stores ( Class )
• Price List or Part List Number
• Brief description of Stores
• Sanctioned imprest
• Rate
• Value
• Revision of the quantity from time to
time with reference to authority &
annual revaluation.
Copies of Schedule & subsequent
modification shall be supplied to the
DRM, or immediate supervisor of the
Imprest holders concerned Stores Depot &
SAO.
Basis of fixing quantities
The quantity for each item of Imprest
holder which each imprest holder may
hold at a time should be generally based
on 2 months average consumption +
should be approved by the GM or any
lower authority whom he has authorized.
The quantity can be revised once in 6
months but this should justify with the
actual working requirements.
In case a new item is to be included in the
schedule, then a proper justification to his
controlling officer to obtain approval &
sanction from HOD.
In case the imprest stores is enhanced to
meet the requirements against works
which are going to extend beyond 2
months, the Divisional Officer may
authorize a temporary increase in imprest
stock, with a copy sent to A/c officer & the
Depot officer.
No transfers on basis of assistance
between one imprest holder to another
imprest holder is advisable without a
suitable remark on all connected
documents & under the instructions of the
Divisional Officer.
Monetary limits
The Imprest Stores are priced at Price list
rates of the cost is worked out by the A/c
officer & the total value thus ascertained

Prathibha- October – December 2012 Page 27 of 36
fixed at the approximate limit, in terms of
money, of the cost of Imprest that may be
held by an Imprest holder. Any change in
the monetary limit is required then it
should be finally be approved by GM,
once a year.
Recoupment of Imprest
Recoupment of imprest is made monthly
on S – 1830 companied issue &
recoupment Schedule. This is prepared in
4 foils & are sent to the fueling depot.
The imprest holder should ensure that the
quantity to be recouped will be such as to
bring up his ground balance to the fixed
sanctioned imprest level ( 2 months level
only )
Not more than 7 items should be included
in an imprest from S – 1830 & should be
signed by the compliant authority.
Depot Procedure
On receipt of S- 1830 in the depot, they
are checked with the sanctioned imprest of
the consignee concerned. Later, this is
filled with the actual quantity issued by the
depot against the quantity demanded; the
balance if any gets automatically
cancelled. The imprest holder may recoup
through the next schedule or through a
special indent drawn against S – 1830
submitted to the stocking depot with a
covering letter.
Accounts Office Procedure
The SAO should insert the rates on the
schedule, and after valuing the actual
quantities issued by the depot for each
head of accounts should post the relevant
price ledgers & forward one copy to the
District & Divisional officer concerned in
support of the daily summary of Issues
relating as record in the SA office.
Procedure in the Office of Imprest
holder
Each imprest holder should maintain a
numerical ledger for each item of stores
showing all receipts, issue & balances of
imprest materials.
From S – 1817 is to be used to enter the
issues & as each sheet for an item of
imprest is completed. The imprest holder
should count the balance on the card &
then if any issue are made against (S-1313)
a special indent this also should be
combined & the actual plus / minus should
be derived if any.
All issues should be made against issue
ticket S-1819 which should be signed by
the person authorized to approve the
quantities to be drawn from the stores
depot. Separate issue note should be made
for each item to be drawn from store
showing the head of Accounts to which the
cost is to be debited indicating the PL nos.
At the end of the day, the issue tickets
should be arranged as per the PL nos as
well as the Allocation under which they
are to be debited.
A daily abstract in form no S-1821 should
be made showing the total quantities of
each item issued & the quantities debited
to each head of the Accounts.
Likewise a monthly summary of issues are
made in form S-1823 & sent to the
controlling office along with debits advice.
Accounts revaluation and accountal
The Imprest should be valued at price list
rates by the SAO on the 31st March each
year for purpose of incorporation in as
annexure to the Annual Statement of
Stores Transactions (S-3001). The SAO
will intimate each of the Imprest Holder
regarding the revised money value of the
imprest under their control.
Whenever there is an increase in value, the
amount of the decrease with brief remarks
as to the cause, should be given to enable
the department officers to examine the

Prathibha- October – December 2012 Page 28 of 36
imprest sanction before obtaining the
sanction of the GM.
Verification & Inspection
Departmental verification of Imprest
Stores should be done annually by the
Departmental Officer & a certificate to
that effect should be accompanied with the
annual statement of Stores transaction.
Accounts verification should be carried out
once in 2 years& the accounts personnel
should check every record maintained by
the Imprest holder connected to drawn of
Imprest stores from the depot.
Any discrepancy or irregularity found
should be taken up as per the extent rules.
Accounts of Imprest at the debit of
capital suspense
Stores accounts officer should maintain a
manuscript register in form S-1860
showing total value of each imprest. The
subsidiary register for capital heads of
suspense accounts in form S-2937 should
be posted each month from these registers
for the purpose of reconciliation with
general books.
The imprest holder should prepare
daily a priced daily abstract of issue in
form S-1862 from these daily abstracts
should be posted daily two months daily
two months summaries one by quantities
for each item of stores and another by
detailed heads of accounts in form S-1863
A&B
The total amount allocated during
one month of each detailed head account
should be extracted from the monthly
allocation summary (S-1863)
Disposal of the 4 foils of the recoupment
schedule S-1830
I-STAGE
Consignee will prepare S- 1830 in 4
foil & send it to the depot .
II- STAGE
In the depot after checking up the levels
of the stock with the imprest holder as
mentioned in the schedule , the quantities
issued is indicated and then 1 copy is
retained by the depot , 2 copy is sent to the
accounts office and 3&4 is sent to to the
consignee for giving acknowledgment and
return back to the depot.
III-STAGE
Consignee on the receipt of 3&4 copy
checks and gives its acknowledgment on
both the copies and sends 1 copy to the
depot and another to the accounts for the
posting in their respective heads of
accounts.
IV-STAGE
At the accounts office on receipt of 2 copy
from the depot and 3copy from the
consignee inserts the rates on the schedule
and after being valuating separately for
each head of accounts should pose the
relevant price headers and dispatches 3
copy to the consignee and keeping 2 as the
office copy.
Verification and Inspection
Departmental verification of the
imprest stocks should be carried out
annually and a certificate there to be
appended to the annual statement of stores
transactions.
The stocks should be verified by the
accounts stock verifiers at least 2 years
for irregularities to rain stock against the
concern employee and call for explanation
for such irregularities .The verifier will
whether the schedules are based on annual
consumptions.
The mechanical engineering
department should inspect the sheds and
stations to check that the helpers ,abstracts
and summaries are maintained up to date
in accordance with the rules and that there
are no stores kept on hand other than those
in the sanctioned imprest.
***

Prathibha- October – December 2012 Page 29 of 36
TIPS FOR SUCCESSFUL IMPLEMENTATION
OF ISO 9001:2008
QUALITY MANAGEMENT SYSTEM
-Ch. Phaneendra Nadh,
Sr.Instructor/ST/SC
1. Know and remember your customers and
their requirements.
2. Understand and spread the message of
the quality policy of our workshop and
quality objectives of the shop / section.
3. Ensure that you contribute positively for
the achievement.
4. Ensure proper housekeeping.
5. Make available for reference as and when
the required to applicable documents
without solely depending on memory
only. Examples of such documents are:
i) Railway Board / RDSO / BIS / IRS
specifications, guidelines etc.
ii) Applicable plans / work order etc.
iii) Applicable drawings, sketches, catalog
etc.
iv) Applicable procedures, work
instructions etc.
6. Ensure that the documents are the current
ones and are legible. If any obsolete
documents are in your possession, please get
them exchanged for the current ones.
7. Keep sufficient number of copies of
applicable formats for ensuring prompt
filling up.
8. Make it a regular habit to fill the formats
and registers without any delay. Let the
entries be very clear and legible.
9. Ensure that only calibrated MMEs
(Monitoring & Measuring Equipment) are
used. If any MME is due for calibration,
identify the due date in advance and
ensure prompt calibration. If any status
indicating stickers or labels are defaced /
missing, please get replacements
immediately.
10. Ensure that areas are marked or tags
are readily available for identifying
non conforming products. Ensure that
till nonconformity situation is
resolved, the NC products are not
used even by mistake.
11. Depute personnel for training
promptly advising them to attend the
training on time and to learn
effectively during the training.
12. After the training is completed, ensure
that necessary feedbacks are complied
with.
13. Keep the notice board up to date with
latest information. Inculcate the habit
of looking at the Notice Board in every
body’s mind, welcome people in the
section to contribute useful displays in
the Notice Board.
14. Ensure that personnel use personnel
protective appliances while carrying
out then jobs.
15. On the shop floor jobs must be stored
neatly one above the above with
identification tags and other records
and wherever provided in the pallets
only.
16. All the material/spares/tools available
on the shop/sub-stores shall have
identification and traceability i.e.
where and how the items are received
and concerned records to be
maintained for the same.
17. Move the parts / jobs from one stage
to another not just as a routine but
only after ensuring satisfactory
completion of the job and clearance.
18. Ensure that all consumables are used
only as required without any wastage.
19. Ensure that all leakages in water lines,
oil lines and compressed air lines are
plugged since they drain resources
badly.
20. Review the performance improvement
periodically and achieve continual
improvement in the organization.
***

Prathibha- October – December 2012 Page 30 of 36
SIMILARITIES IN THE PROCESS OF
TEETHING & TEACHING - Compiled by
P.V.V.L.Katyayan Devi ,
Sr.Clerk/STC/SC
Teething Teaching
Comes out in hard
form from the
softest gums of a
child
Implant the hard
core subjects into
the tender brains of
a learner
Makes a child bad,
by tempting to
chew all the time
Makes the brain
detect in many a
ways it likes both
directly & indirectly
& proves to be
naughty
Mostly takes the
dirty things in and
creates problems on
the entire body
Often makes a
wrong conclusion and which makes
entire institution
polluted
Sometimes makes
the parents
annoyed of the
serial problems of
health and hygiene
In certain instances
makes both the
teacher & learner
gets disturbed with
serial doubts of
baseless nature
Looks good, if
borne with, while
sprouting up
Learns the best, if
keep pace with the
teacher, while
teaching
Primary teeth get
replaced after 6
years but the roots
remain unchanged
Knowledge of
earlier learning gets
replaced with
advancement in
studies with the
basic concepts
unchanged
After bearing with a
lot of strain, gives
the strength to
crackle the
HARDEST EATABLES with
ease
After bearing with
the heaviness of
inputs of
knowledge, gives
the way to crackle
TOUGHEST
PROBLEMS in
easiest ways
@@@
Description Details
No. of class
rooms/learning
units
05
Class rooms
total capacity
68 trainees
No. of
Seminar/Meeti
ng Halls
01 with capacity of 100
trainees
Model
Rooms/Laborat
ories
05:
i) Diesel Model Room
ii) Mechatronics
Laboratory
iii) Carriage & Wagon
Laboratory
iv) Welding Laboratory
v) Computer Centre
Computerised
Library
2729 books, about 50
CDs and 110 video
cassettes
Hostel/Mess
facility
-32 rooms with 122 beds
capacity.
-Capacity of Dining Hall -
40 persons.
-Mess run by Trainees on
no profit & no loss basis.
Entertainment i) Colour TV with DTH
connection
ii) DVD player
iii) Recreation Room
iv) Carom board & chess
etc.
Extracurricular
activities
i) Yoga & Meditation
ii) Games- indoor and
out door
iii) Gymnasium
iv) Gardening
Medical
Facilities
Central Railway Hospital,
Mettuguda,
Secunderabad at a
distance of 1 km.
- First aid kits available at
Hostel and at Training
centre.
@@@
INFRASTRUCTURE
Headstock repair carried out on coach

Prathibha- October – December 2012 Page 31 of 36
Department Type Code Name of the Course & Batch
No.
Batch
No.
No. of
candidate
s
attended
%
Capacity
Utilisation
July 2012
Mechanical
Initial ART&
MRT ART&MRT COURSE 10 10
131%
Special
MCH*(P
LC,CDTS
)
MECHATRONICS (PLC,CDTS) 02
AIM ACCIDENT AND INVESTIGATION
MANAGEMENT 19 12
Stores Refresher MMRC REFRESHER COURSE FOR
MATERIAL MANAGEMENT 54
Personnel Refresher RCP* REFRESHER COURSE FOR
PERSONNEL STAFF 01
August 2012
All
Departments Special
MSO* INTRODUCTION TO COMPUTERS
IN MS WORD AND EXCEL 04 15
146%
MSA* INTRODUCTION TO DATA BASE-
MS ACCESS 33 12
AWS ADVANCED WORKSTUDY
COURSE 177 02
IST* COURSE ON INTRODUCTION TO
STORES 02 05
AWT ADVANCED WELDING
TECHNOLOGY 30
September 2012
MECHANICAL
REFRESHER RC-M
REFRESHER COURSE FOR C&W,
WORKSHOP AND DIESEL
SUPERVISORS
36 23
- SPECIAL
M&P MAINTENANCE OF M&P 04 04
SAP(S) SAFETY AWARENESS PROGRAM
FOR SUPERVISORS 02 03
C&W DEVELOPMENTS IN C&W 01 03
STORES
DEPARTMENT REFRESHER MMRC
REFRESHER COURSE FOR
MATERIAL MANAGEMENT 55 07
SPECIAL CSD COURSE ON SCRAP DISPOSAL 03 08
Courses Conducted Vs Capacity Utilisation for the Last Quarter

Prathibha- October – December 2012 Page 32 of 36
ALL
DEPARTMENT
S
SPECIAL
OCM
ORIENTATION COURSE FOR
MINISTERIAL STAFF(NON-
PERSONNEL)
70 17
COP COURSE ON OFFICE
PROCEDURES 17 17
MSO* INTRODUCTION TO COMPUTERS
IN MS WORD AND EXCEL SPECIAL 07
MSO* INTRODUCTION TO COMPUTERS
IN MS WORD AND EXCEL 05 28
* Indicates New course introduced from this year.
S.No. Wing Category No. of Trainees
1. C&W
App.SSE (RRB) 07
App.JE (RRB) 25
Intermediate App.JE 26
App.JE (Rankers) 13
2. DSL
App.JE-II (RRB) (Dsl.Mech) 04
App.JE-II (RRB) (Dsl.Elec) 03
App.JE (Rankers) 04
3. WS
App.SE(RRB) 06
App.JE(RRB) 27
Intermediate App.JE-II 05
App.JE (Rankers) 10
4. Drawing
App.SE(RRB) 01
JE(RRB) 02
Total 133
Apprentices Undergoing Training (as on 03.10.2012)

Prathibha- October – December 2012 Page 33 of 36
Department Type
Code &
Batch
No.
Name of the Course
& Batch No. Duration From To Eligibility
OCTOBER 2012
MECHANICA
L
INITIAL INC
INTERMEDIATE
APPRENTICE JE
(C & W,
DIESEL,WORKSHOP)
ORIENTATION
52
WEEKS 08.10.12 05.10.13
NEW
RECRUITEES OF
JE
(INTERMEDIATE
APPRENTICES)
OF
WORKSHOPS,
C&W AND
DIESEL SHEDS
REFRESHER RC-WSI
REFRESHER COURSE
FOR SERVING
WORK-STUDY
INSPECTORS OF
INDIAN RAILWAYS
7 DAYS 03.10.12 10.10.12
WORK-STUDY
INSPECTORS OF
INDIAN
RAILWAYS
Special
AIM
ACCIDENT AND
INVESTIGATION
MANAGEMENT
1 WEEK 29.10.12 03.11.12
SUPERVISORS
OF
MECHANICAL
DEPARTMENT
EMD /
GM
COURSE ON EMD /
GM LOCO SYSTEMS 1 WEEK 29.10.12 03.11.12
SUPERVISORS
AND
TECHNICIANS
OF DIESEL
SHEDS OF SC
RAILWAYS
Stores INITIAL MMIC
MATERIAL
MANAGEMENT
INDUCTION COURSE
4 WEEKS 03.10.12 08.11.12
SUPERVISORS &
MINISTERIAL
STAFF OF
STORES,
MECHANICAL
AND OTHER
DEPARTMENTS
ALL
DEPARTMEN
TS
SPECIAL D&AR
COURSE ON
DISCIPLINE &
APPEAL RULES
1 WEEK 15.10.12 17.10.12
SUPERVISORS
AND
MINISTERIAL
STAFF
Courses Offered in the Next Quarter

Prathibha- October – December 2012 Page 34 of 36
MSP MS POWER POINT &
INTERNET 1 WEEK 08.10.12 13.10.12
SUPERVISORS &
MINISTERIAL
STAFF OF ALL
DEPARTMENT
INCLUDING
RAILWAY
SCHOOLS
TEACHING
FACULTY
T & C
COURSE ON
TENDERS AND
CONTRACTS
3 DAYS 18.10.12 20.10.12
SUPERVISORS &
MINISTERIAL
STAFF OF ALL
DEPARTMENTS
SPD
SUPERVISORS
PERSONALITY
DEVELOPMENT
1 WEEK 03.10.12 10.10.12
SUPERVISORS
OF ALL
DEPARTMENTS
NOVEMBER 2012
MECHANICAL
INITIAL
ART &
MRT ART & MRT COURSE 4 WEEKS 05.11.12 01.12.12
SUPERVISORS &
STAFF OF C&W
AND DIESEL OF
MECHANICAL
DEPARTMENT
REFRESHE
R
RC-LI(D)
REFRESHER COURSE
FOR LOCO
INSPECTORS(DIESEL)
1 WEEK 05.11.12 10.11.12
LIs,PRCs,CPRCs,
CCs,CCCs,OF SC
RAILWAY
SPECIAL
MCH
(140T,
LUKAS)
MECHATRONICS
(140T CRANE,LUKAS) 1 WEEK 19.11.12 24.11.12
SUPERVISORS
OF
MECHANICAL
DEPARTMENT
DEALING WITH
140T CRANE /
LUKAS
ABS AIR BRAKE SYSTEM 1 WEEK 05.11.12 10.11.12
SUPERVISORS &
STAFF OF
MECHANICAL
DEPARTMENT
STORES
DEPARTMENT
REFRESHE
R MMRC
REFRESHER COURSE
FOR MATERIAL
MANAGEMENT
12 DAYS 14.11.12 27.11.12
SUPERVISORS &
MINISTERIAL
STAFF OF
STORES AND
OTHER
DEPARTMENTS

Prathibha- October – December 2012 Page 35 of 36
PERSONNEL SPECIAL SCPS
SPECIAL COURSE
FOR PERSONAL
STAFF
5 DAYS 26.11.12 30.11.12
MINISTERIAL
STAFF AND
WELFARE
INSPECTORS OF
PERSONNEL
DEPARTMENT
ALL
DEPARTMENT
S
SPECIAL
MSO
INTRODUCTION TO
COMPUTERS MS
WORD & EXCEL
1 WEEK 05.11.12 10.11.12
SUPERVISORS &
MINISTERIAL
STAFF
INCLUDING
RAILWAY
SCHOOLS
TEACHING
FACULTY
AWS ADVANCED WORK
STUDY COURSE 22 DAYS 19.11.12 13.12.12
SUPERVISORS
AND OFFICE
SUPERINTENDE
NTS OF INDIAN
RAILWAYS
AWT
ADVANCED
WELDING
TECHNOLOGY
1 WEEK 19.11.12 24.11.12
SUPERVISORS
OF
MECHANICAL
AND OTHER
DEPARTMENTS
DECEMBER 2012
MECHANICAL
DEPARTMENT
REFRESHE
R RC-M
REFRESHER COURSE
FOR C&W,
WORKSHOP AND
DIESEL SUPERVISORS
18 DAYS 03.12.12 22.12.12
SUPERVISORS
OF
MECHANICAL
DEPARTMENT
SPECIAL SAP(T)*
SAFETY AWARENESS
PROGRAM FOR
TECHNICIANS
3 DAYS 17.12.12 19.12.12
ALL
TERCHNICIANS
OF
WORKSHOPS,
C&W, DIESEL
SHEDS, DEPOTS
OF
MECHANICAL
DEPARTMENTS
STORES SPECIAL HQST*
HEAD QUARTERS-
WORKING OF
STORES
3 DAYS 10.12.12 12.12.12
STAFF OF
STORES
DEPARTMENT

Prathibha- October – December 2012 Page 36 of 36
All
Departments SPECIAL
MSA*
INTRODUCTION TO
DATA BASE- MS
ACCESS
1 WEEK 03.12.12 08.12.12
SUPERVISORS
AND
MINISTERIAL
STAFF OF ALL
DEPARTMENTS
INCLUDING
RAILWAY
SCHOOLS
TEACHING
FACULTY
OCM
ORIENTATION
COURSE FOR
MINISTERIAL
STAFF(NON-
PERSONNEL)
1 WEEK 17.12.12 22.12.12
NON-
PERSONNEL
MINISTERIAL
STAFF
COP COURSE ON OFFICE
PROCEDURES 3 DAYS 13.12.12 15.12.12
SUPERVISORS
AND
MINISTERIAL
STAFF OF ALL
DEPARTMENTS
* Indicates new course introduced from this year.
***
QQ Quotable Quotes
Perfection is achieved, not when there is nothing more to
add, but when there is nothing left to take away.
QQ Do not confuse motion and progress. A rocking horse keeps
moving but does not make any progress.
QQ For safety is not a gadget but a state of mind.
Safety is a cheap and effective insurance policy.
Tomorrow – your reward for working safely today.
Recommended


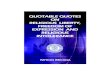










![[IJET V2I3P4] Authors: Manjunath Aski, Prathibha P](https://img.pdfslide.us/doc/110x75/588035781a28ab9f0f8b7319/ijet-v2i3p4-authors-manjunath-aski-prathibha-p.jpg)