Conversion of Black Liquor in a Fluidized Bed Steam Reformer
Kevin WhittyInstitute for Combustion & Energy Studies (ICES)
The University of Utah
7th International Colloquium on Black Liquor Combustion and GasificationJuly 31 – August 2, 2006
Jyväskylä, Finland

2
Outline
Intro – BL steam reforming• Fluidized bed steam reforming• Commercial installations• Steam reforming research
This study – Experimental systemLiquor conversion in a steam reformer• Fate of organic carbon• Factors impacting carbon conversion• Development-scale versus full-scale
Conclusions

3
Outline
Intro – BL steam reforming• Fluidized bed steam reforming• Commercial installations• Steam reforming research
This study – Experimental systemLiquor conversion in a steam reformer• Fate of organic carbon• Factors impacting carbon conversion• Development-scale versus full-scale
Conclusions

4
Black Liquor Steam ReformingAlternative to combustion in recovery boiler• Improved energy efficiency• Better environmental performance• Can improve pulp yield and quality• Safer technology
Fluidized bed reforming• Steam for fluidizing and reactant• Operating temp. ~1120°F (605°C)• Endothermic process – indirect
heating• Bed solids made of "ash" product
from reformingDevelopers• MTCI – Process development• TRI – Commercial installations
Black liquor
Productgas+air
Fluegas
Bed solids Steam
Product gas
PulsedheatersBlack liquor
Productgas+air
Fluegas
Bed solids Steam
Product gas
Pulsedheaters

5
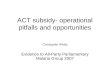
Norampac Steam Reformer
Photos courtesy of Norampac
Trenton, ON, CanadaStartup June 20031x100 tds/day reformerCarbonate liquorNo product gas conditioning –Sent directly to boilerBed heaters fired on natural gas
6
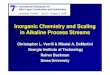
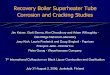
Big Island, VirginiaStartup Spring 20042x100 tds/day reformerCarbonate liquorProduct gas handling• Superheater• Venturi scrubber• Gas cooler• H2S scrubber
Bed heaters fired with clean product gas
G-P Big Island Steam Reformer
Photos courtesy of Georgia-Pacific Corp.

7
Steam Gasification Research
Atmospheric studies• 1980s – 1990s• Van Heiningen
Pressurized studies• 1990s• Whitty, Frederick, Hupa (Åbo Akademi)• VTT Finland
In-house development at MTCI• 1980s – 1990s• Proprietary

8
Outline
Intro – BL steam reforming• Fluidized bed steam reforming• Commercial installations• Steam reforming research
This study – Experimental systemLiquor conversion in a steam reformer• Fate of organic carbon• Factors impacting carbon conversion• Development-scale versus full-scale
Conclusions

9
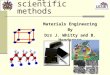
U.Utah Steam Reforming System
Water
Bed solids
Internalcyclone
After-burner
Dry gas to analyzers
Freeboard
Bed heaters
CW in CW out
Boiler
R.O.
AirNaturalGas
Condensate
Cooler/condenser
Black Liquor Tank (heated)
Circ.pump
Feedpump
Lockhopper
Distributor
Superheater
Soften Steam
Air
N2
Steam
Exhaust
Air Nitrogen
Pressure control valve
Pressurerelease
Gas to slipstream reactors
H2O in
H2O out
H2O
Natural gas

10
Gasification Research Facility
Fluidized bedsteam reformer
Boiler
Fuel tank Product gas cooler
Afterburner
Superheater(under grating)
Slipstreamreactors
Entrained-flowgasifier

11
Steam Reformer Bed Section
LiquorInjector
PowerLeads
ThermocoupleLeads
SamplePort
SamplePort
HeaterBundles
Thermocouple

12
Steam Reformer Bed Section

13
Outline
Intro – BL steam reforming• Fluidized bed steam reforming• Commercial installations• Steam reforming research
This study – Experimental systemLiquor conversion in a steam reformer• Fate of organic carbon• Factors impacting carbon conversion• Development-scale versus full-scale
Conclusions

14
Black Liquor Conversion
Char
Pyrolysis
Volatiles,tars
Droplet Solids
Drying
Moisture
Smelt
Char gasification
H2O H2, CO, CO2
H2O(g) + C(s) H2(g) + CO(g)
H2O(g) + CO(g) H2(g) + CO2(g)

15
Fate of Organic Carbon
Gas(CO, CH4, CO2)
Tars
Bed Solids
Organiccarbon

16
Carbon ConversionApproximate fate of organic carbon
Gases: 95-99%Tars: 0%Bed Solids: 0.5-2%
PDU
UtahGases: 65-85%Tars: 10-30%Bed Solids: 2-8%
Big IslandGases: 58-80%Tars: 4-20%Bed Solids: 10-25%

17
Tars – Variation in Results
Residence time• Utah: 2 + 8 seconds in bed + freeboard• Big Island: 10 + 7 seconds in bed + freeboard
Temperature• Utah freeboard exit temperature: 420°C (790°F)• Big Island freeboard exit temp: 590°C (1095°F)
Measurement technique• Utah: Cold trap to –20°C with dichloromethane• Big Island: Difference from system balance plus
cold trap measurements• MTCI PDU: No specific effort to trap tars

18
Char Conversion Studies
Determine factors that impact char carbon conversion (residual bed carbon)• Temperature• Presence of product species (H2 and CO)
Consider difference between small scale PDU studies and full-scale systems• Small-scale systems achieve >95% conversion
to gases (+ tars)• Full scale system achieving only 70-85% carbon
conversion

19
Bed Carbon versus TimePure steam. No liquor feed.
0%
2%
4%
6%
8%
10%
12%
14%
0 2 4 6 8 10 12 14 16 18 20 22 24
Time (hours)
Org
anic
Car
bon
Con
tent
(wt%
)
Reaction order = 0.0
0.5
1.0

20
Lab-Scale Char Conversion StudiesInfluence of hydrogen on gasification rate
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4
H2 partial pressure, bar
0
4
8
12
16
20M
ax. r
ate
(x10
4 ), s
–12% H2
4% H2

21
Lab-Scale Char Conversion Studies
2% CO
4% CO
0.70.10.0 0.30.2 0.50.4 0.60
2
4
6
8
10
12
14
CO partial pressure, bar
Max
. rat
e (x
104 )
, s–1
Influence of carbon monoxide on gasification rate

22
Bed Carbon versus TimePure steam. No liquor feed.
0%
2%
4%
6%
8%
10%
12%
14%
0 2 4 6 8 10 12 14 16 18 20 22 24
Hours
Carb
on C
onte
nt [w
t%]

23
Bed Carbon versus TimeAddition of 25% H2
Ave. 0.75%C/hr
0%
2%
4%
6%
8%
10%
12%
14%
0 2 4 6 8 10 12 14 16
Time (hours)
Car
bon
Con
tent
(wt%
)
Pure Steam
Steam with 25% H2
Pure Steam
Steam with 25% H2
25% H2 Present
Ave. 0.16%C/hr

24
Bed Carbon versus TimeAddition of CO
Ave. 0.56 %C/hr
Ave. 0.75 %C/hr
Ave. 0.52 %C/hr
Ave. 0.48 %C/hr
0%
2%
4%
6%
8%
10%
12%
14%
0 2 4 6 8 10 12 14 16 18 20 22 24
Time (hours)
Car
bon
Con
tent
(wt%
)Pure Steam
With CO addition
Pure Steam
With CO addition6.4% CO 2.6% CO

25
Reactor Comparison
17 psia 44 psia
Parameter PDU Utah Full-scale
Bed height, ft 4 5 33Bed area, ft2 2.3 0.54 104Bed mass, lb 725 200 233,000Steam feed, lb/hr 223 42 12,250BLS feed, lb/hr 14 12 6,400Steam/fuel ratio 16 3 2Feed/bed area 6 22 61

26
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0% 20% 40% 60% 80% 100%
Percent through Bed (bottom to top)
Par
tial P
ress
ure,
atm
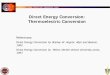
H2O - Full Scale
H2O - PDU H2 - Full Scale
H2 - PDU
Full versus PDU ScaleGas partial pressures through reactor
Steam only with no liquor injectionAssumes 0.5 wt% of bed (as C) converted per hourUses bed mass, steam flows from real systemsAssumes water-gas shift always at equilibriumAssumes bed solids are well-mixed
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0% 20% 40% 60% 80% 100%
Percent through Bed (bottom to top)
Parti
al P
ress
ure,
atm
H2 - Full Scale
H2 - PDU
CO - Full Scale CO - PDU
H2 and COSteam and H2

27
Full versus PDU ScaleRates and associated conversions
Full/PDU ratios at top of bed:
PH2: 7.8
PCO: 53.0
Rate (van Heiningen): 0.706
Rate (Whitty 1): 0.600
Rate (Whitty 2): 0.021
Decrease from 97% to 75% carbon conversion requires that the rate becomes 20% as fast (for reaction order = 0.5)
[ ][ ][ ] [ ]22
/200,252
9
42.1103
HOHeOHCRate
T
+×
=−
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
++=
⎟⎠
⎞⎜⎝
⎛ −−
COOH
H
T
pp
peRate
09.7449.0
1
01.910
2
2
1923
1000,284
( )
COCOH
COOH
ppp
ppRate6595.0869.3943.2
07119.0157.1312.310
2
222
4
+−−
++=×
Whitty 2
Whitty 1
Van Heiningen

28
BL Char vs. Bed Solids
Black liquor charBET Surface area:
5-100 m2/g
Reformer bed solidsBET Surface area:
< 0.5 m2/g
50 µm 50 µm

29
Outline
Intro – BL steam reforming• Fluidized bed steam reforming• Commercial installations• Steam reforming research
This study – Experimental systemLiquor conversion in a steam reformer• Fate of organic carbon• Factors impacting carbon conversion• Development-scale versus full-scale
Conclusions

30
ConclusionsHigher concentrations of product gases in large fluidized bed reformer contributes to decreased conversion relative to small system• Higher concentrations of H2 and CO• Higher pressure of large system
Surface area of particles in large reformer may also contribute to lower conversion• Pressure at black liquor injection point roughly 3
times higher• May impact coating of black liquor
Fundamental rate information for bed solids would be useful

31
Acknowledgements
U.S. Department of EnergyGeorgia-Pacific CorporationThermochem Recovery InternationalNorampac CorporationÅbo Akademi UniversityMauricio NaranjoCarolina RubianoMike SiddowayAdriaan van Heiningen

32
Recommended