
Industrial Coatings for Aluminium Alloys
HART-COAT ®
Good dimensional accuracy
Optimum anti-friction properties
High wear resistance
High electrical insulation
Excellent corrosion resistance
Outstanding hardness High thermal insulationExcellent adhesion
CONVERTINGconverting
Hard anodic oxidation
CONVERTING
converting
2
Industrial Coatings for Alum inium AlloysHard Anodic Oxidation
www.aimt-group.com
What is HART-COAT ®?
protection against wear andcorrosion as well as furtherfunctional improvements tocomponents from almost allindustrial sectors. The processcorresponds to ISO 100 74.
The HART-COAT ® process, alsoknown as HC, is an electrolytictreatment of aluminium substratesduring which a hard and thickaluminium oxide layer is formed.The essential purpose of thissurface treatment is to provide
How are HART-COAT ® layers built up?
user’s practical experience, will ultimately
determine the level of performance achieved
by the coating and/or coating system.)
(All technical values published in this brochure
are subject to the test conditions specified.
We therefore emphasise that the applications
and operating conditions, along with the end
workpiece being treated.Compared to conventional anodised layers, HART-COAT ®
layers are thicker and provide better wear resistance.
HART-COAT ® layers are built up by anodic oxidizing in a speciallyformulated, cool, acidic electrolyte.By means of electric current, a protecting aluminium oxide layeris produced on the surface of the
S G I
Suitable materials for treatment with HART-COAT ®
Nearly all wrought, cast and die-cast aluminium alloys destinedfor industrial use are suitable fortreatment with HART-COAT ®.
ERTING
onverting
3
m inium Alloys
www.aimt-group.com
HART-COAT ® surface treatment plant
Assembly of piston valves in a rack, ready fortreating with HART-COAT ®
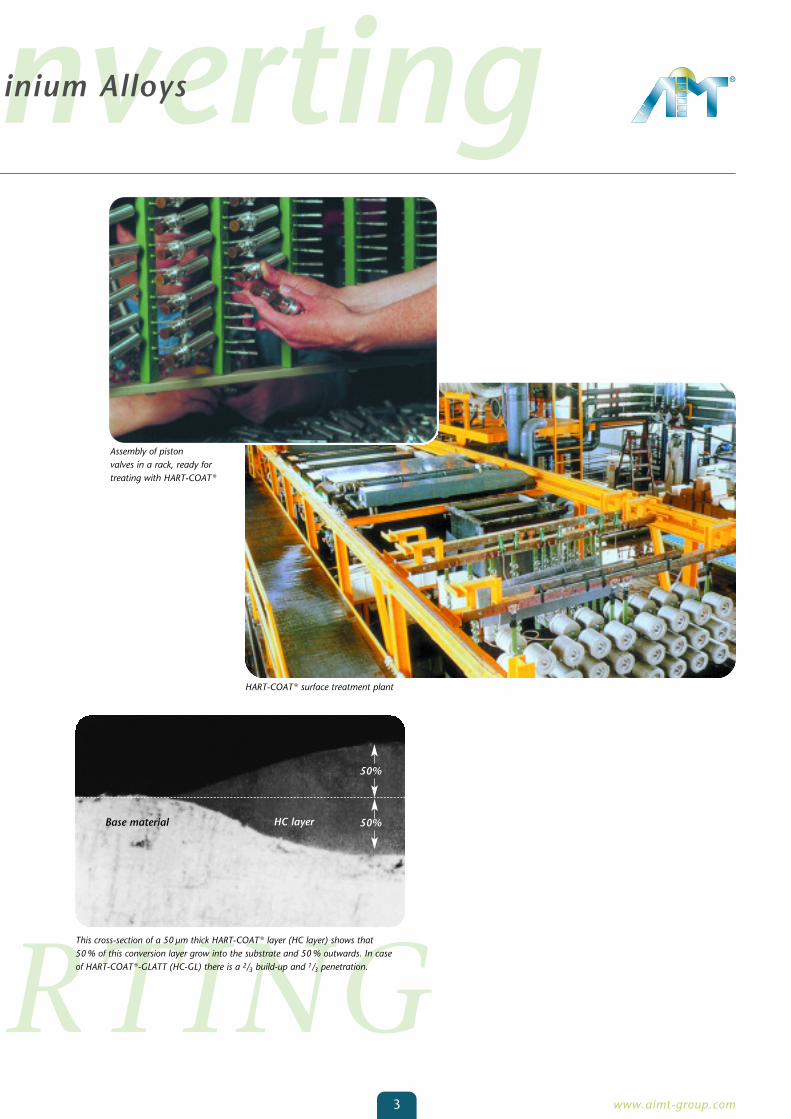
Base material
50%
HC layer
This cross-section of a 50 µm thick HART-COAT ® layer (HC layer) shows that 50 % of this conversion layer grow into the substrate and 50 % outwards. In case of HART-COAT ®-GLATT (HC-GL) there is a 2/3 build-up and 1/3 penetration.
50%
CONVERTING
converting
4
Industrial Coatings for Alum inium AlloysHard Anodic Oxidation
www.aimt-group.com
General coating characteristics
high wear resistanceexcellent corrosion resistanceoutstanding hardnessoptimum anti-friction propertiesexcellent adhesion
high thermal insulationhigh electrical insulationgood dimensional accuracyresistant to temperaturefood unobjectionable
These properties depend on thetype of alloy to which they areapplied and the process variant
Chemical composition and structure
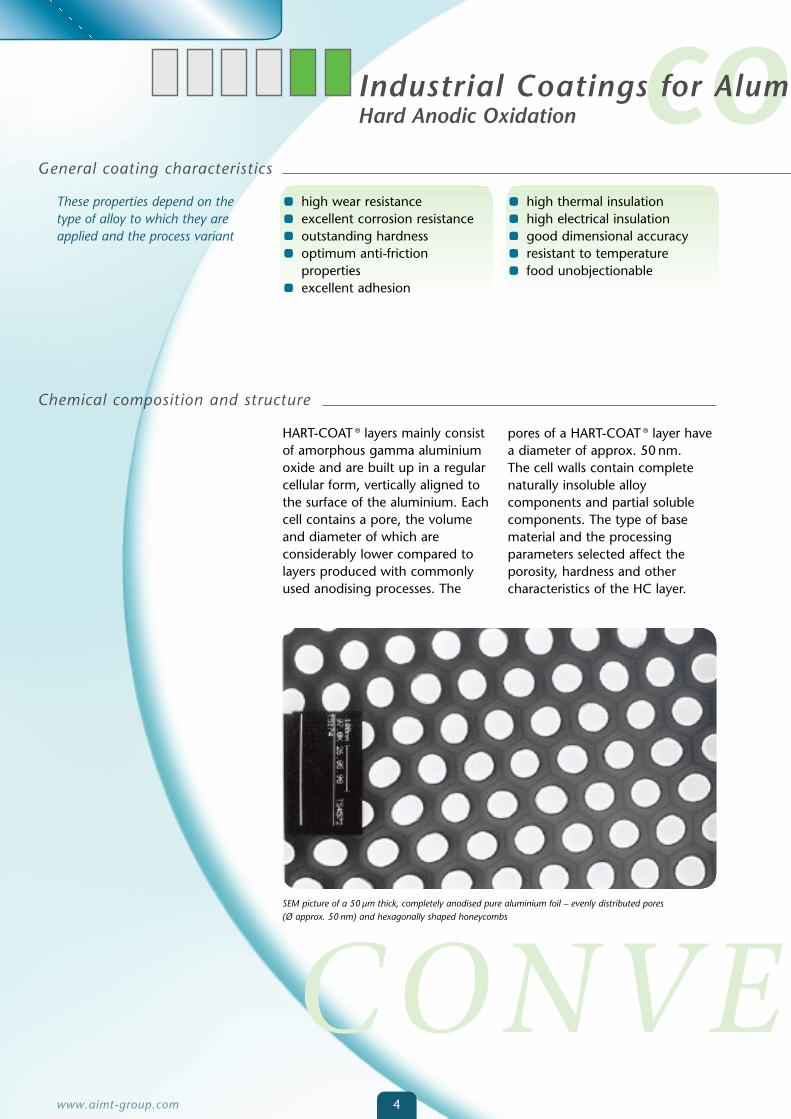
pores of a HART-COAT ® layer havea diameter of approx. 50 nm. The cell walls contain complete naturally insoluble alloy components and partial solublecomponents. The type of basematerial and the processing parameters selected affect theporosity, hardness and other characteristics of the HC layer.
HART-COAT ® layers mainly consistof amorphous gamma aluminiumoxide and are built up in a regularcellular form, vertically aligned tothe surface of the aluminium. Eachcell contains a pore, the volumeand diameter of which are considerably lower compared tolayers produced with commonlyused anodising processes. The
SEM picture of a 50 µm thick, completely anodised pure aluminium foil – evenly distributed pores (Ø approx. 50 nm) and hexagonally shaped honeycombs

ERTING
onverting
5
m inium Alloys
www.aimt-group.com
Escalator base covering finished witha black-coloured HART-COAT ® layercontaining PTFE lubricant additives
HC-treated rigid lines are especially suited for use in, for example, vehicle air conditioning systems
Cover picture: Vehicle electronic system base plate (control functionfor otto engines) made of die-cast aluminium, 50 µm HART-COAT ®-treated
CONVERTING
converting
6
Industrial Coatings for Alum inium AlloysCharacteristics
Technical characteristics
www.aimt-group.com
Wear resistance:High wear resistance is based onthe hardness and the morphologyof the aluminium oxide.
Hardness:The achievable hardness of HART-COAT ® layers is between400 and 500 HV 0.025, dependingon the composition and structureof the base material. Measurementof so-called "apparent hardness"depends on the specific formation
of the oxide layer. This depends also to an extent on the volume of the pores and the composition of the alloy. In case of doubt, a sample job can be carried out for the purposes of determining the achievable levels of hardness and wear resistance. The hardness of the HART-COAT ® -GLATT layer(HC-GL layer) depends on the alloyand, for common types of alloy, lies between 450 and 550 HV 0.025.
Physical characteristics
Heat conductivity: about 1/10 to 1/30 of the heat conductivity of the base material
Resistivity (values measured in dry atmosphere):at 20 °C: 4 · 1015Ω cmat 100 °C: 0.8 · 1015Ω cmat 200 °C: 0.11 · 1015Ω cm
Temperature load capacity: short-term up to 2200 K
Electric strength: depending on the type of alloy; taking into account the layer thickness,the electric strength increases – but not proportionallyExample: *) 30 µm HC on AlMgSi1: 914 V
50 µm HC on AlMgSi1: 1213 V*) Arithmetic average based on ten individual measurements pursuant to DIN EN ISO 2376
Appearance and colour:with HC: greyish-brown to blackwith HC-CU: greenish-grey to dark greyThe colour of the HC-GL layer depends on the alloy to which it isapplied. In the case of pure aluminium (Al 99.5), the colour is goldenyellow. The greater the number of alloy components there are, the more the colour tends towards greyish-yellow.
ERTING
onverting
7
m inium Alloys
www.aimt-group.com
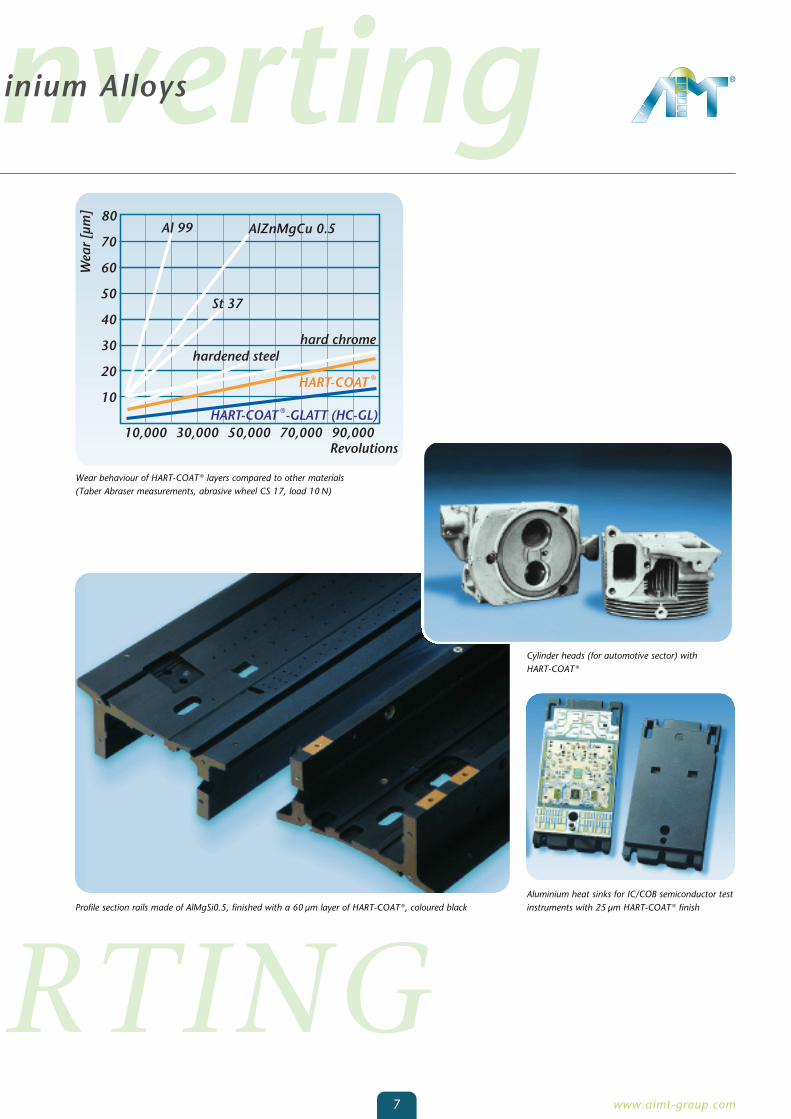
Wear behaviour of HART-COAT ® layers compared to other materials(Taber Abraser measurements, abrasive wheel CS 17, load 10 N)
Aluminium heat sinks for IC/COB semiconductor testinstruments with 25 µm HART-COAT ® finishProfile section rails made of AlMgSi0.5, finished with a 60 µm layer of HART-COAT ®, coloured black
Cylinder heads (for automotive sector) with HART-COAT ®
CONVERTING
converting
8
Industrial Coatings for Alum inium AlloysFields of Use
www.aimt-group.com
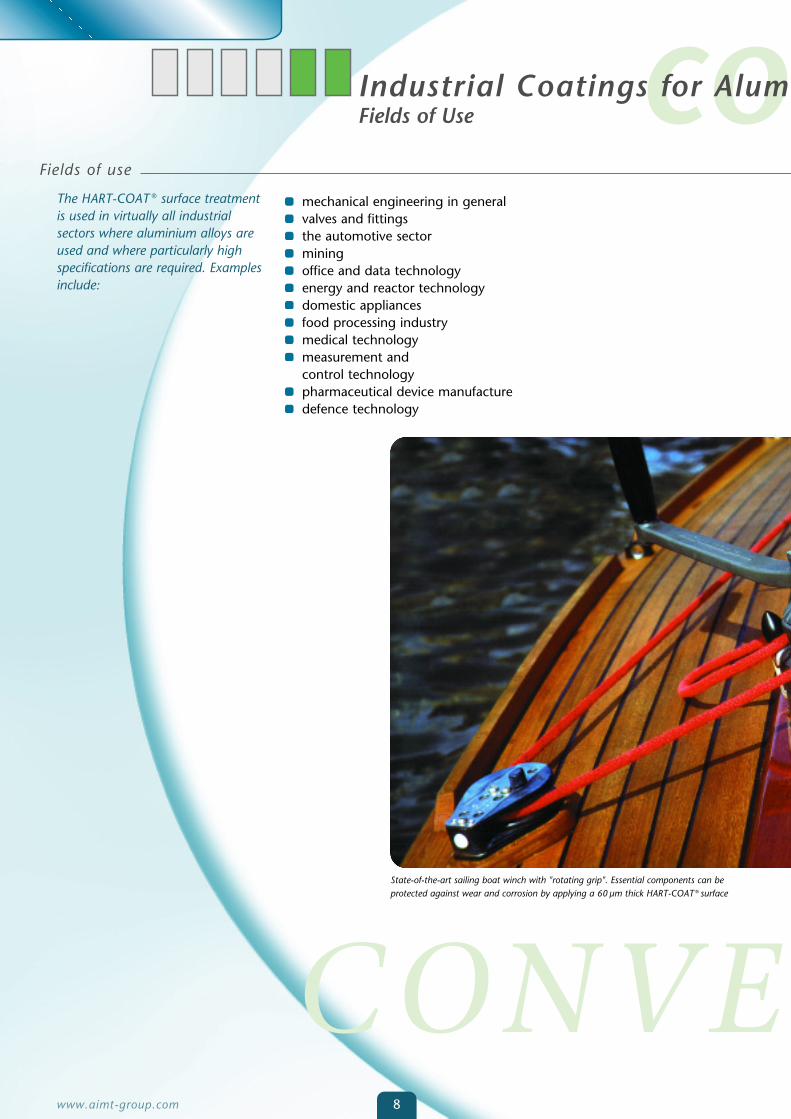
Fields of use
The HART-COAT ® surface treatmentis used in virtually all industrial sectors where aluminium alloys areused and where particularly highspecifications are required. Examplesinclude:
mechanical engineering in generalvalves and fittingsthe automotive sectorminingoffice and data technologyenergy and reactor technologydomestic appliancesfood processing industrymedical technologymeasurement and control technologypharmaceutical device manufacturedefence technology
State-of-the-art sailing boat winch with "rotating grip". Essential components can be protected against wear and corrosion by applying a 60 µm thick HART-COAT ® surface

9
ERTING
onvertingm inium Alloys
www.aimt-group.com
The C-bend of a tipping patient care table coatedwith 50 µm HC-PLUS
Shock absorber guides made of AlMgSi1 and surface-treated with 30 µm HART-COAT ® (with cross-sectional detail of a shock absorber)
Two-fingered parallel gripping unit with HC-treated housing
Two-part locomotive transmission housing made of G-AlCu4Ti wa with HART-COAT ® surface treatment
Wear-resistant tensioning mechanisms made ofaluminium alloy with a 30 µm HART-COAT ® surface
CONVERTING
converting
10
Industrial Coatings for Alum inium AlloysProcessing Variants
www.aimt-group.com
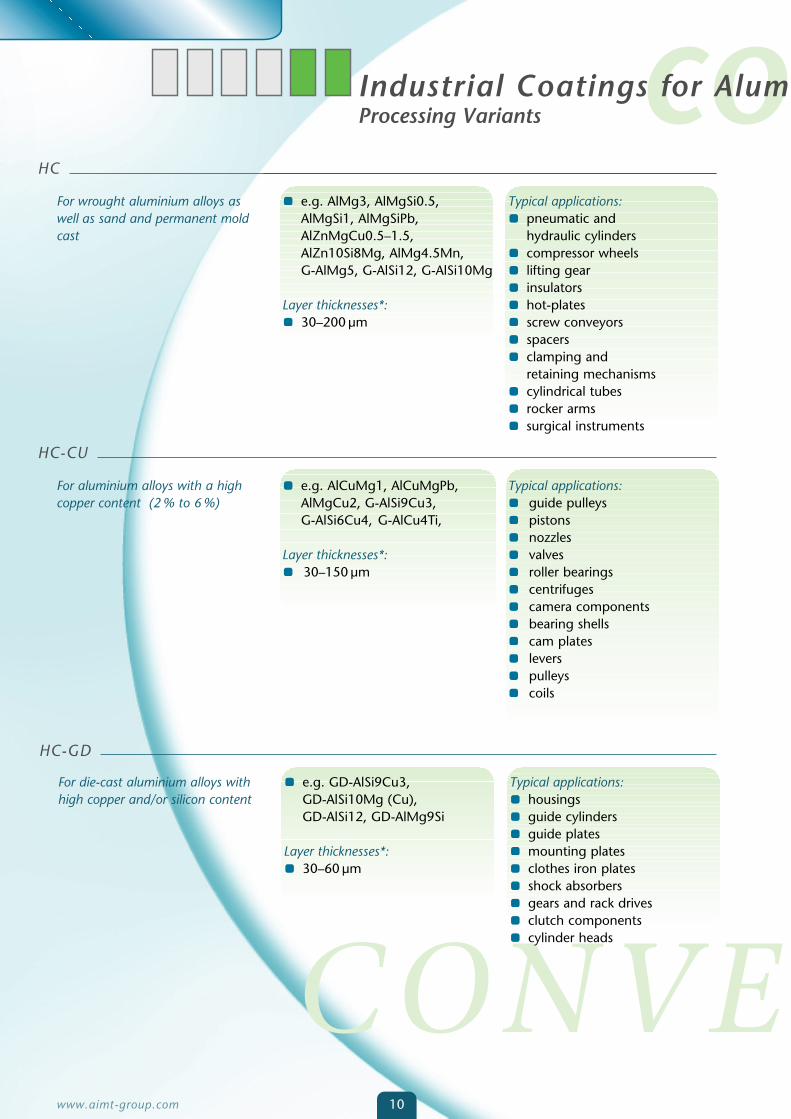
HC-GD
For die-cast aluminium alloys withhigh copper and/or silicon content
e.g. GD-AlSi9Cu3, GD-AlSi10Mg (Cu), GD-AlSi12, GD-AlMg9Si
Layer thicknesses*: 30–60 µm
Typical applications: housingsguide cylindersguide platesmounting platesclothes iron platesshock absorbersgears and rack drivesclutch componentscylinder heads
HC
For wrought aluminium alloys aswell as sand and permanent moldcast
e.g. AlMg3, AlMgSi0.5, AlMgSi1, AlMgSiPb, AlZnMgCu0.5–1.5, AlZn10Si8Mg, AlMg4.5Mn, G-AlMg5, G-AlSi12, G-AlSi10Mg
Layer thicknesses*: 30–200 µm
Typical applications: pneumatic and hydraulic cylinderscompressor wheelslifting gearinsulatorshot-platesscrew conveyorsspacersclamping and retaining mechanismscylindrical tubesrocker armssurgical instruments
HC-CU
For aluminium alloys with a highcopper content (2 % to 6 %)
e.g. AlCuMg1, AlCuMgPb, AlMgCu2, G-AlSi9Cu3,G-AlSi6Cu4, G-AlCu4Ti,
Layer thicknesses*: 30–150 µm
Typical applications: guide pulleyspistonsnozzlesvalvesroller bearingscentrifugescamera componentsbearing shellscam platesleverspulleyscoils

11
ERTING
onvertingm inium Alloys
www.aimt-group.com
HC-GL
For wrought, cast and die-cast aluminium alloys with limited copper, silicon and lead content
e.g. AlMg2.5, AlMg3, AlMg5, AlMg4.5Mn, AlMgSi0.5, AlMgSi1, AlZn4.5Mg1, AlMgSiPb, G-AlMg3, GD-AlMg9(after prior consultation with AIMT)
Layer thicknesses*:5–25 µm
Typical applications: For components requiring an especially smooth and wear-resistant surface.
* Maximum possible layer thicknesses depend on the type of alloy to which they are applied. In the case of HART-COAT ®, the tolerance for wrought alloys normally lies between ±5 µm and ±10 µm. For cast and die-cast materials, the tolerances can total up to ±30 µm with high nominal layer thicknesses. In the case of the HART-COAT ®-GLATT (HC-GL) variant, a tolerance of ±3 µm can be expected (depending on the type of alloy).
Special characteristics of theHC-GL coating:
Roughness:In comparison to conventionalhard anodising, the HC-GL processstands out with respect to its verylow rate of roughness, which –according to the substrate used –varies between Ra= 0.1–0.2 µm.The increase is less if there is considerable surface roughness to begin with.
Anti-friction characteristics:The coefficient of friction of HC-GLdetermined in an anti-friction testcarried out with a pin-disc-tribometer had an average value of 0.73 (FN = 5 N; v = 6 m/min;9,000 revolutions).
Wear resistance:Performance with regard to abrasive wear is especially good.Results of the Taber Abraser measurements wear can be seen in the diagram on page 7.
Corrosion resistance:Even without sealing, the corrosionresistance of an HC-GL-treated surface is excellent. It can withstand a test period of wellover 2,000 hours in the DIN EN ISO 9227 salt spray chamber test (e.g. 0–2 spots of corrosion on 25 µm HC-GL applied to AlMgSi1).
www.aimt-group.com
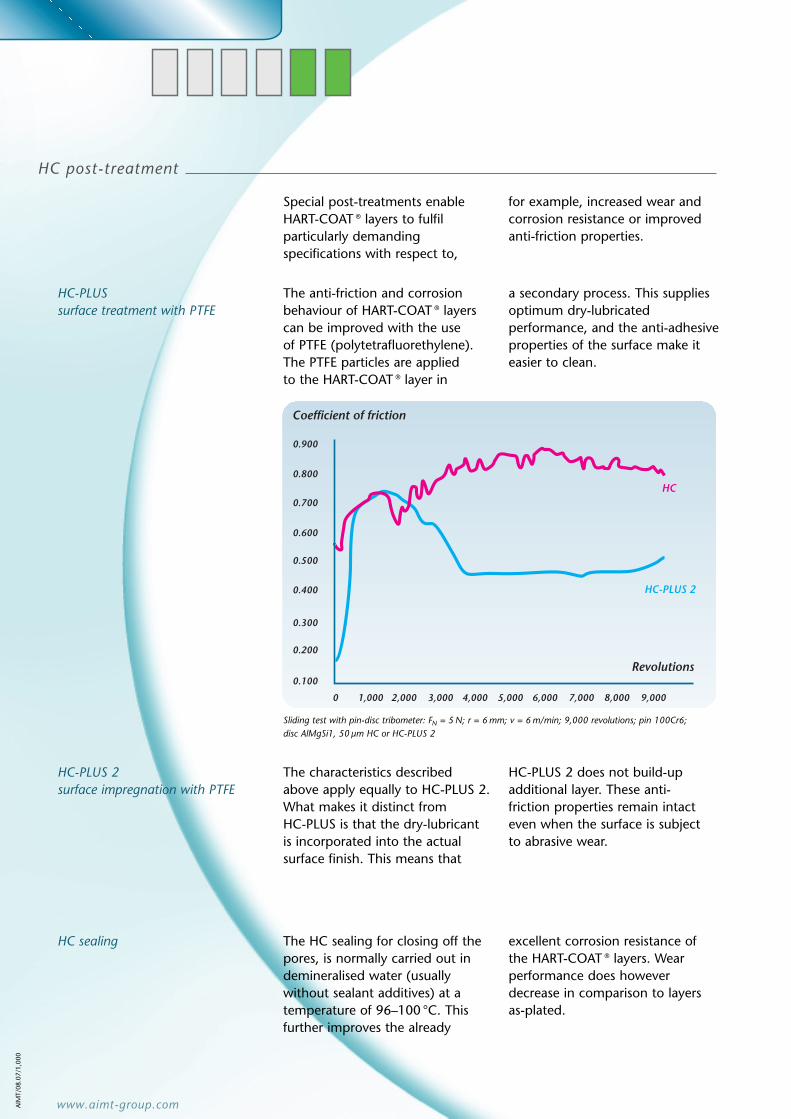
HC-PLUS surface treatment with PTFE
HC-PLUS 2surface impregnation with PTFE
HC sealing
The characteristics describedabove apply equally to HC-PLUS 2.What makes it distinct from HC-PLUS is that the dry-lubricant is incorporated into the actual surface finish. This means that
The HC sealing for closing off thepores, is normally carried out indemineralised water (usuallywithout sealant additives) at atemperature of 96–100 °C. Thisfurther improves the already
excellent corrosion resistance ofthe HART-COAT ® layers. Wear performance does however decrease in comparison to layers as-plated.
Sliding test with pin-disc tribometer: FN = 5 N; r = 6 mm; v = 6 m/min; 9,000 revolutions; pin 100Cr6; disc AlMgSi1, 50 µm HC or HC-PLUS 2
HC-PLUS 2 does not build-up additional layer. These anti-friction properties remain intacteven when the surface is subject to abrasive wear.
The anti-friction and corrosionbehaviour of HART-COAT ® layerscan be improved with the use of PTFE (polytetrafluorethylene). The PTFE particles are applied to the HART-COAT ® layer in
a secondary process. This suppliesoptimum dry-lubricated performance, and the anti-adhesiveproperties of the surface make iteasier to clean.
Special post-treatments enableHART-COAT ® layers to fulfil particularly demanding specifications with respect to,
for example, increased wear and corrosion resistance or improvedanti-friction properties.
HC post-treatment
AIM
T/08
.07/
1,00
0
Recommended

















