Downloaded From
Proceedings of GT2007ASME Turbo Expo 2007: Power for Land, Sea and Air
May 14-17, 2007, Montreal, Canada
GT2007-28270Gas Turbine Compressor System Design Using Dynamic Process Simulation
Norman A. Samurin, PEDresser-Rand Company
George. C. TalabiscoDresser-Rand Company
ABSTRACTAlmost all petrochemical processes are modeled as steady stateto establish the required sizes of pipe, vessels, compressors,pumps, and valves. A dynamic simulation study of the processcompressor system design can now be done as part of the initialplant design activity. The system piping design and properplacement of the anti-surge valves (ASV) along withpreliminary valve sizing can be evaluated. Additional controlstrategies may be evaluated for emergency shut down (ESD).This will confirm the system design to safely shutdown acompressor without surge. Many of the issues that may beuncovered during study execution can save time and expensebefore the initial commissioning of the process. For a plantstart up, the driver capability, compressor loading, positions ofvalves, and control philosophy may be tested before thecomponents are committed to hardware.
INTRODUCTIONNew advances in computer computation speed and
improvements in simulation programs now make it possible toprovide simulation modeling as part of the initial plant/processdesign. The requirements to accurately model the majorcomponents of the simulation are discussed in this paper. Thedynamic analysis of the process can be done up front becausethe programs have become less complex to set up and run. Skilland knowledge are still required to properly create a simulationmodel, interpret the data and recognize valid results. The leadtimes to do such an analysis have been dramatically reduced.The system modeling may start with some basic simpleassumptions. This initial model can then grow, as more detailsbecome known. Additional components may be added to themodel and evaluated as an integral part of the system. Issues ofstartup and shut down may point to system changes that wouldnot readily be understood from the normal steady state processflow diagrams. The DYFLO program (1) by QMC Corporationwas the simulation software package used in the evaluation ofseveral actual case studies that this paper is based on.
NOMENCLATUREASV Anti-surge valveCv Valve flow capacity
1
: http://proceedings.asmedigitalcollection.asme.org/ on 11/13/2015 Ter
ESD Emergency shut downH HeadHAZ-Op Hazardous Operation ReviewLNG Liquefied natural gasN Rotating speedNGL Natural gas liquidsOverload High flow region beyond the compressor mapQ Volume flowSurge A point where the flow within the compressor
becomes unstable.
Gas Turbine Compressor Applications
• Gas pipeline applications usually have relatively constantgas composition with variations in slow changing upstreamand downstream pressure variations caused by the largevolume of gas.
• Gas reinjection applications can have variations of gascomposition with potential for rapid changes in flowbecause of process upsets. There also could be slugs ofliquid that cause flow disturbances in the compressionsystem. They usually are high pressure ratio applicationsthat have discharge gas conditions greater than 5000 PSIG.
• Gas gathering applications collect untreated gas to make itsuitable for transfer to transmission pipelines. This type ofcompression system can have variations in gascomposition and system transients caused by dehydration,filtration and sweetening system upsets. They aresomewhat similar to reinjection applications. Dischargepressures are usually under 3000 PSIG.
• Processing plant applications cover a broad spectrum thatcould include NGL removal, LNG facilities, and refinery& hydrocarbon processing plants. The plant transientsinclude variations in gas composition along withupstream/downstream processing upsets.
Requirements for a dynamic studyAs mentioned above, the dynamic simulation requires
some components to be specified or approximated. Thecompressor flow map is needed for estimating the performance.The volumes at the inlet and the discharge of the compressorare critical to evaluate the dynamic response of the system. It isimportant to note that the volumes determine the mass
Copyright © 2007 by ASME
ms of Use: http://www.asme.org/about-asme/terms-of-use

Dow
contained in the process system. The compressor is used tomove mass from inlet to discharge. The time to move this massis determined by the volumes and the given flow capability ofthe compressor. The time it takes to fill a volume determinesthe rate of increase in discharge pressure (head build up). Acompressor operating at full speed may operate in overloaduntil the pressure in the discharge volume builds up. Duringstart up, the compressor will accelerate and move gas massfrom inlet to discharge. Thus there can be a significant lag inthe build up of discharge pressure. However, the compressorpower will follow its overload curve for flow and headinternally even though the external system head may be muchlower. The calculations for a system are based on massdistribution, pressure and temperature. The compressor isoperating between two volumes at different pressures. Thevolume head is fixed and at a given speed the compressor flowis the resultant and not the driving element. To effect a changein the flow, the pressure and/or compressor speed must bemodified. Therefore, the head and speed determine the flow fora dynamic simulation.
Piping Geometry and Equipment LayoutThe location of components in a compressor
installation is critical to a plant design. This should be reviewedduring the initial plant design to help prevent operationalproblems. Some of the important points to consider are:
• Large volumes located between the compressor dischargeflange and the recycle valve should be avoided orminimized.
• Cooling of the recycle gas is required for operation incontinuous recycle.
• Liquid separation vessels should be located upstream ofcompressors and downstream of cooling elements in acompressor system.
• Separate and independent recycle loops should be providedfor multiple sections of compression connected in series.Placement of check valves and recycle take off and returnlines is critical to achieving separate loops of compression.
• Parallel compressor units must have check valves installedto isolate each unit.
The volume of the piping, vessels and coolers determinesthe system response to a change. The change may be to movefrom one operating point to another or a system trip of thecompression train. The dynamic simulation determines themass inventory of each component at a given time. As the massinventory changes, the specific component pressure andtemperature will change.
Turbine ModelingFor a process simulation the gas turbine is simply
modeled as a power producing component along with itstransient response capability to load change. The elements ofthe gas turbine are not modeled in detail as compressor,combustor and turbine.
The knowledge of gas turbine operational sequencesalong with other physical characteristics of the gas turbinecompression system are the essential requirements fordeveloping an accurate model for dynamic process simulation.These characteristics include the following:
nloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 11/13/2015 Te
• Rotating inertia of the gas turbine component mechanicallyconnected to the load (i.e., power wheel)
• Control system response time to a transient conditionincluding:
1. fuel shutoff and control valve inherent time lagand response characteristics
2. stored energy of the fuel between the last fuelshutoff valve and turbine combustor(s)
3. Turbine unloading through variable geometry orblowoff
These all combine to define the power decaycharacteristics of the rotating equipment.
Some turbine manufacturers have test stand and or fielddata to accurately determine response characteristics. Whenthese are not available, assumptions have to be made whichmay affect accuracy of results. The customary assumption ofinstantaneous loss of power production in response to atransient event can lead to an over design of components withassociated commercial impact. Dynamic simulation cantherefore provide a tool to gauge the validity of the design.
Intentional time delay of the turbine trip has been utilizedsuccessfully to prevent compressor surge in response to therapid deceleration. See discussion below
Other gas turbine characteristics that need to beconsidered for upset conditions include maximum loadacceptance and rejection rates. These define the accelerationand deceleration rates for safe and continuous equipmentoperation. Sometimes these maximum rates may not besatisfactory for connected equipment or stable processoperation. A dynamic simulation will help determine the bestoperational rate of change characteristics required for a specificplant equipment design.
Gas turbine start up characteristics and sequences mayalso impose some additional limitations. These include turbinewarm up at minimal speed and power producing capabilities forheat soak requirements. These are outside the normal operatingenvelope of compressors and could have special requirements.
Gas turbine restart with high compressor settle outpressure conditions may impose excessive load at low speedThis should be considered in equipment and start up controlsequence design to prevent an undesirable operating condition.Dynamic simulation can be used to determine safe operatingparameters for plant and equipment start up.
Turbine Trip DelaySome gas turbine compressor applications can and have used atrip delay feature to prevent compressor surge during anequipment shutdown event. This delay allows anti-surge valvesand optional hot gas bypass valves time to respond prior toterminating the fuel source to the gas turbine. Compressorsurge on trip can cause equipment damage and should beavoided or minimized as much as possible. The use of thiscontrol strategy requires the categorization of all the turbine-compressor equipment trips into two categories. These trips canbe classified as either critical requiring immediate shutdown ornon-critical where a delay of 1 to 3 seconds can be tolerated.The definition of a critical shutdown is any malfunction thatcould pose a threat to equipment, personnel or environment. AHAZ-OP study should be conducted with participation byvarious parties including the owner/operator, engineeringcontractor, equipment suppliers and possibly consultants. This
2 Copyright © 2007 by ASME
rms of Use: http://www.asme.org/about-asme/terms-of-use

Dow
HAZ-Op study could be used to help categorize the trips. Someexamples of critical type shutdowns are over-speed, low oilpressure and fire or gas detection. Some examples of noncritical shutdowns are high bearing temperature, high processscrubber level or high process gas temperature. The results ofthis categorization are then incorporated into the control systemlogic. This control strategy would not totally eliminatecompressor surge during trip but rather minimize the number ofshutdown events that could cause a surge on trip. A carefulevaluation should be made to determine if this control strategycould be utilized on a specific application.
Compressor ModelingThe modeling of a compressor may be as simple as
using classical fan laws defined by the normalized parametersof head divided by the square of the rotational speed (H/N
2 ) as
a function of flow divided by rotational speed (Q/N) andefficiency as a function of flow divided by rotational speed(Q/N). This approach works well for single compressor stagesand some multistage arrangements. However, this can lead tosignificant error in determining surge depending on the numberof compression stages in series in the compressor body and theresulting overall compressor performance map especially belowdesign speed.
Predicted head and flow data for multiple stages inseries are derived from individual stage performance. Thecombined performance prediction may be accurate over a verylimited range of speed range. Extrapolating this data to a largerspeed range can lead to errors of 25% at overload and surge. Amore accurate compressor map must be generated at multiplespeeds especially for start up and shutdown studies. During anESD the shape of the surge curve is critical. Many systemsmodel the surge limit as a linear relation between flow anddifferential pressure developed across the compressor. Thesurge curve for each compression system is unique and maynot be linear in many applications. Modeling the system musttry to be as accurate as possible. The same is required foroverload operation. Many compressor systems are started inoverload. As multiple sections of compression are part of manyprocesses the accuracy of the curves used modeling becomeeven more important.
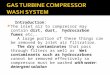
The practice of normalizing the head flow curve fromthe Q/N vs. Head /N^2 relationship to represent the entire curvefrom low to high speed will lead to modeling errors. As shownin Figure 1, the performance prediction by the compressormanufacturer’s extended performance curves does not matchthe extrapolated Q/N based on the normal design speed curve.As can be seen the Q/N speed curves have a much differentshape as the speed decreases. The change in shape will causeerroneous results for the dynamic simulation. Figure 2 showsthe overlay of the surge and overload lines. The Q/N predictedoverload at the end of the curve will be greater than is actuallyavailable at lower speed based on the manufacturers data. Thesurge points will also not be estimated correctly and could leadto inaccurate conclusions. The conclusions drawn from asystem that is not modeled accurately can lead to either overdesign or under design of the compression system components.Over design could restrict operating range, reduce efficiency,and provide poor control system response. Under design maylead to predicting safe operation in an area of the extrapolatedcompressor performance map that is actually in surge or
nloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 11/13/2015 Te
Figure 1 Comparison of fan laws to actual compressor flowMap
Figure 2 Comparison of fan law estimation to actualperformance showing the shift of the overall compressorperformance map
overload. The consequences of this could limit the equipmentlife and process operating range.
Continuous operation in overload is not recommendedby some compressor manufactures (3). While not asdetrimental as operating in surge, the mismatch betweencomponents can cause damage to the internal parts of thecompressor.
Anti-Surge Valve RequirementsThe proper protection of a compressor requires
analysis of steady state online requirements and transientrequirements of the valve capacity. Steady state requirementscan be determined from compressor performance data.Traditional sizing uses an over sizing factor that multipliessurge flow by the sizing factor to determine a required Cv forthe anti-surge valve. This method does not accurately predictspecific compressor requirements for surge protection during ahigh-speed transient event such as an emergency shutdown
Compressor Map
Actual Vs Fan Law
0
20000
40000
60000
80000
100000
120000
140000
160000
180000
0 500 1000 1500 2000 2500 3000 3500
ACFM
Figure 1
He
ad
F
t L
B/L
B
100% RPM 90% RPM 80% RPM
70% RPM 60% RPM Fan Law 90% RPM
Fan Law 80% RPM Fan Law 70% Fan Law 60%
Compressor Map
Overlay of Fan Law
0
20000
40000
60000
80000
100000
120000
140000
160000
180000
0 500 1000 1500 2000 2500 3000 3500
ACFM
Figure 2
Head
F
t-lb
/lb
Surge Overload Fan Law Surge Fan law Overload
3 Copyright © 2007 by ASME
rms of Use: http://www.asme.org/about-asme/terms-of-use

Down
(ESD) of the compressor. These transient requirements are notas easily determined. The transient requirement must be able tohandle the compressor flow along with rapid depressurizationof the discharge volume to match the compressor headproducing capability as it decelerates. Traditional valve sizingprocedures may select a valve capacity that is too large toprovide stable control when operating near the surge controlline. Over sizing may allow the compressor to operate inoverload if the valve goes to full open position during normaloperation. Dynamic simulation is a predictive tool, whichprovides more accurate sizing to account for the transientbehavior of the system. This may indicate the use of twovalves that have different anti-surge protective functions. Onevalve would be used for traditional on line modulating anti-surge protection and the other valve would be used only forshutdown in a discrete open/close mode to handle the transientflow. Dynamic simulation may also identify other valvecharacteristics that can be used to optimize system response.These include valve trim characteristics and valve stroke time.
Start-up or on-line operation for extended periods onpartial or full recycle may dictate a requirement for low noisetrim on a modulating valve. Noise requirements versuscleanliness of gas may also necessitate special designconsiderations. High speed transients like a compressor ESDevent are of short time duration and may not necessarily havethe same noise requirement as required by continuousoperation. If low noise trim is used extra consideration tosystem cleanliness must be required. Noise attenuationtechniques used in valves can require small openings that actlike a filter to collect debris from the piping system. Initialstart up may warrant the use of a valve start up trim or trashscreen installed upstream of the valve.
Some systems may require a hot gas bypass valve toassist in rapid depressurization of the compressor dischargevolume to keep the compressor out of surge. This isaccomplished by separating some of the hot discharge volumefrom the compression total discharge volume, i.e. installation ofa bypass and check valve in the discharge piping following thecompressor discharge flange. The size of the volume and theselection of the valve become a specifically tuned system,which can be optimized through dynamic simulation.
Plant Modeling and Multiple Unit SimulationTypical gas turbine compressor applications can have
multiple units operating in either a parallel or seriesconfiguration. Some applications allow switching operatingconfiguration between series and parallel.Transients caused by trip or start up of individual turbinecompressor units can be utilized to determine effective controlstrategy along with determining overall plant response to upsetconditions. The impact on upstream and downstreamconditions external to the unit boundary will also be identified.Load sharing schemes can be analyzed for response totransients.
Tuning of control system response to imposedtransient can be analyzed for providing optimized response.Troubleshooting plant performance and operational problemscan be analyzed to provide solutions that resolve or mitigatethe effect of an undesirable operating condition.Real time equipment performance evaluation can be embeddedwithin a control system to fine tune control system response
loaded From: http://proceedings.asmedigitalcollection.asme.org/ on 11/13/2015 Te
and load sharing which optimize throughput and plantefficiency.
The battery limits of a dynamic study must be clearlyestablished to meet the objectives defined for the study. Thespecification of the known parameters and their expectedvariations need to be clearly spelled out to the simulationmodels. The model can be simplified by using lumped volumeparameters to model piping and vessels. The model may alsobe complex to include modeling of 2-phase flow in the pipingand specific equipment such as separators.
Evaluation of SettleoutSettleout of the system is usually determined by
evaluating the mass and pressure for given volumes andassuming the mass contained in the total volume and estimatingthe pressure. The temperature does not solve as easily. It mustbe noted that the settle out of a system is a dynamic process.Gas is in circulation through the system as the compressor isslowing in speed. The rate of gas flow through the cooler in thesystem is decreasing. The temperature rise developed acrossthe compressor is also decreasing. Since this change isoccurring in a matter of seconds the cooler thermal controls donot normally react to match the rapid decrease in flow. Theflow exiting the cooler will, therefore, approaches the coolanttemperature. The average temperature at initial settleout willthen be closer to the coolant temperature for the above reasons.
Example 1: ESD PredictionAn ESD requires the compressor to shut down with
the power cut off. A single compressor process simulationmodel generated with the DYFLO program is shown in Figure3. The elements of this model are essentially the compressorand inlet and discharge process components.
Figure 3 Example of DYFLO flow sheet model.
The simulation of an equipment train ESD eventrequires the depiction of the rotating components and theinteraction with the total modeled system. The rotor speeddecays as a function of the residual power absorption in thecompressor, the inertia (WR^2) of the rotor system and thedriver power decay. As the compressor decelerates, thepressure in the discharge volume and the pressure in the inletvolume determine the head. The rate at which the dischargepressure decreases and the head developed by the rotating rotor
4 Copyright © 2007 by ASME
rms of Use: http://www.asme.org/about-asme/terms-of-use

Dow
will determine if surge will occur. If the rotor developed headis less than the system volume head, the discharge massattempts to back flow through the compressor creating theinstability called surge.
The mass of gas contained in the discharge must bereduced so that the discharge pressure decays. The ASV iscommanded open as fast as possible to reduce the dischargemass which will lower the discharge pressure. Figure 4 depictsthe effects of an ESD event has on a compressor. Shown is the
Figure 4 Compressor Flow Head map with operating pathin response to an ESD event, surge is encountered.
path of the compressor operation as a function of volume flowversus head. This is superimposed on the compressor map withlines of constant speed. The surge limit is the left most point oneach speed line. As can be seen the path of the decelerationcrosses the surge limit line. Figure 5 shows the same flow dataon a time line along with the surge flow limit line. Thecompressor flow drops below the surge limit line into surge inabout one second and does not recover until six seconds into
Figure 5 Flow vs. time map for the ESD event showingsurge limit line and compressor operating path during ESD
the event. A larger anti-surge valve capacity will be required toprevent this excursion into surge. An 80% larger ASV wasselected after a number of iterations. This resulted in thecompressor staying out of the surge region during the
Compressor Map
40%50%
60%
70%
80%
90%
100%
105% RPM
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
0 500 1000 1500 2000 2500 3000 3500 4000
ACFM
Figure 4
Head Ft
ACFM vs Time
0
500
1000
1500
2000
2500
3000
0 2 4 6 8 10
Time Sec
Figure 5
Flo
w ACFM
Compressor Flow Surge Flow
nloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 11/13/2015 T
deceleration. Figures 6 and 7 depict the same compressorsystem response with the larger valve. These are the results ofan actual case study.
Figure 6 Compressor Flow Head map with operating pathin response to an ESD event, no surge is encountered
Figure 7 Flow vs. time map for the ESD event showingsurge limit line and compressor operating path during ESD
The total deceleration of the rotating components is shown inFigure 8.
The estimation of the required size of the valve toavoid surge and prevent possible equipment damage during anESD event can be accurately predicted though the use ofdynamic simulation.
Example 2Sudden discharge blockage with ASV system for pressureControl
A Sudden blockage of the discharge side of acompression system can be controlled by several methods. Theanti-surge system could open the recycle valve when it senses areduction of inlet flow. This causes the compressor operatingpoint to move away from surge hence reducing dischargepressure. The control system can also be configured with adischarge pressure override control. This system will sense a
Compressor Map
Revised Valve Size
40%
50%60%
70%
80%
90%
100%
105% RPM
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
0 500 1000 1500 2000 2500 3000 3500 4000
ACFM
Figure 6
Head Ft
Revised Valve Size
0
500
1000
1500
2000
2500
3000
0 2 4 6 8 10
Time Sec
Figure 7
Flo
w
AC
FM
Compressor Flow Surge Flow
5 Copyright © 2007 by ASME
erms of Use: http://www.asme.org/about-asme/terms-of-use

Do
Figure 8 Rotor Speed vs. time response to an ESD.
rise in discharge pressure and open the recycle valve to controlthe discharge pressure. A variable speed gas turbine driver mayalso be used to control the discharge pressure by reducing theoperating speed. Control system algorithms can beimplemented to provide a coordinated response in multiplesection compression systems. The control system algorithm canbe a simple Proportional Integral Derivative control loop ormore sophisticated to include control action based on rate ofpressure change, adaptive gain or other parameters as deemednecessary. A sudden blockage of the discharge system event isdepicted in Figures 9 and 10. Figure 9 shows pressure versustime response for pressure control valve to operate. There is a
Figure 9 Pressure vs. time response to a discharge blockage
small increase in pressure and recovery to set point in 10seconds. Figure 10 shows the reduction in flow to a minimumvalue to maintain the discharge pressure for this event. Whilethe pressure recovery was quick (10 seconds) the time requiredfor the flow to stabilize took longer due to the system volume.
Rotor Deceleration
Revised Valve Size
0
2000
4000
6000
8000
10000
12000
0 5 10 15 20 25Time Sec
Figure 8
Sp
eed
Pressure
300
305
310
315
320
325
330
335
340
345
350
0 10 20 30 40 50 60
T ime Sec
Figure 9
Pre
ssu
re P
sia
wnloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 11/13/2015 Te
Figure 10 Flow vs. time response to a discharge blockage
Example 3 Sudden discharge blockage for relief valve sizingA sudden blockage on the discharge of a compression
system is an event that can cause the compressor operatingpoint to move towards surge and result in a rise of the dischargepressure. If the rise in pressure is sufficiently fast or there is notproper pressure control then the discharge pressure couldapproach design limits where a pressure relief valve wouldoperate to control the pressure. Proper sizing of the relief valvewould prevent pressure from exceeding equipment designlimits. An undersized relief valve will not protect the system todefined pressure limits. Over sizing of a relief valve mayprovide over pressure protection but could also cause rapidswings in pressure that may be detrimental to equipment andcause disturbances to the connected process external to thecompressor. Dynamic Simulation allows verification of sizingto confirm peak pressures do not exceed design limitations.Figures 11 and 12 show an under sized relief valve response.
Figure 11 Flow vs. time for undersized relief valve
The valve goes through a number of open close cycles due tothe volume of the compressor discharge and the flow suppliedby the compressor. The flow through the relief valve, whenopen, may allow the pressure in the discharge volume to
Volume Flow
0
5000
10000
15000
20000
25000
30000
35000
40000
0 10 20 30 40 50 60
Time Sec
Figure 10
AC
FM
Mass Flow
Small Relied Valve
0
5000
10000
15000
20000
25000
30000
35000
0 5 10 15 20 25 30
Time Sec
Figure 11
Mass F
low
Lb/m
in
Compressor Flow Relief Valve Flow
6 Copyright © 2007 by ASME
rms of Use: http://www.asme.org/about-asme/terms-of-use

Dow
Figure 12 Pressure vs. time for an undersized relief valve
decrease and thus the valve will close. This is purely a massimbalance relationship. The control limit is 360 psia howeverthe relief settle out was over 422 psia. The 422 psia was thepressure where the compressor flow and the relief valve flowmatched. Figure 13 and 14 demonstrate the response of theproperly sized relief valve. Once full open the valve allowedthe pressure to reach 362 psia.
Figure 13 Flow vs. time design relief valve.
ConclusionDynamic process simulation is a valuable tool that can
be used to validate process design to ensure trouble freeoperation from initial start up. It can also assist in theresolution of existing plant operational problems. This tool hasevolved from a complex computer program, involving manyhours to set up and run, to the point where it can now beeffectively used as part of initial design of petrochemicalprocesses.
Pressure
Sm all Relief Valve
0
50
100
150
200
250
300
350
400
450
0 5 10 15 20 25 30
T ime Sec
Figure 12
Pre
ssu
re P
sia
Mass Flow
Design Relief Valve
0
5000
10000
15000
20000
25000
30000
35000
0 5 10 15 20 25 30
Time Sec
Figure 13
Mass F
low
Lb/s
ec
Compressor Flow Relief Valve
nloaded From: http://proceedings.asmedigitalcollection.asme.org/ on 11/13/2015 Te
Figure 14 Pressure vs. time design relief valve.
AppendixSimulation Requirements1. Process and Instrument Diagram2. Process Flow Diagram3. Gas analysis4. Volumes of piping , coolers, and vessels5. Control valve design including Cv, and stroke time6. Block valve design including Cv and stroke time7. Compressor map for flow, pressure , temperature and
speed8. Design operating point for compressor system9. Driver characteristics, power, speed, rate of change, startup
speed torque data10. Inertia of the rotating shaft system11. Specific conditions at process boundaries12. Definition of relief valves
ACKNOWLEDGMENTSThe authors thank Dresser-Rand Company for providing
the opportunity to present this document. Also QualityMonitoring and Control Company for providing training andinsight into dynamic process simulation..
REFERENCES1. Quality Monitoring and Control Corporation; DYFLO
Users Manual2. Franks. Roger G.E.; Modeling and Simulation in
Chemical Engineering, R. , John Wiley & Sons, 19723. Sorokes, J.; Miller, H.; Koch J.; The Consequences Of
Compressor Operation in Overload, Texas A&MTurbomachinery Conference, September 2006
4. McKee, R.J.; Blodgett, L.L.; Transient Gas Flow &Control System Modeling for the Design ofCompressor Surge Control Systems for Trips &Upsets, Gas Machinery Resource Council 2004
Pressure
Design Relief Valve
0
50
100
150
200
250
300
350
400
0 5 10 15 20 25 30
Time Sec
Figure 14
Pre
ssu
re P
sia
7 Copyright © 2007 by ASME
rms of Use: http://www.asme.org/about-asme/terms-of-use
Recommended