-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
1/11
FOAM CHARACTERIZATION USING GLASS COKER
EXPERIMENTAL SET UP
Document by:Bharadwaj
Visit my website
www.engineeringpapers.blogspot.comMore papers and Presentations
available on above site
Abstract: A large number of industrial processes specially in
the petroleum refinery
sector undergo problems with foaming which leads to fouling and
decay of the process
equipments. Thus in certain cases in petroleum refineries,
foaming leads to process
inefficiency and higher equipment maintenance cost. A very
relevant aspect of current
petroleum refinery operations is the heating up of vacuum
residue in a coke drum and the
subsequent generation of unwanted foam. This research paper
describes the foam
produced by heating vacuum residue in a Glass Coker experimental
set up in terms of
foam over temperature. The vacuum resids for analysis were
obtained from Major U.S.
oil companies like Chevron, Shell, Petrobras, etc. Detailed
plots are provided that
illustrate the variation of foam over temperature for different
vacuum resids and with
different times during a Glass Coker run. The experimental
results clearly lead to the fact
that foaming during a Glass Coker run is dependent on the
residue (feedstock) properties
and run operating conditions.
Keywords: Glass Coker, foam over, foam, vacuum residue,
experiments, petroleum
refinery
http://www.engineeringpapers.blogspot.com/http://www.engineeringpapers.blogspot.com/
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
2/11
Introduction
In oil/gas production, foaming is a serious issue and if left
unattended, can lead to
unexpected process shutdowns. In literature [1], Callaghan et
al. pointed out that the
foaming tendency of crude oil is directly proportional to the
concentration of asphaltenes.
Kremer et al. [2] are very precise and point out that the vapor
generation and the presence
of natural surfactants like asphaltenes and resins are crucial
towards foam growth and
lead to enhanced foaming in delayed cokers. According to Guitian
and Joseph [3], the
foam producing capability of a hydrocarbon mixture is dependent
on the surfactant and
on the mixture components chosen to create the foam. Zaki et al.
[4] point out that the
viscosity of the feedstock and asphaltene aggregation play an
important role towards
foam growth. As per Joseph [5], the presence of surfactant is
crucial for a gas-liquid
mixture to foam. As per Kouloheris [6], the amount of surfactant
added to initiate
foaming has a very large effect in the generation of foam.
In the present study, a glass coker was constructed and testing
was begun for the purpose
of visually observing and measuring foam formation under
carefully controlled coking
conditions. The tests were performed in 2005 in the TUDCP Pilot
Plant, Tulsa,
Oklahoma, U.S.A. The experimental setup for the glass coker is
shown in Figure 1.
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
3/11
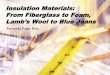
Figure 1: Experimental setup
The setup comprised of three main components: the distilling
flask, the temperature
control system and the heavy liquid collection system. A Pyrex
brand 250 ml distilling
flask with side arm was used as the reactor. The heating mantle
was a Glass-Col series
STM heating mantle that had an operating temperature range from
ambient to 650C. The
temperature was monitored using a Digitrol temperature
controller that had an
operating range of 0-750C. It is used to monitor temperatures at
different locations in the
flask (0.5, 3.5, 6.5 inches from the bottom of the flask). The
vapors are condensed in a
flask that is submerged in a water bath. The entire device was
wrapped in a molded
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
4/11
insulating blanket. The test device was surrounded by a blast
shield and tests were
conducted in a vent hood.
The vacuum resids tested with the Glass Coker setup are shown in
Table 1. The detailed
feedstock properties for the resids tested are also shown in the
same table. The first 16
tests were conducted where a window was left in the insulation
to observe the foaming
phenomena taking place. A second series of tests were conducted
where the reactor was
totally insulated. The test matrix for the glass coker tests
performed are depicted in Table
2 and Table 3 respectively.
Table 1: Feedstock properties of the vacuum resids tested
Property Equilon
Resid
(Shell)
Citgo
Resid
Chevron
Resid
Suncor
Resid
Marathon
Resid
Petrobras
Resid
API 0.5 4.6 5.7 2.9 10.3 6.5
Asphaltenes
wt %
39.2 34.2 17.6 25.2 12.1 24.3
Metal
content, Ni
(ppm)
142 110 193 125 38 63
Metal
content, V
(ppm)
739 703 148 330 57 69
Sulfur wt % 5.51 3.09 2.16 5.76 2.62 1.45
Sodium 8 8 8 30 7 23
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
5/11
(ppm)
Table 2: Test matrix of selected glass coker tests with partial
insulation
Run ID Resid tested Date tested
CIT 1 Citgo 06/01/2005
CIT 2 Citgo 11/01/2005
PETR 7 Petrobras 03/02/2005
CIT 9 Citgo 02/03/2005
SUNC 11 Suncor 11/03/2005
CHV 12 Chevron 17/03/2005
CHV 15 Chevron 25/03/2005
EQU 16 Equilon 29/03/2005
Table 3: Test matrix of selected glass coker tests with complete
insulation
Run ID Resid tested Date tested
MARA 18 Marathon 05/04/2005
MARA 19 Marathon 08/04/2005
SUNC 20 Suncor 15/04/2005
Experimental Procedure
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
6/11
The following operating procedure was followed for all the runs
except MARA 19 and
SUNC 20 runs:
Before the resid is poured, 1 gm of boiling stones was added to
the flask and then the
resid to be tested was poured into the flask (61gms). The flask
was placed into the
heating mantle, was wrapped with insulation on the sides and the
thermocouples were
inserted into it after closing the top with a stopper. The
heating mantle was connected
with the temperature controller which was connected to a power
source. The tubing was
connected with the side arm and was sent to a liquid collecting
receiver placed inside a
stainless steel beaker containing cold water. The area around
the flask and the mantle was
covered with the insulation jacket. The blast shield was then
put in front of the distillation
flask. The first stage of heating was achieved by heating the
resids to 600F with the
output clamped at 25%. The ramping during the second stage of
heating from 600F to
850F was started after the stabilization of the bottom
temperatures for each resid. Also
the ramping was done non-uniformly on an as-needed basis in
order to reach 850F as
efficiently as possible. At the end of the run, the ramping was
stopped and the power
settings were kept constant.
For MARA 19 and SUNC 20 runs, the same operating procedure was
followed, the only
difference being that at 42 mins into the run, the ramping was
started by gradually
increasing the power settings 3% every 5 mins.
Results & Discussion
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
7/11
The bottom thermocouple temperature was recorded carefully
versus time for the glass
coker runs. A foam over used to take place at a particular
period of the runs with
extensive foaming. The bottom thermocouple temperature rose from
800F and exceeded
1000F within a couple of minutes. The side arm of the
distillation flask was found to be
coated with resid. Table 4 and Table 5 provide the foam over
data recorded for the
partially insulated and completely insulated glass coker
runs.
Table 4: Observations for selected partially insulated runs
Run ID Foam over TB (F) First Foam over time
during a run (mins)
PETR 7 846 117
CIT 9 833 94
SUNC 11 833 80
CHV 15 854 88
EQU 16 825 78
Table 5: Observations for selected completely insulated runs
Run ID Foam over TB (F) First Foam over time
during a run (mins)
MARA 19 889 69
SUNC 20 864 70
855
860
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
8/11
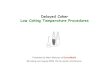
Figure 2: Foam over Temperature variations for different
partially insulated glass coker
runs
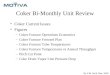
Figure 2 and Figure 3 illustrate the variation of the foam over
temperatures for different
resids versus time during the run when foam over took place the
first time.
895
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
9/11
Figure 3: Foam over Temperature variations for 2 different
completely insulated glass
coker runs
Conclusions
For the partially insulated glass coker runs, the vacuum resids
containing higher
concentration (wt%) of Asphaltenes (example-Equilon, Citgo
resids), the foam over
temperatures are lower (820-840F) as well as the time taken to
produce foam for the
first time (70-100 mins). So foam is readily and quickly
produced from the tests using
vacuum resids with high content of Asphaltenes. For the
completely insulated glass coker
runs, the foam over temperatures are significantly lower for the
resids with greater wt%
of Asphaltenes (refer to Figure 3- Suncor vs Marathon resid). In
general foaming
tendencies were found dictated by variation in feedstock
property (wt% Asphaltenes) and
run operating conditions (total or partial insulation,
non-uniform or uniform ramping for
heating the resid).
Nomenclature
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
10/11
CIT- Citgo resid
PETR- Petrobras resid
SUNC- Suncor resid
CHV- Chevron resid
EQU- Equilon (Shell) resid
MARA- Marathon resid
Foam over TB- Bottom thermocouple temperature (F) at the foam
over stage
Acknowledgements
I would like to thank The University Of Tulsa Delayed Coking
Project Team, U.S.A. for
their generous support and help regarding the successful
conduction of the experimental
work. I would also like to specially thank Dr. Keith Wisecarver
and Dr. Volk (The
University Of Tulsa Delayed Coking Project Team, U.S.A.) for
their active suggestions
during the pilot plant experimental work.
References
1. Callaghan et al., Identification of Crude Oil Components
Responsible for
Foaming, SPE Journal, 25(2), pp. 171-175 (1985).
2. Kremer et al., Foam Control Methods in Delayed Cokers,
Petroleum
Technology Quarterly, pp. 65-69 (2002).
-
8/3/2019 Foam Characterization Using Glass Coker Experimental
Set Up
11/11
3. Guitian J., Joseph D., Foaminess Measurements Using A Shaker
Bottle,
University of Minnesota (1996).
4. Zaki et al., Factors Contributing to Petroleum Foaming. 2.
Synthetic Crude Oil
Systems,Energy Fuels, 16(3), pp. 711-717 (2002).
5. Joseph D.D., Understanding Foams and Foaming, Journal Of
Fluids
Engineering, 119(3), pp. 497-498 (1997).
6. Kouloheris A.P., Foam-friend and foe, Chemical Engineering,
94(15), pp. 88-
97 (1987).
Document by:Bharadwaj
Visit my website
www.engineeringpapers.blogspot.comMore papers and Presentations
available on above site
http://www.engineeringpapers.blogspot.com/http://www.engineeringpapers.blogspot.com/