
Developing Sustainability Technology For Chemical Process Industry: Lactic Acid by Membrane-
integrated Hybrid Process
P. Pal, P. Dey
Abstract- Chemical process industries around the world are desperately seeking for sustainable technology in the backdrop of ever-increasing world population, demand for more employment, industrialization and concern for environment. Process intensification is one such way towards sustainability. The paper focuses on development of a membrane-integrated production system for monomer grade lactic acid with the advantages like, involvement of less processing steps, less energy consumption and less chemical requirement that make the system simple, flexible, compact and environmentally benign. The particular modular design offers great flexibility in operation of the system which the modern manufacturing sector is demanding in this era of emaciated profit margin. The continuous production system offered a reasonably high flux of 76-77 L/ m-2 h-1 of greater than 95% pure L (+) lactic acid.
Keywords---Lactic acid, Membrane Technology, Sustainable Development, Fermentation
I. INTRODUCTION
NTEREST in the production of monomer grade L (+) lactic acid has dramatically gone up in the recent past following a
growing demand for biodegradable polymer (PLA i.e. Poly Lactic Acid), a highly suitable substitute for conventional plastic material. Some major advantages like good heat deflection, ready biodegradability in the environment and sustainability makes PLA even a much better substitute for the petrochemical plastics [1] – [2]. Considering its environment-friendly, thermal, mechanical and chemical nature, PLA can be applied in a wide variety of fields like tissue engineering, controlled drug delivery or in artificial prostheses [3]. Traditional chemical synthesis process for lactic acid
production from petroleum resources yields a racemic mixture of D and L-lactic acids instead of pure D or L lactic acid. Conventional fermentation based processes can be suitably modified and operated with selected microbial strain so as to produce only the desired isomer. But existing fermentation-based processes are still in many cases, only batch processes with poor productivity and necessitating quite a number of downstream processing steps which involve not only high energy, equipment, time and labour costs but also harsh chemicals leading to environmental pollution. Thus process intensification in fermentation based lactic acid production is a demand of the industry drawing attention of the researchers across the world. Process Intensification refers to the development of smaller, cleaner, energy efficient and highly flexible technologies to achieve the same and even more production objectives in a compact plant in comparison with traditionally robust process plants. Conventional production processes produce salts of lactic acid instead of direct lactic acid as pH adjustment is a must by addition of alkalis in such batch conventional processes. This adds a an additional 50% cost on account of chemicals as well as additional separation and purification steps separation and purification steps. Such a conventional process dumps large quantity of calcium sulphate as solid waste, produced through the addition of lime and sulphuric acid [4].Through process intensification, future process industries (chemical and pharmaceutical ) must be capable of providing higher production with reduced energy, raw material consumption and reduced waste generation. Through the concept of
Environment & Membrane Technology Laboratory, Department of Chemical Engineering, National Institute of Technology, Durgapur, West Bengal-713209, India *Corresponding author: Prof.(Dr.) P.Pal : phone: +91 9434469750(Mobile); fax: +91 3432547375; e-mail: [email protected]
developing radical technologies for the miniaturization of process plants, future industries will stand up with reduced
equipment size as well as plant size with increasing inherent safety. Process intensification is kind of revolutionary approach that has the potential of fostering sustainable growth in chemical and allied process industries. Process intensification will eventually replace old, inefficient plants with new and intensified equipment opening up new opportunities for wide variety of patentable products and processes with scale up potentials [5]. Smaller is safer! Hence, process intensification dramatically increases the intrinsic safety of chemical processes. Hybrid reactor system fabricated with the suitable combination of cross-flow flat sheet membrane modules with bioreactor system comes up with the achievement of process intensification by performing multiple tasks in a single and compact unit. Fermentation route for L(+)
I
International Journal of Biological, Ecological and Environmental Sciences (IJBEES) Vol. 1, No. 2, March 2012 ISSN 2277 – 4394
35

lacsughigprofermuwhto andmein thapromeprosepalte
A
fer
ctic acid progarcane juice gh acceptance oduce opticallrmentation prouch more econhich suffers larend product ind shut-down prembranes for thpermeate site
an the RO (revocess intensifiembrane reactooductivity, separating other ernative to the
II. MA
A. Microorgan
Lactobacilrmentative L (+
duction frowith suitable compared to
y pure L(+) ocess with menomically advrgely from lownhibition and rocedures [8]-he separation ois turned out tverse osmosiscation throughor system by lectivity to by-products hconventional p
ATERIALS AND
nism And Media
lus delbrueck+) lactic acid p
Fig.1 Schem
om renewablemicroorganismchemical synlactic acid [
mbrane cell rvantageous thaw volumetric phigh labour co[9]. Uses of N
of undissociatedto be much mo) membranes. h such multifincreasing machieve desir
has been foundprocesses.
METHODS
a Preparation
kii (NCIM-20producing bacte
atic Diagram Of
e resources lm has receivnthesis route 6, 7].Continuo
recycle systeman batch procproductivities dost due to start
NF (nanofiltratiod L (+) lactic aore advantageoDevelopment
functional hybass transfer rared product
d to be promis
025), a homerium used in
f Membrane Inte
like ved
to ous
m is cess due t up on)
acid ous t of brid ate, by
ing
mo-our
work wMicroorPune, maintainsubsequPure sumainly filtered sugarcacontaine1fructosextract, MnSO4
1.5 g l-
Sigma A
B. Ex
The 2was prnitrogenreactor was a10agitationThe fermembrathe inlecirculati
egrated Reactor S
was brought frganisms (NCIndia in lyoned in MRS
uently in 50 mugarcane juice
used as fermeto remove un
ane juice colled 132.34 g lse. The media
7.69 g l-1 pep.4H2O, 1.5 g l1 K2HPO4. AlAldrich.
xperimental Eq
20 litre pilot provided with n gas purgingtemperature an0 litre stainlessn was maintairmenter was ane modules toet and the out lion across the
System For Lact
from NationalCIM), Nationophilized cond agar slants
ml MRS broth was purchase
entation medianwanted particllected in the l-1 sucrose, 7.was suppleme
ptone; 0.2 g l-1
l-1 sodium acetll the chemical
quipment
plant fermenterthermostatic
g system for nd anaerobic ens steel tank (Fined at 410C aequipped wi
o which pressulet. A peristaltmicrofiltration
tic Acid Product
l Collection onal Chemical dition. The
at 40C and in a 100 ml c
ed from local a. The juice wles like fibres,
months of 98 g l-1glucosented with 13.1 MgSO4.7H2Otate, 1.5 g l-1 l reagents use
r made up of swater circulatensuring desinvironment. Fe
Fig. 1).The temand 160 rpmith cross flowure gauges weric pump was u
n membrane mo
tion
of Industrial Laboratory,
culture was subcultured
conical flask. farmers and
was then pre- solids. Pure March-April
se, 5.65 g l-
82 g l-1yeast O, 0.005 g l-1
KH2PO4 and d were from
stainless still tion system, red constant eed reservoir
mperature and respectively.
w flat sheet re attached at used for feed odule (MF).
International Journal of Biological, Ecological and Environmental Sciences (IJBEES) Vol. 1, No. 2, March 2012 ISSN 2277 – 4394
36

TmoHignanacicon(mexpwitForUSimpmowa
dwS
The microfiltrodules performgh pressure dinofiltration meid from unconntinuous op
microfiltration aperiment was th pore size ofr the nanofiltra
SA) was selpurities from
odule selected fas 0.01 m2.
C. Analyti
The samplesdifferent time inwere measuredSeries, India)
ration (MF) mmed cell separat
iaphragm pumembrane modunverted sugarseration with
and nanofiltraticarried out wi
f 0.2 to 0.45 μmation step, NF2ected throughlactic acid. Mfor microfiltrat
cal Assays
from fermentnterval and the
d by UV spec
membranes usetion from the f
mp (5-40 kgf/cles that helpeds and other ih two staion). Cross-floith PVDF lamim (Membrane 2 membrane (Sh investigatio
Membrane surfation as well as
tation broth wee absorbance otrophotometer
Fig.2 Con
ed in cross flfeed for recyclicm2) was usedd separation lacimpurities durage membranow microfiltratinated membraSolutions, USepro Membran
ons to separace area for eafor nanofiltrat
ere taken out aof those sample
(CECIL, 700
nventional Ferm
low ing. d in ctic ring nes tion ane A).
nes, rate ach tion
at es 00
at 620Instrusupernacid, concecolumDeteccarbohconceZorbananofiby pe1200)with LquantiSCIEN
mentation-Base
0 nm. Sampleuments, India) natants were csucrose, gluc
entration was qmn (Agilent Tector (DAD). hydrates (su
entrations wereax Carbohydrafiltrated sampleeak purity sof).Protein estimLowry’s methoified with iNTIFIC, USA.
ed Lactic Acid
es were then uat 12,000 rp
collected for thcose and fructquantified by echnologies, H
The measuucrose, glue done by RIDate Analysis e was determiftware tool of
mation of the sod. Minerals (individual ele.
d Production Sc
ultra–centrifugpm for 15 mhe analysis of Ltose. L (+) LUltron ES-OV
HPLC) with Durement of ucose and D detector wiColumn. Purned through thf HPLC (Agilsamples were (Na+, K+ and Mectrodes from
cheme
ged (Sigma minutes and
L (+) lactic Lactic acid VM Chiral iode Array all three
fructose) ith Agilent ity of the he analysis lent, series carried out Mg2+) were m Thermo
International Journal of Biological, Ecological and Environmental Sciences (IJBEES) Vol. 1, No. 2, March 2012 ISSN 2277 – 4394
37
APro
Tscathicomprelacacihyd
Apropurlaclacprotonprohazinvmaof rouma
BMa
DsucprothelikeconjuicoptconsofcatlimbasQu
A. Conventiooduction Schem
The synthetic ale started arous method, Lmbination of esence of base ctonitrile is subid by using drochloric acid
HCN + CH3C
CH3CH (OH) CH3
Ammonium choduction procerified by activa
ctate is evaporactic acid. Gypsoduct in the prnne per metricoduction procezard as gypvestment cost iany units as shosuch a plant. T
ute of survivalanufacturing in
B. Batch and ajor Parameter
Design Expeccessfully applocess. Response present invese temperature, ncentration duce by Lactotimization resuntinuous run. ftware by setegorical facto
mits of yeast exsed on the exuadratic Model
III. RESULTS A
onal Fermenme
manufacture ound 1963 in Ja
Lactonitrile is hydrogen cyacatalyst in liq
bsequently pureither conc
d.
HO
CN + 2H2O + CH (OH) COO
hloride is proess. Lactic acidated carbon adsated and acidifisum (calcium rocess and is
c tonne of lactess is associasum disposals naturally veryown in the typ
Thus process inl and sustainab
ndustry.
Continuous Prs
ert Software lied to optimizese surface methstigation to opt
yeast extract curing lactic acobacillus delbults were alsoThe experime
electing threeor with one rextract, peptonexisting literatuwas suggested
AND DISCUSSIO
ntation-Based
of lactic acid apan and Unit
produced fianide and aceuid phase. Theified and hydrcentrated sul
CH3CH
HCL OH + NH 4Cl
duced as a byd is esterified sorption. In neied by sulphurisulphate) is prproduced at a
tic acid. Thus ated with a bil poses a py high due to i
pical schematicntensification ible developme
Process With
(Version 8.e lactic acid prhodology (RSMtimize the operconcentration acid productionrueckii (NCIMo useful in thnts were desig
e numeric faesponse. The e and temperatuure of lactic d by the softwa
ON
Lactic Aci
in a commercted states [10].irst due to taldehyde in e recovered cruolyzed into lacphuric acid
H (OH) CN
y-product in tby methanol a
ext phase, calciic acid to produroduced as a b
a rate of 1 metthe conventio
ig environmenproblem. Capinvolvement ofc diagram (Fig.is the only natuent of lactic a
Optimization
.0.4) has beroduction in baM) was chosenrating paramet
as well as pepton from sugarcaM-2025). Thhe proceeding gned through actors and zupper and lowures were choacid producti
are to evaluate
id
cial . In the the ude ctic
or
this and
as a resuin this pand hychemicaoxidatiocarbon pressureoxidatiocommerdependecater toproductbeen pre
productdownstrfiltrationthat proleads tothen sep
um uce by-tric
onal ntal ital f so . 2) ural acid
Of
een atch n in ters one ane ose
of the
zero wer sen ion. the
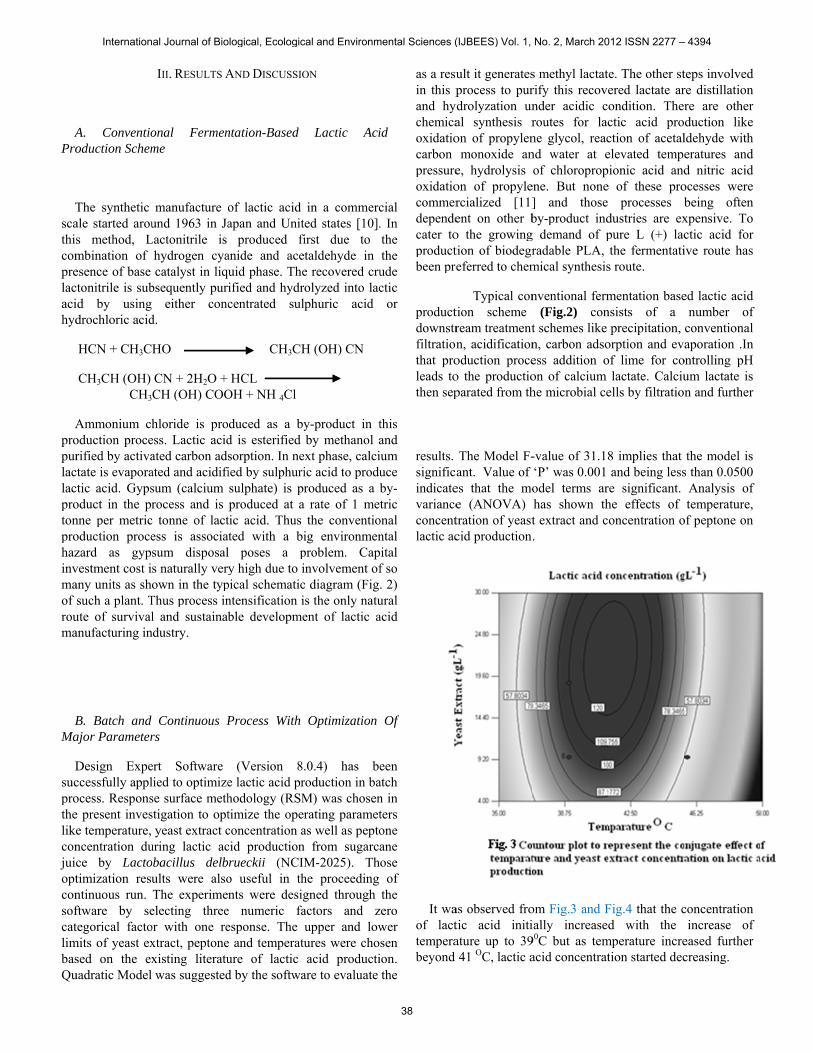
results. significaindicatevarianceconcentlactic ac
It waof lacttemperabeyond
ult it generatesprocess to pur
ydrolyzation unal synthesis ron of propylen
monoxide ane, hydrolysis on of propylercialized [11]ent on other bo the growingtion of biodegreferred to chem
Typical contion schemeream treatmentn, acidificationoduction proceo the productioparated from th
The Model F-ant. Value of
es that the moe (ANOVA) tration of yeastcid production
as observed frotic acid initiature up to 3941 OC, lactic a
s methyl lactatrify this recovender acidic croutes for lacne glycol, reacnd water at eof chloroprop
ene. But none] and those by-product ind
g demand of pradable PLA, mical synthesis
nventional ferm(Fig.2) con
t schemes like n, carbon adsoess addition oon of calcium he microbial ce
-value of 31.18‘P’ was 0.001 odel terms arhas shown tht extract and c.
om Fig.3 and Fially increased90C but as temacid concentrat
e. The other stered lactate arondition. Therctic acid proction of acetalelevated tempeionic acid and
e of these proprocesses b
dustries are expure L (+) lacthe fermentati
s route.
mentation basensists of a
precipitation, orption and evof lime for co
lactate. Calciuells by filtration
8 implies thatand being less
re significant. he effects of oncentration o
Fig.4 that the cd with the
mperature incretion started dec
teps involved re distillation re are other duction like ldehyde with eratures and d nitric acid ocesses were being often xpensive. To ctic acid for ive route has
ed lactic acid number of
conventional aporation .In
ontrolling pH um lactate is n and further
the model is s than 0.0500
Analysis of temperature,
of peptone on
concentration increase of
eased further creasing.
International Journal of Biological, Ecological and Environmental Sciences (IJBEES) Vol. 1, No. 2, March 2012 ISSN 2277 – 4394
38

pepmutheproconhavlacwitwitsysextThproconparbeeof havvarexpcon3.2to ais 3totacleaffenv
At initial tempptone concentruch but as teme factors were oduction. Abncentration ofving negative ctic acid conceth the help of th same optistem was 116.2tract concentra
he production yoductivity. Ferncentration of rameters were en experimentalactic acid fromve significant riation in thperiments werndition (withou24) at the end oachieve undiss3.86 at 25 OC.al sugar is be
early presentedfected by pvironment resu
perature, with trations, lactic a
mperature increfound to have
bove 41OC f yeast extrac
effect on lacentration achief RSM model mized conditi28 g L-1 at 41OCation and 7.69yield achievedrmentations wf 5 % and 160
not included ally investigatem sugarcane jueffect on lacti
hat applied rre carried out ut pH adjustmof 72 hours basociated lactic How lactic ac
een consumed d in Fig.5. Prroduct-inhibiti
ulting in poor p
the increase ofacid concentraeased above 3e positive impa
temperature,ct and peptonctic acid produeved from pure
as well as thrions in memC temperature,9 g L-1 peptond was 93% wiere carried ou0 rpm of shakin optimizatio
ed that in the pruice, those paric acid producrange. All t
by adopting ment). Lower patch process wacid as pKa vacid concentratiwith time in
roduction in bion problem productivity.
f yeast extract aation did not v5 oC (upto410
act on lactic a even hig
ne concentratiouction. Optime sugarcane jurough experim
mbrane integra 13.82 g L-1 yene concentratiith 1.615 g L-
ut with inoculker speed. Th
on study as it hroduction procrameters does tion with smalthe fermentatnon neutraliz
pH obtained (pwas quite effect
alue of lactic aion increased abatch process
batch mode wand low
and vary 0C), acid gher ons
mum uice
ment ated east ion. 1h-1 um ose has
cess not ller tion zing pH- tive acid and s is was pH
cost, crecycle out withmembrasystemcan be desirabithe
To improve pontinuous prowas adopted.
h one stage meane separationpresented in Foptimized ac
ility of the pro
productivity anoduction procContinuous fe
embrane separan system due Fig.1. Again nuccording to thduct quantity.
nd to reduce thcess with meermentation caation system o
to the flexibumber of workhe nature of It was only po
he production mbrane cell
an be carried or multi stage bility of the king modules process and
ossible due to
International Journal of Biological, Ecological and Environmental Sciences (IJBEES) Vol. 1, No. 2, March 2012 ISSN 2277 – 4394
39

super flexibility nature of the hybrid system. How lactic acid produced with time in continuous system and substrate is being consumed is clearly presented in Fig.6.We adopted two stage continuous membrane separation system to get pure, polymer grade L (+) lactic acid in industrial production level. In continuous production process first 15 hours was conducted with batch process and then fresh feed addition was started with membrane cell recycle process. It affects in the production trend of lactic acid and substrate consumption which is clearly shown in Fig.6. After almost 30 hours of continuous run with dilution rate of 0.15 hr-1 and cross flow velocity 0.53 ms-1, steady state condition achieved which is an important criterion of continuous run. Concentration of lactic
acid achieved in steady state condition was 82.68 g L-1. After nanofiltration with NF-2 membrane at 13 kg cm-2 operating pressure, lactic acid purely separated from other impurities at the concentration of 66.97 g l-1. Results are tabulated in Table 1.Our collected sugarcane juice contained 132.3 gL-1 sucrose, 7.9 gL-1 glucose, 5.6 gL-1 fructose. Total glucose and fructose got consumed within 6 hours of fermentation. After batch fermentation, continuous fermentation with microfiltration cell recycle was started with 6 litres working volume of the reactor. Cell recycling helped mainly in high cell concentration in the fermenter and thus contributed significantly to enhance production of lactic acid.
TABLE I
Lactic Acid Production From Sugarcane Juice In Batch And Continuous Process ___________________________________________________________________________________ Conditions Lactic acid Concentration Product Yield Productivity
(g L-1) Yps (%) (g L-1h-1) ___________________________________________________________________________________ Batch 116.28 93 1.615 (at 72 hrs) Continuous 82.68 96.5 12.40 ___________________________________________________________________________________
By operating four modules in microfiltration cell recycle system and 1 module in nanofiltration system the achieved flux was 76.6 l m-2 h-1, where complete separation of microbial cells and more than 95% removal of impurities were achieved. The purity of the sample was determined as 95% when sample peak was tested in HPLC peak purity software tool. Two stage flexible membrane system developed for continuous production of pure L (+) lactic acid was comparatively much more efficient and can be considered as environment-friendly, energy efficient, and economical alternative of conventional lactic acid production process. Over all modular design makes the process super flexible. Marinating liquid phase throughout the system makes the process eco-friendly as conventional process consist of lot of phase change operations like evaporation, crystallization. Uses of harsh chemical like H2SO4 and production of gypsum again makes conventional production process not favourable for environment. Large number of steps in conventional production process ultimately makes the process economically non-favourable. Development of such sustainable technology for clean production process of L (+) lactic acid must be encouraged by future process industries in the respect of process intensification. In the age of highly depleting natural resources like fossil fuel, such kind membrane based technology with the uses of fully renewable resource like sugarcane juice considers it an ideal alternative for conventional lactic acid production process.
IV. CONCLUSIONS
Due to the growing demand of L (+) lactic acid for the production of biodegradable plastic (PLA), it has been necessitated to improve conventional fermentation-based lactic acid production process with efficient and sustainable process. Membrane based hybrid reactor system successfully stands in that objective without creating any negative environmental impact. Super flexibility and operational simplicity makes the system ideal for the production of L (+) lactic acid in any industrial scale.. High productivity and purity achieved in this membrane-integrated fermentation system and in an absolutely environmentally benign process will definitely go in favor of its industrial adoption.
ACKNOWLEDGMENT
The authors are thankful to the Department of Science and Technology (DST), Government of India for the grants under DST-Green Technology Program (SR/S5/GC-05/2008).
REFERENCES
[1] R. Datta, “M. Henry,” Review Lactic acid: recent advances in products, processes and technologies-a review”, J. Chem Technol Biotechnol, Vol. 81,pp.1119-1129, May.2006.
[2] W.Zhao, X.Sun, Q.Wang, H.Ma, Y.Teng , “Lactic acid recovery from
fermentation broth of kitchen garbage by esterification and hydrolysis method”, Biombioc, Vol. 32,pp.21-25,June. 2009.
[3] N .Nakayama, T .Hayashi, “Preparation and Characterization of poly (L- lactic acid)/Tio2 nanoparticle nanocomposite films with high transparency and efficient photo degradability”, Polym degrade stab, Vol. 92,pp.1225- 1264, April.2007.
International Journal of Biological, Ecological and Environmental Sciences (IJBEES) Vol. 1, No. 2, March 2012 ISSN 2277 – 4394
40

[4] K.L. Wasewar , V.G. Pangarkar , A.B.M. Heesink , G.F.Versteeg ,
“Intensification of enzymatic conversion of glucose to lactic acid by reactive extraction”, Chemical Engineering Science , Vol. 58,pp.3385-3393, Aug.2003.
[5] F.J. Keil ,” Modeling of Process Intensification-An Introduction
and Overview”, Copyright @ 2007 WILEY-VCH Verlag GmbH & Co. KGaA , Weinheim ISBN:978-3-527-31143-9.
[6] Y.J. Wee, H.W. Ryu, “Lactic acid production by Lactobacillus
sp.RKY2 in a cell-recycle continuous fermentation using Lignocellulosic hydrolyzates as inexpensive raw materials”, Bioresource Technol, Vol. 100,pp.4262-4270,Sep. 2009.
[7] P. Pal, J .Sikder, S .Roy, L .Giorno, “Process intensification in
lactic acid production: A review of membrane based processes”, Chem. Eng. Process, Vol. 48, pp.1549-1559, Nov. 2009.
[8] L .Giorno, K .Chojnacka, L .Donato, E .Drioli, “Study of a Cell-
Recycle Membrane Fermentor for the production of Lactic acid by Lactobacillus bulgaricus”, Ind. Eng. Chem. Res , Vol. 41,pp.433-440,JAN. 2002.
[9] A. M.R.B .Xavier, L.M.D Goncalves, J.L Moreira, M.J.T
Carrondo, “Operational Patterns affecting Lactic acid Production in Ultrafiltration Cell Recycle Bioreactor”, Biotechnol. Bioeng, Vol. 45,pp.320-327, 1995.
[10] C.H. Holten, Lactic acid. Germany: VHC Weinheim (1971). [11] R.Datta,S.P.Tsai, “Technology and Economic Potential of
Poly(Lactic acid) and Lactic acid Derivatives”. J.of FEMS Microbiology Review, Vol. 16,pp.221-231, 2006.
International Journal of Biological, Ecological and Environmental Sciences (IJBEES) Vol. 1, No. 2, March 2012 ISSN 2277 – 4394
41
Recommended

















