D Walters
Undulator System Components [email protected]
June 17, 2008 1
Undulator System Components Status
Dean Walters

D Walters
Undulator System Components [email protected]
June 17, 2008 2
Undulator System Components Status
Components
Vacuum ComponentsChamber
Quad Spool
Bellows
EVAC Flanges
DiagnosticsRFBPM
Beam Finder Wire
Beam Loss Monitor

D Walters
Undulator System Components [email protected]
June 17, 2008 3
Vacuum Chamber End bi-metal flange welding
From:
E Trakhtenberg
G Weimerslage

D Walters
Undulator System Components [email protected]
June 17, 2008 4
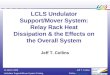
Vacuum ChamberGraphical Display of Surface finish Data
Z' and X' Data of Delivered Chambers
0
5
10
15
20
25
0 10 20 30 40 50 60
X' (mrad)
Z' (
mra
d)
Series1
Very Desirable
Acceptable
Should be Avoided
From:
E Trakhtenberg
G Weimerslage
The average of all vacuum chambers is 14.86 mrad in Z′ and 35.14 mrad in X′, the rms of Z’ is 15.5 mrad and X’ is 36.9 mrad. Selecting the best 33 chambers yields an rms for Z’ of 13.9 mrad and X’ of 34.2 mrad. Extrusions 7, 10, 16, 28 and 35 were sacrificed to verify surface finish in the middle of the extrusions
15.5
36.9

D Walters
Undulator System Components [email protected]
June 17, 2008 5
Quad Spool
DesignFlexible mini-bellows
Surface finish measurements of the central tube show a roughness of Sq=.18 µmIssue with aluminum plating covering the seal face of the EVAC flange, the vendor has addressed this during the course of the production run.Fifteen units have now been shippedThe production run is due to be complete by the end of June

D Walters
Undulator System Components [email protected]
June 17, 2008 6
Bellows Module
Initially the supplier had problems with the welding of the SST adapter to the flange. The supplier solved the problem by using the micro-TIG welding process.All (35) units have assembled, baked, packaged, and shipped to SLAC. The last group went to SLAC on 6 June 2008

D Walters
Undulator System Components [email protected]
June 17, 2008 7
EVAC Flange SystemFlange Permeability
Flanges from the manufacturer have been found to have a high (1.21) magnetic permeability.Testing has shown that while the permeability is high it will not interfere with devices in the beamline.
Flange Sealing ExperienceSLAC has started to assemble girders and has had to make vacuum seals using EVAC Flanges.Their initial results have been good and bad.
One thing that has been seen is that the pits in the copper gaskets are thought to be a source of leaks.ANL is now inspecting all gaskets for pits before sending to SLAC.
SLAC is experiencing what ANL went through before consistent results were achieved.
Through testing at ANL it was found that lubrication of the chain clamp is important, ANL is using Dicronite lubricate on all chains in the Undulator Vacuum System.

D Walters
Undulator System Components [email protected]
June 17, 2008 8
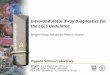
BFW Assembly Mounted on Adjustable Support
Adjustable Mounting Support
(Modified since) Vacuum Pump Connector (2.75” Conflat Flange)
Card Position Monitor (Limit switches)
Air Supply Shut Off Valve
Pneumatic Solenoid Valve
Precision Screw
Electrical Connectors for Wire Signals
Vacuum Chamber Connection Flange
(NW-50 CeFix w/Clamp)
Beam Port
Pneumatic Cylinder
Alignment Fiducials
Frame
Compression Spring Positioner
Potentiometer
Housing
Assembly model courtesy: J. Bailey, ANL

D Walters
Undulator System Components [email protected]
June 17, 2008 9
Moving Slide Assembly (Solid Body)
Cylinder BoreFixed to Frame
Kinematic Stop Bottom Plate
Secured to Slide Block
Kinematic Stop Top PlateFixed to Frame
(Adjustable using precision Screws)
Electrical Connector and Feedthrough
Secured to Slide Rod
Top of Return SpringFixed to Frame
Slide BlockSecured to Slide Rod
Card Mount BlockSecured to Slide Rod
Assembly model courtesy: J. Bailey, ANL

D Walters
Undulator System Components [email protected]
June 17, 2008 10
Revised Design
Precision Screw
Spring Loaded
Positioner
Locking Screw with Lock Washer
Clearance between slide rod and frame
Top Kinematic Plate attached to
Frame
Frame
Precision Screws
Assembly model courtesy: J. Bailey, ANL

D Walters
Undulator System Components [email protected]
June 17, 2008 11
Beam Finder WireRepeatability Testing

D Walters
Undulator System Components [email protected]
June 17, 2008 12
Repeatability Test BFW S#04Sensor Readings
-30
-20
-10
0
10
0 20 40 60 80 100
Cycles
Dis
plac
emen
t (M
icro
ns)
Pt. C
Pt. BPt. A
Repeatability Test BFW S#04Calculated Displacements at Card Centerline
-10
0
10
20
30
0 20 40 60 80 100 120
Cycles
Dis
plac
emen
t (M
icro
ns)
Horizontal
Vertical
“Keyence” Displacement Sensors (Typ.)
Repeatability Test Arrangement
BFW Repeatability Test Arrangement and Results
Physics Requirements: 65 Micron Horizontal & 30 Micron Vertical (RMS)

D Walters
Undulator System Components [email protected]
June 17, 2008 15
Beam Finder Wire Status and Schedule

D Walters
Undulator System Components [email protected]
June 17, 2008 16
RFBPM Production Altair End Caps
Production End Caps are in spec electrically and mechanically Problems with polishing resolvedProduction ramping up with 10 sets first received 4/22/08
Measurement
LCLS BPM End Caps #1LCLS BPM End Caps
#2
RMS (nm)
Sa (nm)
PV (nm)
RMS (nm)
Sa (nm)
PV (nm)
1 21.9 17.3 411 45.7 30.6 2066
2 23.5 18.6 659 48.6 32.5 1898
3 23.6 18.9 548 43.0 29.4 1674
4 23.9 18.7 433 47.9 33.2 1880
Average 23.2 18.4 513 46.3 31.4 1880

D Walters
Undulator System Components [email protected]
June 17, 2008 17
K1 K2
Au-GeAu-Sn
Au-GE
Au-SnH2
Sn-Ag-Cu
K1
K2
Order of Joining
Order of Joining
Single Piece Transitions
K2 K1
Au-CuAu-Ge
Au-Sn
Au-GeAu-SnH2
Sn-Ag-Cu
Au-Sn H2
Sn-Ag-Cu
This allows windows to be jointed, tested, and selected before joining
to the cavity body.
Strongest Design
Solder Joint Considerations

D Walters
Undulator System Components [email protected]
June 17, 2008 18
Joining Window to Transition
Use of a Moly ring limits the expansion of the copper which then limits the compression of the glass window.

D Walters
Undulator System Components [email protected]
June 17, 2008 19
Brazing Fixture
This is the body mounted in the fixture for joining the Transitions to the Body

D Walters
Undulator System Components [email protected]
June 17, 2008 21
Monitoring Windows Quality
Windows Process Chart
0
2
4
6
8
10
12
8 9 10 11 12 13 14 15
Group Number
Th
ickn
ess
(mil
s)
0
1
2
3
4
5
6
7
8
9
10
No
. o
f D
efec
ts Minimum
Maximum
Average
Defects

D Walters
Undulator System Components [email protected]
June 17, 2008 22
Repair of Soldered Assembly

D Walters
Undulator System Components [email protected]
June 17, 2008 23
BPM Window Statistics
Transition and window soldered with Georo filler materialSub Assemblies are Vacuum checked before brazed to bodyIn the last run of windows being brazed to transitions there were 11 of 13 defect free parts made.Transitions are soldered with Orotin to the bodies

D Walters
Undulator System Components [email protected]
June 17, 2008 25
Beam Loss Monitor
Beam Line Detector:
Detailed and Assembly Drawings:(engineering review and tolerancing).
Detector Head.
Detector BFW Mounting Bracket.
Undulator Motion Tracking Adapter.

D Walters
Undulator System Components [email protected]
June 17, 2008 26
Conclusions
Except for the Beam Loss Monitor all other components are in productionItems that have completed production
Vacuum ChamberVacuum Chamber SupportBeam Finder Wire SupportBPM SupportBellows Module : Final Unit 6/6/08
Items still in the process of productionBPM cavity - (36% complete) : Final Unit 7/31/08Beam Finder Wire - (45% complete) : Final Unit 7/8/08Quad Spool - (45% complete) : Final Unit 6/24/08Long Break Spool and its support : Final Unit 6/18/08
Recommended