CHOSUN WELDING CO., LTD.
ISO 9001 Approved
Head OfficeCHOSUN BLDG, 830-47. Yeoksam-Dong, Kangnam-Ku,Seoul, Korea. TEL : 82-2-3459-9371~2, FAX : 82-2-553-6116C.P.O. BOX : 445 SEOUL, KOREAHttp ://www.chosunwelding.com
Pohang Factory#865 Changheung-Dong, Pohang, Kyungsangbukdo, KoreaTEL : 82-54-285-8221~3, FAX : 82-54-285-8543
Onsan Factory#321, Hwasan-Li, Onsan-Eup, Ulju-Kun, Ulsan, KoreaTEL : 82-52-237-5301~6, FAX : 82-52-237-3311
USA Corporation20924 E.Walnut CYN Rd. Walnut, CA 91789TEL : 1-888-424-6786, FAX : 1-785-493-0939E-mail : [email protected]
JAPAN BranchNagahori City Haltsu #702 1-14-1, 1 Chome, Minamisemba, Chuo-Ku, Osaka 542, JapanTEL : 81-6-264-3939, FAX : 81-6-264-3941
YEARLY PRODUCTION CAPACITY
Coated Arc Welding
Electrode 60,000 M/T
CO2 Gas Shielded Arc Welding
Solid Wire 25,000 M/T
CO2 Gas Shielded Arc Welding
Flux Cored Wire 25,000 M/T
Submerged Arc Welding Wire & Flux
6,000 M/T
Stainless Steel MIG & TIG Wire
3,000 M/T
Our experienced research anddevelopment team constantly strives
to produce new and innovative products to fulfill the rapidly changing
demands of welding technology.
Chosun meets the highest standards in filler metals world-wide.
CHOSUN WELDING Company is currently manufacturing more than 150 types of welding consumables for a variety of common and specialapplications.
Our electrodes and wires have been successfully accepted throughout theworld.
We now provide you with the cutting edge welding consumables certified bythe quality system of ISO9001.
4 CHOSUN WELDING
KS E 4301
CS-200JIS D 4301
2.6 6.0AC or
F.V.OH.H 0.08 0.42 0.10 0.016 0.010400 470
32 110Welding of shipbuilding, bridges, railway cars, ABS, BV, DNV, GL,
DIN E 4343AR7 DC( ) (41) (48) pressure vessels and other general structures. KR, LR, NK, KS, JISBS E 4343AR24
KS E 4301
CS-201JIS D 4301 2.6 6.0 AC or F.V.OH.H 0.10 0.50 0.13 0.020 0.010 430 480 30 110 Welding of heavy-duty structures such as
KS, JISDIN E 4343AR7 DC( ) (44) (49) ships, vehicles, buildings and bridges.BS E 4343AR24
KS E 4301 For highly efficient welding in all position.
CS-204JIS D 4301
2.6 6.0AC or
F.V.OH.H 0.08 0.43 0.22 0.015 0.010400 440
33 110Welding of heavy duty structures KS, JIS
DIN E 4343AR7 DC( ) (41) (45) such as ships, vehicles, BS E 4343AR24 buildings and bridges.
KS E 4301 Low fume type electrodes
CS-200ZJIS D 4301 2.6 6.0 AC or F.V.OH.H 0.09 0.44 0.10 0.016 0.010 400 470 32 110 for welding of heavy duty structures KS, JISDIN E 4343AR7 DC( ) (41) (48) such as ship hulls, vehicles,BS E 4343AR24 buildings and bridges.
KS E 4303 For general welding of mild steel.
LT-25JIS D 4303
2.6 6.0AC or F.V.OH.H 0.07 0.37 0.15 0.014 0.012 420 480 32 110 It deposits smooth and flat bead JIS
DIN E 4343RR(B)8 DC( ) (43) (49) with easy manipulation particularly in vertical BS E 4343AR24 and overhead positions.
KS E 4303 For highly efficient welding of
LTI-25 JIS D 4303 2.6 6.0 AC or F.V.OH.H 0.08 0.36 0.15 0.013 0.013 410 450 32 120 mild steel such as cars, JISDIN E 4343RR(B)8 DC( ) (42) (46) vehicles, agricultural machinery, BS E 4343AR24 buildings and bridges.
KS E 4311JIS D 4311 420 490 Welding of pipes and general structures. Particularly ABS, BV, DNV,
CL-100 AWS E 6010 2.6 6.0 DC( ) F.V.OH.H 0.12 0.48 0.22 0.014 0.011(43) (50)
30 100 suitable for the vertical downward welding, GL, LR, NK, DIN E 4343C4 root bead, hot pass, filler and capping passes. KS, JISBS E 4343C10
KS E 4311JIS D 4311 410 470 For welding of pipes, building tanks, shipbuilding ABS, BV,
CL-101 AWS E 6011 2.6 6.0 DC( ) F.V.OH.H 0.10 0.45 0.20 0.015 0.012(42) (48)
30 110 and general structures. As this electrode is DNV, GL, DIN E 4343C4 prone to absorb moisture, store it with care. LR, KS, JISBS E 4343C16
KS E 4313JIS D 4313
AC orWelding of shells of railway vehicles, cars,
CR-12 AWS E 6012 2.0 6.0DC(-)
F.V.OH.H 0.09 0.34 0.18 0.017 0.011440 500
26 58 light vehicles and other steel sheet structures KS, JISDIN E 4332R3
(45) (51)and general light structural steels.
BS E 4332R22
KS E 4313JIS D 4313
AC or 430 480Welding of machines, vehicles and light ABS, BV, DNV,
CR-13 AWS E 6013 2.0 6.0 F.V.OH.H 0.08 0.38 0.28 0.017 0.011(44) (49)
29 80 structural steels. Surface dressing of GL, KR, LR, NK, DIN E 4332R3 DC( ) heavy steel structures. KS, JISBS E 4332R21
KS E 4313JIS D 4313 AC or F.V.OH.H 440 500 Welding of steel sheet structures in ships,
CR-13V AWS E 6013 2.0 5.0DC( ) V-down
0.08 0.38 0.29 0.016 0.012 (45) (51) 27 64 railway vehicles and cars. KS, JISDIN E 4332R(C)3 Particularly suitable for vertical downward welding.BS E 4332R11
KS E 4316 ABS, BV,JIS D 4316 AC or 470 550
Welding of general heavy structural steels DNV, GL, LH-100 AWS E 7016 2.0 6.0
DC(+)F.V.OH.H 0.08 0.96 0.45 0.012 0.009
(48) (56)33 160 at -20 for ships, construction, KR, LR,
DIN E 5154B(R)10 bridges and pressure vessels. NK, KSBS E 5154B26(H) JIS
KS E 4316 Vertical downward welding of ships, ABS, BV, DNV,
LH-100VJIS D 4316
3.2 5.5AC or F.V.OH.H
0.08 0.92 0.55 0.012 0.010450 560
32 100 at -20buildings and bridges. GL, KR,
AWS E 7048 DC(+) V-down (46) (57) Crack resistibility of weld LR, NK, DIN E 5143B16(H) metal is very good. KS, JIS
KSE 4316JIS D 4316 AC or 470 560 One side welding of pipes and general butt
LH-28W AWS E 7016 2.6 5.0DC(+)
F.V.OH.H 0.08 0.86 0.64 0.012 0.010(48) (57)
31 90 at -20 joints of mild steel and 50kgf/ ABS, KS, JISDIN E 5143B(R)10 class high tensile steel.BS E 5143B24(H)
(KS E 4313) For highly efficient welding of
CR-14AWS E 7014
2.6 6.0AC or
F.V.OH.H 0.08 0.58 0.27 0.014 0.011470 560
29 80ship structures, railway vehicles,
KS, JISDIN E 5121RR8 DC( ) (48) (57) cars and general steel BS E 5121RR1101 sheet constructions.
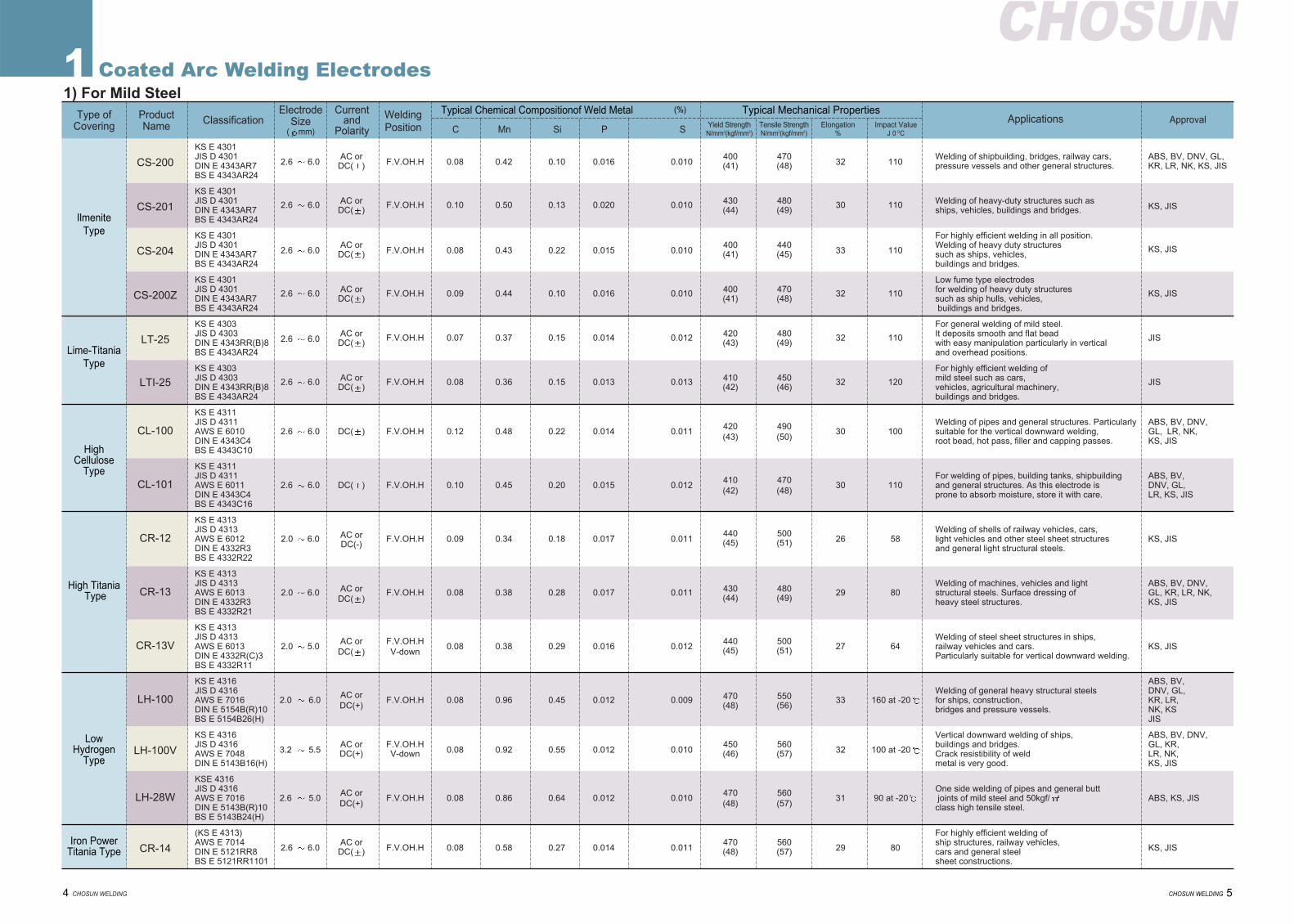
Type of Product Electrode Current WeldingCovering Name Classification Size and
Position C Mn Si P S Yield Strength Tensile Strength Elongation Impact ValueApplications Approval
( mm) Polarity N/mm2(kgf/mm2) N/mm2(kgf/mm2) % J 0 OC
1) For Mild Steel1 Coated Arc Welding Electrodes
Typical Chemical Compositionof Weld Metal (%) Typical Mechanical Properties
IlmeniteType
Lime-Titania Type
HighCellulose
Type
High TitaniaType
LowHydrogen
Type
Iron PowerTitania Type
CHOSUN WELDING 5
CHOSUN
CHOSUN WELDING 76 CHOSUN WELDING
CHOSUN
KS E 4324JIS D 4324AWS E 7024DIN E 5122RR11BS E 512RR13034
KS E 4327JIS D 4327AWS E 6027DIN E 4343AR11BS E 4343AR13035
KS E 4327JIS D 4327AWS E 6027DIN E 4343AR11BS E 4343AR13035
3.2 6.4AC or
F.H-Fil 0.08 0.70 0.35 0.018 0.012480 560
28 70DC(±) (49) (57)
3.2 7.0AC or
F.H-Fil 0.07 0.65 0.34 0.018 0.012400 470
34 80DC(-) (41) (48)
3.2 7.0AC or
F.H-Fil 0.07 0.70 0.36 0.018 0.010410 470
32 80DC(-) (42) (48)
3.2 5.0AC orDC(-)
For highly efficient welding of horizontal andflat-fillet welding and surface dressing ofmulti-layer welds.Good slag removal.
Horizontal and flat-fillet welding of shipstructures, bridges, structural steels of buildingand general structures.For gravity and auto contact welding
Low fume type electrode of highly efficient filletwelding. It has the same usability as that of CF-120.
For gouging, cutting and drilling of general carbonsteel.
ABS, BV, DNV, GL,KR, LR, NK, JIS
ABS, BV, DNV, GL,KR, LR, NK, KS,JIS
KS, JIS
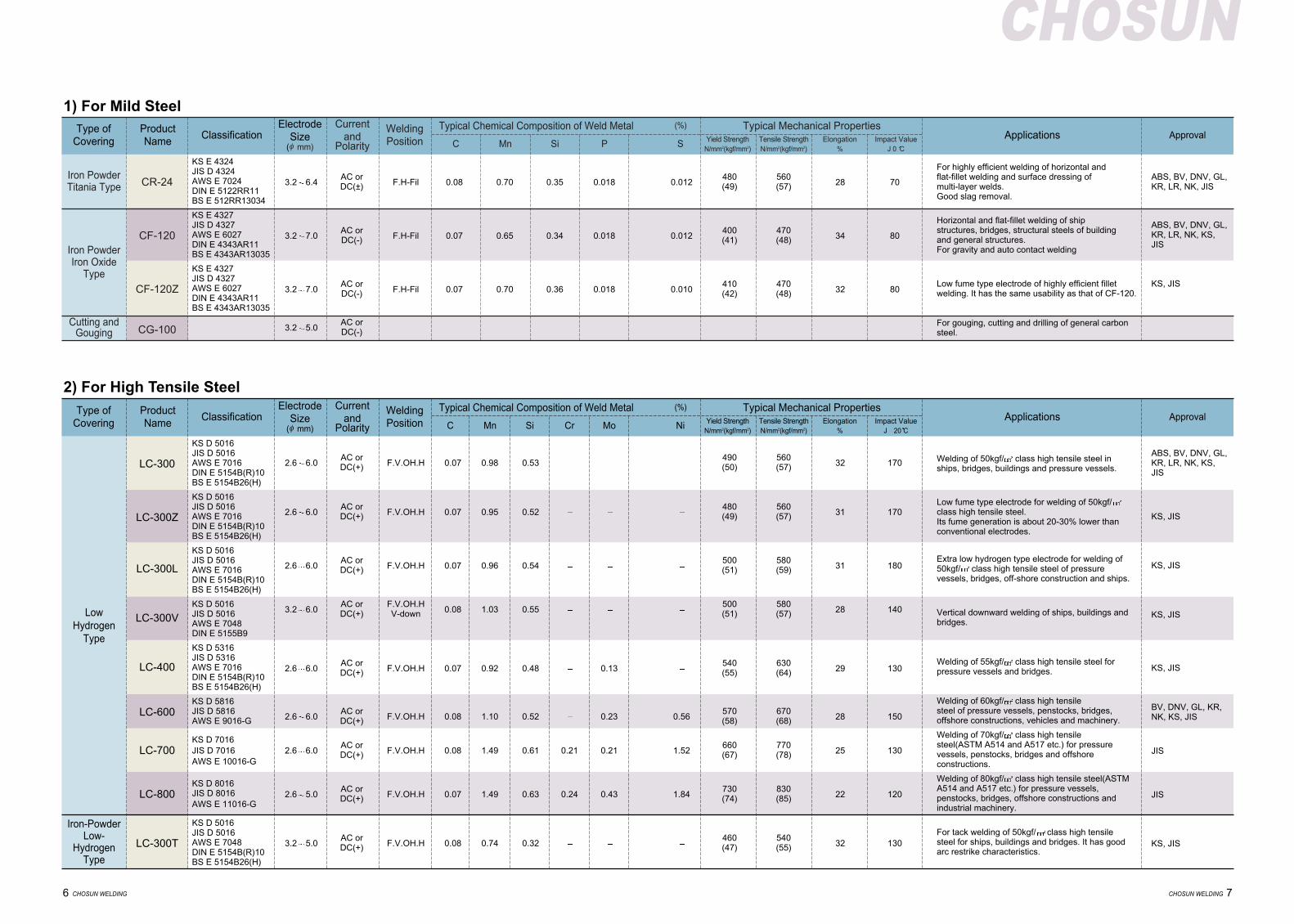
Type of Covering
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si P Yield Strength
N/mm2(kgf/mm2)Tensile StrengthN/mm2(kgf/mm2)
Elongation%
Impact ValueJ 0 C
S
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties
Iron PowderTitania Type
Iron PowderIron Oxide
Type
Cutting andGouging
CR-24
CF-120
CF-120Z
CG-100
KS D 5016JIS D 5016AWS E 7016DIN E 5154B(R)10BS E 5154B26(H)
KS D 5016JIS D 5016AWS E 7016DIN E 5154B(R)10BS E 5154B26(H)
KS D 5016JIS D 5016AWS E 7016DIN E 5154B(R)10BS E 5154B26(H)
KS D 5016JIS D 5016AWS E 7048DIN E 5155B9
KS D 5316JIS D 5316AWS E 7016DIN E 5154B(R)10BS E 5154B26(H)
KS D 5816JIS D 5816AWS E 9016-G
KS D 7016JIS D 7016AWS E 10016-G
KS D 8016JIS D 8016AWS E 11016-G
KS D 5016JIS D 5016AWS E 7048DIN E 5154B(R)10BS E 5154B26(H)
2.6 6.0AC or
F.V.OH.H 0.07 0.98 0.53490 560
32 170DC(+) (50) (57)
2.6 6.0AC or
F.V.OH.H 0.07 0.95 0.52480 560
31 170DC(+) (49) (57)
2.6 6.0AC or
F.V.OH.H 0.07 0.96 0.54500 580
31 180DC(+) (51) (59)
3.2 6.0AC or F.V.OH.H
0.08 1.03 0.55500 580
28 140DC(+) V-down (51) (57)
2.6 6.0AC or
F.V.OH.H 0.07 0.92 0.48 0.13540 630
29 130DC(+) (55) (64)
2.6 6.0AC or
F.V.OH.H 0.08 1.10 0.52 0.23 0.56570 670
28 150DC(+) (58) (68)
2.6 6.0AC or
F.V.OH.H 0.08 1.49 0.61 0.21 0.21 1.52660 770
25 130DC(+) (67) (78)
2.6 5.0AC or
F.V.OH.H 0.07 1.49 0.63 0.24 0.43 1.84730 830
22 120DC(+) (74) (85)
3.2 5.0AC or
F.V.OH.H 0.08 0.74 0.32460 540
32 130DC(+) (47) (55)
Welding of 50kgf/ class high tensile steel inships, bridges, buildings and pressure vessels.
Low fume type electrode for welding of 50kgf/class high tensile steel.Its fume generation is about 20-30% lower thanconventional electrodes.
Extra low hydrogen type electrode for welding of50kgf/ class high tensile steel of pressurevessels, bridges, off-shore construction and ships.
Vertical downward welding of ships, buildings andbridges.
Welding of 55kgf/ class high tensile steel forpressure vessels and bridges.
Welding of 60kgf/ class high tensilesteel of pressure vessels, penstocks, bridges,offshore constructions, vehicles and machinery.
Welding of 70kgf/ class high tensilesteel(ASTM A514 and A517 etc.) for pressurevessels, penstocks, bridges and offshoreconstructions.
Welding of 80kgf/ class high tensile steel(ASTMA514 and A517 etc.) for pressure vessels,penstocks, bridges, offshore constructions andindustrial machinery.
For tack welding of 50kgf/ class high tensilesteel for ships, buildings and bridges. It has goodarc restrike characteristics.
ABS, BV, DNV, GL, KR, LR, NK, KS,JIS
KS, JIS
KS, JIS
KS, JIS
KS, JIS
BV, DNV, GL, KR,NK, KS, JIS
JIS
JIS
KS, JIS
Type of Covering
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cr Mo Yield Strength
N/mm2(kgf/mm2)Tensile StrengthN/mm2(kgf/mm2)
Elongation%
Impact ValueJ 20 C
Ni
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties
LowHydrogen
Type
Iron-PowderLow-
HydrogenType
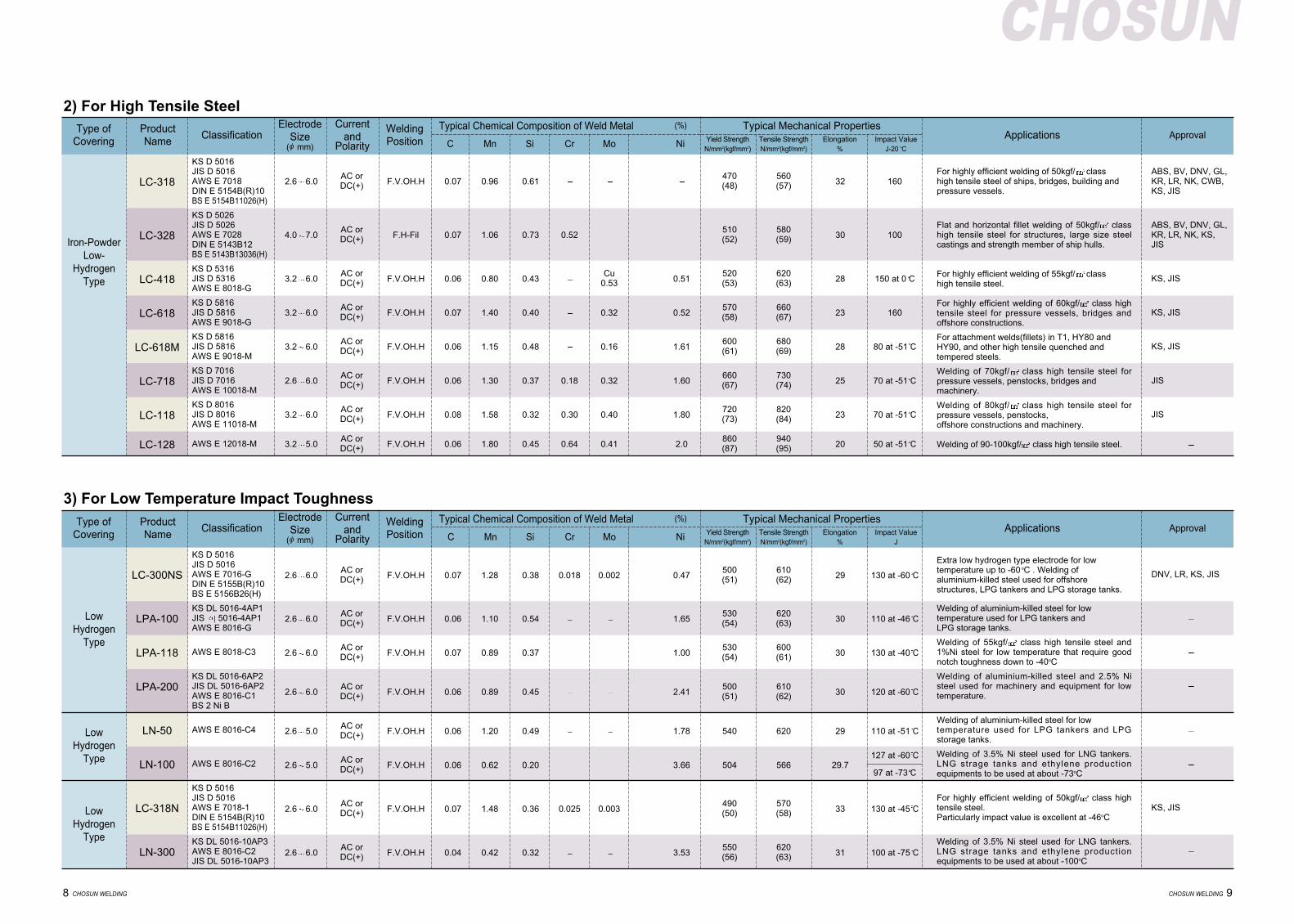
2) For High Tensile Steel
LC-300
LC-300Z
LC-300L
LC-300V
LC-400
LC-600
LC-700
LC-800
LC-300T
1) For Mild Steel
CHOSUN WELDING 98 CHOSUN WELDING
CHOSUN
KS D 5016JIS D 5016AWS E 7018DIN E 5154B(R)10BS E 5154B11026(H)
KS D 5026JIS D 5026AWS E 7028DIN E 5143B12BS E 5143B13036(H)
KS D 5316JIS D 5316AWS E 8018-G
KS D 5816JIS D 5816AWS E 9018-G
KS D 5816JIS D 5816AWS E 9018-M
KS D 7016JIS D 7016AWS E 10018-M
KS D 8016JIS D 8016AWS E 11018-M
AWS E 12018-M
2.6 6.0AC or
F.V.OH.H 0.07 0.96 0.61470 560
32 160DC(+) (48) (57)
4.0 7.0AC or
F.H-Fil 0.07 1.06 0.73 0.52510 580
30 100DC(+) (52) (59)
3.2 6.0AC or
F.V.OH.H 0.06 0.80 0.43Cu
0.51520 620
28 150 at 0 CDC(+) 0.53 (53) (63)
3.2 6.0AC or
F.V.OH.H 0.07 1.40 0.40 0.32 0.52570 660
23 160DC(+) (58) (67)
3.2 6.0AC or
F.V.OH.H 0.06 1.15 0.48 0.16 1.61600 680
28 80 at -51 CDC(+) (61) (69)
2.6 6.0AC or
F.V.OH.H 0.06 1.30 0.37 0.18 0.32 1.60660 730
25 70 at -51 CDC(+) (67) (74)
3.2 6.0AC or
F.V.OH.H 0.08 1.58 0.32 0.30 0.40 1.80720 820
23 70 at -51 CDC(+) (73) (84)
3.2 5.0AC or
F.V.OH.H 0.06 1.80 0.45 0.64 0.41 2.0860 940
20 50 at -51 CDC(+) (87) (95)
For highly efficient welding of 50kgf/ classhigh tensile steel of ships, bridges, building andpressure vessels.
Flat and horizontal fillet welding of 50kgf/ classhigh tensile steel for structures, large size steelcastings and strength member of ship hulls.
For highly efficient welding of 55kgf/ classhigh tensile steel.
For highly efficient welding of 60kgf/ class hightensile steel for pressure vessels, bridges andoffshore constructions.
For attachment welds(fillets) in T1, HY80 andHY90, and other high tensile quenched andtempered steels.
Welding of 70kgf/ class high tensile steel forpressure vessels, penstocks, bridges andmachinery.
Welding of 80kgf/ class high tensile steel forpressure vessels, penstocks, offshore constructions and machinery.
Welding of 90-100kgf/ class high tensile steel.
ABS, BV, DNV, GL,KR, LR, NK, CWB,KS, JIS
ABS, BV, DNV, GL,KR, LR, NK, KS,JIS
KS, JIS
KS, JIS
KS, JIS
JIS
JIS
Type of Covering
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cr Mo Yield Strength
N/mm2(kgf/mm2)Tensile StrengthN/mm2(kgf/mm2)
Elongation%
Impact ValueJ-20 C
Ni
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties
Iron-PowderLow-
HydrogenType
2) For High Tensile Steel
LC-318
LC-328
LC-418
LC-618
LC-618M
LC-718
LC-118
LC-128
KS D 5016JIS D 5016AWS E 7016-GDIN E 5155B(R)10BS E 5156B26(H)
KS DL 5016-4AP1JIS 5016-4AP1AWS E 8016-G
AWS E 8018-C3
KS DL 5016-6AP2JIS DL 5016-6AP2AWS E 8016-C1BS 2 Ni B
AWS E 8016-C4
AWS E 8016-C2
KS D 5016JIS D 5016AWS E 7018-1DIN E 5154B(R)10BS E 5154B11026(H)
KS DL 5016-10AP3AWS E 8016-C2JIS DL 5016-10AP3
2.6 6.0AC or
F.V.OH.H 0.07 1.28 0.38 0.018 0.002 0.47500 610
29 130 at -60 CDC(+) (51) (62)
2.6 6.0AC or
F.V.OH.H 0.06 1.10 0.54 1.65530 620
30 110 at -46 CDC(+) (54) (63)
2.6 6.0AC or
F.V.OH.H 0.07 0.89 0.37 1.00530 600
30 130 at -40 CDC(+) (54) (61)
2.6 6.0AC or
F.V.OH.H 0.06 0.89 0.45 2.41500 610
30 120 at -60 CDC(+) (51) (62)
2.6 5.0AC or
F.V.OH.H 0.06 1.20 0.49 1.78 540 620 29 110 at -51 CDC(+)
2.6 5.0AC or
F.V.OH.H 0.06 0.62 0.20 3.66 504 566 29.7127 at -60 C
DC(+) 97 at -73 C
2.6 6.0AC or
F.V.OH.H 0.07 1.48 0.36 0.025 0.003490 570
33 130 at -45 CDC(+) (50) (58)
2.6 6.0AC or
F.V.OH.H 0.04 0.42 0.32 3.53550 620
31 100 at -75 CDC(+) (56) (63)
Extra low hydrogen type electrode for lowtemperature up to -60 oC . Welding ofaluminium-killed steel used for offshorestructures, LPG tankers and LPG storage tanks.
Welding of aluminium-killed steel for lowtemperature used for LPG tankers andLPG storage tanks.
Welding of 55kgf/ class high tensile steel and1%Ni steel for low temperature that require goodnotch toughness down to -40oC
Welding of aluminium-killed steel and 2.5% Nisteel used for machinery and equipment for lowtemperature.
Welding of aluminium-killed steel for lowtemperature used for LPG tankers and LPGstorage tanks.
Welding of 3.5% Ni steel used for LNG tankers.LNG strage tanks and ethylene productionequipments to be used at about -73oC
For highly efficient welding of 50kgf/ class hightensile steel.Particularly impact value is excellent at -46oC
Welding of 3.5% Ni steel used for LNG tankers.LNG strage tanks and ethylene productionequipments to be used at about -100oC
DNV, LR, KS, JIS
KS, JIS
Type of Covering
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cr Mo Yield Strength
N/mm2(kgf/mm2)Tensile StrengthN/mm2(kgf/mm2)
Elongation%
Impact ValueJ
Ni
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties
LowHydrogen
Type
LowHydrogen
Type
LowHydrogen
Type
3) For Low Temperature Impact Toughness
LC-300NS
LPA-100
LPA-118
LPA-200
LN-50
LN-100
LC-318N
LN-300
CHOSUN WELDING 1110 CHOSUN WELDING
CHOSUN
AWS E 7016-GJIS DA5016G
AWS E 8016-GJIS DA5816W
AWS E 7018-WJIS DA5026G
AWS E 8018-WJIS DA5826W
2.6 6.0AC or
F.V.OH.H 0.07 0.65 0.46 0.35 0.30 0.25510 570
31 180DC(+) (52) (58)
3.2 6.0AC or
F.V.OH.H 0.07 0.77 0.47 0.36 0.46 0.53520 620
27 130DC(+) (53) (63)
3.2 6.0AC or
F.H 0.06 0.58 0.54 0.43 0.28 0.23520 580
29 100DC(+) (53) (59)
3.2 6.0AC or
F.H 0.06 0.80 0.50 0.39 0.54 0.55520 620
27 130DC(+) (52) (63)
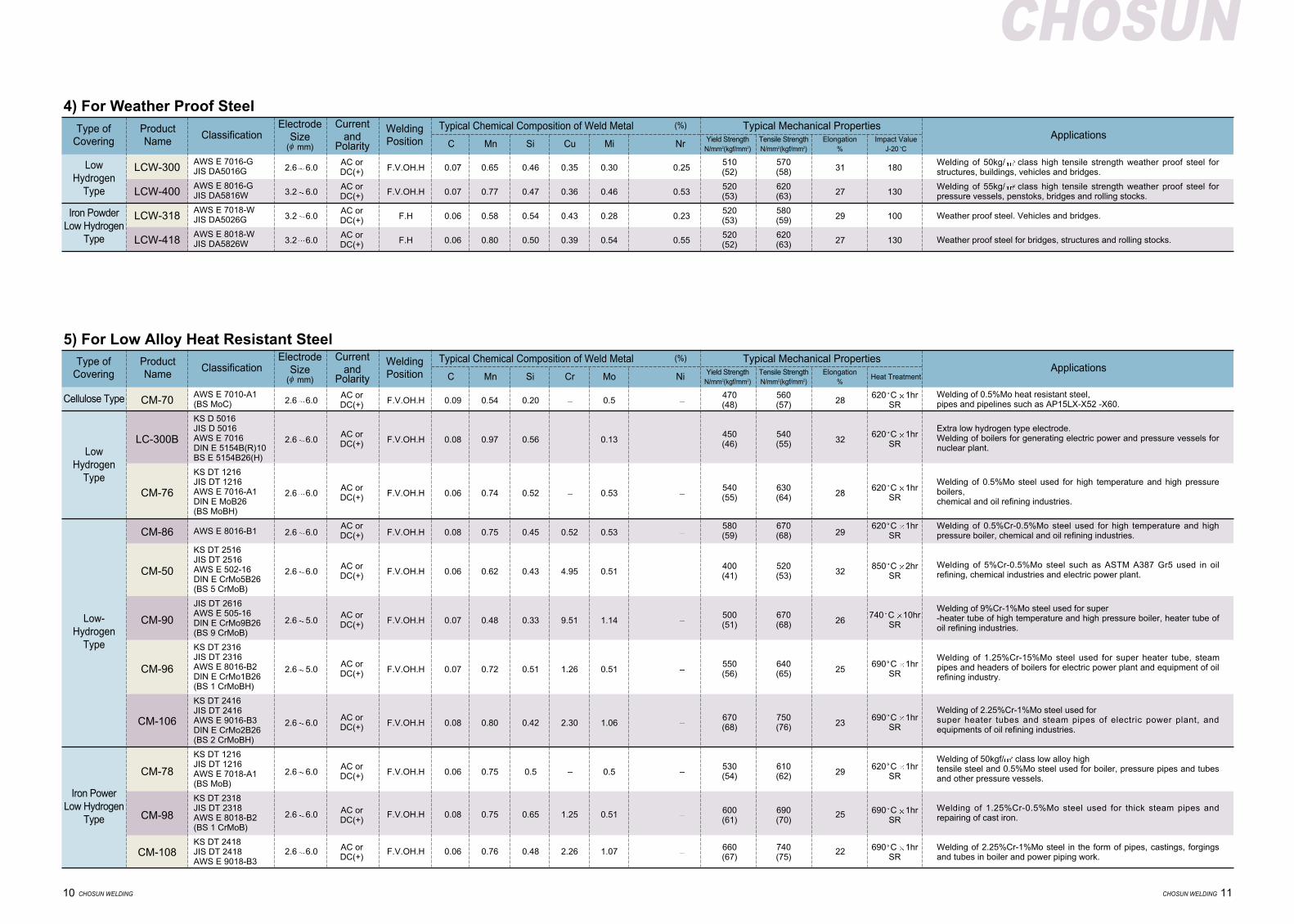
Welding of 50kg/ class high tensile strength weather proof steel forstructures, buildings, vehicles and bridges.
Welding of 55kg/ class high tensile strength weather proof steel forpressure vessels, penstoks, bridges and rolling stocks.
Weather proof steel. Vehicles and bridges.
Weather proof steel for bridges, structures and rolling stocks.
Type of Covering
ProductName
Classification ApplicationsElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cu Mi Yield Strength
N/mm2(kgf/mm2)Tensile StrengthN/mm2(kgf/mm2)
Elongation%
Impact ValueJ-20 C
Nr
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties
LowHydrogen
Type
Iron PowderLow Hydrogen
Type
4) For Weather Proof Steel
LCW-300
LCW-400
LCW-318
LCW-418
AWS E 7010-A1(BS MoC)
KS D 5016JIS D 5016AWS E 7016DIN E 5154B(R)10BS E 5154B26(H)
KS DT 1216JIS DT 1216AWS E 7016-A1DIN E MoB26(BS MoBH)
AWS E 8016-B1
KS DT 2516JIS DT 2516AWS E 502-16DIN E CrMo5B26(BS 5 CrMoB)
JIS DT 2616AWS E 505-16DIN E CrMo9B26(BS 9 CrMoB)
KS DT 2316JIS DT 2316AWS E 8016-B2DIN E CrMo1B26(BS 1 CrMoBH)
KS DT 2416JIS DT 2416AWS E 9016-B3DIN E CrMo2B26(BS 2 CrMoBH)
KS DT 1216JIS DT 1216AWS E 7018-A1(BS MoB)
KS DT 2318JIS DT 2318AWS E 8018-B2(BS 1 CrMoB)
KS DT 2418JIS DT 2418AWS E 9018-B3
2.6 6.0AC or
F.V.OH.H 0.09 0.54 0.20 0.5470 560
28620 C 1hr
DC(+) (48) (57) SR
2.6 6.0AC or
F.V.OH.H 0.08 0.97 0.56 0.13450 540
32620 C 1hr
DC(+) (46) (55) SR
2.6 6.0AC or
F.V.OH.H 0.06 0.74 0.52 0.53540 630
28620 C 1hr
DC(+) (55) (64) SR
2.6 6.0AC or
F.V.OH.H 0.08 0.75 0.45 0.52 0.53580 670
29620 C 1hr
DC(+) (59) (68) SR
2.6 6.0AC or
F.V.OH.H 0.06 0.62 0.43 4.95 0.51400 520
32850 C 2hr
DC(+) (41) (53) SR
2.6 5.0AC or
F.V.OH.H 0.07 0.48 0.33 9.51 1.14500 670
26740 C 10hr
DC(+) (51) (68) SR
2.6 5.0AC or
F.V.OH.H 0.07 0.72 0.51 1.26 0.51550 640
25690 C 1hr
DC(+) (56) (65) SR
2.6 6.0AC or
F.V.OH.H 0.08 0.80 0.42 2.30 1.06670 750
23690 C 1hr
DC(+) (68) (76) SR
2.6 6.0AC or
F.V.OH.H 0.06 0.75 0.5 0.5530 610
29620 C 1hr
DC(+) (54) (62) SR
2.6 6.0 AC or F.V.OH.H 0.08 0.75 0.65 1.25 0.51 600 690 25 690 C 1hrDC(+) (61) (70) SR
2.6 6.0 AC or F.V.OH.H 0.06 0.76 0.48 2.26 1.07 660 740 22 690 C 1hrDC(+) (67) (75) SR
Welding of 0.5%Mo heat resistant steel,pipes and pipelines such as AP15LX-X52 -X60.
Extra low hydrogen type electrode.Welding of boilers for generating electric power and pressure vessels fornuclear plant.
Welding of 0.5%Mo steel used for high temperature and high pressureboilers,chemical and oil refining industries.
Welding of 0.5%Cr-0.5%Mo steel used for high temperature and highpressure boiler, chemical and oil refining industries.
Welding of 5%Cr-0.5%Mo steel such as ASTM A387 Gr5 used in oilrefining, chemical industries and electric power plant.
Welding of 9%Cr-1%Mo steel used for super-heater tube of high temperature and high pressure boiler, heater tube ofoil refining industries.
Welding of 1.25%Cr-15%Mo steel used for super heater tube, steampipes and headers of boilers for electric power plant and equipment of oilrefining industry.
Welding of 2.25%Cr-1%Mo steel used forsuper heater tubes and steam pipes of electric power plant, andequipments of oil refining industries.
Welding of 50kgf/ class low alloy hightensile steel and 0.5%Mo steel used for boiler, pressure pipes and tubesand other pressure vessels.
Welding of 1.25%Cr-0.5%Mo steel used for thick steam pipes andrepairing of cast iron.
Welding of 2.25%Cr-1%Mo steel in the form of pipes, castings, forgingsand tubes in boiler and power piping work.
Type of Covering
ProductName
Classification ApplicationsElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cr Mo Yield Strength
N/mm2(kgf/mm2)Tensile StrengthN/mm2(kgf/mm2)
Elongation%
Heat TreatmentNi
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties
Cellulose Type
LowHydrogen
Type
Low-Hydrogen
Type
Iron PowerLow Hydrogen
Type
5) For Low Alloy Heat Resistant Steel
CM-70
LC-300B
CM-76
CM-86
CM-50
CM-90
CM-96
CM-106
CM-78
CM-98
CM-108
CHOSUN WELDING 1312 CHOSUN WELDING
CHOSUN
JIS DF4A-500-B
JIS DF2A-300-BDIN E1-300
JIS DF2A-350-BDIN E 1-350
JIS DF2B-500-BDIN E 1-500
JIS DF3B-600-BDIN E 6-60
JIS DF3C-600-BDIN E 6-60
JIS DF3C-700-BDIN E 6-65
JIS DFMA-200-BDIN E 7-250K
JIS DFME-200-BDIN E 8-200
JIS DF2A-300-BDIN E 1-300
JIS DF2A-350-BDIN E 1-350
JIS DF5A-700-BAWS E Fe5-BDIN E 4-60st
JIS DF2A-250-RDIN E 1-250
JIS DF2A-350-RDIN E 1-350
JIS DF3B-600-RDIN E 6-60
JIS D CoCrCAWS E CoCrC
JIS D CoCrAAWS E CoCrA
JIS D CoCrBAWS E CoCrB
3.2 6.0AC or
F. 0.26 0.72 0.50 13.2 1.05 Ni 0.89 500DC(+)
3.2 6.0AC or
F.V.OH.H 0.17 1.28 0.66 0.53 300DC(+)
3.2 6.0AC or
F.V.OH.H 0.24 1.39 0.67 1.13 350DC(+)
3.2 6.0AC or
F.V.H 0.39 1.98 0.52 2.19 520DC(+)
3.2 6.0AC or
F 0.45 0.33 1.39 7.86 630DC(+)
3.2 6.0AC or
F 0.58 1.77 0.69 3.41 1.01 630DC(+)
4.0 6.0AC or
F 0.71 1.24 1.65 5.21W
0.15 700DC(+) 2.11
3.2 6.0AC or
F 0.82 13.4 0.52 220DC(+)
3.2 5.0AC or
F 0.31 13.50 0.64 14.52 230DC(+)
3.2 6.0AC or
F.V.OH.H 0.21 1.49 0.73 1.89 300DC(+)
3.2 6.0AC or
F.V.OH.H 0.26 1.43 0.52 1.08 0.32 350DC(+)
3.2 4.0AC or
F 0.82 0.56 0.95 4.58 7.05W 1.90
760DC(+) V 1.35
3.2 6.0AC or
F.V.OH.H 0.13 0.66 0.60 1.14 250DC(+)
3.2 6.0AC or
F.V.OH.H 0.11 0.65 0.60 2.30 350DC(+)
3.2 6.0AC or
F 0.42 0.65 0.89 4.53 1.58 600DC(+)
3.2 5.0AC or
F 2.16 0.49 1.01 31.21W Co
600DC(+) 12.69 Bal
3.2 5.0AC or
F 0.86 0.55 0.98 30.36W Co
420DC(+) 4.50 Bal
3.2 5.0AC or
F 1.41 0.53 0.96 31.65W Co
480DC(+) 8.64 Bal
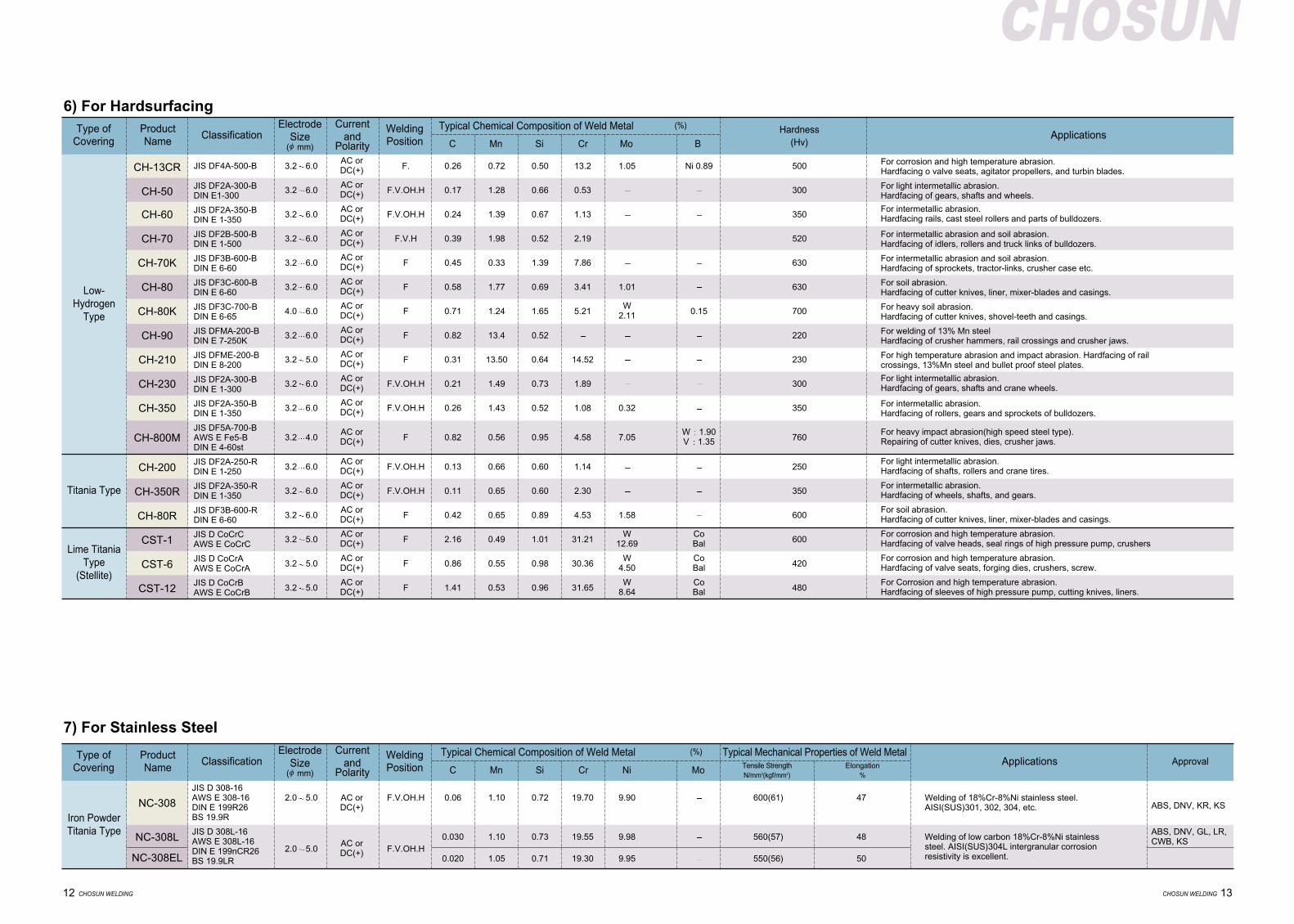
For corrosion and high temperature abrasion.Hardfacing o valve seats, agitator propellers, and turbin blades.
For light intermetallic abrasion.Hardfacing of gears, shafts and wheels.
For intermetallic abrasion.Hardfacing rails, cast steel rollers and parts of bulldozers.
For intermetallic abrasion and soil abrasion.Hardfacing of idlers, rollers and truck links of bulldozers.
For intermetallic abrasion and soil abrasion.Hardfacing of sprockets, tractor-links, crusher case etc.
For soil abrasion.Hardfacing of cutter knives, liner, mixer-blades and casings.
For heavy soil abrasion.Hardfacing of cutter knives, shovel-teeth and casings.
For welding of 13% Mn steelHardfacing of crusher hammers, rail crossings and crusher jaws.
For high temperature abrasion and impact abrasion. Hardfacing of rail crossings, 13%Mn steel and bullet proof steel plates.
For light intermetallic abrasion.Hardfacing of gears, shafts and crane wheels.
For intermetallic abrasion.Hardfacing of rollers, gears and sprockets of bulldozers.
For heavy impact abrasion(high speed steel type).Repairing of cutter knives, dies, crusher jaws.
For light intermetallic abrasion.Hardfacing of shafts, rollers and crane tires.
For intermetallic abrasion.Hardfacing of wheels, shafts, and gears.
For soil abrasion.Hardfacing of cutter knives, liner, mixer-blades and casings.
For corrosion and high temperature abrasion.Hardfacing of valve heads, seal rings of high pressure pump, crushers
For corrosion and high temperature abrasion.Hardfacing of valve seats, forging dies, crushers, screw.
For Corrosion and high temperature abrasion.Hardfacing of sleeves of high pressure pump, cutting knives, liners.
Type of Covering
ProductName
Classification ApplicationsElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cr Mo B
Hardness(Hv)
Typical Chemical Composition of Weld Metal (%)
Low-Hydrogen
Type
Titania Type
Lime TitaniaType
(Stellite)
6) For Hardsurfacing
CH-13CR
CH-50
CH-60
CH-70
CH-70K
CH-80
CH-80K
CH-90
CH-210
CH-230
CH-350
CH-800M
CH-200
CH-350R
CH-80R
CST-1
CST-6
CST-12
JIS D 308-16AWS E 308-16DIN E 199R26BS 19.9R
JIS D 308L-16AWS E 308L-16DIN E 199nCR26BS 19.9LR
2.0 5.0 AC or F.V.OH.H 0.06 1.10 0.72 19.70 9.90 600(61) 47DC(+)
2.0 5.0AC or
F.V.OH.H0.030 1.10 0.73 19.55 9.98 560(57) 48
DC(+)0.020 1.05 0.71 19.30 9.95 550(56) 50
Welding of 18%Cr-8%Ni stainless steel.AISI(SUS)301, 302, 304, etc.
Welding of low carbon 18%Cr-8%Ni stainlesssteel. AISI(SUS)304L intergranular corrosionresistivity is excellent.
ABS, DNV, KR, KS
ABS, DNV, GL, LR, CWB, KS
Type of Covering
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cr Ni Tensile Strength
N/mm2(kgf/mm2)Elongation
%Mo
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties of Weld Metal
Iron PowderTitania Type
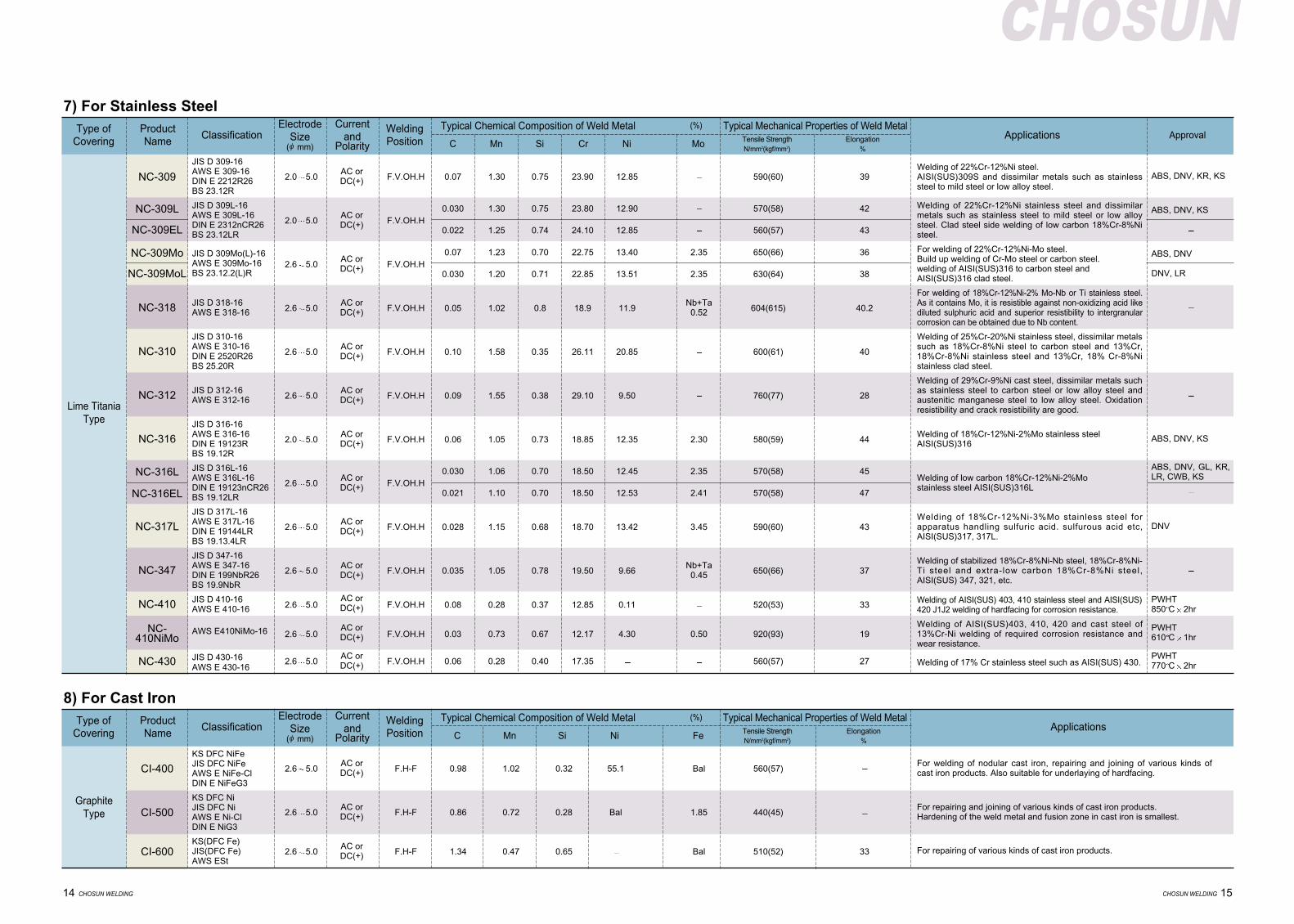
7) For Stainless Steel
NC-308
NC-308L
NC-308EL
CHOSUN WELDING 1514 CHOSUN WELDING
JIS D 309-16AWS E 309-16DIN E 2212R26BS 23.12R
JIS D 309L-16AWS E 309L-16DIN E 2312nCR26BS 23.12LR
JIS D 309Mo(L)-16AWS E 309Mo-16BS 23.12.2(L)R
JIS D 318-16AWS E 318-16
JIS D 310-16AWS E 310-16DIN E 2520R26BS 25.20R
JIS D 312-16AWS E 312-16
JIS D 316-16AWS E 316-16DIN E 19123RBS 19.12R
JIS D 316L-16AWS E 316L-16DIN E 19123nCR26BS 19.12LR
JIS D 317L-16AWS E 317L-16DIN E 19144LRBS 19.13.4LR
JIS D 347-16AWS E 347-16DIN E 199NbR26BS 19.9NbR
JIS D 410-16AWS E 410-16
AWS E410NiMo-16
JIS D 430-16AWS E 430-16
2.0 5.0AC or
F.V.OH.H 0.07 1.30 0.75 23.90 12.85 590(60) 39DC(+)
2.0 5.0AC or
F.V.OH.H0.030 1.30 0.75 23.80 12.90 570(58) 42
DC(+)0.022 1.25 0.74 24.10 12.85 560(57) 43
2.6 5.0AC or
F.V.OH.H0.07 1.23 0.70 22.75 13.40 2.35 650(66) 36
DC(+)0.030 1.20 0.71 22.85 13.51 2.35 630(64) 38
2.6 5.0AC or
F.V.OH.H 0.05 1.02 0.8 18.9 11.9Nb+Ta
604(615) 40.2DC(+) 0.52
2.6 5.0AC or
F.V.OH.H 0.10 1.58 0.35 26.11 20.85 600(61) 40DC(+)
2.6 5.0AC or
F.V.OH.H 0.09 1.55 0.38 29.10 9.50 760(77) 28DC(+)
2.0 5.0AC or
F.V.OH.H 0.06 1.05 0.73 18.85 12.35 2.30 580(59) 44DC(+)
2.6 5.0AC or
F.V.OH.H0.030 1.06 0.70 18.50 12.45 2.35 570(58) 45
DC(+)0.021 1.10 0.70 18.50 12.53 2.41 570(58) 47
2.6 5.0AC or
F.V.OH.H 0.028 1.15 0.68 18.70 13.42 3.45 590(60) 43DC(+)
2.6 5.0AC or
F.V.OH.H 0.035 1.05 0.78 19.50 9.66Nb+Ta
650(66) 37DC(+) 0.45
2.6 5.0AC or
F.V.OH.H 0.08 0.28 0.37 12.85 0.11 520(53) 33DC(+)
2.6 5.0AC or
F.V.OH.H 0.03 0.73 0.67 12.17 4.30 0.50 920(93) 19DC(+)
2.6 5.0AC or
F.V.OH.H 0.06 0.28 0.40 17.35 560(57) 27DC(+)
Welding of 22%Cr-12%Ni steel.AISI(SUS)309S and dissimilar metals such as stainlesssteel to mild steel or low alloy steel.
Welding of 22%Cr-12%Ni stainless steel and dissimilarmetals such as stainless steel to mild steel or low alloysteel. Clad steel side welding of low carbon 18%Cr-8%Nisteel.
For welding of 22%Cr-12%Ni-Mo steel.Build up welding of Cr-Mo steel or carbon steel.welding of AISI(SUS)316 to carbon steel andAISI(SUS)316 clad steel.
For welding of 18%Cr-12%Ni-2% Mo-Nb or Ti stainless steel.As it contains Mo, it is resistible against non-oxidizing acid likediluted sulphuric acid and superior resistibility to intergranularcorrosion can be obtained due to Nb content.
Welding of 25%Cr-20%Ni stainless steel, dissimilar metalssuch as 18%Cr-8%Ni steel to carbon steel and 13%Cr,18%Cr-8%Ni stainless steel and 13%Cr, 18% Cr-8%Nistainless clad steel.
Welding of 29%Cr-9%Ni cast steel, dissimilar metals suchas stainless steel to carbon steel or low alloy steel andaustenitic manganese steel to low alloy steel. Oxidationresistibility and crack resistibility are good.
Welding of 18%Cr-12%Ni-2%Mo stainless steelAISI(SUS)316
Welding of low carbon 18%Cr-12%Ni-2%Mostainless steel AISI(SUS)316L
Welding of 18%Cr-12%Ni-3%Mo stainless steel forapparatus handling sulfuric acid. sulfurous acid etc,AISI(SUS)317, 317L.
Welding of stabilized 18%Cr-8%Ni-Nb steel, 18%Cr-8%Ni-Ti steel and extra-low carbon 18%Cr-8%Ni steel,AISI(SUS) 347, 321, etc.
Welding of AISI(SUS) 403, 410 stainless steel and AISI(SUS)420 J1J2 welding of hardfacing for corrosion resistance.
Welding of AISI(SUS)403, 410, 420 and cast steel of13%Cr-Ni welding of required corrosion resistance andwear resistance.
Welding of 17% Cr stainless steel such as AISI(SUS) 430.
ABS, DNV, KR, KS
ABS, DNV, KS
ABS, DNV
DNV, LR
ABS, DNV, KS
ABS, DNV, GL, KR,LR, CWB, KS
DNV
PWHT850 C 2hr
PWHT610 C 1hr
PWHT770 C 2hr
Type of Covering
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Cr Ni Tensile Strength
N/mm2(kgf/mm2)Elongation
%Mo
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties of Weld Metal
Lime TitaniaType
7) For Stainless Steel
NC-309
NC-309L
NC-309EL
NC-309Mo
NC-309MoL
NC-318
NC-310
NC-312
NC-316
NC-316L
NC-316EL
NC-317L
NC-347
NC-410
NC-410NiMo
NC-430
CHOSUN
KS DFC NiFeJIS DFC NiFeAWS E NiFe-ClDIN E NiFeG3
KS DFC NiJIS DFC NiAWS E Ni-ClDIN E NiG3
KS(DFC Fe)JIS(DFC Fe)AWS ESt
2.6 5.0AC or
F.H-F 0.98 1.02 0.32 55.1 Bal 560(57)DC(+)
2.6 5.0AC or
F.H-F 0.86 0.72 0.28 Bal 1.85 440(45)DC(+)
2.6 5.0AC or
F.H-F 1.34 0.47 0.65 Bal 510(52) 33DC(+)
For welding of nodular cast iron, repairing and joining of various kinds ofcast iron products. Also suitable for underlaying of hardfacing.
For repairing and joining of various kinds of cast iron products.Hardening of the weld metal and fusion zone in cast iron is smallest.
For repairing of various kinds of cast iron products.
Type of Covering
ProductName
Classification ApplicationsElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si Ni Tensile Strength
N/mm2(kgf/mm2)Elongation
%Fe
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties of Weld Metal
GraphiteType
8) For Cast Iron
CI-400
CI-500
CI-600
CHOSUN WELDING 1716 CHOSUN WELDING
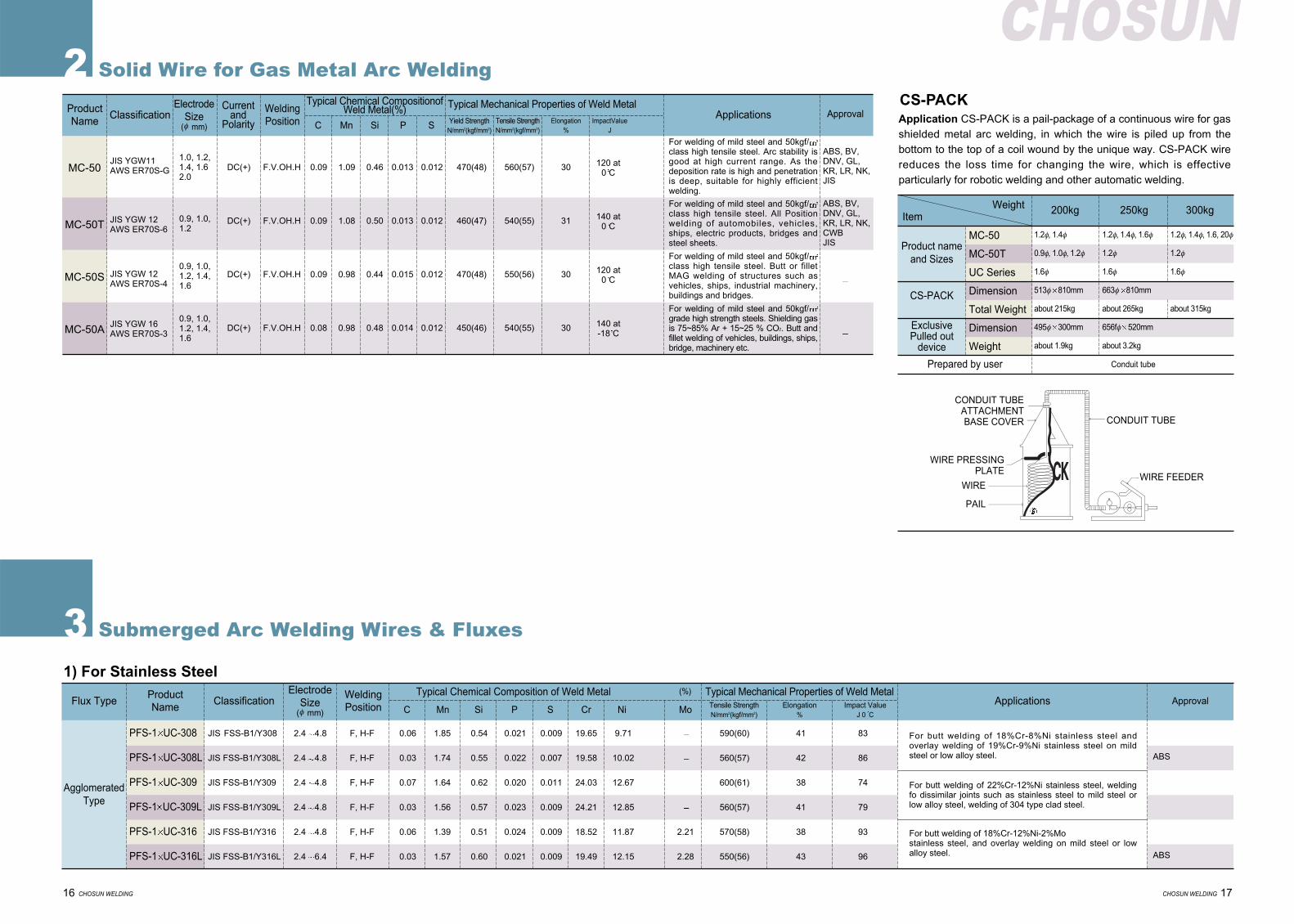
CHOSUN2 Solid Wire for Gas Metal Arc Welding
3 Submerged Arc Welding Wires & Fluxes
JIS FSS-B1/Y308 2.4 4.8 F, H-F 0.06 1.85 0.54 0.021 0.009 19.65 9.71 590(60) 41 83
JIS FSS-B1/Y308L 2.4 4.8 F, H-F 0.03 1.74 0.55 0.022 0.007 19.58 10.02 560(57) 42 86
JIS FSS-B1/Y309 2.4 4.8 F, H-F 0.07 1.64 0.62 0.020 0.011 24.03 12.67 600(61) 38 74
JIS FSS-B1/Y309L 2.4 4.8 F, H-F 0.03 1.56 0.57 0.023 0.009 24.21 12.85 560(57) 41 79
JIS FSS-B1/Y316 2.4 4.8 F, H-F 0.06 1.39 0.51 0.024 0.009 18.52 11.87 2.21 570(58) 38 93
JIS FSS-B1/Y316L 2.4 6.4 F, H-F 0.03 1.57 0.60 0.021 0.009 19.49 12.15 2.28 550(56) 43 96
For butt welding of 18%Cr-8%Ni stainless steel andoverlay welding of 19%Cr-9%Ni stainless steel on mildsteel or low alloy steel.
For butt welding of 22%Cr-12%Ni stainless steel, weldingfo dissimilar joints such as stainless steel to mild steel orlow alloy steel, welding of 304 type clad steel.
For butt welding of 18%Cr-12%Ni-2%Mostainless steel, and overlay welding on mild steel or lowalloy steel.
ABS
ABS
Flux TypeProductName
Classification Applications ApprovalElectrode
Size(φ mm)
WeldingPosition C Mn Si P S Cr Ni Tensile Strength
N/mm2(kgf/mm2)Elongation
%Impact Value
J 0 CMo
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties of Weld Metal
AgglomeratedType
1) For Stainless Steel
PFS-1 UC-308
PFS-1 UC-308L
PFS-1 UC-309
PFS-1 UC-309L
PFS-1 UC-316
PFS-1 UC-316L
DC(+) F.V.OH.H 0.09 1.09 0.46 0.013 0.012 470(48) 560(57) 30 120 at0 C
DC(+) F.V.OH.H 0.09 1.08 0.50 0.013 0.012 460(47) 540(55) 31 140 at0 C
DC(+) F.V.OH.H 0.09 0.98 0.44 0.015 0.012 470(48) 550(56) 30 120 at0 C
DC(+) F.V.OH.H 0.08 0.98 0.48 0.014 0.012 450(46) 540(55) 30 140 at-18 C
For welding of mild steel and 50kgf/class high tensile steel. Arc stability isgood at high current range. As thedeposition rate is high and penetrationis deep, suitable for highly efficientwelding.
For welding of mild steel and 50kgf/class high tensile steel. All Positionwelding of automobiles, vehicles,ships, electric products, bridges andsteel sheets.
For welding of mild steel and 50kgf/class high tensile steel. Butt or filletMAG welding of structures such asvehicles, ships, industrial machinery,buildings and bridges.
For welding of mild steel and 50kgf/grade high strength steels. Shielding gasis 75~85% Ar + 15~25 % CO2. Butt andfillet welding of vehicles, buildings, ships,bridge, machinery etc.
ABS, BV,DNV, GL,KR, LR, NK,JIS
ABS, BV,DNV, GL,KR, LR, NK,CWBJIS
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Mn Si P S Yield Strength
N/mm2(kgf/mm2)Tensile StrengthN/mm2(kgf/mm2)
Elongation%
ImpactValueJ
Typical Chemical CompositionofWeld Metal(%) Typical Mechanical Properties of Weld Metal
JIS YGW11AWS ER70S-G
JIS YGW 12AWS ER70S-6
JIS YGW 12AWS ER70S-4
JIS YGW 16AWS ER70S-3
1.0, 1.2,1.4, 1.62.0
0.9, 1.0,1.2
0.9, 1.0,1.2, 1.4,1.6
0.9, 1.0,1.2, 1.4,1.6
CS-PACKApplication CS-PACK is a pail-package of a continuous wire for gasshielded metal arc welding, in which the wire is piled up from thebottom to the top of a coil wound by the unique way. CS-PACK wirereduces the loss time for changing the wire, which is effectiveparticularly for robotic welding and other automatic welding.
ItemWeight 200kg 250kg 300kg
Product nameand Sizes
CS-PACK
ExclusivePulled out
device
Prepared by user
MC-50
MC-50T
UC Series
Dimension
Total Weight
Dimension
Weight
Conduit tube
MC-50
MC-50T
MC-50S
MC-50A
1.2φ, 1.4φ
0.9φ, 1.0φ, 1.2φ
1.6φ
513φ 810mm
about 215kg
495φ 300mm
about 1.9kg
1.2φ, 1.4φ, 1.6φ
1.2φ
1.6φ
663φ 810mm
about 265kg
656fφ 520mm
about 3.2kg
1.2φ, 1.4φ, 1.6, 20φ
1.2φ
1.6φ
about 315kg
CONDUIT TUBEATTACHMENTBASE COVER
WIRE PRESSINGPLATE
CONDUIT TUBE
WIRE FEEDERWIRE
PAIL
CHOSUN WELDING 1918 CHOSUN WELDING
CHOSUN
AWSF7A(P)0-EH14
AWSF7A(P)2-EH14
AWSF7A(P)6-EH14
AWSF7A(P)8-EH14
AWSF7A(P)2-EL8
AWSF7A(P)4-EL8
AWSF7A(P)2-EM12K
AWSF7A(P)6-EM12K
JIS S 502-HAWS
F7A2-EH14
JIS S 502-HAWS
F7A2-EH14F6P2-EH14
JIS S 502-HAWS
F7A(P)6-EH14
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
2.4 6.4
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
AC orDC(+)
F, H-F
F, H-F
F, H-F
F, H-F
F, H-F
F, H-F
F, H-F
F, H-F
F, H-F
F, H-F
F, H-F
0.08
0.06
0.07
0.07
0.08
0.08
0.08
0.07
0.12
0.10
0.12
1.17
1.47
1.37
1.35
1.61
1.32
1.67
1.32
1.36
1.28
1.33
0.83
0.61
0.34
0.23
0.49
0.38
0.5
0.38
0.16
0.23
0.30
0.021
0.034
0.021
0.015
0.024
0.024
0.024
0.021
0.011
0.016
0.015
0.012
0.005
0.011
0.009
0.014
0.010
0.013
0.010
0.013
0.015
0.009
559(57)
579(59)
578(59)
574(59)
574(59)
530(54)
589(60)
549(56)
500(51)
480(49)
510(52)
30
30
Fracured atBase metal
30
31
31
30
30
30
31
Fractured atBase metal
37 at -18 C
60 at -29 C49 at -40 C
102 at -40 C87 at -50 C
104 at -40 C 78 at -60 C
68 at -20 C58 at -29 C
70 at -0 C52 at -40 C
59 at 0 C 37 at -29 C
72 at -29 C 47 at -50 C
35 at 0 C 26 at -20 C
43 at 0 C 23 at -20 C
98 at 0 C 26 at -20 C
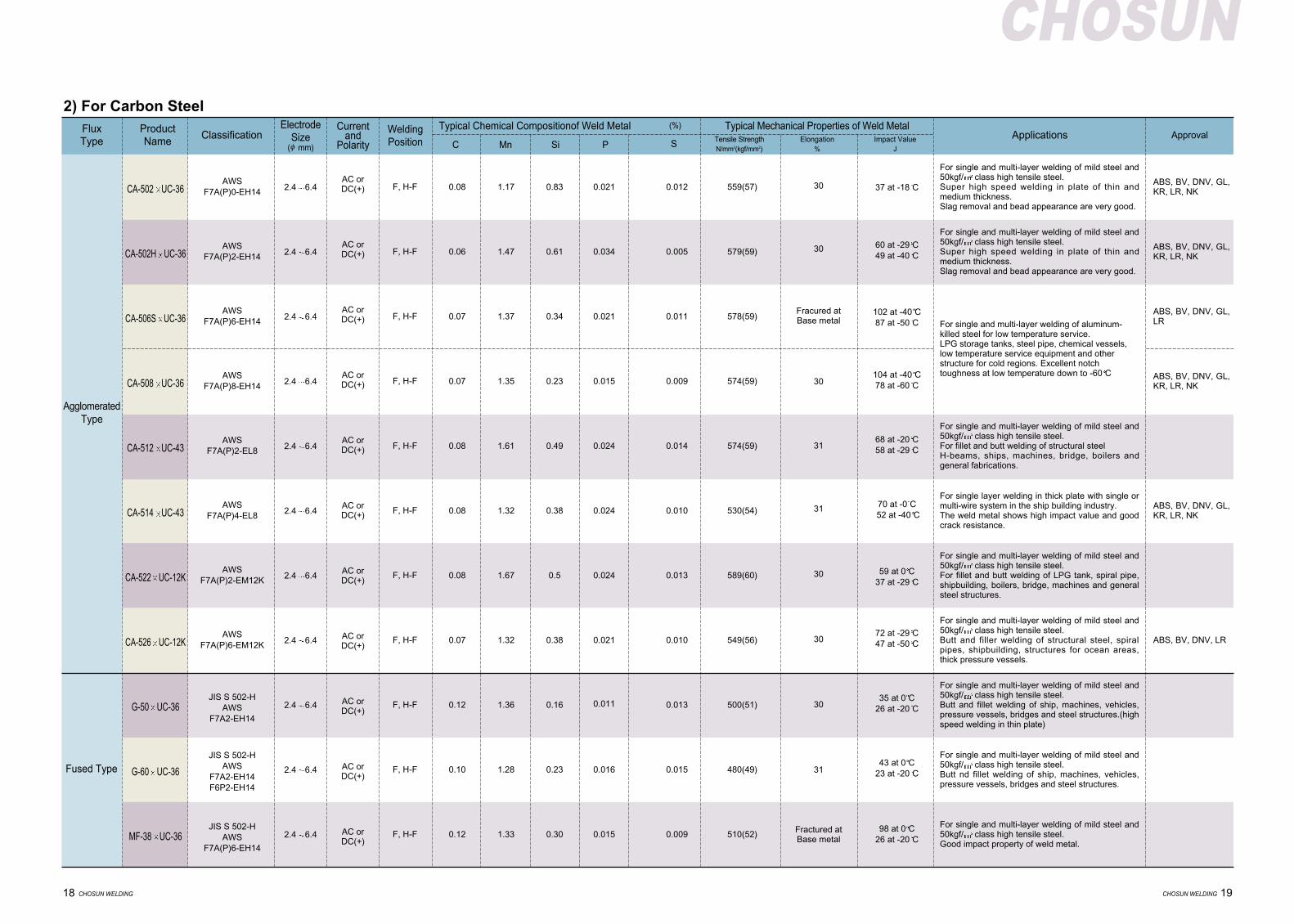
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel. Super high speed welding in plate of thin andmedium thickness.Slag removal and bead appearance are very good.
ABS, BV, DNV, GL,KR, LR, NK
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel. Super high speed welding in plate of thin andmedium thickness.Slag removal and bead appearance are very good.
For single and multi-layer welding of aluminum-killed steel for low temperature service.LPG storage tanks, steel pipe, chemical vessels,low temperature service equipment and otherstructure for cold regions. Excellent notch toughness at low temperature down to -60 C
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel.For fillet and butt welding of structural steelH-beams, ships, machines, bridge, boilers andgeneral fabrications.
For single layer welding in thick plate with single ormulti-wire system in the ship building industry.The weld metal shows high impact value and goodcrack resistance.
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel.For fillet and butt welding of LPG tank, spiral pipe,shipbuilding, boilers, bridge, machines and generalsteel structures.
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel.Butt and filler welding of structural steel, spiralpipes, shipbuilding, structures for ocean areas,thick pressure vessels.
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel.Butt and fillet welding of ship, machines, vehicles,pressure vessels, bridges and steel structures.(highspeed welding in thin plate)
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel.Butt nd fillet welding of ship, machines, vehicles,pressure vessels, bridges and steel structures.
For single and multi-layer welding of mild steel and50kgf/ class high tensile steel.Good impact property of weld metal.
ABS, BV, DNV, GL,KR, LR, NK
ABS, BV, DNV, GL,LR
ABS, BV, DNV, GL,KR, LR, NK
ABS, BV, DNV, GL,KR, LR, NK
ABS, BV, DNV, LR
FluxType
ProductName
Classification Applications ApprovalC Mn Si P
Tensile StrengthN/mm2(kgf/mm2)
Elongation%
Impact ValueJ
S
Typical Chemical Compositionof Weld Metal (%) Typical Mechanical Properties of Weld Metal
AgglomeratedType
Fused Type
CA-502 UC-36
CA-502H UC-36
CA-506S UC-36
CA-508 UC-36
CA-512 UC-43
CA-514 UC-43
CA-522 UC-12K
CA-526 UC-12K
G-50 UC-36
G-60 UC-36
MF-38 UC-36
2) For Carbon SteelElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition
CHOSUN WELDING 2120 CHOSUN WELDING
CHOSUN
AWS E71T-1JIS YFW-C50DR
AWS E70T-1/1MJIS YFW-C50DM
AWS E70T-5/5MJJIS YFW-A502B
AWS E70C-6MJIS YFW-A50DM
AWS E70C-6CJIS YFW-C50DM
AWS E91T1-GE81T1-Ni1
JIS YFW-C602R
AWS E90T1-GJIS YFW-C602M
AWS E71T-9JIS YFL-C504R
AWS E81T1-K2JIS YFL-C506R
AWS E81T1-A1JIS YFM-C
AWS E81T1-B2JIS YF1CM-C
AWS E81T1-B2LJIS YF1CM-C
AWS E91T1-B3JIS YF2CM-C
AWS E91T1-B3LJIS YF2CM-C
JIS YFA-50W
AWS E81T1-W2JIS YFA-58W
AWS E80T1-W2JIS YFA-58W
JIS YF2A-C-250
JIS YF2A-C-350
JIS YF2A-C-450
JIS YF3B-C-600
JIS YF3B-C-700
JIS YF3B-C-800
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.03 0.58 1.42 0.013 0.010 550 610 26.590 at 0 C
53 at -18 C
1.2, 1.4, 1.6 DC(+) F, H-F 0.03 0.55 1.55 0.012 0.011 560 598 27.086 at 0 C
50 at -18 C
125 at -20 C 460 540 30.0 90 at -40 C As weld
1.2, 1.4, 1.6 DC(+) F, H-F 0.058 0.65 1.40 0.015 0.0178 at -50 C
220 at -20 C455 542 30.0 140 at -40 C 620 C 2hr
120 at -50 C
1.2, 1.4, 1.6 DC(+) F, H-F 0.049 0.595 1.55 0.021 0.015 480 540 28.0 59 at -29 C
1.2, 1.4, 1.6 DC(+) F, H-F 0.049 0.75 1.60 0.021 0.015 490 550 28.085 at -18 C 65 at -29 C
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.04 0.37 1.23 0.011 0.009 0.98 0.24 590 654 25.0102 at -20 C 60 at -40 C
1.2, 1.4, 1.6 DC(+) F, H-F 0.05 0.52 1.50 0.012 0.010 0.90 0.20 600 680 26.087 at -20 C 69 at -30 C
500 584 28.0130 at -20 C
As weld1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.042 0.48 1.35 0.015 0.08 0.4
95 at -40 C
400 564 30.0105 at -20 C
620 C 1hr68 at -40 C
120 at -20 C1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.034 0.43 1.24 0.013 0.011 1.02 0.23 565 617 26.8 82 at -40 C
50 at -60 C
555 625 24.045 at 18 C
As weld1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.034 0.54 1.05 0.015 0.012 0.51
25 at -10 C
540 608 26.530 at 18 C
620 C 1hr20 at -10 C
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.065 0.58 0.62 0.018 0.013 1.27 0.52660 727 21.1 As weld
560 622 23.8 620 C 1hr
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.040 0.42 0.62 0.010 0.009 1.132 0.55600 675 23.0 As weld
550 645 25.0 620 C 1hr
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.062 0.52 0.60 0.013 0.011 2.24 1.02685 817 17.5 As weld
580 667 20.0 620 C 1hr
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.030 0.59 0.53 0.017 0.007 2.20 1.12665 735 20.0 As weld
610 690 21.0 620 C 1hr
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.032 0.57 1.48 0.012 0.010 0.53 0.61 0.51 530 590 28 59 at 0 C
1.2, 1.4, 1.6 DC(+) F, V, OH, H 0.023 0.61 1.07 0.010 0.006 0.46 0.59 0.49 600 650 27 71 at -30 C
1.2, 1.4, 1.6 DC(+) F, H-F 0.058 0.50 1.14 0.013 0.014 0.52 0.56 0.48 615 668 24.6 39 at -30 C
1.2, 1.6 DC(+) F, H-F 0.12 0.31 1.11 0.016 0.009 1.20 Hardness (Hv) : 260
1.2, 1.6 DC(+) F, H-F 0.15 0.44 1.21 0.016 0.009 1.71 0.21 Hardness (Hv) : 340
1.2, 1.6 DC(+) F, H-F 0.15 0.37 1.13 0.017 0.007 2.87 0.39 Hardness (Hv) : 450
1.2, 1.6 DC(+) F, H-F 0.41 3.01 0.53 0.015 0.012 7.14 0.83 Hardness (Hv) : 610
1.2, 1.6 DC(+) F, H-F 0.34 2.61 0.52 0.012 0.016 8.24 Hardness (Hv) : 690
1.2, 1.6 DC(+) F, H-F 0.41 2.87 0.55 0.015 0.011 7.85 Hardness (Hv) : 780
ABS, BV, DNV, GL, KR,LR, NK, CCS, TUV, CWB
ABS, BV, DNV, GL,KR, LR, NK, CWB
DNV
ABS, BV, DNV, GL, KR, LR, NK, CCS
ABS, BV, DNV, GL,KR, LR, NK, CCS
ABS
ABS
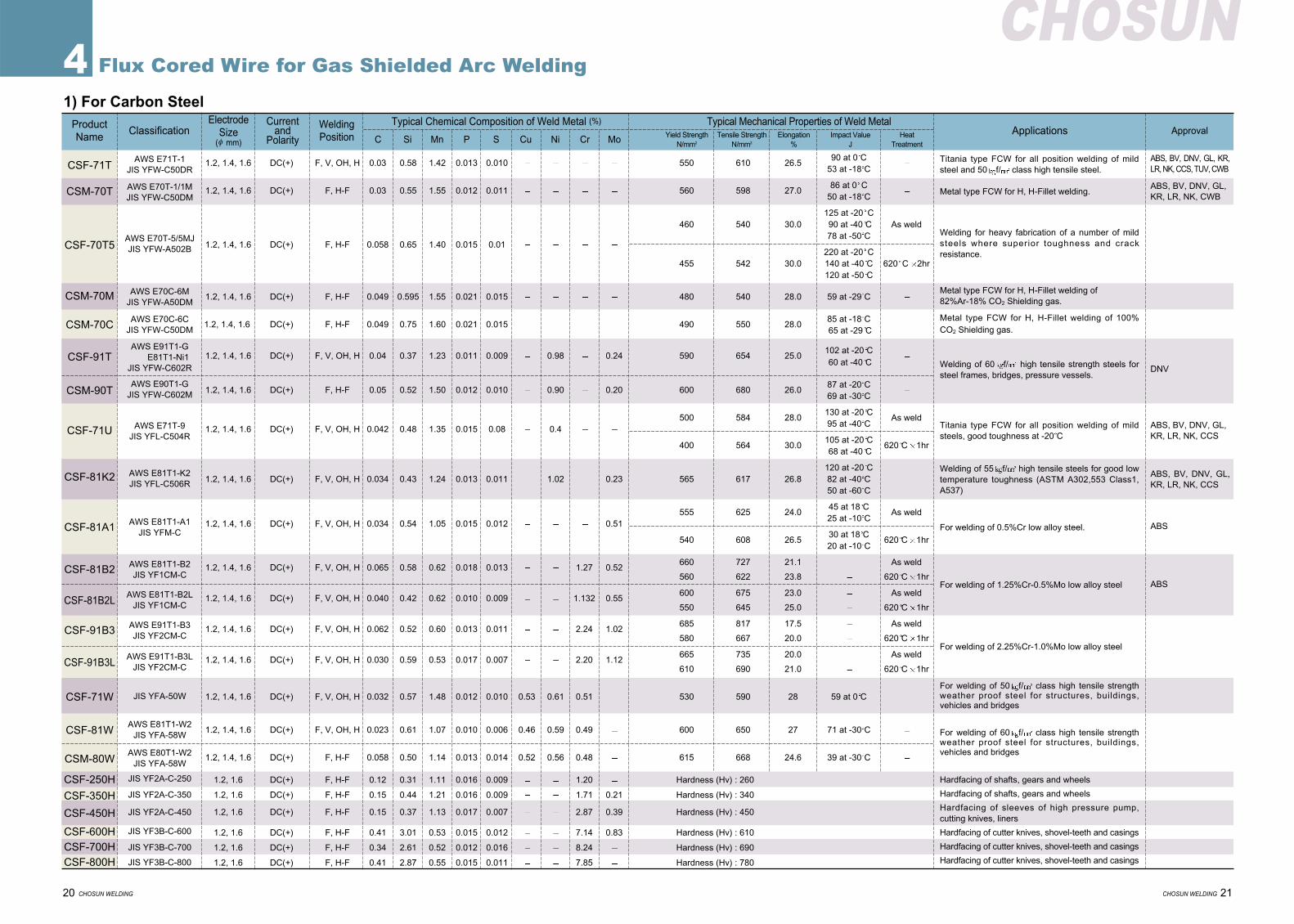
Titania type FCW for all position welding of mildsteel and 50 f/ class high tensile steel.
Metal type FCW for H, H-Fillet welding.
Welding for heavy fabrication of a number of mildsteels where superior toughness and crackresistance.
Metal type FCW for H, H-Fillet welding of82%Ar-18% CO2 Shielding gas.
Metal type FCW for H, H-Fillet welding of 100%CO2 Shielding gas.
Welding of 60 f/ high tensile strength steels forsteel frames, bridges, pressure vessels.
Titania type FCW for all position welding of mildsteels, good toughness at -20 C
Welding of 55 f/ high tensile steels for good lowtemperature toughness (ASTM A302,553 Class1,A537)
For welding of 0.5%Cr low alloy steel.
For welding of 1.25%Cr-0.5%Mo low alloy steel
For welding of 2.25%Cr-1.0%Mo low alloy steel
For welding of 50 f/ class high tensile strengthweather proof steel for structures, buildings,vehicles and bridges
For welding of 60 f/ class high tensile strengthweather proof steel for structures, buildings,vehicles and bridges
Hardfacing of shafts, gears and wheels
Hardfacing of shafts, gears and wheels
Hardfacing of sleeves of high pressure pump,cutting knives, liners
Hardfacing of cutter knives, shovel-teeth and casings
Hardfacing of cutter knives, shovel-teeth and casings
Hardfacing of cutter knives, shovel-teeth and casings
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Si Mn P S Cu Ni Cr Mo Yield Strength
N/mm2
Tensile StrengthN/mm2
Elongation%
Impact ValueJ
HeatTreatment
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties of Weld Metal
CSF-71T
CSM-70T
CSF-70T5
CSM-70M
CSM-70C
CSF-91T
CSM-90T
CSF-71U
CSF-81K2
CSF-81A1
CSF-81B2
CSF-81B2L
CSF-91B3
CSF-91B3L
CSF-71W
CSF-81W
CSM-80W
CSF-250H
CSF-350H
CSF-450H
CSF-600HCSF-700HCSF-800H
1) For Carbon Steel
4 Flux Cored Wire for Gas Shielded Arc Welding
CHOSUN WELDING 2322 CHOSUN WELDING
CHOSUN
AWS E308HT1-1/41.2, 1.6 DC(+) F, V, OH, H 0.06 0.60 1.04 19.5 10.0 400 574 40.2 61 at 0 CJIS YF-308C
AWS E308MoT1-1 1.2, 1.6 DC(+) F, V, OH, H 0.03 0.60 1.00 19.6 10.0 2.5 495 676 35.0
AWS E308LT0-1/41.2, 1.6 DC(+) F, H-F 0.03 0.65 1.35 19.3 9.6 430 570 40.0 48 at 0 C JIS YF-308LC
AWS E308LT1-1/41.2, 1.6 DC(+) F, V, OH, H 0.03 0.60 1.45 20.0 9.8 415 570 42.0
45 at 0 CJIS YF-308LC 55 at -196 C
AWS E309HT1-1/41.2, 1.6 DC(+) F, V, OH, H 0.06 0.56 1.05 22.4 12.5 430 600 35.0JIS YF-309C
AWS E309LT0-1/41.2, 1.6 DC(+) F, H-F 0.03 0.56 1.51 23.6 12.8 424 580 39.0 48 at 0 C JIS YF-309LC
AWS E309LT1-1/41.2, 1.6 DC(+) F, V, OH, H 0.028 0.64 1.33 23.6 13.0 427 585 38.0 50 at 0 C JIS YF-309LC
AWS E309LMoT0-1/41.2, 1.6 DC(+) F, H-F 0.03 0.55 1.4 23.0 13.0 2.5 560 680 33.0 32 at 0 C JIS YF-309MoLC
AWS E309LMoT1-1/41.2, 1.6 DC(+) F, V, OH, H 0.026 0.661 0.74 22.6 12.8 2.3 535 695 34.0 30 at 0 C JIS YF-309MoLC
AWS E312T1-1 1.2, 1.6 DC(+) F, V, OH, H 0.12 0.7 1.20 29.0 9.3 610 768 25.4
AWS E316LT0-1/41.2, 1.6 DC(+) F, H-F 0.03 0.60 1.45 18.51 12.38 2.21 425 575 43.0JIS YF-316LC
AWS E316LT1-1/41.2, 1.6 DC(+) F, V, OH, H 0.03 0.60 1.20 18.6 12.5 2.50 420 580 42.0
68 at 0 C JIS YF-316LC 40 at -196 C
AWS E317LT0-1/41.2, 1.6 DC(+) F, H-F 0.030 0.55 1.35 19.6 12.43 3.30 580 615 35.0 42 at 0 C JIS YF-317LC
AWS E317LT1-1/41.2, 1.6 DC(+) F, V, OH, H 0.031 0.58 1.10 19.2 12.6 3.04 450 620 36 52 at 0 C JIS YF-317LC
AWS E347T0-1/41.2, 1.6 DC(+) F, H-F 0.03 0.375 1.40 19.6 10.0 486 665 36.2JIS YF-347C
AWS E347T1-1/41.2, 1.6 DC(+) F, V, OH, H 0.03 0.65 1.10 19.5 10.0 474 624 40.4JIS YF-347C
AWS E409T0-G 1.2, 1.6 DC(+) F, H-F 0.032 0.62 0.58 11.25 402 502 25.0
AWS E410T0-1/41.2, 1.6 DC(+) F, H-F 0.064 0.283 0.409 12.5 560 22.0 750 C 2hr JIS YF-410C
AWS 1.2, 1.6 DC(+) F, H-F 0.036 0.40 0.60 12.00 4.5 0.5 850 20.0 600 C 1hr E410NiMoT0(1)-1
AWS E430T0-C 1.2, 1.6 DC(+) F, H-F 0.04 0.40 0.60 16 480 30.0
1.2, 1.6 DC(+) F, H-F 0.02 0.45 0.60 16 510 25.0 850 C 2hr
AWS E2209T0-1 1.2, 1.6 DC(+) F, H-F 0.030 0.51 0.85 22.4 8.6 2.9 692 802 26.5 50 at 0 C
AWS E2209T1-1 1.2, 1.6 DC(+) F, V, OH, H 0.028 0.65 0.58 22.6 9.0 3.0 680 786 27.6 65 at 0 C
ABS, BV, DNV, GL,KR, LR, NK, TUV
CWB, ABS, BV,DNV, LR
ABS, BV, DNV, GL,KR, LR, NK, TUV
CWB, ABS, BV,DNV, LR
ABS
ABS, BV, DNV, GL,KR, LR, NK, TUV
CWB, ABS, BV,DNV, LR
ABS
ABS
ABS
ABS
ProductName
Classification Applications ApprovalElectrode
Size(φ mm)
Currentand
Polarity
WeldingPosition C Si Mn Cr Ni Mo Yield Strength
N/mm2
Tensile StrengthN/mm2
Elongation%
Impact ValueJ
HeatTreatment
Typical Chemical Composition of Weld Metal (%) Typical Mechanical Properties of Weld Metal
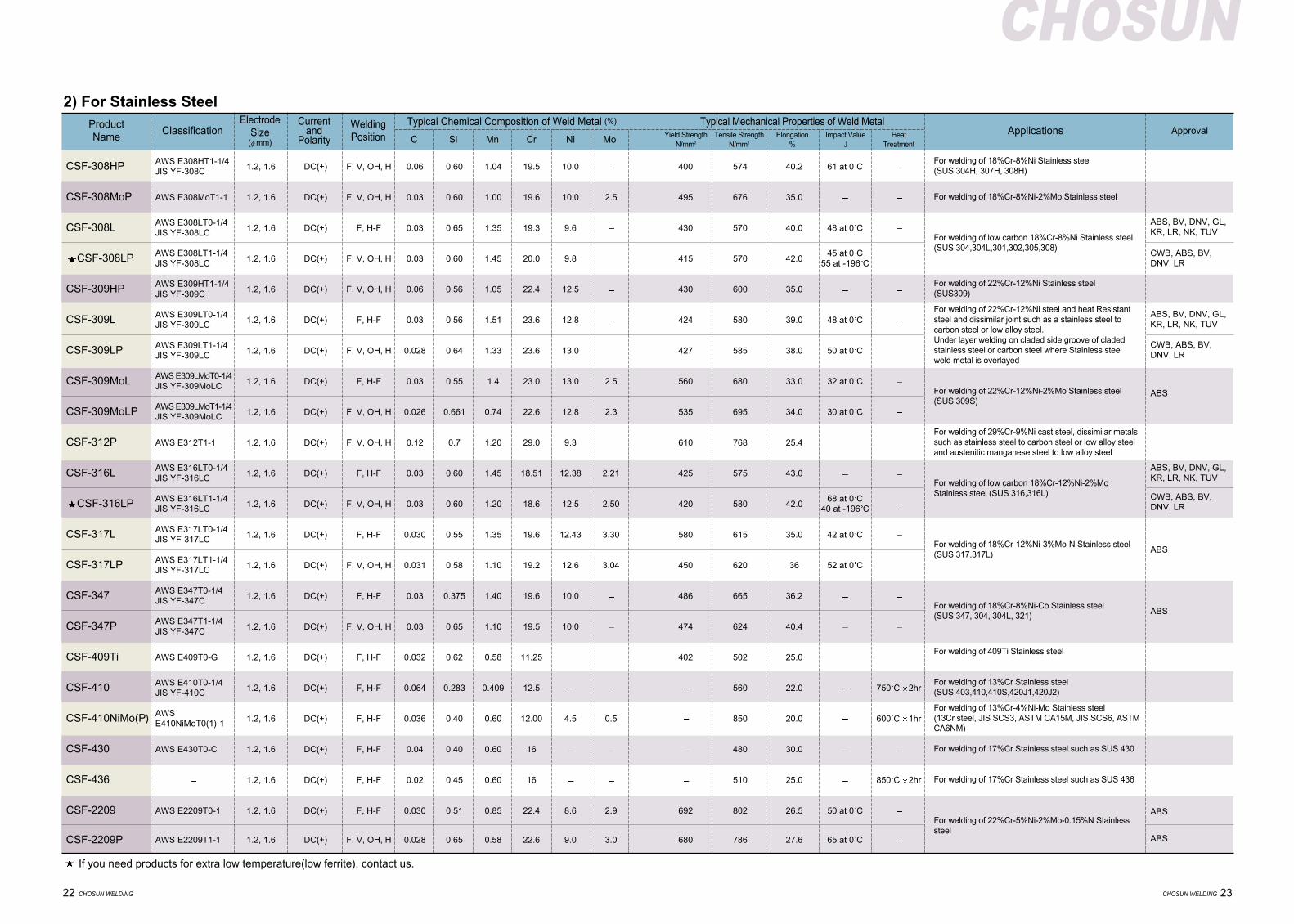
CSF-308HP
CSF-308MoP
CSF-308L
CSF-308LP
CSF-309HP
CSF-309L
CSF-309LP
CSF-309MoL
CSF-309MoLP
CSF-312P
CSF-316L
CSF-316LP
CSF-317L
CSF-317LP
CSF-347
CSF-347P
CSF-409Ti
CSF-410
CSF-410NiMo(P)
CSF-430
CSF-436
CSF-2209
CSF-2209P
2) For Stainless Steel
If you need products for extra low temperature(low ferrite), contact us.
For welding of 18%Cr-8%Ni Stainless steel (SUS 304H, 307H, 308H)
For welding of 18%Cr-8%Ni-2%Mo Stainless steel
For welding of low carbon 18%Cr-8%Ni Stainless steel(SUS 304,304L,301,302,305,308)
For welding of 22%Cr-12%Ni Stainless steel(SUS309)
For welding of 22%Cr-12%Ni steel and heat Resistantsteel and dissimilar joint such as a stainless steel tocarbon steel or low alloy steel.Under layer welding on claded side groove of cladedstainless steel or carbon steel where Stainless steelweld metal is overlayed
For welding of 22%Cr-12%Ni-2%Mo Stainless steel(SUS 309S)
For welding of 29%Cr-9%Ni cast steel, dissimilar metalssuch as stainless steel to carbon steel or low alloy steeland austenitic manganese steel to low alloy steel
For welding of low carbon 18%Cr-12%Ni-2%MoStainless steel (SUS 316,316L)
For welding of 18%Cr-12%Ni-3%Mo-N Stainless steel(SUS 317,317L)
For welding of 18%Cr-8%Ni-Cb Stainless steel(SUS 347, 304, 304L, 321)
For welding of 409Ti Stainless steel
For welding of 13%Cr Stainless steel(SUS 403,410,410S,420J1,420J2)
For welding of 13%Cr-4%Ni-Mo Stainless steel(13Cr steel, JIS SCS3, ASTM CA15M, JIS SCS6, ASTMCA6NM)
For welding of 17%Cr Stainless steel such as SUS 430
For welding of 17%Cr Stainless steel such as SUS 436
For welding of 22%Cr-5%Ni-2%Mo-0.15%N Stainlesssteel
CHOSUN WELDING 2524 CHOSUN WELDING
CHOSUN
ProductName
Wire Dia(φ mm1000mm)
ShieldGasClassification Applications
Al Si Mg Ti
Typical ChemicalComposition of Weld (%)
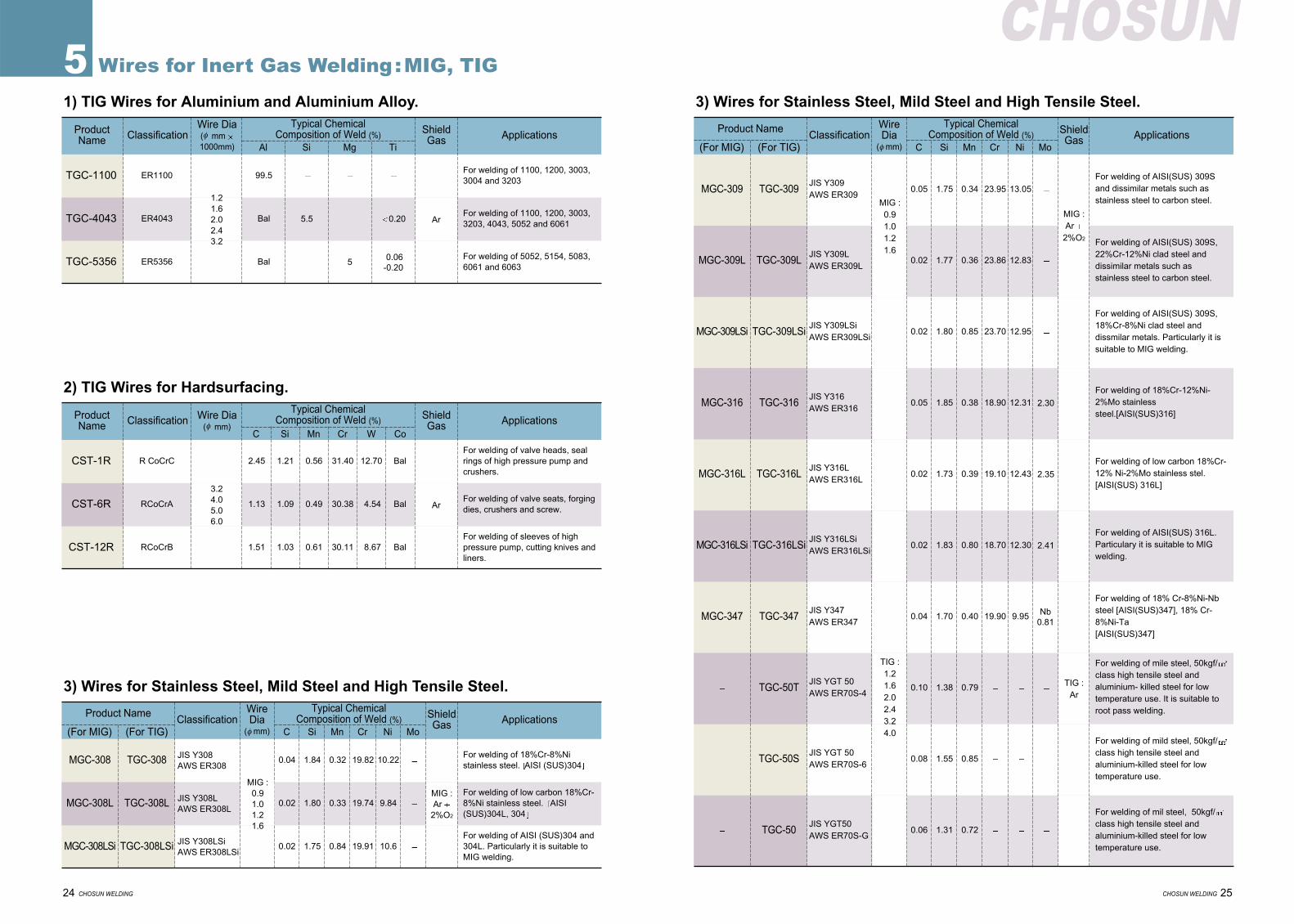
TGC-1100
TGC-4043
TGC-5356
ER1100
ER4043
ER5356
99.5
Bal
Bal
5.5
5
0.20
For welding of 1100, 1200, 3003,3004 and 3203
For welding of 1100, 1200, 3003,3203, 4043, 5052 and 6061
For welding of 5052, 5154, 5083,6061 and 6063
1.21.62.02.43.2
1) TIG Wires for Aluminium and Aluminium Alloy.
5 Wires for Inert Gas Welding:MIG, TIG
0.06-0.20
Ar
Product Name WireDia
(φ mm)
ShieldGasClassification Applications
C Si Mn Cr Ni Mo(For MIG) (For TIG)
Typical ChemicalComposition of Weld (%)
MGC-308
MGC-308L
MGC-308LSi
TGC-308
TGC-308L
TGC-308LSi
JIS Y308AWS ER308
JIS Y308LAWS ER308L
JIS Y308LSiAWS ER308LSi
0.04
0.02
0.02
1.84
1.80
1.75
0.32
0.33
0.84
19.82
19.74
19.91
10.22
9.84
10.6
For welding of 18%Cr-8%Nistainless steel. AISI (SUS)304
For welding of low carbon 18%Cr-8%Ni stainless steel. AISI(SUS)304L, 304
For welding of AISI (SUS)304 and304L. Particularly it is suitable toMIG welding.
3) Wires for Stainless Steel, Mild Steel and High Tensile Steel.
MIG :Ar
2%O2
ProductName
Wire Dia(φ mm)
ShieldGasClassification Applications
C Si Mn Cr W Co
Typical ChemicalComposition of Weld (%)
CST-1R
CST-6R
CST-12R
R CoCrC
RCoCrA
RCoCrB
2.45
1.13
1.51
1.21
1.09
1.03
0.56
0.49
0.61
31.40
30.38
30.11
12.70
4.54
8.67
Bal
Bal
Bal
For welding of valve heads, sealrings of high pressure pump andcrushers.
For welding of valve seats, forgingdies, crushers and screw.
For welding of sleeves of highpressure pump, cutting knives andliners.
3.24.05.06.0
2) TIG Wires for Hardsurfacing.
Ar
MIG :0.91.01.21.6
Product Name WireDia
(φ mm)
ShieldGasClassification Applications
C Si Mn Cr Ni Mo(For MIG) (For TIG)
Typical ChemicalComposition of Weld (%)
MGC-309
MGC-309L
MGC-309LSi
MGC-316
MGC-316L
MGC-316LSi
MGC-347
TGC-309
TGC-309L
TGC-309LSi
TGC-316
TGC-316L
TGC-316LSi
TGC-347
TGC-50T
TGC-50S
TGC-50
JIS Y309AWS ER309
JIS Y309LAWS ER309L
JIS Y309LSiAWS ER309LSi
JIS Y316AWS ER316
JIS Y316LAWS ER316L
JIS Y316LSiAWS ER316LSi
JIS Y347AWS ER347
JIS YGT 50AWS ER70S-4
JIS YGT 50AWS ER70S-6
JIS YGT50AWS ER70S-G
0.05
0.02
0.02
0.05
0.02
0.02
0.04
0.10
0.08
0.06
1.75
1.77
1.80
1.85
1.73
1.83
1.70
1.38
1.55
1.31
0.34
0.36
0.85
0.38
0.39
0.80
0.40
0.79
0.85
0.72
23.95
23.86
23.70
18.90
19.10
18.70
19.90
13.05
12.83
12.95
12.31
12.43
12.30
9.95
2.30
2.35
2.41
For welding of AISI(SUS) 309Sand dissimilar metals such asstainless steel to carbon steel.
For welding of AISI(SUS) 309S,22%Cr-12%Ni clad steel anddissimilar metals such asstainless steel to carbon steel.
For welding of AISI(SUS) 309S,18%Cr-8%Ni clad steel anddissmilar metals. Particularly it issuitable to MIG welding.
For welding of 18%Cr-12%Ni-2%Mo stainlesssteel.[AISI(SUS)316]
For welding of low carbon 18%Cr-12% Ni-2%Mo stainless stel.[AISI(SUS) 316L]
For welding of AISI(SUS) 316L.Particulary it is suitable to MIGwelding.
For welding of 18% Cr-8%Ni-Nbsteel [AISI(SUS)347], 18% Cr-8%Ni-Ta[AISI(SUS)347]
For welding of mile steel, 50kgf/class high tensile steel andaluminium- killed steel for lowtemperature use. It is suitable toroot pass welding.
For welding of mild steel, 50kgf/class high tensile steel and aluminium-killed steel for lowtemperature use.
For welding of mil steel, 50kgf/class high tensile steel and aluminium-killed steel for lowtemperature use.
3) Wires for Stainless Steel, Mild Steel and High Tensile Steel.
MIG :Ar
2%O2
MIG :0.91.01.21.6
TIG :Ar
TIG :1.21.62.02.43.24.0
Nb0.81
E71T-12SA SA2M YMS 2YS
RSW52G(C) H2SSYS
KSW52G(C)H152SH15
EN758 T46 0 P C E491T-9-H162YSA H15 SA2YM,H H15 H15 H15 2YSH15
E71T-1M 2YSA H15SA2M YMS 2YS 2SSYS
EN758 T46 0 P M1 E491T-9M-H16SA2YM,H H15 H15 H15
E71T-12SA SA2M YMS
2YSH15RSW2G(C) 2S2YS KSW2G(C)H15
E492T-9(M)-H162YSA,H15 SA2YM,H H15 RSW52G(C) H H15 KSW52G(C)H15
E71T-1(9) 3YSA H10SA3YM YMS
3YSH10 RSW53G(C)HH 3YS H15 KSW53G(C)H10 3YSH10HH H10
E81T1-K2 4YSA H15 SA4YM HYMS
4YSH15 RSW54G(C) H 4YS H15 KSW54G(C)H15 4YSH15H15
E91T1-GY40MSH15
E81T1-B2L E81T1-B2L
E81T1-A1 E81T1-A1
E308LT0-1 E308LT0-1 308L 308L 4306S RW308LG(C) 304L KW308LG(C)EN 12073T
19 9L R C/M2
E308LT1-1 E308LT1-1
E308LT1-1 E308LT1-1 308L(BT) 308L 304L
E309LT0-1 E309LT0-1 309L 309L 4332S RW309LG(C) SS/CMn KW309LG(C)EN 12073T
23 12L R C/M2
E309LT1-1 E309LT1-1 309L 309L SS/CMn E309LT1-1
E316LT0-1 E316LT0-1 316L 316L 4435S RW316LG(C) 316L KW309LG(C)EN 12073T
19 12 3L R C/M2
E316LT1-1 E316LT1-1
E316LT1-1 E316LT1-1 316L(BT) 316L 316L
E309LMoT0-1 E309LMoT0-1
E317LT1-1 E317LT1-1
E347LT1-1 E347T1-1
E2209T1-1 E2209T1-1
E2209T0-1 E2209T0-1
CHOSUN WELDING 2726 CHOSUN WELDING
CHOSUN
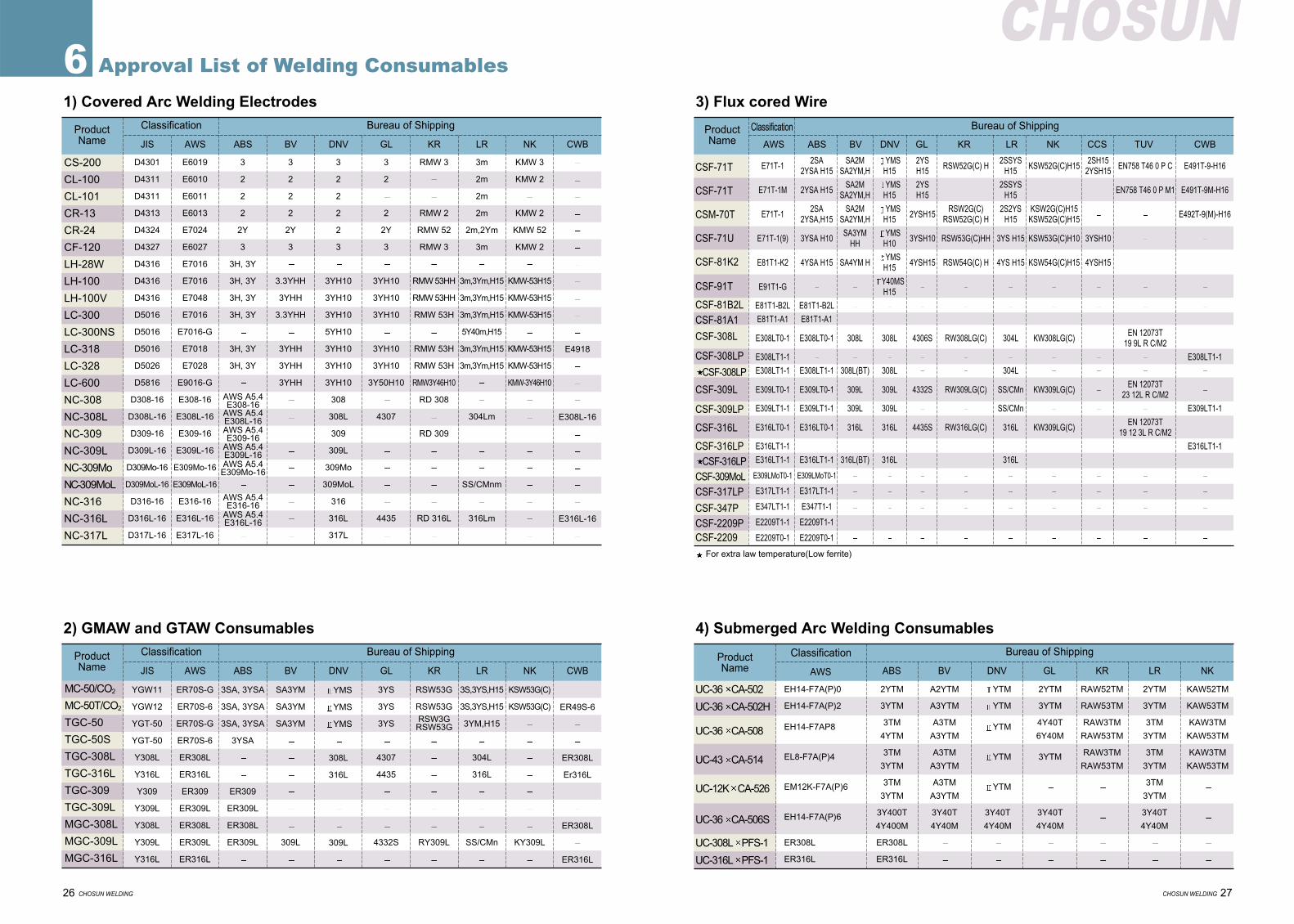
ProductName
Classification Bureau of Shipping
JIS AWS ABS BV DNV GL KR LR NK CWB
CS-200
CL-100
CL-101
CR-13
CR-24
CF-120
LH-28W
LH-100
LH-100V
LC-300
LC-300NS
LC-318
LC-328
LC-600
NC-308
NC-308L
NC-309
NC-309L
NC-309Mo
NC-309MoL
NC-316
NC-316L
NC-317L
D4301
D4311
D4311
D4313
D4324
D4327
D4316
D4316
D4316
D5016
D5016
D5016
D5026
D5816
D308-16
D308L-16
D309-16
D309L-16
D309Mo-16
D309MoL-16
D316-16
D316L-16
D317L-16
E6019
E6010
E6011
E6013
E7024
E6027
E7016
E7016
E7048
E7016
E7016-G
E7018
E7028
E9016-G
E308-16
E308L-16
E309-16
E309L-16
E309Mo-16
E309MoL-16
E316-16
E316L-16
E317L-16
3
2
2
2
2Y
3
3H, 3Y
3H, 3Y
3H, 3Y
3H, 3Y
3H, 3Y
3H, 3Y
3
2
2
2
2Y
3
3.3YHH
3YHH
3.3YHH
3YHH
3YHH
3YHH
3
2
2
2
2
3
3YH10
3YH10
3YH10
5YH10
3YH10
3YH10
3YH10
308
308L
309
309L
309Mo
309MoL
316
316L
317L
3
2
2
2Y
3
3YH10
3YH10
3YH10
3YH10
3YH10
3Y50H10
4307
4435
RMW 3
RMW 2
RMW 52
RMW 3
RMW 53HH
RMW 53HH
RMW 53H
RMW 53H
RMW 53H
RMW3Y46H10
RD 308
RD 309
RD 316L
3m
2m
2m
2m
2m,2Ym
3m
3m,3Ym,H15
3m,3Ym,H15
3m,3Ym,H15
5Y40m,H15
3m,3Ym,H15
3m,3Ym,H15
304Lm
SS/CMnm
316Lm
KMW 3
KMW 2
KMW 2
KMW 52
KMW 2
KMW-53H15
KMW-53H15
KMW-53H15
KMW-53H15
KMW-53H15
KMW-3Y46H10
E4918
E308L-16
E316L-16
1) Covered Arc Welding Electrodes
6 Approval List of Welding Consumables
ProductName
Classification Bureau of Shipping
JIS AWS ABS BV DNV GL KR LR NK CWB
MC-50/CO2
MC-50T/CO2
TGC-50
TGC-50S
TGC-308L
TGC-316L
TGC-309
TGC-309L
MGC-308L
MGC-309L
MGC-316L
YGW11
YGW12
YGT-50
YGT-50
Y308L
Y316L
Y309
Y309L
Y308L
Y309L
Y316L
ER70S-G
ER70S-6
ER70S-G
ER70S-6
ER308L
ER316L
ER309
ER309L
ER308L
ER309L
ER316L
3SA, 3YSA
3SA, 3YSA
3SA, 3YSA
3YSA
ER309
ER309L
ER308L
ER309L
SA3YM
SA3YM
SA3YM
309L
YMS
YMS
YMS
308L
316L
309L
3YS
3YS
3YS
4307
4435
4332S
RSW53G
RSW53G
RY309L
3S,3YS,H15
3S,3YS,H15
3YM,H15
304L
316L
SS/CMn
KSW53G(C)
KSW53G(C)
KY309L
ER49S-6
ER308L
Er316L
ER308L
ER316L
2) GMAW and GTAW Consumables
RSW3GRSW53G
ProductName
Classification Bureau of Shipping
ABS BV DNV GL KR LR NKAWS
EH14-F7A(P)0 2YTM A2YTM YTM 2YTM RAW52TM 2YTM KAW52TM
EH14-F7A(P)2 3YTM A3YTM YTM 3YTM RAW53TM 3YTM KAW53TM
EH14-F7AP8 3TM A3TM YTM 4Y40T RAW3TM 3TM KAW3TM
4YTM A3YTM 6Y40M RAW53TM 3YTM KAW53TM
EL8-F7A(P)4 3TM A3TM YTM 3YTM RAW3TM 3TM KAW3TM
3YTM A3YTM RAW53TM 3YTM KAW53TM
EM12K-F7A(P)6 3TM A3TM YTM 3TM
3YTM A3YTM 3YTM
EH14-F7A(P)6 3Y400T 3Y40T 3Y40T 3Y40T 3Y40T
4Y400M 4Y40M 4Y40M 4Y40M 4Y40M
ER308L ER308L
ER316L ER316L
4) Submerged Arc Welding Consumables
AWS A5.4E308-16
AWS A5.4E308L-16AWS A5.4E309-16
AWS A5.4E309L-16AWS A5.4
E309Mo-16
AWS A5.4E316-16
AWS A5.4E316L-16
ProductName
Classification Bureau of Shipping
AWS ABS BV DNV GL KR LR NK CCS TUV CWB
CSF-71T
CSF-71T
CSM-70T
CSF-71U
CSF-81K2
CSF-91T
CSF-81B2LCSF-81A1
CSF-308L
CSF-308LP
CSF-308LP
CSF-309L
CSF-309LP
CSF-316L
CSF-316LPCSF-316LP
CSF-309MoLCSF-317LP
CSF-347PCSF-2209PCSF-2209
3) Flux cored Wire
UC-36 CA-502
UC-36 CA-502H
UC-36 CA-508
UC-43 CA-514
UC-12K CA-526
UC-36 CA-506S
UC-308L PFS-1
UC-316L PFS-1
For extra law temperature(Low ferrite)
Recommended

















