Chapter 16Chapter 16
Bulk Forming ProcessesBulk Forming Processes(Part 3)(Part 3)
EIN 3390 Manufacturing ProcessesEIN 3390 Manufacturing ProcessesSpring 2011Spring 2011

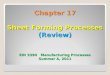
SwagingSwaging
Also known as rotary swaging and radial forging
Uses external hammering to reduce the diameter or produce tapers or points on round bars of tubes

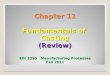
SwagingSwagingFigure 16-21 (Below) Tube being reduced in a rotary swaging machine. (Courtesy of the Timkin Company, Canton, OH.)
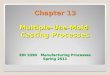
Figure 16-22 (Right) Basic components and motions of a rotary swaging machine. (Note: The cover plate has been removed to reveal the interior workings.) (Courtesy of the Timkin Company, Canton, OH.)
Figure 16-23 (Below) A variety of swaged parts, some with internal details. (Courtesy of Cincinnati Milacron, Inc. Cincinnati, OH.)

SwagingSwaging

Drawing ForceDrawing Force
Estimation of Drawing Force required:
F = Yavg Af ln (A0/Af)
Yavg = average true stress of material in the die gap; A0 and Af are the original and final cross-sectional areas of the work.
Assumptions: no friction.

Drawing Force (-continued)Drawing Force (-continued)
If considering the friction, the actual force is larger than provided by follows.
F = Yavg Af ln (A0/Af)
In addition to the ratio A0/Af , other variables that influence draw force are die angle, and coefficient of friction at the work-die interface.
A number of methods have been proposed for predicting draw force based on values of these parameters.

Drawing of Bar, Rod, or WireDrawing of Bar, Rod, or Wire

Drawing Force (-continued)Drawing Force (-continued)Schey [1] suggested:
F = Yavg Af (1 + /tan) ln (A0/Af)
where F – drawing force, lb; – die-work coefficient of friction; – die angle (half-angle), degree; – a factor that accounts for inhomogeneous deformation, which is determined as follows for a round cross section:
= 0.88 + D/Lc
Where D – average diameter of work during drawing, in; and Lc = contact length of the work with the draw die, in.
D = 0.5 (D0 + Df), and Lc = (D0 – Df)/(2sinThe power required in a drawing operation is the draw
force multiplied by exit velocity of the work.
[1] Schey, j.A., Introduction to manufacturing Processes, 2nd ed.., McGraw-Hill Book Co., New York, 1987, Chapter 4.

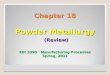
Flow stress Flow stress YYavgavg
The average flow stress (also called the mean flow stress) is the average value of stress over the stress-strain curve from the beginning of strain to the final (maximum) value that occurs during deformation.
Stress-strain curve indication location of average flow stress yf in relation to yield strength Y and final flow stress Yf.

Flow stress Flow stress YYavg avg (-continued)(-continued)
The average flow stress is determined by integrating the flow curve equation between zero and the final strain value defining the range of interest.
Yavg = Kn/(1 + n)
where Yavg – average flow stress, ib/in2; K – the strength coefficient, lb/in2, - maximum strain value during the deformation process, = ln (A0/Af); and n – the strain hardening exponent.
Finally, we haveF = Yavg Af ln (A0/Af)
= [kn/(1 + n)] Af ln (A0/Af)

Example to Calculate Drawing ForceExample to Calculate Drawing Force
F
force
(0.00503)
70

Maximum Reduction per Pass for Maximum Reduction per Pass for DrawingDrawing
Work has to be done to overcome friction.
Force increases with increasing friction.Cannot increase force too much, or
material will reach yield stress.Maximum reduction in cross-sectional
area per pass = 63%.

Maximum Reduction per Pass for Maximum Reduction per Pass for Drawing (-continued)Drawing (-continued)
F/Af =

t0W0v0 = tfw0vf
vf = (t0 v0)/tf
vf > vr > v0

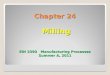
Rolling Mill ConfigurationsRolling Mill Configurations Smaller diameter rolls
produce less length of contact for a given reduction and require less force to produce a given change in shape
Smaller cross section provides a reduced stiffness◦ Rolls may be prone to
flex elastically because they are only supported on the ends
Figure 16-4 The effect of roll diameter on length of contact for a given reduction.

Rolling Mill ProcessRolling Mill Process
X
Y
t0 tx tf
v0
vf
x
y
xfx0
Assume: Starting volume of rolling work is equal to the final volume of the rolling work: (Volume)0 = (Volume)f
t0 W L0 = tf W Lf
(t0 W L0)T = (tf W Lf)T(t0 W v0) = (tf W vf)(t0 v0) = (tf vf)
tx = tf + (r – y) = tf + r – SQRT(r2 – x2)
if x = 0, tx = tf if x = x0, tx = t0,
where x0 = SQRT(r2 – y02), and
y0 = r + tf – t0
ry0

Rolling Mill ProcessRolling Mill Processvx = (t0 v0)/tx
= (t0 v0)/[tf + r – SQRT(r2 – x2)]
Example: r = 10 in, v0 = 1,000 in/min, t0 - 1 in, and tf - 0.5 in.
x Vx
3.1225 1000.000
3 1041.007
2.75 1129.232
2.5 1223.179
2.25 1322.0302 1424.418
1.75 1528.314
1.5 1630.949
1.25 1728.810
1 1817.767
0.75 1893.349
0.5 1951.190
0.25 1987.576
0 2000.000
V x
X
Recommended