-
8/12/2019 Chap7 Lean
1/28
Chapter 7, Lean Thinking and Lean Systems
INTRODUCTION
to
Operations Management
5e, Schroeder
Copyri ght 2011 by The McGraw-H il l Companies, Inc. All ri ghts
reserved.McGraw-Hill/Irwin
-
8/12/2019 Chap7 Lean
2/28
7-2
Chapter OutlineEvolution of Lean
Lean Tenets
The Lean System
Stabilizing the Master Schedule
Controlling Flow with the Kanban System
Reducing Setup Time and Lot Sizes
Changing Layout and Maintaining Equipment
Cross-Training, Rewarding, and Engaging WorkersGuaranteeing
Quality
Changing Relationships with Suppliers
Implementation of Lean
-
8/12/2019 Chap7 Lean
3/28
7-3
Evolution of Lean
Toyota Production System (TPS)Developed in the 1960s in
Japan
Also known as Just-in-Time (JIT) manufacturing
First introduced into U.S.A. in 1981 at Kawasakimotorcycle plant
in Lincoln, Nebraska
Lean Production
Term coined in late 1980s
Popularized in 1990s by Womack, Jones & Roos,
The Machine That Changed the World
-
8/12/2019 Chap7 Lean
4/28
7-4
Lean Tenets
Specify exactly what creates value
Improve the value stream
Design the flow to avoid wasteProduce only what the customer
pulls
Strive for perfection
5 Whys5 S
Poka-yoke (mistake proofing)
-
8/12/2019 Chap7 Lean
5/28
7-5
Elements of Lean System
Level master scheduleUse of Kanban system
Small lot sizes (lot size one)
Quick changeover (set-ups)Multifunction workers
Efficient layout (linear flow, low inventories)
Quality and continuous improvement
Close relationships with suppliers
Frequent deliveries from vendors
-
8/12/2019 Chap7 Lean
6/28
7-6
The Seven WastesOverproduction: Producing more than the demand
for customers resulting in unnecessary
inventory, handling, paperwork, and warehouse space.
Waiting Time: Operators and machines waiting for parts or work
to arrive from suppliers
or other operations. Customers waiting in line.
Unnecessary Transportation: Double or triple movement of
materials due to poor
layouts, lack of coordination and workplace organization.
Excess Processing: Poor design or inadequate maintenance or
processes requiring
additional labor or machine time.
Too much Inventory: Excess inventory due to large lot sizes,
obsolete items, poor
forecasts or improper production planning.
Unnecessary Motion: Wasted movements of people or extra walking
to get materials.
Defects: Use of materials, labor and capacity for production of
defects, sorting our bad
parts or warranty costs with customers.
-
8/12/2019 Chap7 Lean
7/287-7
Inventory as Waste
If all our suppliers are guessing, you end
up with inventory, which is the physical
embodiment of bad information.
Paul Bell, Dell, Inc. Europe.
Source: Economist, 1 April 2000, p. 57.
-
8/12/2019 Chap7 Lean
8/287-8
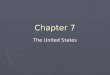
Figure 7.2, Inventory Covers
Problems
Poor
Quality
Unreliable
Supplier
Machine
BreakdownInefficient
Layout
Bad
Design
Lengthy
SetupsWaterLevel
-
8/12/2019 Chap7 Lean
9/287-9
Water Level Lowered To
Expose Problems
Poor
Quality
Unreliable
Supplier
Machine
BreakdownInefficient
Layout
Bad
Design
Lengthy
Setups
WaterLev
el
-
8/12/2019 Chap7 Lean
10/287-10
Water Flows Smoothly
(Problems Pulverized)
WaterLev
el
-
8/12/2019 Chap7 Lean
11/287-11
Affects every aspect of plant operationsLot sizing
Scheduling
Layout
Suppliers
Labor relations
Affects the rest of the firm
EngineeringMarketing
HR
Finance
The Lean System
-
8/12/2019 Chap7 Lean
12/287-12
Production horizon set according to demand
Production schedule repeated each day
Supply & demand matched through takttime concept (speed of
output)
Level production to create uniform load
Strive for production of lot size one
Produce the right quantity each daynomore and no less.
Stabilizing the Master Schedule
-
8/12/2019 Chap7 Lean
13/287-13
Kanban means marker
A pull production system
A physical (normally visual) control systemNormally composed of
cards and containers
(productioncard andwithdrawalcard), but
can be any type of signalNumber of containers:
Kanban System
C
DTn
-
8/12/2019 Chap7 Lean
14/28
7-14
The Kanban System
Signals the need for more parts
The Kanban system uses simple cards or signals to
strictly control production
The basic idea is that no station is permitted toproduce more
than is immediately required by the
succeeding station
This simple idea prevents the buildup of inventory
Reducing lead time is the key
No computer is required!
-
8/12/2019 Chap7 Lean
15/28
7-15
Figure 7.4: Kanban System
-
8/12/2019 Chap7 Lean
16/28
7-16
Figure 7.5: Kanban Cards
-
8/12/2019 Chap7 Lean
17/28
7-17
Examples of Kanban Signals
Kanban cards
Tags on a board
Golf balls
Lights
Faxes/phone callsYelling
-
8/12/2019 Chap7 Lean
18/28
7-18
Reducing Setup Times andLot Sizes
Reducing setup times:increases available capacity
increases flexibility
reduces inventory
Reduce setup times and run times simultaneously
to reduce lot sizes and throughput times
Single-digit setup Times (Shigeo Shingo [d. 1990]or SMED
System)
Small lots require short setups!
-
8/12/2019 Chap7 Lean
19/28
7-19
Figure 7.7: Initial Layout Before Lean
Stockrooms
Supplier A Supplier B
Final
AssemblyWork Centers
-
8/12/2019 Chap7 Lean
20/28
7-20
Lean Layout
FinalAssembly
Supplier A Supplier B
-
8/12/2019 Chap7 Lean
21/28
7-21
Lean Layout with Group TechnologyFinal
Assembly
Supplier A Supplier B
Line 1
Line 2
-
8/12/2019 Chap7 Lean
22/28
7-22
Engaging Workers
Multifunction workers
Cross-training
New pay system to reflect skills varietyTeamwork
Suggestion systems
Need full worker understanding andcooperation
-
8/12/2019 Chap7 Lean
23/28
7-23
Guaranteeing Quality
Quality is essential in a lean system
Defects produce waste
No inventory to cover up mistakesDefects discovered quickly by
the next process
System designed to expose errors and get them
correctedMakes continuous improvement possible
-
8/12/2019 Chap7 Lean
24/28
7-24
Changing Relationships with
SuppliersSuppliers required to make radical changes
Viewed as the external factory
Co-locationFewer suppliers
Frequent deliveries to production line
No inspectionhigh qualityIntegrated supplier programs
-
8/12/2019 Chap7 Lean
25/28
7-25
Features of Integrated Supplier Programs
1. Early supplier selection, preferably in the
design phase
2. Family of part sourcing to allow supplier to
take advantage of Group Technology
3. Long-term relationships with small number of
suppliers
4. Paperwork reduction in receiving and
inspection to reduce costs
-
8/12/2019 Chap7 Lean
26/28
7-26
Implementation of Lean Systems
Establish a cross-functional team
Determine what value the customer needs
Construct a value stream map and use it to eliminate
waste
Flow or pull demand from the customer
Implement the changes
Repeat the cycle on another process
-
8/12/2019 Chap7 Lean
27/28
7-27
Summary
Evolution of Lean
Lean Tenets
The Lean System
Stabilizing the Master Schedule
Controlling Flow with the Kanban System
Reducing Setup Time and Lot Sizes
Changing Layout and Maintaining Equipment
Cross-Training, Rewarding, and Engaging WorkersGuaranteeing
Quality
Changing Relationships with Suppliers
Implementation of Lean
-
8/12/2019 Chap7 Lean
28/28
28
End of Chapter Seven