
Available for General Steels and for Stainless Steels
Being the best through innovationCARBIDE INSERT

SELECTION GUIDE
32 • phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
ITEM MODEL DESCRIPTION PAGE
i / i-Dream Drill General
/ i-Dream Drill INOX
i / i-Dream Drill General
/ i-Dream Drill INOX
i / i-Dream Drill General
/ i-Dream Drill INOX
i / i-Dream Drill General
/ i-Dream Drill INOX
i / i-Dream Drill General
/ i-Dream Drill INOX
i / i-Dream Drill General
/ i-Dream Drill INOX
RECOMMENDED CUTTING CONDITIONS
YA1A / YB1A
YA2C / YB2C
YB1A / YC1A
YB2C / YC2C
YC1A / YD1A
YC2C / YD2C
YE1A / YF1A
YE2C / YF2C
YG1A / YH1A
YG2C / YH2C
Y I 1A / YJ1A
Y I 2C / YJ2C
34
35
36
37
38
39
40
Comparison with Split Point Drill, Spade Drill & Dream Drill

i-DREAM DRILLS, CARBIDE INSERT
33•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◎
◎
◎
◎
◎
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◎
◎
◎
◎
◎
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◯
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◯
◯
◯
◯
◯
◯
◯
◯
◯
◯
◯
◯
Non-alloyedSteels,Free
MachiningSteels
Carbon Steels Alloy Steels High Alloyed steels Structural Steels Tool Steels StainlessSteels Cast lron Aluminum Copper
Alloys
~HRc24(~HB250)
~HRc28(~HB275)
HRc28~(HB275~)
~HRc28(~HB275)
HRc28~(HB275~)
~HRc37(~HB350)
HRc37~(HB350~)
~HRc24(~HB250)
HRc24~(HB250~)
~HRc13(~HB200)
HRc13~(HB200~)
~HRc28(~HB275)
~HRc19(~HB220)
HRc19~(HB220~)
~HRc8(~HB180) ~HB110
◎ : (Excellent)◯ : (Good)

34 • phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
i-DREAM DRILL INSERTS & HOLDERS
YB1A / YB2CYA1A / YA2C
-Features of i-Dresm Drill Holders
▶Special Alloy Steels that maintains its hardness and toughnessunder high temperatures.
▶Innovative surface treatment that improves wear resistance andreduces corrosion.
▶High Performance flute design allowing maximum chip evacuationand minimum interference.
-Features of i-Dresm Drill Inserts
▶Secure and accurate seating resulting in accurate repeatabilityand concentricity.
i-Dream Drill General▶ / For most steels materials
i-Dream Drill INOX :▶
For tough,ductile materials and stainless steels▶ / Light,sharp cutting edge▶ / Soft cutting action▶ / Minimize cutting forces▶ / Reduce built-up edge
Insert EDP No.
General(TiAlN)
INOX(TiCN) dec. frac. mm
Insert O.D.
h7 HolderEDP No.
OverallLength
L3 Ref.
FluteLength
L1
FlangeDia.
FD
ShankLength
L2
ShankDia.
SD
ClampingScrew No.
TX1213T08
3D ZH120030205D ZH120050207D ZH12007020
20 50 255277101
121146170
20 50 2554 80106
122148174
20 50 255683110
124151178
20 50 255785113
125153181
20 50 255988117
126155184
3D ZH125030205D ZH125050207D ZH12507020
3D ZH130030205D ZH130050207D ZH13007020
3D ZH135030205D ZH135050207D ZH13507020
3D ZH140030205D ZH140050207D ZH14007020
TX1415T08
YA1A1200YA1A1210YA1A1220YA1A1230YA1A1250YA1A1260YA1A1270YA1A1280YA1A1290YA1A1300YA1A1310YA1A1320YA1A1349YA1A1350YA1A1360YA1A1370YA1A1380YA1A1389YB1A1400YB1A1410YB1A1420YB1A1429YB1A1430YB1A1440
YA2C1200YA2C1210YA2C1220YA2C1230YA2C1250YA2C1260YA2C1270YA2C1280YA2C1290YA2C1300YA2C1310YA2C1320YA2C1349YA2C1350YA2C1360YA2C1370YA2C1380YA2C1389YB2C1400YB2C1410YB2C1420YB2C1429YB2C1430YB2C1440
0.4724 12.000.4764 12.100.4803 12.200.4844 31/64 12.300.4921 12.500.4961 12.600.5000 1/2 12.700.5039 12.800.5079 12.900.5118 13.000.5156 33/64 13.100.5197 13.200.5312 17/32 13.490.5315 13.500.5354 13.600.5394 13.700.5433 13.800.5469 35/64 13.890.5512 14.000.5551 14.100.5591 14.200.5625 9/16 14.290.5630 14.300.5669 14.40
SeriesRange
(mm)
BØ14.00
toØ15.99
AØ12.00
toØ13.99
DrillingDepth
Coating : TiN, TiCN, TiAlN & Hardslick are available on your request.
◎
◯
Y*1A
Y*2C
◎
◯
◎ ◎
◯
◎ ◎ ◎ ◎
◯
◎ ◎
◯
◎
◎
◎ ◎
◯ ◯
Non-alloyedSteels,Free
MachiningSteels
Carbon Steels
~HRc24(~HB250)
~HRc28(~HB275)
HRc28~(HB275~)
Alloy Steels
~HRc28(~HB275)
HRc28~(HB275~)
High Alloyedsteels
~HRc37(~HB350)
HRc37~(HB350~)
Structural Steels
~HRc24(~HB250)
HRc24~(HB250~)
Tool Steels StainlessSteels Cast lron Aluminum Copper
Alloys
~HRc13(~HB200)
HRc13~(HB200~)
~HRc28(~HB275)
~HRc19(~HB220)
HRc19~(HB220~)
~HRc8(~HB180) ~HB110
◎ : (Excellent) ◯ : (Good)
cutting conditions:p.40~41

35•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
i-DREAM DRILL INSERTS & HOLDERS
Coating : TiN, TiCN, TiAlN & Hardslick are available on your request.
YC1A / YC2CYB1A / YB2C
TX1415T08
YB1A1450YB1A1460YB1A1468YB1A1480YB1A1500YB1A1508YB1A1510YB1A1520YB1A1530YB1A1548YB1A1550YB1A1560YB1A1570YB1A1580YB1A1587YC1A1600YC1A1609YC1A1620YC1A1627YC1A1630YC1A1650YC1A1667YC1A1680
YB2C1450YB2C1460YB2C1468YB2C1480YB2C1500YB2C1508YB2C1510YB2C1520YB2C1530YB2C1548YB2C1550YB2C1560YB2C1570YB2C1580YB2C1587YC2C1600YC2C1609YC2C1620YC2C1627YC2C1630YC2C1650YC2C1667YC2C1680
0.5709 14.500.5748 14.600.5781 37/64 14.680.5827 14.800.5906 15.000.5938 19/32 15.080.5945 15.100.5984 15.200.6024 15.300.6094 39/64 15.480.6102 15.500.6142 15.600.6181 15.700.6220 15.800.6250 5/8 15.870.6299 16.000.6335 16.090.6378 16.200.6406 41/64 16.270.6417 16.300.6496 16.500.6562 21/32 16.670.6614 16.80
BØ14.00
toØ15.99
20 50 256394125
130161192
20 50 256597128
131163194
3D ZH150030205D ZH150050207D ZH15007020
3D ZH155030205D ZH155050207D ZH15507020
TX1617T08
3D ZH160030205D ZH160050207D ZH16007020
20 50 256598131
131164197
20 50 2567101134
133167200
3D ZH165030205D ZH165050207D ZH16507020
CØ16.00
toØ17.99
20 50 256191121
128158188
3D ZH145030205D ZH145050207D ZH14507020
-Features of i-Dresm Drill Holders
▶Special Alloy Steels that maintains its hardness and toughnessunder high temperatures.
▶Innovative surface treatment that improves wear resistance andreduces corrosion.
▶High Performance flute design allowing maximum chip evacuationand minimum interference.
-Features of i-Dresm Drill Inserts
▶Secure and accurate seating resulting in accurate repeatabilityand concentricity.
i-Dream Drill General▶ / For most steels materials
i-Dream Drill INOX :▶
For tough,ductile materials and stainless steels▶ / Light,sharp cutting edge▶ / Soft cutting action▶ / Minimize cutting forces▶ / Reduce built-up edge
◎
◯
Y*1A
Y*2C
◎
◯
◎ ◎
◯
◎ ◎ ◎ ◎
◯
◎ ◎
◯
◎
◎
◎ ◎
◯ ◯
Non-alloyedSteels,Free
MachiningSteels
Carbon Steels
~HRc24(~HB250)
~HRc28(~HB275)
HRc28~(HB275~)
Alloy Steels
~HRc28(~HB275)
HRc28~(HB275~)
High Alloyedsteels
~HRc37(~HB350)
HRc37~(HB350~)
Structural Steels
~HRc24(~HB250)
HRc24~(HB250~)
Tool Steels StainlessSteels Cast lron Aluminum Copper
Alloys
~HRc13(~HB200)
HRc13~(HB200~)
~HRc28(~HB275)
~HRc19(~HB220)
HRc19~(HB220~)
~HRc8(~HB180) ~HB110
◎ : (Excellent) ◯ : (Good)
cutting conditions:p.40~41
Insert EDP No.
General(TiAlN)
INOX(TiCN) dec. frac. mm
Insert O.D.
h7 HolderEDP No.
OverallLength
L3 Ref.
FluteLength
L1
FlangeDia.
FD
ShankLength
L2
ShankDia.
SD
ClampingScrew No.
SeriesRange
(mm)
DrillingDepth

36 • phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
i-DREAM DRILL INSERTS & HOLDERS
YD1A1800
YD1A1826
YD1A1850YD1A1865YD1A1880YD1A1900YD1A1905YD1A1927YD1A1945YD1A1950YD1A1980YD1A1984
YD2C1800
YD2C1826
YD2C1850YD2C1865YD2C1880YD2C1900YD2C1905YD2C1927YD2C1945YD2C1950YD2C1980YD2C1984
0.7087 18.00
0.7188 23/32 18.26
0.7283 18.500.7344 47/64 18.650.7402 18.800.7480 19.000.7500 3/4 19.050.7587 19.270.7656 49/64 19.450.7677 19.500.7795 19.800.7812 25/32 19.84
Coating : TiN, TiCN, TiAlN & Hardslick are available on your request.
25 56 3272109146
149186223
25 56 3274112150
150188226
25 56 3276115154
152191230
3D ZH180030255D ZH180050257D ZH180070253D ZH185030255D ZH185050257D ZH18507025
3D ZH190030255D ZH190050257D ZH19007025
25 56 3277117157
153193233
3D ZH195030255D ZH195050257D ZH19507025
TX1819T15
DØ18.00
toØ19.99
YD1A / YD2CYC1A / YC2C
YC1A1700YC1A1707YC1A1746YC1A1750YC1A1780YC1A1786
YC2C1700YC2C1707YC2C1746YC2C1750YC2C1780YC2C1786
0.6693 17.000.6919 43/64 17.070.6875 11/16 17.460.6890 17.500.7008 17.800.7031 45/64 17.86
TX1617T08
20 50 2569104139
134169204
3D ZH170030205D ZH170050207D ZH17007020
CØ16.00
toØ17.99 20 50 25
70106142
135171207
3D ZH175030205D ZH175050207D ZH17507020
-Features of i-Dresm Drill Holders
▶Special Alloy Steels that maintains its hardness and toughnessunder high temperatures.
▶Innovative surface treatment that improves wear resistance andreduces corrosion.
▶High Performance flute design allowing maximum chip evacuationand minimum interference.
-Features of i-Dresm Drill Inserts
▶Secure and accurate seating resulting in accurate repeatabilityand concentricity.
i-Dream Drill General▶ / For most steels materials
i-Dream Drill INOX :▶
For tough,ductile materials and stainless steels▶ / Light,sharp cutting edge▶ / Soft cutting action▶ / Minimize cutting forces▶ / Reduce built-up edge
◎
◯
Y*1A
Y*2C
◎
◯
◎ ◎
◯
◎ ◎ ◎ ◎
◯
◎ ◎
◯
◎
◎
◎ ◎
◯ ◯
Non-alloyedSteels,Free
MachiningSteels
Carbon Steels
~HRc24(~HB250)
~HRc28(~HB275)
HRc28~(HB275~)
Alloy Steels
~HRc28(~HB275)
HRc28~(HB275~)
High Alloyedsteels
~HRc37(~HB350)
HRc37~(HB350~)
Structural Steels
~HRc24(~HB250)
HRc24~(HB250~)
Tool Steels StainlessSteels Cast lron Aluminum Copper
Alloys
~HRc13(~HB200)
HRc13~(HB200~)
~HRc28(~HB275)
~HRc19(~HB220)
HRc19~(HB220~)
~HRc8(~HB180) ~HB110
◎ : (Excellent) ◯ : (Good)
cutting conditions:p.40~41
Insert EDP No.
General(TiAlN)
INOX(TiCN) dec. frac. mm
Insert O.D.
h7 HolderEDP No.
OverallLength
L3 Ref.
FluteLength
L1
FlangeDia.
FD
ShankLength
L2
ShankDia.
SD
ClampingScrew No.
SeriesRange
(mm)
DrillingDepth

37•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
i-DREAM DRILL INSERTS & HOLDERS
YF1A2200
YF1A2223
YF1A2250YF1A2262YF1A2270YF1A2300YF1A2302YF1A2342YF1A2350YF1A2370YF1A2381
YF2C2200
YF2C2223
YF2C2250YF2C2262YF2C2270YF2C2300YF2C2302YF2C2342YF2C2350YF2C2370YF2C2381
0.8661 22.00
0.8750 7/8 22.23
0.8858 22.500.8906 57/64 22.620.8937 22.700.9055 23.000.9062 29/32 23.020.9219 59/64 23.420.9252 23.500.9331 23.700.9375 15/16 23.81
Coating : TiN, TiCN, TiAlN & Hardslick are available on your request.
TX2223T20
3D ZH220030255D ZH220050257D ZH22007025
25 56 3285129174
159203248
25 56 3286132178
159205251
25 56 3288135182
161208255
3D ZH225030255D ZH225050257D ZH225070253D ZH230030255D ZH230050257D ZH23007025
25 56 3290137185
163210258
3D ZH235030255D ZH235050257D ZH23507025
FØ22.00
toØ23.99
YF1A / YF2CYE1A / YE2C
YE1A2000
YE1A2024
YE1A2050YE1A2064YE1A2070YE1A2100YE1A2103YE1A2143YE1A2150YE1A2170YE1A2183
YE2C2000
YE2C2024
YE2C2050YE2C2064YE2C2070YE2C2100YE2C2103YE2C2143YE2C2150YE2C2170YE2C2183
0.7874 20.00
0.7969 51/64 20.24
0.8071 20.500.8125 13/16 20.640.8150 20.700.8268 21.000.8281 53/64 21.030.8438 27/32 21.430.8465 21.500.8543 21.700.8594 55/64 21.83
25 56 3279121163
154196238
25 56 3283126170
157200244
25 56 3277118159
152193234
3D ZH200030255D ZH200050257D ZH200070253D ZH205030255D ZH205050257D ZH20507025
25 56 3281124167
156199242
3D ZH210030255D ZH210050257D ZH210070253D ZH215030255D ZH215050257D ZH21507025
TX2021T20
EØ20.00
toØ21.99
-Features of i-Dresm Drill Holders
▶Special Alloy Steels that maintains its hardness and toughnessunder high temperatures.
▶Innovative surface treatment that improves wear resistance andreduces corrosion.
▶High Performance flute design allowing maximum chip evacuationand minimum interference.
-Features of i-Dresm Drill Inserts
▶Secure and accurate seating resulting in accurate repeatabilityand concentricity.
i-Dream Drill General▶ / For most steels materials
i-Dream Drill INOX :▶
For tough,ductile materials and stainless steels▶ / Light,sharp cutting edge▶ / Soft cutting action▶ / Minimize cutting forces▶ / Reduce built-up edge
◎
◯
Y*1A
Y*2C
◎
◯
◎ ◎
◯
◎ ◎ ◎ ◎
◯
◎ ◎
◯
◎
◎
◎ ◎
◯ ◯
Non-alloyedSteels,Free
MachiningSteels
Carbon Steels
~HRc24(~HB250)
~HRc28(~HB275)
HRc28~(HB275~)
Alloy Steels
~HRc28(~HB275)
HRc28~(HB275~)
High Alloyedsteels
~HRc37(~HB350)
HRc37~(HB350~)
Structural Steels
~HRc24(~HB250)
HRc24~(HB250~)
Tool Steels StainlessSteels Cast lron Aluminum Copper
Alloys
~HRc13(~HB200)
HRc13~(HB200~)
~HRc28(~HB275)
~HRc19(~HB220)
HRc19~(HB220~)
~HRc8(~HB180) ~HB110
◎ : (Excellent) ◯ : (Good)
cutting conditions:p.40~41
Insert EDP No.
General(TiAlN)
INOX(TiCN) dec. frac. mm
Insert O.D.
h7 HolderEDP No.
OverallLength
L3 Ref.
FluteLength
L1
FlangeDia.
FD
ShankLength
L2
ShankDia.
SD
ClampingScrew No.
SeriesRange
(mm)
DrillingDepth

38 • phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
YH1A2600
YH1A2619
YH1A2650YH1A2659YH1A2699
YH1A2700
YH1A2750
YH1A2778
YH2C2600
YH2C2619
YH2C2650YH2C2659YH2C2699
YH2C2700
YH2C2750
YH2C2778
1.0236 26.00
1.0312 1*1/32 26.19
1.0433 26.501.0469 1*3/64 26.591.0625 1*1/16 26.99
1.0630 27.00
1.0827 27.50
1.0938 1*3/32 27.78
Coating : TiN, TiCN, TiAlN & Hardslick are available on your request.
32 60 3799152205
178231284
32 60 37103159214
181237292
32 60 3798150202
177229281
3D ZH260030325D ZH260050327D ZH260070323D ZH265030325D ZH265050327D ZH26507032
32 60 37101155209
180234288
3D ZH270030325D ZH270050327D ZH270070323D ZH275030325D ZH275050327D ZH27507032
TX2627T25
HØ26.00
toØ27.99
i-DREAM DRILL INSERTS & HOLDERS
YH1A / YH2CYG1A / YG2C
YG1A2400
YG1A2421
YG1A2450YG1A2461YG1A2470
YG1A2500
YG1A2540
YG1A2550YG1A2567YG1A2570YG1A2580
YG2C2400
YG2C2421
YG2C2450YG2C2461YG2C2470
YG2C2500
YG2C2540
YG2C2550YG2C2567YG2C2570YG2C2580
0.9449 24.00
0.9531 61/64 24.21
0.9646 24.500.9688 31/32 24.610.9724 24.70
0.9843 63/64 25.00
1.0000 1 25.40
1.0039 25.501.0106 25.671.0118 25.701.0156 1*1/64 25.80
32 60 3791140189
172221270
32 60 3793143193
173223273
32 60 3795146197
175226277
3D ZH240030325D ZH240050327D ZH240070323D ZH245030325D ZH245050327D ZH245070323D ZH250030325D ZH250050327D ZH25007032
32 60 3797148200
177228280
3D ZH255030325D ZH255050327D ZH25507032
TX2425T20
GØ24.00
toØ25.99
-Features of i-Dresm Drill Holders
▶Special Alloy Steels that maintains its hardness and toughnessunder high temperatures.
▶Innovative surface treatment that improves wear resistance andreduces corrosion.
▶High Performance flute design allowing maximum chip evacuationand minimum interference.
-Features of i-Dresm Drill Inserts
▶Secure and accurate seating resulting in accurate repeatabilityand concentricity.
i-Dream Drill General▶ / For most steels materials
i-Dream Drill INOX :▶
For tough,ductile materials and stainless steels▶ / Light,sharp cutting edge▶ / Soft cutting action▶ / Minimize cutting forces▶ / Reduce built-up edge
◎
◯
Y*1A
Y*2C
◎
◯
◎ ◎
◯
◎ ◎ ◎ ◎
◯
◎ ◎
◯
◎
◎
◎ ◎
◯ ◯
Non-alloyedSteels,Free
MachiningSteels
Carbon Steels
~HRc24(~HB250)
~HRc28(~HB275)
HRc28~(HB275~)
Alloy Steels
~HRc28(~HB275)
HRc28~(HB275~)
High Alloyedsteels
~HRc37(~HB350)
HRc37~(HB350~)
Structural Steels
~HRc24(~HB250)
HRc24~(HB250~)
Tool Steels StainlessSteels Cast lron Aluminum Copper
Alloys
~HRc13(~HB200)
HRc13~(HB200~)
~HRc28(~HB275)
~HRc19(~HB220)
HRc19~(HB220~)
~HRc8(~HB180) ~HB110
◎ : (Excellent) ◯ : (Good)
cutting conditions:p.40~41
Insert EDP No.
General(TiAlN)
INOX(TiCN) dec. frac. mm
Insert O.D.
h7 HolderEDP No.
OverallLength
L3 Ref.
FluteLength
L1
FlangeDia.
FD
ShankLength
L2
ShankDia.
SD
ClampingScrew No.
SeriesRange
(mm)
DrillingDepth

39•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
YJ1A3000
YJ1A3016
YJ1A3050YJ1A3056YJ1A3096
YJ1A3100
YJ1A3150
YJ1A3175
YJ2C3000
YJ2C3016
YJ2C3050YJ2C3056YJ2C3096
YJ2C3100
YJ2C3150
YJ2C3175
1.1811 30.00
1.1875 1*3/16 30.16
1.2008 30.501.2031 1*11/64 30.561.2188 1*7/32 30.96
1.2205 31.00
1.2402 31.50
1.2500 1*1/4 31.75
32 60 37112172232
189249309
32 60 37114176238
190252314
32 60 37115177239
191253315
3D ZH300030325D ZH300050327D ZH300070323D ZH305030325D ZH305050327D ZH305070323D ZH310030325D ZH310050327D ZH31007032
32 60 37118182246
194258322
3D ZH315030325D ZH315050327D ZH31507032
TX3031T25
JØ30.00
toØ31.99
Coating : TiN, TiCN, TiAlN & Hardslick are available on your request.
i-DREAM DRILL INSERTS & HOLDERS
YJ1A / YJ2CYI1A / YI2C
YI1A2800
YI1A2818
YI1A2850
YI1A2858
YI1A2900
YI1A2937
YI1A2950
YI1A2977
YI2C2800
YI2C2818
YI2C2850
YI2C2858
YI2C2900
YI2C2937
YI2C2950
YI2C2977
1.1024 28.00
1.1094 1*7/64 28.18
1.1220 28.50
1.1250 1*1/8 28.58
1.1417 29.00
1.1562 1*5/32 29.37
1.1614 29.50
1.1719 1*11/64 29.77
TX2829T25
3D ZH280030325D ZH280050327D ZH28007032
32 60 37105161217
183239295
32 60 37106163220
184241298
32 60 37109168226
186245303
3D ZH285030325D ZH285050327D ZH285070323D ZH290030325D ZH290050327D ZH29007032
32 60 37110170229
187247306
3D ZH295030325D ZH295050327D ZH29507032
IØ28.00
toØ29.99
-Features of i-Dresm Drill Holders
▶Special Alloy Steels that maintains its hardness and toughnessunder high temperatures.
▶Innovative surface treatment that improves wear resistance andreduces corrosion.
▶High Performance flute design allowing maximum chip evacuationand minimum interference.
-Features of i-Dresm Drill Inserts
▶Secure and accurate seating resulting in accurate repeatabilityand concentricity.
i-Dream Drill General▶ / For most steels materials
i-Dream Drill INOX :▶
For tough,ductile materials and stainless steels▶ / Light,sharp cutting edge▶ / Soft cutting action▶ / Minimize cutting forces▶ / Reduce built-up edge
◎
◯
Y*1A
Y*2C
◎
◯
◎ ◎
◯
◎ ◎ ◎ ◎
◯
◎ ◎
◯
◎
◎
◎ ◎
◯ ◯
Non-alloyedSteels,Free
MachiningSteels
Carbon Steels
~HRc24(~HB250)
~HRc28(~HB275)
HRc28~(HB275~)
Alloy Steels
~HRc28(~HB275)
HRc28~(HB275~)
High Alloyedsteels
~HRc37(~HB350)
HRc37~(HB350~)
Structural Steels
~HRc24(~HB250)
HRc24~(HB250~)
Tool Steels StainlessSteels Cast lron Aluminum Copper
Alloys
~HRc13(~HB200)
HRc13~(HB200~)
~HRc28(~HB275)
~HRc19(~HB220)
HRc19~(HB220~)
~HRc8(~HB180) ~HB110
◎ : (Excellent) ◯ : (Good)
cutting conditions:p.40~41
Insert EDP No.
General(TiAlN)
INOX(TiCN) dec. frac. mm
Insert O.D.
h7 HolderEDP No.
OverallLength
L3 Ref.
FluteLength
L1
FlangeDia.
FD
ShankLength
L2
ShankDia.
SD
ClampingScrew No.
SeriesRange
(mm)
DrillingDepth
40 • phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
RECOMMENDED CUTTING CONDITIONS
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
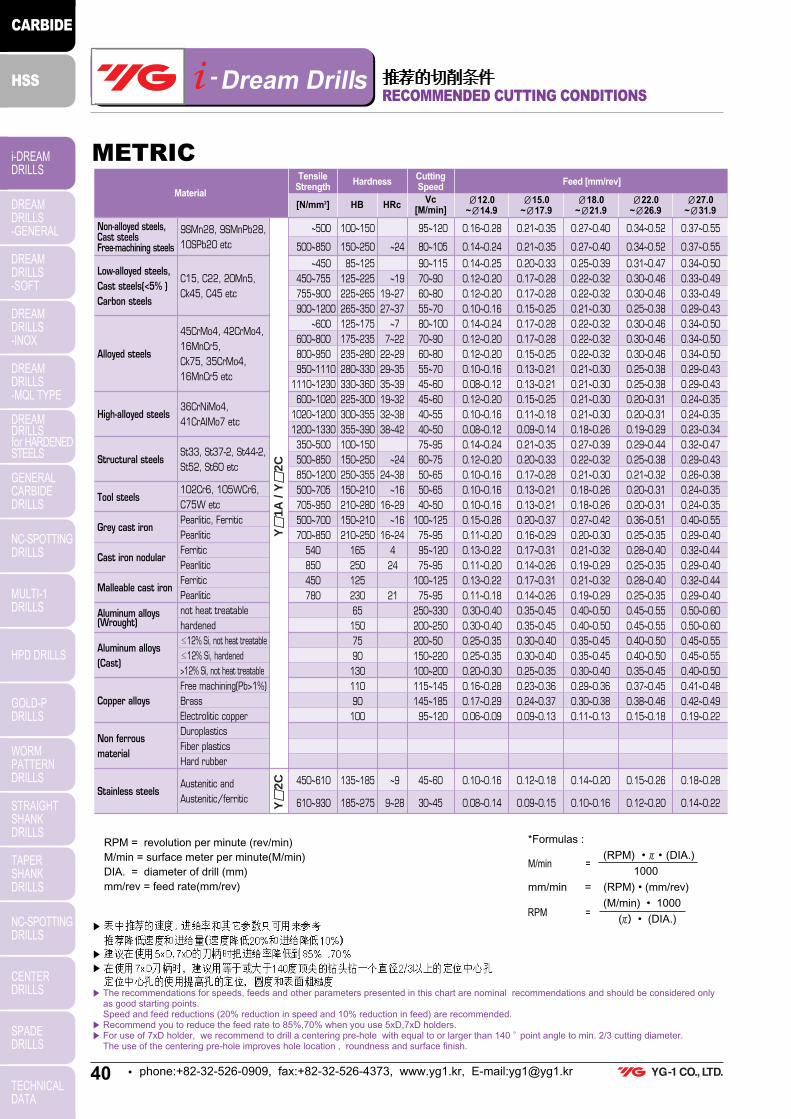
METRIC
RPM = revolution per minute (rev/min)M/min = surface meter per minute(M/min)DIA. = diameter of drill (mm)mm/rev = feed rate(mm/rev)
▶
▶
▶
▶ The recommendations for speeds, feeds and other parameters presented in this chart are nominal recommendations and should be considered onlyas good starting points. Speed and feed reductions (20% reduction in speed and 10% reduction in feed) are recommended.
▶Recommend you to reduce the feed rate to 85%,70% when you use 5xD,7xD holders.▶ For use of 7xD holder, we recommend to drill a centering pre-hole with equal to or larger than 140 。point angle to min. 2/3 cutting diameter.
The use of the centering pre-hole improves hole location , roundness and surface finish.
*Formulas :
(RPM) • π• (DIA.)
1000
mm/min = (RPM) • (mm/rev)
(M/min) • 1000
(π) • (DIA.)RPM =
M/min =
Material
TensileStrength
[N/mm2] HB HRc Vc[M/min]
Ø12.0~Ø14.9
Ø15.0~Ø17.9
Ø18.0~Ø21.9
Ø22.0~Ø26.9
Ø27.0~Ø31.9
Hardness CuttingSpeed Feed [mm/rev]
Copper alloys
Non ferrous material
Tool steels
Pearlitic, FerriticPearliticFerriticPearliticFerriticPearliticnot heat treatablehardened≤12% Si, not heat treatable≤12% Si, hardened>12% Si, not heat treatableFree machining(Pb>1%)BrassElectrolitic copperDuroplasticsFiber plasticsHard rubber
102Cr6, 105WCr6, C75W etc
Non-alloyed steels, Cast steelsFree-machining steels
9SMn28, 9SMnPb28, 10SPb20 etc
Low-alloyed steels, Cast steels(<5% )Carbon steels
C15, C22, 20Mn5,Ck45, C45 etc
Alloyed steels
45CrMo4, 42CrMo4,16MnCr5,Ck75, 35CrMo4, 16MnCr5 etc
High-alloyed steels36CrNiMo4, 41CrAIMo7 etc
Structural steels
Grey cast iron
Cast iron nodular
Malleable cast iron
Aluminum alloys(Wrought)
Aluminum alloys(Cast)
St33, St37-2, St44-2,St52, St60 etc
Stainless steelsAustenitic andAustenitic/ferritic
~500 100~150 95~120 0.16~0.28 0.21~0.35 0.27~0.40 0.34~0.52 0.37~0.55
500~850 150~250 ~24 80~105 0.14~0.24 0.21~0.35 0.27~0.40 0.34~0.52 0.37~0.55
~450 85~125 90~115 0.14~0.25 0.20~0.33 0.25~0.39 0.31~0.47 0.34~0.50450~755 125~225 ~19 70~90 0.12~0.20 0.17~0.28 0.22~0.32 0.30~0.46 0.33~0.49755~900 225~265 19~27 60~80 0.12~0.20 0.17~0.28 0.22~0.32 0.30~0.46 0.33~0.49900~1200 265~350 27~37 55~70 0.10~0.16 0.15~0.25 0.21~0.30 0.25~0.38 0.29~0.43
~600 125~175 ~7 80~100 0.14~0.24 0.17~0.28 0.22~0.32 0.30~0.46 0.34~0.50600~800 175~235 7~22 70~90 0.12~0.20 0.17~0.28 0.22~0.32 0.30~0.46 0.34~0.50800~950 235~280 22~29 60~80 0.12~0.20 0.15~0.25 0.22~0.32 0.30~0.46 0.34~0.50950~1110 280~330 29~35 55~70 0.10~0.16 0.13~0.21 0.21~0.30 0.25~0.38 0.29~0.43
1110~1230 330~360 35~39 45~60 0.08~0.12 0.13~0.21 0.21~0.30 0.25~0.38 0.29~0.43600~1020 225~300 19~32 45~60 0.12~0.20 0.15~0.25 0.21~0.30 0.20~0.31 0.24~0.35
1020~1200 300~355 32~38 40~55 0.10~0.16 0.11~0.18 0.21~0.30 0.20~0.31 0.24~0.351200~1330 355~390 38~42 40~50 0.08~0.12 0.09~0.14 0.18~0.26 0.19~0.29 0.23~0.34350~500 100~150 75~95 0.14~0.24 0.21~0.35 0.27~0.39 0.29~0.44 0.32~0.47500~850 150~250 ~24 60~75 0.12~0.20 0.20~0.33 0.22~0.32 0.25~0.38 0.29~0.43 850~1200 250~355 24~38 50~65 0.10~0.16 0.17~0.28 0.21~0.30 0.21~0.32 0.26~0.38500~705 150~210 ~16 50~65 0.10~0.16 0.13~0.21 0.18~0.26 0.20~0.31 0.24~0.35705~950 210~280 16~29 40~50 0.10~0.16 0.13~0.21 0.18~0.26 0.20~0.31 0.24~0.35500~700 150~210 ~16 100~125 0.15~0.26 0.20~0.37 0.27~0.42 0.36~0.51 0.40~0.55700~850 210~250 16~24 75~95 0.11~0.20 0.16~0.29 0.20~0.30 0.25~0.35 0.29~0.40
540 165 4 95~120 0.13~0.22 0.17~0.31 0.21~0.32 0.28~0.40 0.32~0.44850 250 24 75~95 0.11~0.20 0.14~0.26 0.19~0.29 0.25~0.35 0.29~0.40450 125 100~125 0.13~0.22 0.17~0.31 0.21~0.32 0.28~0.40 0.32~0.44780 230 21 75~95 0.11~0.18 0.14~0.26 0.19~0.29 0.25~0.35 0.29~0.40
65 250~330 0.30~0.40 0.35~0.45 0.40~0.50 0.45~0.55 0.50~0.60150 200~250 0.30~0.40 0.35~0.45 0.40~0.50 0.45~0.55 0.50~0.6075 200~50 0.25~0.35 0.30~0.40 0.35~0.45 0.40~0.50 0.45~0.5590 150~220 0.25~0.35 0.30~0.40 0.35~0.45 0.40~0.50 0.45~0.55130 100~200 0.20~0.30 0.25~0.35 0.30~0.40 0.35~0.45 0.40~0.50110 115~145 0.16~0.28 0.23~0.36 0.29~0.36 0.37~0.45 0.41~0.4890 145~185 0.17~0.29 0.24~0.37 0.30~0.38 0.38~0.46 0.42~0.49100 95~120 0.06~0.09 0.09~0.13 0.11~0.13 0.15~0.18 0.19~0.22
450~610 135~185 ~9 45~60 0.10~0.16 0.12~0.18 0.14~0.20 0.15~0.26 0.18~0.28
610~930 185~275 9~28 30~45 0.08~0.14 0.09~0.15 0.10~0.16 0.12~0.20 0.14~0.22
Y□
1A /
Y□
2CY□
2C

41•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
RECOMMENDED CUTTING CONDITIONS
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
INCH
Material
TensileStrength
MPa HB HRc Vc[SFM]
Ø31/64~Ø37/64
Ø19/32~Ø45/64
Ø23/32~Ø55/64
Ø7/8~Ø1-1/16
Ø1-3/32~Ø1-1/4
Hardness CuttingSpeed Feed [IPR]
RPM = revolution per minute (rev/min)SFM = surface feet per minute (ft/min)DIA. = diameter of drill (inch)IPR = feed rate (inch/rev) IPM = inch per minute penetration rate
▶
▶
▶
▶ The recommendations for speeds, feeds and other parameters presented in this chart are nominal recommendations and should be considered onlyas good starting points. Speed and feed reductions (20% reduction in speed and 10% reduction in feed) are recommended.
▶Recommend you to reduce the feed rate to 85%,70% when you use 5xD,7xD holders.▶ For use of 7xD holder, we recommend to drill a centering pre-hole with equal to or larger than 140 。point angle to min. 2/3 cutting diameter.
The use of the centering pre-hole improves hole location , roundness and surface finish.
*Formulas :
(RPM) • π• (DIA.)
12
IPM = (RPM) • (IPR)
(SFM) • 12
(π) • (DIA.)RPM =
SFM =
Copper alloys
Non ferrous material
Tool steels
Pearlitic, FerriticPearliticFerriticPearliticFerriticPearliticnot heat treatablehardened≤12% Si, not heat treatable≤12% Si, hardened>12% Si, not heat treatableFree machining(Pb>1%)BrassElectrolitic copperDuroplasticsFiber plasticsHard rubber
102Cr6, 105WCr6, C75W etc
Non-alloyed steels, Cast steelsFree-machining steels
9SMn28, 9SMnPb28, 10SPb20 etc
Low-alloyed steels, Cast steels(<5% )Carbon steels
C15, C22, 20Mn5,Ck45, C45 etc
Alloyed steels
45CrMo4, 42CrMo4,16MnCr5,Ck75, 35CrMo4, 16MnCr5 etc
High-alloyed steels36CrNiMo4, 41CrAIMo7 etc
Structural steels
Grey cast iron
Cast iron nodular
Malleable cast iron
Aluminum alloys(Wrought)
Aluminum alloys(Cast)
St33, St37-2, St44-2,St52, St60 etc
Stainless steelsAustenitic andAustenitic/ferritic
~500 100~150 312~394 0.006~0.011 0.008~0.014 0.011~0.016 0.013~0.020 0.015~0.022
500~850 150~250 ~24 262~344 0.006~0.009 0.008~0.014 0.011~0.016 0.013~0.020 0.015~0.022
~450 85~125 295~377 0.006~0.010 0.008~0.013 0.010~0.015 0.012~0.019 0.013~0.020450~755 125~225 ~19 230~295 0.005~0.008 0.007~0.011 0.009~0.013 0.012~0.018 0.013~0.019755~900 225~265 19~27 197~262 0.005~0.008 0.007~0.011 0.009~0.013 0.012~0.018 0.013~0.019900~1200 265~350 27~37 180~230 0.004~0.006 0.006~0.010 0.008~0.012 0.010~0.015 0.011~0.017
~600 125~175 ~7 262~328 0.006~0.009 0.007~0.011 0.009~0.013 0.012~0.018 0.013~0.020600~800 175~235 7~22 230~295 0.005~0.008 0.007~0.011 0.009~0.013 0.012~0.018 0.013~0.020800~950 235~280 22~29 197~262 0.005~0.008 0.006~0.010 0.009~0.013 0.012~0.018 0.013~0.020950~1110 280~330 29~35 180~230 0.004~0.006 0.005~0.008 0.008~0.012 0.010~0.015 0.011~0.017
1110~1230 330~360 35~39 148~197 0.003~0.005 0.005~0.008 0.008~0.012 0.010~0.015 0.011~0.017600~1020 225~300 19~32 148~197 0.005~0.008 0.006~0.010 0.008~0.012 0.008~0.012 0.009~0.014
1020~1200 300~355 32~38 131~180 0.004~0.006 0.004~0.007 0.008~0.012 0.008~0.012 0.009~0.0141200~1330 355~390 38~42 131~164 0.003~0.005 0.004~0.006 0.007~0.010 0.007~0.011 0.009~0.013350~500 100~150 246~312 0.006~0.009 0.008~0.014 0.011~0.015 0.011~0.017 0.013~0.019500~850 150~250 ~24 197~246 0.005~0.008 0.008~0.013 0.009~0.013 0.010~0.015 0.011~0.017850~1200 250~355 24~38 164~213 0.004~0.006 0.007~0.011 0.008~0.012 0.008~0.013 0.010~0.015500~705 150~210 ~16 164~213 0.004~0.006 0.005~0.008 0.007~0.010 0.008~0.012 0.009~0.014705~950 210~280 16~29 131~164 0.004~0.006 0.005~0.008 0.007~0.010 0.008~0.012 0.009~0.014500~700 150~210 ~16 328~410 0.006~0.010 0.008~0.015 0.011~0.017 0.014~0.020 0.016~0.022700~850 210~250 16~24 246~312 0.004~0.008 0.006~0.011 0.008~0.012 0.010~0.014 0.011~0.016
540 165 4 312~394 0.005~0.009 0.007~0.012 0.008~0.013 0.011~0.016 0.013~0.017850 250 24 246~312 0.004~0.008 0.006~0.010 0.007~0.011 0.010~0.014 0.011~0.016450 125 328~410 0.005~0.009 0.007~0.012 0.008~0.013 0.011~0.016 0.013~0.017780 230 21 246~312 0.004~0.007 0.006~0.010 0.007~0.011 0.010~0.014 0.011~0.016
65 820~1083 0.0118~0.0157 0.0138~0.0177 0.0157~0.0197 0.0177~0.0217 0.0197~0.0236150 656~820 0.0118~0.0157 0.0138~0.0177 0.0157~0.0197 0.0177~0.0217 0.0197~0.023675 656~820 0.0098~0.0138 0.0118~0.0157 0.0138~0.0177 0.0157~0.0197 0.0177~0.021790 492~722 0.0098~0.0138 0.0118~0.0157 0.0138~0.0177 0.0157~0.0197 0.0177~0.0217130 328~656 0.0079~0.0118 0.0098~0.0138 0.0118~0.0157 0.0138~0.0177 0.0157~0.0197110 377~476 0.006~0.011 0.009~0.014 0.011~0.014 0.015~0.018 0.016~0.01990 476~607 0.007~0.011 0.009~0.015 0.012~0.015 0.015~0.018 0.017~0.019100 312~394 0.002~0.004 0.004~0.005 0.004~0.005 0.006~0.007 0.007~0.009
450~610 135~185 ~9 145~197 0.004~0.006 0.005~0.007 0.006~0.008 0.006~0.011 0.007~0.011
610~930 185~275 9~28 89~145 0.003~0.005 0.004~0.006 0.004~0.006 0.005~0.008 0.006~0.009
Y□
1A /
Y□
2CY□
2C

42 • phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
ASSEMBLY OF i-DREAM DRILLS
Make sure to clean the insert andinsert seat.
Slide the drill insert into the slot of the holder and press down the insert to touch the bottom of the slot.
After confirming the insert is pressed down to the bottom of the slot,tighten the screw using anti-seize compound.
Use the wing type or T-type wrench.
▶
Need to use appropriate wrenches and screws as indicated.▶
It’s important to tighten up the screw properly.
WRENCH TYPE PRODUCT No. T-HANDLE No. SERIES (SIZE)
A (Ø12.00~Ø13.99)
B (Ø14.00~Ø15.99)
C (Ø16.00~Ø17.99)
D (Ø18.00~Ø19.99)
E, F, G (Ø20.00~Ø25.99)
H, I, J (Ø26.00~Ø31.99)
TWWT08
TWBT15
TWBT20
TWBT25
─
TWH600
WING TYPE
TORX BIT TYPE

43•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
CAUTION-NOT RECOMMENDABLE APPLICATION
Intersecting cross hole is bigger than the drill insert’sMargin Length.
Material with slanting entrance and exit over 7degree. (If drilling 7 degree or under slanting surface,reduce the feed about 30-50 %)
For drilling stacked plates, minimize the space between the plates.
The space stacked plates can cause insert breakage or poor chip control.
The material needs to be fixtured securelybefore drilling.
44 • phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
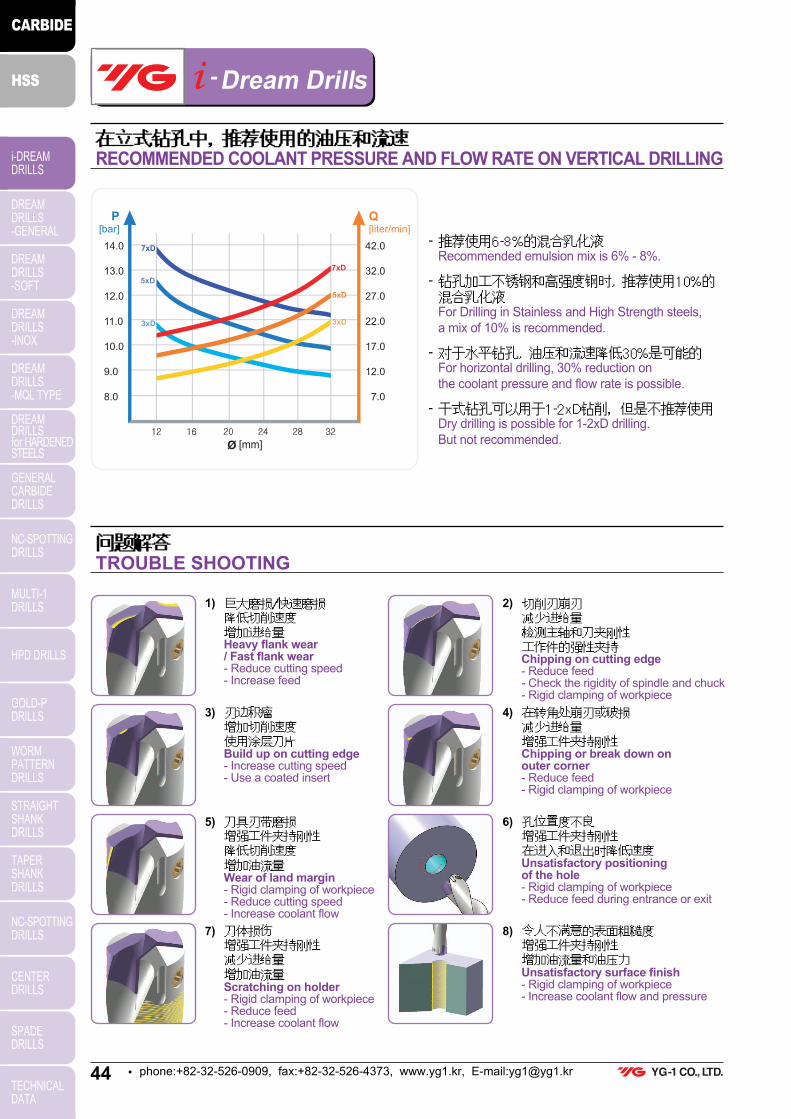
RECOMMENDED COOLANT PRESSURE AND FLOW RATE ON VERTICAL DRILLING
TROUBLE SHOOTING
-Recommended emulsion mix is 6% - 8%.
-
For Drilling in Stainless and High Strength steels, a mix of 10% is recommended.
-For horizontal drilling, 30% reduction on the coolant pressure and flow rate is possible.
-Dry drilling is possible for 1-2xD drilling. But not recommended.
1)
Heavy flank wear / Fast flank wear- Reduce cutting speed- Increase feed
2)
Chipping on cutting edge- Reduce feed- Check the rigidity of spindle and chuck- Rigid clamping of workpiece
3)
Build up on cutting edge- Increase cutting speed- Use a coated insert
4)
Chipping or break down on outer corner- Reduce feed- Rigid clamping of workpiece
5)
Wear of land margin- Rigid clamping of workpiece- Reduce cutting speed- Increase coolant flow
6)
Unsatisfactory positioning of the hole- Rigid clamping of workpiece- Reduce feed during entrance or exit
7)
Scratching on holder- Rigid clamping of workpiece- Reduce feed- Increase coolant flow
8)
Unsatisfactory surface finish- Rigid clamping of workpiece- Increase coolant flow and pressure

319•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
TECHNICALDATA
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-ALU
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
(1) TiN (Titanium Nitride) coating
Titanium Nitride gives the tool a higher performance in comparison to traditional non-coated drills.TiN coating, with good all-around properties, is recommended for the general application, i.e., attack by abrasive,adhesive and chemical wear in equal proportions.
(2) TiCN (Titanium Carbon Nitride) coating
TiCN coating should be employed when severe thermodynamic stress is expected, for example when drilling inhigh hardened steels or in mild steels with high speed and feed.
(3) TiAlN (Titanium Alumium Nitride) coating
The addition of Aluminum to the Titanium Nitride produces an increase in hardness and an exceptional increase inresistance to oxidation at high temperature.TiAlN coating is applied to drilling with severe thermal stress on cutting edges when continuous non-step feed, drycutting or high speed cutting.
(4) Properties of coating
Coating color
Hardness (Hv 0.05)
㎛Coating thickness(㎛)
°CMax. working temperature (°C)
Coefficient of friction against steels(dry)
TiAINTiCNTiNProperties
gold - yellow
2300
1〜4
600
0.4
blue - grey
3000
1〜4
400
0.4
violet - grey
3000
1〜5
800
0.4
HSSHSS/EHSS/CoPM
0 1000 2000 3000 4000
HMCERMET TiN
TiAINTiCN
Hv

320• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
TECHNICALDATA
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-ALU
DREAMDRILLS-MQL TYPE
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
DREAMDRILLSfor HARDENEDSTEELS
10 Drill sizes before Tapping
(1) Metric - ISO threads coarse pitch
(5) Selection of coating
M1M1.2M1.4M1.6M1.8M2M2.2M2.5
0.750.951.1
1.251.451.6
1.752.05
M3M3.5M4M5M6M7M8M9M10
2.52.93.34.25.06.06.87.88.5
M11M12M14M16M18M20M22M24M27
9.510.212.014.015.517.519.521.024.0
M30M33M36M39M42M45M48M52M56
26.529.532.035.037.540.543.047.050.5
Nominaldiameter
Drilldiameter
Nominaldiameter
Drilldiameter
Nominaldiameter
Drilldiameter
Nominaldiameter
Drilldiameter
(2) Metric ISO threads fine pitch
2.53
3.54
4.55
5.56
0.350.350.350.50.50.50.5
0.75
2.152.653.153.54
4.55
5.2
Nominaldiameter Tap Pitch Drill
diameter
Work-material HSS TWIST DRILLS CARBIDE DRILLS
Unalloyed steels
Steels < 1000 N/mm2
Steels > 1000 N/mm2
Stainless steels
Cast iron
Al-wrought alloys
Al-cast alloys
Copper (pure)
Brass
Bronze
TiCN, TiAlN
TiCN, TiAlN
TiCN, TiAlN
TiCN, TiAlN
TiCN, TiAlN
TiN
TiCN
CrN
TiCN
TiCN
TiCN, TiAlN
TiCN, TiAlN
TiCN, TiAlN
TiCN, TiAlN
TiAlN
TiN
TiCN
CrN
TiCN
TiCN
78899
101010
0.750.75
10.75
10.75
11.25
6.27.27
8.28
9.29
8.8
Nominaldiameter Tap Pitch Drill
diameter
321•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
TECHNICALDATA
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-ALU
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
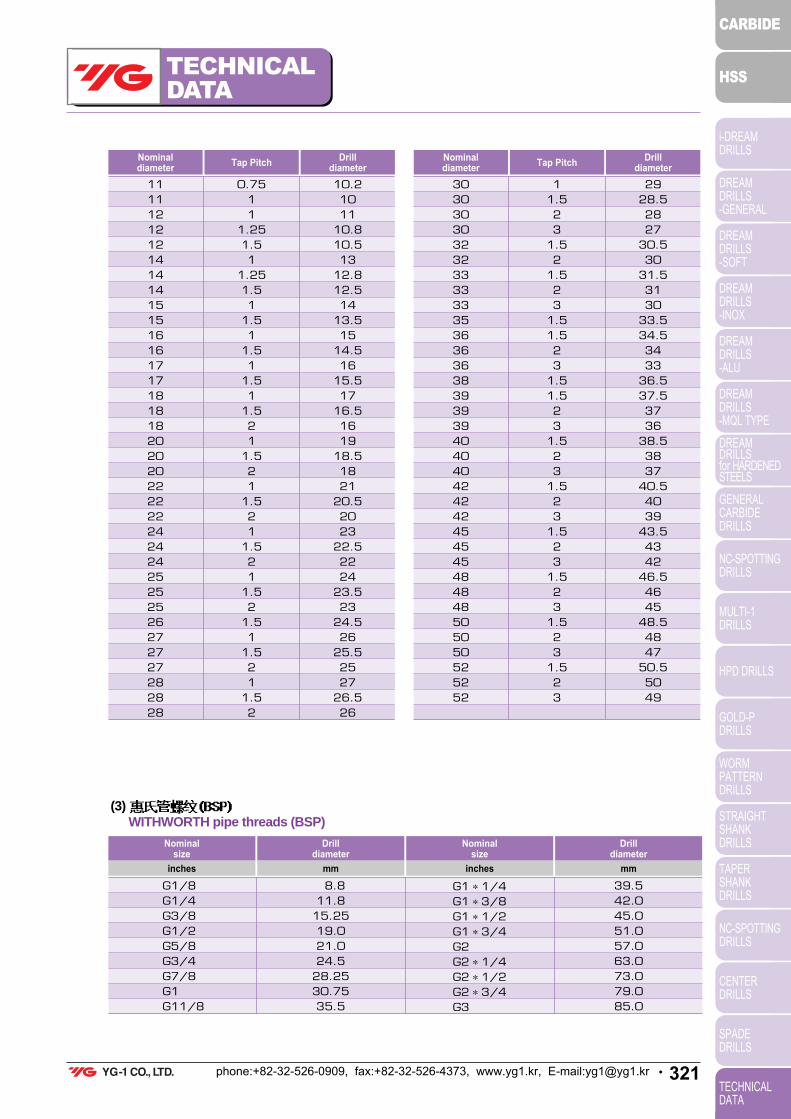
(3) WITHWORTH pipe threads (BSP)
G1/8G1/4G3/8G1/2G5/8G3/4G7/8G1G11/8
8.811.8
15.2519.021.024.5
28.2530.7535.5
G1*1/4G1*3/8G1*1/2G1*3/4G2G2*1/4G2*1/2G2*3/4G3
39.542.045.051.057.063.073.079.085.0
Nominalsize
inches
Drilldiameter
mm
Nominalsize
inches
Drilldiameter
mm
111112121214141415151616171718181820202022222224242425252526272727282828
0.7511
1.251.51
1.251.51
1.51
1.51
1.51
1.521
1.521
1.521
1.521
1.52
1.51
1.521
1.52
10.21011
10.810.513
12.812.514
13.515
14.516
15.517
16.51619
18.51821
20.52023
22.52224
23.523
24.526
25.52527
26.526
Nominaldiameter Tap Pitch Drill
diameter
3030303032323333333536363638393939404040424242454545484848505050525252
11.523
1.52
1.523
1.51.523
1.51.523
1.523
1.523
1.523
1.523
1.523
1.523
2928.52827
30.530
31.53130
33.534.53433
36.537.53736
38.53837
40.54039
43.54342
46.54645
48.54847
50.55049
Nominaldiameter Tap Pitch Drill
diameter

322• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
TECHNICALDATA
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-ALU
DREAMDRILLS-MQL TYPE
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
DREAMDRILLSfor HARDENEDSTEELS
No. 1No. 2No. 3No. 4No. 5No. 6No. 8No. 10No. 121/45/163/8
5350474338362925167F
5/16
1.511.781.992.262.582.713.453.84.5
5.116.537.94
9.3510.7112.3013.4916.6719.4422.2225.0028.1830.9534.13
7/161/29/165/83/47/811*1/81*1/41*3/81*1/2
U27/6431/6417/3221/3249/647/8
63/641*7/641*7/32
1*11/32
UNCDrill diameter
inches mmUNC
Drill diameter
inches mm
(4) American unified coarse threads
No. 0No. 1No. 2No. 3No. 4No. 5No. 6No. 8No. 10No. 121/45/16
3/6453504542373329211431
1.191.511.782.082.372.642.873.454.044.625.416.91
8.439.9211.5113.1014.8617.4620.6423.4226.5929.7632.9436.11
3/87/161/29/165/83/47/811*1/81*1/41*3/81*1/2
Q25/6429/6433/6437/6411/1613/1659/64
1*3/641*11/321*19/321*27/64
NFDrill diameter
inches mmNF
Drill diameter
inches mm
(5) American unified fine threads
11 ISO Tolerance
Diameter(mm)
1 - 3from to
3 - 6over to
6 - 10over to
10 - 18over to
18 - 30over to
30 - 50over to
0- 9
0- 15
0- 22+ 21+ 6
0- 8
0- 12
0- 18+ 16+ 4
0- 6
0- 10
0- 14+ 12+ 2
0- 13
0- 21
0- 33+ 29+ 8
0- 16
0- 25
0- 39+ 34+ 9
㎛ / Tolerance range in ㎛
0- 11
0- 18
0- 27+ 25+ 7
h6
h7
h8
m7
㎛=1/1000mm

323•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
TECHNICALDATA
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-ALU
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
12 Trouble Shooting in Drilling
Occurrence of trouble Cause of trouble
Drill will not enter work
Margin chipping
Cutting lip breaks
Tang breaksBruch der
Drill breaks in brass
Chipping of drill center
Hole oversize
Outer cornersbroken down.
1. Drill is dull.2. Lip relief too small.3. Too thick a web.
1.Oversized jig bushing.
1. Lip relief too much.2. Feed too heavy.
1. Imperfect fit between taper shankand socket.
2. Burred or Badly worn sockets.
1. Unsuitable drill2. Flutes clogged with chips
1. Lip relief too much.2. Feed too heavy.
1. Unequal angle or length of cuttingedges.
2. Loosen spindle.
1. Cutting speed too high.2. Hard spots in work material.3. Flutes clogged with chips.4. Too wear of drills.
1. Grind lip relief sufficiently.2. Grind web thinning.3. Choose a drill with narrow web.
1. Choose the suitable jig bushing for drill diameter
1. Grind lip relief sufficiently.2. Decrease feed rate.
1. Clean the dirt or chips in sockets.2. Change the worn sockets to new ones.
1. Choose the suitable drill for work material.
1. Grind lip relief sufficiently.2. Decrease feed rate.
1. Resharpening point, choose correct drills.2. Tighten spindle sufficiently.
1. Grind point to suit work material.2. Decrease the feed rates.3. Resharpening early beforce too wear.
Countermeasures

324• phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
TECHNICALDATA
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-ALU
DREAMDRILLS-MQL TYPE
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
DREAMDRILLSfor HARDENEDSTEELS
13 Characteristic of DREAM DRILLS
-YG-1’s Dream Drill Series are suitable for high speed and accurate drilling operations by special design and high quality.
-Good performance for Steels, Cast Irons, Tool steels, Alloy steels and Stainless steels.
-Rapid chip evacuation and excellent chip breaking can be achived by special designed cutting edges on point and chipbreakers on leading edges.
-High accuracy and stability.
-Longer tool life with TiAlN coating.
-Self-centering
Occurrence of trouble Cause of trouble
Large chip of oneflute and small chipof other flute
Hole rough
1. Improperly ground point.2. Only one lip doing
all the cutting
1. Improperly ground point.2. Unenough coolant supply3. Too much feed.4. Fixture not rigid.
1. Properly grind point.2. Grind point with same point angle and length
of lip3. Grind with small lip height.
1. Properly grind point.2. Supply coolant enough.3. Decrease the feed rate.4. Tighten the fixture or replace.
Countermeasures
Trouble Shooting in Drilling

325•phone:+82-32-526-0909, fax:+82-32-526-4373, www.yg1.kr, E-mail:[email protected]
TECHNICALDATA
i-DREAM DRILLS
DREAMDRILLS-GENERAL
DREAMDRILLS-SOFT
DREAMDRILLS-INOX
DREAMDRILLS-ALU
DREAMDRILLS-MQL TYPE
DREAMDRILLSfor HARDENEDSTEELS
GENERALCARBIDEDRILLS
NC-SPOTTINGDRILLS
MULTI-1DRILLS
HPD DRILLS
GOLD-PDRILLS
WORMPATTERNDRILLS
STRAIGHTSHANKDRILLS
TAPERSHANKDRILLS
NC-SPOTTINGDRILLS
CENTERDRILLS
SPADEDRILLS
TECHNICALDATA
CARBIDE
HSS
14 Use of DREAM DRILLS
15 Shank Type DREAM DRILLS with Coolant Holes
▶
Chucking with spring collet correctly.
▶
Radial run out at cutting lip must not exceed 0.025 mm.
▶
Tighten clamp of work piece.
▶
Supply coolant enoughly to the entrance of hole.
▶
When using Dream Drills with Coolant holes, Supply highpressure coolant.
Bad
Bad
Bad
Good
Good
Good Good
Within 0.025
Form HA Form HB Form HE
Form HAK Form HBK Form HEK
▶Shank Type of stocked products is Form HA.
▶If you need other Shank Type, we can supply them.
Recommended

















