36 MPR September/October 2010 0026-0657/10 ©2010 Elsevier Ltd. All rights reserved.
technical trends
Better cutting solutions by making the right choicesEngineers seeking improved metal cutting solutions have in the past tried iron-cobalt-nickel (Fe(Co)Ni) based binder alloys, but with mixed success. Work carried out by German hardmetals specialists H C Starck has shown that one of the necessary conditions for improvement is proper choice of the binder alloy composition. It found that the Fe(Co)Ni binder alloy composition has a prevailing influence on the attainable tungsten content present in the binder after sintering, which in turn explains new hot hardness results, and allows proper alloy choice for metal cutting applications...
Tungsten carbide-cobalt (WC-Co) based hardmetals are the technological basis for the major part of metal cutting
applications, with inserts and round tools being the most applied. With declining raw material resources, fluctuating metal pric-es, HSE concerns and plain scientific curi-osity, Fe based binder alloys have moved into the focus of hardmetal technology in the last years. Such binder alloys have shown their advantages in applications like wear, corrosion and impact stressed tools, but their feasibility for metal cutting is less known and debated.
Older literature and experience do exist, but are outdated due to the vast changes in metal cutting technology. Enormous progress has been made in the last 20 years due to coating technology, geometrical tool optimisation and, last but not least, the challenges encountered by modern “difficult to machine” materials.
Beside fundamental requirements such as strength and sinterability, a hardmetal binder alloy for metal cutting grades must also secure enough resistance against plastic deformation at high temperatures in order to secure the geometry of the cutting edge.
Due to the lasting high heat generation at the cutting edge especially in turning operations, combined with high load, creep resistance at high temperatures is one of several necessary preconditions for modern hard metal tools with high material removal rates (e.g. turning with high cutting speeds/high feed rates) and is therefore directly linked with productivity
and processing cost. It is evident that also other preconditions prevail, for example resistance against adhesive wear, chemical diffusion stability etc. The last ones can be influenced largely by coating technol-ogy, but not hot hardness, which is a char-acteristic of the hard metal substrate.
Preikschat [1] reported in 1984 that adhesive wear was the main reason for
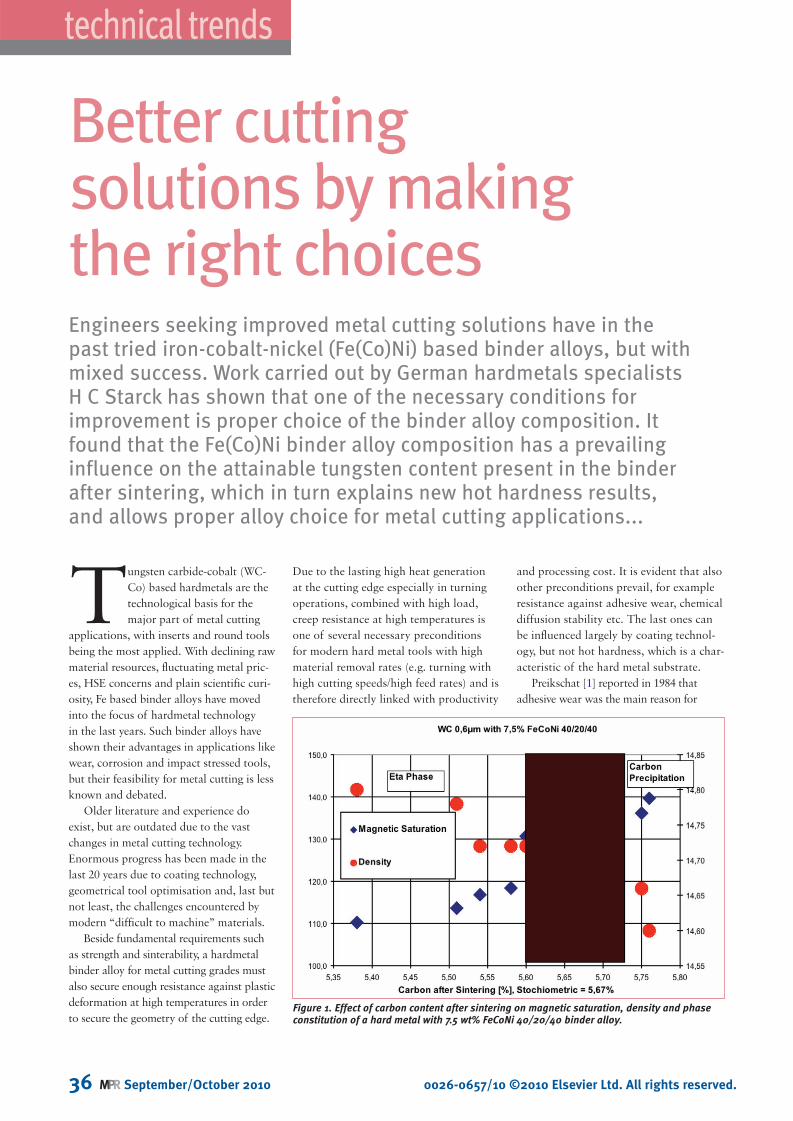
Figure 1. Effect of carbon content after sintering on magnetic saturation, density and phase constitution of a hard metal with 7.5 wt% FeCoNi 40/20/40 binder alloy.

September/October 2010 MPR 37metal-powder.net
inferior lifetime of uncoated inserts with an austenitic and a martensitic FeCoNi binder alloy. Deo et al. [2] demonstrated in 1988 that Fe-containing binder alloys are suitable for metal cutting, but did not reveal the binder alloy composition (it can be assumed from the data that a carbon-containing FeCoNi alloy with about 70 to 75% Fe must have been used). A later paper with successful trials [3] does not report any information about the binder alloy. In both papers, no coating is mentioned. Kruse et al. [4] report a successful trial with a Co-free binder alloy in turning, whereby the inserts had been coated.
Early researchers like [5], who have screened the FeCoNi alloy system for its properties in sintered hardmetals, have spent large efforts in hot hardness meas-urements, as hardness at high enough loads is nothing else but resistance of a material against plastic deformation by creep, but easier to determine. (In hard-metals, the required minimum load at room temperature is about 30 kg (HV30). From 30 kg on, the Vickers hardness values become independent from the load. Below, the readings rise with falling load. This is a hint that a hardness measurement that is to determine plastic deformation resistance should not be too low in load).
Prakash measured hot hardness with a load of 2 kg with a load time of 3 sec. Although hard metals with some binder alloys (e.g. FeCoNi 50/25/25, 70/15/15) showed hot hardness curves even higher compared to those with Co, the FeCoNi 50/25/25 alloy failed in a later cutting test with GG30 [1] due to adhesive wear. With today’s coating technology, this chapter might be open for rewriting.
The H. C. Starck research looked again at the hot hardness properties of hardmet-als with Fe-containing binder alloys, and at the metallurgical reasons for the hot
hardness properties which stand for the creep behaviour at higher temperatures.
Hardmetals were prepared from a WC 0.6 μm by wet milling in ethanol, followed by vacuum drying. In order to compensate for the lower density of the Fe containing alloys compared to Co, the hard metal formulations were changed by weight proportions in order to keep the volume fraction of the binder alloy comparable to WCCo8. The materials used were “Ampersint® MAP” prealloyed binder alloy powders and “Co efp” from H.C. Starck GmbH, and Umicore, respec-tively. The compositions were 8wt% Co respective 7.5 wt% Fe-containing binder powders. The composition of the Fe-containing binder alloys is given in Table 1.
In addition, K40 hardmetals were prepared from a WC 0.8 μm with 12% Co and 10.4% of a Co-free FeNi binder alloy FeNi 82/18. Both K40 hard metals had the same binder content by vol-ume fraction and contained 0.1% VC plus 0.3% Cr3C2 and were prepared as described above.
Different carbon contents were pre-pared according the above compositions in all cases in order to vary carbon con-tent after sintering.
The hardmetal powders were pressed and sintered in vacuum or in a sinter HIP, if residual porosity was above A02 after vacuum sintering. The sintered pieces were measured for their magnetic properties and density, then cut, embed-ded in resin, ground and polished. After Murakami etching for eta phase detection and eventual detection of carbon pre-cipitations, carbon-in-sintered-state was determined by combustion analysis. For each binder alloy, charts were prepared showing the resulting dependence of mag-netic and physical hardmetal properties
from carbon content. From the position and extension of the two-phase area (= neither eta phase nor carbon precipita-tions) in terms of carbon content, it can be concluded whether the binder alloy in the two phase area contains metallic W, or carbon, and the respective limits of the two phase area in terms of carbon con-tent can be fixed.
Unmounted pieces were prepared for hot hardness measurement (HV30, 20 sec) from room temperature to 800°C. All pieces were free from eta phase or carbon precipitation.
Figure 1 shows the typical dependence of phase constitution and physical hard metal properties on variation of car-bon after sintering. The austenitic alloy FeCoNi 40/20/40 is a good example. The “stochiometric carbon content” is calcu-lated as (mfWC × 6.13%) = 5.67% in this example, where mfWC is the mass fraction of WC (= 0.925 in this example).
From the position of two borders of the two-phase area on the C axis, the W- or C-content in the binder phase was calculated. The borders of the two-phase area in terms of carbon content can now be expressed by the general formula (mfWC × 6.13%) + (mfBinder × F) with Fl and Fu as factors referring to the lower and upper limits respectively of the two-phase area. If the position of a border is below (mfWC × 6.13%), then F has a neg-ative value and W is dissolved in the bind-er alloy. In the opposite case it has a posi-tive sign, and C is in solution. (Strictly speaking, the factors for F express not the solubilities in themselves but the excess solubility of C or W beyond an eventual WC solubility).
Table 1 shows the values found for F. The values for Co were recalculated tak-ing the experimental data of Uhrenius et al. given in [6]. Magnetic saturation of
Table 1. Experimental values for Fl and F
u, and corresponding magnetic saturation of binder alloy.
Binder AlloyF
l (wt%C/mf of
binder alloy)
Magnetic Saturation
@lower limit (µT m3/kg )
Fu (wt%C/mf of
binder alloy)
Magnetic Saturation @
upper limit (µT m3/kg )
Co -0.97 140 0.28 202FeNi 82/18 0 80 1.3 20FeCoNi 70/15/15 0 229 1.07 205FeCoNi 50/25/25 0 197 0.53 204FeCoNi 31/38/31 0 <186 >= 0.4 >192 FeCoNi 40/20/40 -0.8 164 0.53 185FeNi 50/50 -0.94 164 0 177
38 MPR September/October 2010 metal-powder.net
the binder phase at both borders is anoth-er important feature for practical control of sintered carbon content and therefore mentioned here.
Hot hardness measurements revealed a broad scatter of behaviour, especially in the area of 400 – 600°C:
All hot hardness curves with same binder content by vol% of binder have the same hardness at about 800°C. At this temperature, all binder alloys including Co have become so soft that the structure of the WC skeleton is essentially carrying the mechanical load. This is in line with 800°C being the critical temperature at which residual stress in Co as hard metal binder disappears completely by local creep [7].
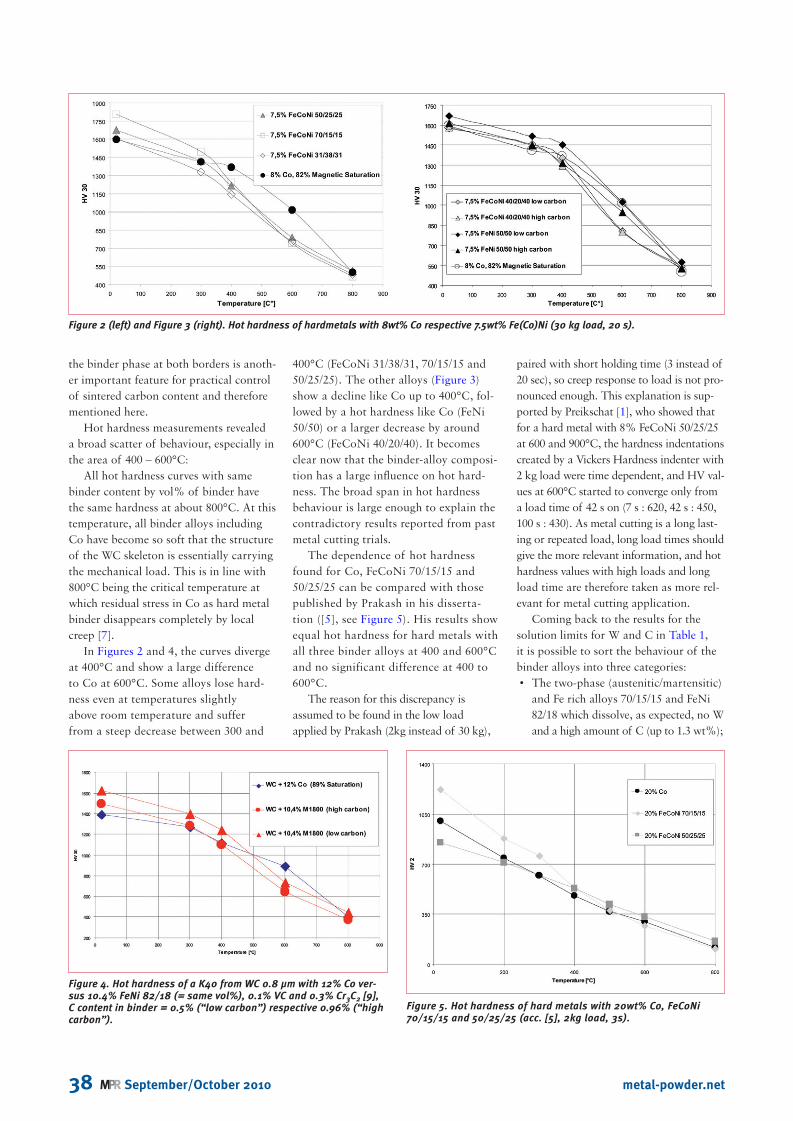
In Figures 2 and 4, the curves diverge at 400°C and show a large difference to Co at 600°C. Some alloys lose hard-ness even at temperatures slightly above room temperature and suffer from a steep decrease between 300 and
400°C (FeCoNi 31/38/31, 70/15/15 and 50/25/25). The other alloys (Figure 3) show a decline like Co up to 400°C, fol-lowed by a hot hardness like Co (FeNi 50/50) or a larger decrease by around 600°C (FeCoNi 40/20/40). It becomes clear now that the binder-alloy composi-tion has a large influence on hot hard-ness. The broad span in hot hardness behaviour is large enough to explain the contradictory results reported from past metal cutting trials.
The dependence of hot hardness found for Co, FeCoNi 70/15/15 and 50/25/25 can be compared with those published by Prakash in his disserta-tion ([5], see Figure 5). His results show equal hot hardness for hard metals with all three binder alloys at 400 and 600°C and no significant difference at 400 to 600°C.
The reason for this discrepancy is assumed to be found in the low load applied by Prakash (2kg instead of 30 kg),
paired with short holding time (3 instead of 20 sec), so creep response to load is not pro-nounced enough. This explanation is sup-ported by Preikschat [1], who showed that for a hard metal with 8% FeCoNi 50/25/25 at 600 and 900°C, the hardness indentations created by a Vickers Hardness indenter with 2 kg load were time dependent, and HV val-ues at 600°C started to converge only from a load time of 42 s on (7 s : 620, 42 s : 450, 100 s : 430). As metal cutting is a long last-ing or repeated load, long load times should give the more relevant information, and hot hardness values with high loads and long load time are therefore taken as more rel-evant for metal cutting application.
Coming back to the results for the solution limits for W and C in Table 1, it is possible to sort the behaviour of the binder alloys into three categories:
and Fe rich alloys 70/15/15 and FeNi 82/18 which dissolve, as expected, no W and a high amount of C (up to 1.3 wt%);
Figure 2 (left) and Figure 3 (right). Hot hardness of hardmetals with 8wt% Co respective 7.5wt% Fe(Co)Ni (30 kg load, 20 s).
Figure 4. Hot hardness of a K40 from WC 0.8 µm with 12% Co ver-sus 10.4% FeNi 82/18 (= same vol%), 0.1% VC and 0.3% Cr3C2 [9], C content in binder = 0.5% (“low carbon”) respective 0.96% (“high carbon”).
Figure 5. Hot hardness of hard metals with 20wt% Co, FeCoNi 70/15/15 and 50/25/25 (acc. [5], 2kg load, 3s).
September/October 2010 MPR 39metal-powder.net
50/25/25 and 31/38/31 with moderate Co contents, which dissolute no W but some carbon; and
with low Co content dissolves some W and some C, and has the broadest range of existence of all binder alloys, whereas the austenitic and Co-free alloy FeNi 50/50 and pure Co dissolve similar amounts of W, but no carbon.
The solubility data found compare well with published carbon contents for sintered hard metals with the same or very similar binder alloys. The data for the FeCoNi 50/25/25 compare well with experimental data from Uhrenius et al. [7], but both contradict the theoretic cal-culations in the same publication insofar as the predicted W solubility was not found. The value for Fu recalculated from [7] is in the order of ca. 0.75 wt%C/mf.
Concerning the hot hardness curves, it can now be seen that Categories 1) and 2) (= only carbon solubility, no W solubil-ity) are assembled in Figures 2 and 4 with
a large difference to Co at 400°C already, whereas those which can dissolve W are assembled in Figure 3. It is also visible that the dependence of hot hardness of the FeCoNi 40/20/40 bonded hard metals from carbon content is quite small and only visible at around 400°C, and that the form of the curve resembles more Category 2. The FeNi 50/50 (= no carbon solubility) reacts on the carbon content of the hardmetal at all temperatures, and shows no hangdown at 600°C. In this respect it behaves like Co. The most fundamental conclusion from this com-parison is that a binder alloy with high hot hardness for turning applications or dry machining should not dissolve any carbon, but W instead, which is the case for Co and FeNi 50/50. Both are success-fully applied.
The FeNi 82/18 dissolves only carbon, and shows a clear dependence of hot hardness from carbon content at all tem-peratures until 800°C, but shows a lower hot hardness at 600°C. This binder alloy is suitable for cooled round tools, but not for turning inserts.
Finally, the binder alloys can be divid-ed into three classes:
Only the first class promises high hot hardness up to 800°C.
In retrospect it seems self evident and logical that the preconditions for hot hardness in Fe-containing hardmetal binder alloys are exactly the same as with
pure Co-bonded hardmetals (W in the binder), and that fine tuning of hot hard-ness can be performed by the hardmetal carbon content in exactly the same way. The final conclusion is that for demand-ing metal cutting applications, only those Fe-containing binder alloys seem suitable which do not dissolve carbon, but W. New results actually being prepared for publication show that Mo, if prealloyed in the binder alloy FeCoNi 40/20/40, can compensate carbon solubility, so that hot hardness behaviour becomes very close that of Co binder.
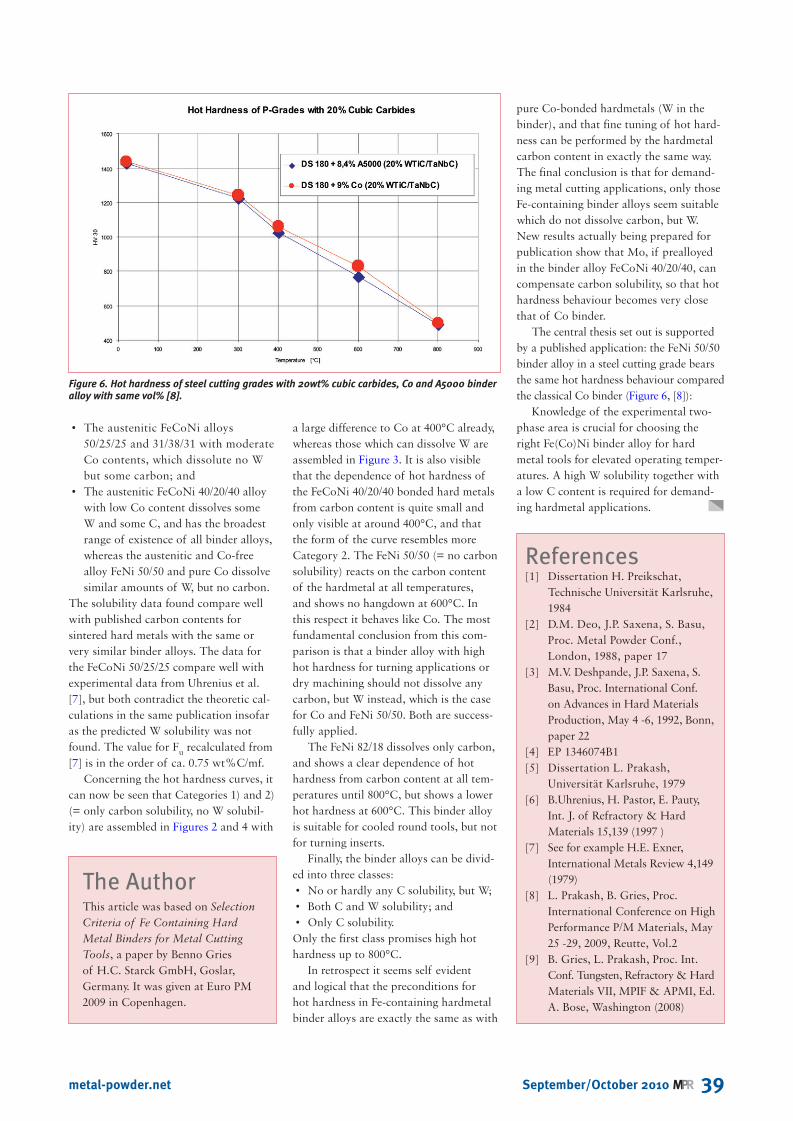
The central thesis set out is supported by a published application: the FeNi 50/50 binder alloy in a steel cutting grade bears the same hot hardness behaviour compared the classical Co binder (Figure 6, [8]):
Knowledge of the experimental two-phase area is crucial for choosing the right Fe(Co)Ni binder alloy for hard metal tools for elevated operating temper-atures. A high W solubility together with a low C content is required for demand-ing hardmetal applications.
Figure 6. Hot hardness of steel cutting grades with 20wt% cubic carbides, Co and A5000 binder alloy with same vol% [8].
References[1] Dissertation H. Preikschat,
Technische Universität Karlsruhe, 1984
[2] D.M. Deo, J.P. Saxena, S. Basu, Proc. Metal Powder Conf., London, 1988, paper 17
[3] M.V. Deshpande, J.P. Saxena, S. Basu, Proc. International Conf. on Advances in Hard Materials Production, May 4 -6, 1992, Bonn, paper 22
[4] EP 1346074B1[5] Dissertation L. Prakash,
Universität Karlsruhe, 1979[6] B.Uhrenius, H. Pastor, E. Pauty,
Int. J. of Refractory & Hard Materials 15,139 (1997 )
[7] See for example H.E. Exner, International Metals Review 4,149 (1979)
[8] L. Prakash, B. Gries, Proc. International Conference on High Performance P/M Materials, May 25 -29, 2009, Reutte, Vol.2
[9] B. Gries, L. Prakash, Proc. Int. Conf. Tungsten, Refractory & Hard Materials VII, MPIF & APMI, Ed. A. Bose, Washington (2008)
The AuthorThis article was based on Selection Criteria of Fe Containing Hard Metal Binders for Metal Cutting Tools, a paper by Benno Gries of H.C. Starck GmbH, Goslar, Germany. It was given at Euro PM 2009 in Copenhagen.
Recommended

















