-
7/22/2019 ammoniaproduction-131113173051-phpapp02
1/19
National Fertilizers Ltd.Bathinda
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
2/19
Sections
Ammonia Plant
Urea Plant
Steam Generation Plant
Bagging Plant
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
3/19
Ammonia Plant
Desulphurization Section
Reforming Section
Shift Section
Carbon Dioxide Removal Section
Methanation Section
Ammonia Synthesis Section
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
4/19
HYDROGENATOR: Reactions involved in Hydrogenator are:
RSH + H 2 RH + H 2S
R 1SSR 2 + 3H 2 R 1H + R 2H + 2H 2S
R 1SR
2 + 2H
2 R
1H + R
2H + H
2S
COS + H 2 CO + H 2S If some content of CO 2 is also exist in
Natural Gas feed then:
CO + H CO + H O
CO + H S COS + H O CoMo or NiMo based catalyst is used in
Hydrogenator.
Desulphurization Section
Natural Gas Feed
Recycle Hydrogen
Feed Gas Preheater
Hydrogenator
Sulphur
AbsorberNo. 1
400 oC38 Kg/cm 2
395 oC
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
5/19
Desulphurization Section
H S ABSORBER: The Hydrogenated Natural Gas is fed to the Sulphur
Absorbers.
Zinc oxide catalyst is in the form of 4 mm cylindrical
extrudates.
Operating temperature is approx. 395C.
ZnO + H S ZnS + H O
ZnO + COS ZnS + CO
Sulphur content in the natural gas is less than 0.1 ppm by
weight.
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
6/19
Reforming Section
Desulphurized gas is converted into synthesis gas by catalytic
reforming of thehydrocarbon mixture with steam and the addition of
air.
Reactions involve in Reformer Section:
CnH2n+2 + 2H O Cn-1H2n + CO + 3H - heat
CH + 2H O CO + 4H - heat
CO + H CO + H O heat
Reactions take place in two steps
1. Primary reforming
2. Secondary reforming
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
7/19
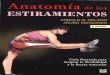
Primary Reformer
Desulphurized Gas
Process Steam
Preheater
PrimaryReformer
785-795 o
520 oC
34 - 31 kg/cm2 g
Steam Carbon Mole Ratio=3/1
Composition of catalyst (% w/w)1. Nickel Monoxide, NiO (17)2.
Calcium Oxide, CaO (7)3. Potassium oxide, K2O (4)4. Aluminum Oxide
, Al 2O 3 (Balance)
Composition : (Mole%)(At Inlet of CatalystTubes)Ar 0.02CH4
79.68CO 2 ppm
CO2 0.24H2 4.09N2 2.54C2H6 6.48C3H8 2.63C4H10 1.88C6H12 -
0.24
As we have seen that we are getting around
12.86 mole % of methane and we dont want
it to be exist in stream just because it will be
acting as inert in whole further processes.
So we have to remove it.
`For removing this access of methane we
use Secondary Reformer.
P r o
d u c t
S t r e a m
o f P r i m a r y
R e f o r m e r
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
8/19
Secondary Reformer
The process gas is mixed with air with keeping theratio of H2/N2
Ratio: 3.0.
Partial combustion takes place in the top of reactor. Methane
concentration is 0.60 mole%. Outlet gas contains about 13.05mole%
CO and
7.24mole% CO that are removed further becausecatalyst may get
poisioned.
791 oC
30 kg/cm2 g
Catalystcomposition(%mole):
NiO = 8 10%Al2O3 = 87 90 %Cao = < 0.05 %
Gas inletcomposition (mole%)Ar 47 ppmCH4 12.86CO 9.5CO2
10.70
H2 66.20 N2 0.74
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
9/19
CO Shift Section
Exothermic reaction which occurs in this section is:
CO + H 2O H2 + CO 2 + heat
Shift reaction takes place in the two CO converters:
1. HT CO-Converter.
2. LT CO- converter with process gas cooling after each
converter.
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
10/19
Methanator trimheater
HT/LT CO Convertors
Process gas from Reformer Section
HT CO
Convertor
Waste heatboiler BFW Preheater 1 BFW
360 oC29.6kg/cm 2
432 oC205 oC
205 oC28.6kg/cm 2
227 oC
LT COConvertor
Catalysts composition(mole%) which isavailable in pellet
form.Fe2O3 - 85- 95 %Cr 2O3 - 7-9 %CuO - 1-2%Al2O3 - 1.0%
Catalyst cooxides of CAl, Which
active in be250 oC.
Composition (mole%)of inlet stream of HTCO Converter is:Ar 0.27,
CH4 0.60,CO 13.37, CO2 7.65 , H2 55.61, N2 22.47
Composition (mole%)of outlet stream of HTCO Converter is:Ar
0.24, CH4 0.55CO 3.22, CO2
15.94H2 59.59, N2 20.48
CoCAC1H
340 oC
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
11/19
CO 2 Removal Section
Outlet gas from CO converter contain 18.32 mole% CO2 Based on
two stage activated MDEA process The solvent used for CO2
absorption is aMDEA(40%) Consists of a two stage CO2 absorber, a
CO2 stripper and
two flesh vessels.
These are the reactions occurs in CO 2 removal section.R 3 N +
CO2 + H 2O R 3 NH + + HCO 3-
2R 2 NH + CO 2 R 2 NH 2+ + R 2 N-COO -
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
12/19
CO2 to Urea
Condensate
StripperReboiler
HEL S Pump
Cooler
Chiller
L PFlash
HPPump
BFW
Preheater
Semilean Sol n
Lean Solution
Stripper160C 27.8 Kg/cm2
131C
65
50C 5.1 Kg/cm2
72C 0.59 Kg/cm2
95C
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
13/19
Methanation Section
Methanation, a process in which the residual Carbon Oxides (CO,
CO 2) are converted intoMETHANE because it acts as inert in Ammonia
Synthesis Section.
Reactions involve in Methanator are:
CO + 3H 2 CH 4 + H 2O + heat
CO2 + 4H 2 CH 4 + 2H 2O + heat
As we can see these reactions are exothermic so Low temperature,
high pressure and alow water vapour content favours the methanation
equilibrium.
After converting all Carbon Oxides into METHANE, product stream
is pressurised from25Kg/cm 2 to 187Kg/cm 2 by using compressors and
gas boosters and for maintainingtemperature, chillers are being
used.
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
14/19
Gas/GasHE
Trimheater
Process gas fromHT CO Converter
Process gas forLT CO Converter
Synthesis Gas FroCO 2 Removal Se
Methanator
Synthesis gas to loop
60C 26.8 Kg/cm2
285 C
300 C
322 C
90C 25 Kg/cm2
Nickel based catalystis used here in methanatorwhich consist
around 27%wt Nickel. (280-420 C)
Composition(%at inlet is:
Ar- 0.29, CH4- CO2-0.05,CO-0H2- 74.29,N2- 2
Composition(%mole)at inlet is:
Ar- 0.29, CH4- 1.08,H2- 73.95, N2- 24.88
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
15/19
High pressure and low temperature favourable equilibrium
conditions of ammoniareaction.
About 20% of N2 and H2 is converted into ammonia at given
operating conditions. Unconverted remainder is recycled back.
There are three beds we use in Ammonia Convertor:First bed :
370-510 C Second bed: 425-480 C Third bed: 420-460 C
Ammonia Synthesis Section
3H 2 + N 2 = 2NH 3 + heat ( H = 92.4 kJ/mol) 130C 187 Kg/cm
Feed gas inlet
Feed gas in
Fe Oxied (Fe3O4) % wt 93 2 CaO, Al 2O 4, K2O, SiO 2, % wt 7
2With the irregular shape beadswith the size of 1.5-3mmBulk density
2.8kg/l
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
16/19
130C 187Kg/cm 2
StartupHeater
Product letDown tank
AmmoniaSeparator
Purg
Makeup SynthesisGas
Ammonia
Converter
Cooler
SynthesisHotHeatExchanger
SteamBoiler HE
Chiller
Compressors
10C
10C
11
27
12
25
10C 178.9Kg/cm 2
354C 270C 180C
Composition(mole%) atOutlet of AmmoniaConverterAr- 2.11, CH4-
7.14 H2- 52.84, N2- 17.61
NH3- 20.30
ComPurConAr-H2
NH
CoDCoAH
N
ComStreAr-H2-
NH
Composition(mole%) atInlet of AmmoniaConverterAr- 1.82, CH4-
6.18 ,
H2- 65.95, N2- 21.99, NH3- 4.06
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
17/19
Ammonia Recovery
AmmoniaReflux
AmmoniaOH Drum
DistillationColumn
Reboiler
Purge GasAbsorber
Lean Sol n Cooler
Circulation Pump
Purge Gas
Let Down Gas
Steam
RichleanSol n
Exchanger
Fuel
248C
11C 27Kg/cm 2
10C 178.9Kg/cm 2
61C 20Kg/cm 2
45C 25Kg/cmComposition(mole%) of
Purge Gas:Ar- 2.49, CH4- 8.38
H2- 82.48, N2- 20.82 NH3- 5.82
Composition(mole%) ofLet Down Gas:Ar- 3.16, CH4- 16.12 H2-
38.06, N2- 15.76
NH3- 26.88
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
18/19
Conclusion
National Fertilizer Ltd. Bhatinda is producing 99.80% pure
Ammoniaby Using Natural Gas with the help of helder tropsch method
forfurther production of Urea.
-
7/22/2019 ammoniaproduction-131113173051-phpapp02
19/19
Thank You !!!