Absorption & Stripping• Introduction • Graphical Methods • Packed Towers
SHR Chapter 6

Introduction
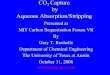
Trayed tower
Goals: • minimize mass transfer resistance to
achieve equilibrium on each tray • minimize bubble carry-over to tray below • minimize liquid entrainment to tray above • minimize “weeping” of liquid through
holes in tray
SHR §6.1

Types of Traysperforated valve cap bubble cap

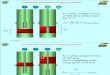
Regimes in a Trayed Tower
“Spray” gas phase is continuous
(low liquid depths, high gas flow rates)
“Froth” gas passes through liquid as jets or a series of bubbles
“Emulsion” !
“Bubble” low gas flow rates - swarms of bubbles
“Cellular Foam” (think blowing bubbles
in chocolate milk)
SHR §6.1.1

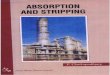
Packed Towers
Stru
ctur
ed P
acki
ng
Uns
truc
ture
d Pa
ckin
gSHR §6.1.2

Other Configurations
Spray tower • very low pressure drop • use for absorption only when
solute is highly soluble in the liquid (e.g. SO2 in flue gas)
Bubble column • absorption • high pressure drop • use when solute is poorly
soluble in liquid • use when slow chemical
reactions occur that require long residence time
Centrifugal contactor • short residence time • compact
SHR §6.1.3

Heuristics & Design Considerations
Trayed towers • “reliable” design
• low liquid velocities
• liquid phase (the continuous phase) is typically mass-transfer limiting
Unstructured Packed towers • corrosive environments
• small towers (<2 ft diameter, <20 ft tall)
• when foaming problems tend to occur
• gas phase (continuous phase) is typically mass-transfer limiting
Structured packed towers • (expensive!)
• retrofit when trying to get more efficiency
• low pressure drop
• gas phase (continuous phase) is typically mass-transfer limiting

Analysis Approach
Trayed towers: • analyze each tray as an equilibrium problem ‣what assumption here???
• write coupled equations for mass & energy balances between trays
Other towers (packed, etc.): • Height Equivalent of a Theoretical Plate (HETP) ‣ effective height acts as one tray
‣ vendors of packing report this value

Graphical Methods
SHR §6.3

Some Terminology
Stripper Solute enters in liquid. Stripping agent enters
bottom of column.
L′ Molar flow rate of solute-free liquid V′ Molar flow rate of solute-free gas x mole fraction of solute in liquid y mole fraction of solute in gas X mole ratio of solute to solute-free liquid Y mole ratio of solute to solute-free gas
Assume that only solute is transferred from one phase to another (no vaporization of liquid or condensation of gas carriers).
What does XL′ and YV′ represent?
X =x
1� x
Y =y
1� y
Absorber Solute enters in gas.
Liquid absorbent enters from top of column.
Note different tray ordering convention...
Stage "i"
Xi
Xi-1 Yi
Yi+1
For the absorber:
Ki =yi
xi=
Yi/(1+Yi)
Xi/(1+Xi)
Streams leaving the tray are assumed to be in equilibrium

Mole Balances & Operating LinesSolute balance around arbitrary # of trays in the “top” section of the absorber:
X0L0 + Yn+1V
0 = XnL0 + Y1V
0
solute flow rate in solute flow rate out
Yn+1 = (Xn �X0)L0
V 0 + Y1
L0
V 0 = “slope” of operating line
(absorber)
(stripper)
What happens as ?L0/V 0 ! 1
Absorber Solute enters in gas.
Liquid absorbent enters from top of column.
We know these.
What happens as gets small?L0/V 0
Yn = (Xn+1 �X1)L0
V 0 + Y0
SHR §6.3.2
For an absorber, we typically know YN+1, X0 and Vʹ. Therefore, we get to choose Lʹ to achieve desired Y1.
design variable

Absorber: Minimum Flow RateYn+1 = (Xn �X0)
L0
V 0 + Y1
Absorber Solute enters in gas.
Liquid absorbent enters from top of column.
L0 =V 0 (YN+1 � Y1)
XN �X0
Over the whole tower (n=N):
L′min corresponds to equilibrium with XN and YN+1.
KN =yN+1
xN=
YN+1/(1+YN+1)
XN/(1+XN )
For dilute solutes (Y ≈ y and X ≈ x):
If X0 ≈ 0 then:
L
0min = V
0✓
yN+1 � y1
yN+1/KN � x0
◆
Corresponding equation for a
stripper:
L0min =
V 0 (YN+1 � Y1)YN+1/[YN+1(KN�1)+KN ] �X0
As V′ ↑, L′min↑.
SHR §6.3.3
Why are these in equilibrium?
L0min = V 0KN · (fraction absorbed)
V 0min =
L0
KN· (fraction stripped)
This is the “best” we can achieve given the inlet constraints.

Examples
Given: feed stream composition & flow rates, recovery (Y1)
Find: XN.
Given: feed stream composition & flow rates,
solvent loading (XN) Find: Y1.
Given: feed stream composition, gas flow rate, solvent loading (XN), and recovery (Y1),
Find: solvent flow rate.
Yn+1 = (Xn �X0)L0
V 0 + Y1
X
Y
XNX0
YN+1
Y1 Y = KX
L'
V'
XY
XNX0
YN+1
Y1Y =
KX
L'
V'X
Y
XNX0
YN+1
Y1
Y = KX
L'
V'

Number of “Equilibrium” StagesSHR §6.3.4
1. Locate the point for the solvent feed (X0) and desired Y1 on the graph.
2. Determine operating line from Vʹ and Lʹ. 3. March off to determine the stages
(assuming each stage is in equilibrium)
Stage "i"
Xi
Xi-1 Yi
Yi+1
For the absorber:
• Streams leaving the tray are assumed to be in equilibrium
• Streams passing one another are on the operating line.
Yn+1 = (Xn �X0)L0
V 0 + Y1
equilibrium relates Yi and Xi.
Operating line:
What happens to the number of stages as Lʹ/Vʹ
approaches ∞ or its minimum?

Algebraic ApproachYn+1 = (Xn �X0)
L0
V 0 + Y1
Operating line:
Given: X0, Y1, Lʹ/Vʹ, 1. K1 = Y1/X1 → solve for X1.
2. Find Y2 from the operating line.
3. K2 = Y2/X2 → solve for X2.
4. Find Y3 from the operating line. ⋮
Must have a model for Ki.
If Ki is not a function of composition: 1. Calculate Ki at given T and P. 2. Follow steps outlined above.
If Ki is a function of composition: 1. Guess Xi. (note that Yi is known from
operating line). 2. Calculate Ki.
3. Update guess for Xi and return to step 2 if not converged.
SHR §6.4 presents an alternative to this formulation.

Number of Stages for StrippersYn = (Xn+1 �X1)
L0
V 0 + Y0

Stage EfficiencyComplex function of: • tray design/geometry
• fluid dynamics on trays
Typically less than 50% efficient (10%-50%) • trays are not at equilibrium!
• more viscous liquids typically lead to lower efficiencies (inhibit mass transfer)
logEo
= 1.597� 0.199 log
✓KM
L
µL
⇢L
◆
� 0.0896
log
✓KM
L
µL
⇢L
◆�2
Empirical correlation for stage efficiency
Data over a wide range of column diameters, pressures, temperatures and liquid viscosities.
Eo
⌘ Nt
Na
# theoretical (equilibrium) stages
# actual stages
Other (less empirical) methods exist - see SHR §6.5.4.

Packed ColumnsSHR §6.7
SHR §6.7

Analysis Options
Option 1: graphical techniques • HETP is known ‣HETP = (height) / (number of theoretical equilibrium stages)
‣Use methods previously discussed to get number of trays/stages ‣ solve for height given number of stages
• HETP is typically found empirically & supplied by packing vendors. !
Option 2: rate-based techniques • Use mass transfer coefficients (and a few hefty assumptions)
• See SHR §6.7 for more details.
lT = HETP ·Nt

Operating Lines
x
in
L
in
+ yV` = xL` + y
out
V
out
y = x
✓L
V
◆+ y
out
� x
in
✓L
V
◆
Solute mole balance:
For dilute solutions, V and L are approximately constant:
Packed absorber operating line
y = x
✓L
V
◆+ y
in
� x
out
✓L
V
◆
Solute mole balance:
For dilute solutions, V and L are approximately constant:
xL` + y
in
V
in
= x
out
L
out
+ yV`
Packed stripper operating line
Here, x and y are bulk compositions.

Finite-Rate Mass Transfer (Back to Two-Film Theory)
Often we don’t know the surface area for mass transfer from all of the packing.
r = mass transfer rate per unit volume,
a = surface area per unit volume of packing
mol/(m3·s)
r = Ja = k
y
a(y � yI)
= k
x
a(xI � x)
y = yI �k
x
a
k
y
a
(x� xI)
relative resistance of mass transfer between
the two phases
Gas Interface Liquid
liquid film composition
gas film composition yI or pI
xI or cI
bulk liquid composition
bulk gas compositiony or p
x or c
x*
y*
r = K
y
a (y � y
⇤) = K
x
a (x⇤ � x)Overall mass transfer coefficient approach:
1
Ky
a=
1
ky
a+
K
kx
a1
Kx
a=
1
kx
a+
1
Kky
a
J = ky(y � yI)

y = yI �k
x
a
k
y
a
(x� xI)AB line:
Making Connections...
y = x
✓L
V
◆+ y
out
� x
in
✓L
V
◆
Applicable for small x, y.
Gas Interface Liquid
liquid film composition
gas film composition yI or pI
xI or cI
bulk liquid composition
bulk gas compositiony or p
x or c
x*
y*
Operating line:
Mole fraction solute in liquid, x
Mol
e fra
ctio
n so
lute
in g
as, y
Equilibrium
curve, y=Kx
Operating line
A
B
CF
E
D(y⇤, x)
(yI, xI)
(y, x⇤)
(y, x)y
=x
✓ L
V
◆ +y
o
u
t
� x
i
n
✓ L
V
◆
N
A
= K
x
(x⇤A
� x
Ab)
= K
y
(yAb � y
⇤A
)
1
Kx
=1
KA
ky
+1
kx
1
Ky
=1
ky
+K
A
kx
x
⇤A =
yAb
KALiquid mole fraction
Gas mole fraction y
⇤A = xAbKA
From Mass-transfer notes on two-film theory:
What do AE and AF represent?
comes from equating “r” in
bulk and interface.

HOG - NOG (Getting the height)Material balance over dl:
Change in gas phase: V (y + dy) - VyTransfer to liquid phase: Kya (y - y*) S dl �V dy = Kya(y � y⇤)S dl
KyaS
V
Z lT
0dl =
KyaSlTV
=
Z yin
yout
dy
y � y⇤
lT =V
KyaS| {z }HOG
Z yin
yout
dy
y � y⇤| {z }
NOG
HOG: Height of a (gas) transfer unit (HTU) NOG: Number of (gas) transfer units (NTU)
For y* = Kx (constant K), and linear operating line (dilute solute),
A = L/(KV )
Given Ky (overall gas-phase MTC), flow rates (L/V), and K, we can get lT.
NOG =A
A� 1ln
⇢(A� 1) (y
in
�Kx
in
)
A (yout
�Kx
in
)+ 1
/A
�
A - “Absorption factor” see SHR §5.4.1 for derivation of A.
What leaves the gas, goes to the liquid:

HOG, NOG, Nt & HETPHOG: Height of a (gas) transfer unit (HTU)
NOG: Number of (gas) transfer units (NTU)
Nt: Number of theoretical stages
HETP: Height-equivalent of a theoretical plate
A = L/(KV )
Nt = NOGA
1�Aln (1/A)
Mole fraction solute in liquid, x
Mol
e fra
ctio
n so
lute
in g
as, y
Equilibrium
curve, y=Kx
Operating line
A
B
CF
E
D(y⇤, x)
(yI, xI)
(y, x⇤)
(y, x)y
=x
✓ L
V
◆ +y
o
u
t
� x
i
n
✓ L
V
◆
Note: if operating & equilibrium curves are parallel then L/V = K.
Then what is the relationship between HETP and HOG?
HETP = HOGA
1�Aln (1/A)

Example
L, xin V, yout
V, yin L, xout
3,500 lbmol/hr water
2,500 lbmol/hr 2% ethylene oxide in
inert gas
T=30 ºC P=20 atm
!• Two 12’ sections of 1.5” metal Pall ring packing • 4’ diameter column • K = 0.85 for ethylene-oxide • kya = 200 lbmol/(h-ft3) • kxa = 165 lbmol/(h-ft3)
Find HETP for this packing.
HOG =V
KyaS
HETP = HOGA
1�Aln (1/A) A = L/(KV )
1
Ky
a=
1
ky
a+
K
kx
a
Recommended