
94
9. Tactical Improvement Plan (TIP)
9.1 Valoración de acciones
Tras el análisis del VSM actual, se extrajeron una serie de acciones de mejora destinadas a
eliminar o reducir el despilfarro. Estas acciones deberán constar de una serie de pasos a realizar,
fechas de ejecución y evaluación de coste/beneficio. Por lo tanto, no todas las acciones serán
viables económicamente o no se dispondrán de los recursos necesarios para llevarlas a cabo.
Se evaluarán cada una de las acciones de forma metodológica respondiendo a cada uno de
los siguientes apartados:
1) Situación de partida: El problema se define detalladamente y se describe la
solución general a llevar a cabo.
2) Equipo de trabajo: Se asigna un líder a la acción y un equipo de trabajo para
valorar la acción, determinar y ejecutar los pasos a seguir.
3) Mejora esperada: Estimación cualitativa y cuantitativa de la mejora en
términos de coste, lead time, calidad o seguridad.
4) Hitos de consecución: Enumeración de las diferentes etapas a seguir, su
responsable asociado y su planificación en el tiempo.
5) Coste: Inversión de los recursos invertidos.
Todos estos apartados serán recogidos por los líderes de la gestión de la mejora en un
formato normalizado por la empresa.

95

96
9.2 TIP macro
Se resumen en el siguiente gráfico las 22 mejoras propuestas tras la sesión de VSM futura,
diferenciadas por zona y empresa:
Ilustración 35. Mejoras por empresa VSM Macro.
Como se ha comentado en los capítulos anteriores, una vez obtenidas las acciones de
mejora de los procesos en el VSM, es necesario valorarlas para certificar su viabilidad y priorizar
aquellas que ofrezcan una mayor relación de coste/beneficio.
Se describirán con mayor profundidad algunas de las propuestas planteadas para su
implementación en el área de Mecanizado de Tablada. Serán aquellas susceptibles de un estudio
de interés en términos académicos. Las acciones relacionadas con las empresas subcontratistas o
las acciones del área de Mecanizado puramente administrativas no serán objeto de análisis del
presente proyecto.
El conjunto de las acciones serán adjuntadas en el apartado de Anexos con su formato
normalizado asociado.
1) ITEM 4: Sistema de pedido de formatos de materia prima automatizado
Es un problema complejo multivariable que dispone por sí solo de la suficiente
envergadura para ser considerado estudio de un proyecto de fin carrera. Por esto, se expondrán
someramente el objetivo del mismo y la línea de actuación.
0
1
2
3
4
5
6
7
8
9
ZONA 1 ZONA 2 ZONA 3 ZONA 4 ZONA 5 ZONA 6
OMEC/EMPRESA A
OMEC
EMPRESA T.T.
EMPRESA C
EMPRESA A

97
El objetivo es implementar vía software una aplicación que permita demandar los
formatos de materia prima a la Empresa de forma automática y priorizada en función del estado
de producción del área de Mecanizado de Tablada.
Ilustración 36. Variables sistema de pedido de formatos de materia prima automatizado.
La línea de actuación para la ejecución de esta aplicación consta de los siguientes hitos:
a) Recopilación de tiempos de corte de formatos de materia prima de Empresa A, datos
de tiempos de transporte hasta Tablada, histórico pedidos en 2011 y previsiones para
2012.
b) Recopilación de tiempos de mecanizado según formato, histórico de averías y
defectos de calidad.
c) Desarrollo de algoritmo que comunique máquina-aplicación y aplicación-Empresa
A, teniendo en cuenta los factores anteriores y las fechas de entrega planificadas para
las diferentes órdenes.
d) Prueba piloto en una de las líneas de alta velocidad de aluminio y periodo de ajuste
de parámetros.
e) Extensión a las dos líneas de alta velocidad.
2) ITEM 31: Estudio de defectos de calidad frente a mantenimientos preventivos en alta
velocidad de aluminio.
El objetivo de esta acción consiste en buscar una relación entre el aumento de los defectos
de calidad con los periodos próximos a los mantenimientos preventivos de cada una de las
máquinas. Es decir, se pretende ajustar los mantenimientos preventivos, alargándolos o
acortándolos según la máquina, para reducir el número de defectos de calidad.

98
Los dos escenarios que podrán darse tras recabar las suficientes tomas son:
a) Se registra un incremento de los defectos de calidad en periodos previos a los
mantenimientos preventivos marcados. Planteamiento de reajuste de calendario de
mantenimientos.
b) No se registra una interrelación clara entre periodos de mantenimiento y defectos.
3) ITEM 33: Estandarización de preventivos.
Un trabajo estandarizado es la base del desarrollo de un sistema lean. La estandarización
es una herramienta lean que define la secuencia de operaciones de un determinado proceso de
forma clara, especificando los tiempos de valor añadido y balanceándolas en función de la
demanda del cliente.
En cuanto a sus principales ventajas, destaca la reducción de la variabilidad, la agilización
de la curva de entrenamiento del personal y facilita el seguimiento de la actividad debido a la
gestión visual.
Se ejemplifica una de las operaciones de mantenimiento valoradas para las máquinas de
alta velocidad de aluminio.

99
Ilustración 37. Ficha de operación de mantenimiento estandarizada.

100
4) ITEM 40: Implantación de Panel de Seguimiento de la producción.
Otro de los pilares para las buenas prácticas de la implementación lean reside en la gestión
visual.
La gran cantidad de órdenes manejadas en el área de Mecanizado, junto con el flujo
productivo en el que intervienen diferentes empresas, hacen complejo el seguimiento de la
producción.
Con el objetivo principal de actuar sobre el estado de aquellas órdenes que, por alguna
contingencia, no puedan entregarse en la fecha prevista y pasen a ser tratadas como órdenes de
urgencia, se procede a implementar un panel de seguimiento de la producción.
Ilustración 38. Panel de seguimiento de la producción.
El departamento de Planificación será el encargado de gestionar dicho panel, colocando
tarjetas magnéticas que contendrán el número de la orden, el P/N, la fecha de entrega prevista y
las posibles contingencias de dicha orden.
En la reunión de inicio de jornada, el equipo multifuncional podrá observar el estado de
las órdenes de urgencia, su ubicación y podrá gestionar el trabajo de manera más eficiente para
entregar dichas órdenes lo antes posible.

101
9.3 TIP micro
Del VSM micro derivaron cinco propuestas principales. Se estudiarán detalladamente tres
de ellas.
1) ITEM 42: Formación de Practical Problem Solving (PPS) entre personal de taller y
oficina.
El PPS es una metodología de resolución de problemas cuyo objetivo es hallar la causa
raíz que los origina para así poder determinar medidas correctoras que eviten su reaparición.
El punto de partida consiste en definir cuándo aparece una desviación o problema:
No se alcanza el estándar u objetivo.
El estándar varía.
Variabilidad del estándar en el tiempo.
Ilustración 39. Definición de desviación.
La forma de actuar del PPS emplea una metodología de mejora continua estructurada,
que evita excesos de discusiones o debates y acelera la determinación de acciones correctoras. Se
puede resumir esta metodología con el ciclo de Deming:
Ilustración 40. Ciclo de Deming.

102
Plan: Definición del problema. Recopilación de datos, análisis y planteamiento
de plan estratégico de actuación.
Do: Ejecución de mejoras planteadas.
Check: Verificación de la efectividad de las medidas.
Act: Confirmación de la eliminación del problema. En caso contrario,
realización del ciclo planteando nuevas medidas.
Se distinguen tres fases principales en el proceso de implementación de PPS en el área de
Mecanizado de Tablada:
Fase 1: Formación de todo el personal del área.
Fase 2: Tratamiento de problemas dos veces por semana con el soporte del
departamento de Lean Manufacturing.
Fase 3: Tratamiento y priorización de problemas y seguimiento de acciones
correctoras.
Se presenta un par de situaciones reales para ejemplificar el uso de PPS:
a) Problemas de seguridad y aumento del lead time en el transporte de formatos de alta
velocidad P/N: XX-XXXXXX-XXXX.
Para la resolución de problemas sencillos a nivel de taller, puede emplearse el método de
los 5 porqués, en el que se realizan las preguntas necesarias sobre el origen del problema hasta
llegar a la causa raíz. Aplicado a este caso:
- ¿Por qué existe un problema de seguridad y aumento del lead time en formatos de P/N:
XX-XXXXXX-XXXX? Porque es necesario manipular los pesados formatos antes de
transportarlos con la carretilla elevadora con el consecuente riesgo de incidente del
operario y aumento de tiempo de ejecución.
- ¿Por qué es necesario manipular los pesados formatos antes de transportarlos con la
carretilla elevadora? Porque los taladros de izado se encuentran en la cara no expuesta.
- ¿Por qué los taladros de izado se encuentran en la cara no expuesta? Porque el personal
de logística coloca los formatos en las estanterías de entrada de material sin atender a
los taladros de izado.
- ¿Por qué el personal de logística coloca los formatos en las estanterías de entrada de
material sin atender a los taladros de izado? Porque no existe protocolo de actuación
entre la Empresa A y el departamento de logística cuando se reciben en el área de
Mecanizado los formatos con P/N: XX-XXXXXX-XXXX.
103
Se concluye que la causa raíz del problema radica en la falta de este protocolo de
actuación. Posteriormente, el protocolo fue planteado, planificado en el tiempo, ejecutado y
comprobada su eficacia.
Se ha de reseñar que el identificativo de “5” porqués no es un número predeterminado;
en ocasiones será necesario emplear menos preguntas, como en el caso de estudio anterior, y en
otras ocasiones será necesario profundizar mucho más con un mayor número de preguntas.
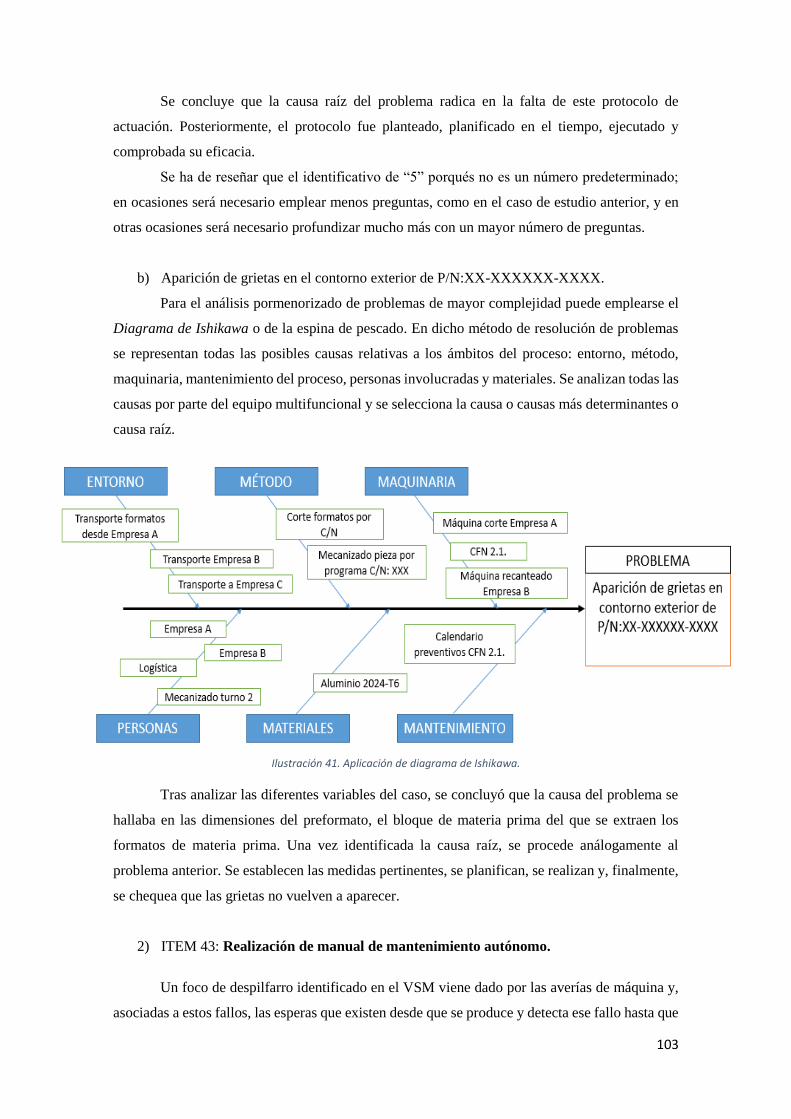
b) Aparición de grietas en el contorno exterior de P/N:XX-XXXXXX-XXXX.
Para el análisis pormenorizado de problemas de mayor complejidad puede emplearse el
Diagrama de Ishikawa o de la espina de pescado. En dicho método de resolución de problemas
se representan todas las posibles causas relativas a los ámbitos del proceso: entorno, método,
maquinaria, mantenimiento del proceso, personas involucradas y materiales. Se analizan todas las
causas por parte del equipo multifuncional y se selecciona la causa o causas más determinantes o
causa raíz.
Ilustración 41. Aplicación de diagrama de Ishikawa.
Tras analizar las diferentes variables del caso, se concluyó que la causa del problema se
hallaba en las dimensiones del preformato, el bloque de materia prima del que se extraen los
formatos de materia prima. Una vez identificada la causa raíz, se procede análogamente al
problema anterior. Se establecen las medidas pertinentes, se planifican, se realizan y, finalmente,
se chequea que las grietas no vuelven a aparecer.
2) ITEM 43: Realización de manual de mantenimiento autónomo.
Un foco de despilfarro identificado en el VSM viene dado por las averías de máquina y,
asociadas a estos fallos, las esperas que existen desde que se produce y detecta ese fallo hasta que
104
el departamento de mantenimiento acude a solucionarlos. Una forma de eliminar estas
esperas en problemas de fácil resolución consiste en la confección de manuales de mantenimiento
para los operarios de taller, en los que se describa de forma clara y concisa todos los pasos a seguir
para que el problema remita.
Del consenso entre los departamentos de producción y mantenimiento, se incluyen en
este manual de mantenimiento acciones como el reseteo completo de la máquina, el reseteo del
cambio de herramientas o el reseteo del cambio de pallets de transporte de cubos, entre otros.
A continuación, se muestra uno de estos casos particulares:

105
Ilustración 42. Ficha de mantenimiento autónomo.
El mantenimiento autónomo está integrado dentro de la herramienta lean, implantada
progresivamente en el área de Mecanizado, del Total Productive Maintenance (TPM). El TPM
pretende desarrollar un sistema de producción hombre-máquina en el que se tienda a un proceso
con 0 defectos, 0 averías y 0 accidentes.
CFN-2.x y CFN-3.x
Si está cortada la corriente:-Conectar el interruptor S501situado en el lateral de la máquina. Ese conecta la corriente.
-Conectar el S502 situado bajo el primero. Este conecta la potencia a los motores.-Esperar que arranque la pantalla y el cuadro de mandos.
-Activar la llave SB505(1) hacia la derecha 2 veces. Arranca las bombas y da potencia a motores.-Abrir y cerrar la puerta angular y Activar la llave Sb580(2) que cierra la puerta.
-Asegurarse que las puertas del cambiador y de la puerta posterior están cerradas.
-Comprobar que las setas de emergencia están retiradas.-Pulsar reset y la tecla SB507(3)3 para eliminar los fallos.
-Realizar referencia a la máquina.-Poner en automático la máquina y el cambidor de herramientas o en manual según se necesite.
1
2
3

106
El mantenimiento autónomo forma parte de uno de los pilares del marco de
mantenimiento estratégico del TPM, en el que se promueve, ya en la base del proceso y en los
operarios de taller, la predicción y diagnóstico de problemas.

107
9.4 Seguimiento
Planteada ya la estrategia de implantación de mejoras durante el curso 2012 en el área de
Mecanizado, se estipula una reunión de semanal de seguimiento del TIP a la que acude al menos
un representante de los departamentos de producción y funciones soporte. Las empresas
subcontratistas serán requeridas bisemanalmente y por un periodo reducido de tiempo por
cuestiones de confidencialidad.
Las reuniones serán lideradas por el responsable de producción y tendrán una duración
aproximada de entre 15-30 minutos.
La totalidad de las acciones están incluidas en una base de datos que ofrece la posibilidad
de filtro por prioridad, principio lean sobre el que actúan y responsable de la mejora.
La operativa seguida durante estas reuniones consiste en la comprobación del estado de
las distintas acciones por orden de prioridad. Se revisarán las fechas planificadas de los distintos
hitos y se anotarán las distintas dificultades para cumplir plazos en caso de haberlas.
Si las desviaciones sobre la planificación son consecuencia de uno o varios problemas
que no pueden resolverse con el paso de las semanas, se identifican entonces los denominados
“puntos de bloqueo”. Estos puntos de bloqueo serán elevados al siguiente nivel en la estructura
organizativa de la empresa y recibirán un trato particularizado con medidas concretas para
solucionarlos.
Se ha de reseñar que el Tactical Improvement Plan no es un plan rígido; es decir, si se
localizan problemas repetitivos en materias de seguridad, calidad, coste o lead time que son
plasmados en herramientas lean como los paneles SQCDP, TPM o PPS, se realizará una
evaluación mediante el formato normalizado con sus respectivos hitos de cumplimiento y se
incluirá en la base de datos para ser seguido en las reuniones semanales.
Una vez cumplidos todos los hitos de la acción de mejora, ésta será cerrada y ya no seguirá
siendo tratada en la reunión del TIP. Sin embargo, existe un periodo de tiempo tras el cierre de la
acción en el que habrá que chequear que los problemas que trataban de solucionar han remitido
totalmente.
La herramienta lean encargada de asegurar la remisión completa de los problemas es el
llamado Process Confirmation (PC). Esta metodología está desplegada en todos los estratos de la
empresa, desde el director de la planta hasta nivel de taller. Con esta herramienta se incluyen, en
un formato normalizado, las acciones cerradas que serán chequeadas diariamente, semanalmente
o mensualmente por un representante del departamento de reproducción de los diferentes niveles

108
organizativos de la empresa, según proceda por cada representante. Así, de forma visual, se tendrá
constancia de la efectividad de las medidas tomadas en el cierre de las acciones.
a) Si el problema no reaparece en las dos o tres semanas posteriores al cierre de la acción,
se concluye satisfactoriamente la implementación de la mejora y puede ser excluida del
Process Confirmation.
b) Si el problema reaparece, deberán ser replanteadas las acciones a tomar y se iniciará de
nuevo el ciclo de seguimiento desde su reevaluación mediante el formato normalizado.
Recommended

















