-
7/29/2019 3d Printer Report Page 18
1/18
3D PRINTING
Page 1
1. INTRODUCTION TO 3D PRINTING
3D printing is a form of additive manufacturing technology where
a three dimensional object is
created by laying down successive layers of material. It is also
known as rapid prototyping, is amechanized method whereby 3D
objects are quickly made on a reasonably sized machine
connected to a computer containing blueprints for the object.
The 3D printing concept of custom
manufacturing is exciting to nearly everyone. This revolutionary
method for creating 3D models
with the use of inkjet technology saves time and cost by
eliminating the need to design; print and
glue together separate model parts. Now, we can create a
complete model in a single process
using 3D printing. The basic principles include materials
cartridges, flexibility of output, and
translation of code into a visible pattern.
1.1 Typical 3D Printer
3D Printers are machines that produce physical 3D models from
digital data by printing layer by
layer. It can make physical models of objects either designed
with a CAD program or scanned
with a 3D Scanner. It is used in a variety of industries
including jewelry, footwear, industrial
design, architecture, engineering and construction, automotive,
aerospace, dental and medical
industries, education and consumer products. A materials printer
usually performs 3D printingprocesses using digital technology. The
first working 3D printer was created in 1984 by Chuck
Hull of 3D Systems Corp. Since the start of the 21st century
there has been a large growth in the
sales of these machines, and their price has dropped
substantially.
FIGURE I: Worlds First Working
3d Printer
-
7/29/2019 3d Printer Report Page 18
2/18
3D PRINTING
Page 2
2. BRIEF HISTORY OF 3D PRINTING
3D printing was developed by Charles Hull, the founder of 3D
Systems in 1984. Mr. Hull, born
May 12, 1939, was an inventor of over 60 U.S. patents in the
fields of ion optics and rapid
prototyping. In his patent for the Apparatus for Production of
Three-Dimensional Objects by
stereo lithography, issued on March 11, 1986, he defined stereo
lithography as a method and
apparatus for making solid objects by successively printing thin
layers of the ultraviolet
curable material one on top of the other.
FIGURE II. Charles Hull
Originally called Stereolithography, in the early years the
technological development of the 3d
printer systems by 3D System using the Stereo lithography
technique was in parallel
development to Fused Deposition Modeling (FDM), invented in 1988
by Scott Crump, the
founder of Stratasys. In 1993 Massachusetts Institute of
Technology (MIT) added to the
development of this field by patenting 3 Dimensional Printing
techniques based on
modifications of 2D printer technologies, which was then
licensed to Z Corporation for
development of their 3DP printers.
In the year 1996 the world saw the first major release of 3d
printers by Z Corp, Stratasys, and 3D
Systems. At this time the use of 3d printer nomenclature became
more widespread. In the course
of further development over the next decade printer technology
developed in respect to
-
7/29/2019 3d Printer Report Page 18
3/18
3D PRINTING
Page 3
resolution and software capability, culminating in 2005 with the
launch of the Spectrum Z510,
the first high definition color printer in the market.
FIGURE III. Open-Source Collaboration with 3D Printing
The next year, in 2006, a breakthrough open source printing
project, named Reprap, was
developed in England. The rep-rap was capable of manufacturing
various plastic parts, roughly
50% of itself. The first version of the Reprap, the Darwin, was
released in 2008. In continued
development of Reprap printers the next model developed was the
Mendel. The Mendel
succeeded the Darwin in efficiency using a variant triangular
core structure as opposed to the
square frame of the Darwin. Following the Mendel several
different research projects took the
rep-rap in new directions, one of those directions being the
Huxley, another the Prusa (a simpler
streamlined rep rap offering), and others including mini-Mendel
systems. Concurrent
development of extruder technology has allowed for the
modification of most Reprap
commercial printers, and with the capability of
self-replication, these printers are an effective
means to generate additional copies and 3d printing
capability.
FIGURE IV: First version of the Reprap, the Darwin
-
7/29/2019 3d Printer Report Page 18
4/18
3D PRINTING
Page 4
3. BASIC WORKING
3.1. Workflow
The workflow can be easily understood with the help of the
flowchart given below.
A 3-D prototype of a desired object is created in three basic
steps and these steps are:
Pre-Process 3-D Printing Post-Process
The steps involved in the workflow are illustrated by the figure
given below showing which
process has what type of sections involved in it.
FIGURE V: Figure showing what work process involves
There are several types of 3D printers. They may use different
materials, but all involve the same
basic approach for printing an object: spraying or otherwise
transferring a substance in
multiple layers onto a building surface, beginning with the
bottom layer.
-
7/29/2019 3d Printer Report Page 18
5/18
3D PRINTING
Page 5
Before the printing can occur, a person must first create a 3D
image of the item they want printed
using a computer-assisted design (CAD) software program. That
object is then sliced into
hundreds or thousands of horizontal layers, which are placed one
on top of the other until the
completed object emerges.
FIGURE VI: Basic steps involved in 3D printing
3.2 PROCESS:
3.2.1 CAD Preparation (Pre-Process):
Computer-aided design (CAD), also known as computer-aided design
and drafting (CADD),
is used to prepare a 3-D or 2-D model of the desired object.
Additive manufacturing takes virtualblueprints from computer aided
design (CAD) or animation modeling software and "slices" them
into digital cross-sections for the machine to successively use
as a guideline for printing.
Depending on the machine used, material or a binding material is
deposited on the build bed or
platform until material/binder layering is complete and the
final 3D model has been "printed."
A standard data interface between CAD software and the machines
is the STL file format. An
STL file approximates the shape of a part or assembly using
triangular facets. Smaller facets
produce a higher quality surface. PLY is a scanner generated
input file format, and VRML (or
WRL) files are often used as input for 3D printing technologies
that are able to print in full color.
Some software available for making 3D model .stl file:
FREE ONES:Google SketchUp ,Autodesk 123D ,OpenSCAD
Blender.PROFESSIONAL: Autodesk Inventor Professional, PTC Creo,
Solidworks, CATIA etc
-
7/29/2019 3d Printer Report Page 18
6/18
3D PRINTING
Page 6
FIGURE VII: CAD designing and final product
3.2.2 3D Printing:
To perform a print, the machine reads the design from a .stl
file and lays down successive layers
of liquid, powder, paper or sheet material to build the model
from a series of cross sections.
These layers, which correspond to the virtual cross sections
from the CAD model, are joined or
automatically fused to create the final shape. The primary
advantage of this technique is its
ability to create almost any shape or geometric feature. The 3D
printer runs automatically,
depositing materials at layers ~.003 thick. This is roughly the
thickness of a human hair or sheetof paper. The time it takes to
print a given object depends primarily on the height of the
design,
but most designs take a minimum of several hours.
Traditional techniques like injection molding can be less
expensive for manufacturing polymer
products in high quantities, but additive manufacturing can be
faster, more flexible and less
expensive when producing relatively small quantities of parts.
3D printers give designers and
concept development teams the ability to produce parts and
concept models using a desktop size
printer.
Construction of a model with contemporary methods can take
anywhere from several hours to
several days, depending on the method used and the size and
complexity of the model. Additive
systems can typically reduce this time to a few hours, although
it varies widely depending on the
type of machine used and the size and number of models being
produced simultaneously.
-
7/29/2019 3d Printer Report Page 18
7/18
3D PRINTING
Page 7
FIGURE VIII: Product being printed in 3D printer
3.2.3 Cleaning 3D Printouts (Post-Process):
Though the printer-produced resolution is sufficient for many
applications, printing a slightlyoversized version of the desired
object in standard resolution, and then removing material with
a
higher-resolution subtractive process can achieve greater
precision.
Some additive manufacturing techniques are capable of using
multiple materials in the course of
constructing parts. Some are able to print in multiple colors
and color combinations
simultaneously. Some also utilize supports when building.
Supports are removable or dissolvable
upon completion of the print, and are used to support
overhanging features during construction.
The three main steps used in the cleaning process are:
1. Powder Removal2. Heating3. Finishing touch
-
7/29/2019 3d Printer Report Page 18
8/18
3D PRINTING
Page 8
FIGURE IX: Extra powder on a 3D printed model
Powder Removal:
This is the sculpture with most of the support dust removed and
it is then dipped in special glue
that makes them stronger and more colorful.
FIGURE X: Powder removal after printing
-
7/29/2019 3d Printer Report Page 18
9/18
3D PRINTING
Page 9
Heating
The models are heated to set the glue. Here the oven being used
is a normal oven used at home.
FIGURE XI:
Model being
heated for setting
in a domestic grade
oven
Finishing Touches
The output of all existing 3D printers is rough. The textures
vary from pronounced wood grain
to merely sandy, With a little elbow grease we can get stunning
results.
FIGURE XII: Final touch up
-
7/29/2019 3d Printer Report Page 18
10/18
3D PRINTING
Page 10
4. 3D PRINTING TECHNOLOGIES
Several different 3D printing processes have been invented since
the late 1970s. The printers
were originally large, expensive, and highly limited in what
they could produce.A number of additive processes are now
available. They differ in the way layers are deposited to
create parts and in the materials that can be used. Each method
has its own advantages and
drawbacks, and some companies consequently offer a choice
between powder and polymer for
the material from which the object is built. Some companies use
standard, off-the-shelf business
paper as the build material to produce a durable prototype. The
main considerations in choosing
a machine are generally speed, cost of the 3D printer, cost of
the printed prototype, and cost and
choice of materials and color capabilities.
Printers that work directly with metals are expensive. In some
cases, however, less expensive
printers can be used to make a mould, which is then used to make
metal parts. Following are the
few methods widely used in printers now-a-days:
1. Selective laser sintering (SLS)2. Stereolithography3. Fused
deposition modeling (FDM)4. Laminated object manufacturing
(LOM)
4.1 SELECTIVE LASER SINTERING (SLS)
Selective Laser Sintering (SLS) is an additive rapid
manufacturing process that builds three
dimensional parts by using a laser to selectively sinter (heat
and fuse) a powdered material. The
printing process begins with a 3D CAD file which is
mathematically sliced into 2D cross-
sections. The SLS prototype or part is built a layer at a time
until completed.
The process starts by slicing the 3D CAD file data into layers,
usually from 20 to 100
micrometers thick, creating a 2D image of each layer; this file
format is the industry standard .stlfile used on most layer-based
3D printing or stereolithography technologies. This file is
then
loaded into a file preparation software package that assigns
parameters, values and physical
supports that allow the file to be interpreted and built by
different types of additive
manufacturing machines.
-
7/29/2019 3d Printer Report Page 18
11/18
3D PRINTING
Page 11
With SLM thin layers of atomized fine metal powder are evenly
distributed using a coating
mechanism onto a substrate plate, usually metal, that is
fastened to an indexing table that moves
in the vertical (Z) axis. This takes place inside a chamber
containing a tightly controlled
atmosphere of inert gas, either argon or nitrogen at oxygen
levels below 500 parts per million.
Once each layer has been distributed each 2D slice of the part
geometry is fused by selectively
applying the laser energy to the powder surface, by directing
the focused laser beam using two
high frequency scanning mirrors in the X and Y axes. The laser
energy is intense enough to
permit full melting (welding) of the particles to form solid
metal. The process is repeated layer
after layer until the part is complete.
FIGURE XIII: SLS printer
MATERIALS:
Most machines operate with a build chamber of 250 mm in X &
Y and up to 350 mm Z
(although larger machines up to 500 mm X, Y, Z and smaller
machines do exist). The types of
materials that can be processed include stainless steel, tool
steel, cobalt chrome, titanium &
aluminum. All must exist in atomized form and exhibit certain
flow characteristics in order to be
process capable.
-
7/29/2019 3d Printer Report Page 18
12/18
3D PRINTING
Page 12
4.2 STEREOLITHOGRAPHY
Stereolithography, also known as 3-D layering or 3-D printing,
allows us to create solid, plastic,
three-dimensional (3-D) objects from CAD drawings in a matter of
hours.
The Stereolithography Machine
This machine has four important parts:
1. A tank filled with several gallons of liquid photopolymer.The
photopolymer is a clear, liquid plastic.
2. A perforated platform immersed in the tank. The platformcan
move up and down in the tank as the printing process
proceeds.
3. An ultraviolet laser.4. A computer that drives the laser and
the platform
The photopolymer is sensitive to ultraviolet light, so when
the
laser touches the photopolymer, the polymer hardens.
The laser can be seen binding each layer if we stand near
the
machine.
FIGURE XIV: Stereolithography Machine
by 3D systems
The Stereolithography Process
The basic printing process goes like this:
Create a 3-D model of the object in a CAD program. A piece of
software chops this CAD model up into thin layers -- typically five
to 10
layers/millimetre.
The 3-D printer's laser "paints" one of the layers, exposing the
liquid plastic in the tankand hardening it.
The platform drops down into the tank a fraction of a millimetre
and the laser paints thenext layer.
This process repeats, layer by layer, until the model is
complete.
-
7/29/2019 3d Printer Report Page 18
13/18
3D PRINTING
Page 13
This is not a particularly quick process. Depending on the size
and number of objects being
created, the laser might take a minute or two for each layer. A
typical run might take six to 12
hours. Runs over several days are possible for large objects
(maximum size for the machine
shown above is an object 10 inches (25 cm) in three
dimensions).
The SLA then renders the object automatically (and unattended).
When the process is complete,
the SLA raises the platform. If the object is small, several
pieces of them can be produced at the
same time if required. They all sit next to each other on the
tray.
FIGURE XV: A tray after building is complete, with several
identical objects that were
produced
Once the run is complete, rinse the objects with a solvent and
then "bake" them in an ultraviolet
oven that thoroughly cures the plastic.
FIGURE XVI: The ultraviolet "oven" used
to cure completed objects
-
7/29/2019 3d Printer Report Page 18
14/18
3D PRINTING
Page 14
4.3 FUSED DEPOSITION MODELING (FDM)
Fused Deposition Modeling (FDM) is an additive manufacturing
technology commonly used for
modeling, prototyping, and production applications.
FDM works on an "additive" principle by laying down material in
layers. A plastic filament or
metal wire is unwound from a coil and supplies material to an
extrusion nozzle which can turn
the flow on and off. The nozzle is heated to melt the material
and can be moved in both
horizontal and vertical directions by a numerically controlled
mechanism, directly controlled by
a computer-aided manufacturing (CAM) software package. The model
or part is produced by
extruding small beads of thermoplastic material to form layers
as the material hardens
immediately after extrusion from the nozzle. Stepper motors or
servo motors are typically
employed to move the extrusion head.
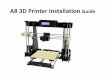
FIGURE XVII: Fused deposition modelling: 1 - nozzle ejecting
molten plastic, 2 - deposited
material (modelled part), 3 - controlled movable table
-
7/29/2019 3d Printer Report Page 18
15/18
3D PRINTING
Page 15
Fused deposition modelling Process
In this process, a plastic or wax material is extruded through a
nozzle that traces the parts cross
sectional geometry layer by layer. The build material is usually
supplied in filament form, but
some setups utilize plastic pellets fed from a hopper instead.
The nozzle contains resistive heaters
that keep the plastic at a temperature just above its melting
point so that it flows easily through
the nozzle and forms the layer. The plastic hardens immediately
after flowing from the nozzle
and bonds to the layer below.
FIGURE XVIII: Components used and process in FDM
Once a layer is built, the platform lowers, and the extrusion
nozzle deposits another layer. The
layer thickness and vertical dimensional accuracy is determined
by the extruder die diameter,
which ranges from 0.013 to 0.005 inches. In the X-Y plane, 0.001
inch resolution is achievable.
A range of materials are available including ABS, polyamide,
polycarbonate, polyethylene,
polypropylene, and investment casting wax.
-
7/29/2019 3d Printer Report Page 18
16/18
3D PRINTING
Page 16
4.4 LAMINATED OBJECT MANUFACTURING (LOM)
Laminated Object Manufacture (LOM) cuts the component slices
from thin layers of material
using a CO2 laser mounted on a 2D plotter. The system most
commonly uses sheets of paper
stacked on top of another automatically and bonded together
using an adhesive. The parts of the
sheet outside the model provide support. These unwanted areas
are marked with intersecting
lines, which forms cubes that can be broken away from the model
once complete.
FIGURE XIX: LOM Modeling
Laminated Object Manufacturing process:
The process is performed as follows:
1. Sheet is adhered to a substrate with a heated roller.2. Laser
traces desired dimensions of prototype.3. Laser cross hatches
non-part area to facilitate waste removal.4. Platform with
completed layer moves down out of the way.5. Fresh sheet of
material is rolled into position.6. Platform moves up into position
to receive next layer.7. The process is repeated.
-
7/29/2019 3d Printer Report Page 18
17/18
3D PRINTING
Page 17
FIGURE XX: Laminated object manufacturing: 1 Foil supply. 2
Heated rollers. 3 Laser beam.
4. Scanning prism. 5 Laser unit. 6 Layers. 7 Moving platform. 8
Waste.
Process Advantages:
Accuracy--Since materials used in the LOM process are in sheet
form and the process does not
subject them to neither physical nor chemical phase changes, the
finished LOM parts do not
experience shrinkage, warpage, internal stress, and other
deformations.
A precise X-Y positioning table is used to guide the laser beam
resulting in production of
accurate parts. Accuracy of 0.010" is easily achieved regardless
of the size of the part.
Speed--The LOM process does not convert liquid polymers to solid
plastics nor does it convert
plastic powders into sintered objects, but instead it uses
existing solid sheet materials which are
glued using a hot roller and cut with a laser beam.
Unlike competitive technologies such as Stereolithography and
Selective Laser Sintering, the
laser in the LOM process does not have to scan the entire
surface area of each cross-section,
-
7/29/2019 3d Printer Report Page 18
18/18
3D PRINTING
Page 18
rather it only has to outline its periphery. Therefore, parts
with thick walls are produced just as
fast as those with thin walls.
FIGURE XXI: Special advantage of split pattern being used in
LOM
The LOM process is especially advantageous for production of
large and bulky parts which are
often encountered in the aerospace and automotive industries.
The reason for this unique
advantage is the fact that the core manufacturing material does
not need to be formed since the
laser merely determines the geometrical shape by removing excess
material.
Variety of Materials--Paper, plastics, composites, and ceramics
can be used in the LOM
systems. Commercial availability of various sheet materials
allow the users to vary the type and
thickness of the manufacturing material for their specific
applications.
Paper is the simplest and least expensive material, and it
produces rigid and durable parts which
have properties similar to plywood. Plastic films are more
expensive and they result in parts
which are more flexible.
Special adhesive pre-impregnated composite materials are
currently under development targeted
to producing high strength functional prototypes and small
batches of working components.
Simplicity--
The simplicity of the LOM process and systems allow them to be
practical
extensions to many manufacturing and design environments. LOM
machines can be thought of
as peripheral devices to a CAD workstation, allowing any
designer to output any design directly
to an LOM system. The need to create additional support
structures is completely eliminated
with the process; something which is essential for competitive
stereolithography systems.