Embed Size (px)
Citation preview

nylon resinZytel GRZ®
Molding Guide
d
Zyte
l GRZ

Contents
SECTION 1 GENERAL INFORMATION ..................................................................................................1Description ...................................................................................................................................1Properties of Glass-Reinforced Zytel® Nylon Resins ..................................................................1Compositions: Description of Product Line ................................................................................1High-Strength 70G Series ............................................................................................................ 2Improved-Impact 71G Series ....................................................................................................... 2Improved Surface Appearance Series ..........................................................................................2High-Impact 80G Series .............................................................................................................. 2Improved Surface High-Impact Series ........................................................................................2Low Moisture Absorption 77G Series .........................................................................................2Glass-Reinforced Compositions in Colors ..................................................................................2
SECTION 2 MOLDING MACHINE REQUIREMENTS ..........................................................................3Machine Melt Capacity ................................................................................................................ 3Barrel ...........................................................................................................................................3Screw Design ...............................................................................................................................3Screw Check Valves .................................................................................................................... 4Nozzle ..........................................................................................................................................5Machine Controls.........................................................................................................................5
SECTION 3 MACHINE OPERATING CONDITIONS .............................................................................6Rheology and Flow Data ............................................................................................................. 6Cylinder Temperatures ................................................................................................................ 7Nozzle Temperature.....................................................................................................................7Mold Temperature .......................................................................................................................7Molding Cycle .............................................................................................................................8Injection Rates .............................................................................................................................8Injection Pressure.........................................................................................................................9Screw Speed.................................................................................................................................9Back Pressure...............................................................................................................................9Mold Release ...............................................................................................................................9Start-Up........................................................................................................................................9Shutdown ...................................................................................................................................10Purging .......................................................................................................................................10
SECTION 4 HANDLING GLASS-REINFORCED RESINS ...................................................................11Blending .....................................................................................................................................11Rework .......................................................................................................................................11Drying ........................................................................................................................................12
SECTION 5 MOLD DESIGN ......................................................................................................................13Sprues and Runners ................................................................................................................... 13Gates ..........................................................................................................................................13Vents ..........................................................................................................................................13Undercuts and Taper .................................................................................................................. 13Tolerances ..................................................................................................................................13Wear ...........................................................................................................................................13
SECTION 6 MOLD SHRINKAGE ............................................................................................................15
SECTION 7 WARPAGE .............................................................................................................................17
SECTION 8 TROUBLESHOOTING GUIDE ...........................................................................................18
SECTION 9 SUMMARY OF VARIABLES MINIMIZINGSCREW, MOLD, AND BARREL WEAR .......................................................................19
SUMMARY OF PROCESSING VARIABLESAFFECTING GLASS FIBER LENGTH .........................................................................20

s
Section 1— General Information
d
DescriptionGlass-reinforced DuPont Zytel® nylon resinscontain uniformly dispersed short glass fibersspecially treated with a coupling agent to producan effective glass/nylon bond.
Properties of Glass-ReinforcedZytel® Nylon ResinsGlass fiber reinforcement of Zytel® nylon resinssignificantly improves:
• Tensile strength and stiffness; these propertieare largely retained at elevated temperatures
• Dimensional stability, including resistance tocreep under load
TabGlass-Reinforc
Designation Char
High-Strength 70G Series—Based on nylon 66
Zytel® 70G13L General purpose with 13% glassZytel® 70G13HS1L Contains 13% glass reinforcemenZytel® 70G33L General purpose with 33% glassZytel® 70G33HS1L Contains 33% glass reinforcemenZytel® 70G33HRL Contains 33% glass reinforcemenZytel® 70G43L Contains 43% glass reinforcemen
Improved-Impact 71G Series—Based on modified nylon
Zytel® 71G13L Contains 13% glass reinforcemenZytel® 71G13HS1L Contains 13% glass reinforcemenZytel® 71G33L Contains 33% glass reinforcemen
Improved Surface Appearance Series
Zytel® 72G13L Contains 13% glass reinforcemenZytel® 72G33L Contains 33% glass reinforcemenZytel® 72G43L Contains 43% glass reinforcemenZytel® 73G15L Contains 15% glass reinforcemenZytel® 73G30L Contains 30% glass reinforcemenZytel® 73G30HSL Contains 30% glass reinforcemenZytel® 73G45L Contains 45% glass reinforcemenZytel® 74G13L Contains 13% glass reinforcemenZytel® 74G33L Contains 33% glass reinforcemenZytel® 74G43L Contains 43% glass reinforcemen
High-Impact 80G Series
Zytel® 8018 Contains 14% glass reinforcemenZytel® 8018HS Contains 14% glass reinforcemenZytel® 80G33L Contains 33% glass reinforcemenZytel® 80G33HS1L Contains 33% glass reinforcemenZytel® 80G43HS1L Contains 43% glass reinforcemen
Improved Surface, High Impact Series
Zytel® 82G33L Contains 33% glass reinforcemenZytel® 84G33 Contains␣ 33% glass reinforcemen
Low Moisture Absorption 77G Series—Based on nylon
Zytel® 77G33L Contains 33% glass reinforcemenZytel® 77G33HS1L Contains␣ 33% glass reinforcemenZytel® 7 7G43L Contains 43% glass reinforcemen
nylons.
e
• Impact properties• Fatigue resistance
In addition, mold shrinkage, moisture growth andthermal expansion are all reduced when comparewith unreinforced nylons.
Compositions: Description ofProduct LineAs shown in Table 1, DuPont currently offers abroad product line of glass-reinforced Zytel®
nylons.
le 1ed Zytel® Nylons
acteristics
reinforcement.t. Heat stabilized.
reinforcement.t. Heat stabilized.t. High resistance to hot water and oxidation.t for maximum strength.
66
t. Impact modified.t. Impact modified, heat stabilized.t. Impact modified.
t. Nylon 66/6 copolymer.t. Nylon 66/6 copolymer.t. Nylon 66/6 copolymer.t. Nylon 6.t. Nylon 6.t. Nylon 6.t. Nylon 6.t. Nylon 66 and nylon 6 co-melt.t. Nylon 66 and nylon 6 co-melt.t. Nylon 66 and nylon 6 co-melt.
t. Outstanding impact strength.t. Outstanding impact strength, heat stabilized.t. High impact strength.t. High impact strength, heat stabilized.t. High impact strength, heat stabilized.
t. Nylon 66/6 copolymer.t. Nylon 66 and nylon 6 co-melt.
612
t. Higher dimensional stability.t. Heat stabilized.t. Highest dimensional stability in glass-reinforced
1

6
d
c
lap
ad
s
.
is i
L
g
2
d-
-
High-Strength 70G SeriesAs indicated by their designation numbers,Zytel® 70G13L, 70G33L, and 70G43L are nylon products reinforced respectively with 13%, 33%,and 43% of short glass fibers. The heat-stabilizenylon 66 products, Zytel® 70G13HS1L and70G33HS1L, contain 13% and 33% glass, respetively. Zytel® 70G33HRL has improved resistanceto hot water and oxidation. These six 70G formutions offer a high level of strength, stiffness, creeresistance, fatigue endurance, and dimensionalstability.
Moreover, these property characteristics remain high levels over a wide range of temperatures anhumidities.
Improved-Impact 71G SeriesThe formulations in this series, Zytel® 71G13L,71G13HS1L, and 71G33L, are modified nylon 66products reinforced with 13% or 33% of short glafibers.
As compared with the 70G formulations, those inthe 71G series have improved impact properties
Improved Surface AppearanceSeriesThe products in this series were developed forapplications requiring improved surface overtypical glass-reinforced grades. The 72G series based on nylon 66/6 copolymer. The 73G seriesbased on nylon 6 and the 74G series is based onco-melt of nylon 66 and nylon 6.
High-Impact 80G SeriesThe formulations in this series, Zytel® 8018,8018HS, 80G33L, 80G33HS1L, and 80G43HS1offer outstanding impact strength combined withstiffness.
2
6
-
-
t
s
s
These formulations are specifically designed forapplications where shock loading is encounteredand maximum toughness required. The outstandinresistance to impact is obtained with only a slightreduction of the mechanical and load-carryingproperties found in the 70G Series.
Improved Surface, High ImpactSeriesThe products in this series offer outstandingimpact strength combined with improved surfaceappearance.
Low Moisture Absorption77G SeriesGlass-reinforced compositions based on nylon 61are Zytel® 77G33L, 77G33HS1L, and 77G43L with33% and 43% short glass fibers.
These compositions in the 77G Series have consierably lower moisture absorption than those in the70G and 71G Series and, accordingly, possessoutstanding dimensional stability with excellentretention of key physical and electrical propertiesover a wide humidity range. Although more expensive than 70G and 71G compositions, they arefinding wide use in applications requiring improvedphysical and electrical properties at high humidi-ties. These compositions have higher tensilestrength at 100% relative humidity than those inthe 70G and 71G Series.
Glass-Reinforced Compositionsin ColorsGlass-reinforced Zytel® nylons are available inblack and custom colors in the form of cube colorblends. Specific information on what is availablecan be obtained from your nearest DuPont Engi-neering Polymers Sales Office listed on the backcover.

h
e
%
m
n
s
r,is,
Section 2—Molding Machine Requirements
ly
ls
n
Glass-reinforced Zytel® nylon resins are bestprocessed in screw-type thermoplastic injectionmolding machines. Machine requirements formolding unreinforced Zytel® nylon resins arediscussed in detail in the “Molding DuPont Zytel®
Nylon Resins” booklet. Some machine require-ments for molding glass-reinforced Zytel® nylonresins differ from those reported in that booklet, timportant differences are outlined in the followingsections.
Machine Melt CapacityThe maximum melt capacity of any screw injectiomolding machine depends both on the machine’srated shot size and the screw recovery rate for thresin being molded.
Shot WeightThe shot size is the volume displaced by the screduring injection. Melt densities of glass-reinforcedZytel® nylon resins are approximately 12% (at 13glass loading by weight), 25% (at 33% glassloading), and 35% (at 43% glass loading) greaterthan polystyrene melt at normal processing tem-peratures and pressures. Therefore, the maximushot weight of any machine will be correspondinggreater than the nameplate or specified polystyreshot weight.
Screw Recovery RateScrew retraction (recovery) is influenced by cycletime, screw design, screw rpm, back pressure,cylinder temperature profile, shot size, and (ofparticular significance), screw and barrel wear.Screw retraction times often increase markedly ascrew wear worsens. (Excessive screw flight weaand undue clearance produce leakage and a lossmelt delivery during plasticization.) Additionallubrication of glass-reinforced resins with a lightsurface coating of either aluminum distearate1 or“Acrawax” C2 can minimize barrel and screw weaespecially when high screw plasticizing capacity necessary, requiring fast screw rpm, short cyclesand long injection stroke.
1Aluminum distearate (500–1000 ppm) product of Witco ChemicalCorp.
2“Acrawax” C (250 ppm) product of Glyco Products Company.3Registered trademark, Xaloy, Inc.
3
e
n
w
lye
r in
BarrelGeneralThree-zone heating control of the barrel (corre-sponding to the screw’s three functional zones)should be provided for close temperature controland high output rates. In all cases, the temperatureof the nozzle should be independently and precisecontrolled. Barrel length should be at least 20diameters for uniform melt temperature at highoutputs.
WearXaloy3 100/101 or 800 types (or equivalent)bimetallic barrel liners have shown outstandingresistance to wear by glass fibers. Nitrided barrelsurfaces, on the other hand, do not withstandabrasion by glass-fiber reinforced nylons and oftenexhibit spalling (surface flaking) and excessivediametral wear after short-term use. Nitrided barreare not recommended for continuous molding ofglass-reinforced nylons.
In certain cases, worn injection cylinders can berefurbished by installing special high-wear, high-hardness sleeves in the worn area, usually throughthe meter and transition zones of the barrel.
Screw DesignGeneralThe general-purpose gradual compression screwsthat are installed (OEM) in molding machines areusually suitable for molding glass-reinforced nylonresins. At high output rates, screw designs as showin Table 2 will provide better uniformity of melttemperature and freedom from unmelt.

y
s
-
e
Table 2Suggested General-Purpose Screw* Design
Glass-Reinforced Zytel® Nylon Resins
Screw Diameter (DS) cm (in) Feed Depth (hF) cm (in) Metering Depth (hM) cm (in)
3.8 (1.5) 0.72 (0.30) 0.178–0.203 (0.070–0.080)5.1 (2.0) 0.81 (0.32) 0.203–0.254 (0.080–0.100)6.3 (2.5) 0.96 (0.38) 0.254–0.305 (0.100–0.120)8.9 (3.5) 1.12 (0.44) 0.305–0.356 (0.120–0.140)11.4 (4.5) 1.27 (0.50) 0.356–0.381 (0.140–0.150)
General practice in the industry is to have the land width e = 1/10 the distance between the flight, and the radial clearance =1/1000 the diameter of the screw.*20L/D; square pitch; 10/4/6 turns for feed, transition, and metering zones, respectively.
Length
Feed Section
DS hF hMe
LandWidth
TransitionSection
MeteringSection
10δ
4 6
h
e
se
at
WearAbrasive wear of injection screws occurs primarilon the lands and edges of the screw flights. In timthe root diameter will wear somewhat in thetransition and metering zones. (Wear in the feedzone is usually the result of too low a rear zonetemperature for the throughput involved). Flightlands hard-surfaced with an alloy such as “Stellite4
(Alloy #6) have been found to resist wear betterthan either flame-hardened or nitrided flights. Thu“Stellite”-surfaced flights are recommended forscrews used for continuous molding of glass-reinforced resins. Hard chrome plating of the othesurfaces of the screw is also recommended. (It iseven possible to apply abrasion-resistant coatingthe entire surface area of the screw for ultimatewear protection.) See Section 9 for more information on wear.
Screw Check ValvesGeneralHardened check (nonreturn) valves should be usfor processing glass-reinforced Zytel® nylon reins.Either ring check or ball check valves may be use
4Stellite Division, Cabot Corporation
4
e,
”
s,
r
to
d
d.
With the latter, flow passages must be carefullystreamlined to prevent holdup. Check valves arenecessary during injection to ensure constant cavitypressure and part weight uniformity from shot toshot. In this regard, vinyl-type (smear head) injec-tion screws are not recommended for precisionmolding glass-reinforced Zytel® nylons.
WearSliding-type ring check valves (nonreturn valves)undergo rapid and appreciable wear when used witglass-reinforced nylon resins especially when nothardened. Even when properly hard-surfaced, thesvalves should be considered expendable after threeto four months of use. Prior to that, worn seats andring sleeves should be reground or replaced becauit is important to maintain a pad (cushion) duringinjection of melt. Nitriding has been found usefulfor extending the life of check rings. A typicalmaterial of construction is Nitralloy 135M. The seatis usually hardened higher than the sleeve (e.g., seRc62); sleeve Rc55 is typical. Experience has shownthat when the nonreturn valve fails to functioncorrectly, additional screw wear occurs; as theperformance (wear) of the check valve worsens, sodoes the condition of the screw.

e
b
ic
������������������������
10D
Diameterto Suit
Taper to Suit
3D
D Minimum = 1/8" (0.32 cm), D Typical = 3/16" (0.48 cm) – 1/4" (0.64 cm) Do Not Scale
D4°
0.010" (0.025 cm)Radius
ThermocoupleWell
1/8" (0.32 cm)
Figure 1. Nozzle (with Reverse Taper)Recommended for Molding
NozzleHeated, reverse-tapered nozzles (see Figure 1) arerecommended for use in molding glass-reinforcedZytel® nylon resins. Because of the higher meltviscosity of glass-reinforced nylons, the nozzle bodiameter should be about 25% larger than used founreinforced nylons. A complete explanation of thfunction of reverse-taper nozzles is given in themolding booklet mentioned earlier. While notrecommended, positive shut-off nozzles can also used when proper temperature control is provided
5
rer
e.
Machine ControlsNo special equipment features are required toprocess glass-reinforced Zytel® nylons. Recommen-dations for temperature control and hydraulicfunctions are identical to those given for unrein-forced Zytel® nylon resins. Glass-reinforced Zytel®
nylon has been run using either electric or hydraulscrew drives in both toggle and hydraulic clampmachines. A minimum clamp pressure of1786 km/cm2 (5 tons/in2) of projected shot areashould be available when molding glass-reinforcedZytel® nylon.

-
e
Section 3—Machine Operating Conditions
Figure 3. Apparent Melt Viscosity versus Shear Rate
104
al
to
ill
e
Careful control of machine processing conditionsnecessary to ensure optimum properties of glassreinforced Zytel® nylon resins. The melt flowcharacteristics of these resins are important to thmolding performance. Also, it is important to notethat processing variables influence the length ofglass fibers in the molded part.
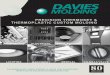
Rheology and Flow DataFigures 2 and 3 show the apparent melt viscosity ovarious glass-reinforced Zytel® nylon resins as afunction of shear rate at melt temperatures of 291°Cand 310°C (555°F and 590°F).
• The melt flow behavior depends on the glassloading and the type of nylon base resin.
• At shear rates in the low end of the injectionmolding range (1 × 102 to 5 × 103 sec–1), the meltviscosities of the Zytel® 70G Series and Zytel®
71G Series are higher than for the unreinforcedZytel® 101 and Zytel® 408. However, at highershear rates (104 sec–1), the mold-filling character-istics of glass-reinforced Zytel® nylon resinsapproach the flow behavior of unreinforcedZytel® 101 and Zytel® 408 regardless of glasscontent.
104
103
102
7
5
4
3
2
7
54
3
2
101 102 103 104 105
Shear Rate (sec-1)1 lb-sec/in2 = 69,000 poise (dyne-sec/cm2)
Ap
par
ent
Mel
t Vis
cosi
ty (
po
ise)
= (
dyn
e-se
c/cm
2 )
Zytel® 70G33
Zytel® 70G13
Zytel® 70G13Zytel® 101
Zytel® 70G33
555°F(291°C)
590°F(310°C)
Figure 2. Apparent Melt Viscosity versus Shear Rate
6
is
ir
f
• During mold-open time, the higher melt viscosityof glass-reinforced Zytel® nylon resins reducesproblems of nozzle drool.
The effects of pressure on the flow length of severglass-reinforced Zytel® nylon resins for two partthicknesses are shown in Figures 4 and 5. Anadjustable-thickness “snake flow” mold was used determine effects:
• Effect of Pressure on Flow—Increasing theinjection pressure by 1000 psi (6895 kPa) willresult in about 5% increase in flow.
• Effect of Thickness on Flow—Increasingpart thickness from 0.10 to 0.25 cm (0.040 to0.100 in) results in a four to five times improve-ment in flow.
• Effect of Percent Glass and Type Resin onFlow—Increasing the percent glass in the resinsignificantly increases the pressure required to fa given cavity. Also, the Zytel® 71G Series willrequire about 25% more pressure than the Zytel70G Series. (at equivalent glass loadings) for thsame length of flow.
103
102
7
5
4
3
2
7
54
3
2
101 102 103 104 105
Shear Rate (sec-1)1 lb-sec/in2 = 69,000 poise (dyne-sec/cm2)
Ap
par
ent
Mel
t Vis
cosi
ty (
po
ise)
= (
dyn
e-se
c/cm
2 )
Zytel® 70G13
Zytel® 70G33
Zytel® 70G13
Zytel® 70G33 555°F(291°C)
590°F(310°C)

Figure 4. Flow versus Pressure at 0.025 cm(0.100 in) Thickness
Figure 5. Flow Pressure versus 0.4 cm (0.040 in)Thickness
n
er
old
y.e
40
350 700 1050
Injection Pressure (Kg/cm2)
Injection Pressure (psi)
Flo
w, i
nMelt Temperature, 555°F (290°C)Mold Temperature, 210°F (99°C)Part Thickness, 0.100 in (0.25 cm)
1400
5,000 10,000 15,000 20,000
30
20
10
101.6
76.2
50.8
25.4
Zytel® 70G13
Zytel® 101
Zytel® 71G13
Zytel® 70G33
Zytel® 71G33F
low
, cm
10
8
6
4
2
25.4
20.3
15.2
10.1
5.1
350 700 1050
Injection Pressure (kg/cm2)
Injection Pressure (psi)
Flo
w, i
n
Flo
w, cm
Melt Temperature, 555°F (290°C)Mold Temperature, 210°F (99°C)Part Thickness, 0.040 in (0.100 cm)
1400
5,000 10,000 15,000 20,000
Zytel® 70G13
Zytel® 101
Zytel® 71G13
Zytel® 70G33
Zytel® 71G33
Cylinder TemperaturesTypical temperature profiles for the various glass-reinforced Zytel® nylon resins are given in Table 3.Rear cylinder temperatures as high as 299°C(570°F) should be used to:
• Improve screw recovery rates.• Reduce damage to glass fibers.• Reduce potential wear problems due to abrasio
between unmelted particles and the screw orbarrel. High rear cylinder temperatures will notcause any bridging problems. The higher tem-peratures also reduce torque loads on the screwthus reducing screw stalling or damage at fastcycles.
Nozzle TemperatureWhen molding glass-reinforced Zytel® nylon resins,the temperature of the recommended reverse-tapnozzle should be set between 275–295°C (530–560°F). At times, however, nozzle temperaturesmust be increased to compensate for extremely cmolds in order to prevent premature freeze-off.
7
,
Mold TemperatureGlass-reinforced nylons can be molded over awide range of mold temperatures. However, forbest part surface, the mold should be hot: usually99–121°C (210–250°F). Figure 6 shows the effectof processing conditions on surface appearance.High mold temperatures significantly improvesurface finish and mold filling and reduce surfaceblemishes (frosting) and small internal voids inthick sections. Oil heaters are sometimes necessarHigher mold temperatures do not markedly increasthe overall cycle because glass-reinforced Zytel®
nylons solidify rapidly. Also, because of their hightemperature stiffness, glass-reinforced nylon partscan be ejected easily without deformation from hotmolds. Uniform cavity surface temperature is aprerequisite, especially in multicavity molds, forgood dimensional control of molded parts.

Figure 6. Glass-Reinforced Zytel® 70G NylonResins: Effect of Processing Conditionson Part Surface
TabEstimate of Overall Cycle
Melt Temperature = 290°C (550°F);
Zytel® 70G33/43Part Thickness, cm (in) Zytel® 71G33
0.08 (1/32) 6–80.16 (1/16) 10–120.32 (1/8) 15–200.66 (1/4) 30–401.27 (1/2) 60–75
e
Table 3Typical Melt and Cylinder Temperatures for Molding
Typical Cylinder Temperatures*Typical
GRZ Series Rear Center Front Melt Temperatures
70G, 71G, 74G, 290–300°C 275–280°C 270–275°C 290–305°C80G, 84G (550–570°F) (530–540°F) (520–530°F) (550–580°F)
72G 270–280°C 260–265°C 260–265°C 270–285°C(520–540°F) (500–510°F) (500–510°F) (520–545°F)
73G 260–275°C 250–260°C 250–260°C 260–280°C(500–530°F) (480–500°F) (480–500°F) (500–540°F)
77G 280–295°C 270–275°C 265–270°C 280–305°C(540–560°F) (520–530°F) (510–520°F) (540–580°F)
82G 280–295°C 270–280°C 270–280°C 280–295°C(540–560°F) (520–540°F) (520–540°F) (540–560°F)
*Rounded numbers are shown for both English and SI temperature ranges.
For placementonly—clientneeds to supplyphotos
For placementonly—clientneeds to supplyphotos
Molding CycleThe overall molding cycle of glass-reinforcedZytel® nylon resins is often 10–30% faster thancycles for unreinforced nylons because of the morrapid setup. An estimate of typical overall cyclesfor glass-reinforced Zytel® nylon resins based onpart thickness is given in Table 4.
Injection RatesFast fill rates (injection speeds) must be usedbecause glass-reinforced Zytel® nylon resins freezemore rapidly than unreinforced nylons. Poorsurface finish (frosting) usually results frompremature solidification. Too-slow fill rates usuallyproduce a surface appearance (see Figure 6) that isfrequently mistaken for either poor glass fiberdispersion or set resin (splay). Table 5 lists theminimum fill time before various sections freeze atthe indicated conditions.
le 4 Based on Part Thickness Mold Temperature = 100°C (210°F)
Overall Cycle, sec
Zytel® 70G13Zytel® 71G13 Zytel® 77G33/43
8–10 10–1212–15 15–2020–25 25–3035–45 40–5075–90 85–100
8

res
Table 5Recommended Maximum Fill Time
for Optimum SurfaceMelt Temperature = 290°C (550°F);
Mold Temperature = 100°C (210°F)
Part RecommendedThickness, cm (in) Fill Time, sec
0.08 (1/32) 0.50.16 (1/16) 2.00.32 (1/8) 3.0
It is essential that adequate mold venting be provided toprevent burning.
Injection PressureThe injection pressures necessary for glass-rein-forced Zytel® nylon resins will be higher than thoseused with unreinforced nylons. This is due to theirhigher melt viscosities.
Screw SpeedDuring the molding of glass-reinforced Zytel®
nylon resins, the screw speed (rpm) should beadjusted so that screw retraction is at least 75% othe available time for melting. Do not use higherspeeds than necessary because excessive glass breakage may occur.
Back PressureUnless the screw augers (i.e., does not pick upresin), no back pressure should be used in moldinglass-reinforced Zytel® nylon resins. Back pressureproduces additional screw working, which cancause fiber breakage with some accompanyingreduction in physical properties of the molded par
Mold ReleaseGlass-reinforced Zytel® nylon resins exhibit bettermold release characteristics than do unreinforcednylons. The lubricant present in glass-reinforcedZytel® nylon resins is normally adequate for partejectability even in difficult cavities (as in helicalgear cavities). When reinforced regrind is used wvirgin material and, in a few instances, whengreater ejectability seems indicated for a difficultpart, 0.05 to 0.10% aluminum distearate5 (surface-coated) has been found effective.
5 Product of Witco Chemical Corporation6 When purging thermally sensitive resins (acetals, PVC, etc.), a
polystyrene or high-density polyethylene purge at lower temperatuis suggested to minimize gassing before glass-reinforced nylon isadded.
f
fiber
g
t.
ith
Limited studies in a test mold have shown that theZytel® 71G resins exhibit easier mold release thanthe Zytel® 70G resins.
Start-UpBecause glass-reinforced Zytel® nylon is an excel-lent purge material, no special purging resins needbe used prior to molding, provided the machine isrelatively clean of previous material.6 The follow-ing start-up procedure is recommended:
1. Set the cylinder temperature to 27.8°C (50°F)below the minimum molding temperature andthe nozzle at operating temperatures. Allowheat to “soak in” for at least 20 minutes. Raisecylinder temperature to the operating tempera-ture (use Table 3 as a guide).
2. Check to see if nozzle is at temperature.
3. Jog screw. If screw will not rotate, allow longersoak time for cylinder temperatures.
4. When the screw begins to rotate, open feed slotbriefly and then close. Check the load on thescrew drive. If it is excessive, increase rearzone temperature. The nozzle must be “open”at this time.
5. Open feed slide and keep screw in forwardposition. Extrude melt and increase the frontzone temperature if unmelted particles are seen.
6. Adjust stroke to approximate shot weight; takeseveral air shots at the approximate overallcycle. The melt temperature should now bechecked with a needle probe pyrometer. Makeany adjustments to the cylinder temperaturesnecessary to get the recommended melt tem-perature. (This procedure should be repeatedwhen a significant cycle change occurs.)
7. Bring injection cylinder forward. Start at lowinjection pressure (except where short shotswill interfere with part ejection) and adjustmolding variables for best part appearance(maximum shot weight). A fast fill will usuallybe required.
9

n
ShutdownThe machine should be shut down with polystyreor polyethylene, which cuts the time required forsubsequent start-up and reduces problems ofcontamination. A suggested procedure:
1. Shut hopper feed slide while continuing tomold on cycle.
2. Empty hopper. Add a quantity of polystyrenepolyethylene. Extrude until the screw pumpsitself dry.
3. Leave screw in forward position.
4. Shut down power supply.
1
e
or
PurgingCommon purging materials that effectively removeglass-reinforced Zytel® nylons are polystyrene, castacrylic (the nozzle must be removed during purg-ing), and high-density polyethylene (or glass-reinforced PE, followed by HDPE).
Glass-reinforced nylons can be purged effectivelyat temperature using the following procedure:
1. Retract screw injection unit from sprue bushingand keep the screw in the forward position.
2. Run the screw at high rpm and pump out asmuch of the material as possible. Add andextrude purge compound until it comes outclean. Cylinder temperatures may have to beadjusted depending on purge material used.
3. It is good practice to “shoot” several air shots ata fast injection rate to scrub walls of cylinderbefore switching to another resin. Take care notto splatter molten resin when you do this.
0

Figure 8. Injection Molding of Blends
Section 4—Handling Glass-Reinforced Resins
e
.e
the
f
600 316
Zytel®
101Zytel®
70G33
The precautions in handling glass-reinforced Zyte®
nylon are generally the same as for unreinforcednylon. Precautions for the latter are discussed indetail in Section 5 (“Handling of Molding Resin”)of the molding manual titled Molding DuPontZytel® Nylon Resins. A copy of this manual isavailable from your DuPont Plastics representativ
BlendingThe physical properties of cube blends have slighlower values than the properties of the commer-cially available melt-blended products at the samglass loadings. For example, cube blends as compared to melt blends at a 13% glass content have5 to 10% lower dry-as-molded values for suchproperties as tensile strength and flexural moduluSimilarly, cube blends have 15 to 20% lower valufor these properties when measured at 100% RHWhen blending is feasible, the glass content of thZytel® 70G series resins should be reduced with appropriate unreinforced resins (see Table 1). Aconvenient guide for blending the 43% glass-reinforced Zytel® 70G series nylon resins to lowerglass contents is given in Figure 7.
Figure 7. Blending Guide
100
90
80
70
60
50
40
30
20
10
00
Example: For 66 nylon with 30% glass, blend70 lb of ZYTEL® 70G-43 with 30 lbof ZYTEL® 101.
5 10 15 20 25
% Glass in Blend
Wei
gh
t*, l
b (
kg)
per
100
lb (
kg)
of
Ble
nd
30 35 40 45
*43% Glass-ReinforcedZytel® Nylon Resin in100 lbs of Blend
(Note: Use compatible resins.See Table 1)
1
l
e.
tly
-
s.es
Standard granular mixing equipment is suitable forcube-blending glass-reinforced Zytel® nylon. Forexample, blending can be accomplished in tumbleor roll blenders, cement mixers, etc. The use ofproportional feeders (as would be used to addregrind) is also a convenient way to blend resins.When blending resins, keep atmospheric exposureto a minimum to avoid moisture pickup.
Figure 8 is a guide for molding cube blends ofZytel® 70G33 and Zytel® 101. The figure illustrateshow to vary the melt temperature at different glassloadings to maintain the same flow behavior forany blend. For example, a 20% glass cube blend oZytel® 70G33 and Zytel® 101 could be molded at alower melt temperature 293°C (560°F) than Zytel®
70G33 302°C (575°F) and have the same meltflow.
,
580
560
540
520
500
304
293
282
271
260
Mel
t Tem
per
atu
re, °
F
Melt Tem
peratu
re, °C
0 5 10 15 20% Glass
25 30 35
ReworkFigures 9 and 10 show how the maximum recom-mended level (25%) of rework will affect the drytensile strength and notched izod properties ofZytel® 70G33, as related to the number of passesthrough an injection-molding machine. The drop inproperties is almost negligible. Higher reworkloadings (particularly 100%) will reduce the glassfiber length in the molding, which results in asevere loss of strength. Thus, to prevent fiberdamage and to retain maximum physical propertiesit is essential that the addition of rework be kept aslow as possible, preferably less than 25%. Rework
1

Figure 9. Decrease in Tensile Strength versusNumber of Passes through Machine
100
98
96
94
92
90Init
ial T
ensi
le S
tren
gth
, %
1 2 3 4 5Number of Passes Through Machine
Zytel® 70G33
25% Rework75% Virgin
Figure 10. Decrease in Notched Izod versus Numberof Passes Through Machine
100
98
96
94
92
90
Init
ial N
otc
hed
Izo
d, %
1 2 3 4 5Number of Passes Through Machine
Zytel® 70G33 25% Rework75% Virgin
should always be ground hot to minimize glassfiber breakage. In addition, grinder screens shouldhave a hole size of at least 0.794 cm (5⁄16 in)or greater, and the cutting blades be kept sharp toreduce fines. Limited experience has shown thatcarbide-tipped blades exhibit good performanceand durability.
DryingDrying nylon rework is described in detail in thebulletins previously mentioned. The same precau-tions apply to glass-reinforced Zytel® nylon resins.Thus, reground glass-reinforced Zytel® nylonshould be dried to less than 0.2% water prior tomolding, especially if the resin is exposed toambient conditions greater than 50% RH for morethan two hours.
12

e
dt
Section 5—Mold Design
e
a
s
Glass-reinforced Zytel® nylon resins have beenmolded in a variety of molds. Insulated and hotrunner molds are well suited to these materials.Stainless steel (.400 series) and flash chromed tosteel cavity inserts are effective (when part surfacis important) in slowing the rapid freezing of theglass-reinforced Zytel® nylon resins and oftenproduce less frosting. Polished cavities improve tgloss and luster of molded parts. To facilitate thehigh injection rates necessary for good part surfathe channels within any mold should not restrictmelt flow.
Sprues and RunnersSprues should be large: 0.714 to 0.873 cm(9⁄32–11⁄32 in diameter). Runners should be eithfull round or trapezoidal, with a minimum dimen-sion of 0.794 cm (5⁄16 in). Length should be asshort as possible to minimize rework. Runnerlayout should be balanced whenever possible angenerously radiused for smooth and uniform melflow.
GatesAll types of gates have been used successfully wglass-reinforced Zytel® nylon resins. The location,size, and number of gates are important considerations. Tunnel gates can be used if the gate diameter is greater than 0.05 cm (0.020 in).7 Gate landsshould be short; gate thickness should be at leas1⁄2 part thickness (2⁄3 is preferred). Gate locationextremely critical to minimize part distortion aftermolding because the fibers tend to orient in thedirection of melt flow.
Multiple gating can be used effectively to minimizglass fiber orientation in molded parts as well asreduce flow distance. Weld strength of glass-reinforced Zytel® nylon poses no particular problemwhen fast injection rates are used.
VentsMolds must be adequately vented to preventlocalized burning and scorching of the molded pa.Due to the fast fill rates required for good surfacecavity vents should be 0.003–0.005 cm (1–2 mil)
7 Tunnel gates larger than 0.23 cm (0.090 in) diameter in three-platmolds will be difficult to break automatically due to high strengthproperties of glass-reinforced Zytel® nylon.
1
ole
he
ce,
r
ith
--
t is
e
rts,
deep (and as wide as feasible). These vents shouldhave a short land, about 0.76 mm (0.03 in) and thenbe relieved to a depth of at least 0.76 mm (0.03 in)to the edge of the mold. Generous venting will alsoimprove mold filling and weld strength. Moldflashing is seldom a problem because of the rapidfreezing and higher melt viscosity of reinforcednylons.
Undercuts and TaperBecause of the low elongation of glass-reinforcednylons, undercuts greater than 3% should beavoided. A taper (draft) of 1⁄4 of 1° on ribs, bosses,sides, and sprues will be satisfactory.
TolerancesTolerances for parts molded of glass-reinforcedZytel® nylon resins vary according to the complex-ity and wall thickness of the design. Although moldshrinkage of glass-reinforced Zytel® nylon resins issignificantly lower than for unreinforced nylon,predicting dimensional uniformity (see Section 6)can be more difficult. This will depend to a largedegree on the glass fiber orientation in the part.Molded tolerances in glass-reinforced Zytel® nylonresins tend to be a compromise between commer-cial tolerances and fine tolerances specified by theSociety of the Plastics Industry for unreinforcednylon. Due to limited experience to date, Figure 11(based on the SPI format) should be considered as guide only.
WearExperience to date indicates that wear can beminimized by properly hardened tool steel cavities,cores, runner systems, and sprue bushings. Cavitiemust be vented at welds to minimize heat-checkingeffects and possible pitting from high-temperaturegas entrapment. Also, gates (blocks) are subject toconsiderable heat buildup and loss of hardness as aresult of the fast injection rates used in processingglass-reinforced nylons. Tunnel gates can showevidence of weakness and should be checkedperiodically for erosion that can lead to undesirableprojections and faulty subsprue ejection. Wear ofsofter materials of mold construction, e.g., beryl-lium copper, magnesium, or aluminum-based alloys(metals used for temporary tooling) appear to beadequate to withstand short prototype runs. A hardchrome plate of 0.003–0.005 cm (0.001–0.002 in)will usually improve wear characteristics of mostmold steels and also prevent rusting.
3

Figure 11. A Guide to Tolerances of Glass-Reinforced Zytel® Nylon Resins (As Molded)
A
F
F
B
PL
J
E
GD
C
DrawingCode
Dimensions(Inches) 1
0.000A = Diameter
(see Note #1 & #2)
B = Depth(see Note #3)
C = Height(see Note #3)
D = Bottom Wall(see Note #3)
E = Side Wall(see Note #4)
F = Hole SizeDiameter
(see Note #1)
G = Hole SizeDepth
Draft Allowanceper side
(see Note #5)
Flatness(see Note #4)
Thread Size(class)
Concentricity(see Note #4)
Fillets, Ribs,Corners
(see Note #5)
Surface Finish(see Note #6)
Color Stability(see Note #6)
2.000
3.000
4.000
5.000
6.000
0.003
0.004
0.004
6.000 to 12.000for each additional
inch, add:
0.000 to 0.125
0.125 to 0.250
0.250 to 0.500
0.250 to 0.500
0.500 & Over
0.500 to 1.000
0.000 to 3.000
3.000 to 6.000
Internal
External
(T.I.R.)
0.007
0.011
1
1
0.008
0.000 & 0.250
0.002
0.003
0.003
0.004
0.004
0.005
1/4–1°
0.003
0.5001.000
2 3 4 5 6 7 8 9 10 11 12 13 14Plus or Minus in Thousands of an Inch
15 16 17 18 19 20 21 22 23 24 25 26 27 28
Reference Notes
1. These tolerances do not include allowance for aging characteristics of material.
2. Tolerances based on 1/8" wall section.
3. Parting line must be taken into consideration.
4. Part design should maintain a wall thickness as nearly constant as possible. Complete uniformity in this dimension is impossible to achieve.
5. These values should be increased whenever compatible with desired design and good molding technique.
6. Customer-Molder understanding necessary prior to tooling.
—
—
—
—
—
—
14

g
,
Section 6—Mold Shrinkage
s
al
Mold shrinkage depends on the following factors:
• percent glass in the composition• glass fiber orientation• part thickness• processing conditions
In general, linear mold shrinkage of glass-reinforced Zytel® ranges from 50–90% less thanthat of unreinforced Zytel® 101. Shrinkages ofcommercial glass-reinforced Zytel® nylons areshown in Table 6. Tests show that mold shrinkageof these resins is affected by the same processinvariables that influence unreinforced nylon, excepthat more anisotropic differences often occur: i.e.nonuniform volume changes due to specific orientation of the glass fibers. Multiple gating usuallyresults in more random fiber orientation, which ca
TabMold Shri
BarEnd-Gated
127 ××××× 13 ××××× 3.2 mm(5″ ××××× 1⁄2″ ××××× 1⁄8″)
Composition Length
Zytel® 70G13L 0.4–0.5Zytel® 70G33L 0.1–0.2Zytel® 70G43L 0.1–0.2
Zytel® 71G13L 0.5–0.6Zytel® 71G33L 0.2–0.3
Zytel® 72G33L —Zytel® 72G43L —
Zytel® 73G15L —Zytel® 73G30L —Zytel® 73G33L —Zytel® 73G45L —
Zytel® 74G33L —
Zytel® 77G33L 0.1–0.2Zytel® 77G43L <0.1
Zytel® 8018 —Zytel® 80G33L —
Zytel® 82G33L —
Zytel® 84G33 —
Zytel® 101L 1.5
1
t
-
n
be effective in producing more uniform shrinkage.Alternatively, by careful choice of gate location, itis possible to use the flow orientation effects ofglass to advantage in controlling dimensions. Glasfiber orientation produces less shrinkage in thedirection of flow than in the transverse (across theflow) direction. This is just the opposite of theanisotropic condition for unreinforced nucleatednylon resins.
Shrinkages listed in Table 6 are intended as ap-proximate guides for estimating mold shrinkage inthe specified directions. The effects of part thick-ness and mold temperature on mold shrinkage areshown in Figure 12, 13, 14, and 15. For compli-cated precision parts, prototype molds (cavities)should be used to obtain more accurate dimensiondata.
le 6nkage, %
Disc PlaqueCenter-Gated End-Gated51 ××××× 3.2 mm 152 ××××× 76 ××××× 3.2 mm
(2″ ××××× 1⁄8″) (6″ ××××× 3″ ××××× 1⁄8″)
Flow TransverseDiameter Length Width
0.8 0.6 1.30.4 0.4 1.10.3 0.3 0.8
1.1 0.7 1.40.6 0.4 1.2
— 0.3 1.0— 0.2 0.8
— 0.4 1.2— 0.2 1.0— 0.2 1.0— 0.2 0.9
— 0.2 1.0
0.3 0.2 1.10.2 0.1 1.1
— 0.9 1.3— 0.4 1.2
— 0.2 0.9
— 0.3 1.1
1.7 1.7 1.8
5

Figure 12. Mold Shrinkage versus Glass ContentThickness—3.2 mm (0.125 in)
Figure 13. Mold Shrinkage versus Glass ContentThickness—1.9 mm (0.075 in)
1.4
1.2
1.0
0.8
0.6
0.4
0.2
10 15 20 25 30 35% Glass in Resin
Mo
ld S
hri
nka
ge,
%
Transverse
Directio
nF
low
Directio
n
Melt Temperature, 555°F (290°C)Mold Temperature, 210°F (100°C)Mold, 3" × 6" × 0.075" Plaque
(76 × 152 × 1.9 mm)
Zytel® 71G
Zytel® 70G
Zytel® 70G
Zytel ® 71G
Figure 14. Mold Shrinkage versus Glass ContentThickness—1.9 mm (0.075 in)
0.7
0.6
0.5
0.4
0.3
0.2
0.1
10 15 20 25 30 35% Glass in Resin
Mo
ld S
hri
nka
ge,
%
Transverse
Directio
nF
low
Directio
n
Melt Temperature, 555°F (290°C)Mold Temperature, 80°F (27°C)Mold, 3" × 6" × 0.075" Plaque
(76 × 152 × 1.9 mm)
Zytel® 71G
Zytel® 70G
Zytel® 71GZytel® 70G
Figure 15. Mold Shrinkage versus Glass ContentThickness—0.64 mm (0.025 in)
1.4
1.2
1.0
0.8
0.6
0.4
0.2
10 15 20 25 30 35% Glass in Resin
Mo
ld S
hri
nka
ge,
%
Transverse
Directio
nF
low
Directio
n
Melt Temperature, 555°F (290°C)Mold Temperature, 210°F (100°C)Mold, 3" × 6" × 0.025" Plaque
(76 × 152 × 0.64 mm)
Zytel® 71G
Zytel® 70G
Zytel® 71G
Zytel® 70G
1.4
1.2
1.0
0.8
0.6
0.4
0.2
10 15 20 25 30% Glass in Resin
Mo
ld S
hri
nka
ge,
% Transverse
Directio
nF
low
Directio
n
35 40 45
Melt Temperature, 555°F (290°C)Mold Temperature, 210°F (100°C)Mold, 3" × 6" × 0.125" Plaque
(76 × 152 × 3.2 mm)
Zytel® 71G
ZYytel® 70G
Zytel ® 77GZytel ® 71G
Zytel® 70G
Zytel® 77G
16

Section 7—Warpage
s
),
Warpage of parts molded from glass-reinforcedZytel® nylon resins is usually caused by nonuni-form shrinkage from changes in section thicknessand from glass fiber orientation. The former canoccur with unreinforced nylon. The latter resultsfrom the tendency of the glass fibers to align in thprincipal direction of melt flow. This fiber orienta-tion results in anisotropic shrinkage: i.e., shrinkagdifferences in the flow and transverse directions,which can induce warpage of the part on cooling.Mold shrinkages, as shown in Table 6, are alwayslower in the flow direction and nearly the same asunreinforced nylons transverse to the direction offlow.
Abrupt changes of melt flow that occur on fillingthe mold cavity will often randomize the distribu-tion of fibers sufficiently to reduce any tendency twarp. For situations where this is not possible,multiple gating to break up the flow pattern alongwith selective placement (to impinge melt oncores), will often prove to be a simple and effectivcorrective action. Processing variables to reducewarping are listed in the Troubleshooting Guide inSection 8.
1
e
e
o
e
Control of mold temperature and cavity heatbalance are most important to minimize unevencooling of any part prior to ejection. Careful designof part geometry is also essential, especially withregard to uniformity of wall thickness. Complicatedshapes must be able to shrink without restraint; ribon projections as well as coring of thick sectionsshould always be considered to minimize localdeformation.
Optimum mold design should include center gatingof round parts, full edge gating of thin rectangularor square shapes (less than 0.16 cm [1⁄16 in] thickand end gating long flow parts. Use larger gates(approximately 50% larger) than for unreinforcednylons. In extremely difficult warpage cases,consult your local DuPont Engineering Polymerstechnical sales representative for assistance oralternate resin selection. In many situations, cube-blending to lower glass loadings (when possiblefrom an end-use/design standpoint) will reducewarpage tendencies.
7

Problem
Short Poor Voids in Poor WeldSuggested Remedies* Shots Burning Surface Finish Warpage Part Strength
Increase Injection Pressure 2 3 3 3 2Decrease Injection Pressure 6Increase Stock Temperature 4 5 5 5Decrease Stock Temperature 2Increase Holding Pressure and Time 2Increase Injection Speed 3 1 4 1Decrease Injection Speed 3Enlarge Nozzle Orifice 6 5 6Increase Mold Temperature 5 2 4Balance Mold Temperature 4Decrease Mold Temperature 2**Increase Size of Gates 8 4 5Enlarge Mold Vents 7 1 4 3Dry Material 7 6Increase␣ Feed 1 1Balance Mold Filling 7Starve Feed 6Use Multiple Gating 9 1Polish Mold 6
*Suggested remedies should be tried in the numerical order indicated.**Surface appearance will worsen.
Section 8—Troubleshooting Guide
18

.
h
Section 9—Summary of Variables MinimizingScrew, Mold, and Barrel Wear
to
f
t
To reduce equipment wear when processingglass-reinforced nylons, use the followingrecommendations.
BarrelBimetallic liner necessary: e.g., “Xaloy”8 101 orequivalent (Xaloy’s 100 and 900 are satisfactory)Refurbished barrels should have full abrasion-resistant lining.
Screw and TipStress-relieved AISI 4140 steel. Hard-surface fliglands with “Stellite”9 (Alloy #6) or equivalent. Hardchrome-plate entire screw and tip after machining0.003–0.004 cm (0.001–0.0015 in).
Check Valve“Nitralloy” 135M 0.04–0.51 cm (0.015–0.20 in)case for ring sleeve and seat to extend life.
8 Registerd trademark, Xaloy, Inc.9 Stellite Division, Cabot Corporation
Summary of Processing VGlass Fiber Length
mg
g
19
t
MoldAbrasion-resistant steels are recommended: AISITypes A-2, D-2, etc. For tunnel gates, inserts ofthese materials are recommended if the cavity isType H13, L6, etc. All steel must be properlyhardened and may be nitrided or chrome-plated tomaintain a high-quality finish.
Processing1. Use suggested (high) rear zone temperatures
reduce resin drag in cylinder.
2. Use minimum screw rpm consistent withoverall cycle.
3. Do not use back pressure.
4. Inspect check valve performance frequently. Iunable to maintain pad (cushion) duringinjection, repair or replace ring sleeve and seaimmediately. Severe screw wear usuallyfollows a leaking check valve condition.
5. To reduce wear on tunnel gates or small edgegates, use gate inserts of abrasion-resistantmaterials.
ariables Affecting
-.
,
To retain maximum glass fiber length and optimuphysical properties in a molded part, the followinmolding conditions are recommended:
• high rear cylinder temperature• minimum screw speed consistent with operatin
cycle
• little or no back pressure• rework kept to less than 25%
Note: For a more complete review, see “Reinforced 66 Nylon—Molding Variables vsFiber Length vs. Physical Properties,”SPE Journal, January 1969, Volume 25pp. 65–69.

Mol
ding
Dat
a R
ecor
d
Tem
pera
ture
s, °F
Pres
sure
s, ps
iCy
cle T
imes
, sec
Wei
ghts,
g
Job
Ope
rato
rs
Engi
neer
s
Mol
d De
scrip
tion
Scre
w Us
ed
Pres
s No
.
Mac
hine
Set
up In
stru
ctio
ns
Nozz
le #
Spec
ial I
nstru
men
tatio
n
Safe
ty C
heck
Date
Tim
e
Run Number
Resin
Lot Number
Rear
Center
Front
Nozzle
Fixed
Movable
Melt
Injection1st StageInjection2nd StageClamp,Tons
Back
Injection
Hold
Open
Overall
Booster
Pad, in
RPM
Full Shot
Part Only
Rem
arks
Ram inMotionScrewRetraction
Mol
d
Com
men
ts o
n M
oldi
ng O
pera
tion,
Sta
rtup,
etc
.
Page
No.
20

the
hy,
” Whenct
Identity and Trademark Standards
Guidelines for Customer Use—Joint ventures and authorizedresellersOnly joint ventures and resellers who have signed special agreements with DuPont to resell DuPontproducts in their original form and/or packaging are authorized to use the Oval trademark, subject to approval of an External Affairs representative.
Guidelines for Customer Use—All other customersAll other customer usage is limited to a product signature arrangement, using Times Roman typograpthat allows mention of DuPont products that serve as ingredients in the customer’s products. In thissignature, the phrase, “Only by DuPont” follows the product name.
Zytel®
Only by DuPont
A registration notice ® or an asterisk referencing the registration is required. In text, “Only by DuPontmay follow the product name on the same line, separated by two letter-spaces (see above example).a DuPont product name is used in text, a ® or a reference by use of an asterisk must follow the produname. For example, “This device is made of quality DuPont Zytel® nylon resin for durability and corrosionresistance.”
*Zytel is a DuPont registered trademark.
Rev. August. 1995
nylon resinZytel®
d
Zytel® only by DuPont or

Printed in U.S.A.(Replaces: H-58631)Reorder No.: H-74550 (R 99.1) DuPont Engineering Polymers
For more information onEngineering Polymers:
For Automotive Inquiries: (800) 533-1313
(800) 441-0575
StartwithDuPont
U.S.A.EastDuPont Engineering PolymersChestnut Run Plaza 713P.O. Box 80713Wilmington, DE 19880-0713(302) 999-4592
AutomotiveDuPont Engineering PolymersAutomotive Products950 Stephenson HighwayTroy, MI 48007-7013(248) 583-8000
Asia PacificDuPont Asia Pacific Ltd.P.O. Box TST 98851Tsim Sha TsuiKowloon, Hong Kong852-3-734-5345
CanadaDuPont Canada, Inc.DuPont Engineering PolymersP.O. Box 2200Streetsville, MississaugaOntario, Canada L5M 2H3(905) 821-5953
EuropeDuPont de Nemours Int’l S.A.2, chemin du PavillonP.O. Box 50CH-1218 Le Grand-SaconnexGeneva, SwitzerlandTel.: ##41 22 7175111Telefax: ##41 22 7175200
JapanDuPont Kabushiki KaishaArco Tower8-1, Shimomeguro 1-chomeMeguro-ku, Tokyo 153Japan(011) 81-3-5434-6100
MexicoDuPont S.A. de C.V.Homero 206Col. Chapultepec Morales11570 Mexico D.F.(011 525) 7221456
South AmericaDuPont America do SulAl. Itapecuru, 506Alphaville—CEP: 06454-080Barueri—São Paulo, BrasilTel.: (055-11) 7266.8531Fax: (055-11) 7266.8513Telex: (055-11) 71414 PONT BR
DuPont Argentina S.A.Avda.Mitre y Calle 5(1884) Berazategui-Bs.As.Tel.: (541) 319-4484/85/86Fax: (541) 319-4417
The data listed here fall within the normal range of properties, but they should not be used to establish specification limits nor used alone as the basis ofdesign. The DuPont Company assumes no obligations or liability for any advice furnished or for any results obtained with respect to this information.All such advice is given and accepted at the buyer’s risk. The disclosure of information herein is not a license to operate under, or a recommendation toinfringe, any patent of DuPont or others. DuPont warrants that the use or sale of any material that is described herein and is offered for sale by DuPontdoes not infringe any patent covering the material itself, but does not warrant against infringement by reason of the use thereof in combination with othermaterials or in the operation of any process.
CAUTION: Do not use in medical applications involving permanent implantation in the human body. For other medical applications, see “DuPontMedical Caution Statement,” H-50102.
d
http://www.dupont.com/enggpolymers/americas