Embed Size (px)
Citation preview

PROCESSES FOR PLATlh, i3N ZINC DIE CASTINGS
Acid dip/rinse Co pper/ri n se Nickel / r inse
X ' X X X X
,
An od ic t rea t/ri nse C h ro m e/ri n s e C h ro mate/r i n s e
PROCESSES FOR PLATING ON BRASS
- ~ ~ ~ ~~ ~ ~
X X X
X
I Chrome Decorative Chrome Decorative Chrome 12 I Protective
I-
Alkaline cleankinse X X Acid d idr inse X X
X X X X
Copper strikehinse Acid diphinse Co ppe r/r i n se
X X X X X X
NickeVrinse C h ro mehi nse
X X X X X X X

Workpiece base material 1
Standard Chemical and Electrochemical Production Process
PROCESS BATH
Workpiece to additional , p r o d u c e n steps n
,--(to floor and to rinse system)
chemicals
Spent baths
Prbduction I I Fresh water
(to treatment or disposal)
RINSE SYSTEM
7
Wastewater (to treatment or discharge)

Electroplating industry is a subset of the metal finishing industry.
application of maetallic coatings on surfaces by electrodeposition
Includes both independent (job) platers and captive operations associated with product fabrication and assembly.
imately Z i % m p a n i e s involved in metal finishing; approximately upply only plating services.
oximately&5%of the plating operations are in IL, MI and OH. Another are PA, CT, RI, NY and NJ. /boo P,I;{dQc.A
Size of electroplating facilities ranges from 100 - 50,000 total gallons of process solution; 100 - 10,000 square feet of work processed daily.
Parts being plated range in size from less than 1 sq in each to greater than 10 square feet each; in weight from less than 1 oz to more than 10 tons.
120,000 tons/yr of metal (mostly copper, nickel, zinc and tin) is plated onto parts.
Coatings provide: corrosion protection wear or erosion resistance lubricity electrical conductivity heat and light reflectivity other special surface characteristics
/
Plating allows the conservation of several million tons/yr of such critical metals as cobalt, chromium, nickel, silver and gold.
Electroplated coatings usually range from 0.00025" to 0.0015"; heavier coatings (0.010'' to 0.015") may k used for engineering applications or ie rebuild wom parts. \;td f=oflut\ ,- f io 4 t
Hundreds of plating solutions are commercially available, but only two or three basic types are used for most applications.

Basic operating sequence: 1) Cleaning (remove soils; may use solvents, aqueous cleaners, or both) 2) Rinse 3) Acid (remove oxidation) 4) Rinse 5) Electroplate 6) Rinse 7) Dry
In the electroplating solution, ,meta ons.-ixpeithef%Cid Takaline' o solution are reduced onto-@$ithode-surfaces (the work being plated). Metal ions in solution are replaced either through dissolution from anodes (bars hung from hooks or chunks in baskets) or by addition of metal salts.
Barrels are used for small parts that tumble freely in in rotating barrels. Perforated plastic barrels range in size from 6 to 30 inches. Direct current loads of up to several hundred amperes are carried to the parts being plated through "danglers" suspended from a current-carrying bar.
RSaCkS*alEUS r:approximatel y re processed. Racks are composed of "spines" that are plastic-coated, with "tips" that have exposed copper for making contact with piece parts.

filters, rectifiers, etc.
filters, rectifiers, etc. /
FIG. 1 A "common well" tank layout

rinse
TRANSFER TO PLATING A
chromate
chromate
rinse
rinse
rinse
rinse
zinc plate
cyanide dip
FIG. 2 Common well plus transfer tank layout
cadmium plate
chromate
chromate
rinse
brass plate
rinse
rinse
rinse
copper plate
tin plate
rinse
rinse
rinse
nickel plate
DRY
1
STAGING AREA FOR WORK TO BE PLATED
rinse I
soak clean
rinse
hot water rinse
loadlu n load

- Q)
C .- %

Lo ad b a r r e 1 s
b-
To r i n s e and d r y &
Rinse- -3 b
. Soak c leaner - - 1
Soak c leaner - -2
c i t y w a s t e w a t e r
1
E l e c t r o c l eaner--4
E lec t roc leaner - -5
w a s t e w a t e r
I S e r i e s r i n s e - - 7
c i t y w a t e r
A c i d ba th - -0 L1-' I
A c i d ba th - -9 - = w a t e r f l o w
7
Cyanide z inc p l a t i n g ba th - - ' 3
Ser ies r i nse - - 12
E I - FIG. 4 Cyanide zinc line = w o r k f l o w existing rinsing
arrangement

Load b a r r e 1 s Chromate- - 1 9 To r i n s e and d r y
> - Soak c leaner - - 1
Soak c leaner - -2
1
3 gpm Rinse--3 D- b
w a s t e w a t e r
Chr ate-- 18 1"1 S t r i p ank-- 17 e3
E l ec t r o c l eaner--4
E l ec t r o c 1 eaner--5
S e r i e s r i nse - -6 c +
w a s t e w a t e r
Se r ies r i nse - -7
1 gpm c
A c i d ba th- -8
A c i d ba th - -9 - = w a t e r f l ow
Oe3 ~ Se r ie r i nse - - 16
--I- I I I
w a s t e w a t e r
I I
Drag-out-- 14
Cyanide z inc p l a t i n g bath-- 3
-- Drag- in-- 12
3 gpm c c-
Ser ies r i n s e - - 1 1 w a s t e w a t e r ____)
S e r i e s r i n s e - - 1 o
= work f l ow FIG. 5 Cyanide zinc line new rinsing arrangement

1
TEXT FOR OVERHEADS Figures 1-5
Fig. 1 Common well tank layout This terminology applies to installations where all cleaning, acid treating and post-plating rinsing and drying are done in a "common well" or "kitchen sink" and the plating processing is done in surrounding process tanks. This layout works well when a wide variety of finishes must be plated but the volume of any one finish is not large. It also works well when plating times are long in relation to the time required for cleaning and rinsing. Two common applications are jewelry plating and hard chrome plating. Disadvantages are:
Capacity The cleaning and rinsing lines often prove to be undersized if the surrounding process tanks are to be kept full of work at all times.
Uncontrolledfloor spills that complicate waste treatment by adding to its complexity and volume are more likely with this arrangement.
Lack of automation This layout is nearly impossible to automate, making it difficult to take advantage of some waste dragout reduction techniques.
Fiy. 2 Common well plus transfer tank layout In this Iayout, the addition of a transfer tank allows for partial automation and for greater complexity and volume of plated finishes. This layout also can nearly eliniinated floor spills, if tanks are properly installed. This layout has many applications, but is most common where the substrate of the work varys only a little, e g , hardware, fixtures or hand tools. Disadvantages are:
Capacity The capacity of the cleaninvg and rinsing line again deramine whether the process solutions can be kept at full capacity. Scheduling can sometimes be difficult, leaving some process tanks waiting for work while others are very busy.
Flexibility To the extent that this layout is automated, production cycles are difficult to interrupt, a situation that can lead to higher volumes of waste, especially from rejects. Small runs can take an extremely long time to process, and may take an inordinate amount of attention by an operator.

2
TEXT FOR OVERHEADS Figures 1-5
Fig. 3 Big circle tank layout This layout is used for high-volume production of a limted number of parts and finishes. The loop may be a a circle, and oval, a rectangle or a back-and-forth loop as shown. All "full return" automatic plating machines use this layout. This layout is extremely and efficient and, because very little or very slowly, amenable to many types of waste reduction opportunities, as long adding equipment to the line is not required. Disadvantages are:
Flexibility This layout cannot be changed physically, and many times chemistry changes or changes the timing of process steps can be difficult to implement. This is because the work moves through the process on a continuous chain drive, and each step is directed to all others. Only where "skippers" can be used to adjust the process can major changes be made.
Control Since the machine is large and interconnected, problems can go undetected for a long time. These may include: process solutions out of chemical control, causing rejects; leaks or spills; dropped parts causing contamination. Since any one part does not carry a very high value as a percentage of overall production, rejects are often tolerated at higher rates than would be acceptable with other layouts.
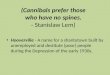
Fip. 4 Cyanide zinc barrel plating line Following is the operating sequence used on this plating line:
1) Barrels are loaded with parts at the loading area. Parts are assorted fasteners: bolts, washers, nuts, screws and cotter pins.
2) Time in each process tank is as follows: 1--5 min 2--5 min 3--2 min 4--5 min

3
TEXT FOR OVERHEADS Figures 1-5
5--5 min 6--1 min 7--2.5 min 8--5 min 9--2 min 10--1 min 11--.5 min 12--.5 min 13-- 10 min 14-2 min 15--2 min 16-2 min 17--2 min 18--5 min 19-- 5 min
3) Drain time above each process tank averages 15 seconds.
4) Production rate is 12 barrels per hour.Plating thickness is 0.0002", protected by a clear chromate.
5) Bath formulations are as follows: Soak cleaner
Blended alkalies 90 g/l Surfactant 5g/l Deflocculant 2g/l Inhibitor 3gf l By analysis: PH >11.0 Temp 160" F.

4
TEXT FOR OVERHEADS Figures 1-5
Electroc leaner
Blended alkalies 9ogn Deflocculant 2gn Inhibitor 3 g n Foam suppresant 18/1
By analysis:
Free NaOH 30 g/l PH >11.0 Temp 160" F.
Hydrochloric acid 30% by volume Temp Room
Cvanide zinc
Sodium Cyanide (NaCN) 100 g/l Sodium Hydroxide (NaOH) 50 gA By analysis:
Zinc Oxide (ZnO) 45 gn
Zinc 35 gn Total cyanide 102 gl Total NaOH 95 8/1 PH >13.0
Cautions: Contamination with chromium or nitrates results in poor adhesion Contamination with copper, cadmium or lead results in dark deposits Hazy deposits result from organic contamination or poor rinsing Staining in storage results from poor rinsing
Temp 70-85" F.

5
Clear chromate Chromium
as ~ r + 6
as Cr+3 Sulfate Inhibitors
PH Temp
TEXT FOR OVERHEADS Figures 1-5
30 g/l
4g/l 3. g/l 1.0 80' F.
Fip. 5 Cyanide zinc barrel plating line--modified rinsing system
1) Tank 3 reduced to 3 gpm input, and Tanks 6 and 7 to 1 gpm. Flow restrictors installed on input line (non-adjustable). 2) Tanks 10 and 11 converted to two-stage rinse. 3) Tanks 12 and 14 converted to drag-in/dragout system (77% recovery of plating chemicals). 4) Tanks 15 and 16 converted to two-stage rinse, total input of 0.3 gpm. 5) Tank 17 converted to strip tank (removal of accumulated metal from equipment; non-process step). 6) Air spargers added to all rinse steps. 7) Conversion to deionized water for all process steps. 8) Plating chemical losses reduced from 1280 lbs/yr zinc to 294 1bs.yr zinc; 1477 Ibs/yr cyanide to
340 Ibs/yr cyanide 8) Total cost for water, lost chemicals and water pollution control reduced from $17,843/yr to $8,580.

Alkaline clean/rinse Acid didr inse
X X X X
Zinc strike/rinse Comer strike/rinse
X X X X
Copper/rinse Nickel / r inse
X X X X
N icke I/ri n se C h ro me/ri nse Z i n c / r i n se
~ -~
X X X
I
Decorative Chrome 1 2
X X X
Coating X X X X X X
Alkaline clean/rinse Acid didr inse
X X
X X X
X X Nickel / r i nse C h rome/rinse X
PROCESSES FOR PLATING ON ALUMINUM
Decorative Chrome Chrome I 1
Decorative Chrome Protective Zinc 3
I Act ivate/ r in se I x Ix
X X X I
~~ I Chromate/rinse
Decorative Chrome I Basis for Coating I Basis for Magnetic 1
I Act ivate/ r inse I x l~~.alyze/rinse I t Electroless deposit/
CoDDer strikdrinse
X I x ( x I X I x I x
I NickeVrinse I x

PROCESSES FOR PLATING ON STEEL
C h r o m e X
r-- Chrome Clad Zinc 1 Zinc 2 X X ‘ X X Alkaline clean/
r inse Acid dip/rinse Copper strike/ r inse Acid dip/rinse Co pper/ri n se Semibright
- n i cke l / r i n se Bright n ickel / r inse Anodic treat/ r inse
I Zinc/r inse 1 ChromaWrinse
d
D e c .
X Chrome 1 -
X X
X X X
X
X
i D e c . 1 Hard 1 C o p p e r I P r o t . I P r o t .
I I I I
X I x Ix I x I x I X X X
X
X
X

PROCESSES FOR PLATIL i)N ZINC DIE CASTINGS
Alkaline clean/rinse
Decorative Chrome Decorative Chrome Protective Finish Protective Finish 1 2 1 2 X X X X
Acid dip/rinse Copper strike/rinse
X X X X X X
Copper/rinse N ickel/r i nse An odic t rea t/r i n se C hrome/ri nse Chromate/rinse
X X X X
Alkaline cleanhinse
- - X
Acid dip/rinse Comer strikelrinse
X X
X
Acid dip/rinse C o pper/ri n s e NickeVrinse
- Chrome
X
C hrome/rinse
Decorative Chrome Decorative Chrome 1 2 X X
X X
PROCESSES FOR PLATING ON BRASS
~
X X X X
- I X X -
- .-
X X
X X X X X
Protective Nickel 1 X I