Embed Size (px)
Citation preview
Wuxi Suntech PV Modules - Technical Review
Desktop Review and Factory Audit
Wuxi Suntech Power Co., Ltd.
October 2014 00583 - v2.0 Final
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final
Issue and Revision Record
Revision Date Originator Checker Approver Narrative
1.0 08/07/2014 JF/GS/RR CM/MG OS Draft
1.1 25/07/2014 JF/GS CM OS Draft – updated following
comments
2.0 17/10/2014 JF/GS AK BR Final
Disclaimer
This document has been prepared for the titled project or named part thereof and should not be
relied upon or used for any other project without an independent check being carried out as to its
suitability and prior written authority of OST Energy being obtained. OST Energy accepts no
responsibility or liability for the consequence of this document being used for a purpose other
than the purposes for which it was commissioned. Any person using or relying on the document
for such other purpose agrees, and will by such use or reliance be taken to confirm his agreement
to indemnify OST Energy for all loss or damage resulting therefrom. OST Energy accepts no
responsibility or liability for this document to any party other than the person by whom it was
commissioned.
To the extent that this report is based on information supplied by other parties, OST Energy
accepts no liability for any loss or damage suffered by the client, whether contractual or tortious,
stemming from any conclusions based on data supplied by parties other than OST Energy and
used by OST Energy in preparing this report.
Awards and Recognitions
ACQ Magazine
UK Technical Advisor of the Year
2013 & 2012
Finance Monthly Magazine
UK Renewables Advisory Firm of the Year
2010
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final
Contents
Glossary .............................................................................................................................................1
Executive Summary ...........................................................................................................................2
Overview of the company ..................................................................................................................2
Technical review of PV modules .......................................................................................................3
Independent module testing ..............................................................................................................3
Review of production machinery and key components.....................................................................4
Factory visit findings ..........................................................................................................................4
Acceptance in the marketplace .........................................................................................................6
Operational performance ...................................................................................................................6
R&D ...................................................................................................................................................6
Warranties .........................................................................................................................................6
Product Liability Insurance ................................................................................................................7
Environmental, Health and Safety Review ........................................................................................8
1 Introduction.............................................................................................................................. 10
2 Company Overview ................................................................................................................. 11
2.1 Shunfeng Photovoltaic International ............................................................................. 11
2.2 Wuxi Suntech Power Co., Ltd ....................................................................................... 11
2.2.1 Manufacturing capabilities ................................................................................ 12
2.3 Quality management system ......................................................................................... 13
3 Technical Review of Suntech PV Modules ............................................................................. 15
3.1 Module technical characteristics ................................................................................... 15
3.2 Low irradiance performance .......................................................................................... 15
3.3 Module efficiency ........................................................................................................... 16
3.3.1 Manufacturer comparison ................................................................................. 17
3.3.2 OST comments ................................................................................................. 21
3.4 Fill Factor ....................................................................................................................... 21
3.4.1 Manufacturer comparison ................................................................................. 21
3.4.2 OST Comments ................................................................................................ 25
3.5 Conclusions on manufacturers comparison .................................................................. 25
3.6 Certifications .................................................................................................................. 25
3.7 Returns .......................................................................................................................... 26
4 Module Testing ........................................................................................................................ 29
4.1 The set of validation tests ............................................................................................. 29
4.1.1 Visual inspection ............................................................................................... 30
4.1.2 Maximum Power measurement ........................................................................ 30
4.1.3 Electroluminescence imaging ........................................................................... 31
4.1.4 Insulation test .................................................................................................... 31
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final
4.1.5 Performance at NOCT ...................................................................................... 31
4.1.6 Performance at low and intermediate irradiance .............................................. 32
4.1.7 Thermal imaging & ΔT ...................................................................................... 33
4.1.8 Hot spot endurance test .................................................................................... 33
4.1.9 Potential Induced Degradation test ................................................................... 33
4.1.10 Conclusions ....................................................................................................... 34
5 Review of Production Machines and Key Components ......................................................... 35
5.1 Suppliers of production machines ................................................................................. 35
5.2 Suppliers of materials and key components ................................................................. 44
6 Factory Visit Findings .............................................................................................................. 60
6.1 Receipt of material from supplier .................................................................................. 60
6.1.1 Polycrystalline cells characteristics ................................................................... 70
6.2 Components storage ..................................................................................................... 70
6.3 Module manufacturing process ..................................................................................... 72
6.3.1 Quality inspection during production ................................................................. 73
6.3.2 Traceability ........................................................................................................ 73
6.3.3 Material preparation .......................................................................................... 74
6.3.4 Back sheet and EVA preparation ...................................................................... 78
6.3.5 Cell tabbing/soldering and stringing .................................................................. 78
6.3.6 Soldering, EVA and back sheet lay-up ............................................................. 83
6.3.7 Lamination ......................................................................................................... 89
6.3.8 Framing and junction box assembly ................................................................. 92
6.3.9 Module cleaning and testing ............................................................................. 94
6.3.10 Final inspection ................................................................................................. 97
6.3.11 Packaging.......................................................................................................... 99
6.4 Test facilities at Suntech ............................................................................................. 101
6.5 Training ........................................................................................................................ 101
7 Acceptance in the Marketplace ............................................................................................. 103
7.1 Project experience ....................................................................................................... 103
7.2 Bankability ................................................................................................................... 104
7.3 Contractors and Developers ....................................................................................... 105
8 Operational Performance ...................................................................................................... 107
9 R&D ....................................................................................................................................... 108
10 Warranties and Guarantees .................................................................................................. 109
10.1 Limited warranty for PV modules ................................................................................ 109
10.1.1 Limited product warranty ................................................................................. 109
10.1.2 Limited peak power warranty .......................................................................... 109
10.1.3 Warranty exclusions and limitations ............................................................... 110
10.1.4 Claims ............................................................................................................. 110
10.1.5 Various ............................................................................................................ 111
10.2 Warranties and guarantees comparison ..................................................................... 111
10.3 Third party insurance................................................................................................... 113
10.4 Product Liability Insurance .......................................................................................... 113
10.4.1 Chubb Insurance (China) Company Limited .................................................. 113
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final
10.4.2 Yingda Taihe Property Insurance ................................................................... 114
11 Environmental, Health and Safety Review ........................................................................... 115
11.1 International Lender EHS Guidelines .......................................................................... 115
11.1.1 IFC/World Bank ............................................................................................... 116
11.1.2 Equator Principles ........................................................................................... 117
11.1.3 EBRD E&S Standards and Guidelines ........................................................... 118
11.2 Suntech’s EHS Management ...................................................................................... 118
11.2.1 Assessment and Management of Environmental and Social Risks and Impacts119
11.2.2 Labour and Working Conditions ..................................................................... 119
11.2.3 Resource Efficiency and Pollution Prevention ................................................ 120
11.2.4 Community Health, Safety, and Security ........................................................ 121
11.2.5 Biodiversity Conservation and Sustainable Management of Living Natural Resources ....................................................................................................... 121
11.3 Conclusion ................................................................................................................... 121
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 1
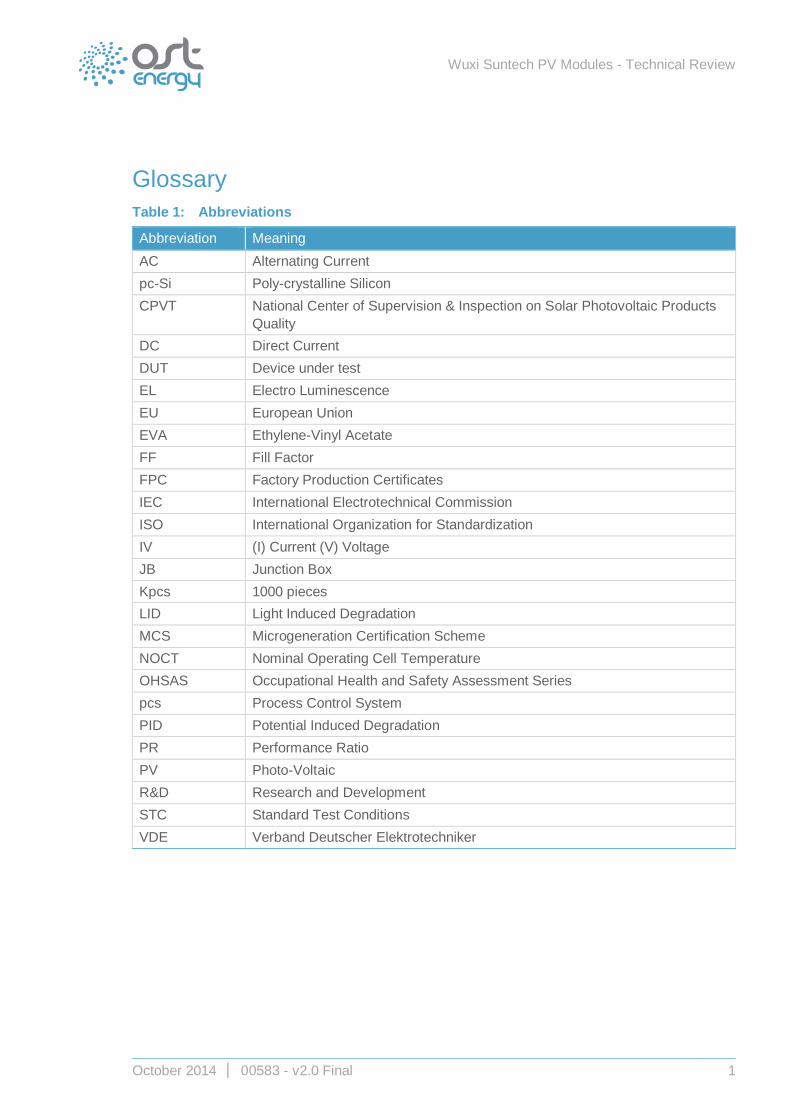
Glossary
Table 1: Abbreviations
Abbreviation Meaning
AC Alternating Current
pc-Si Poly-crystalline Silicon
CPVT National Center of Supervision & Inspection on Solar Photovoltaic Products
Quality
DC Direct Current
DUT Device under test
EL Electro Luminescence
EU European Union
EVA Ethylene-Vinyl Acetate
FF Fill Factor
FPC Factory Production Certificates
IEC International Electrotechnical Commission
ISO International Organization for Standardization
IV (I) Current (V) Voltage
JB Junction Box
Kpcs 1000 pieces
LID Light Induced Degradation
MCS Microgeneration Certification Scheme
NOCT Nominal Operating Cell Temperature
OHSAS Occupational Health and Safety Assessment Series
pcs Process Control System
PID Potential Induced Degradation
PR Performance Ratio
PV Photo-Voltaic
R&D Research and Development
STC Standard Test Conditions
VDE Verband Deutscher Elektrotechniker
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 2
Executive Summary
OST Energy has been appointed by Wuxi Suntech Power Co., Ltd. (‘Suntech’ or ‘the
Manufacturer’) to undertake an independent technical review of three models of its poly-
crystalline silicon photovoltaic (PV) modules.
This review has been undertaken based on information provided via email, discussions with
Suntech staff, independent testing, industry knowledge, a factory visit and information available in
the public domain. While every effort has been made to verify source information, OST takes no
responsibility for the completeness or otherwise of the information provided for the purpose of the
review.
Overview of the company
Wuxi Suntech Power Co. Ltd. specialises in the production and sale of mono-crystalline and
polycrystalline silicon PV modules. Suntech was founded in 2001 as a subsidiary of Suntech
Power Holding. Co., Ltd.
Suntech, as a subsidiary of Suntech Power was a leading supplier of solar modules in 2011 and
has supplied more than 8 GW of modules to more than a thousand customers in more than 80
countries. Suntech also manufactures solar cells at Wuxi, with a production capacity of 2.1GW.
The modules under review and all other modules produced at Wuxi are produced under the Wuxi
Suntech brand.
On the 7th of April 2014, Suntech, the main PV module manufacturing facility of Suntech Power
Holding became a full subsidiary of Shunfeng Photovoltaic International. Shunfeng Photovoltaic
International focuses on the research and development, manufacturing and sales of wafers, solar
cells and solar modules. The Shunfeng Group is the largest independent private solar provider of
solar energy in China and has reportedly delivered 890 MW in 2013.
With the recent acquisition of Suntech by Shunfeng Group, the Group plans to quadruple the
generation capacity at Wuxi.
Wuxi Suntech Co. Ltd is based in Wuxi, Jiangsu in China. The Manufacturer employs
approximately 4,700 people worldwide, involved in the production of mono-crystalline and
polycrystalline PV cells and modules, sales and distribution. The current peak production capacity
in Chinese sites is 2.5 GW per year.
Suntech is a member of the PV CYCLE association for the European Market and we have
sighted the certification. Suntech also holds the following international certifications issued by
SGS S.A.
ISO 9001:2008 - Quality Management Systems (expires on 16th August 2015)
ISO 14001:2004 - Environmental Management Systems (expires on 5th August 2015)
OHSAS 18001 - Health and Safety Management Systems (expires on 1st September 2016)
SA 8000:2008 - Social Accountability International (SAI) (expires on 10th September 2016)
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 3
Technical review of PV modules
This report has focused on three polycrystalline silicon module models manufactured by Suntech
at the Wuxi manufacturing facility:
STP250-20/Wd
STP255-20/Wd
STP300-24/Ve
Suntech modules hold a range of certifications which we consider to be in-line with market
standards and appropriate for use in the EU and UK.
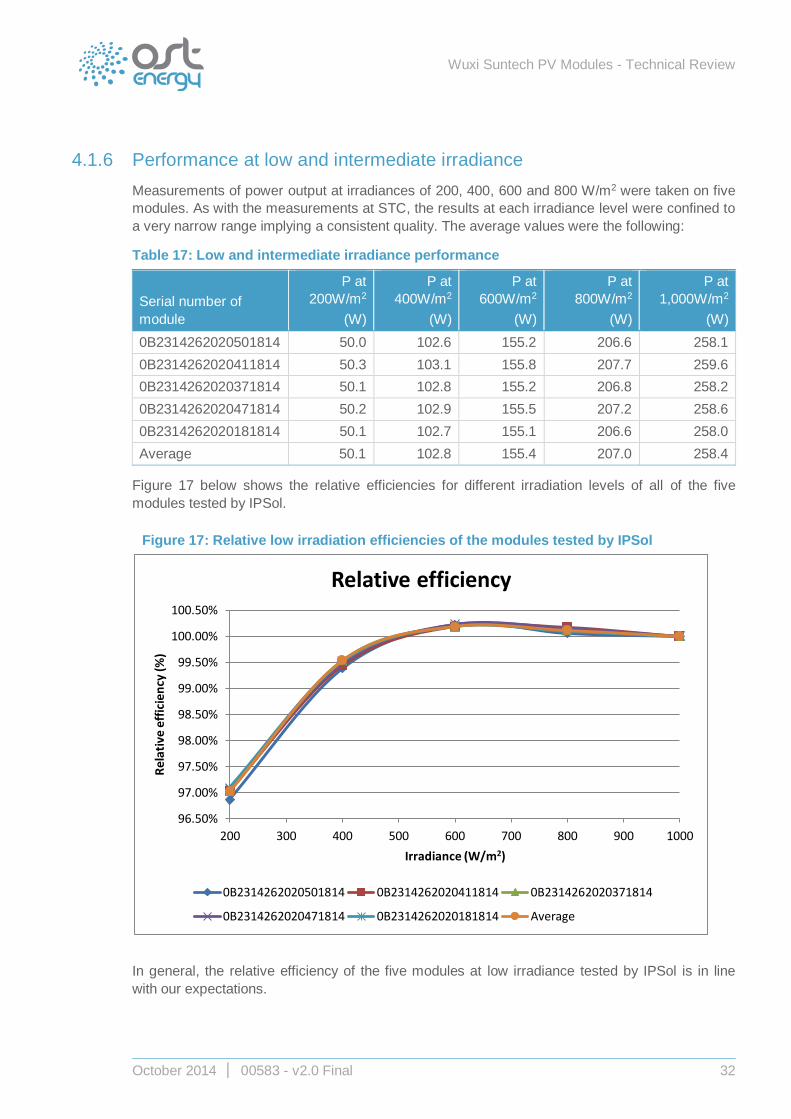
According to the results of the independent low irradiance performance test performed by IPSol
on the STP255-20/Wd modules, the profiles of the low irradiance curves of the modules tested by
IPSol are in line with our expectations. The Manufacturer has provided low irradiance data on
samples of the two other modules under review which indicate low irradiance relative efficiency to
be in line with our expectations.
The module efficiencies and fill factors at STC and NOCT have been compared to a range of
other poly-crystalline modules with the same nominal power sold in the PV market and produced
by top-tier and reputable manufacturers. We note that all Suntech modules reviewed show STC
efficiencies slightly above average. The modules also showed above average NOCT efficiencies
by market standards.
The Suntech modules under review all have fill factors above industry standards for
polycrystalline modules at both STC and NOCT, while the fill factors of the STP2555-20/Wd
module ranked above average market offering. Suntech modules all have fill factors greater than
0.7 which indicates that the cells utilised by Suntech are of satisfactory quality
The positive power tolerance of 0/+5% of the modules results in effective tolerance values of up
to 12.5W, 12.75W and 15W for the three modules under review which we consider to be above
market standards.
Independent module testing
As part of our review, a set of validation tests were carried out on a set of 11 modules (model
STP255-20/Wd), selected by OST Energy, at IPSol Energy laboratories in Nottingham. The tests
and measurements made by IPSol were intended to probe the reliability and manufacturing
quality of the modules and also to assess their performance. The set of validation tests occurred
during May/June 2014 and the following tests were undertaken to assess the modules’ quality
and reliability:
Visual inspection
Maximum power measurement
Electroluminescence testing
Insulation testing
Performance at NOCT
Performance at low and intermediate Irradiances
Thermal Imaging/∆T
Hot-spot endurance test
Potential induced degradation test
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 4
All modules tested were generally of a high quality, with power outputs across a range of
conditions meeting or exceeding the manufacturer’s quoted values. There was a narrow spread
in the results for the five modules that underwent performance testing suggesting a consistent
quality of module across the sample. Resistance to hotspot stressing was excellent, and though
PID stressing caused a small drop in power output, the results remained comfortably within the
IPSol ‘A’ classification for PID resistance.
The EL and thermal imaging showed the cells of the modules to be well matched and of a
satisfactory quality.
While the test results are promising we do not consider it possible to draw any profound
conclusions regarding the population the samples were taken from.
Review of production machinery and key components
Module production is undertaken at the Wuxi Suntech facilities with machines from a number of
suppliers. We note that limited information was available for some of the manufacturers. We
recommend that further information is provided on the unknown manufacturers.
Materials and key components are sourced from suppliers majorly from Asia and from various
countries worldwide.
OST notes that all the modules reviewed have common suppliers and production machines. All of
the key components are certificated by VDE Prüf- und Zertifizierungsinstitut. Any additional
components used or intended to be used in the manufacturing of the Suntech modules should be
added to the CDF outlined in the VDE Prüf- und Zertifizierungsinstitut list.
Poly-crystalline cells are provided internally by Suntech and by other suppliers. The cells provided
by Suntech, are listed in the VDE certificate. Separate certification for component suppliers have
been listed in ‘The Review of Production Machinery and Key Components’.
Factory visit findings
The module production facilities in Wuxi were visited on the 12th June 2014 by Martin Cincelli and
Gustaf Schuler of OST Energy and Tim Carter of IPSol Energy. We can confirm that the facility
was in line with expectations of a satisfactory market standard.
The factory consists of five separate buildings, two containing the production lines, two
warehouses and one office building. Protective equipment is worn by all staff throughout the
factory, including Suntech uniform consisting of trousers, shirt and hat, gloves and shoes.
Visitors are given hair and shoe protectors before entering the workshops which is in line with
good practice.
Incoming checks are undertaken on receipt of the materials from the suppliers. Components
which pass the incoming checks are labelled with a green barcode (PV cells) or a stamp (all other
components) and the serial number is recorded in the SAP warehouse management system.
The system allows for traceability of the components in the storage warehouses before entering
the production lines where a Manufacturing Execution System (MES) is used. We consider the
implementation of the MES and SAP systems used at Suntech to offer a reliable method for
traceability of the components and products.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 5
The temperature and relative humidity in the warehouse where the EVA and back sheet
components are stored and prepared for production are controlled according to the specifications
of the manufacturers; however, more frequent controls and an automatic alarm if the parameters
exceed the limits would be desirable.
The production at the factory is fully automated with several production lines consisting of 48
tabbing and stringing machines, 92 laminators, 53 framing machines and several EL and flash
testing machines.
We have been provided with the quality control plan for each of the processes and we consider
the quality control to be in line with our expectations with minor comments included in the body of
our report.
Visual checks are undertaken on 100% of the cells after tabbing and stringing on the lay-up
station before lamination; in addition a visual inspection is carried out immediately before the
modules undergo EL testing and prior to packaging. We note that no visual checks are performed
on the front of the module prior to lamination. We consider visual checks on the module from both
sides as market standard and recommend to extend the range of visual checks at this stage.
According to Suntech, certain tests such as a pull test between EVA and the glass, the silicone
filling of the junction box for the adhesion between junction box and back sheet and appearance
test are performed regularly; however, are not included in the Lamination - Quality Control Plan.
We consider the tests performed at this stage as stated by Suntech as satisfactory; however, we
note that these tests and their quality criteria should be added to the QCP.
Electroluminescence (EL) testing is undertaken on most of the modules, prior to lamination and
on all modules post-lamination. Suntech confirmed that from July 2014 all modules are EL tested
prior to lamination. We have been provided with the pass / fail criteria for the EL testing which we
consider to be in line with our usual market expectations. We have been advised by Suntech
staff that all personnel in charge of EL testing are trained by a trainer at the machine and
subsequently undergo an examination before being capable of operating independently. In order
to maintain the required level of competency, an annual retraining program, incorporating an
examination of knowledge and skills is to be carried out, which we consider good practice.
Each module undergoes a final inspection following testing. The list of checks is comprehensive;
and during our visit we did not witness any modules being rejected during these final visual
checks. We note that during our visit the average final inspection time per module was between 5
and 10s and we do not consider that all quality controls can be achieved in this time.
The QCP requirements for packaging could be better defined in the QCP as we consider the level
of detail of the information provided will not inform the operator on the level of accuracy required.
However, Suntech stated that a detailed inspection document is issued in their IBMS for
packaging which includes the inspection items, inspection frequency, inspection tool, and
judgment criteria. Additionally all responsible staff is trained on the job and informed about the
quality requirements of packaging. OST has not been provided with this document for review and
as such we cannot comment on the suitability of the inspection terms.
A test facility exists at the Suntech production facility in Wuxi to undertake tests equivalent to
IEC61215 and IEC61730 standards. We note that not all manufacturers can offer this thorough
in-house testing and thus this is a positive indication of their QA processes.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 6
Acceptance in the marketplace
We have been provided with a list of projects utilising Suntech modules in Europe, USA and other
countries. We consider that the list of projects is indicative of acceptance within the European
and global marketplace; however, we note that the list does not contain projects executed in the
UK.
Suntech has also provided a list of banks and financial institutions involved in the financing of
projects utilising Suntech modules and EPC contractors that have used Suntech modules. We
consider the list of EPCs indicative of a good level of general acceptance; however, the list of
banks/financial institutions is indicative of bankability only in a few European countries.
Operational performance
OST has not been provided with operational data to enable a detailed analysis of the
performance of the reviewed Suntech modules; Suntech provided a summarized operational data
and final performance ratio of a plant where Suntech STP250-20/Wd modules similar to the
models under review, are installed.
The PR data suggests acceptable performance for this specific plant that uses Suntech modules,
but we note that the performance data of the plant is a result of the performance of different
systems. Although modules largely contribute to the final performance, in the absence of DC
tests, and more detailed operational data, we can only acknowledge that the plant has been
operating above expectations.
R&D
Suntech has provided a spread sheet outlining their recent research projects between 2011 and
2013. No specific documentation on the R&D activities of Suntech has been provided, however
we understand that Suntech is engaged with a leading institution for silicon solar research in New
South Wales, in Australia. Suntech and the University of New South Wales jointly-developed
PERL cell technology, which set the 2009 world record for solar conversion efficiency. The PERL
cell technology is now employed on all Suntech Pluto cells and Hi-Performa modules.
Warranties
Suntech Power has provided two warranty documents; one that applies globally and a second
that applies only inside the European Economic Area and Switzerland. OST has reviewed the
warranty documentation which applies in Europe, entitled ‘2014 Suntech standard warranty -
Europe’.
The Manufacturer provides two types of warranties to its customers:
10 year limited product warranty
25 year limited peak power warranty
Suntech warrants, as a voluntary, independent performance warranty, that each PV module will
exhibit a power output of no less than:
97% of nominal power (i.e. minimum permissible power output for the commencing year)
in the first twelve months after shipment
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 7
0.70%*nominal power lower than the minimum permissible power output for the previous
calendar year for each twelve subsequent month period. So by the end of 25 years, at
least 80.2% of nominal power can be achieved.
The Warranty Start Date is the day of sales or 12 months after modules dispatch from the
Suntech factory, whichever occurs earlier.
If a module is found defective in material or workmanship, Suntech will, at its sole discretion,
repair or replace the module by a functional module of the same type.
Suntech’s warranty terms do not apply to PV modules marked as “Grade A” or “Grade B” on the
nameplate; for these kind of modules special warranties apply which have not been reviewed in
the scope of this report. The warranty terms apply only to the end customer.
Warranty provisions, exclusions and limitations are generally in line with our expectations.
Should a dispute arise over a warranty claim, an independent testing body such as Fraunhofer
ISE, TUV Rheinland or Verbands der Elektrotechnik (VDE) shall be involved to judge the claim
finally. All fees and expenses associated with the test shall be borne by Suntech, we consider
Suntech carrying these costs in the event of a warranty claim places it at the higher end of current
market practice.
If the output power of the module is below the adjusted nominal power due to defects in material,
Suntech will either repair or replace the module by a functional module of the same type. If
Suntech no longer manufactures the respective module type, Suntech will either supply a
functionally equivalent module of the same or higher power of a different type. Suntech will also
compensate the proven lost profits of the defective module from the day of acknowledgement
against Suntech.
OST considers Suntech’s provision to compensate for lost profit of the defective module to be
above common marketplace practice. We also consider the positive nameplate capacity tolerance
at the upper end of market standards, while the standard product warranty and the linear peak
performance warranty are in line with current market standards.
We recommend an independent legal review of the warranty terms necessary to provide an
opinion on suitability.
Product Liability Insurance
Suntech has provided two Product Liability Insurance policies, stipulated with Yingda Taihe
Property Insurance and Chubb Insurance (China) Company Limited. OST has not reviewed the
Yingda Taihe Property Insurance product liability insurance as it is not applicable to Europe or the
UK.
OST has reviewed the Product Liability Insurance policy taken out with Chubb Insurance (China)
Company Limited, effective from 10th March 2014 and valid until 10th March 2015. The general
liability insurance policy covers bodily injury on persons and property damage arising out of the
solar modules sold worldwide. Damages will be paid by insurance in case the Manufacturer is
legally obliged to pay.
The insurance policy has an aggregate premium limit of USD 10,000,000, which is progressively
reduced once a claim is paid, and a limit of USD 10,000,000 for each claim occurrence.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 8
Although the documentation on liability insurance was provided specifically for PV cells, modules
and PV systems, which were all referred to as the ‘Product’, the wording of the document is not
clear about the underperformance of the ‘Product. In particular, the policy excludes ‘Damage To
Your Product’, where ‘Your Product’ is defined to mean goods or products manufactured by
Suntech. ‘Your Product’ also includes representations or warranties made at any time with
respect to the durability, fitness, performance, quality or use of ‘Your Product’. The policy defines
terms of coverage and exclusions only in a general way and not specifically related with the
Product’s application (e.g.: installation of modules on PV plants, roof-top or ground mounted,
etc.).
We recommend that the terms of the Product Liability Insurance policies are reviewed by an
insurance advisor to confirm that the arrangements are appropriate.
Environmental, Health and Safety Review
We have reviewed information provided by Suntech on their Environmental, Health and Safety
(EHS) management system, and associated documentation, against relevant international lender
Environmental, Health and Safety (EHS) guidelines, namely International Finance Corporation
(IFC), World Bank, and the Equator Principles.
We have undertaken our review principally against the following relevant IFC Performance
Standards categories:
Performance Standard 1: Assessment and Management of Environmental and Social
Risks and Impacts
Performance Standard 2: Labour and Working Conditions
Performance Standard 3: Resource Efficiency and Pollution Prevention
Performance Standard 4: Community Health, Safety, and Security
Performance Standard 6: Biodiversity Conservation and Sustainable Management of
Living Natural Resources
Our findings and conclusions are based on a review of the environmental, health and safety
information and data provided by Suntech.
Suntech has implemented a formal Environmental, Health & Safety (EHS) Management system.
The environmental component of which is based on the ISO 14001 – Environmental
Management System (EMS) standard. The Wuxi City manufacturing facility has been certified as
compliant with ISO 14001 by SGS System Certification on 28/08/2013 (certificate valid until
5/08/2015). The health and safety elements have also been certified as compliant with ISO
18001 by SGS System Certification on 03/09/2013 (certificate valid until 01/09/2016).
The implementation of an ISO 14001 certified EMS demonstrates adequate management of
environmental risks and meets the IFC Performance Standard 1. The implementation of ISO
18001 H&S Management System demonstrates adequate management of health and safety risks
and meets the IFC Performance Standard 2.
We have received the latest test results for air emissions, wastewater discharges, and waste gas
for the Wuxi facility, however these documents were provided in Chinese, therefore OST has
been unable to fully review these in detail. OST has, however, been informed that all reports
state that the factory meets all government requirements and therefore are in line the IFC
Standards with regards to air emissions, wastewater discharges and waste gas levels. OST has
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 9
also been informed that there have been no fines or notifications raised against Suntech’s Wuxi
facility from the Government or Local Authority.
Suntech has provided a Certificate of Compliance from Wuxi Environmental Protection Authority
however the document is in Chinese and cannot be fully reviewed, however we have been
informed that it confirms that they comply with environmental laws and legislation. OST requests
that a formal translation of this certificate into English is provided.
Overall we consider that Suntech meets the requirements set out in IFC Performance Standard 3
(Resource Efficiency and Pollution Prevention) with respect to supply chain. Although not
required for primary supply chains, it should be noted that IFC Performance Standard 3
(Resource Efficiency and Pollution prevention), also includes requirements for the implementation
of cost effective measures for improving efficiency in its consumption of resources and material
inputs. OST has not received any specific information regarding what efficiency and resource
measures have been put in place, or what quantifiable impacts this has had.
We consider that Suntech meets the requirements set out in IFC Performance Standard 4
(Community Health, Safety, and Security), as relevant for a primary supply chain.
However, Suntech has not provided information demonstrating their support and involvement in
community based (CSR) projects through the provision of ‘sustained community development
and employee initiatives.’ OST recommends that the Wuxi facilities investigate how they can
further involve the local community with specific regard to the promotion and use of Solar PV,
community development and education. We advise demonstrating this standard via the
implementation of a formal CSR policy, which will measure quantifiable benefits to the local
community.
We consider that Suntech meets the requirement set out in IFC Performance Standard 6
(Biodiversity Conservation and Sustainable Management of Living Natural Resources) with
respect to supply chain.
Following our review of information provided to OST Energy we consider that the Suntech
production facilities are, in general, in-line with international lender requirements for a primary
supply chain, based on IFC and World Bank standards.
We recommend that Suntech provides English versions of all relevant documentation in order for
a full review to be carried out. We also recommend that information and company policy
regarding continuing efficiency measures and pollution prevention is provided.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 10
1 Introduction
OST Energy has been appointed by Wuxi Suntech Power Co., Ltd (‘Suntech’ or ‘the
Manufacturer’) to undertake an independent review of three models of Suntech poly-crystalline
silicon photovoltaic (PV) modules. The purpose of the review will be to confirm the technical
suitability of the modules for use in photovoltaic projects in the UK.
The following sections present a technical review of the three models of poly-crystalline modules
rated 250Wp, 255Wp and 300Wp.
This review has been undertaken based on information provided via email, discussions with
Suntech staff, independent testing, industry knowledge, a factory visit and information available in
the public domain. While every effort has been made to verify source information, OST takes no
responsibility for the completeness or otherwise of the information provided for the purpose of the
review. We have only reviewed modules produced at the Wuxi facility located at 16 Xinhua Road,
New District Wuxi, Jiangsu Province in China.
Our review has been undertaken in three phases as below and this report covers the scope of
phases 1, 2 and 3:
Phase 1 – Desktop Review
– Overview of the company
– References
– Technical review of PV modules
– Module performance
– Manufacturing faults
– Acceptance in market place
– Degradation warranty
– Product guarantee
– Environmental, Health & Safety (EHS) review
Phase 2 – Module testing
– Maximum power measurement, Pmax
– Visual inspection
– Insulation test
– Electroluminescence test
– Additional tests
Phase 3 – Review of PV module production process
– Factory quality
– Manufacturing
– Cell supply
– Module testing equipment
– Health and safety
– Other
Our opinions on the PV modules are contained throughout the report and issues of most
significance are discussed in the Executive Summary.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 11
2 Company Overview
2.1 Shunfeng Photovoltaic International
Suntech was acquired by Shunfeng Photovoltaic International (Shunfeng) at the beginning of
2014 following the insolvency of Suntech’s parent company Suntech Power Holdings Co., Ltd.
Shunfeng, headquartered in Changzhou, Jiangsu province, China, focuses on the research,
development, manufacturing and sales of silicon ingots, wafers solar cells and solar modules.
The acquisition of Suntech has resulted in a significant increase in Shunfeng’s PV cell production
capacity from 650 MW to 2,250 MW per year and is seen as an indication of the company’s
desire to increase its upstream capabilities in the solar supply chain.
Although not well established in Europe, Shunfeng is also a leading solar power plant operator in
China, having developed 890 MWp of PV Plants in 2013. Shunfeng posted total revenues of USD
244 million in 2013 with a total number of 2,118 employees.
2.2 Wuxi Suntech Power Co., Ltd
As a subsidiary of Suntech Power Holdings Co., Ltd. Suntech was founded in 2001 as the main
research and development and manufacturing subsidiary of the Suntech group. Based in Wuxi,
Jiangsu province, China, at its peak in 2012 Suntech was the largest PV module manufacturer in
the world with an annual production capacity of 2.5 GW and employed over 17,000 people
worldwide.
The Manufacturer currently employs approximately 4,700 people worldwide involved in the
production of mono-crystalline and poly-crystalline PV cells and modules, sale and distribution.
The principal activities of Suntech and its subsidiaries include:
Manufacturing of solar cells
Construction of PV systems
Manufacturing and trading of wafers
Research and development of solar cells and modules
Trading of PV systems
Power generation and plant operation
Trading machinery
Following the insolvency of Suntech Power Holdings Co., Ltd in early 2013 and the subsequent
acquisition of Suntech by Shunfeng Group, the Manufacturer has undergone restructuring. The
existing subsidiaries of Wuxi Suntech are illustrated in Figure 1 below.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 12
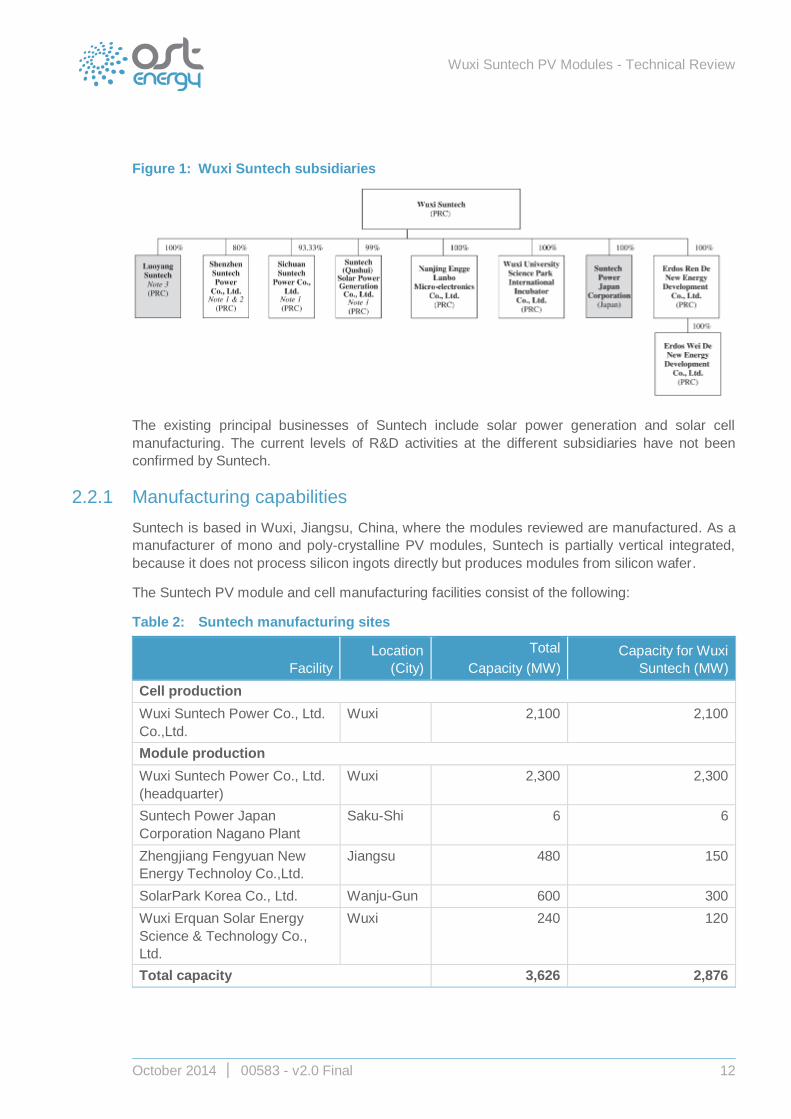
Figure 1: Wuxi Suntech subsidiaries
The existing principal businesses of Suntech include solar power generation and solar cell
manufacturing. The current levels of R&D activities at the different subsidiaries have not been
confirmed by Suntech.
2.2.1 Manufacturing capabilities
Suntech is based in Wuxi, Jiangsu, China, where the modules reviewed are manufactured. As a
manufacturer of mono and poly-crystalline PV modules, Suntech is partially vertical integrated,
because it does not process silicon ingots directly but produces modules from silicon wafer.
The Suntech PV module and cell manufacturing facilities consist of the following:
Table 2: Suntech manufacturing sites
Facility
Location
(City)
Total
Capacity (MW)
Capacity for Wuxi
Suntech (MW)
Cell production
Wuxi Suntech Power Co., Ltd.
Co.,Ltd.
Wuxi 2,100 2,100
Module production
Wuxi Suntech Power Co., Ltd.
(headquarter)
Wuxi 2,300 2,300
Suntech Power Japan
Corporation Nagano Plant
Saku-Shi 6 6
Zhengjiang Fengyuan New
Energy Technoloy Co.,Ltd.
Jiangsu 480 150
SolarPark Korea Co., Ltd. Wanju-Gun 600 300
Wuxi Erquan Solar Energy
Science & Technology Co.,
Ltd.
Wuxi 240 120
Total capacity 3,626 2,876
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 13
The Manufacturer’s other facilities in Japan and China are not reviewed in this report. We
understand that some of the other facilities manufacture OEM modules. All the above facilities are
included in the IEC certification provided by Suntech. .
2.3 Quality management system
Wuxi Suntech Power Co. Ltd holds the following international certifications issued by SGS S.A
(PTY) Ltd:
ISO 9001:2008 - Quality Management Systems (expires on 16th August 2015)
ISO 14001:2004 - Environmental Management Systems (expires on 5th August 2015)
OHSAS 18001 - Health and Safety Management Systems (expires on 1st September 2016)
SA 8000:2008 - Social Accountability International (SAI) (expires on 10th September 2016)
Suntech also holds a Japan Electrical Safety & Environment Technologies Laboratory (JET) PVm
certification of conformity to performance and safety tests, based on the relevant international
standards (IEC61215 & IEC61730) (expires on 6th December 2017 for the STP XXX-24/Ve
modules and on the 7th July 2016 for the STP XXX-20/Wd).
The above are internationally recognised certifications, which we would expect a major PV
module manufacturer to hold. The objectives of the Quality Management System are:
To maintain an effective Quality Assurance System which complies with BS EN ISO 9001:
2008
To ensure compliance with individual contract specifications and relevant statutory and
safety requirements
To minimise losses during manufacture of materials and finished product
To achieve a level of quality of products and services which enhances the company’s
reputation with its customers and where possible to maximise customer satisfaction
Suntech has provided OST with its Quality Control Plan (file name: ‘PV Module Control Plan’).
The document describes the Quality Management approach (specification, inspection method,
frequency of inspection, standard) for processes from delivery of material and components to the
packing of the finished modules.
In addition, Suntech has provided an incoming quality control (file name: ‘IQC Suntech’) program
and a process inspection control program (additional details are outlined in Section 6). Non-
conforming components and materials are manually segregated and repaired. Repaired items are
again subjected to appropriate inspection. We note that records of incoming inspections are
maintained for two inspection visits. Furthermore, a supplier audit is conducted to evaluate the
supplier’s ability of production process and quality control as well as EHS and Corporate Social
Responsibility. Existing local suppliers are audited once a year and qualified strategic suppliers
are audited quarterly.
According to Suntech’s quality documentation, suppliers of components are evaluated according
to the procedure described in the document “STP-P-10 Control Procedure of Strategic Material
Procurement Process”. This document provides standard checks for suppliers’ products to
guarantee the product quality of purchased materials.
Moreover, Suntech has provided the following documents:
OQC work instruction
Supplier assessment report

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 14
Supplier audit
Management policy
Control procedure of strategic material procurement process
Test equipment list
A factory inspection report by VDE
Training plan and procedure
A competence, training and awareness program control is also present but OST has only been
provided with a document in Chinese. The purpose of the competence, training and awareness
program control is to establish an effective control of the training budget management and
training system planning, monitoring and evaluation of the effectiveness of training and other
related activities to ensure the effectiveness of the training and to regulate the internal training
guide. Only a brief overview of the training procedure has been provided by Suntech for review
and has been included in Section 6.5. The provided training plan includes the following:
Training requirements (for each position)
Training plan (yearly training and monthly training)
Several types of trainings (New employee and new assignment, on job training,
improvement training and special job training)
Evaluation criteria (only trainees with passing grades are allowed to move to next level
training)
Based on the quality documentation and sighted SGS certifications in place, we consider
Suntech’s quality management system to be in line with our expectations and industry standards.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 15
3 Technical Review of Suntech PV Modules
This section outlines the technical characteristics and the certifications of the Suntech PV
modules reviewed in this report; the polycrystalline STP250-20/Wd, STP255-20/Wd and STP300-
24/Ve models.
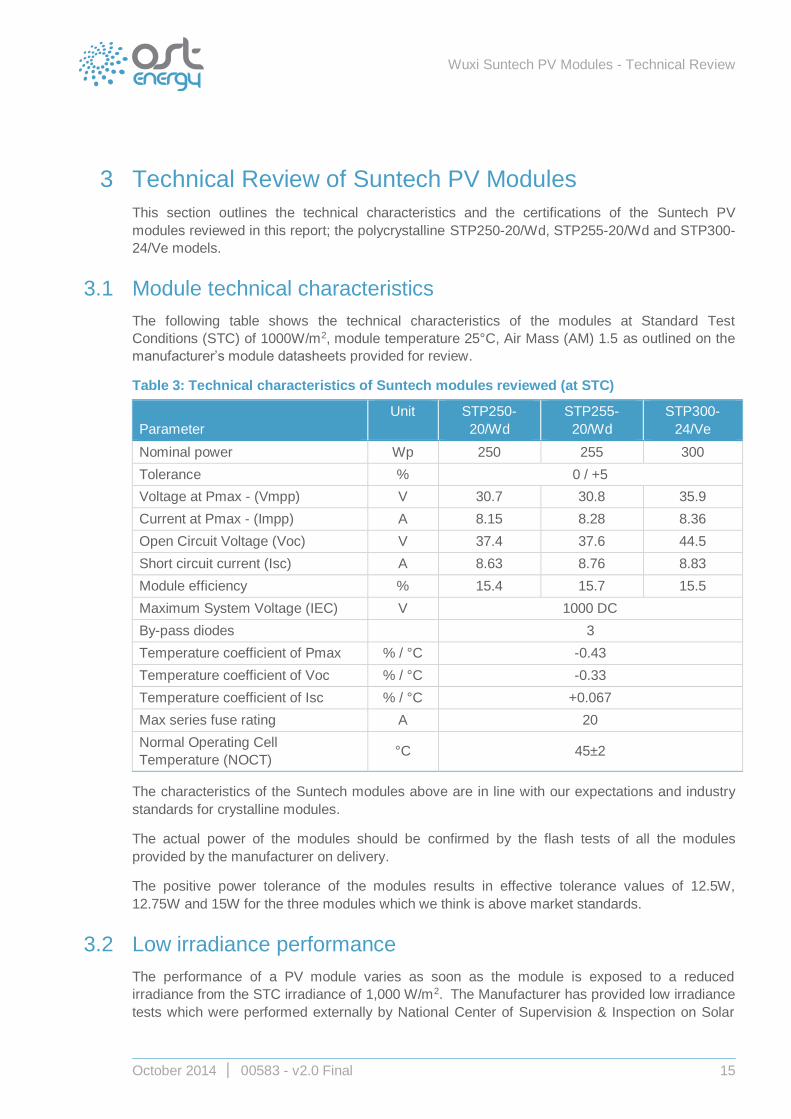
3.1 Module technical characteristics
The following table shows the technical characteristics of the modules at Standard Test
Conditions (STC) of 1000W/m2, module temperature 25°C, Air Mass (AM) 1.5 as outlined on the
manufacturer’s module datasheets provided for review.
Table 3: Technical characteristics of Suntech modules reviewed (at STC)
Parameter
Unit STP250-
20/Wd
STP255-
20/Wd
STP300-
24/Ve
Nominal power Wp 250 255 300
Tolerance % 0 / +5
Voltage at Pmax - (Vmpp) V 30.7 30.8 35.9
Current at Pmax - (Impp) A 8.15 8.28 8.36
Open Circuit Voltage (Voc) V 37.4 37.6 44.5
Short circuit current (Isc) A 8.63 8.76 8.83
Module efficiency % 15.4 15.7 15.5
Maximum System Voltage (IEC) V 1000 DC
By-pass diodes 3
Temperature coefficient of Pmax % / °C -0.43
Temperature coefficient of Voc % / °C -0.33
Temperature coefficient of Isc % / °C +0.067
Max series fuse rating A 20
Normal Operating Cell
Temperature (NOCT) °C 45±2
The characteristics of the Suntech modules above are in line with our expectations and industry
standards for crystalline modules.
The actual power of the modules should be confirmed by the flash tests of all the modules
provided by the manufacturer on delivery.
The positive power tolerance of the modules results in effective tolerance values of 12.5W,
12.75W and 15W for the three modules which we think is above market standards.
3.2 Low irradiance performance
The performance of a PV module varies as soon as the module is exposed to a reduced
irradiance from the STC irradiance of 1,000 W/m2. The Manufacturer has provided low irradiance
tests which were performed externally by National Center of Supervision & Inspection on Solar
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 16
90%
92%
94%
96%
98%
100%
102%
104%
100 200 300 400 500 600 700 800 900 1000
Perf
orm
ance (%
)
W/m2
STP250-20/Wd STP300-24/Ve
STP255-20/Wd (IPSOL) Typical Shape
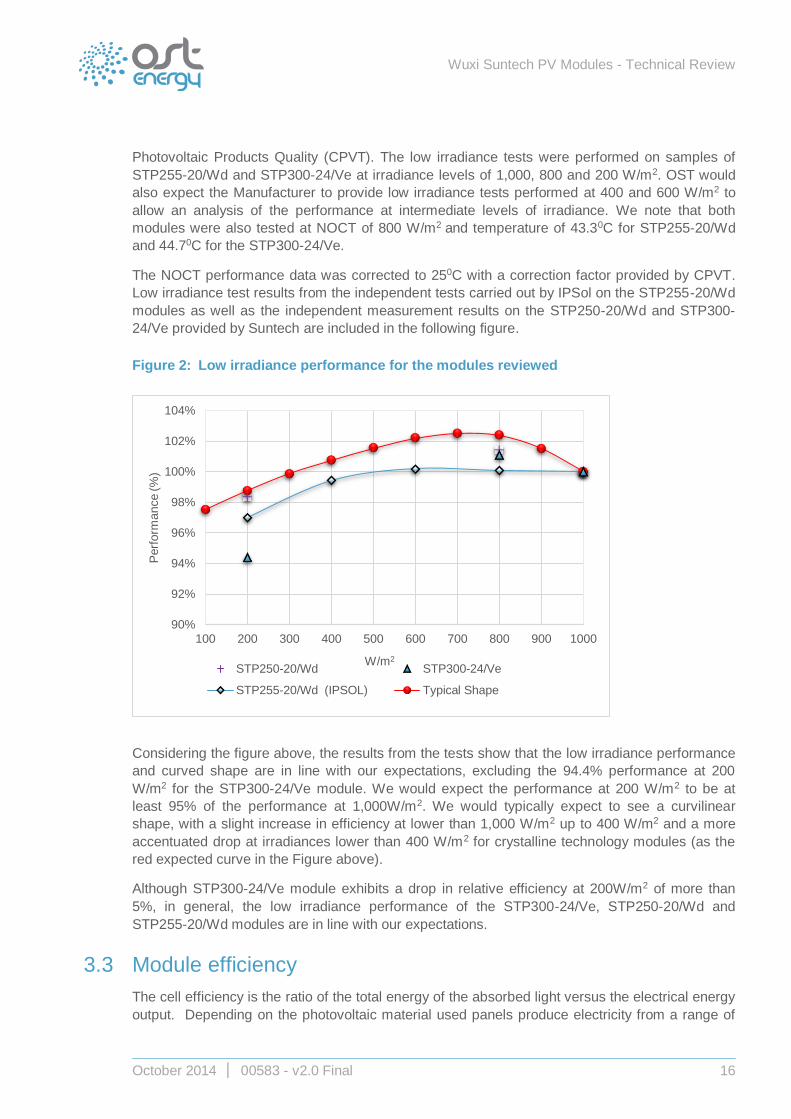
Photovoltaic Products Quality (CPVT). The low irradiance tests were performed on samples of
STP255-20/Wd and STP300-24/Ve at irradiance levels of 1,000, 800 and 200 W/m2. OST would
also expect the Manufacturer to provide low irradiance tests performed at 400 and 600 W/m2 to
allow an analysis of the performance at intermediate levels of irradiance. We note that both
modules were also tested at NOCT of 800 W/m2 and temperature of 43.30C for STP255-20/Wd
and 44.70C for the STP300-24/Ve.
The NOCT performance data was corrected to 250C with a correction factor provided by CPVT.
Low irradiance test results from the independent tests carried out by IPSol on the STP255-20/Wd
modules as well as the independent measurement results on the STP250-20/Wd and STP300-
24/Ve provided by Suntech are included in the following figure.
Figure 2: Low irradiance performance for the modules reviewed
Considering the figure above, the results from the tests show that the low irradiance performance
and curved shape are in line with our expectations, excluding the 94.4% performance at 200
W/m2 for the STP300-24/Ve module. We would expect the performance at 200 W/m2 to be at
least 95% of the performance at 1,000W/m2. We would typically expect to see a curvilinear
shape, with a slight increase in efficiency at lower than 1,000 W/m2 up to 400 W/m2 and a more
accentuated drop at irradiances lower than 400 W/m2 for crystalline technology modules (as the
red expected curve in the Figure above).
Although STP300-24/Ve module exhibits a drop in relative efficiency at 200W/m2 of more than
5%, in general, the low irradiance performance of the STP300-24/Ve, STP250-20/Wd and
STP255-20/Wd modules are in line with our expectations.
3.3 Module efficiency
The cell efficiency is the ratio of the total energy of the absorbed light versus the electrical energy
output. Depending on the photovoltaic material used panels produce electricity from a range of
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 17
frequencies of light, but cannot cover the entire solar spectrum. Typical commercial pc-Si cells
have an efficiency that ranges between 16 and 20% which is considered industry standard. The
efficiency of photovoltaic materials is limited by losses associated with thermodynamic, electrical
and quantum principles, hence much of the incident sunlight energy that reaches a photovoltaic
cell is not converted into DC electricity.
The module efficiency measures this conversion rate over the whole module area, taking into
account inactive surfaces such as gaps between cells and the contacts. Typical commercially
available pc-Si modules consist of 48, 60 or 72 125 mm x 125 mm, or 156 mm x 156 mm
photovoltaic cells connected in series. Module manufacturers are able to provide a variety of
module power classes by sorting their cells by efficiency; for example a manufacturer’s highest
efficiency cells are grouped together to produce its highest rated power module.
The range of efficiency of the Suntech modules reviewed is in line with our expectations and the
industry standard.
3.3.1 Manufacturer comparison
The following section compares the module efficiency of the Suntech modules reviewed to a
range of other polycrystalline modules with the same nominal power sold in the PV market and
produced by top-tier and reputable manufacturers.
Names of other modules and manufacturers used in the comparison have been omitted.
Modules have been referred to using the initial “Mx”, where the “x” is a casual number
correspondent to a manufacturer.
The STC and NOCT efficiencies are derived directly from the datasheets provided by Suntech
and other manufacturers and available in the public domain.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 18
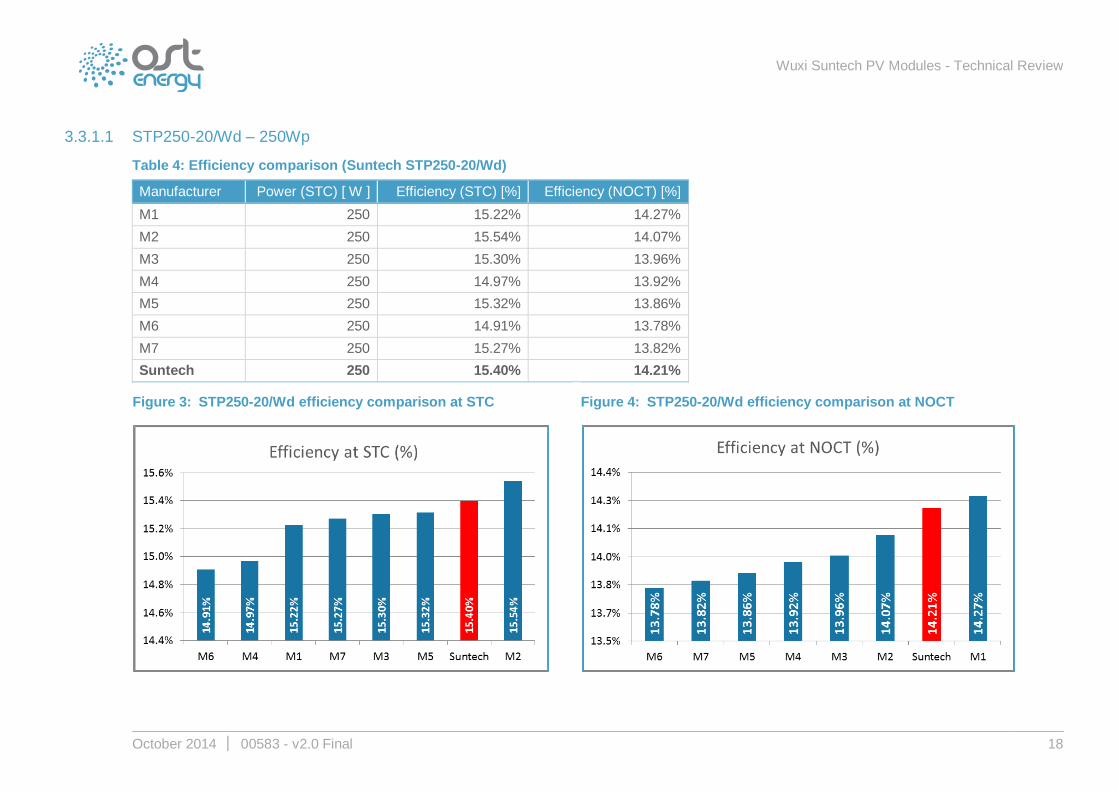
3.3.1.1 STP250-20/Wd – 250Wp
Table 4: Efficiency comparison (Suntech STP250-20/Wd)
Manufacturer Power (STC) [ W ] Efficiency (STC) [%] Efficiency (NOCT) [%]
M1 250 15.22% 14.27%
M2 250 15.54% 14.07%
M3 250 15.30% 13.96%
M4 250 14.97% 13.92%
M5 250 15.32% 13.86%
M6 250 14.91% 13.78%
M7 250 15.27% 13.82%
Suntech 250 15.40% 14.21%
Figure 3: STP250-20/Wd efficiency comparison at STC Figure 4: STP250-20/Wd efficiency comparison at NOCT
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 19
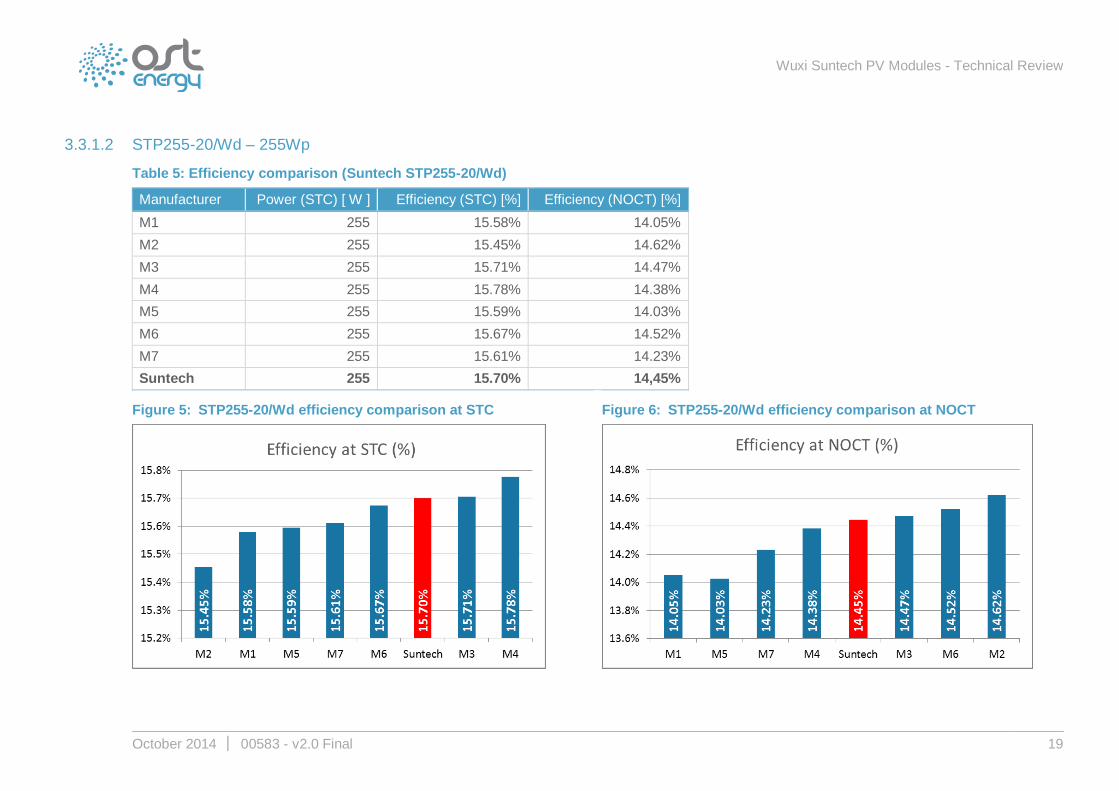
3.3.1.2 STP255-20/Wd – 255Wp
Table 5: Efficiency comparison (Suntech STP255-20/Wd)
Manufacturer Power (STC) [ W ] Efficiency (STC) [%] Efficiency (NOCT) [%]
M1 255 15.58% 14.05%
M2 255 15.45% 14.62%
M3 255 15.71% 14.47%
M4 255 15.78% 14.38%
M5 255 15.59% 14.03%
M6 255 15.67% 14.52%
M7 255 15.61% 14.23%
Suntech 255 15.70% 14,45%
Figure 5: STP255-20/Wd efficiency comparison at STC Figure 6: STP255-20/Wd efficiency comparison at NOCT
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 20
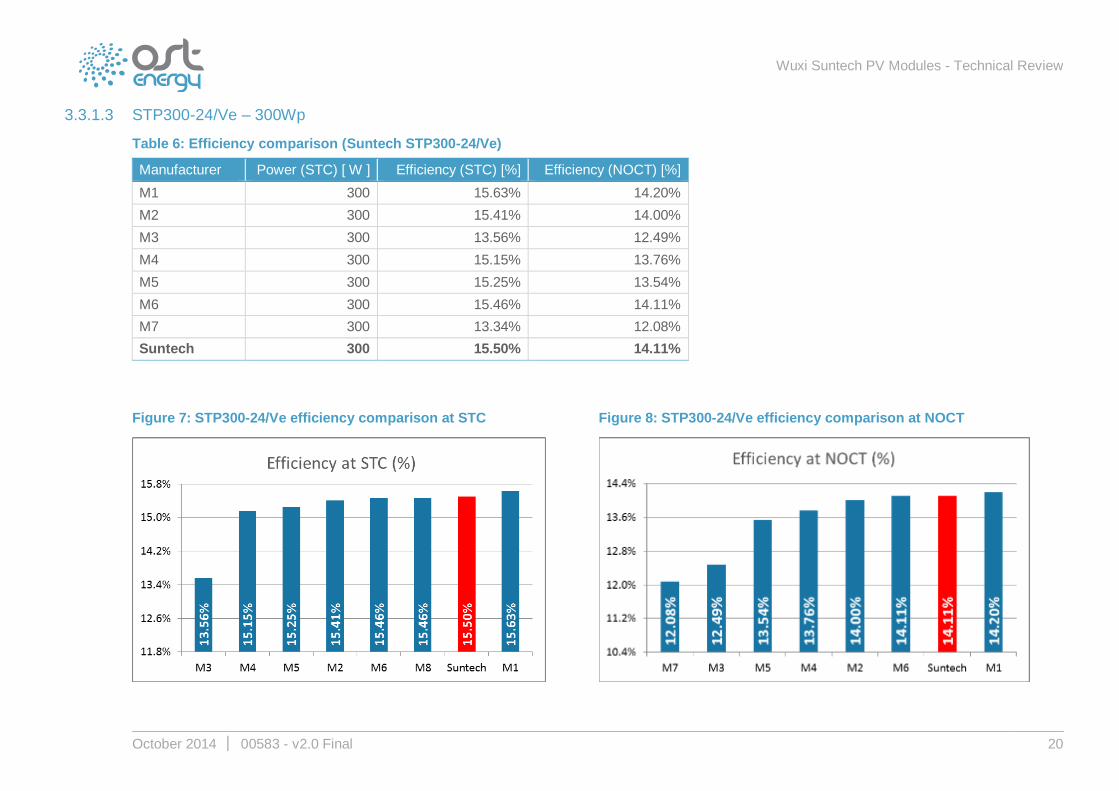
3.3.1.3 STP300-24/Ve – 300Wp
Table 6: Efficiency comparison (Suntech STP300-24/Ve)
Manufacturer Power (STC) [ W ] Efficiency (STC) [%] Efficiency (NOCT) [%]
M1 300 15.63% 14.20%
M2 300 15.41% 14.00%
M3 300 13.56% 12.49%
M4 300 15.15% 13.76%
M5 300 15.25% 13.54%
M6 300 15.46% 14.11%
M7 300 13.34% 12.08%
Suntech 300 15.50% 14.11%
Figure 7: STP300-24/Ve efficiency comparison at STC Figure 8: STP300-24/Ve efficiency comparison at NOCT
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 21
3.3.2 OST comments
The comparisons above have been made considering producers on the global market supplying
comparable products (same technology and same nominal output). From the figures above we
consider that the Suntech 250Wp and 300Wp modules reviewed show STC and NOCT
efficiencies above average by market standards. The 255Wp modules showed average STC
efficiency but a NOCT efficiency slightly above average. We consider this to be indicative that the
cells used by Suntech are of suitable quality for the 250Wp, 255Wp and 300Wp modules.
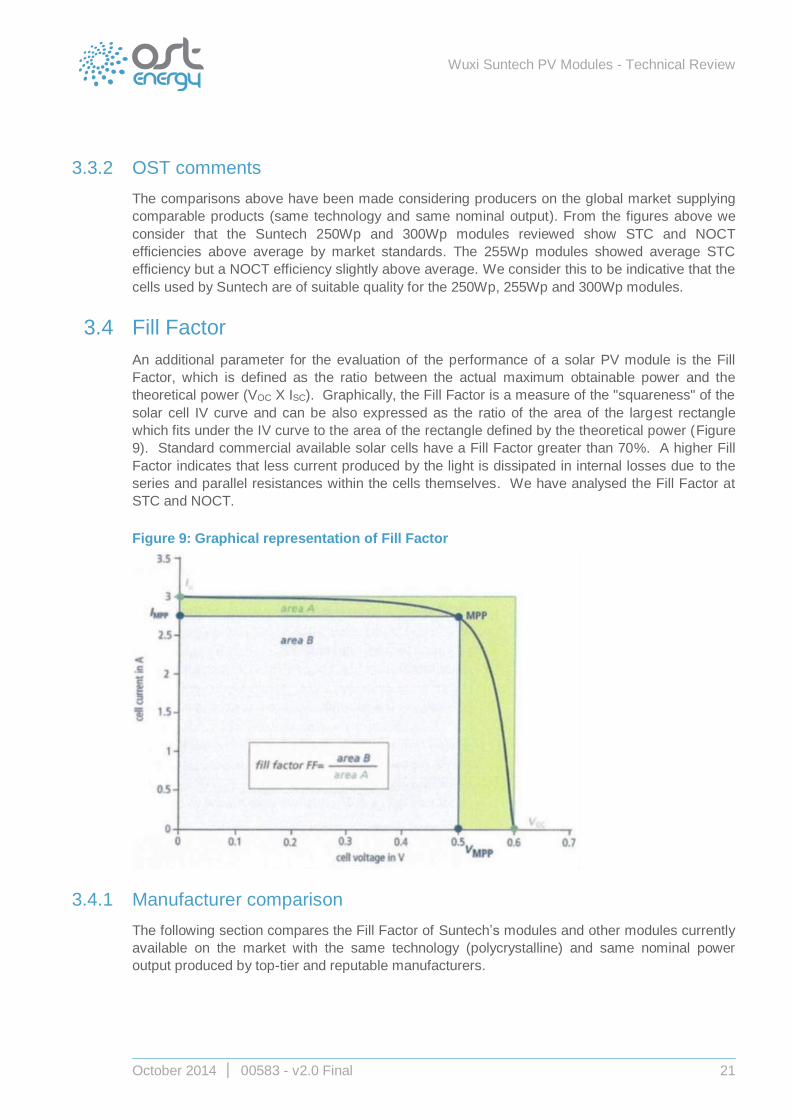
3.4 Fill Factor
An additional parameter for the evaluation of the performance of a solar PV module is the Fill
Factor, which is defined as the ratio between the actual maximum obtainable power and the
theoretical power (VOC X ISC). Graphically, the Fill Factor is a measure of the "squareness" of the
solar cell IV curve and can be also expressed as the ratio of the area of the largest rectangle
which fits under the IV curve to the area of the rectangle defined by the theoretical power (Figure
9). Standard commercial available solar cells have a Fill Factor greater than 70%. A higher Fill
Factor indicates that less current produced by the light is dissipated in internal losses due to the
series and parallel resistances within the cells themselves. We have analysed the Fill Factor at
STC and NOCT.
Figure 9: Graphical representation of Fill Factor
3.4.1 Manufacturer comparison
The following section compares the Fill Factor of Suntech’s modules and other modules currently
available on the market with the same technology (polycrystalline) and same nominal power
output produced by top-tier and reputable manufacturers.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 22
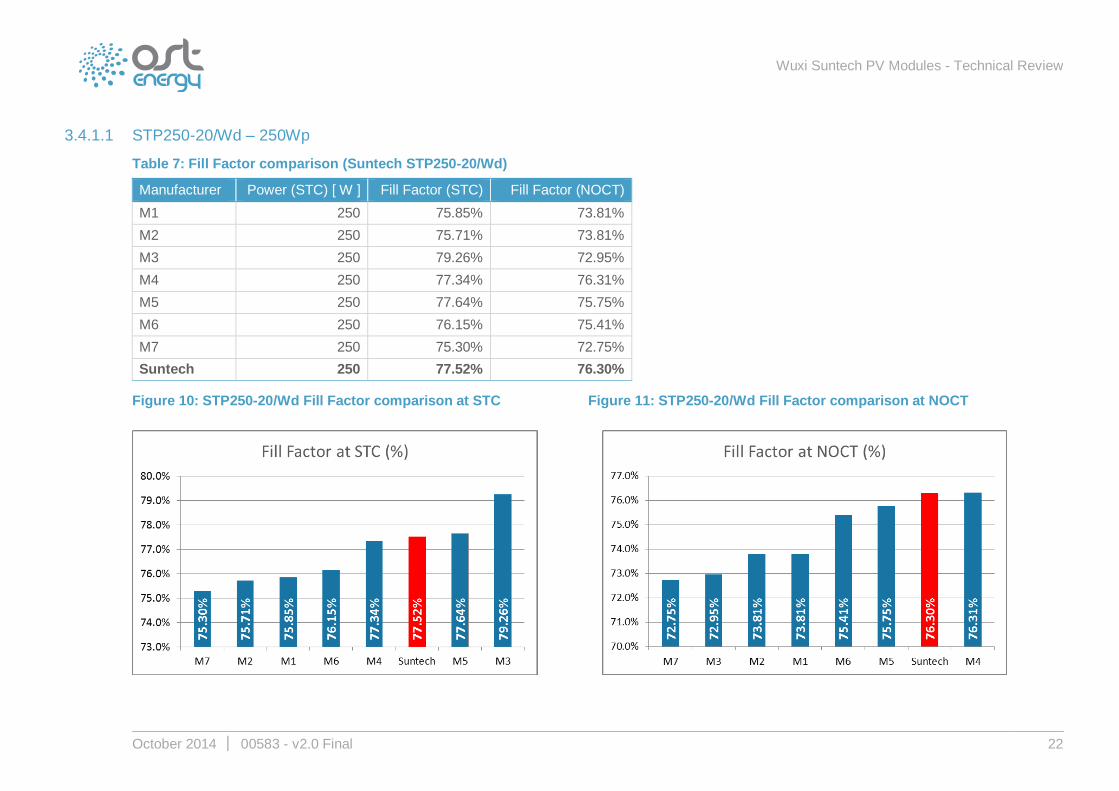
3.4.1.1 STP250-20/Wd – 250Wp
Table 7: Fill Factor comparison (Suntech STP250-20/Wd)
Manufacturer Power (STC) [ W ] Fill Factor (STC) Fill Factor (NOCT)
M1 250 75.85% 73.81%
M2 250 75.71% 73.81%
M3 250 79.26% 72.95%
M4 250 77.34% 76.31%
M5 250 77.64% 75.75%
M6 250 76.15% 75.41%
M7 250 75.30% 72.75%
Suntech 250 77.52% 76.30%
Figure 10: STP250-20/Wd Fill Factor comparison at STC Figure 11: STP250-20/Wd Fill Factor comparison at NOCT
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 23
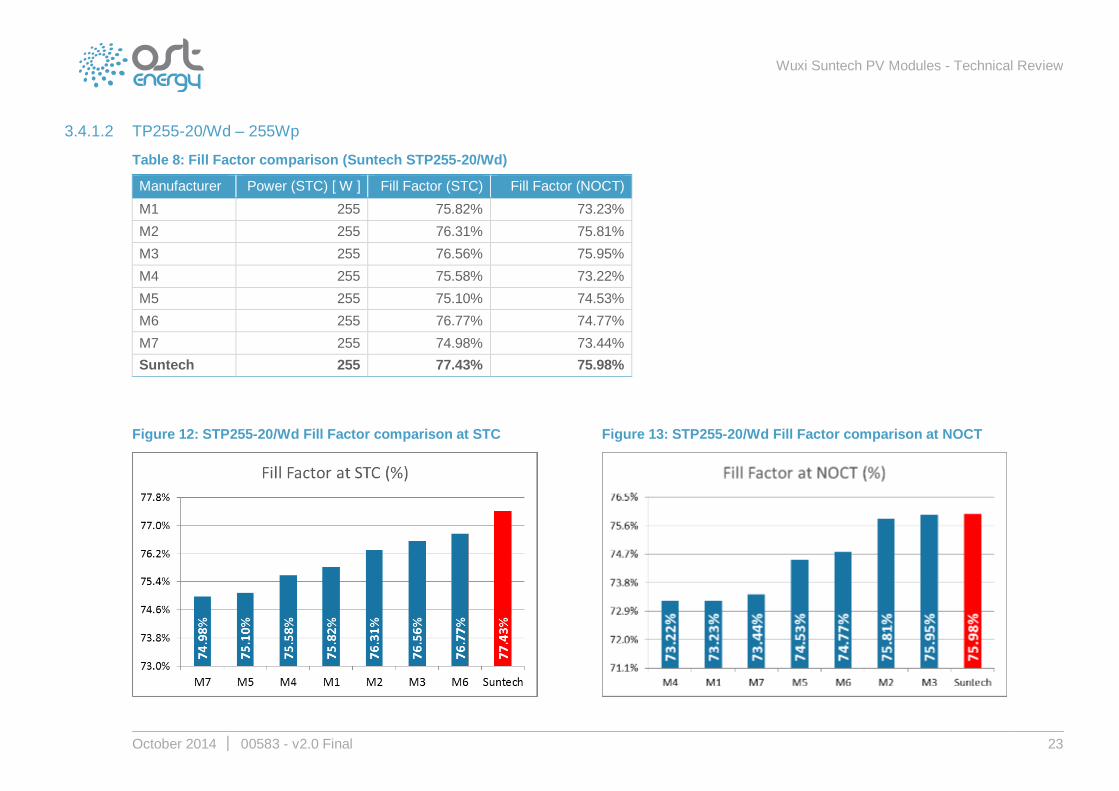
3.4.1.2 TP255-20/Wd – 255Wp
Table 8: Fill Factor comparison (Suntech STP255-20/Wd)
Manufacturer Power (STC) [ W ] Fill Factor (STC) Fill Factor (NOCT)
M1 255 75.82% 73.23%
M2 255 76.31% 75.81%
M3 255 76.56% 75.95%
M4 255 75.58% 73.22%
M5 255 75.10% 74.53%
M6 255 76.77% 74.77%
M7 255 74.98% 73.44%
Suntech 255 77.43% 75.98%
Figure 12: STP255-20/Wd Fill Factor comparison at STC Figure 13: STP255-20/Wd Fill Factor comparison at NOCT
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 24
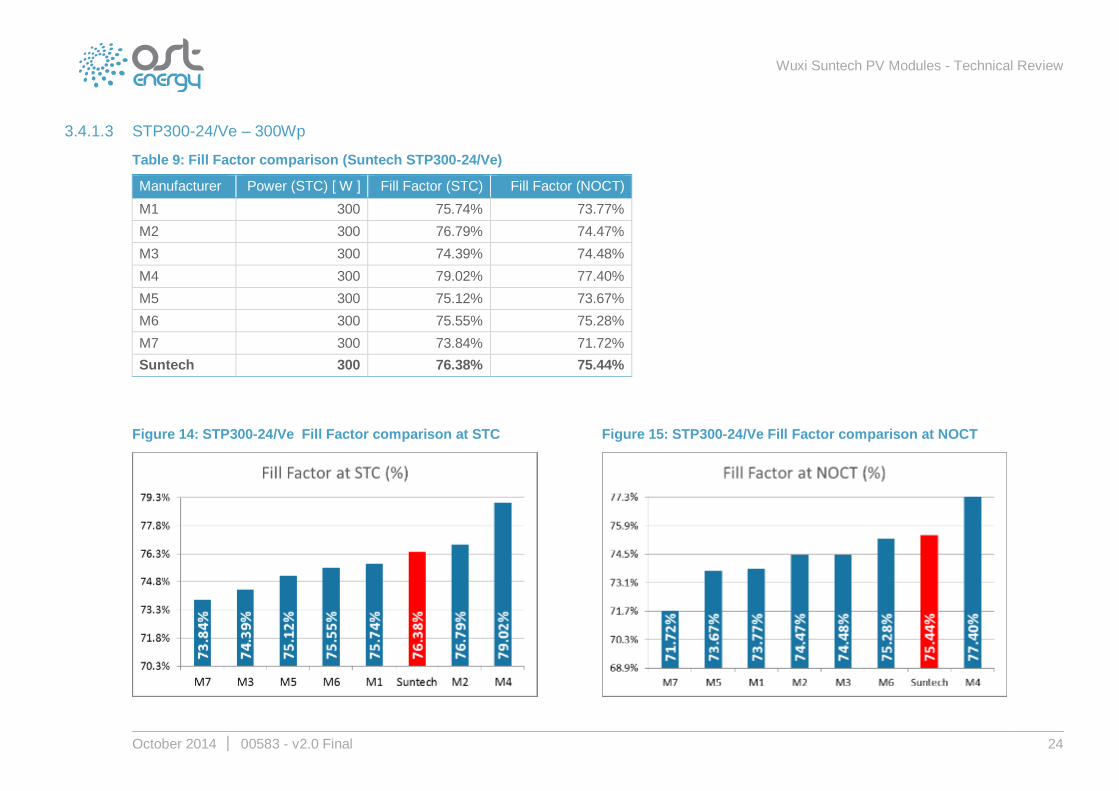
3.4.1.3 STP300-24/Ve – 300Wp
Table 9: Fill Factor comparison (Suntech STP300-24/Ve)
Manufacturer Power (STC) [ W ] Fill Factor (STC) Fill Factor (NOCT)
M1 300 75.74% 73.77%
M2 300 76.79% 74.47%
M3 300 74.39% 74.48%
M4 300 79.02% 77.40%
M5 300 75.12% 73.67%
M6 300 75.55% 75.28%
M7 300 73.84% 71.72%
Suntech 300 76.38% 75.44%
Figure 14: STP300-24/Ve Fill Factor comparison at STC Figure 15: STP300-24/Ve Fill Factor comparison at NOCT
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 25
3.4.2 OST Comments
From the above figures we note that all modules have fill factors above the industry standards for
polycrystalline modules at both STC and NOCT. The STP255-20/Wd had the best Fill Factor of
all modules compared in this review. This indicates that the cells utilised by Suntech are of
satisfactory quality.
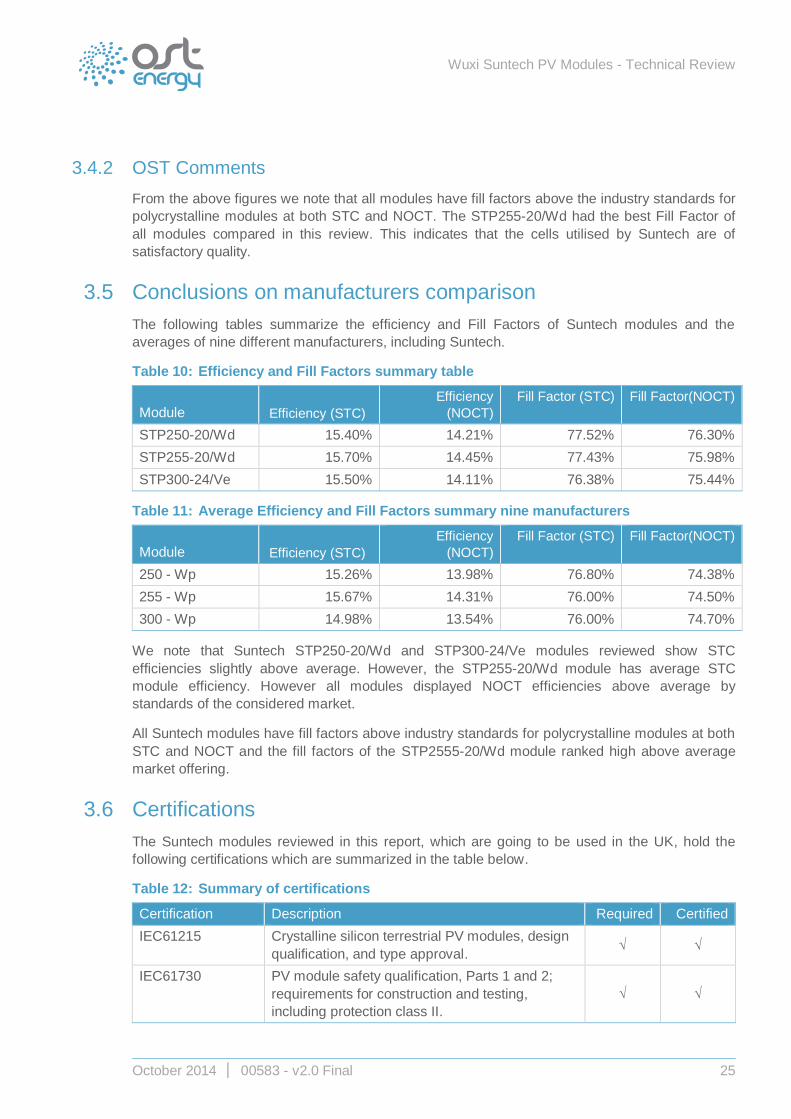
3.5 Conclusions on manufacturers comparison
The following tables summarize the efficiency and Fill Factors of Suntech modules and the
averages of nine different manufacturers, including Suntech.
Table 10: Efficiency and Fill Factors summary table
Module Efficiency (STC)
Efficiency
(NOCT)
Fill Factor (STC) Fill Factor(NOCT)
STP250-20/Wd 15.40% 14.21% 77.52% 76.30%
STP255-20/Wd 15.70% 14.45% 77.43% 75.98%
STP300-24/Ve 15.50% 14.11% 76.38% 75.44%
Table 11: Average Efficiency and Fill Factors summary nine manufacturers
Module Efficiency (STC)
Efficiency
(NOCT)
Fill Factor (STC) Fill Factor(NOCT)
250 - Wp 15.26% 13.98% 76.80% 74.38%
255 - Wp 15.67% 14.31% 76.00% 74.50%
300 - Wp 14.98% 13.54% 76.00% 74.70%
We note that Suntech STP250-20/Wd and STP300-24/Ve modules reviewed show STC
efficiencies slightly above average. However, the STP255-20/Wd module has average STC
module efficiency. However all modules displayed NOCT efficiencies above average by
standards of the considered market.
All Suntech modules have fill factors above industry standards for polycrystalline modules at both
STC and NOCT and the fill factors of the STP2555-20/Wd module ranked high above average
market offering.
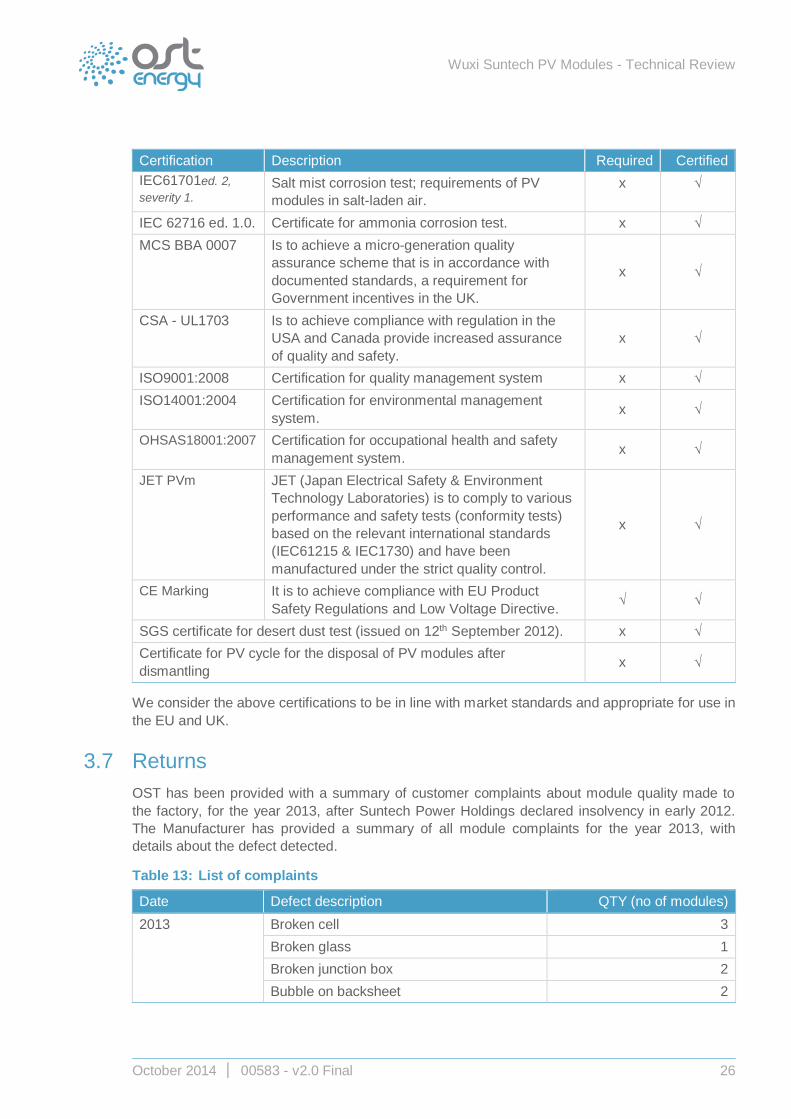
3.6 Certifications
The Suntech modules reviewed in this report, which are going to be used in the UK, hold the
following certifications which are summarized in the table below.
Table 12: Summary of certifications
Certification Description Required Certified
IEC61215 Crystalline silicon terrestrial PV modules, design
qualification, and type approval. √ √
IEC61730 PV module safety qualification, Parts 1 and 2;
requirements for construction and testing,
including protection class II.
√ √
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 26
Certification Description Required Certified
IEC61701ed. 2,
severity 1. Salt mist corrosion test; requirements of PV
modules in salt-laden air.
x √
IEC 62716 ed. 1.0. Certificate for ammonia corrosion test. x √
MCS BBA 0007 Is to achieve a micro-generation quality
assurance scheme that is in accordance with
documented standards, a requirement for
Government incentives in the UK.
x √
CSA - UL1703 Is to achieve compliance with regulation in the
USA and Canada provide increased assurance
of quality and safety.
x √
ISO9001:2008 Certification for quality management system x √
ISO14001:2004 Certification for environmental management
system. x √
OHSAS18001:2007 Certification for occupational health and safety
management system. x √
JET PVm JET (Japan Electrical Safety & Environment
Technology Laboratories) is to comply to various
performance and safety tests (conformity tests)
based on the relevant international standards
(IEC61215 & IEC1730) and have been
manufactured under the strict quality control.
x √
CE Marking It is to achieve compliance with EU Product
Safety Regulations and Low Voltage Directive. √ √
SGS certificate for desert dust test (issued on 12th September 2012). x √
Certificate for PV cycle for the disposal of PV modules after
dismantling x √
We consider the above certifications to be in line with market standards and appropriate for use in
the EU and UK.
3.7 Returns
OST has been provided with a summary of customer complaints about module quality made to
the factory, for the year 2013, after Suntech Power Holdings declared insolvency in early 2012.
The Manufacturer has provided a summary of all module complaints for the year 2013, with
details about the defect detected.
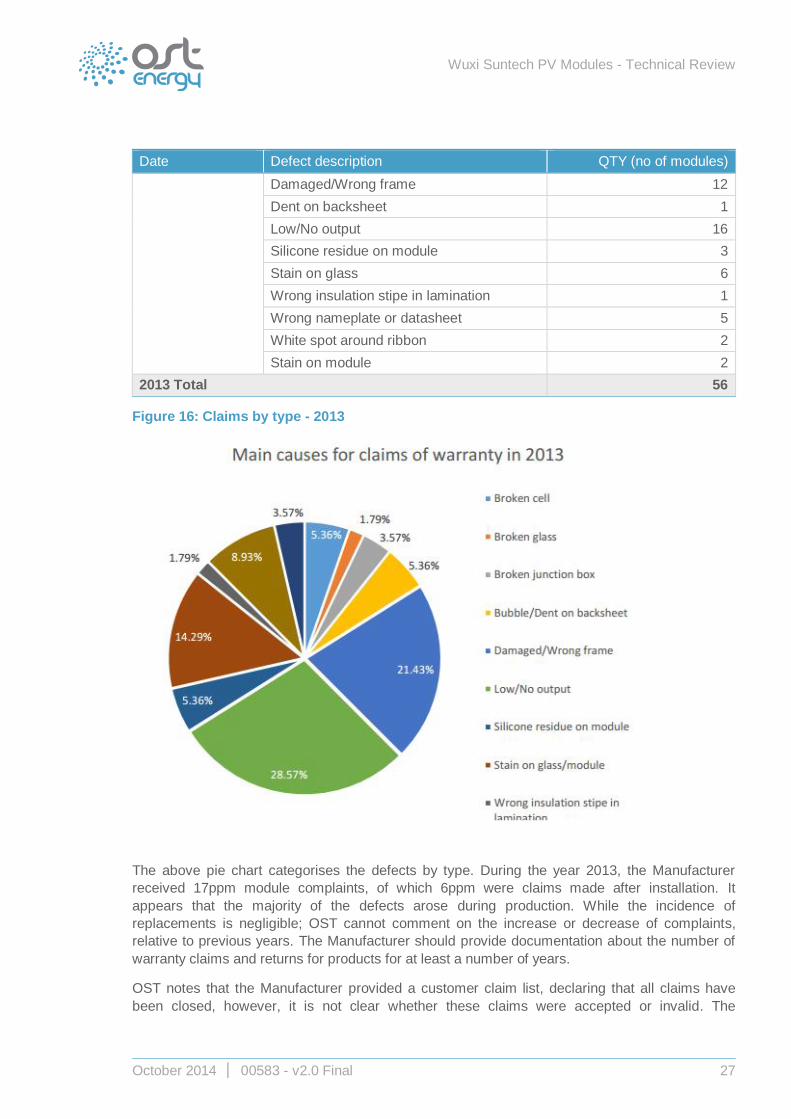
Table 13: List of complaints
Date Defect description QTY (no of modules)
2013 Broken cell 3
Broken glass 1
Broken junction box 2
Bubble on backsheet 2
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 27
Date Defect description QTY (no of modules)
Damaged/Wrong frame 12
Dent on backsheet 1
Low/No output 16
Silicone residue on module 3
Stain on glass 6
Wrong insulation stipe in lamination 1
Wrong nameplate or datasheet 5
White spot around ribbon 2
Stain on module 2
2013 Total 56
Figure 16: Claims by type - 2013
The above pie chart categorises the defects by type. During the year 2013, the Manufacturer
received 17ppm module complaints, of which 6ppm were claims made after installation. It
appears that the majority of the defects arose during production. While the incidence of
replacements is negligible; OST cannot comment on the increase or decrease of complaints,
relative to previous years. The Manufacturer should provide documentation about the number of
warranty claims and returns for products for at least a number of years.
OST notes that the Manufacturer provided a customer claim list, declaring that all claims have
been closed, however, it is not clear whether these claims were accepted or invalid. The

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 28
Manufacturer has not provided further details about claims in order to evaluate the complexity
level of the claim procedure.
We note that the analysis of returns undertaken in this section applies to Suntech Power Holdings
modules previously manufactured at the facility with similar set of components and machinery.
We also note that Suntech issued in a Customer Warranty Letter on its home page on the 18th
April 2014, stating that the Manufacturer will continue to underwrite all the product and
performance warranties for the products manufactured in the past and contracts entered no
matter before or after the start of its restructuring phase on 20th March 2013. Thus, due to the
continuity of warranties on products manufactured in the past and the similarity with the Suntech
modules currently manufactured, we consider that the analysis above can be taken as
representative.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 29
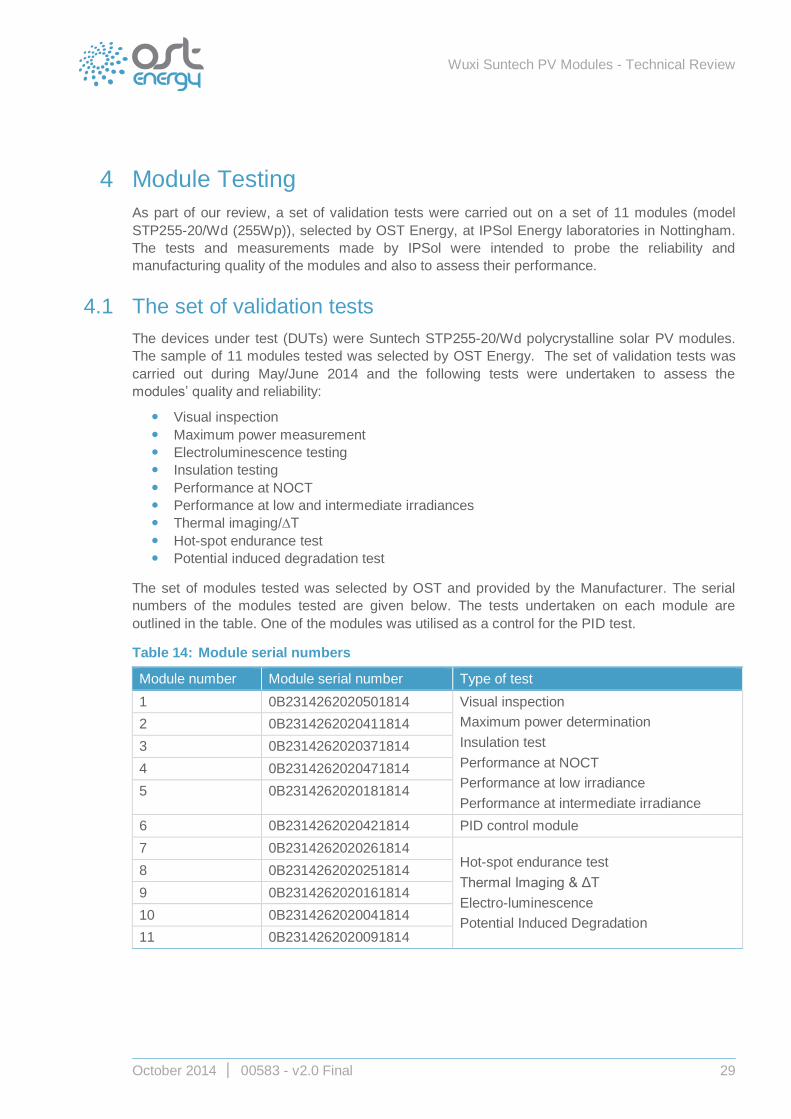
4 Module Testing
As part of our review, a set of validation tests were carried out on a set of 11 modules (model
STP255-20/Wd (255Wp)), selected by OST Energy, at IPSol Energy laboratories in Nottingham.
The tests and measurements made by IPSol were intended to probe the reliability and
manufacturing quality of the modules and also to assess their performance.
4.1 The set of validation tests
The devices under test (DUTs) were Suntech STP255-20/Wd polycrystalline solar PV modules.
The sample of 11 modules tested was selected by OST Energy. The set of validation tests was
carried out during May/June 2014 and the following tests were undertaken to assess the
modules’ quality and reliability:
Visual inspection
Maximum power measurement
Electroluminescence testing
Insulation testing
Performance at NOCT
Performance at low and intermediate irradiances
Thermal imaging/∆T
Hot-spot endurance test
Potential induced degradation test
The set of modules tested was selected by OST and provided by the Manufacturer. The serial
numbers of the modules tested are given below. The tests undertaken on each module are
outlined in the table. One of the modules was utilised as a control for the PID test.
Table 14: Module serial numbers
Module number Module serial number Type of test
1 0B2314262020501814 Visual inspection
Maximum power determination
Insulation test
Performance at NOCT
Performance at low irradiance
Performance at intermediate irradiance
2 0B2314262020411814
3 0B2314262020371814
4 0B2314262020471814
5 0B2314262020181814
6 0B2314262020421814 PID control module
7 0B2314262020261814 Hot-spot endurance test
Thermal Imaging & ΔT
Electro-luminescence
Potential Induced Degradation
8 0B2314262020251814
9 0B2314262020161814
10 0B2314262020041814
11 0B2314262020091814
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 30
4.1.1 Visual inspection
Five of the modules were inspected on arrival and assessed against IEC EN 61215:2005 visual
inspection criteria. For a module to pass these criteria it must be free of major visual defects.
According to Section 10.1 of IEC 61215:2005, the modules are inspected under illumination of
not less than 1,000 lux for the following conditions:
Cracked, bent, misaligned or torn external surfaces;
Broken cells;
Cracked cells;
Faulty interconnections or joints;
Cells touching one another or the frame;
Failure of adhesive bonds;
Bubbles or delamination forming a continuous path between a cell and the edge of
the module;
Tacky surfaces of plastic materials;
Faulty terminations, exposed live electrical parts;
Any other conditions which may affect performance;
Failure of adhesive bonds;
Visual bond check of junction box sealing;
Visual bond check of frame & mounting sealing.
Scratches to cell surfaces were present on all modules examined. However, such defects were
minor in nature and all modules were deemed to have passed the visual inspection.
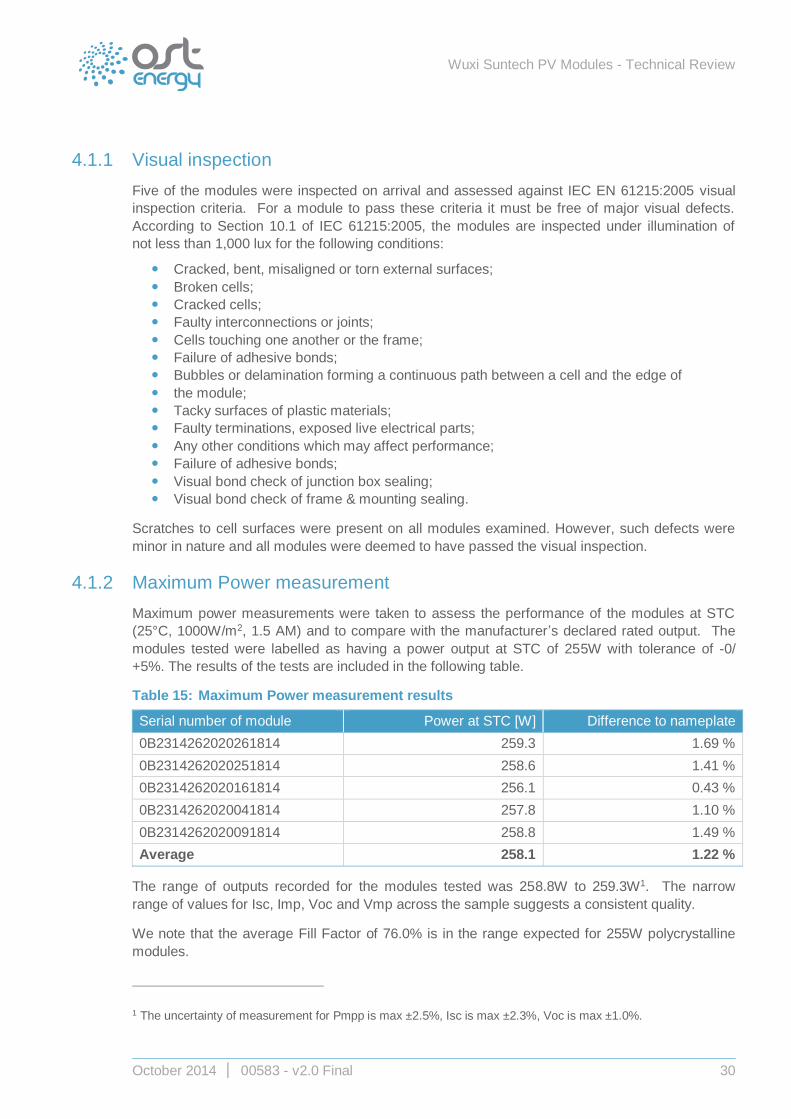
4.1.2 Maximum Power measurement
Maximum power measurements were taken to assess the performance of the modules at STC
(25°C, 1000W/m2, 1.5 AM) and to compare with the manufacturer’s declared rated output. The
modules tested were labelled as having a power output at STC of 255W with tolerance of -0/
+5%. The results of the tests are included in the following table.
Table 15: Maximum Power measurement results
Serial number of module Power at STC [W] Difference to nameplate
0B2314262020261814 259.3 1.69 %
0B2314262020251814 258.6 1.41 %
0B2314262020161814 256.1 0.43 %
0B2314262020041814 257.8 1.10 %
0B2314262020091814 258.8 1.49 %
Average 258.1 1.22 %
The range of outputs recorded for the modules tested was 258.8W to 259.3W1. The narrow
range of values for Isc, Imp, Voc and Vmp across the sample suggests a consistent quality.
We note that the average Fill Factor of 76.0% is in the range expected for 255W polycrystalline
modules.
1 The uncertainty of measurement for Pmpp is max ±2.5%, Isc is max ±2.3%, Voc is max ±1.0%.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 31
4.1.3 Electroluminescence imaging
IEC 61215 does not require electroluminescence (EL) imaging to be undertaken on the modules
as part of the test procedures; however, the modules were imaged using an electro-luminescence
(EL) technique which shows defects not detectable in a visual inspection such as micro-cracks,
short circuits, finger interruptions and other manufacturing defects. The images were assessed
using the IPSol Energy Classification System and graded A to C (with A being of highest quality
and C of lowest).
All modules tested were adjudged to be of class A with the images indicating no significant micro-
cracking or other production defects. The cells appeared to be of a consistently high quality and
well matched within each module imaged.
4.1.4 Insulation test
The five modules were subjected to an insulation test according to IEC EN 61215:2005 10.3.
Insulation resistance is an electrical safety test. The purpose is to determine whether a module
has a sufficient electrical insulation between its current carrying parts and the frame (or the
outside world). A dielectric strength tester is used to apply a DC voltage source of up to 1000V
plus twice the maximum system voltage (3000V).
All modules passed the test and demonstrated insulation resistances greatly in excess of the
pass criterion.
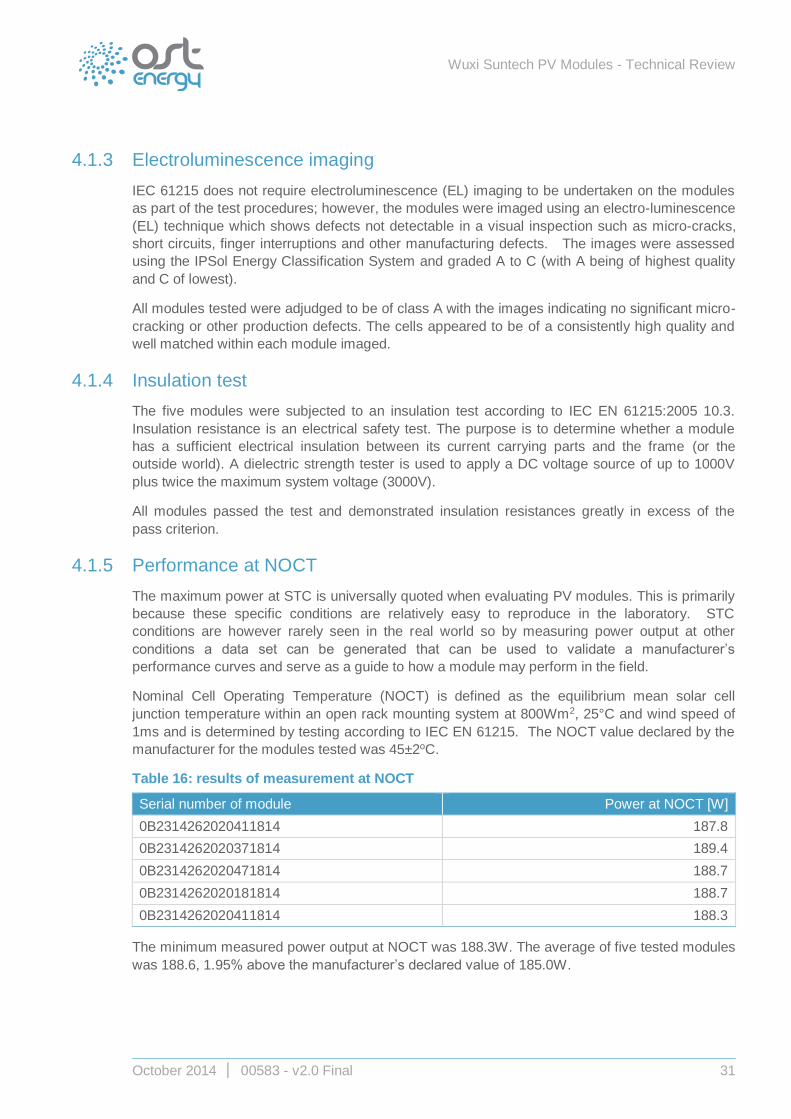
4.1.5 Performance at NOCT
The maximum power at STC is universally quoted when evaluating PV modules. This is primarily
because these specific conditions are relatively easy to reproduce in the laboratory. STC
conditions are however rarely seen in the real world so by measuring power output at other
conditions a data set can be generated that can be used to validate a manufacturer’s
performance curves and serve as a guide to how a module may perform in the field.
Nominal Cell Operating Temperature (NOCT) is defined as the equilibrium mean solar cell
junction temperature within an open rack mounting system at 800Wm2, 25°C and wind speed of
1ms and is determined by testing according to IEC EN 61215. The NOCT value declared by the
manufacturer for the modules tested was 45±2oC.
Table 16: results of measurement at NOCT
Serial number of module Power at NOCT [W]
0B2314262020411814 187.8
0B2314262020371814 189.4
0B2314262020471814 188.7
0B2314262020181814 188.7
0B2314262020411814 188.3
The minimum measured power output at NOCT was 188.3W. The average of five tested modules
was 188.6, 1.95% above the manufacturer’s declared value of 185.0W.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 32
4.1.6 Performance at low and intermediate irradiance
Measurements of power output at irradiances of 200, 400, 600 and 800 W/m2 were taken on five
modules. As with the measurements at STC, the results at each irradiance level were confined to
a very narrow range implying a consistent quality. The average values were the following:
Table 17: Low and intermediate irradiance performance
Serial number of
module
P at
200W/m2
(W)
P at
400W/m2
(W)
P at
600W/m2
(W)
P at
800W/m2
(W)
P at
1,000W/m2
(W)
0B2314262020501814 50.0 102.6 155.2 206.6 258.1
0B2314262020411814 50.3 103.1 155.8 207.7 259.6
0B2314262020371814 50.1 102.8 155.2 206.8 258.2
0B2314262020471814 50.2 102.9 155.5 207.2 258.6
0B2314262020181814 50.1 102.7 155.1 206.6 258.0
Average 50.1 102.8 155.4 207.0 258.4
Figure 17 below shows the relative efficiencies for different irradiation levels of all of the five
modules tested by IPSol.
Figure 17: Relative low irradiation efficiencies of the modules tested by IPSol
In general, the relative efficiency of the five modules at low irradiance tested by IPSol is in line
with our expectations.
96.50%
97.00%
97.50%
98.00%
98.50%
99.00%
99.50%
100.00%
100.50%
200 300 400 500 600 700 800 900 1000
Re
lati
ve e
ffic
ien
cy (
%)
Irradiance (W/m2)
Relative efficiency
0B2314262020501814 0B2314262020411814 0B2314262020371814
0B2314262020471814 0B2314262020181814 Average
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 33
4.1.7 Thermal imaging & ΔT
Thermal imaging is used to assess mismatch of cell classes used in an individual module that
could give rise to hot-spot overheating. ∆T is the difference between the temperature of the
hottest cell and the mean temperature of the module after being exposed to simulated sunlight
under short circuit conditions. A high value of ∆T could be evidence of poorly matched cells but
also could be evidence of damage to individual cells. All modules tested recorded a ∆T of less
than 10°C with four modules of the sample recording values of less than 7.5°C.
These values suggest the cells in the modules tested are electrically well matched.
4.1.8 Hot spot endurance test
The purpose of this test is to determine the ability of a module to withstand hot-spot heating
effects, for example solder melting or deterioration of the encapsulation. These defects can be
provoked by cracked or mismatched cells, interconnect failures, partial shadowing or soiling. To
satisfy the criteria detailed in IEC EN 61215 the most ‘vulnerable’ cell in a module is stressed for
a period of five hours.
To establish if any deterioration to the module results from hot-spot stressing it is necessary to
repeat the power measurement, insulation resistance and wet leakage tests before and after hot-
spot stressing. To satisfactorily pass the test the module must show no ‘major visual defect’,
power output must not decrease by more than 5%, and insulation resistance and wet leakage
must meet the criteria set down in IEC EN 61215:2005.
There was no evidence of visual degradation in any of the modules after hot-spot stressing with
the change in power after stressing being statistically insignificant. The modules also passed
insulation resistance and wet leakage testing after stressing, and were thus deemed to have
passed the test.
4.1.9 Potential Induced Degradation test
Power loss of a PV module can occur due to stressing of the junction of the cell because of the
system voltage between the frame and the laminate. By knowing the vulnerability of a module to
PID, preventive measures can be taken to minimise this source of power loss in an installation
(e.g. inverter selection, grounding design). The PID test simulates conditions where potential
induced degradation can occur by applying the manufacturer’s declared maximum system
voltage between the laminate and the module frame in damp heat conditions.
The modules under test are stressed at 1000V for a period of 96 hours at 60°C and 85%RH
according to the draft standard IEC 62804. Electroluminescence images are taken before and
after stressing to assess degradation. Change in power output (∆P) is also measured. Modules
with a ∆P <5% are adjudged class A; 5%<∆P<30% class B; and ∆P >30% class C. A control
module is included in the test to make certain any degradation observed is the result of PID
stressing and is not solely a result of the damp heat conditions. In the modules under test an
average of 2.1% degradation was observed meaning they were given an ‘A’ classification for PID
resistance.

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 34
4.1.10 Conclusions
All modules tested were generally of a high quality, with power outputs across a range of
conditions meeting or exceeding the manufacturer’s quoted values. There was a narrow spread
in the results for the five modules that underwent performance testing suggesting a consistent
quality of module across the sample. Resistance to hotspot stressing was excellent, with the
values for ΔT suggesting the cells in the modules tested were appropriately matched. A small
drop in power output was evident in PID stressing but the results remained comfortably inside the
‘A’ classification for PID resistance.
The EL and thermal imaging showed the cells of the modules tested to be well matched and of a
high quality, as would be expected for a module of a rated output of 255W.
While the test results are promising we do not consider it possible to draw any profound
conclusions regarding the population(s) from which the samples were taken.
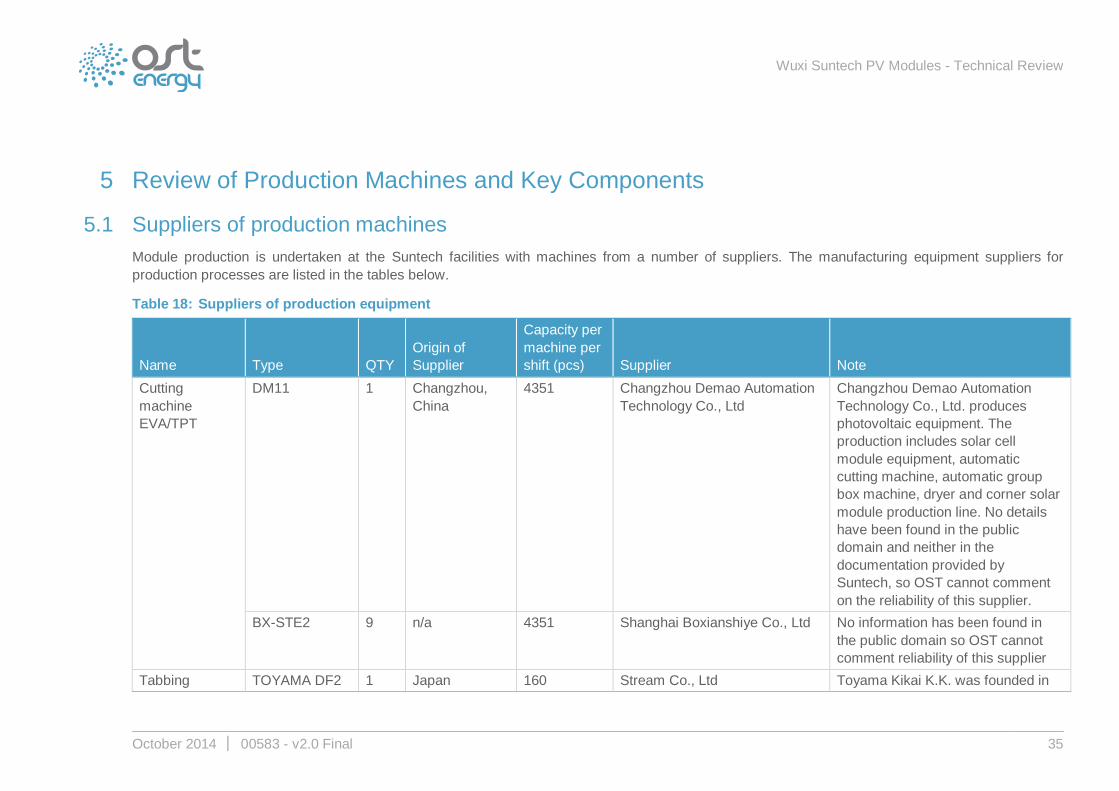
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 35
5 Review of Production Machines and Key Components
5.1 Suppliers of production machines
Module production is undertaken at the Suntech facilities with machines from a number of suppliers. The manufacturing equipment suppliers for
production processes are listed in the tables below.
Table 18: Suppliers of production equipment
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
Cutting
machine
EVA/TPT
DM11 1 Changzhou,
China
4351 Changzhou Demao Automation
Technology Co., Ltd
Changzhou Demao Automation
Technology Co., Ltd. produces
photovoltaic equipment. The
production includes solar cell
module equipment, automatic
cutting machine, automatic group
box machine, dryer and corner solar
module production line. No details
have been found in the public
domain and neither in the
documentation provided by
Suntech, so OST cannot comment
on the reliability of this supplier.
BX-STE2 9 n/a 4351 Shanghai Boxianshiye Co., Ltd No information has been found in
the public domain so OST cannot
comment reliability of this supplier
Tabbing TOYAMA DF2 1 Japan 160 Stream Co., Ltd Toyama Kikai K.K. was founded in
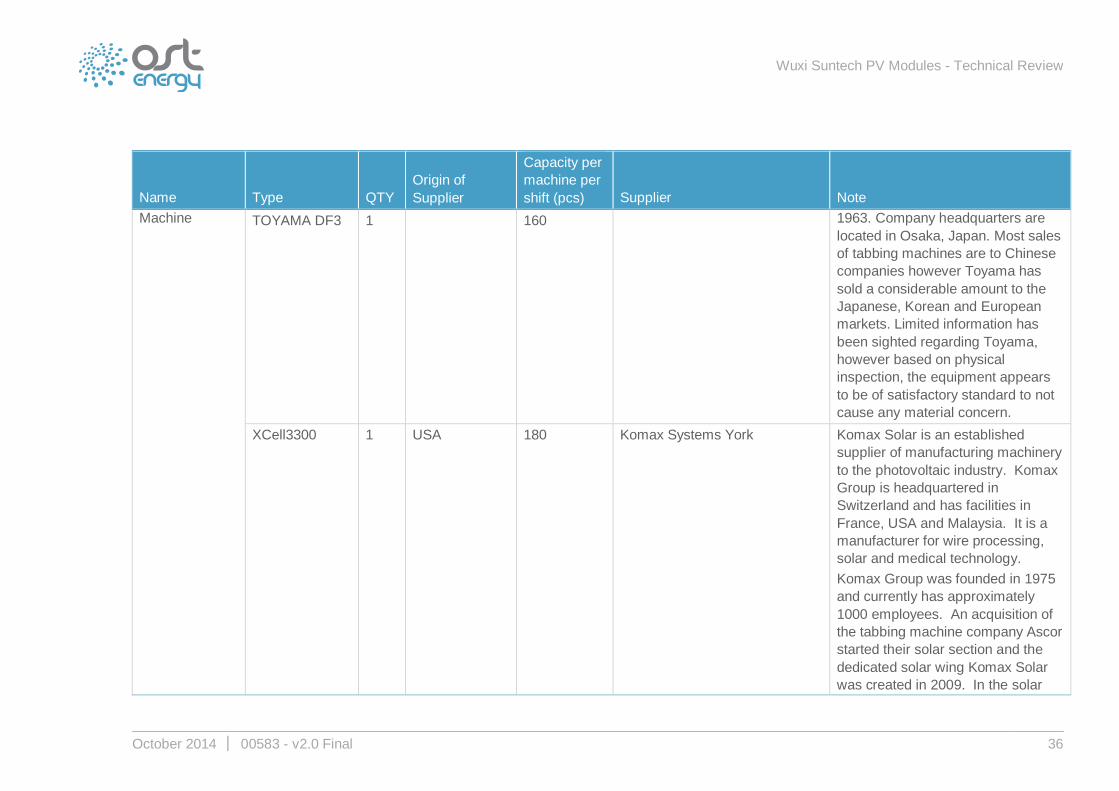
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 36
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
Machine TOYAMA DF3 1 160 1963. Company headquarters are
located in Osaka, Japan. Most sales
of tabbing machines are to Chinese
companies however Toyama has
sold a considerable amount to the
Japanese, Korean and European
markets. Limited information has
been sighted regarding Toyama,
however based on physical
inspection, the equipment appears
to be of satisfactory standard to not
cause any material concern.
XCell3300 1 USA 180 Komax Systems York Komax Solar is an established
supplier of manufacturing machinery
to the photovoltaic industry. Komax
Group is headquartered in
Switzerland and has facilities in
France, USA and Malaysia. It is a
manufacturer for wire processing,
solar and medical technology.
Komax Group was founded in 1975
and currently has approximately
1000 employees. An acquisition of
the tabbing machine company Ascor
started their solar section and the
dedicated solar wing Komax Solar
was created in 2009. In the solar
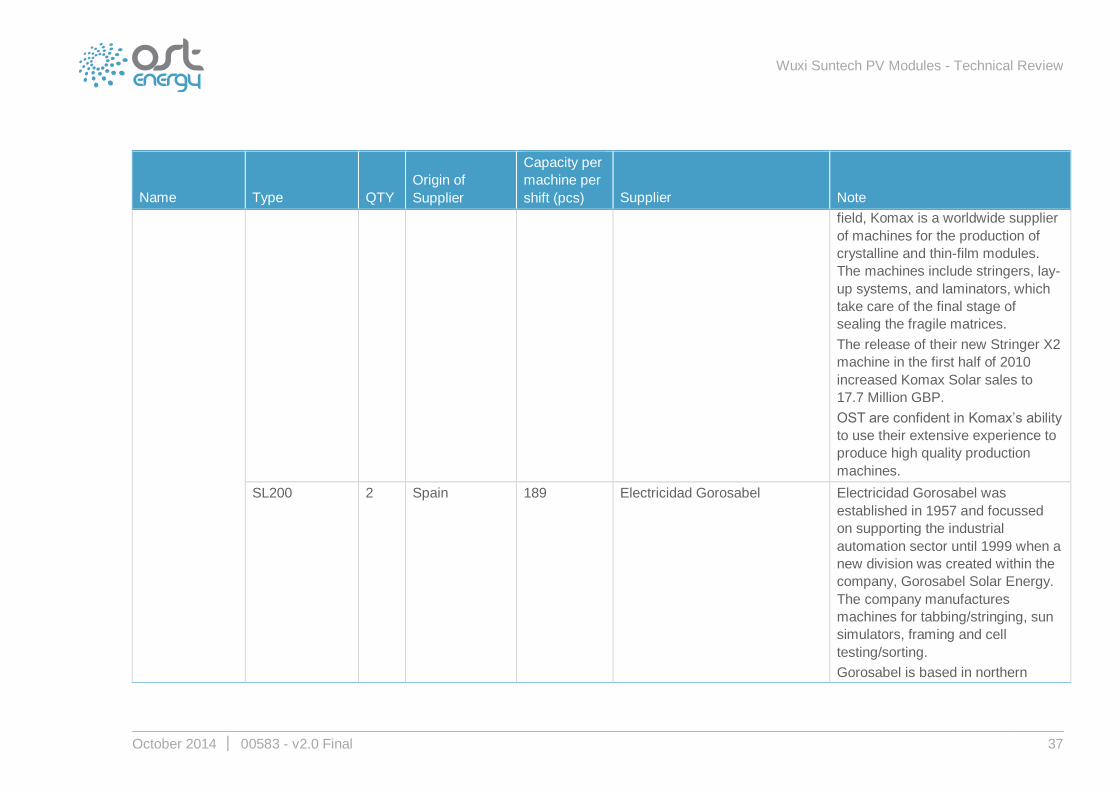
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 37
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
field, Komax is a worldwide supplier
of machines for the production of
crystalline and thin-film modules.
The machines include stringers, lay-
up systems, and laminators, which
take care of the final stage of
sealing the fragile matrices.
The release of their new Stringer X2
machine in the first half of 2010
increased Komax Solar sales to
17.7 Million GBP.
OST are confident in Komax’s ability
to use their extensive experience to
produce high quality production
machines.
SL200 2 Spain 189 Electricidad Gorosabel Electricidad Gorosabel was
established in 1957 and focussed
on supporting the industrial
automation sector until 1999 when a
new division was created within the
company, Gorosabel Solar Energy.
The company manufactures
machines for tabbing/stringing, sun
simulators, framing and cell
testing/sorting.
Gorosabel is based in northern
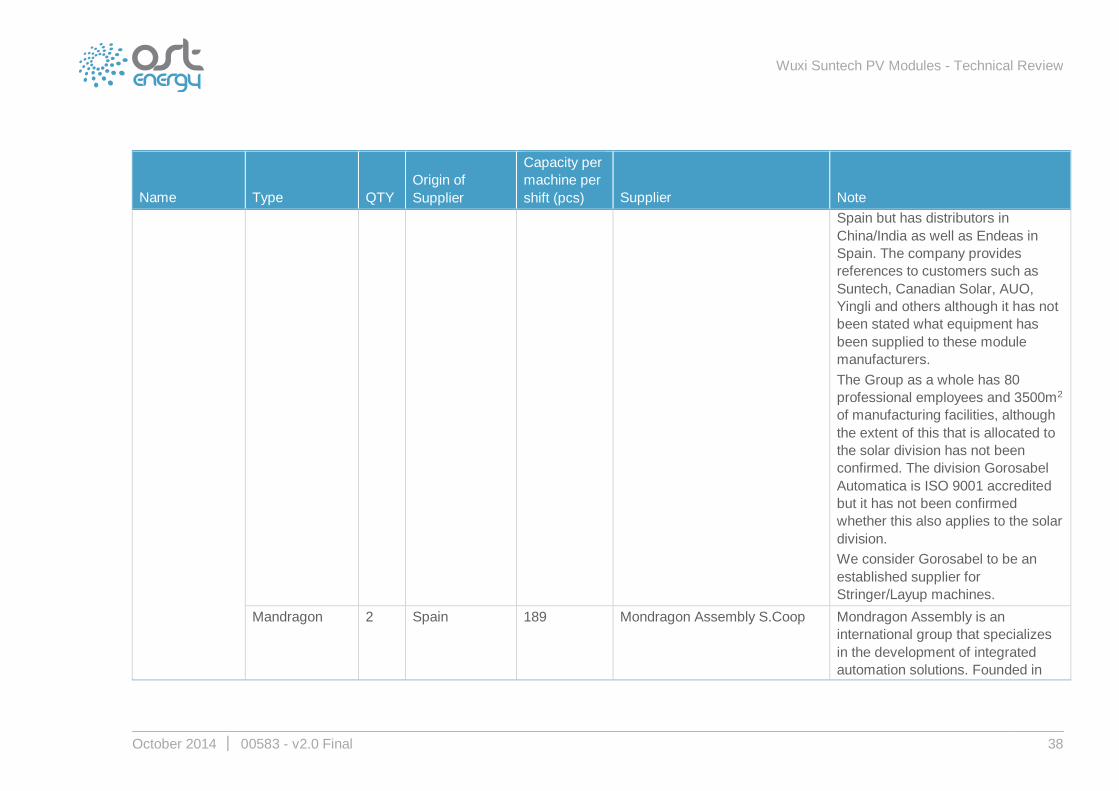
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 38
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
Spain but has distributors in
China/India as well as Endeas in
Spain. The company provides
references to customers such as
Suntech, Canadian Solar, AUO,
Yingli and others although it has not
been stated what equipment has
been supplied to these module
manufacturers.
The Group as a whole has 80
professional employees and 3500m2
of manufacturing facilities, although
the extent of this that is allocated to
the solar division has not been
confirmed. The division Gorosabel
Automatica is ISO 9001 accredited
but it has not been confirmed
whether this also applies to the solar
division.
We consider Gorosabel to be an
established supplier for
Stringer/Layup machines.
Mandragon 2 Spain 189 Mondragon Assembly S.Coop Mondragon Assembly is an
international group that specializes
in the development of integrated
automation solutions. Founded in
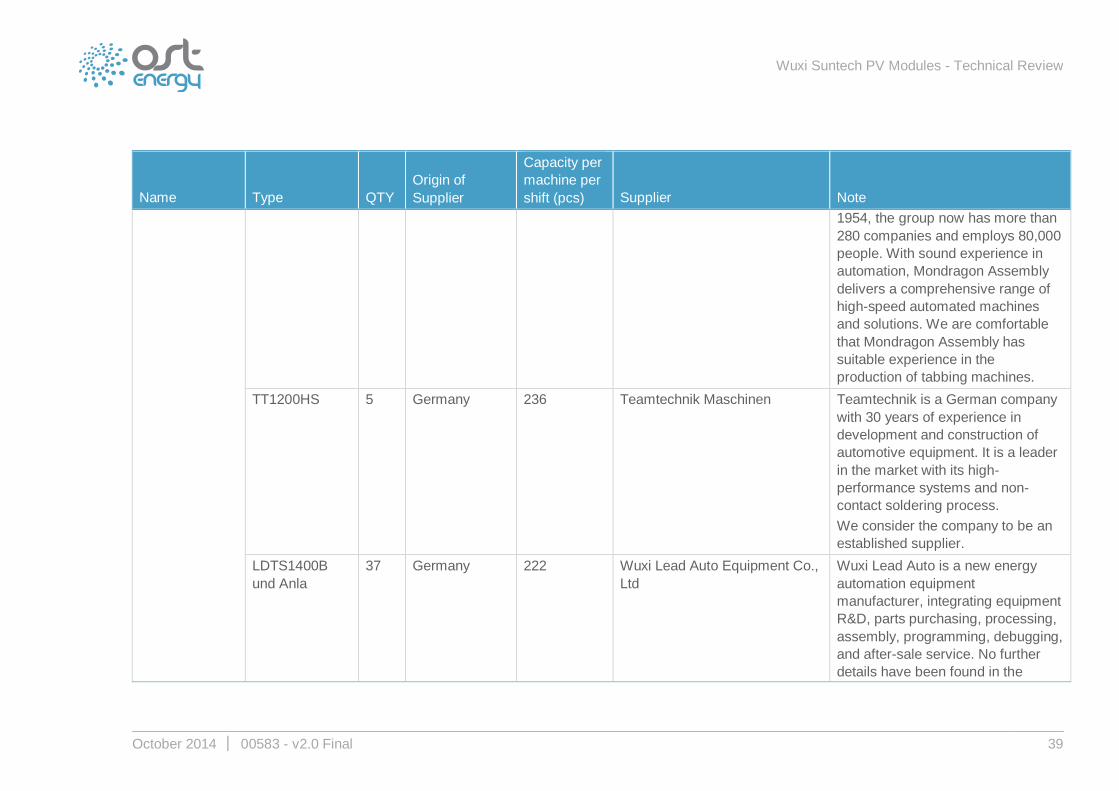
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 39
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
1954, the group now has more than
280 companies and employs 80,000
people. With sound experience in
automation, Mondragon Assembly
delivers a comprehensive range of
high-speed automated machines
and solutions. We are comfortable
that Mondragon Assembly has
suitable experience in the
production of tabbing machines.
TT1200HS 5 Germany 236 Teamtechnik Maschinen Teamtechnik is a German company
with 30 years of experience in
development and construction of
automotive equipment. It is a leader
in the market with its high-
performance systems and non-
contact soldering process.
We consider the company to be an
established supplier.
LDTS1400B
und Anla
37 Germany 222 Wuxi Lead Auto Equipment Co.,
Ltd
Wuxi Lead Auto is a new energy
automation equipment
manufacturer, integrating equipment
R&D, parts purchasing, processing,
assembly, programming, debugging,
and after-sale service. No further
details have been found in the
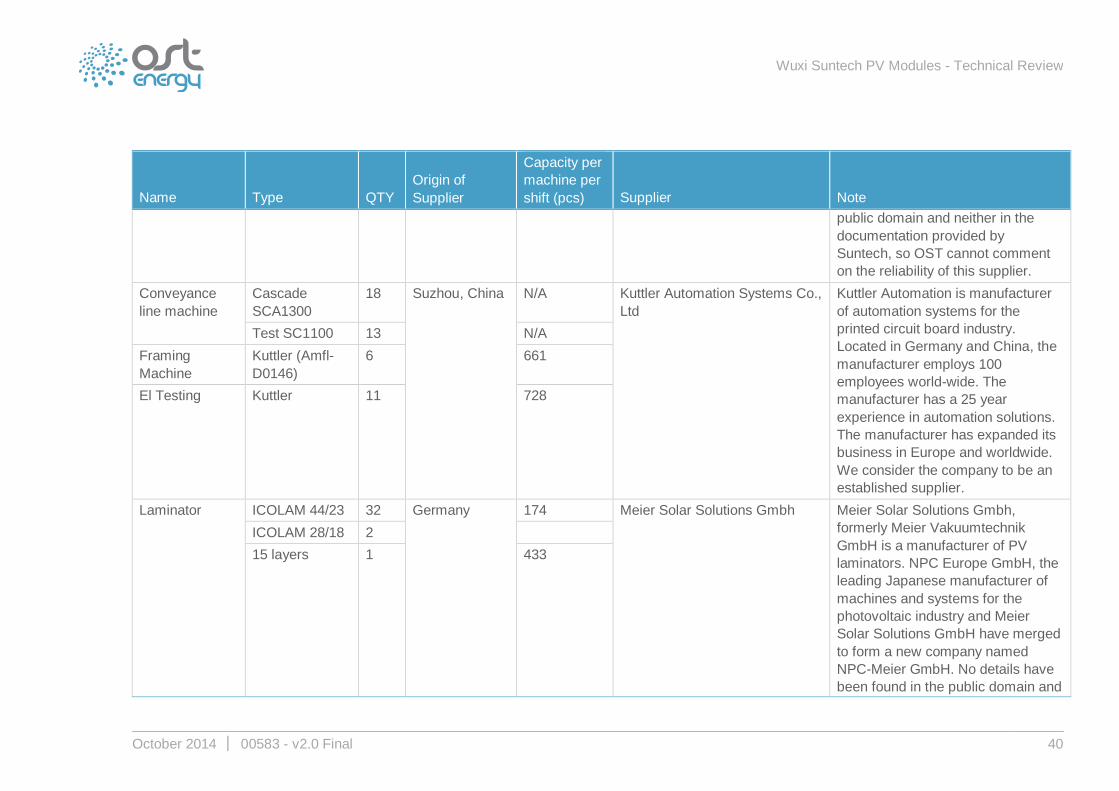
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 40
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
public domain and neither in the
documentation provided by
Suntech, so OST cannot comment
on the reliability of this supplier.
Conveyance
line machine
Cascade
SCA1300
18 Suzhou, China N/A Kuttler Automation Systems Co.,
Ltd
Kuttler Automation is manufacturer
of automation systems for the
printed circuit board industry.
Located in Germany and China, the
manufacturer employs 100
employees world-wide. The
manufacturer has a 25 year
experience in automation solutions.
The manufacturer has expanded its
business in Europe and worldwide.
We consider the company to be an
established supplier.
Test SC1100 13 N/A
Framing
Machine
Kuttler (Amfl-
D0146)
6 661
El Testing Kuttler 11 728
Laminator ICOLAM 44/23 32 Germany 174 Meier Solar Solutions Gmbh Meier Solar Solutions Gmbh,
formerly Meier Vakuumtechnik
GmbH is a manufacturer of PV
laminators. NPC Europe GmbH, the
leading Japanese manufacturer of
machines and systems for the
photovoltaic industry and Meier
Solar Solutions GmbH have merged
to form a new company named
NPC-Meier GmbH. No details have
been found in the public domain and
ICOLAM 28/18 2
15 layers 1 433
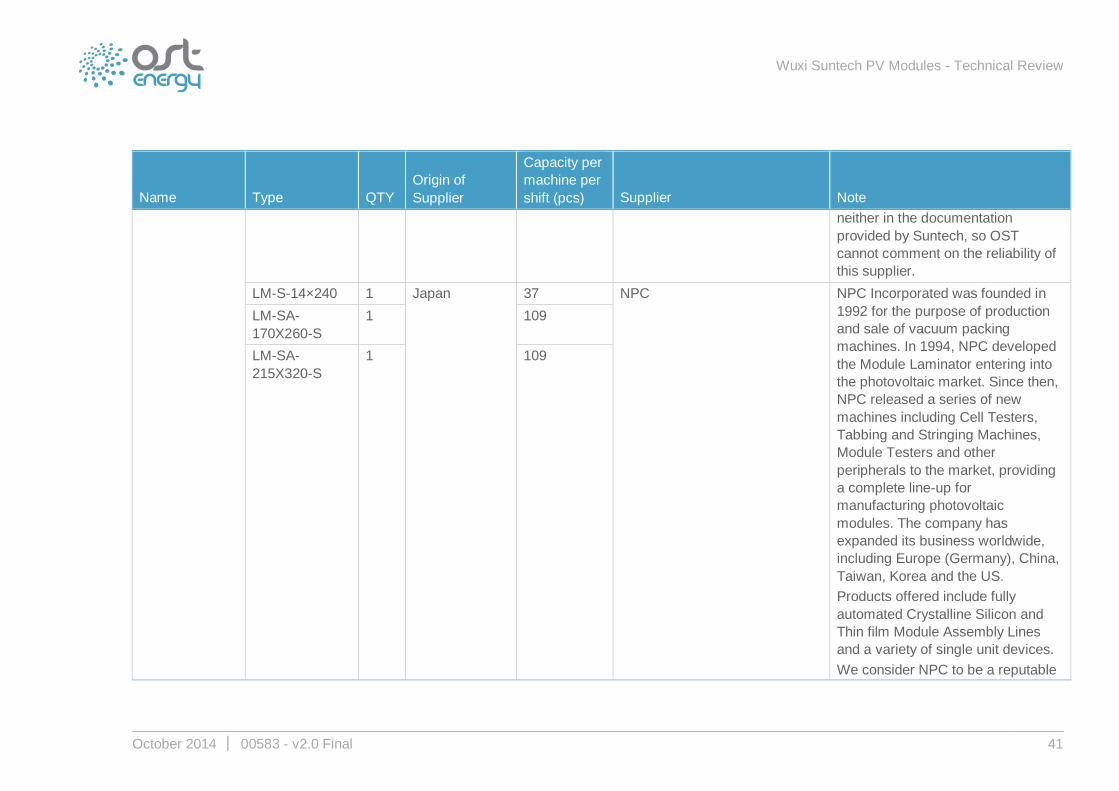
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 41
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
neither in the documentation
provided by Suntech, so OST
cannot comment on the reliability of
this supplier.
LM-S-14×240 1 Japan 37 NPC NPC Incorporated was founded in
1992 for the purpose of production
and sale of vacuum packing
machines. In 1994, NPC developed
the Module Laminator entering into
the photovoltaic market. Since then,
NPC released a series of new
machines including Cell Testers,
Tabbing and Stringing Machines,
Module Testers and other
peripherals to the market, providing
a complete line-up for
manufacturing photovoltaic
modules. The company has
expanded its business worldwide,
including Europe (Germany), China,
Taiwan, Korea and the US.
Products offered include fully
automated Crystalline Silicon and
Thin film Module Assembly Lines
and a variety of single unit devices.
We consider NPC to be a reputable
LM-SA-
170X260-S
1 109
LM-SA-
215X320-S
1 109
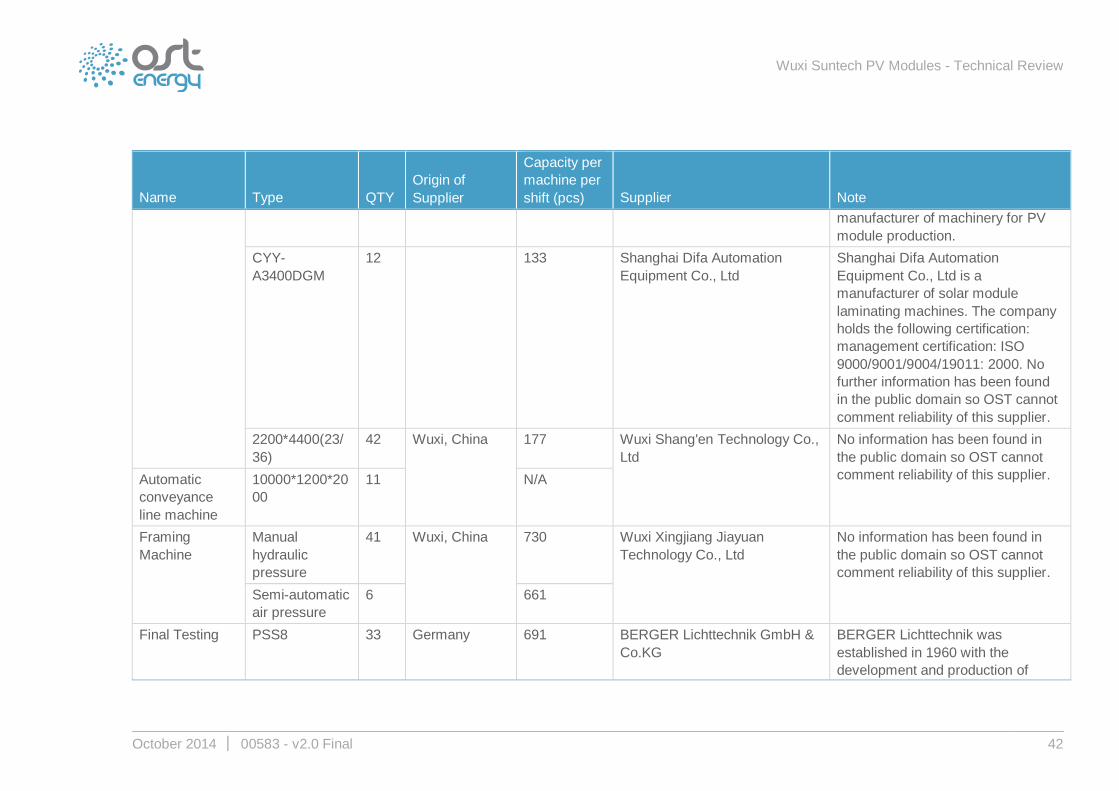
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 42
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
manufacturer of machinery for PV
module production.
CYY-
A3400DGM
12 133 Shanghai Difa Automation
Equipment Co., Ltd
Shanghai Difa Automation
Equipment Co., Ltd is a
manufacturer of solar module
laminating machines. The company
holds the following certification:
management certification: ISO
9000/9001/9004/19011: 2000. No
further information has been found
in the public domain so OST cannot
comment reliability of this supplier.
2200*4400(23/
36)
42 Wuxi, China 177 Wuxi Shang'en Technology Co.,
Ltd
No information has been found in
the public domain so OST cannot
comment reliability of this supplier. Automatic
conveyance
line machine
10000*1200*20
00
11 N/A
Framing
Machine
Manual
hydraulic
pressure
41 Wuxi, China 730 Wuxi Xingjiang Jiayuan
Technology Co., Ltd
No information has been found in
the public domain so OST cannot
comment reliability of this supplier.
Semi-automatic
air pressure
6 661
Final Testing PSS8 33 Germany 691 BERGER Lichttechnik GmbH &
Co.KG
BERGER Lichttechnik was
established in 1960 with the
development and production of
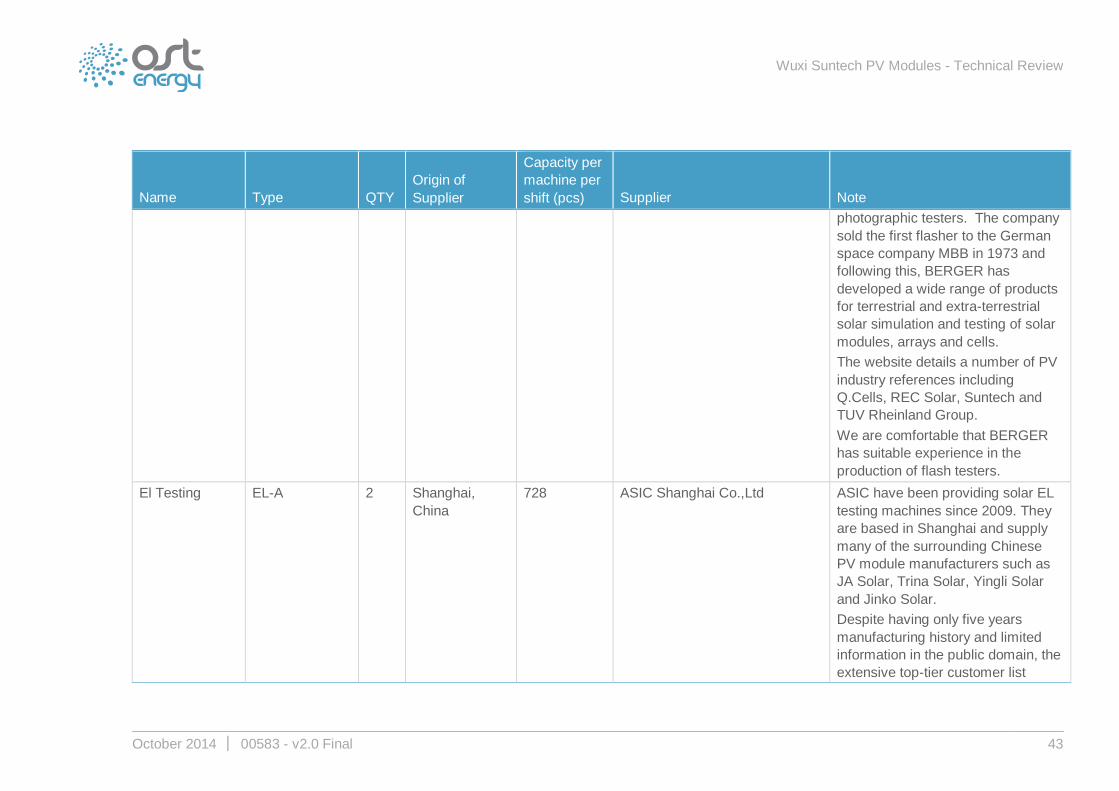
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 43
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
photographic testers. The company
sold the first flasher to the German
space company MBB in 1973 and
following this, BERGER has
developed a wide range of products
for terrestrial and extra-terrestrial
solar simulation and testing of solar
modules, arrays and cells.
The website details a number of PV
industry references including
Q.Cells, REC Solar, Suntech and
TUV Rheinland Group.
We are comfortable that BERGER
has suitable experience in the
production of flash testers.
El Testing EL-A 2 Shanghai,
China
728 ASIC Shanghai Co.,Ltd ASIC have been providing solar EL
testing machines since 2009. They
are based in Shanghai and supply
many of the surrounding Chinese
PV module manufacturers such as
JA Solar, Trina Solar, Yingli Solar
and Jinko Solar.
Despite having only five years
manufacturing history and limited
information in the public domain, the
extensive top-tier customer list
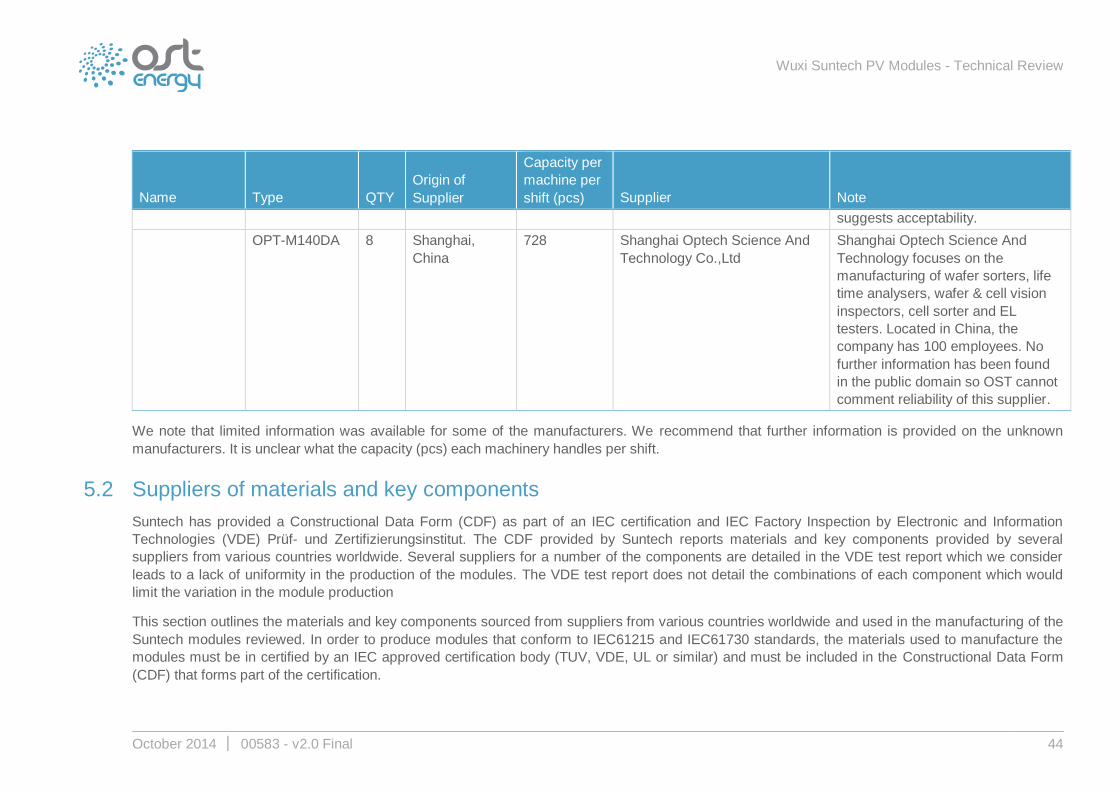
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 44
Name Type QTY
Origin of
Supplier
Capacity per
machine per
shift (pcs) Supplier Note
suggests acceptability.
OPT-M140DA 8 Shanghai,
China
728 Shanghai Optech Science And
Technology Co.,Ltd
Shanghai Optech Science And
Technology focuses on the
manufacturing of wafer sorters, life
time analysers, wafer & cell vision
inspectors, cell sorter and EL
testers. Located in China, the
company has 100 employees. No
further information has been found
in the public domain so OST cannot
comment reliability of this supplier.
We note that limited information was available for some of the manufacturers. We recommend that further information is provided on the unknown
manufacturers. It is unclear what the capacity (pcs) each machinery handles per shift.
5.2 Suppliers of materials and key components
Suntech has provided a Constructional Data Form (CDF) as part of an IEC certification and IEC Factory Inspection by Electronic and Information
Technologies (VDE) Prüf- und Zertifizierungsinstitut. The CDF provided by Suntech reports materials and key components provided by several
suppliers from various countries worldwide. Several suppliers for a number of the components are detailed in the VDE test report which we consider
leads to a lack of uniformity in the production of the modules. The VDE test report does not detail the combinations of each component which would
limit the variation in the module production
This section outlines the materials and key components sourced from suppliers from various countries worldwide and used in the manufacturing of the
Suntech modules reviewed. In order to produce modules that conform to IEC61215 and IEC61730 standards, the materials used to manufacture the
modules must be in certified by an IEC approved certification body (TUV, VDE, UL or similar) and must be included in the Constructional Data Form
(CDF) that forms part of the certification.
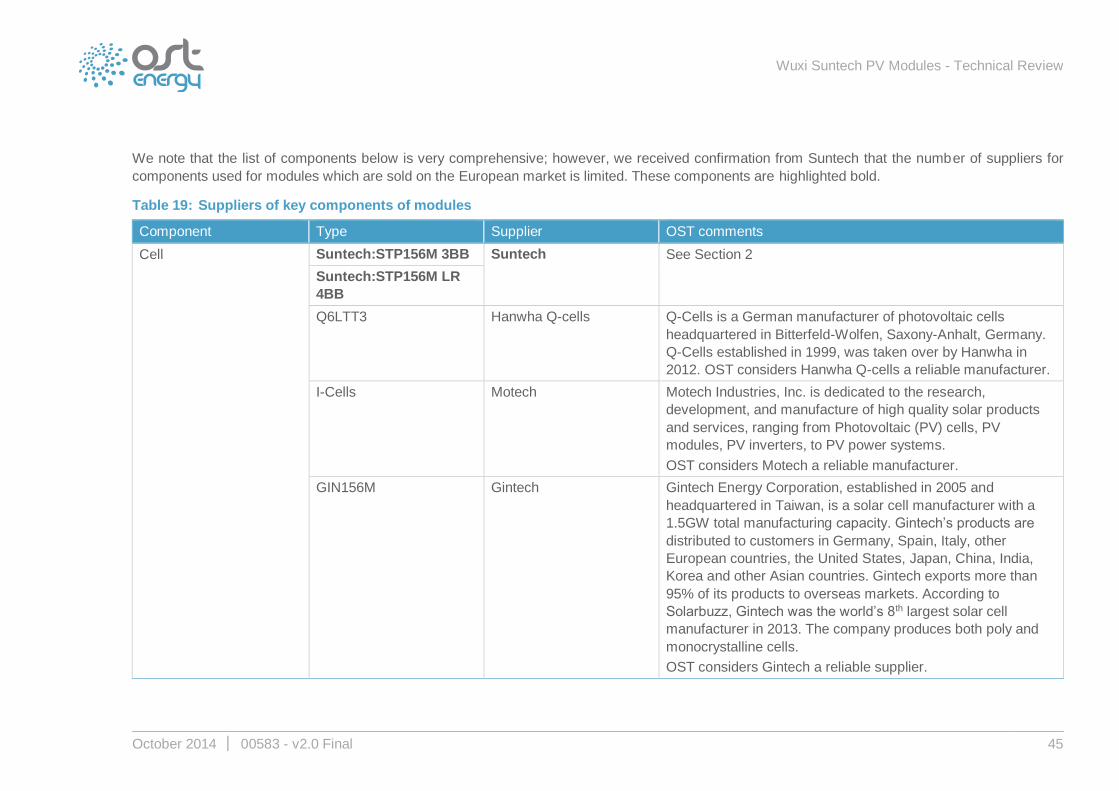
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 45
We note that the list of components below is very comprehensive; however, we received confirmation from Suntech that the number of suppliers for
components used for modules which are sold on the European market is limited. These components are highlighted bold.
Table 19: Suppliers of key components of modules
Component Type Supplier OST comments
Cell Suntech:STP156M 3BB Suntech See Section 2
Suntech:STP156M LR
4BB
Q6LTT3 Hanwha Q-cells Q-Cells is a German manufacturer of photovoltaic cells
headquartered in Bitterfeld-Wolfen, Saxony-Anhalt, Germany.
Q-Cells established in 1999, was taken over by Hanwha in
2012. OST considers Hanwha Q-cells a reliable manufacturer.
I-Cells Motech Motech Industries, Inc. is dedicated to the research,
development, and manufacture of high quality solar products
and services, ranging from Photovoltaic (PV) cells, PV
modules, PV inverters, to PV power systems.
OST considers Motech a reliable manufacturer.
GIN156M Gintech Gintech Energy Corporation, established in 2005 and
headquartered in Taiwan, is a solar cell manufacturer with a
1.5GW total manufacturing capacity. Gintech’s products are
distributed to customers in Germany, Spain, Italy, other
European countries, the United States, Japan, China, India,
Korea and other Asian countries. Gintech exports more than
95% of its products to overseas markets. According to
Solarbuzz, Gintech was the world’s 8th largest solar cell
manufacturer in 2013. The company produces both poly and
monocrystalline cells.
OST considers Gintech a reliable supplier.
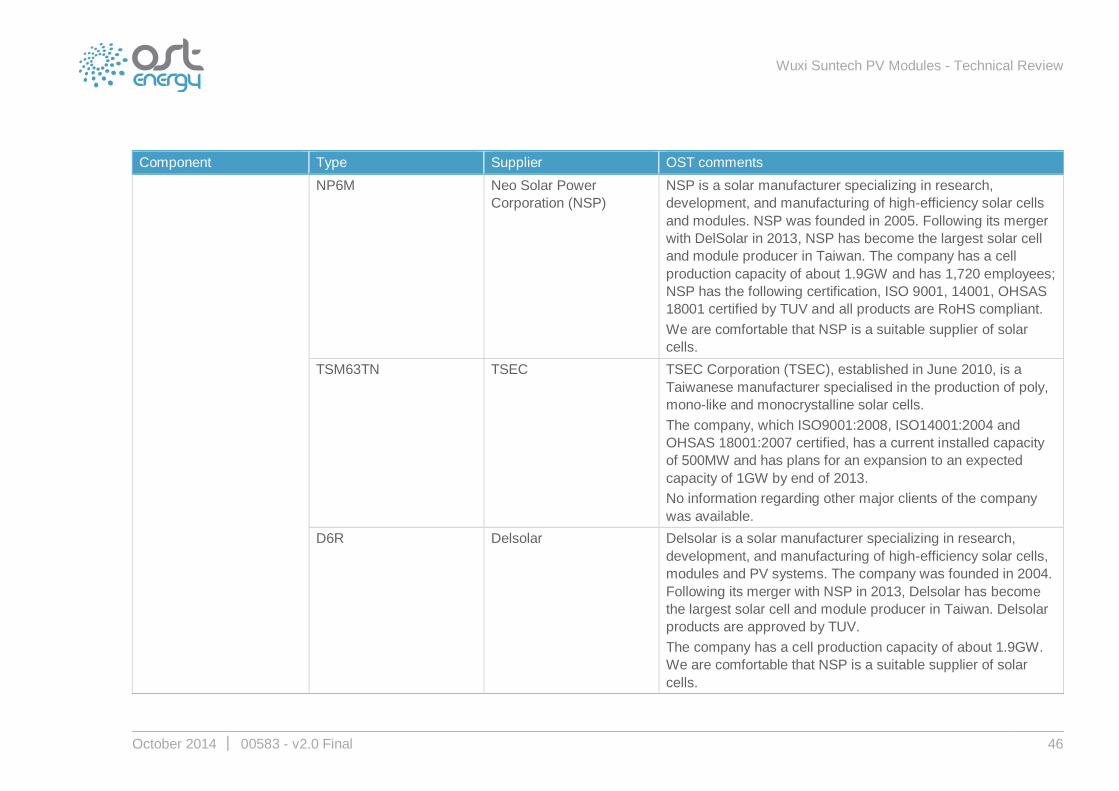
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 46
Component Type Supplier OST comments
NP6M Neo Solar Power
Corporation (NSP)
NSP is a solar manufacturer specializing in research,
development, and manufacturing of high-efficiency solar cells
and modules. NSP was founded in 2005. Following its merger
with DelSolar in 2013, NSP has become the largest solar cell
and module producer in Taiwan. The company has a cell
production capacity of about 1.9GW and has 1,720 employees;
NSP has the following certification, ISO 9001, 14001, OHSAS
18001 certified by TUV and all products are RoHS compliant.
We are comfortable that NSP is a suitable supplier of solar
cells.
TSM63TN TSEC TSEC Corporation (TSEC), established in June 2010, is a
Taiwanese manufacturer specialised in the production of poly,
mono-like and monocrystalline solar cells.
The company, which ISO9001:2008, ISO14001:2004 and
OHSAS 18001:2007 certified, has a current installed capacity
of 500MW and has plans for an expansion to an expected
capacity of 1GW by end of 2013.
No information regarding other major clients of the company
was available.
D6R Delsolar Delsolar is a solar manufacturer specializing in research,
development, and manufacturing of high-efficiency solar cells,
modules and PV systems. The company was founded in 2004.
Following its merger with NSP in 2013, Delsolar has become
the largest solar cell and module producer in Taiwan. Delsolar
products are approved by TUV.
The company has a cell production capacity of about 1.9GW.
We are comfortable that NSP is a suitable supplier of solar
cells.
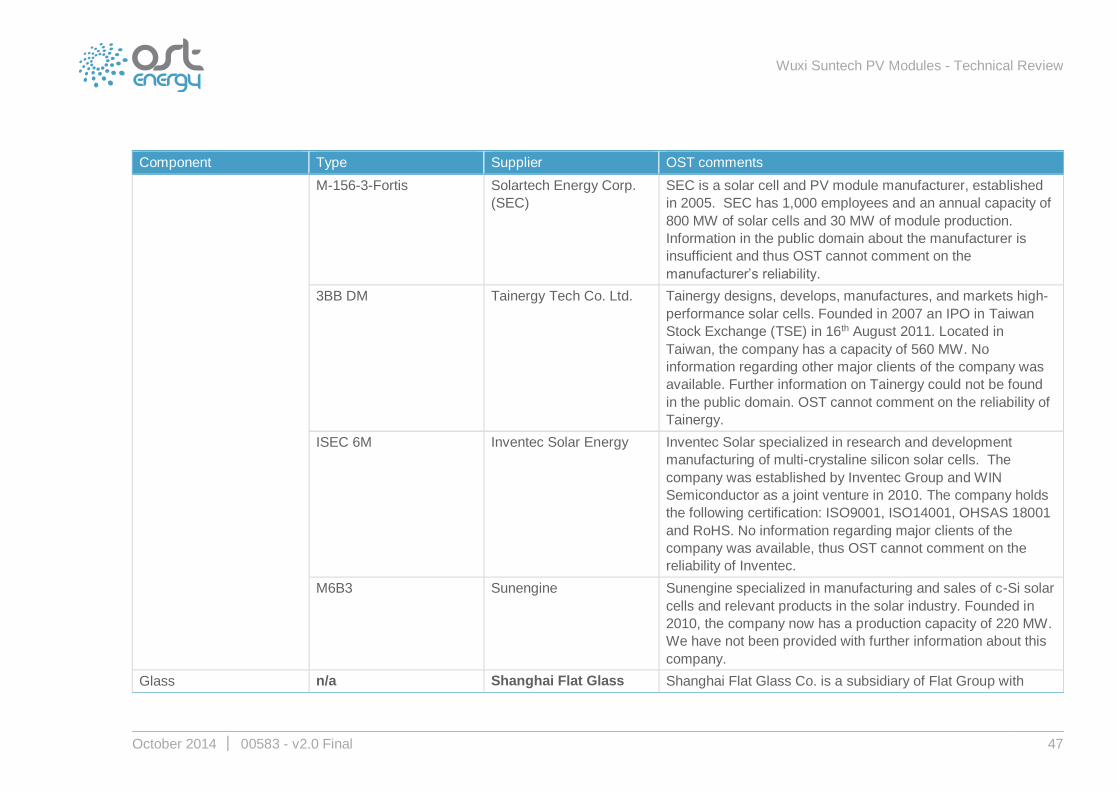
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 47
Component Type Supplier OST comments
M-156-3-Fortis Solartech Energy Corp.
(SEC)
SEC is a solar cell and PV module manufacturer, established
in 2005. SEC has 1,000 employees and an annual capacity of
800 MW of solar cells and 30 MW of module production.
Information in the public domain about the manufacturer is
insufficient and thus OST cannot comment on the
manufacturer’s reliability.
3BB DM Tainergy Tech Co. Ltd. Tainergy designs, develops, manufactures, and markets high-
performance solar cells. Founded in 2007 an IPO in Taiwan
Stock Exchange (TSE) in 16th August 2011. Located in
Taiwan, the company has a capacity of 560 MW. No
information regarding other major clients of the company was
available. Further information on Tainergy could not be found
in the public domain. OST cannot comment on the reliability of
Tainergy.
ISEC 6M Inventec Solar Energy Inventec Solar specialized in research and development
manufacturing of multi-crystaline silicon solar cells. The
company was established by Inventec Group and WIN
Semiconductor as a joint venture in 2010. The company holds
the following certification: ISO9001, ISO14001, OHSAS 18001
and RoHS. No information regarding major clients of the
company was available, thus OST cannot comment on the
reliability of Inventec.
M6B3 Sunengine Sunengine specialized in manufacturing and sales of c-Si solar
cells and relevant products in the solar industry. Founded in
2010, the company now has a production capacity of 220 MW.
We have not been provided with further information about this
company.
Glass n/a Shanghai Flat Glass Shanghai Flat Glass Co. is a subsidiary of Flat Group with
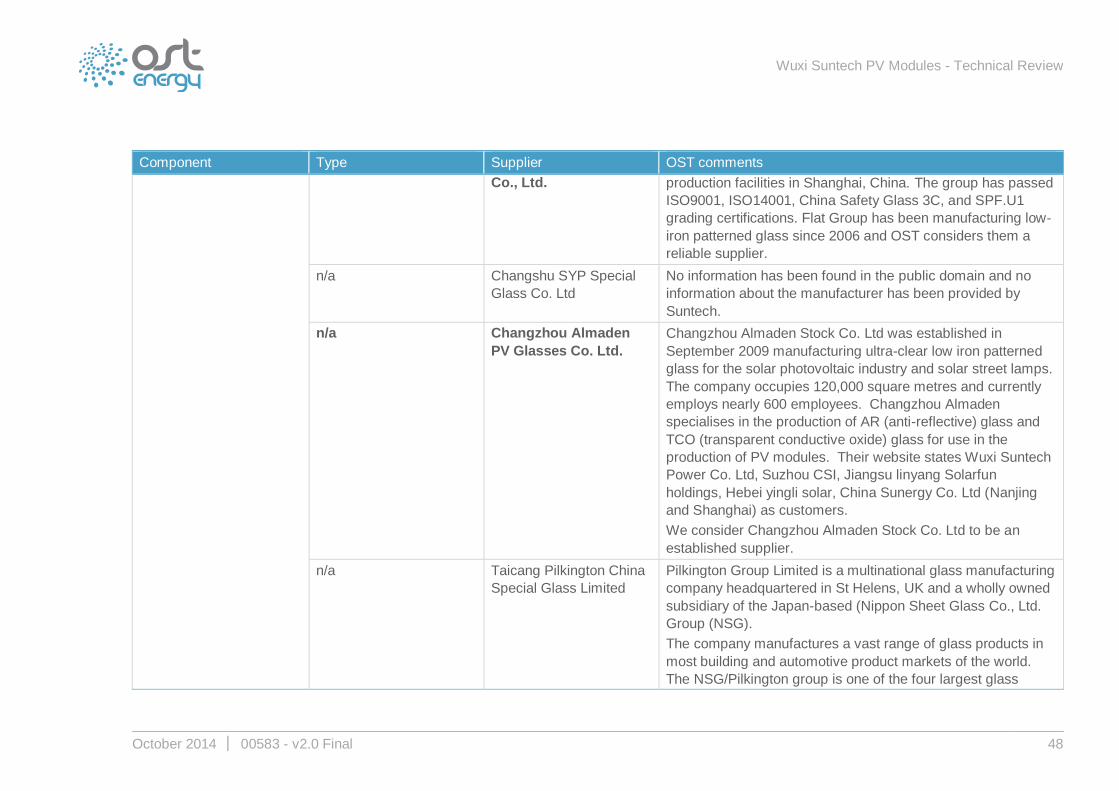
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 48
Component Type Supplier OST comments
Co., Ltd. production facilities in Shanghai, China. The group has passed
ISO9001, ISO14001, China Safety Glass 3C, and SPF.U1
grading certifications. Flat Group has been manufacturing low-
iron patterned glass since 2006 and OST considers them a
reliable supplier.
n/a Changshu SYP Special
Glass Co. Ltd
No information has been found in the public domain and no
information about the manufacturer has been provided by
Suntech.
n/a Changzhou Almaden
PV Glasses Co. Ltd.
Changzhou Almaden Stock Co. Ltd was established in
September 2009 manufacturing ultra-clear low iron patterned
glass for the solar photovoltaic industry and solar street lamps.
The company occupies 120,000 square metres and currently
employs nearly 600 employees. Changzhou Almaden
specialises in the production of AR (anti-reflective) glass and
TCO (transparent conductive oxide) glass for use in the
production of PV modules. Their website states Wuxi Suntech
Power Co. Ltd, Suzhou CSI, Jiangsu linyang Solarfun
holdings, Hebei yingli solar, China Sunergy Co. Ltd (Nanjing
and Shanghai) as customers.
We consider Changzhou Almaden Stock Co. Ltd to be an
established supplier.
n/a Taicang Pilkington China
Special Glass Limited
Pilkington Group Limited is a multinational glass manufacturing
company headquartered in St Helens, UK and a wholly owned
subsidiary of the Japan-based (Nippon Sheet Glass Co., Ltd.
Group (NSG).
The company manufactures a vast range of glass products in
most building and automotive product markets of the world.
The NSG/Pilkington group is one of the four largest glass
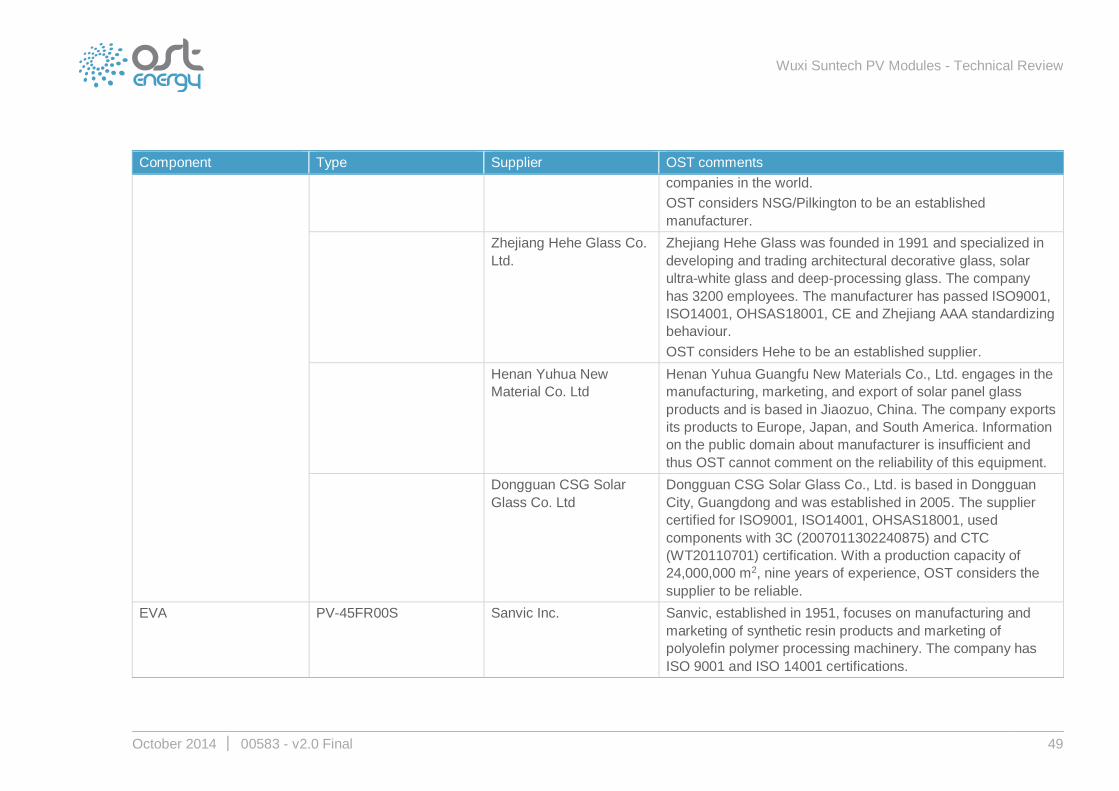
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 49
Component Type Supplier OST comments
companies in the world.
OST considers NSG/Pilkington to be an established
manufacturer.
Zhejiang Hehe Glass Co.
Ltd.
Zhejiang Hehe Glass was founded in 1991 and specialized in
developing and trading architectural decorative glass, solar
ultra-white glass and deep-processing glass. The company
has 3200 employees. The manufacturer has passed ISO9001,
ISO14001, OHSAS18001, CE and Zhejiang AAA standardizing
behaviour.
OST considers Hehe to be an established supplier.
Henan Yuhua New
Material Co. Ltd
Henan Yuhua Guangfu New Materials Co., Ltd. engages in the
manufacturing, marketing, and export of solar panel glass
products and is based in Jiaozuo, China. The company exports
its products to Europe, Japan, and South America. Information
on the public domain about manufacturer is insufficient and
thus OST cannot comment on the reliability of this equipment.
Dongguan CSG Solar
Glass Co. Ltd
Dongguan CSG Solar Glass Co., Ltd. is based in Dongguan
City, Guangdong and was established in 2005. The supplier
certified for ISO9001, ISO14001, OHSAS18001, used
components with 3C (2007011302240875) and CTC
(WT20110701) certification. With a production capacity of
24,000,000 m2, nine years of experience, OST considers the
supplier to be reliable.
EVA PV-45FR00S Sanvic Inc. Sanvic, established in 1951, focuses on manufacturing and
marketing of synthetic resin products and marketing of
polyolefin polymer processing machinery. The company has
ISO 9001 and ISO 14001 certifications.
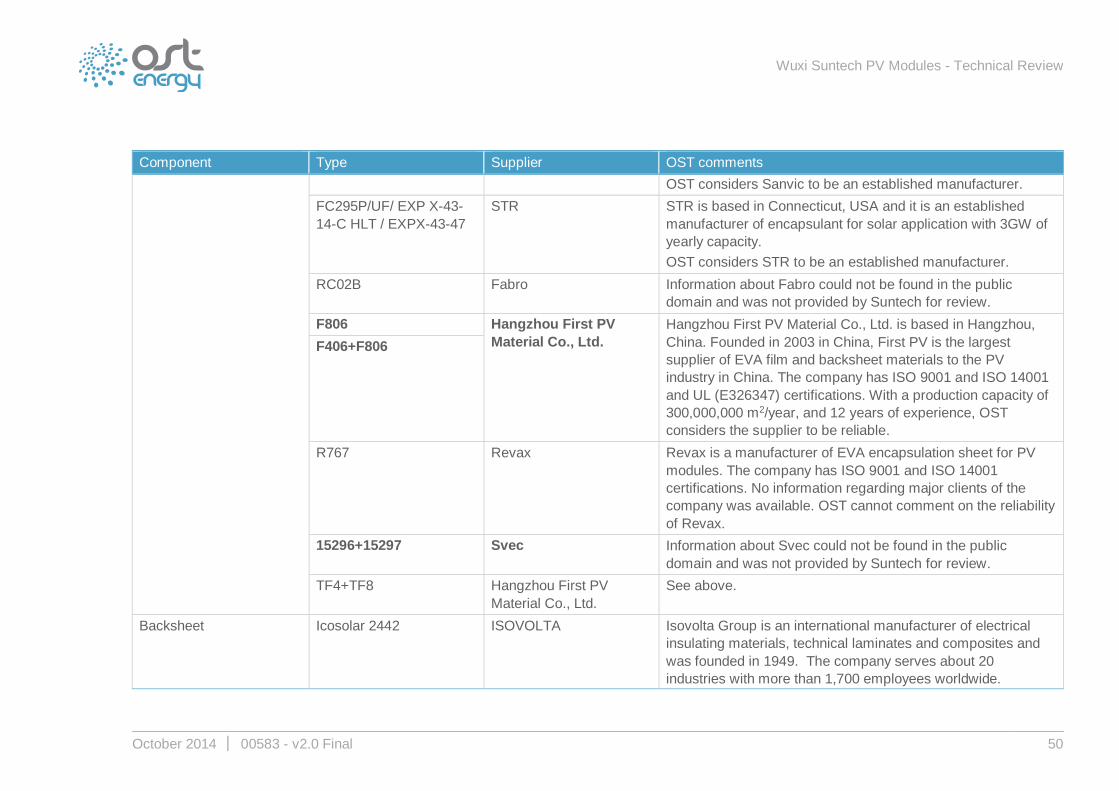
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 50
Component Type Supplier OST comments
OST considers Sanvic to be an established manufacturer.
FC295P/UF/ EXP X-43-
14-C HLT / EXPX-43-47
STR STR is based in Connecticut, USA and it is an established
manufacturer of encapsulant for solar application with 3GW of
yearly capacity.
OST considers STR to be an established manufacturer.
RC02B Fabro Information about Fabro could not be found in the public
domain and was not provided by Suntech for review.
F806 Hangzhou First PV
Material Co., Ltd.
Hangzhou First PV Material Co., Ltd. is based in Hangzhou,
China. Founded in 2003 in China, First PV is the largest
supplier of EVA film and backsheet materials to the PV
industry in China. The company has ISO 9001 and ISO 14001
and UL (E326347) certifications. With a production capacity of
300,000,000 m2/year, and 12 years of experience, OST
considers the supplier to be reliable.
F406+F806
R767 Revax Revax is a manufacturer of EVA encapsulation sheet for PV
modules. The company has ISO 9001 and ISO 14001
certifications. No information regarding major clients of the
company was available. OST cannot comment on the reliability
of Revax.
15296+15297 Svec Information about Svec could not be found in the public
domain and was not provided by Suntech for review.
TF4+TF8 Hangzhou First PV
Material Co., Ltd.
See above.
Backsheet Icosolar 2442 ISOVOLTA Isovolta Group is an international manufacturer of electrical
insulating materials, technical laminates and composites and
was founded in 1949. The company serves about 20
industries with more than 1,700 employees worldwide.
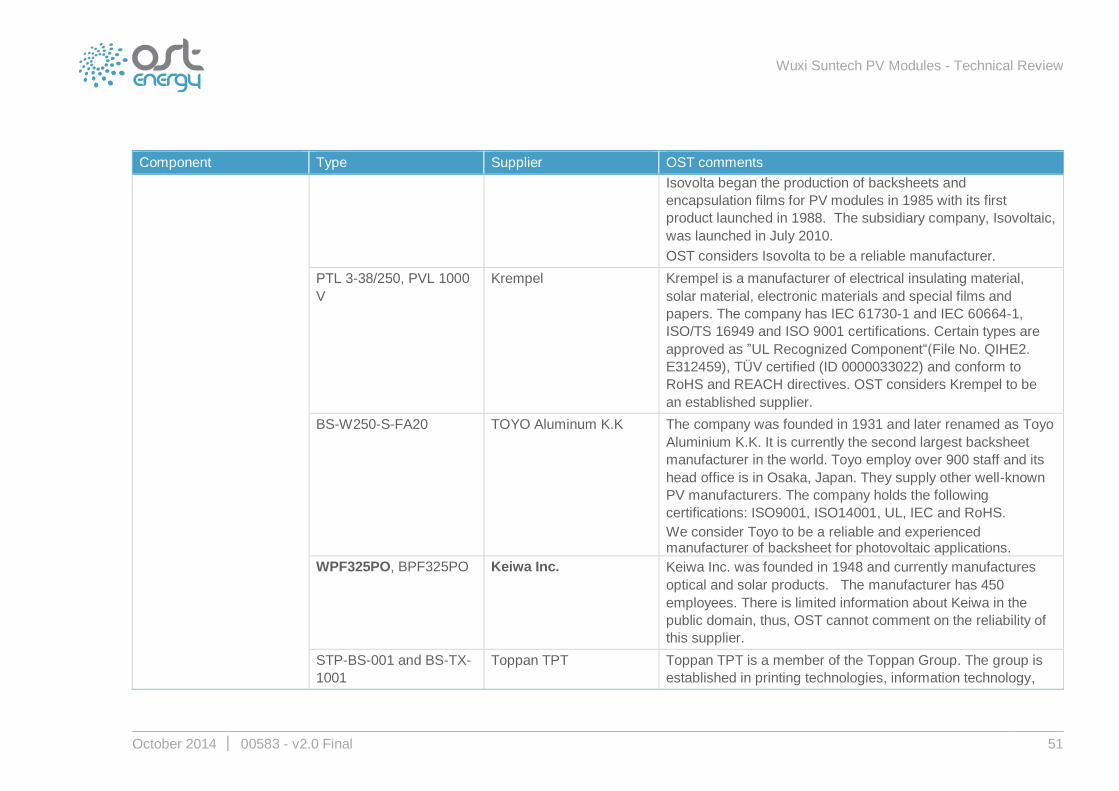
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 51
Component Type Supplier OST comments
Isovolta began the production of backsheets and
encapsulation films for PV modules in 1985 with its first
product launched in 1988. The subsidiary company, Isovoltaic,
was launched in July 2010.
OST considers Isovolta to be a reliable manufacturer.
PTL 3-38/250, PVL 1000
V
Krempel Krempel is a manufacturer of electrical insulating material,
solar material, electronic materials and special films and
papers. The company has IEC 61730-1 and IEC 60664-1,
ISO/TS 16949 and ISO 9001 certifications. Certain types are
approved as ”UL Recognized Component“(File No. QIHE2.
E312459), TÜV certified (ID 0000033022) and conform to
RoHS and REACH directives. OST considers Krempel to be
an established supplier.
BS-W250-S-FA20 TOYO Aluminum K.K The company was founded in 1931 and later renamed as Toyo
Aluminium K.K. It is currently the second largest backsheet
manufacturer in the world. Toyo employ over 900 staff and its
head office is in Osaka, Japan. They supply other well-known
PV manufacturers. The company holds the following
certifications: ISO9001, ISO14001, UL, IEC and RoHS.
We consider Toyo to be a reliable and experienced manufacturer of backsheet for photovoltaic applications.
WPF325PO, BPF325PO Keiwa Inc. Keiwa Inc. was founded in 1948 and currently manufactures
optical and solar products. The manufacturer has 450
employees. There is limited information about Keiwa in the
public domain, thus, OST cannot comment on the reliability of
this supplier.
STP-BS-001 and BS-TX-
1001
Toppan TPT Toppan TPT is a member of the Toppan Group. The group is
established in printing technologies, information technology,
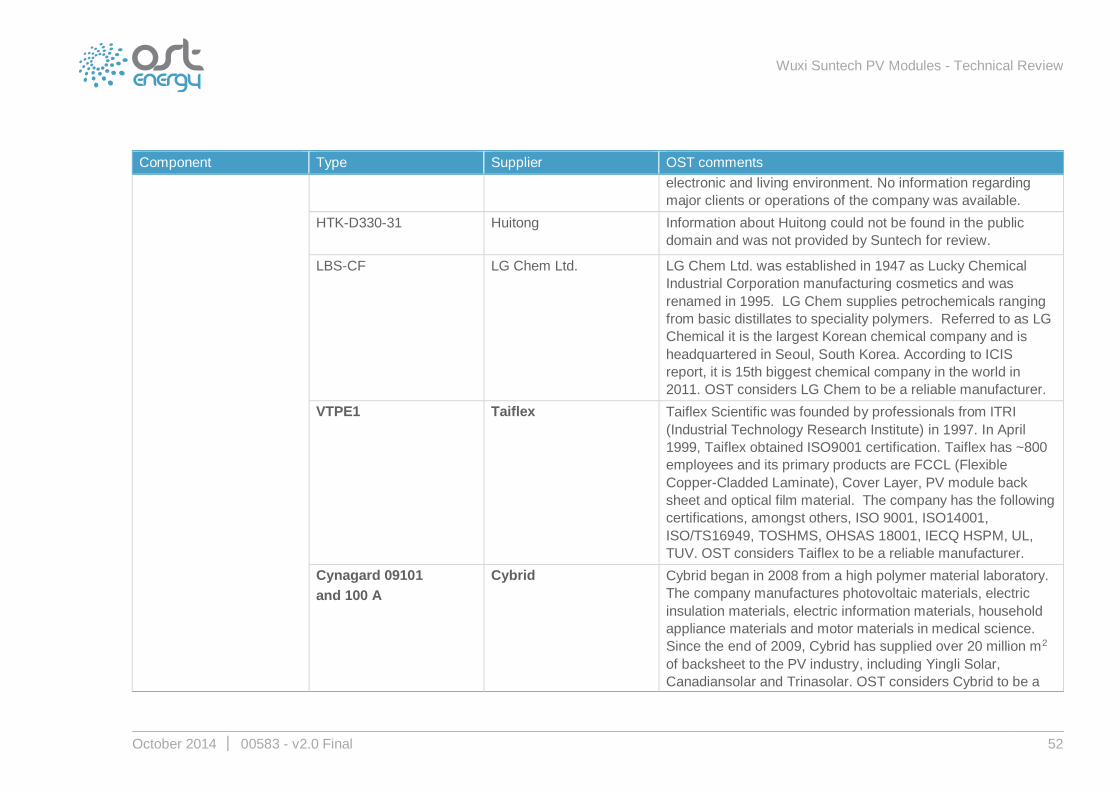
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 52
Component Type Supplier OST comments
electronic and living environment. No information regarding
major clients or operations of the company was available.
HTK-D330-31 Huitong Information about Huitong could not be found in the public
domain and was not provided by Suntech for review.
LBS-CF LG Chem Ltd. LG Chem Ltd. was established in 1947 as Lucky Chemical
Industrial Corporation manufacturing cosmetics and was
renamed in 1995. LG Chem supplies petrochemicals ranging
from basic distillates to speciality polymers. Referred to as LG
Chemical it is the largest Korean chemical company and is
headquartered in Seoul, South Korea. According to ICIS
report, it is 15th biggest chemical company in the world in
2011. OST considers LG Chem to be a reliable manufacturer.
VTPE1 Taiflex Taiflex Scientific was founded by professionals from ITRI
(Industrial Technology Research Institute) in 1997. In April
1999, Taiflex obtained ISO9001 certification. Taiflex has ~800
employees and its primary products are FCCL (Flexible
Copper-Cladded Laminate), Cover Layer, PV module back
sheet and optical film material. The company has the following
certifications, amongst others, ISO 9001, ISO14001,
ISO/TS16949, TOSHMS, OHSAS 18001, IECQ HSPM, UL,
TUV. OST considers Taiflex to be a reliable manufacturer.
Cynagard 09101
and 100 A
Cybrid Cybrid began in 2008 from a high polymer material laboratory.
The company manufactures photovoltaic materials, electric
insulation materials, electric information materials, household
appliance materials and motor materials in medical science.
Since the end of 2009, Cybrid has supplied over 20 million m2
of backsheet to the PV industry, including Yingli Solar,
Canadiansolar and Trinasolar. OST considers Cybrid to be a
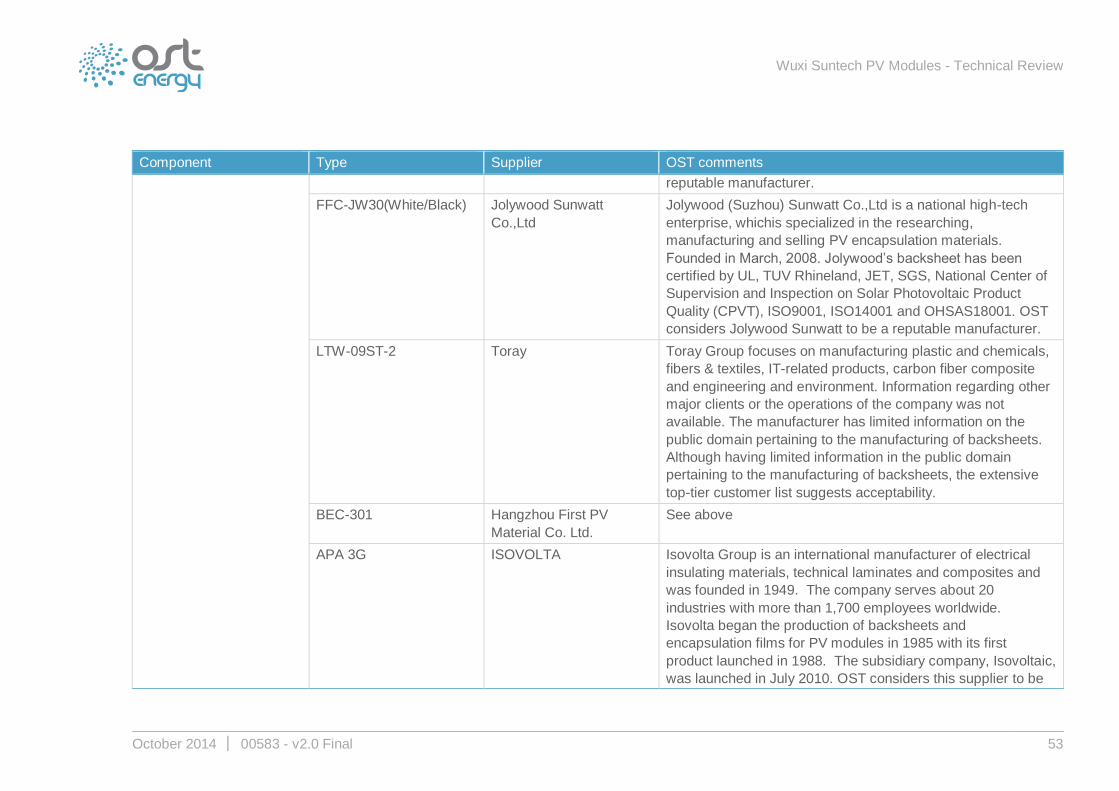
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 53
Component Type Supplier OST comments
reputable manufacturer.
FFC-JW30(White/Black) Jolywood Sunwatt
Co.,Ltd
Jolywood (Suzhou) Sunwatt Co.,Ltd is a national high-tech
enterprise, whichis specialized in the researching,
manufacturing and selling PV encapsulation materials.
Founded in March, 2008. Jolywood’s backsheet has been
certified by UL, TUV Rhineland, JET, SGS, National Center of
Supervision and Inspection on Solar Photovoltaic Product
Quality (CPVT), ISO9001, ISO14001 and OHSAS18001. OST
considers Jolywood Sunwatt to be a reputable manufacturer.
LTW-09ST-2 Toray Toray Group focuses on manufacturing plastic and chemicals,
fibers & textiles, IT-related products, carbon fiber composite
and engineering and environment. Information regarding other
major clients or the operations of the company was not
available. The manufacturer has limited information on the
public domain pertaining to the manufacturing of backsheets.
Although having limited information in the public domain
pertaining to the manufacturing of backsheets, the extensive
top-tier customer list suggests acceptability.
BEC-301 Hangzhou First PV
Material Co. Ltd.
See above
APA 3G ISOVOLTA Isovolta Group is an international manufacturer of electrical
insulating materials, technical laminates and composites and
was founded in 1949. The company serves about 20
industries with more than 1,700 employees worldwide.
Isovolta began the production of backsheets and
encapsulation films for PV modules in 1985 with its first
product launched in 1988. The subsidiary company, Isovoltaic,
was launched in July 2010. OST considers this supplier to be
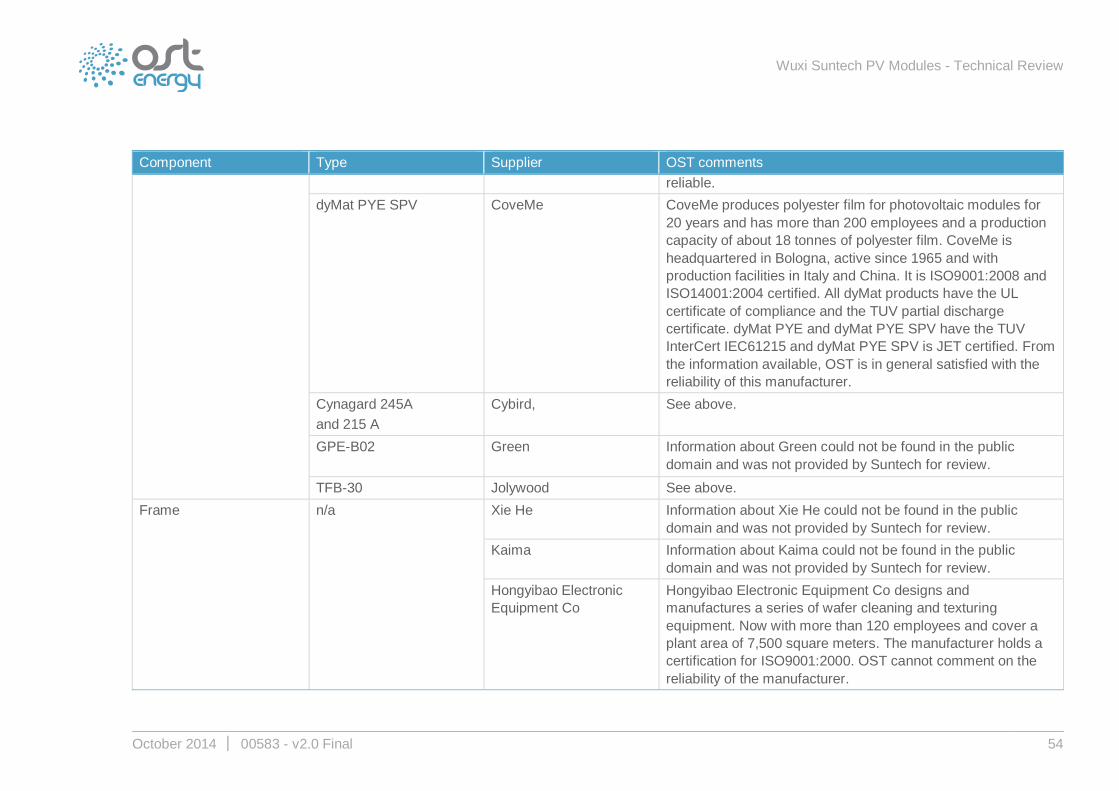
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 54
Component Type Supplier OST comments
reliable.
dyMat PYE SPV CoveMe CoveMe produces polyester film for photovoltaic modules for
20 years and has more than 200 employees and a production
capacity of about 18 tonnes of polyester film. CoveMe is
headquartered in Bologna, active since 1965 and with
production facilities in Italy and China. It is ISO9001:2008 and
ISO14001:2004 certified. All dyMat products have the UL
certificate of compliance and the TUV partial discharge
certificate. dyMat PYE and dyMat PYE SPV have the TUV
InterCert IEC61215 and dyMat PYE SPV is JET certified. From
the information available, OST is in general satisfied with the
reliability of this manufacturer.
Cynagard 245A
and 215 A
Cybird, See above.
GPE-B02 Green Information about Green could not be found in the public
domain and was not provided by Suntech for review.
TFB-30 Jolywood See above.
Frame n/a
Xie He Information about Xie He could not be found in the public
domain and was not provided by Suntech for review.
Kaima Information about Kaima could not be found in the public
domain and was not provided by Suntech for review.
Hongyibao Electronic
Equipment Co
Hongyibao Electronic Equipment Co designs and
manufactures a series of wafer cleaning and texturing
equipment. Now with more than 120 employees and cover a
plant area of 7,500 square meters. The manufacturer holds a
certification for ISO9001:2000. OST cannot comment on the
reliability of the manufacturer.
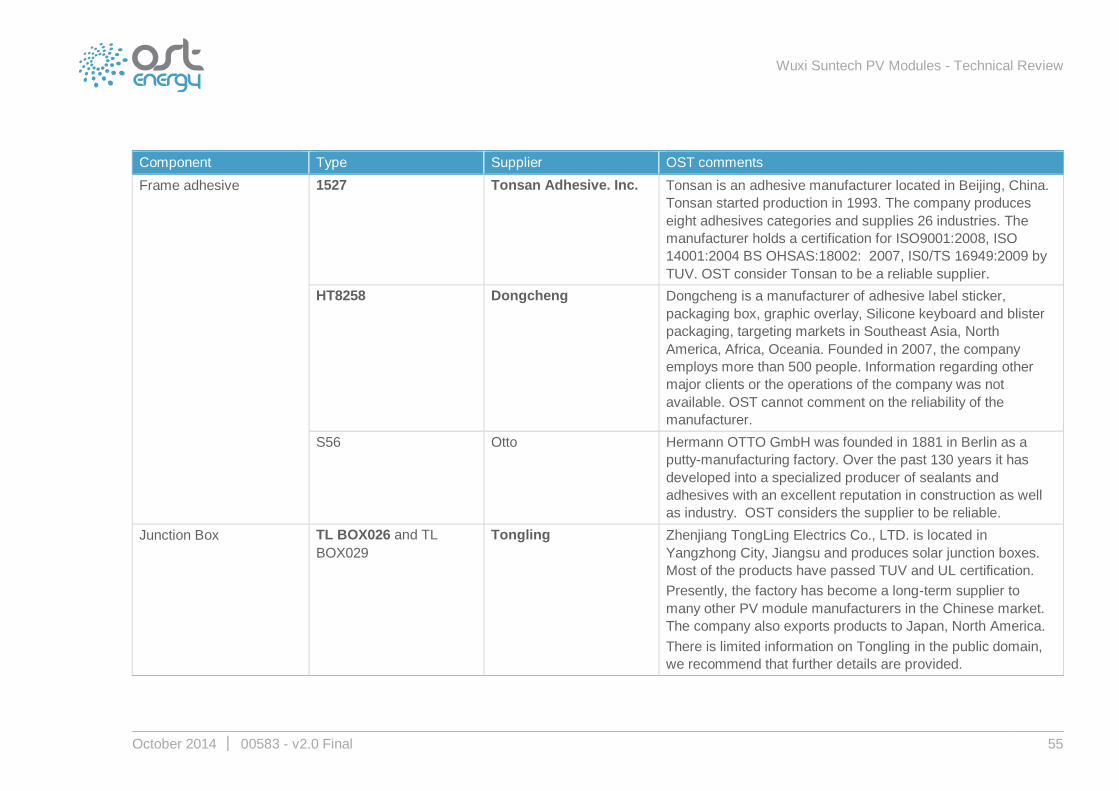
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 55
Component Type Supplier OST comments
Frame adhesive 1527 Tonsan Adhesive. Inc. Tonsan is an adhesive manufacturer located in Beijing, China.
Tonsan started production in 1993. The company produces
eight adhesives categories and supplies 26 industries. The
manufacturer holds a certification for ISO9001:2008, ISO
14001:2004 BS OHSAS:18002: 2007, IS0/TS 16949:2009 by
TUV. OST consider Tonsan to be a reliable supplier.
HT8258 Dongcheng Dongcheng is a manufacturer of adhesive label sticker,
packaging box, graphic overlay, Silicone keyboard and blister
packaging, targeting markets in Southeast Asia, North
America, Africa, Oceania. Founded in 2007, the company
employs more than 500 people. Information regarding other
major clients or the operations of the company was not
available. OST cannot comment on the reliability of the
manufacturer.
S56 Otto Hermann OTTO GmbH was founded in 1881 in Berlin as a
putty-manufacturing factory. Over the past 130 years it has
developed into a specialized producer of sealants and
adhesives with an excellent reputation in construction as well
as industry. OST considers the supplier to be reliable.
Junction Box TL BOX026 and TL
BOX029
Tongling Zhenjiang TongLing Electrics Co., LTD. is located in
Yangzhong City, Jiangsu and produces solar junction boxes.
Most of the products have passed TUV and UL certification.
Presently, the factory has become a long-term supplier to
many other PV module manufacturers in the Chinese market.
The company also exports products to Japan, North America.
There is limited information on Tongling in the public domain,
we recommend that further details are provided.
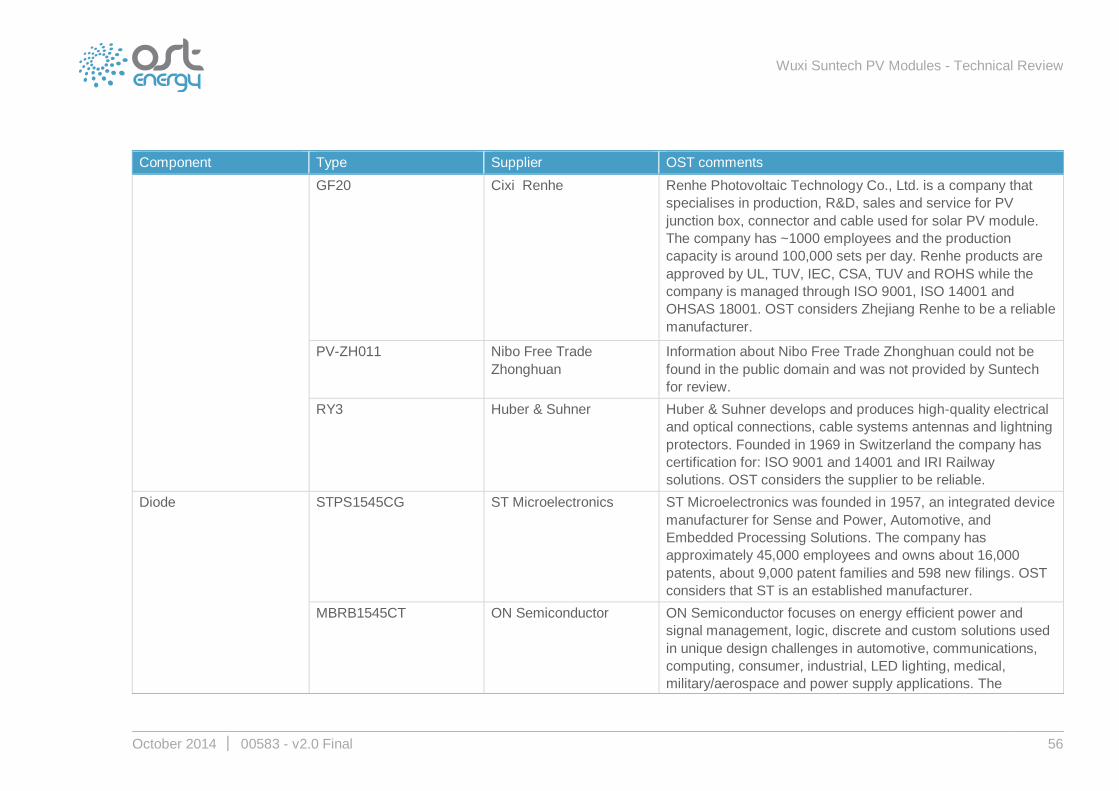
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 56
Component Type Supplier OST comments
GF20 Cixi Renhe Renhe Photovoltaic Technology Co., Ltd. is a company that
specialises in production, R&D, sales and service for PV
junction box, connector and cable used for solar PV module.
The company has ~1000 employees and the production
capacity is around 100,000 sets per day. Renhe products are
approved by UL, TUV, IEC, CSA, TUV and ROHS while the
company is managed through ISO 9001, ISO 14001 and
OHSAS 18001. OST considers Zhejiang Renhe to be a reliable
manufacturer.
PV-ZH011 Nibo Free Trade
Zhonghuan
Information about Nibo Free Trade Zhonghuan could not be
found in the public domain and was not provided by Suntech
for review.
RY3 Huber & Suhner Huber & Suhner develops and produces high-quality electrical
and optical connections, cable systems antennas and lightning
protectors. Founded in 1969 in Switzerland the company has
certification for: ISO 9001 and 14001 and IRI Railway
solutions. OST considers the supplier to be reliable.
Diode STPS1545CG ST Microelectronics ST Microelectronics was founded in 1957, an integrated device
manufacturer for Sense and Power, Automotive, and
Embedded Processing Solutions. The company has
approximately 45,000 employees and owns about 16,000
patents, about 9,000 patent families and 598 new filings. OST
considers that ST is an established manufacturer.
MBRB1545CT ON Semiconductor ON Semiconductor focuses on energy efficient power and
signal management, logic, discrete and custom solutions used
in unique design challenges in automotive, communications,
computing, consumer, industrial, LED lighting, medical,
military/aerospace and power supply applications. The
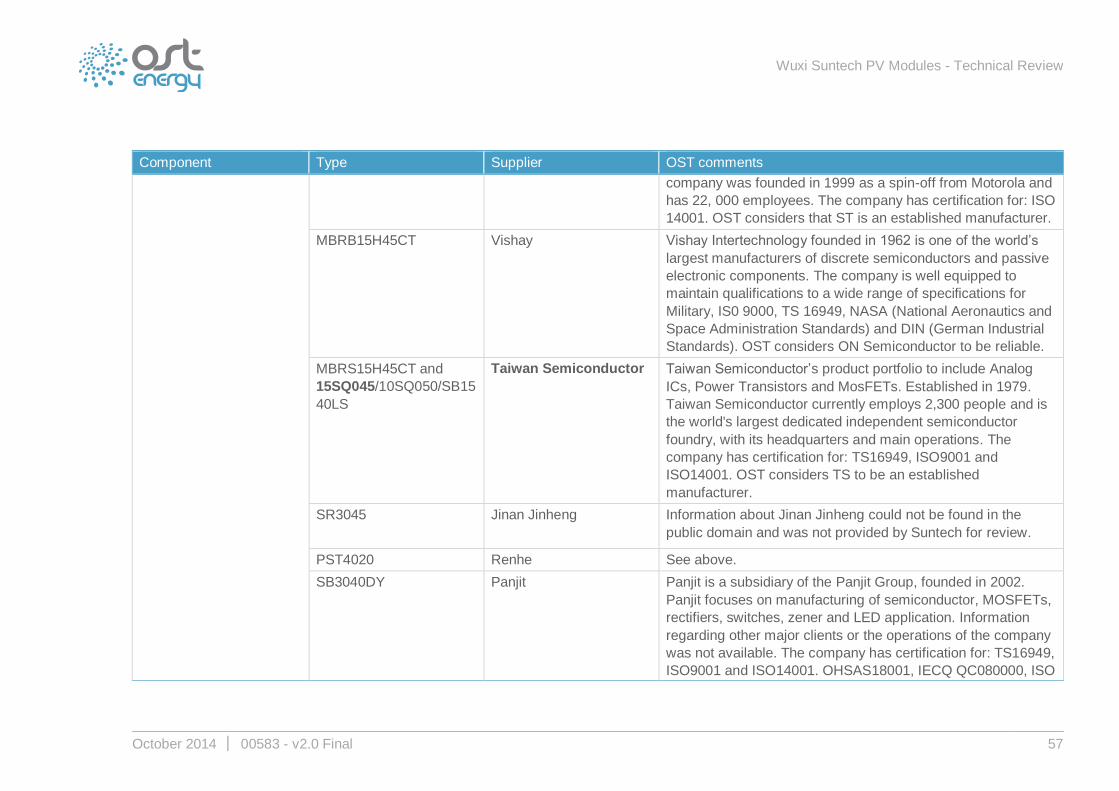
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 57
Component Type Supplier OST comments
company was founded in 1999 as a spin-off from Motorola and
has 22, 000 employees. The company has certification for: ISO
14001. OST considers that ST is an established manufacturer.
MBRB15H45CT Vishay Vishay Intertechnology founded in 1962 is one of the world’s
largest manufacturers of discrete semiconductors and passive
electronic components. The company is well equipped to
maintain qualifications to a wide range of specifications for
Military, IS0 9000, TS 16949, NASA (National Aeronautics and
Space Administration Standards) and DIN (German Industrial
Standards). OST considers ON Semiconductor to be reliable.
MBRS15H45CT and
15SQ045/10SQ050/SB15
40LS
Taiwan Semiconductor Taiwan Semiconductor’s product portfolio to include Analog
ICs, Power Transistors and MosFETs. Established in 1979.
Taiwan Semiconductor currently employs 2,300 people and is
the world's largest dedicated independent semiconductor
foundry, with its headquarters and main operations. The
company has certification for: TS16949, ISO9001 and
ISO14001. OST considers TS to be an established
manufacturer.
SR3045 Jinan Jinheng Information about Jinan Jinheng could not be found in the
public domain and was not provided by Suntech for review.
PST4020 Renhe See above.
SB3040DY Panjit Panjit is a subsidiary of the Panjit Group, founded in 2002.
Panjit focuses on manufacturing of semiconductor, MOSFETs,
rectifiers, switches, zener and LED application. Information
regarding other major clients or the operations of the company
was not available. The company has certification for: TS16949,
ISO9001 and ISO14001. OHSAS18001, IECQ QC080000, ISO
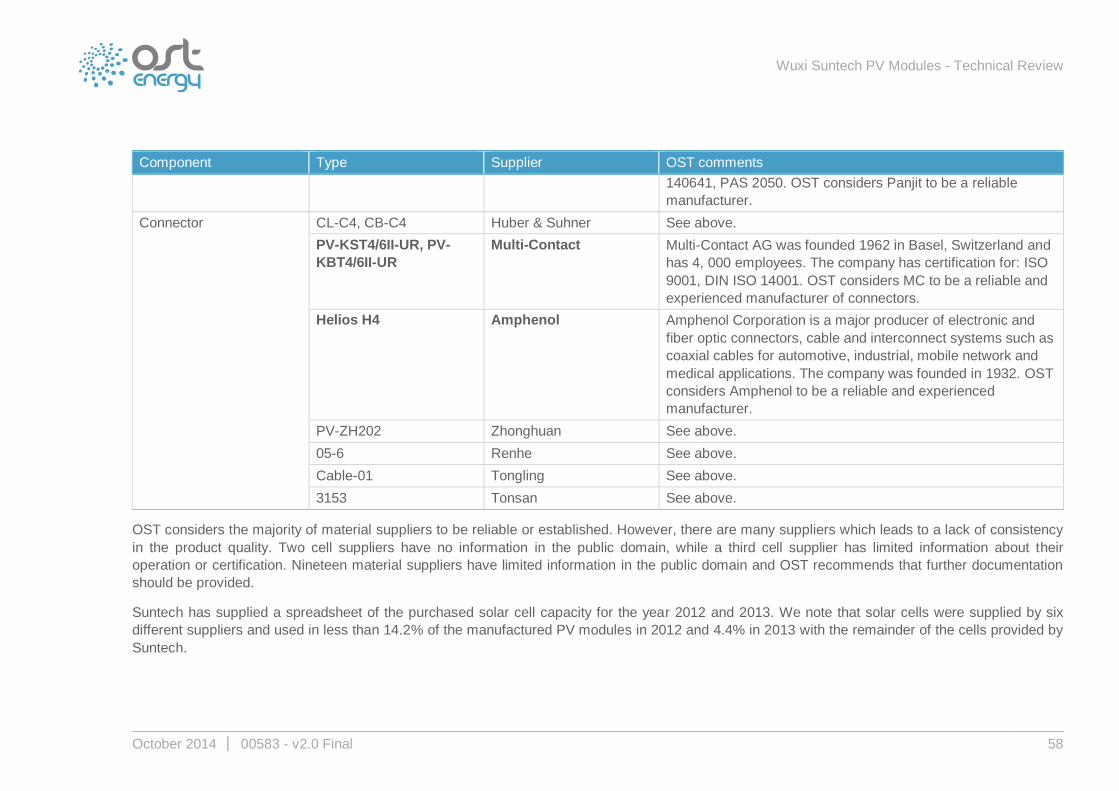
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 58
Component Type Supplier OST comments
140641, PAS 2050. OST considers Panjit to be a reliable
manufacturer.
Connector CL-C4, CB-C4 Huber & Suhner See above.
PV-KST4/6II-UR, PV-
KBT4/6II-UR
Multi-Contact Multi-Contact AG was founded 1962 in Basel, Switzerland and
has 4, 000 employees. The company has certification for: ISO
9001, DIN ISO 14001. OST considers MC to be a reliable and
experienced manufacturer of connectors.
Helios H4 Amphenol Amphenol Corporation is a major producer of electronic and
fiber optic connectors, cable and interconnect systems such as
coaxial cables for automotive, industrial, mobile network and
medical applications. The company was founded in 1932. OST
considers Amphenol to be a reliable and experienced
manufacturer.
PV-ZH202 Zhonghuan See above.
05-6 Renhe See above.
Cable-01 Tongling See above.
3153 Tonsan See above.
OST considers the majority of material suppliers to be reliable or established. However, there are many suppliers which leads to a lack of consistency
in the product quality. Two cell suppliers have no information in the public domain, while a third cell supplier has limited information about their
operation or certification. Nineteen material suppliers have limited information in the public domain and OST recommends that further documentation
should be provided.
Suntech has supplied a spreadsheet of the purchased solar cell capacity for the year 2012 and 2013. We note that solar cells were supplied by six
different suppliers and used in less than 14.2% of the manufactured PV modules in 2012 and 4.4% in 2013 with the remainder of the cells provided by
Suntech.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 59
OST notes that all the modules reviewed have common suppliers and key components. All the key components listed above are certificated by VDE
Prüf- und Zertifizierungsinstitut. Any additional components used or intended to be used in the manufacturing of the Suntech modules (apart from
those outlined in Table 19) should be added to the CDF outlined in the VDE Prüf- und Zertifizierungsinstitut list.
Poly-crystalline cells are partly provided internally by Suntech and from other suppliers, and are also listed in the VDE Prüf- und Zertifizierungsinstitut
certificate.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 60
6 Factory Visit Findings
The Suntech module factory in Wuxi was visited on the 12th June 2014 by Martin Cincelli and
Gustaf Schuler of OST Energy and Tim Carter of IPSol Energy; also present was Leta Li (Global
Product Management, Certification & Assurance Manager) and various representatives from
different departments.
The following sections describe the manufacturing and quality processes as witnessed on site
including comments on each step.
6.1 Receipt of material from supplier
The various components utilised for the manufacturing of the modules are delivered to the
storage facilities located in a building beside the manufacturing lines. On receipt of material each
batch of components receives a label with a bar code, indicating the component, the supplier,
manufacturing, delivery and ‘use-by’ date, before a number of Incoming Quality Control (IQC)
checks are carried out on different samples in accordance with the IQC plan outlined in the
sections below.
In case of non-conformities, the batch is rejected and stored within a separate area in the
warehouse before it is sent back to the supplier who is required to provide feedback on the
nonconforming component. If the sample passes the IQC, either a green sticky label (for the
cells) or a stamp (for all other components) is applied on the internal label on each box forming
part of the sample/batch and the components are moved to the appropriate storage area (see
Section 6.2).
According to Suntech not every component undergoes the IQC program; suppliers which fulfil the
following requirements, are considered to have a sufficient in-house QC that another IQC
performed by Suntech is not necessary.
1. there is no batch with unconformities for a continuous 3 month period in the production
line;
2. there is no lot rejected for a continuous 3 month period during the incoming inspection;
3. the average VLRR (verified line reject rate) can meet the target for a continuous 3 month
period;
4. For new product types and inspection items from a supplier the requirements for the IQC
can be adjusted individually
Suntech obtains PV cells in addition to their own production from various manufacturers; the cells
from their own manufacturing facilities, which are opposite of the module factory, undergo the
same IQC program as all other cells. The IQC program has been provided in editable form and is
described in Table 20 below.
We were informed that only cells manufactured in Suntech’s own facilities are used for modules
sold on the European market.
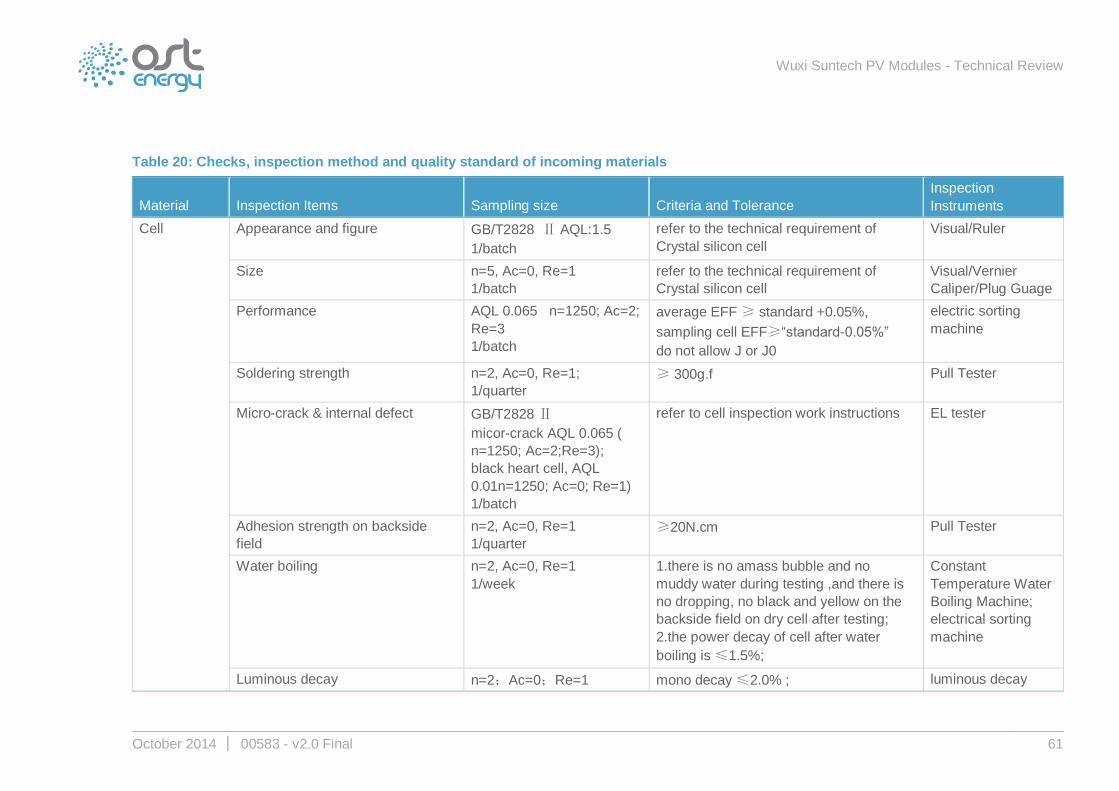
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 61
Table 20: Checks, inspection method and quality standard of incoming materials
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
Cell Appearance and figure GB/T2828 Ⅱ AQL:1.5
1/batch
refer to the technical requirement of
Crystal silicon cell
Visual/Ruler
Size n=5, Ac=0, Re=1
1/batch
refer to the technical requirement of
Crystal silicon cell
Visual/Vernier
Caliper/Plug Guage
Performance AQL 0.065 n=1250; Ac=2;
Re=3
1/batch
average EFF ≥ standard +0.05%,
sampling cell EFF≥“standard-0.05%”
do not allow J or J0
electric sorting
machine
Soldering strength n=2, Ac=0, Re=1;
1/quarter
≥ 300g.f Pull Tester
Micro-crack & internal defect GB/T2828 Ⅱ
micor-crack AQL 0.065 (
n=1250; Ac=2;Re=3);
black heart cell, AQL
0.01n=1250; Ac=0; Re=1)
1/batch
refer to cell inspection work instructions EL tester
Adhesion strength on backside
field
n=2, Ac=0, Re=1
1/quarter
≥20N.cm Pull Tester
Water boiling n=2, Ac=0, Re=1
1/week
1.there is no amass bubble and no
muddy water during testing ,and there is
no dropping, no black and yellow on the
backside field on dry cell after testing;
2.the power decay of cell after water
boiling is ≤1.5%;
Constant
Temperature Water
Boiling Machine;
electrical sorting
machine
Luminous decay n=2;Ac=0;Re=1 mono decay ≤2.0% ; luminous decay
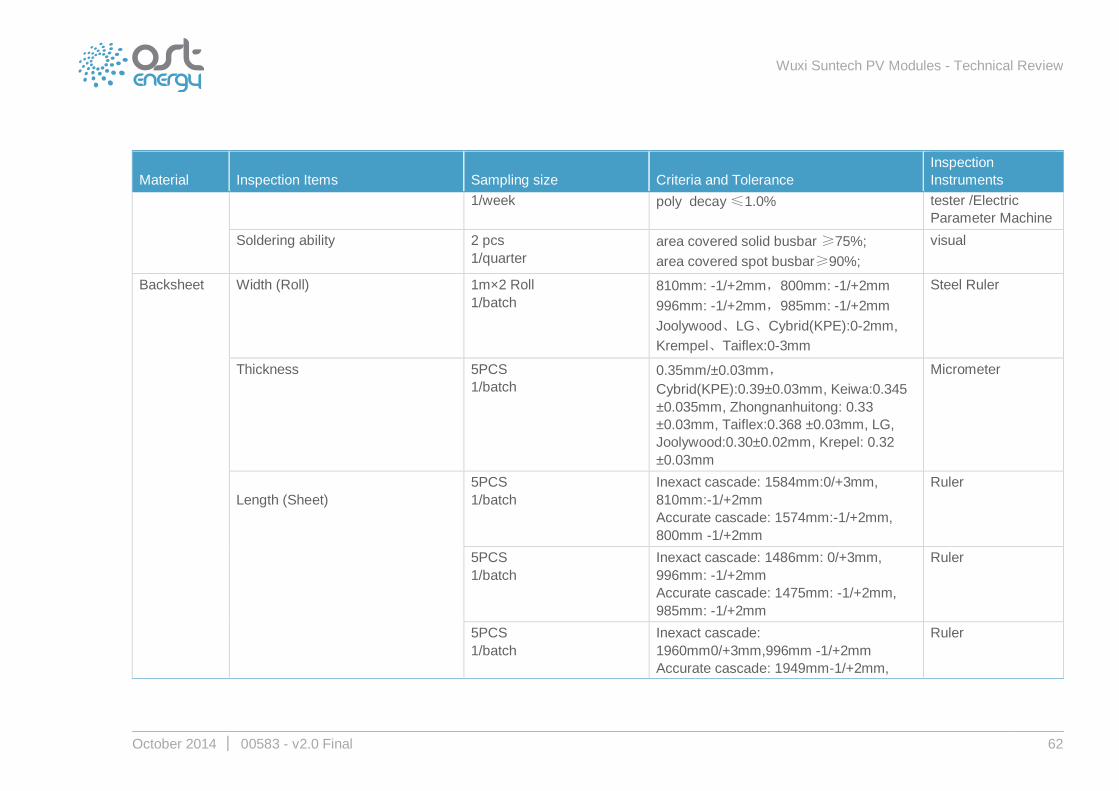
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 62
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
1/week poly decay ≤1.0% tester /Electric
Parameter Machine
Soldering ability 2 pcs
1/quarter
area covered solid busbar ≥75%;
area covered spot busbar≥90%;
visual
Backsheet Width (Roll) 1m×2 Roll
1/batch
810mm: -1/+2mm,800mm: -1/+2mm
996mm: -1/+2mm,985mm: -1/+2mm
Joolywood、LG、Cybrid(KPE):0-2mm,
Krempel、Taiflex:0-3mm
Steel Ruler
Thickness 5PCS
1/batch
0.35mm/±0.03mm,
Cybrid(KPE):0.39±0.03mm, Keiwa:0.345
±0.035mm, Zhongnanhuitong: 0.33
±0.03mm, Taiflex:0.368 ±0.03mm, LG,
Joolywood:0.30±0.02mm, Krepel: 0.32
±0.03mm
Micrometer
Length (Sheet)
5PCS
1/batch
Inexact cascade: 1584mm:0/+3mm,
810mm:-1/+2mm
Accurate cascade: 1574mm:-1/+2mm,
800mm -1/+2mm
Ruler
5PCS
1/batch
Inexact cascade: 1486mm: 0/+3mm,
996mm: -1/+2mm
Accurate cascade: 1475mm: -1/+2mm,
985mm: -1/+2mm
Ruler
5PCS
1/batch
Inexact cascade:
1960mm0/+3mm,996mm -1/+2mm
Accurate cascade: 1949mm-1/+2mm,
Ruler
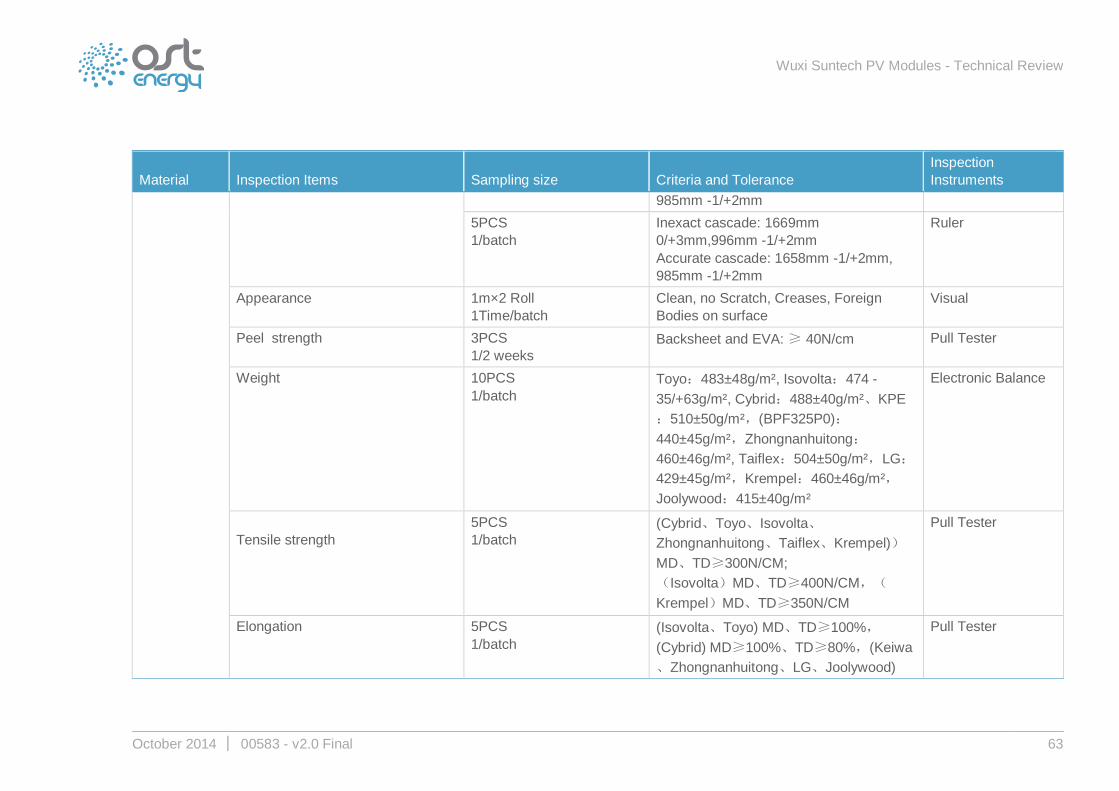
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 63
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
985mm -1/+2mm
5PCS
1/batch
Inexact cascade: 1669mm
0/+3mm,996mm -1/+2mm
Accurate cascade: 1658mm -1/+2mm,
985mm -1/+2mm
Ruler
Appearance 1m×2 Roll
1Time/batch
Clean, no Scratch, Creases, Foreign
Bodies on surface
Visual
Peel strength 3PCS
1/2 weeks
Backsheet and EVA: ≥ 40N/cm Pull Tester
Weight 10PCS
1/batch
Toyo:483±48g/m², Isovolta:474 -
35/+63g/m², Cybrid:488±40g/m²、KPE
:510±50g/m²,(BPF325P0):
440±45g/m²,Zhongnanhuitong:
460±46g/m², Taiflex:504±50g/m²,LG:
429±45g/m²,Krempel:460±46g/m²,
Joolywood:415±40g/m²
Electronic Balance
Tensile strength
5PCS
1/batch
(Cybrid、Toyo、Isovolta、
Zhongnanhuitong、Taiflex、Krempel))
MD、TD≥300N/CM;
(Isovolta)MD、TD≥400N/CM,(
Krempel)MD、TD≥350N/CM
Pull Tester
Elongation 5PCS
1/batch
(Isovolta、Toyo) MD、TD≥100%,
(Cybrid) MD≥100%、TD≥80%,(Keiwa
、Zhongnanhuitong、LG、Joolywood)
Pull Tester
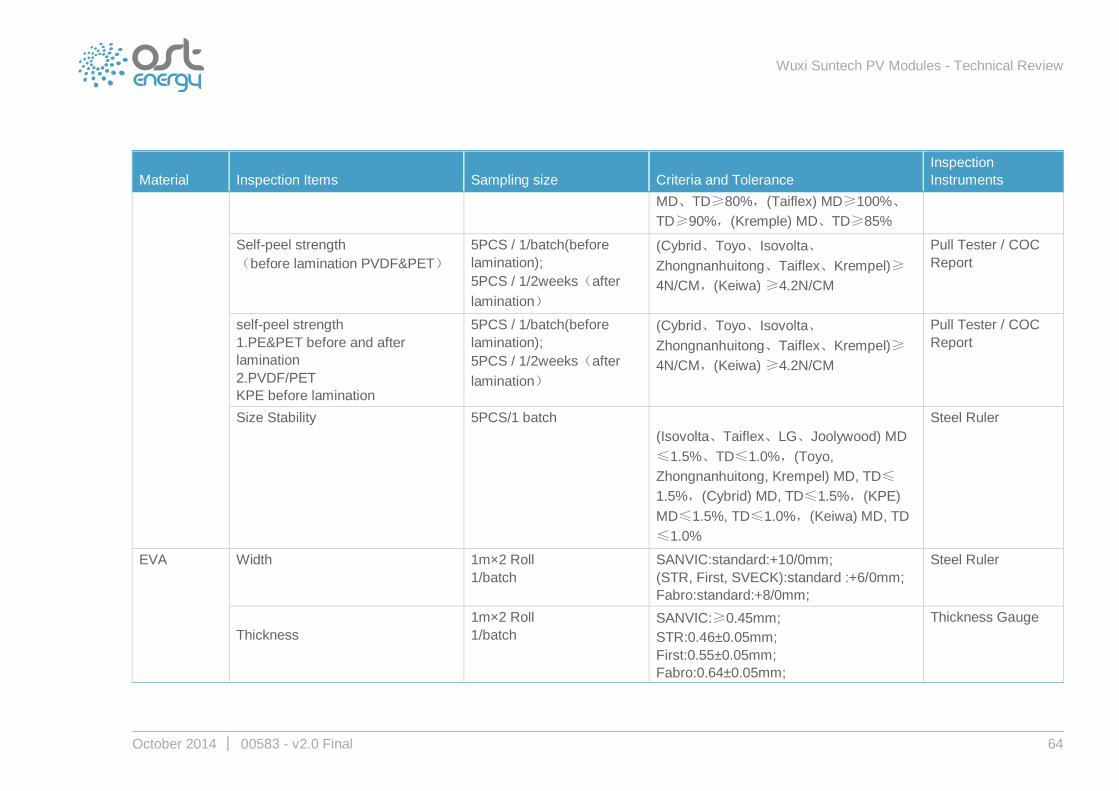
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 64
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
MD、TD≥80%,(Taiflex) MD≥100%、
TD≥90%,(Kremple) MD、TD≥85%
Self-peel strength
(before lamination PVDF&PET)
5PCS / 1/batch(before
lamination);
5PCS / 1/2weeks(after
lamination)
(Cybrid、Toyo、Isovolta、
Zhongnanhuitong、Taiflex、Krempel)≥
4N/CM,(Keiwa) ≥4.2N/CM
Pull Tester / COC
Report
self-peel strength
1.PE&PET before and after
lamination
2.PVDF/PET
KPE before lamination
5PCS / 1/batch(before
lamination);
5PCS / 1/2weeks(after
lamination)
(Cybrid、Toyo、Isovolta、
Zhongnanhuitong、Taiflex、Krempel)≥
4N/CM,(Keiwa) ≥4.2N/CM
Pull Tester / COC
Report
Size Stability 5PCS/1 batch
(Isovolta、Taiflex、LG、Joolywood) MD
≤1.5%、TD≤1.0%,(Toyo,
Zhongnanhuitong, Krempel) MD, TD≤
1.5%,(Cybrid) MD, TD≤1.5%,(KPE)
MD≤1.5%, TD≤1.0%,(Keiwa) MD, TD
≤1.0%
Steel Ruler
EVA Width 1m×2 Roll
1/batch
SANVIC:standard:+10/0mm;
(STR, First, SVECK):standard :+6/0mm;
Fabro:standard:+8/0mm;
Steel Ruler
Thickness
1m×2 Roll
1/batch
SANVIC:≥0.45mm;
STR:0.46±0.05mm;
First:0.55±0.05mm;
Fabro:0.64±0.05mm;
Thickness Gauge
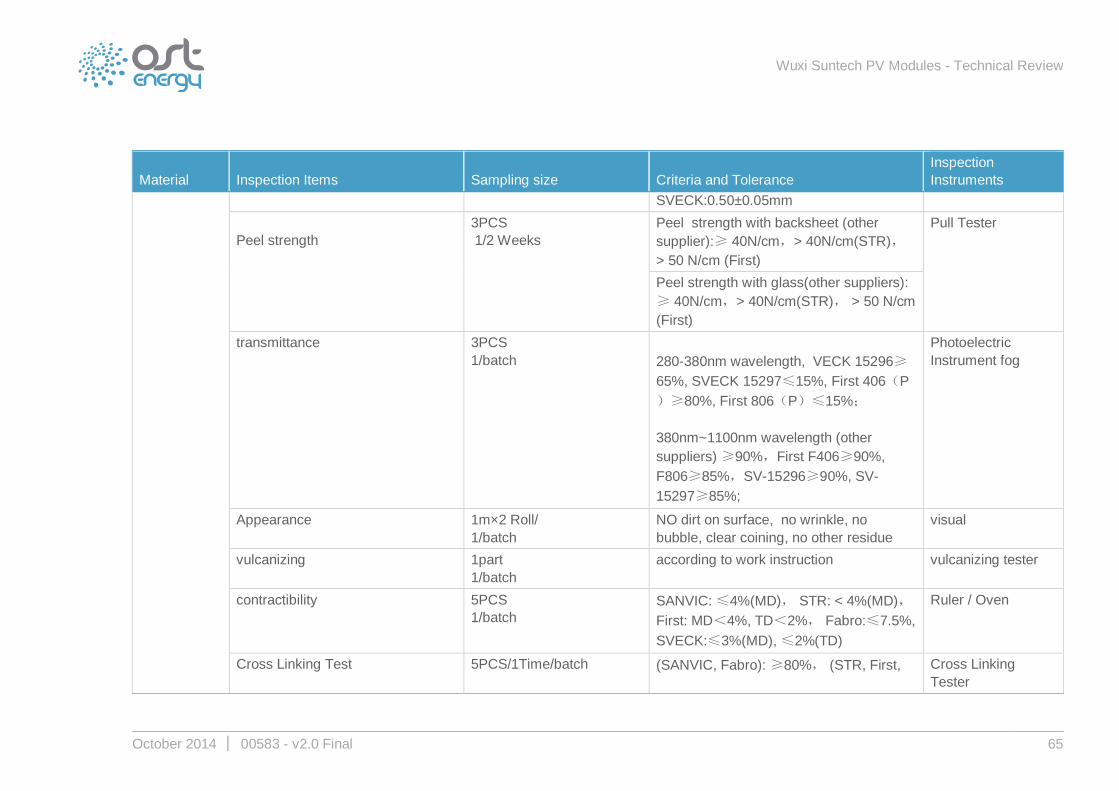
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 65
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
SVECK:0.50±0.05mm
Peel strength
3PCS
1/2 Weeks
Peel strength with backsheet (other
supplier):≥ 40N/cm,> 40N/cm(STR),
> 50 N/cm (First)
Pull Tester
Peel strength with glass(other suppliers):
≥ 40N/cm,> 40N/cm(STR), > 50 N/cm
(First)
transmittance 3PCS
1/batch
280-380nm wavelength, VECK 15296≥
65%, SVECK 15297≤15%, First 406(P
)≥80%, First 806(P)≤15%;
380nm~1100nm wavelength (other
suppliers) ≥90%,First F406≥90%,
F806≥85%,SV-15296≥90%, SV-
15297≥85%;
Photoelectric
Instrument fog
Appearance 1m×2 Roll/
1/batch
NO dirt on surface, no wrinkle, no
bubble, clear coining, no other residue
visual
vulcanizing 1part
1/batch
according to work instruction vulcanizing tester
contractibility 5PCS
1/batch
SANVIC: ≤4%(MD), STR: < 4%(MD),
First: MD<4%, TD<2%, Fabro:≤7.5%,
SVECK:≤3%(MD), ≤2%(TD)
Ruler / Oven
Cross Linking Test 5PCS/1Time/batch (SANVIC, Fabro): ≥80%, (STR, First, Cross Linking
Tester
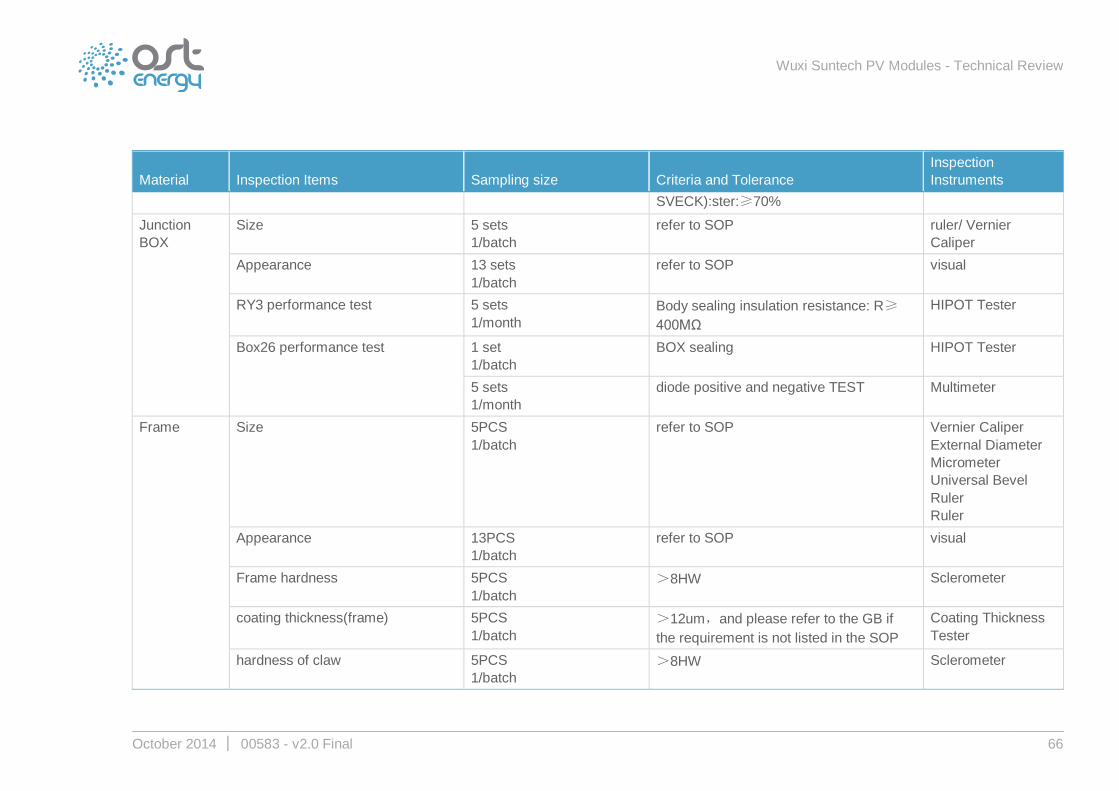
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 66
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
SVECK):ster:≥70%
Junction
BOX
Size 5 sets
1/batch
refer to SOP ruler/ Vernier
Caliper
Appearance 13 sets
1/batch
refer to SOP visual
RY3 performance test 5 sets
1/month
Body sealing insulation resistance: R≥
400MΩ
HIPOT Tester
Box26 performance test 1 set
1/batch
BOX sealing HIPOT Tester
5 sets
1/month
diode positive and negative TEST Multimeter
Frame Size 5PCS
1/batch
refer to SOP Vernier Caliper
External Diameter
Micrometer
Universal Bevel
Ruler
Ruler
Appearance 13PCS
1/batch
refer to SOP visual
Frame hardness 5PCS
1/batch
>8HW Sclerometer
coating thickness(frame) 5PCS
1/batch
>12um,and please refer to the GB if
the requirement is not listed in the SOP
Coating Thickness
Tester
hardness of claw 5PCS
1/batch
>8HW Sclerometer
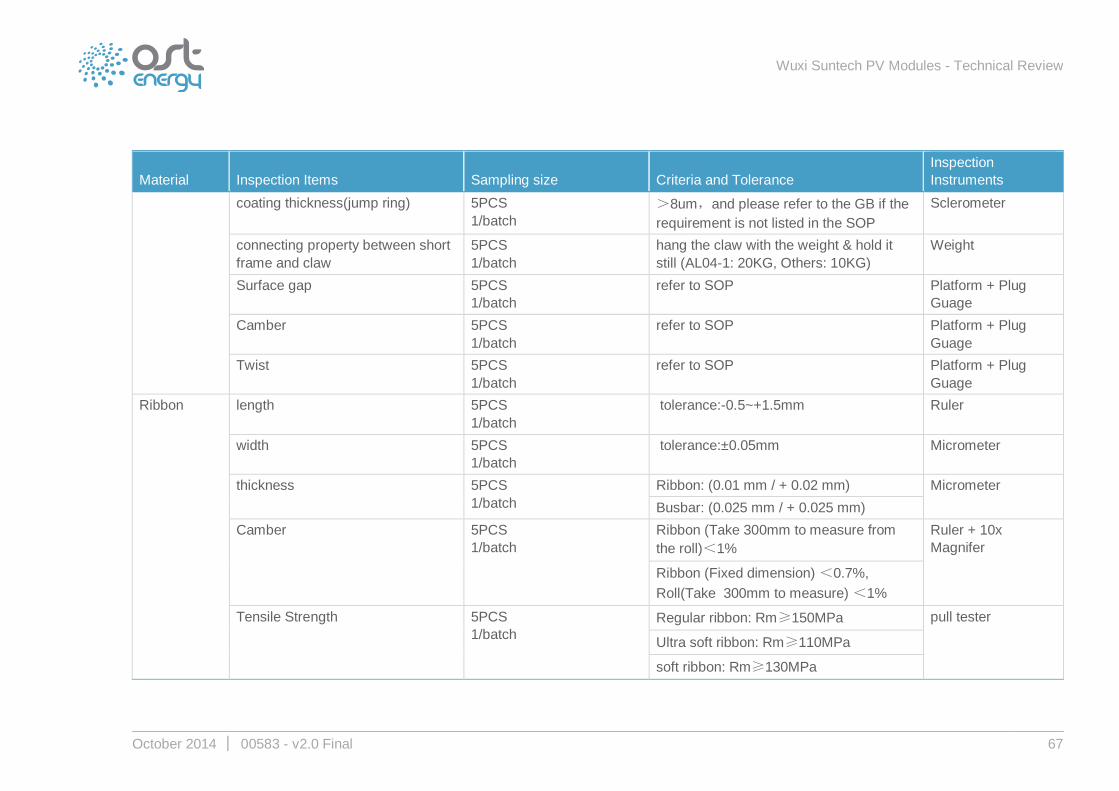
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 67
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
coating thickness(jump ring) 5PCS
1/batch
>8um,and please refer to the GB if the
requirement is not listed in the SOP
Sclerometer
connecting property between short
frame and claw
5PCS
1/batch
hang the claw with the weight & hold it
still (AL04-1: 20KG, Others: 10KG)
Weight
Surface gap 5PCS
1/batch
refer to SOP Platform + Plug
Guage
Camber 5PCS
1/batch
refer to SOP Platform + Plug
Guage
Twist 5PCS
1/batch
refer to SOP Platform + Plug
Guage
Ribbon length 5PCS
1/batch
tolerance:-0.5~+1.5mm Ruler
width 5PCS
1/batch
tolerance:±0.05mm Micrometer
thickness 5PCS
1/batch
Ribbon: (0.01 mm / + 0.02 mm) Micrometer
Busbar: (0.025 mm / + 0.025 mm)
Camber 5PCS
1/batch
Ribbon (Take 300mm to measure from
the roll)<1%
Ruler + 10x
Magnifer
Ribbon (Fixed dimension) <0.7%,
Roll(Take 300mm to measure) <1%
Tensile Strength 5PCS
1/batch
Regular ribbon: Rm≥150MPa pull tester
Ultra soft ribbon: Rm≥110MPa
soft ribbon: Rm≥130MPa
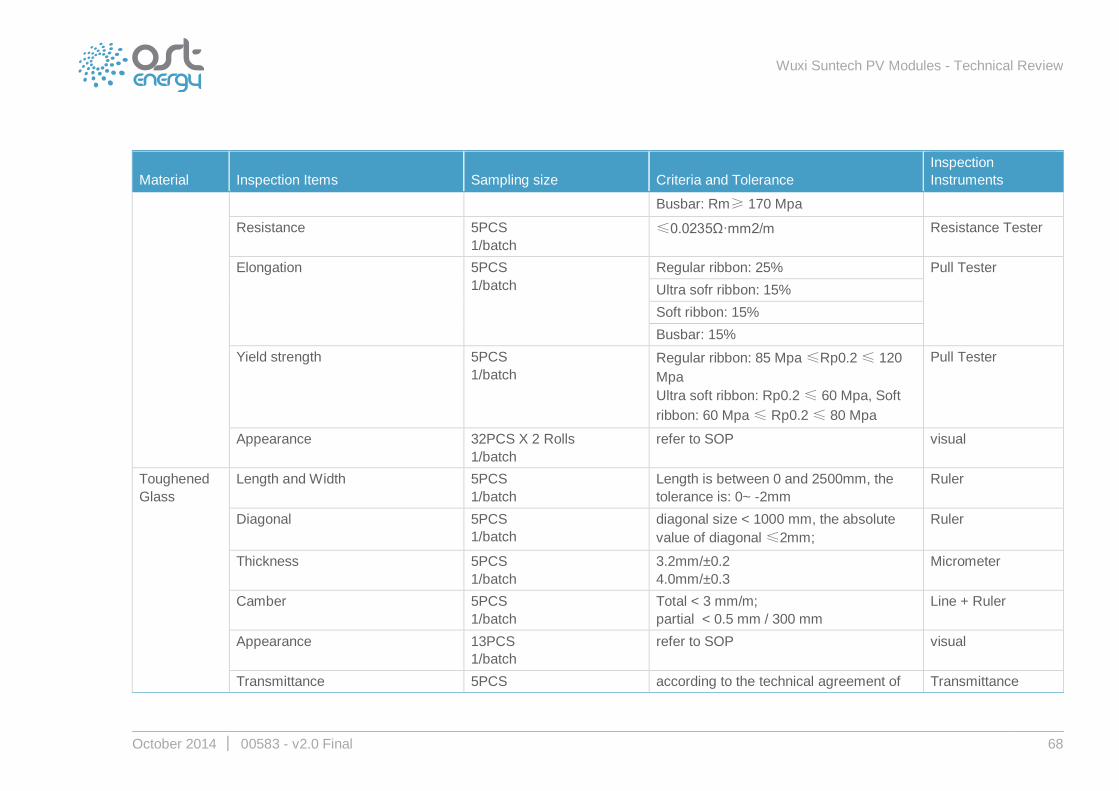
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 68
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
Busbar: Rm≥ 170 Mpa
Resistance 5PCS
1/batch
≤0.0235Ω·mm2/m Resistance Tester
Elongation 5PCS
1/batch
Regular ribbon: 25% Pull Tester
Ultra sofr ribbon: 15%
Soft ribbon: 15%
Busbar: 15%
Yield strength 5PCS
1/batch
Regular ribbon: 85 Mpa ≤Rp0.2 ≤ 120
Mpa
Ultra soft ribbon: Rp0.2 ≤ 60 Mpa, Soft
ribbon: 60 Mpa ≤ Rp0.2 ≤ 80 Mpa
Pull Tester
Appearance 32PCS X 2 Rolls
1/batch
refer to SOP visual
Toughened
Glass
Length and Width 5PCS
1/batch
Length is between 0 and 2500mm, the
tolerance is: 0~ -2mm
Ruler
Diagonal 5PCS
1/batch
diagonal size < 1000 mm, the absolute
value of diagonal ≤2mm;
Ruler
Thickness 5PCS
1/batch
3.2mm/±0.2
4.0mm/±0.3
Micrometer
Camber 5PCS
1/batch
Total < 3 mm/m;
partial < 0.5 mm / 300 mm
Line + Ruler
Appearance 13PCS
1/batch
refer to SOP visual
Transmittance 5PCS according to the technical agreement of Transmittance

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 69
Material Inspection Items Sampling size Criteria and Tolerance
Inspection
Instruments
1/batch each manufacturer transmittance
judgement
tester
Fragment status 1PCS
1/month
50 mm × 50 mm area, fragment pieces
are more than 40;
visual
ARC glass Appearance 13PCS
1/batch
refer to SOP visual
Film hardness 5pcs
1/month
≥3H Pencil Sclerometer
Adhesion tests of film 5pcs
1/month
≤5% Grid Scriber
Transmittance 5PCS
1/batch
2.5% AR-Coating:≥94.4% Transmittance
tester
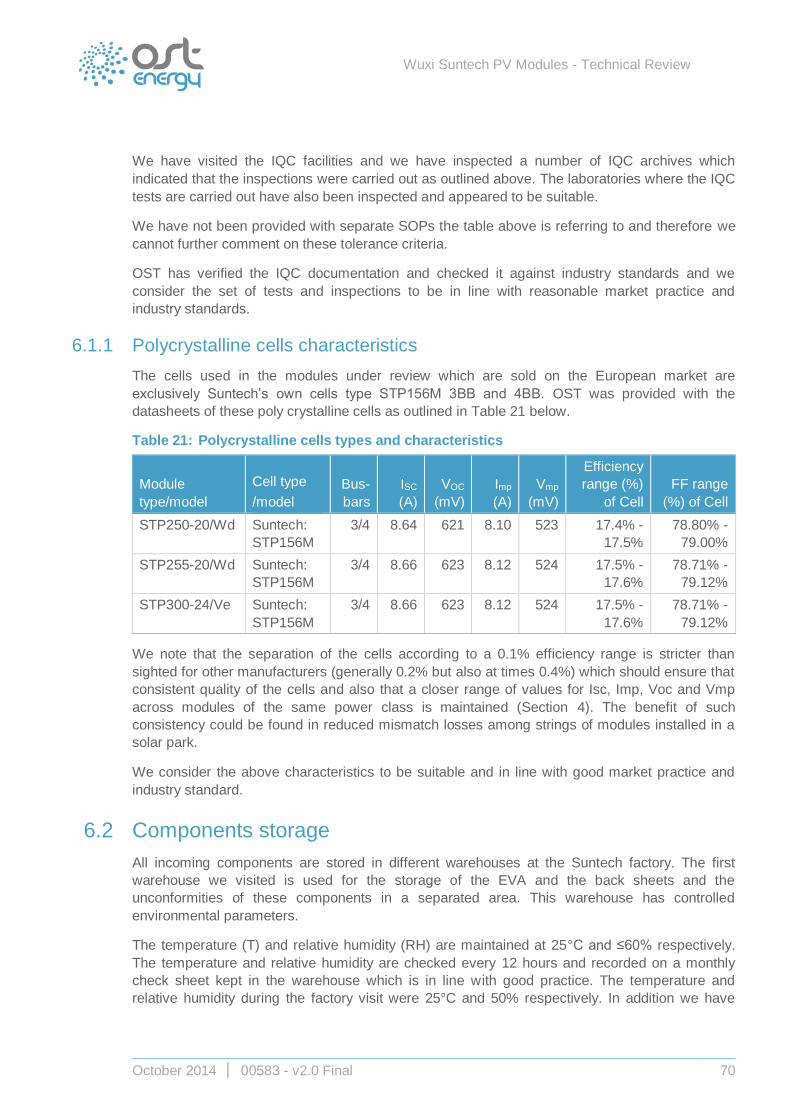
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 70
We have visited the IQC facilities and we have inspected a number of IQC archives which
indicated that the inspections were carried out as outlined above. The laboratories where the IQC
tests are carried out have also been inspected and appeared to be suitable.
We have not been provided with separate SOPs the table above is referring to and therefore we
cannot further comment on these tolerance criteria.
OST has verified the IQC documentation and checked it against industry standards and we
consider the set of tests and inspections to be in line with reasonable market practice and
industry standards.
6.1.1 Polycrystalline cells characteristics
The cells used in the modules under review which are sold on the European market are
exclusively Suntech’s own cells type STP156M 3BB and 4BB. OST was provided with the
datasheets of these poly crystalline cells as outlined in Table 21 below.
Table 21: Polycrystalline cells types and characteristics
Module
type/model
Cell type
/model
Bus-
bars
ISC
(A)
VOC
(mV)
Imp
(A)
Vmp
(mV)
Efficiency
range (%)
of Cell
FF range
(%) of Cell
STP250-20/Wd Suntech:
STP156M
3/4 8.64 621 8.10 523 17.4% -
17.5%
78.80% -
79.00%
STP255-20/Wd Suntech:
STP156M
3/4 8.66 623 8.12 524 17.5% -
17.6%
78.71% -
79.12%
STP300-24/Ve Suntech:
STP156M
3/4 8.66 623 8.12 524 17.5% -
17.6%
78.71% -
79.12%
We note that the separation of the cells according to a 0.1% efficiency range is stricter than
sighted for other manufacturers (generally 0.2% but also at times 0.4%) which should ensure that
consistent quality of the cells and also that a closer range of values for Isc, Imp, Voc and Vmp
across modules of the same power class is maintained (Section 4). The benefit of such
consistency could be found in reduced mismatch losses among strings of modules installed in a
solar park.
We consider the above characteristics to be suitable and in line with good market practice and
industry standard.
6.2 Components storage
All incoming components are stored in different warehouses at the Suntech factory. The first
warehouse we visited is used for the storage of the EVA and the back sheets and the
unconformities of these components in a separated area. This warehouse has controlled
environmental parameters.
The temperature (T) and relative humidity (RH) are maintained at 25°C and ≤60% respectively.
The temperature and relative humidity are checked every 12 hours and recorded on a monthly
check sheet kept in the warehouse which is in line with good practice. The temperature and
relative humidity during the factory visit were 25°C and 50% respectively. In addition we have

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 71
sighted inspection sheets recording the ambient temperatures for the months of May and June
and the entire set of records appeared to be within the required levels.
We note that the RH measurement sensors are not connected to permanent monitoring/alarm
system, so if the RH control machines fail the components are in the worst case for 12h in an
uncontrolled environment which influences the material quality.
We would expect a monitoring system and a more regular check period for the two parameters to
be in line with current market standards.
Suntech has provided the technical document for the EVA in Chinese which states that vacuum
sealed packaging is a requirement for the EVA. During our factory visit we could not verify that
the EVA is packaged in vacuum sealed wrapping, which should offer additional protection against
humidity; however, provided the humidity is maintained within the allowed range, this should not
constitute an issue. We cannot however comment on the suitability of the environmental
conditions during transport which should be confirmed as appropriate by the EVA manufacturer.
The EVA has a shelf life of 6 months from shipment (according to the product specifications
provided). In order to ensure that the EVA is not kept in storage for longer than its maximum shelf
life a First In First Out (FIFO) system is in place to encourage effective rotation and utilisation of
the component in the storage area.
Figure 18: EVA/ back sheet storage and temperature / relative humidity control
The cells and different module labels are stored in a warehouse very close to the production line
with controlled temperature.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 72
Figure 19: Cell / label storage and cell IQC approval batch
The other components (such as aluminium frames, glass, etc.) are kept nearby in an adjacent
warehouse with non-controlled parameters.
Figure 20: Components storage
As outlined above, each box of the batches of components achieving a pass in the inspections
outlined in Section 6.1 is labelled with a stamp or a green label and the serial number is recorded
and exported into the SAP system for the traceability of the components in the storage
warehouses before entering the production lines where a Manufacturing Execution System (MES)
control software is used.
We consider the storage facilities to be in line with our expectations.
6.3 Module manufacturing process
The module manufacturing is divided into two separate buildings containing several separate
production lines of similar type. One production line consists of four cell stringing machines, four
laminators and one framing station with junction box mounting and module testing facility.
We have visited one of the semi-automated lines (automatic tabbing) lines during our visit. All
processes, are identical in the different lines, however, machines may be supplied by different
manufacturers.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 73
The factory workshops are operational 24/7. Staff are split in two shifts of 12 hours each with one
hour break.
The workshops were under positive pressure to prevent dust ingress; temperature and humidity is
also controlled. Protective equipment is worn by all staff, including hair protector, Suntech
uniform consisting of trousers and shirt and antistatic gloves and shoes. Visitors are given hair
and shoe protectors before entering the workshops which is in line with good practice.
The following sections describe the manufacturing and quality process, as witnessed on site, from
preparation of the components through to the finished packed product.
6.3.1 Quality inspection during production
Suntech has provided a number of editable documents which outlined the Quality Control Plan
(QCP) whose purpose is to outline the quality inspections to be undertaken during each of the
steps forming part of the manufacturing processes. The QCP specifies the control requirements
of the company for the inspection and test of the products and semi-finished products. The
program outlines the responsibilities for each department and staff. Additional comments on the
inspections performed during productions are outlined in the following sections.
Additional documentation was provided, as follows:
A Quality Control Plan outlining, for each production process, the product/process
specifications/tolerance, inspection methods and frequencies, staff responsibilities,
recording methods and actions upon identification of non-compliances with
specifications/tolerances
Inspection standards for a number of processes including EL testing
We have reviewed the documentation above and we have included comments on its contents in
the description of each of the production processes in the following sections.
6.3.2 Traceability
In order to assess the traceability of the individual components and materials to the final product,
a method using serial numbers is employed. An example of this method was examined for a
STP250-20/Wd module which was undergoing final testing during the factory visit. The serial
number associated with this module was STP 0B6514305010032414. The serial number can be
broken down into five separate parts which all contribute to the overall traceability of the module.
These are explained below in the following:
The initial 0 indicates the Wuxi manufacturing facility.
B65 is an indicator of the exact module type
1430501 is the production order
003 is a serial number with that production order
24/14 displays the week/year of manufacture
It is understood that at the time of the site visit, the only way to trace the specific batch or delivery
of a component used in a particular production order is to follow through the company’s manual
goods-in records. This could be improved by integrating goods-in records with the ERP system.

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 74
6.3.3 Material preparation
Material preparation is undertaken in the same building where the manufacturing lines are
located. A complete description of the processes used for each item and the product
specifications/tolerances of each item were provided by Suntech and are outlined in Table 22.
Specifications and tolerances appear comprehensive; we note however that a number of items
refer to meeting various requests, e.g. technology, production sheets, etc. While these appear
appropriate, it should be confirmed that staff undertaking these inspections are aware of the
specifications of these requests.
During our site visit we sighted the preparation of the EVA and the back sheet which consists of
the package removal and the cutting of both components to the appropriate module size.
Therefore the components are taken from the warehouse with controlled parameters to the raw
material preparation area close to the production lines. According to Suntech the maximum
storage time before the material is cut is 12h. The temperature and relative humidity in the raw
material preparation area are controlled and checked and recorded regularly. According to the
label on the EVA packaging box of SVECK the material has to be stored at a temperature below
25°C; the records of the preparation area showed temperature values of up to 30°C. However,
we have sighted written confirmation from SVECK that the EVA can be stored up to 30°C and a
RH below 70%.
We have sighted the records for the month of June and confirm that these values were not
exceeded. Further records for the previous months should be provided for review to verify the
appropriate parameters for a longer term.
Figure 21: Raw material storage area and EVA / back sheet cutting process
We consider the raw material storage area and the raw material preparation process as in line
with market standards.

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 75
Table 22: Material preparation description
Product/Specification/ Assess and
measure
Sample
(operator) Sample(QC)
Tolerance Frequency Frequency
Ribbon
size refer to SOP template
and ruler
5pcs/h 3pcs/12h adjustment
curve refer to SOP template
and ruler
5pcs/h 3pcs/12h tracing,
separated and
correct
copper leakage not allowed visual 5pcs/h NA tracing,
separated and
correct
Interconnect poor soldering not allowed visual 100% NA tracing,
separated and
correct
non-90° angle not allowed visual 100% NA tracing,
separated and
correct
soldering area >70% visual 100% NA tracing,
separated and
correct
EVA dirty not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
more than 12 h after
opening the package
not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
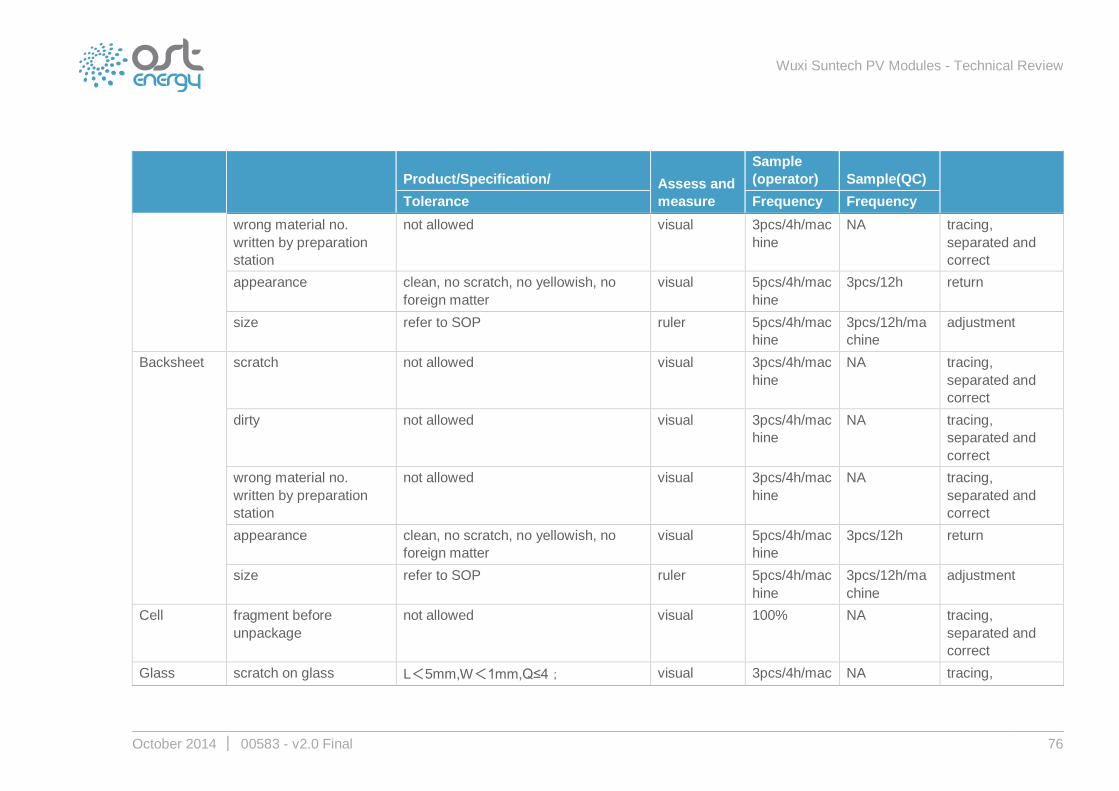
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 76
Product/Specification/ Assess and
measure
Sample
(operator) Sample(QC)
Tolerance Frequency Frequency
wrong material no.
written by preparation
station
not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
appearance clean, no scratch, no yellowish, no
foreign matter
visual 5pcs/4h/mac
hine
3pcs/12h return
size refer to SOP ruler 5pcs/4h/mac
hine
3pcs/12h/ma
chine
adjustment
Backsheet scratch not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
dirty not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
wrong material no.
written by preparation
station
not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
appearance clean, no scratch, no yellowish, no
foreign matter
visual 5pcs/4h/mac
hine
3pcs/12h return
size refer to SOP ruler 5pcs/4h/mac
hine
3pcs/12h/ma
chine
adjustment
Cell fragment before
unpackage
not allowed visual 100% NA tracing,
separated and
correct
Glass scratch on glass L<5mm,W<1mm,Q≤4; visual 3pcs/4h/mac NA tracing,
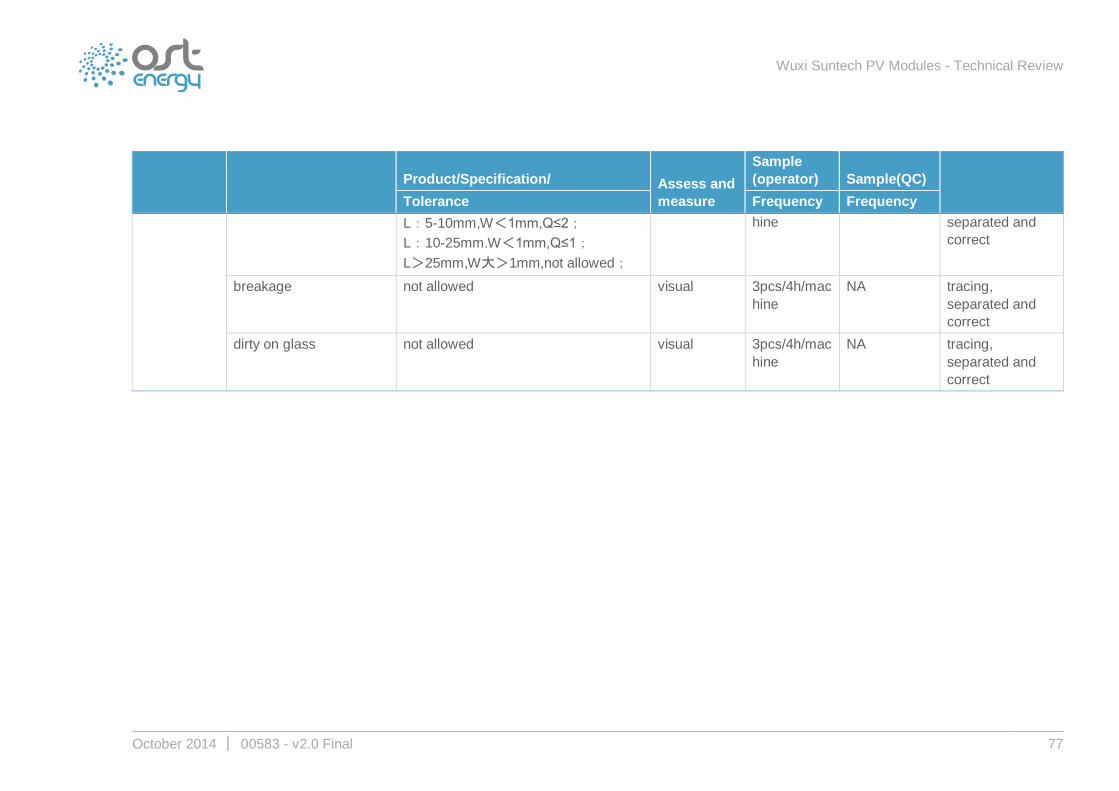
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 77
Product/Specification/ Assess and
measure
Sample
(operator) Sample(QC)
Tolerance Frequency Frequency
L:5-10mm,W<1mm,Q≤2;
L:10-25mm.W<1mm,Q≤1;
L>25mm,W大>1mm,not allowed;
hine separated and
correct
breakage not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
dirty on glass not allowed visual 3pcs/4h/mac
hine
NA tracing,
separated and
correct
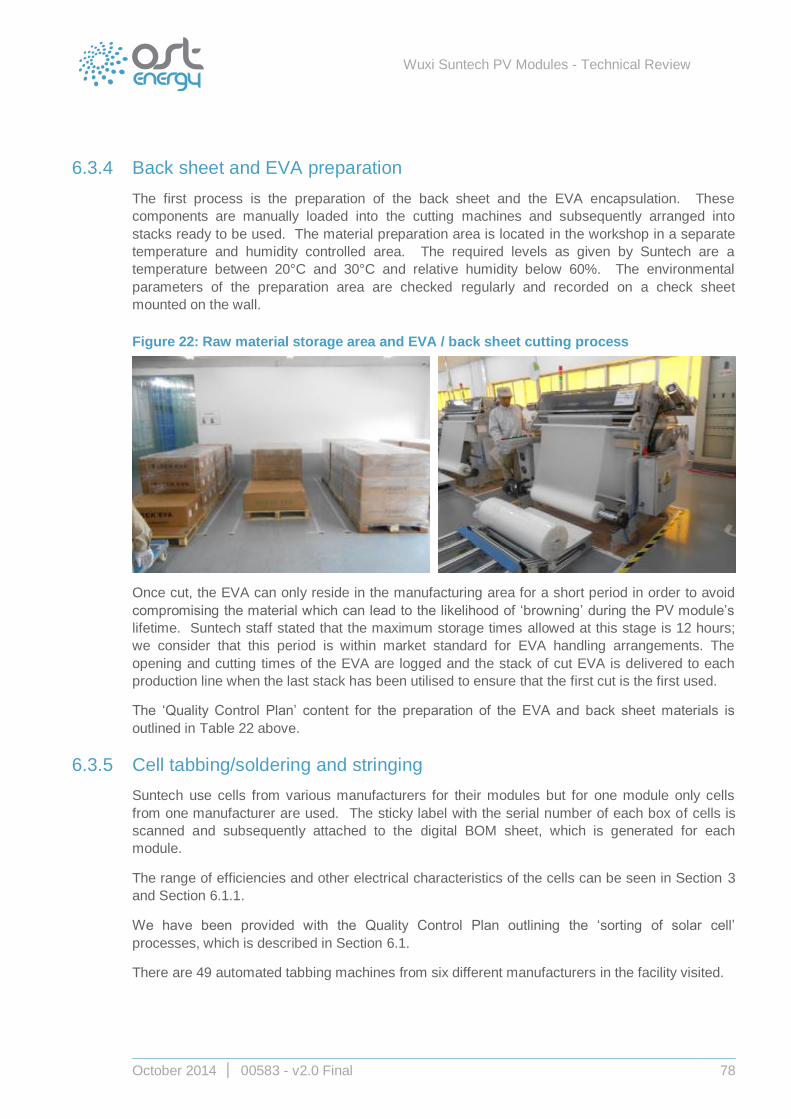
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 78
6.3.4 Back sheet and EVA preparation
The first process is the preparation of the back sheet and the EVA encapsulation. These
components are manually loaded into the cutting machines and subsequently arranged into
stacks ready to be used. The material preparation area is located in the workshop in a separate
temperature and humidity controlled area. The required levels as given by Suntech are a
temperature between 20°C and 30°C and relative humidity below 60%. The environmental
parameters of the preparation area are checked regularly and recorded on a check sheet
mounted on the wall.
Figure 22: Raw material storage area and EVA / back sheet cutting process
Once cut, the EVA can only reside in the manufacturing area for a short period in order to avoid
compromising the material which can lead to the likelihood of ‘browning’ during the PV module’s
lifetime. Suntech staff stated that the maximum storage times allowed at this stage is 12 hours;
we consider that this period is within market standard for EVA handling arrangements. The
opening and cutting times of the EVA are logged and the stack of cut EVA is delivered to each
production line when the last stack has been utilised to ensure that the first cut is the first used.
The ‘Quality Control Plan’ content for the preparation of the EVA and back sheet materials is
outlined in Table 22 above.
6.3.5 Cell tabbing/soldering and stringing
Suntech use cells from various manufacturers for their modules but for one module only cells
from one manufacturer are used. The sticky label with the serial number of each box of cells is
scanned and subsequently attached to the digital BOM sheet, which is generated for each
module.
The range of efficiencies and other electrical characteristics of the cells can be seen in Section 3
and Section 6.1.1.
We have been provided with the Quality Control Plan outlining the ‘sorting of solar cell’
processes, which is described in Section 6.1.
There are 49 automated tabbing machines from six different manufacturers in the facility visited.

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 79
In the automated lines cells are manually placed into the tabbing machine, ensuring that only
cells from the same type are used for the production of one module. The barcode of each box of
cells is scanned and added to the digital BOM of each module, guaranteeing the traceability of
the component.
Each cell is moved within the tabbing machine via air suckers to minimise stress on the cell
material. Each cell is tested with infrared (IR) thermography to check for defects and
automatically sorted out if non conformities are detected. Otherwise they are aligned to form the
strings of the required length.
Depending on the cell type and the ribbon the cells are pre-heated to approximately 175°C to
reduce the thermal gradient through the cell during soldering, depending on the tabbing machine;
this is indicative of good practice and ensures that the ribbon is properly soldered to the cells.
Smoke from the process is removed via the fume extraction included in the machine.
The heated cells are then placed on a metal guide, which has the following uses:
To ensure the appropriate location of solder on the cell
To ensure the appropriate spacing between the cells
To apply light pressure to the solder onto the cell during the soldering process.
Light weight ceramic hold-down pins are included in the induction solder head to hold the ribbon
in place during the soldering process. No additional contact is put on the cells.
We have sighted different tabbing machines working with different soldering temperatures
between 215°C and 370°C, depending on the ribbon used. We note that a soldering temperature
of 370°C is very high; we have not been provided with the data sheets for the ribbon and can
therefore not confirm the appropriateness of different temperatures.
Figure 23: Automatic tabbing/stringing machine

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 80
Figure 24: Automatic tabbing/stringing machine
The control method includes both visual inspections and specific tests to ensure quality of the
tabbing is uniform and of a good standard on each of the automatic tabbing/stringing lines. We
have not been provided with the SOP referred to for a number of Product/Specification/Tolerance
(see Table 23) and thus we cannot comment on the suitability of these specifications.
Visual inspections are carried out on the out-going tabbed cells and strings of the automatic
tabbing/stringing stations. Strings are lifted with suckers and checked on the station (Figure 25).
Figure 25: String checks
The Quality Control Plan for the automated tabbing/stringing processes is outlined in Table 23
below. We have not been provided with the specifications/tolerances which refer to the SOP and
cannot further comment on the soldering parameters
Apart from the comments above, we consider the control method and frequency outlined above
to be sufficiently thorough and in line with good market practice and industry standard.
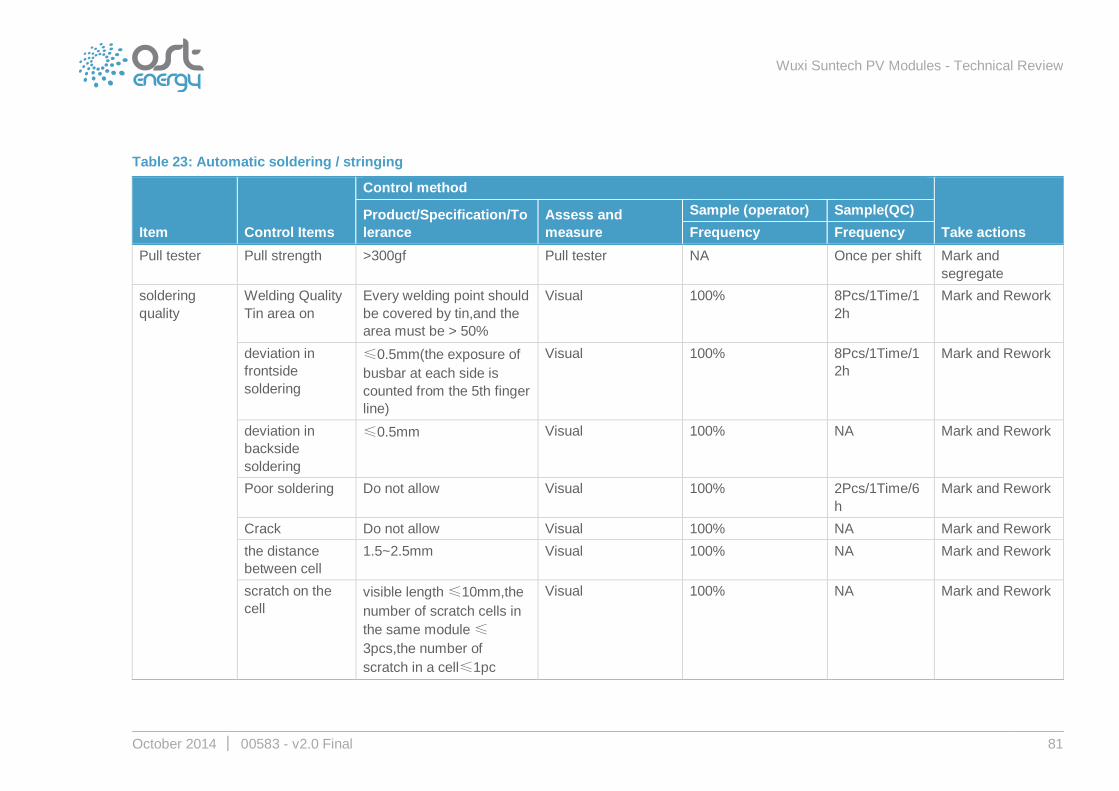
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 81
Table 23: Automatic soldering / stringing
Item Control Items
Control method
Take actions
Product/Specification/To
lerance
Assess and
measure
Sample (operator) Sample(QC)
Frequency Frequency
Pull tester Pull strength >300gf Pull tester NA Once per shift Mark and
segregate
soldering
quality
Welding Quality
Tin area on
Every welding point should
be covered by tin,and the
area must be > 50%
Visual 100% 8Pcs/1Time/1
2h
Mark and Rework
deviation in
frontside
soldering
≤0.5mm(the exposure of
busbar at each side is
counted from the 5th finger
line)
Visual 100% 8Pcs/1Time/1
2h
Mark and Rework
deviation in
backside
soldering
≤0.5mm Visual 100% NA Mark and Rework
Poor soldering Do not allow Visual 100% 2Pcs/1Time/6
h
Mark and Rework
Crack Do not allow Visual 100% NA Mark and Rework
the distance
between cell
1.5~2.5mm Visual 100% NA Mark and Rework
scratch on the
cell
visible length ≤10mm,the
number of scratch cells in
the same module ≤
3pcs,the number of
scratch in a cell≤1pc
Visual 100% NA Mark and Rework
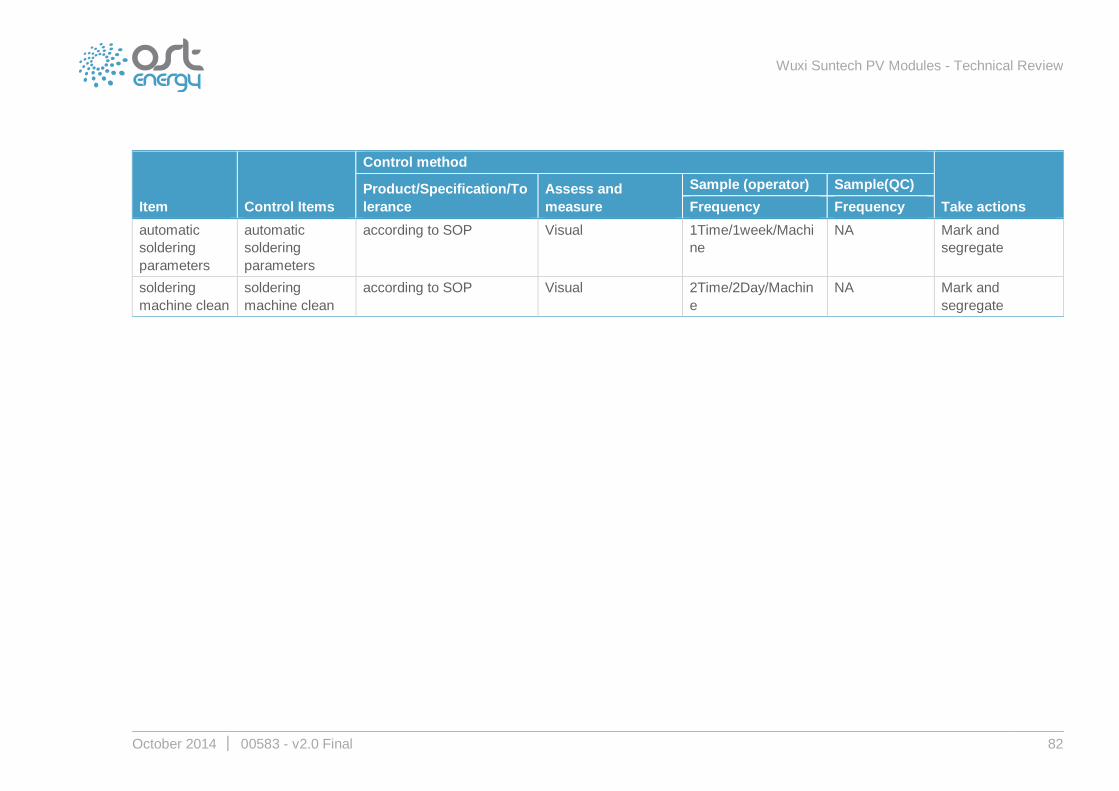
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 82
Item Control Items
Control method
Take actions
Product/Specification/To
lerance
Assess and
measure
Sample (operator) Sample(QC)
Frequency Frequency
automatic
soldering
parameters
automatic
soldering
parameters
according to SOP Visual 1Time/1week/Machi
ne
NA Mark and
segregate
soldering
machine clean
soldering
machine clean
according to SOP Visual 2Time/2Day/Machin
e
NA Mark and
segregate

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 83
6.3.6 Soldering, EVA and back sheet lay-up
Strings exiting the tabbing machines are then arranged manually on the glass / EVA already
prepared (Figure 26).
Each string is re-checked by the workers and thin sticky tape is placed between the strings to
hold them in place during lamination. Bus-bar contacts are then placed to join the cell strings
which are hand soldered by the operators (Figure 27). At this stage, the batch number of the
EVA, the back sheet and the glass is scanned and recorded onto the digital BOM file for
traceability of each component.
Figure 26: Manual string layup Figure 27: Bus bar soldering
We have been provided with the Quality Control Plan outlining the ‘Layout and bus bar soldering’
processes, which include visual inspections and other measurements on soldering of the bus
bars and layout of glass, EVA and back sheet, as shown in Table 24 below.
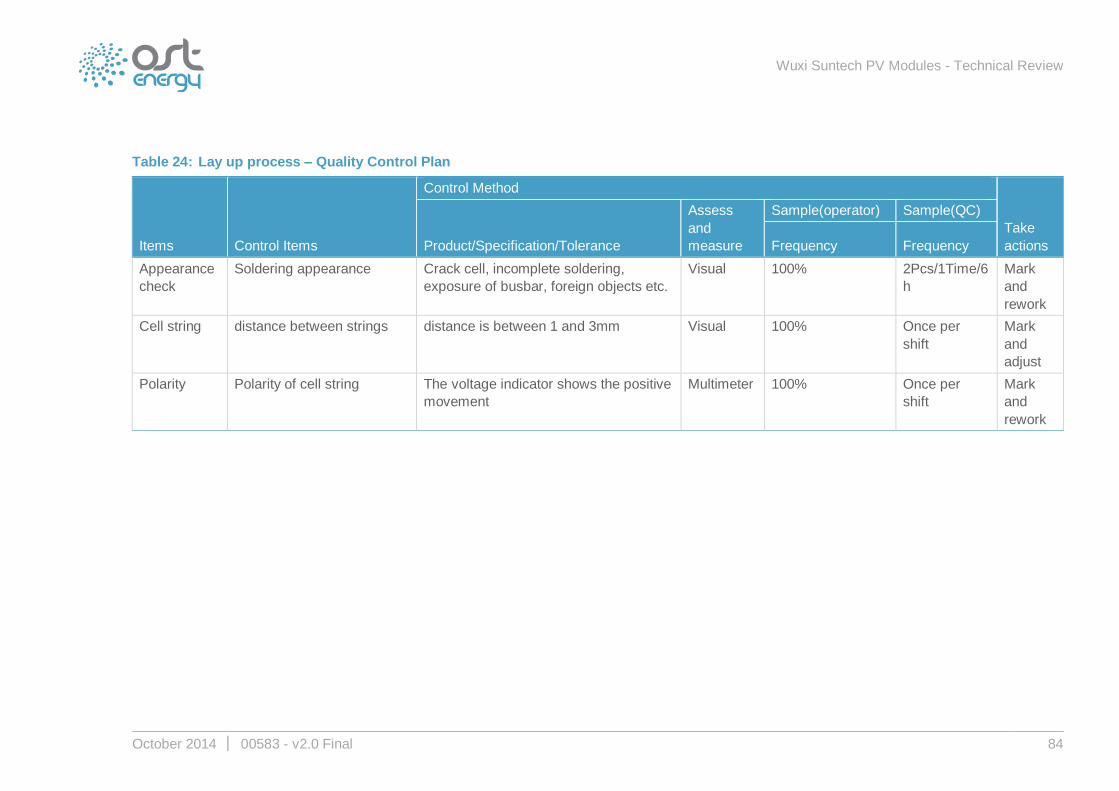
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 84
Table 24: Lay up process – Quality Control Plan
Items Control Items
Control Method
Take
actions Product/Specification/Tolerance
Assess
and
measure
Sample(operator) Sample(QC)
Frequency Frequency
Appearance
check
Soldering appearance Crack cell, incomplete soldering,
exposure of busbar, foreign objects etc.
Visual 100% 2Pcs/1Time/6
h
Mark
and
rework
Cell string distance between strings distance is between 1 and 3mm Visual 100% Once per
shift
Mark
and
adjust
Polarity Polarity of cell string The voltage indicator shows the positive
movement
Multimeter 100% Once per
shift
Mark
and
rework

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 85
We note that right after the layup and before lamination an intermediate EL test is performed on
some of the modules which is not mentioned in the previous table. We received confirmation that
from July 2014 100% of the modules will undergo the EL test at this stage. We consider the EL
test as a part of the lay up process and suggest to update the requirements accordingly.
We consider visual checks on the module from both sides before lamination as market standard.
According to the QCP visual checks on the front of the module are performed according to the
SOP at this stage (‘middle check’) and unconformities are recorded. We note that we did not
witness these checks during our factory visit and were not provided with the SOP of this process.
Should any defect be found at this stage, the actions outlined in the last column of the table
above are carried out which we consider suitable. If for example a cell is detected to be defective
it is manually replaced with a cell from the same batch.
Figure 28: BOM for traceability of each
component – barcode scan
Figure 29: Polarity check
Figure 30: EL testing before lamination Figure 31: EL result
Following the layout, the totality of the strings is tested regarding the polarity (Figure 29).
After that the majority (from July 2014 on the totality) of the fully stringed but not laminated
modules is mechanically elevated to the EL (Electroluminescence) tester (Figure 30). There are
21 EL testers in total on the lines with more to be installed; most of them are used for inspections
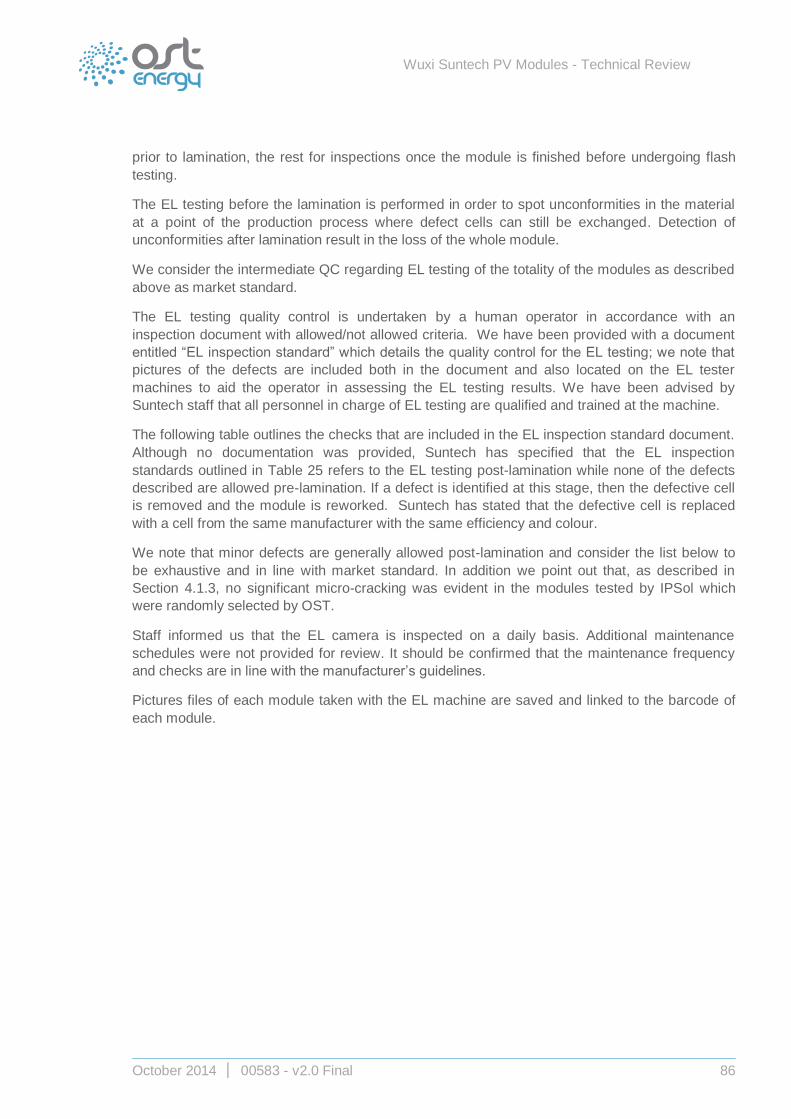
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 86
prior to lamination, the rest for inspections once the module is finished before undergoing flash
testing.
The EL testing before the lamination is performed in order to spot unconformities in the material
at a point of the production process where defect cells can still be exchanged. Detection of
unconformities after lamination result in the loss of the whole module.
We consider the intermediate QC regarding EL testing of the totality of the modules as described
above as market standard.
The EL testing quality control is undertaken by a human operator in accordance with an
inspection document with allowed/not allowed criteria. We have been provided with a document
entitled “EL inspection standard” which details the quality control for the EL testing; we note that
pictures of the defects are included both in the document and also located on the EL tester
machines to aid the operator in assessing the EL testing results. We have been advised by
Suntech staff that all personnel in charge of EL testing are qualified and trained at the machine.
The following table outlines the checks that are included in the EL inspection standard document.
Although no documentation was provided, Suntech has specified that the EL inspection
standards outlined in Table 25 refers to the EL testing post-lamination while none of the defects
described are allowed pre-lamination. If a defect is identified at this stage, then the defective cell
is removed and the module is reworked. Suntech has stated that the defective cell is replaced
with a cell from the same manufacturer with the same efficiency and colour.
We note that minor defects are generally allowed post-lamination and consider the list below to
be exhaustive and in line with market standard. In addition we point out that, as described in
Section 4.1.3, no significant micro-cracking was evident in the modules tested by IPSol which
were randomly selected by OST.
Staff informed us that the EL camera is inspected on a daily basis. Additional maintenance
schedules were not provided for review. It should be confirmed that the maintenance frequency
and checks are in line with the manufacturer’s guidelines.
Pictures files of each module taken with the EL machine are saved and linked to the barcode of
each module.
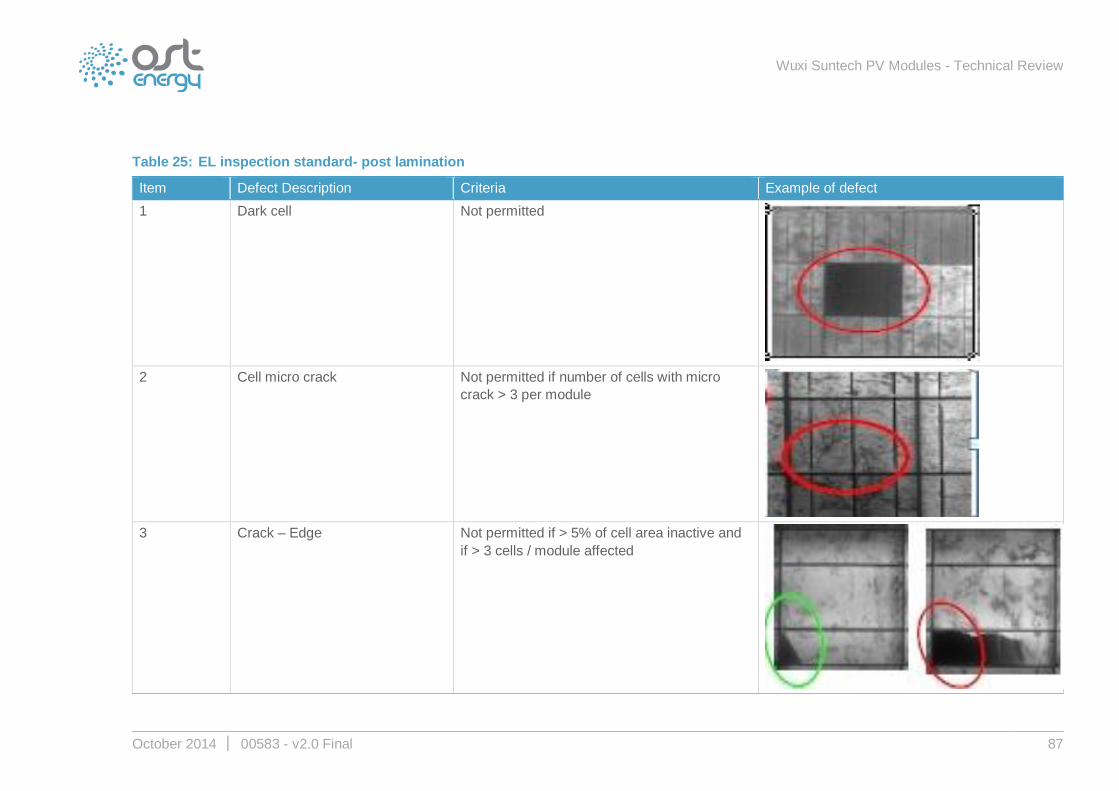
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 87
Table 25: EL inspection standard- post lamination
Item Defect Description Criteria Example of defect
1 Dark cell Not permitted
2 Cell micro crack Not permitted if number of cells with micro
crack > 3 per module
3 Crack – Edge Not permitted if > 5% of cell area inactive and
if > 3 cells / module affected
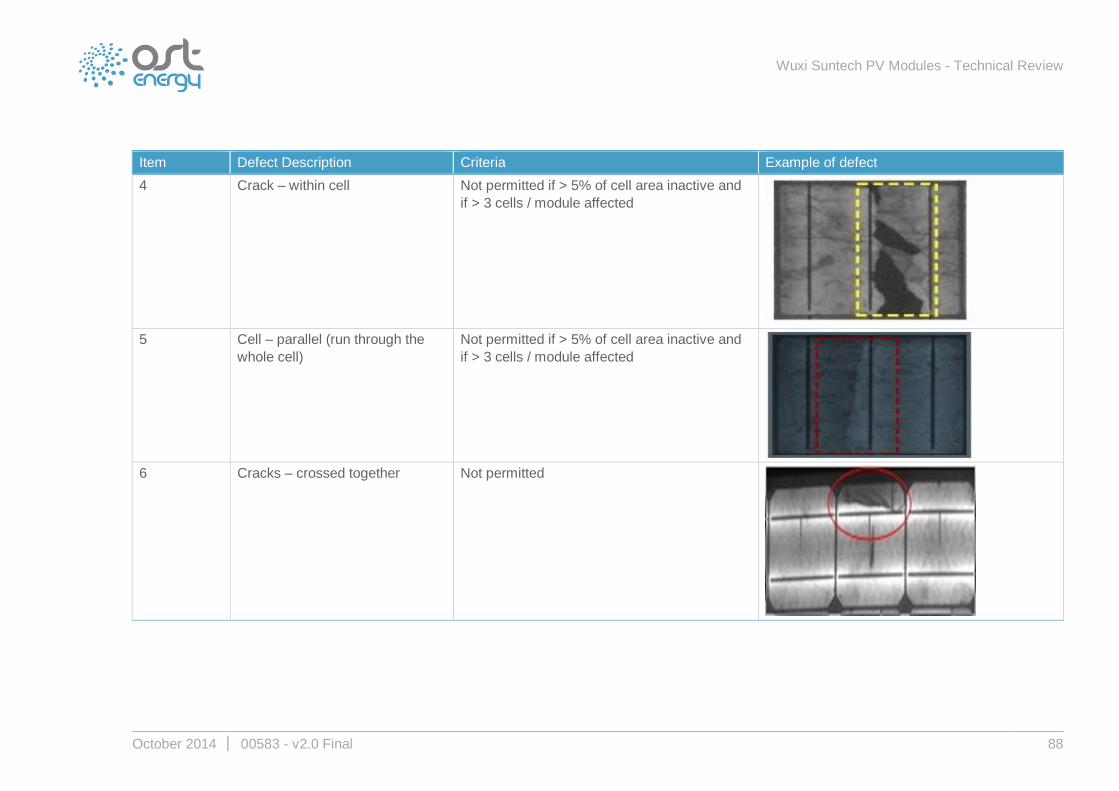
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 88
Item Defect Description Criteria Example of defect
4 Crack – within cell Not permitted if > 5% of cell area inactive and
if > 3 cells / module affected
5 Cell – parallel (run through the
whole cell)
Not permitted if > 5% of cell area inactive and
if > 3 cells / module affected
6 Cracks – crossed together Not permitted
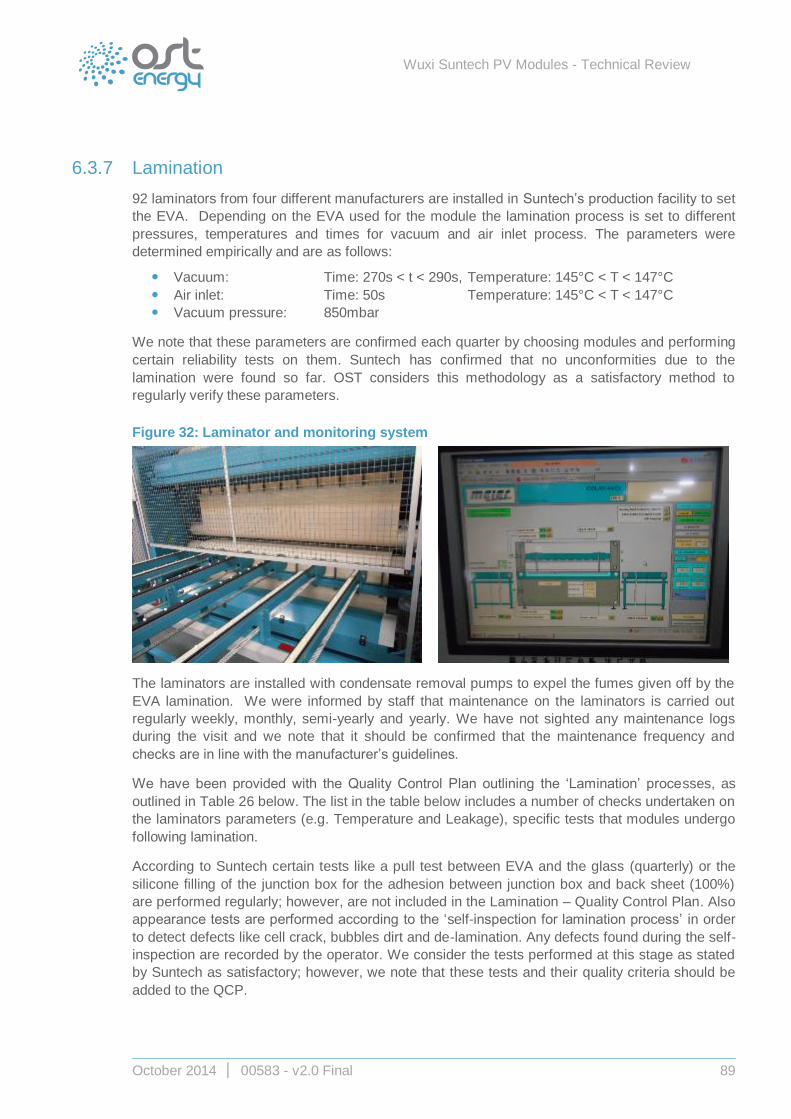
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 89
6.3.7 Lamination
92 laminators from four different manufacturers are installed in Suntech’s production facility to set
the EVA. Depending on the EVA used for the module the lamination process is set to different
pressures, temperatures and times for vacuum and air inlet process. The parameters were
determined empirically and are as follows:
Vacuum: Time: 270s < t < 290s, Temperature: 145°C < T < 147°C
Air inlet: Time: 50s Temperature: 145°C < T < 147°C
Vacuum pressure: 850mbar
We note that these parameters are confirmed each quarter by choosing modules and performing
certain reliability tests on them. Suntech has confirmed that no unconformities due to the
lamination were found so far. OST considers this methodology as a satisfactory method to
regularly verify these parameters.
Figure 32: Laminator and monitoring system
The laminators are installed with condensate removal pumps to expel the fumes given off by the
EVA lamination. We were informed by staff that maintenance on the laminators is carried out
regularly weekly, monthly, semi-yearly and yearly. We have not sighted any maintenance logs
during the visit and we note that it should be confirmed that the maintenance frequency and
checks are in line with the manufacturer’s guidelines.
We have been provided with the Quality Control Plan outlining the ‘Lamination’ processes, as
outlined in Table 26 below. The list in the table below includes a number of checks undertaken on
the laminators parameters (e.g. Temperature and Leakage), specific tests that modules undergo
following lamination.
According to Suntech certain tests like a pull test between EVA and the glass (quarterly) or the
silicone filling of the junction box for the adhesion between junction box and back sheet (100%)
are performed regularly; however, are not included in the Lamination – Quality Control Plan. Also
appearance tests are performed according to the ‘self-inspection for lamination process’ in order
to detect defects like cell crack, bubbles dirt and de-lamination. Any defects found during the self-
inspection are recorded by the operator. We consider the tests performed at this stage as stated
by Suntech as satisfactory; however, we note that these tests and their quality criteria should be
added to the QCP.
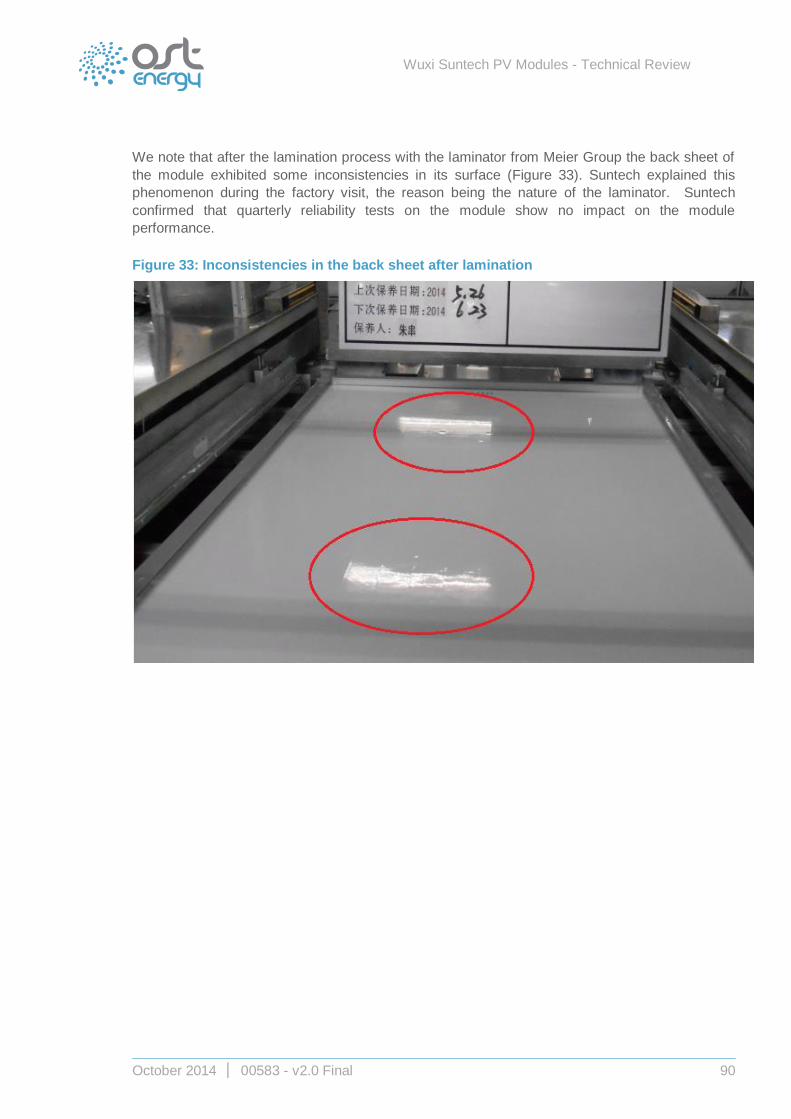
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 90
We note that after the lamination process with the laminator from Meier Group the back sheet of
the module exhibited some inconsistencies in its surface (Figure 33). Suntech explained this
phenomenon during the factory visit, the reason being the nature of the laminator. Suntech
confirmed that quarterly reliability tests on the module show no impact on the module
performance.
Figure 33: Inconsistencies in the back sheet after lamination

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 91
Table 26: Lamination - Quality Control Plan
Item Control Items
Control Method
Take actions
Product/Specification/
Tolerance
Assess and
measure
Sample
(operator) Sample(QC)
Frequency Frequency
Lamination
running status
Daily check Refer to the check items &
parameters
Checksheet Once per shift Once per shift Mark and
adjust
Dynamic temperature Refer to process parameters Dynamic
temperature
tester
Once per
quarter
NA Mark and
adjust
EVA Cross linking ≥70% Cross linking
tester
NA Once per 7
days
Mark and
segregate
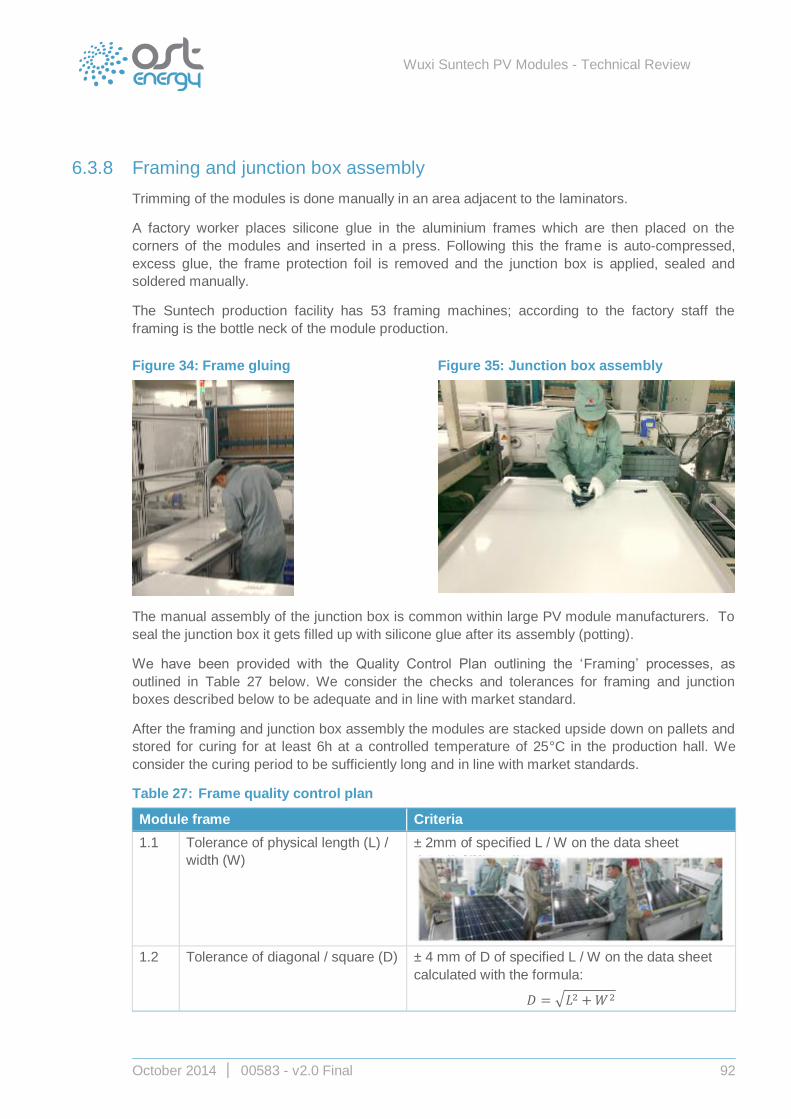
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 92
6.3.8 Framing and junction box assembly
Trimming of the modules is done manually in an area adjacent to the laminators.
A factory worker places silicone glue in the aluminium frames which are then placed on the
corners of the modules and inserted in a press. Following this the frame is auto-compressed,
excess glue, the frame protection foil is removed and the junction box is applied, sealed and
soldered manually.
The Suntech production facility has 53 framing machines; according to the factory staff the
framing is the bottle neck of the module production.
Figure 34: Frame gluing Figure 35: Junction box assembly
The manual assembly of the junction box is common within large PV module manufacturers. To
seal the junction box it gets filled up with silicone glue after its assembly (potting).
We have been provided with the Quality Control Plan outlining the ‘Framing’ processes, as
outlined in Table 27 below. We consider the checks and tolerances for framing and junction
boxes described below to be adequate and in line with market standard.
After the framing and junction box assembly the modules are stacked upside down on pallets and
stored for curing for at least 6h at a controlled temperature of 25°C in the production hall. We
consider the curing period to be sufficiently long and in line with market standards.
Table 27: Frame quality control plan
Module frame Criteria
1.1 Tolerance of physical length (L) /
width (W)
± 2mm of specified L / W on the data sheet
1.2 Tolerance of diagonal / square (D) ± 4 mm of D of specified L / W on the data sheet
calculated with the formula:
𝐷 = √𝐿2 +𝑊2
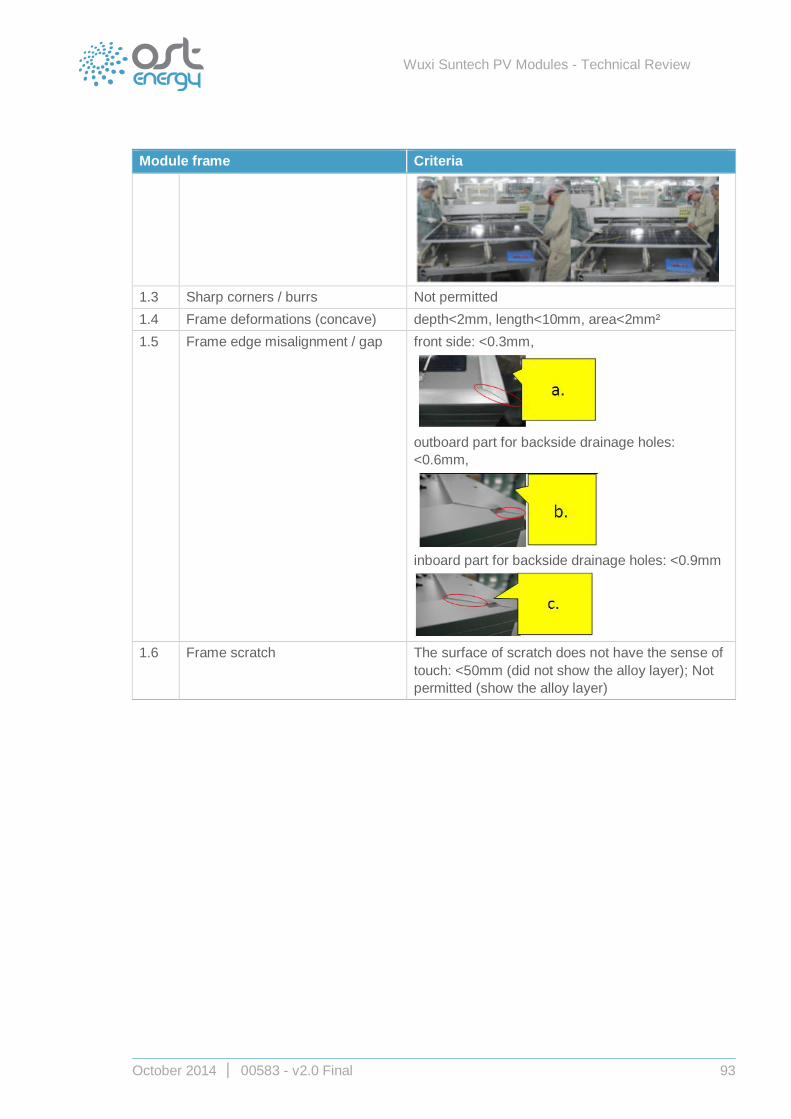
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 93
Module frame Criteria
1.3 Sharp corners / burrs Not permitted
1.4 Frame deformations (concave) depth<2mm, length<10mm, area<2mm²
1.5 Frame edge misalignment / gap front side: <0.3mm,
outboard part for backside drainage holes:
<0.6mm,
inboard part for backside drainage holes: <0.9mm
1.6 Frame scratch The surface of scratch does not have the sense of
touch: <50mm (did not show the alloy layer); Not
permitted (show the alloy layer)
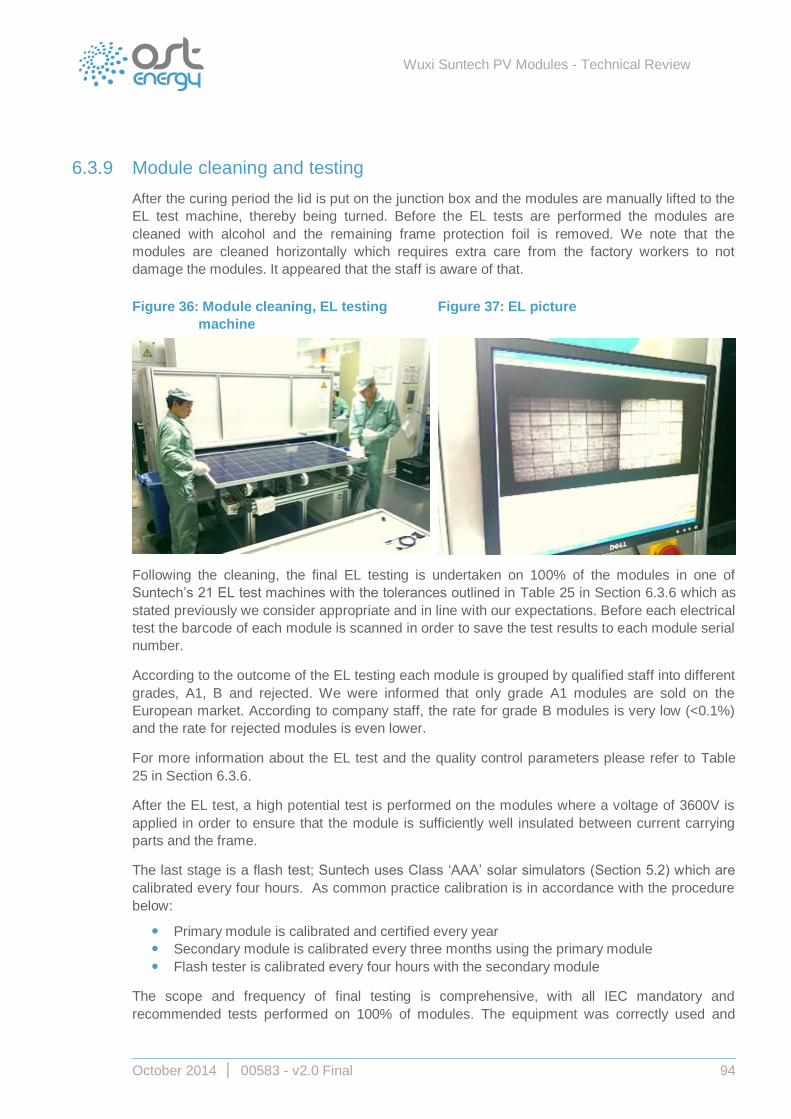
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 94
6.3.9 Module cleaning and testing
After the curing period the lid is put on the junction box and the modules are manually lifted to the
EL test machine, thereby being turned. Before the EL tests are performed the modules are
cleaned with alcohol and the remaining frame protection foil is removed. We note that the
modules are cleaned horizontally which requires extra care from the factory workers to not
damage the modules. It appeared that the staff is aware of that.
Figure 36: Module cleaning, EL testing
machine
Figure 37: EL picture
Following the cleaning, the final EL testing is undertaken on 100% of the modules in one of
Suntech’s 21 EL test machines with the tolerances outlined in Table 25 in Section 6.3.6 which as
stated previously we consider appropriate and in line with our expectations. Before each electrical
test the barcode of each module is scanned in order to save the test results to each module serial
number.
According to the outcome of the EL testing each module is grouped by qualified staff into different
grades, A1, B and rejected. We were informed that only grade A1 modules are sold on the
European market. According to company staff, the rate for grade B modules is very low (<0.1%)
and the rate for rejected modules is even lower.
For more information about the EL test and the quality control parameters please refer to Table
25 in Section 6.3.6.
After the EL test, a high potential test is performed on the modules where a voltage of 3600V is
applied in order to ensure that the module is sufficiently well insulated between current carrying
parts and the frame.
The last stage is a flash test; Suntech uses Class ‘AAA’ solar simulators (Section 5.2) which are
calibrated every four hours. As common practice calibration is in accordance with the procedure
below:
Primary module is calibrated and certified every year
Secondary module is calibrated every three months using the primary module
Flash tester is calibrated every four hours with the secondary module
The scope and frequency of final testing is comprehensive, with all IEC mandatory and
recommended tests performed on 100% of modules. The equipment was correctly used and

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 95
properly calibrated. A third level of reference module (potentially to perform ‘round robin’ type
checks across all flashers) could be introduced to improve flasher calibration, but the weekly
checks on the reference module witnessed showed no greater than 0.2% change in Pmpp since
its previous calibration.
The calibration procedure is in line with our expectations and with current market standards.
Standard Test Condition (STC) specifies a cell temperature of 25°C and an irradiance of 1,000
W/m2 with an air mass 1.5 (AM1.5). While the second and the third parameters are achieved
within the flash tester, common practice before flash testing is to store the modules in a room at
constant temperature of 25°C in order to achieve the required STC condition.
All above described tests are performed in the production hall which has a controlled temperature
of 25°C.
Table 28 below outlines the ‘Testing – Quality Control Plan’.
Figure 38: Flash tester and resulting module IV curve
Figure 39: Controlled temperature in the production hall
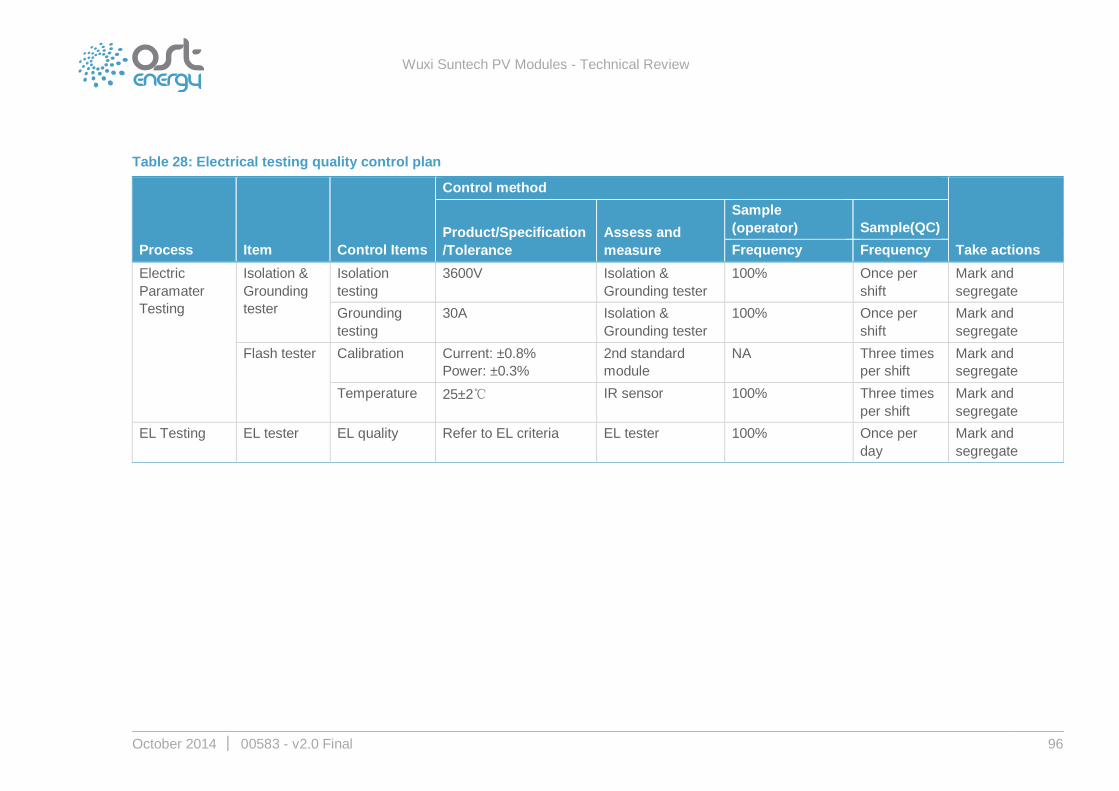
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 96
Table 28: Electrical testing quality control plan
Process Item Control Items
Control method
Take actions
Product/Specification
/Tolerance
Assess and
measure
Sample
(operator) Sample(QC)
Frequency Frequency
Electric
Paramater
Testing
Isolation &
Grounding
tester
Isolation
testing
3600V Isolation &
Grounding tester
100% Once per
shift
Mark and
segregate
Grounding
testing
30A Isolation &
Grounding tester
100% Once per
shift
Mark and
segregate
Flash tester Calibration Current: ±0.8%
Power: ±0.3%
2nd standard
module
NA Three times
per shift
Mark and
segregate
Temperature 25±2℃ IR sensor 100% Three times
per shift
Mark and
segregate
EL Testing EL tester EL quality Refer to EL criteria EL tester 100% Once per
day
Mark and
segregate
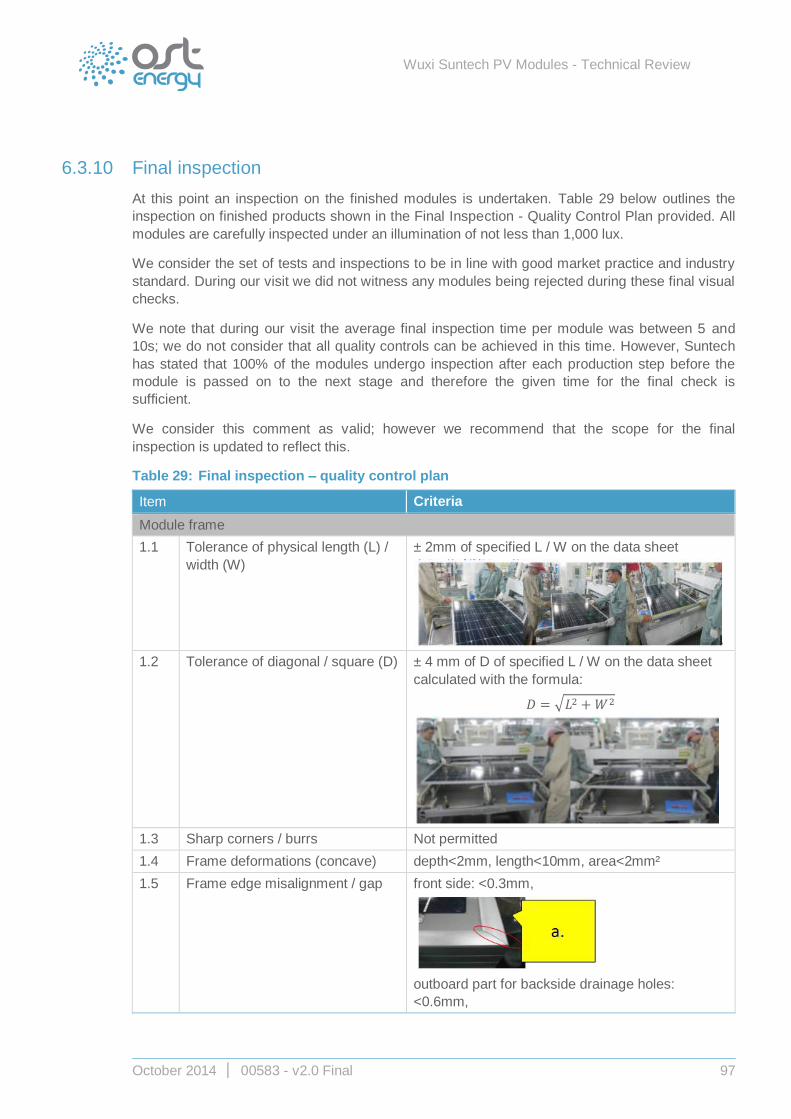
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 97
6.3.10 Final inspection
At this point an inspection on the finished modules is undertaken. Table 29 below outlines the
inspection on finished products shown in the Final Inspection - Quality Control Plan provided. All
modules are carefully inspected under an illumination of not less than 1,000 lux.
We consider the set of tests and inspections to be in line with good market practice and industry
standard. During our visit we did not witness any modules being rejected during these final visual
checks.
We note that during our visit the average final inspection time per module was between 5 and
10s; we do not consider that all quality controls can be achieved in this time. However, Suntech
has stated that 100% of the modules undergo inspection after each production step before the
module is passed on to the next stage and therefore the given time for the final check is
sufficient.
We consider this comment as valid; however we recommend that the scope for the final
inspection is updated to reflect this.
Table 29: Final inspection – quality control plan
Item Criteria
Module frame
1.1 Tolerance of physical length (L) /
width (W)
± 2mm of specified L / W on the data sheet
1.2 Tolerance of diagonal / square (D) ± 4 mm of D of specified L / W on the data sheet
calculated with the formula:
𝐷 = √𝐿2 +𝑊2
1.3 Sharp corners / burrs Not permitted
1.4 Frame deformations (concave) depth<2mm, length<10mm, area<2mm²
1.5 Frame edge misalignment / gap front side: <0.3mm,
outboard part for backside drainage holes:
<0.6mm,
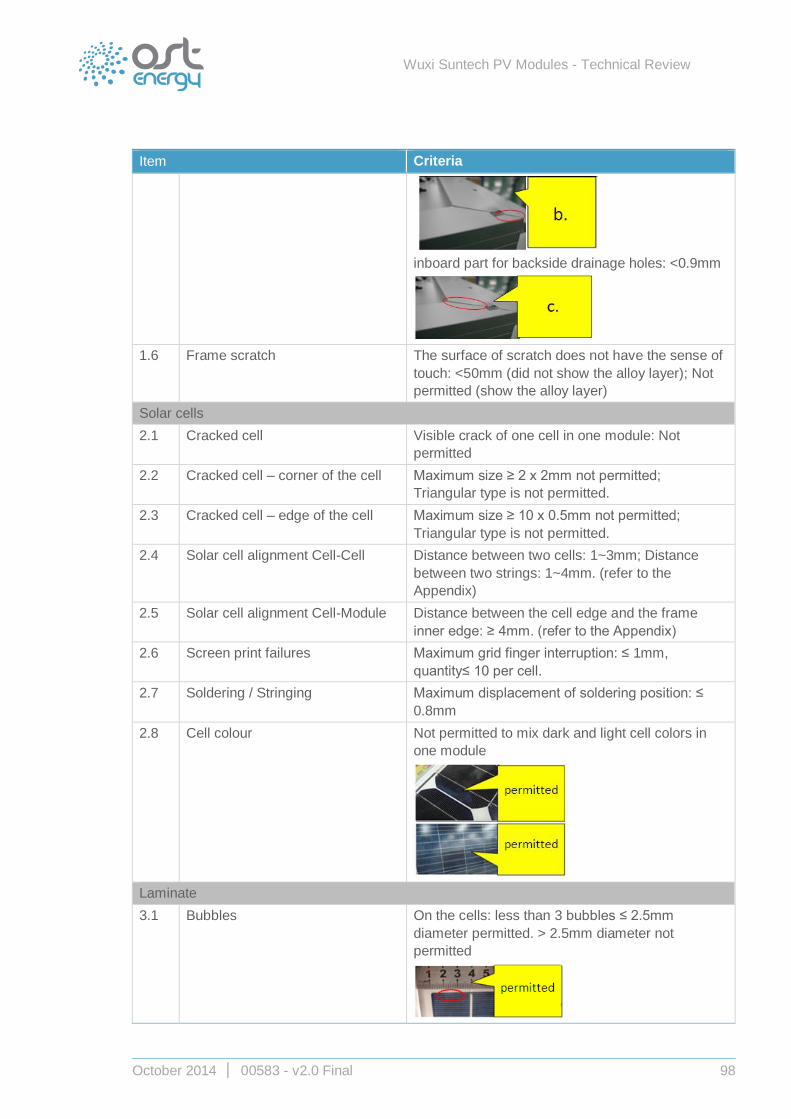
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 98
Item Criteria
inboard part for backside drainage holes: <0.9mm
1.6 Frame scratch The surface of scratch does not have the sense of
touch: <50mm (did not show the alloy layer); Not
permitted (show the alloy layer)
Solar cells
2.1 Cracked cell Visible crack of one cell in one module: Not
permitted
2.2 Cracked cell – corner of the cell Maximum size ≥ 2 x 2mm not permitted;
Triangular type is not permitted.
2.3 Cracked cell – edge of the cell Maximum size ≥ 10 x 0.5mm not permitted;
Triangular type is not permitted.
2.4 Solar cell alignment Cell-Cell Distance between two cells: 1~3mm; Distance
between two strings: 1~4mm. (refer to the
Appendix)
2.5 Solar cell alignment Cell-Module Distance between the cell edge and the frame
inner edge: ≥ 4mm. (refer to the Appendix)
2.6 Screen print failures Maximum grid finger interruption: ≤ 1mm,
quantity≤ 10 per cell.
2.7 Soldering / Stringing Maximum displacement of soldering position: ≤
0.8mm
2.8 Cell colour Not permitted to mix dark and light cell colors in
one module
Laminate
3.1 Bubbles On the cells: less than 3 bubbles ≤ 2.5mm
diameter permitted. > 2.5mm diameter not
permitted
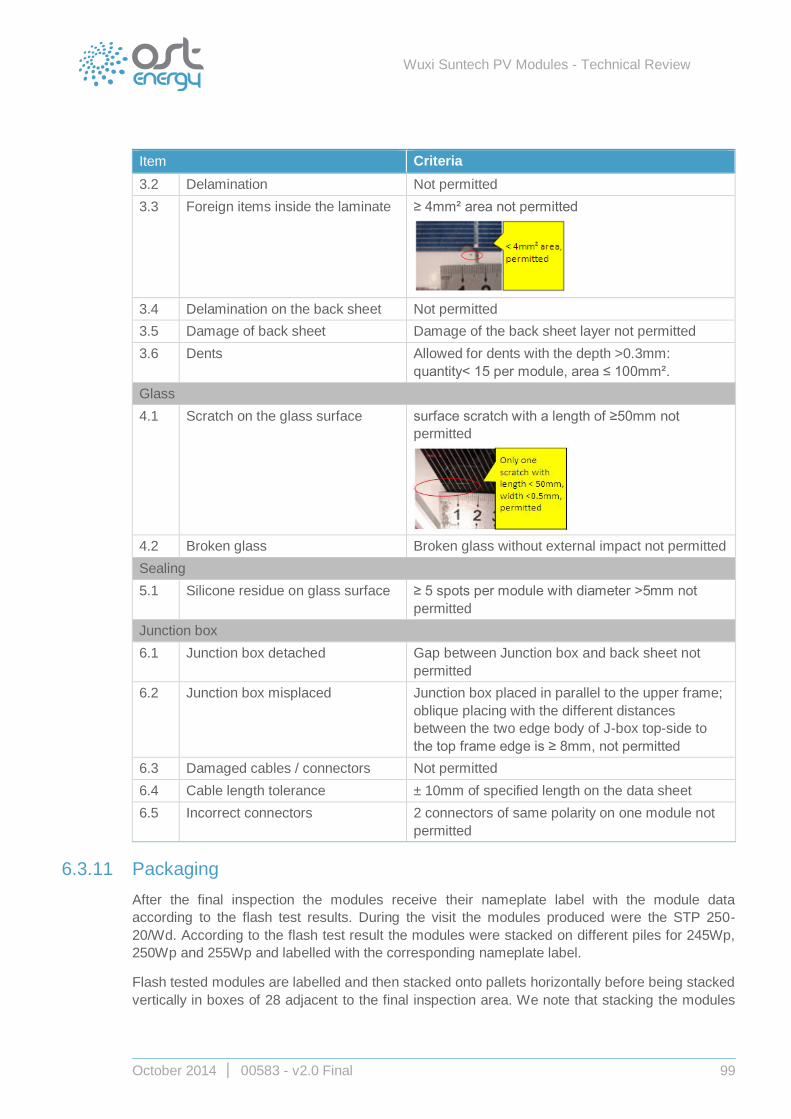
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 99
Item Criteria
3.2 Delamination Not permitted
3.3 Foreign items inside the laminate ≥ 4mm² area not permitted
3.4 Delamination on the back sheet Not permitted
3.5 Damage of back sheet Damage of the back sheet layer not permitted
3.6 Dents Allowed for dents with the depth >0.3mm:
quantity< 15 per module, area ≤ 100mm².
Glass
4.1 Scratch on the glass surface surface scratch with a length of ≥50mm not
permitted
4.2 Broken glass Broken glass without external impact not permitted
Sealing
5.1 Silicone residue on glass surface ≥ 5 spots per module with diameter >5mm not
permitted
Junction box
6.1 Junction box detached Gap between Junction box and back sheet not
permitted
6.2 Junction box misplaced Junction box placed in parallel to the upper frame;
oblique placing with the different distances
between the two edge body of J-box top-side to
the top frame edge is ≥ 8mm, not permitted
6.3 Damaged cables / connectors Not permitted
6.4 Cable length tolerance ± 10mm of specified length on the data sheet
6.5 Incorrect connectors 2 connectors of same polarity on one module not
permitted
6.3.11 Packaging
After the final inspection the modules receive their nameplate label with the module data
according to the flash test results. During the visit the modules produced were the STP 250-
20/Wd. According to the flash test result the modules were stacked on different piles for 245Wp,
250Wp and 255Wp and labelled with the corresponding nameplate label.
Flash tested modules are labelled and then stacked onto pallets horizontally before being stacked
vertically in boxes of 28 adjacent to the final inspection area. We note that stacking the modules

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 100
horizontally can lead to damages and we suggest that Suntech should consider stacking the
modules directly in a vertical position to reduce the risk of damage.
Figure 40: Stacked and packed modules
We were provided with a QCP for packaging which states that appearance and the labels are
checked for every package on 100% of the packages.
We note that the ‘requirements’ outlined above should be better defined as we consider this level
of detail will not inform the operator on the level of accuracy required. However, Suntech has
stated that a detailed inspection document is issued in their IBMS for packaging which includes
the inspection items, inspection frequency, inspection tool, and judgment criteria. Additionally all
responsible staff is trained on the job and informed about the quality requirements of packaging.
OST has not been provided with this document for review and as such cannot comment on the
suitability of the inspection terms.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 101
6.4 Test facilities at Suntech
The Suntech internal Test Laboratory is ISO 17025 accredited by CNAS with its scope of
accreditation encompassing the whole of IEC 61215, IEC 61730 and UL 1703. It also carries
CSA certification for UL 1703 and is in the VDE Test Data Acceptance Program for IEC 61215
and IEC 61730. The laboratory can also perform a salt mist test to IEC 61701 and junction box
testing to IP65 and IP67. EVA cross-linking and rip-off tests are undertaken in-house. The
company has four outdoor test sites, two in Wuxi, one in western China and one in Phoenix,
Arizona.
Calibration of production flash testing reference modules from primary reference modules is
undertaken on the laboratory’s AAA flash solar simulator, as is assessment for drift. This device is
due to be upgraded to a Pasan A+A+A+ in the near future. PID testing is undertaken at both
60°C/85%RH and 85°C/85%RH, for both R&D and production QA purposes. Four modules per
month are sampled from production for PID testing, with consistent passes at the 60°C/85%RH
level as demonstrated by the records provided.
16 modules of two different types are sampled from production per quarter to go through damp
heat, TC200, humidity freeze and hotspot testing. The Q1 2014 Reliability Test Report (ref. TC-
14-C-0037, issued 24th April 2014) was provided in evidence. It was stated that this is now being
increased to 24 modules of 3 types per quarter. The company also performs ‘double IEC’
chamber testing i.e. TC400 etc. as well as chamber testing to destruction, for R&D purposes.
The Suntech Test Laboratory is comprehensively equipped and carries a significant amount of
third party accreditation according to ISO 17025, as well as R&D and pre-qualification testing.
Samples are routinely taken from production for PID, accelerated lifetime and hotspot testing.
This is a significant asset in terms of the QA/QC provision within the Suntech production facility
and is of a gold standard level for the industry.
No record or judgement is made with respect to defects other than microcracks and dark cells
visible with electroluminescence imaging, such as finger interruptions and cell mismatching.
Broadening the Electroluminescence Test to incorporate mismatching and cell production defects
would improve the effectiveness of this step in controlling quality, especially when third party cells
are in use.
We consider the testing facilities of Suntech to be appropriate and above market standards. We
note that not many manufacturers can offer this thorough in-house testing and thus this is a
positive indication of their QA processes.
6.5 Training
As part of Suntech’s 2014 training plan, we understand that production operatives are trained on
specific technical tasks against the relevant standard operating procedure. Suntech has
allocated three members of their staff to perform the manufacturing line training. These
personnel are understood to be ‘trained trainers’ that have been assessed and deemed
competent to perform this function. An automatic solder training report for one particular
operative was provided in which details of the individual tasks assessed against were outlined.
This report was also noted to be signed off by the trainer, line-manager and HR representative.

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 102
In order to maintain the required level of competency, an annual retraining program, incorporating
an examination of knowledge and skills is to be carried out. The frequency of training and
assessment of EL operatives is to be increased to once a month. It is understood that the
company does not utilise contract or temporary staff, resulting in no separate provision being
made in this regard. Suntech has a comprehensive and well-functioning quality system with a
good standard of record keeping. Training and competency assessment of production staff is
well organised and seems to be in good order. Evidence of this was displayed through numerous
documents provided by Suntech such as an email notification of the June 2014 training where
signatures of all attendees and instructor were present.
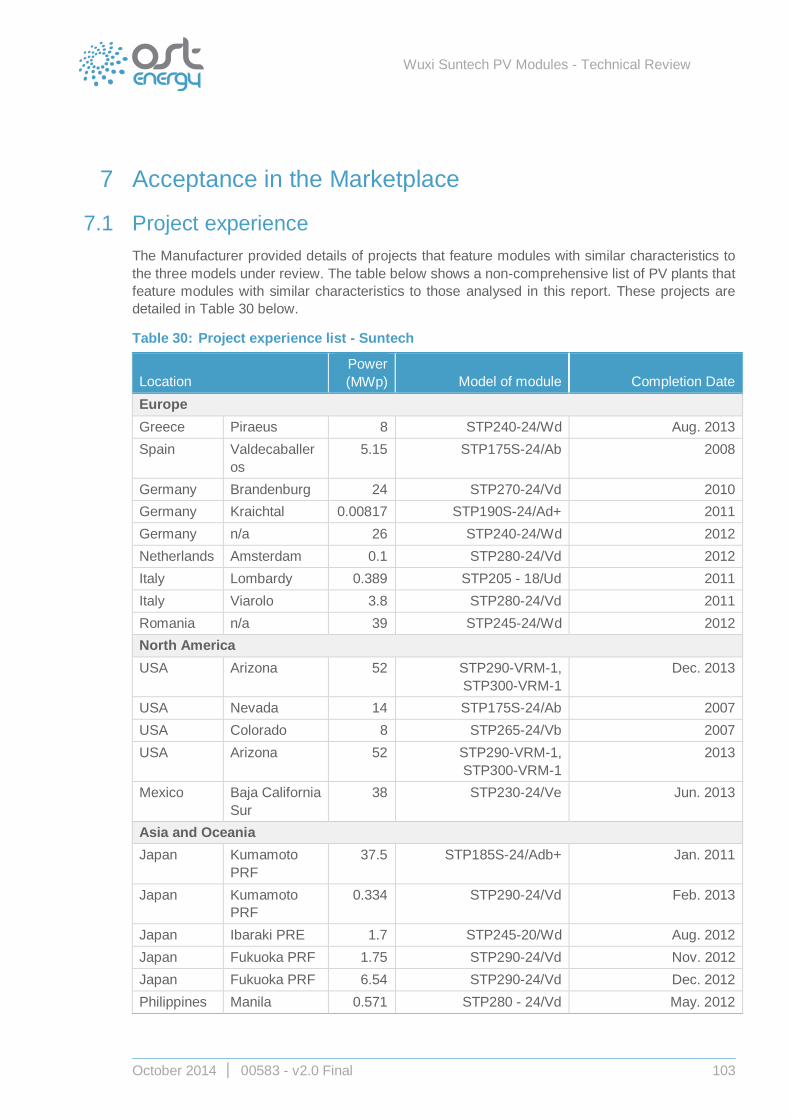
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 103
7 Acceptance in the Marketplace
7.1 Project experience
The Manufacturer provided details of projects that feature modules with similar characteristics to
the three models under review. The table below shows a non-comprehensive list of PV plants that
feature modules with similar characteristics to those analysed in this report. These projects are
detailed in Table 30 below.
Table 30: Project experience list - Suntech
Location
Power
(MWp) Model of module Completion Date
Europe
Greece Piraeus 8 STP240-24/Wd Aug. 2013
Spain Valdecaballer
os
5.15 STP175S-24/Ab 2008
Germany Brandenburg 24 STP270-24/Vd 2010
Germany Kraichtal 0.00817 STP190S-24/Ad+ 2011
Germany n/a 26 STP240-24/Wd 2012
Netherlands Amsterdam 0.1 STP280-24/Vd 2012
Italy Lombardy 0.389 STP205 - 18/Ud 2011
Italy Viarolo 3.8 STP280-24/Vd 2011
Romania n/a 39 STP245-24/Wd 2012
North America
USA Arizona 52 STP290-VRM-1,
STP300-VRM-1
Dec. 2013
USA Nevada 14 STP175S-24/Ab 2007
USA Colorado 8 STP265-24/Vb 2007
USA Arizona 52 STP290-VRM-1,
STP300-VRM-1
2013
Mexico Baja California
Sur
38 STP230-24/Ve Jun. 2013
Asia and Oceania
Japan Kumamoto
PRF
37.5 STP185S-24/Adb+ Jan. 2011
Japan Kumamoto
PRF
0.334 STP290-24/Vd Feb. 2013
Japan Ibaraki PRE 1.7 STP245-20/Wd Aug. 2012
Japan Fukuoka PRF 1.75 STP290-24/Vd Nov. 2012
Japan Fukuoka PRF 6.54 STP290-24/Vd Dec. 2012
Philippines Manila 0.571 STP280 - 24/Vd May. 2012
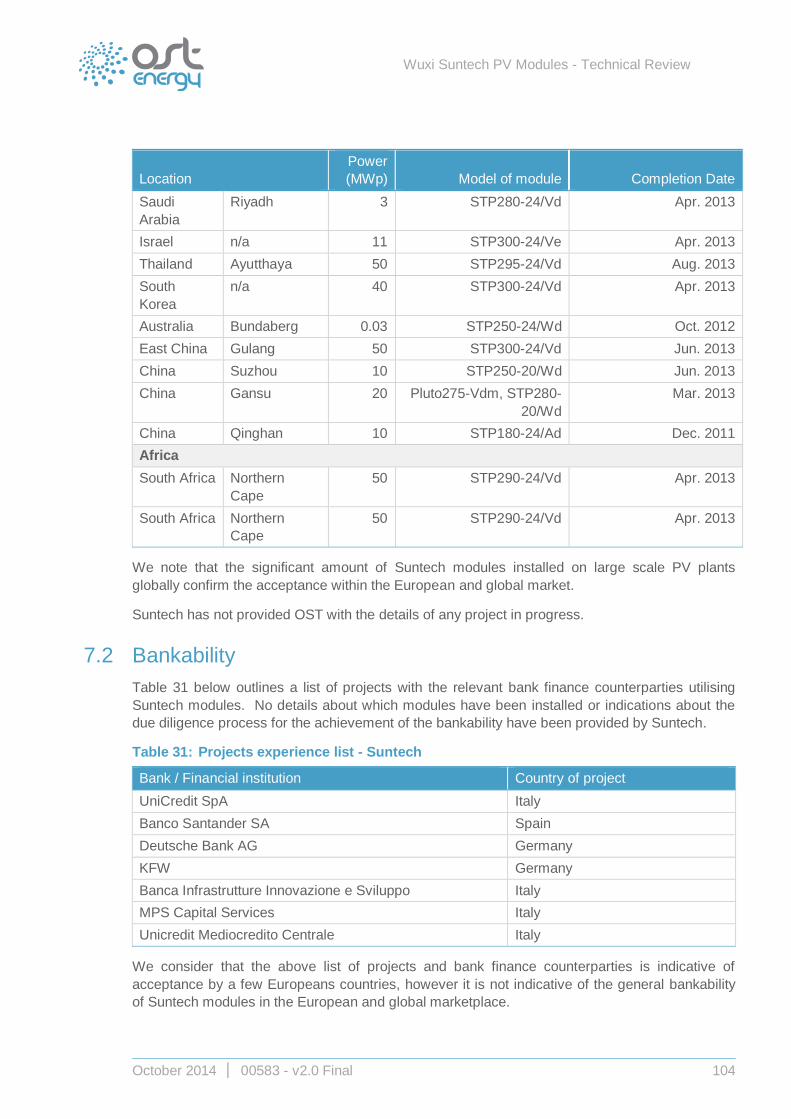
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 104
Location
Power
(MWp) Model of module Completion Date
Saudi
Arabia
Riyadh 3 STP280-24/Vd Apr. 2013
Israel n/a 11 STP300-24/Ve Apr. 2013
Thailand Ayutthaya 50 STP295-24/Vd Aug. 2013
South
Korea
n/a 40 STP300-24/Vd Apr. 2013
Australia Bundaberg 0.03 STP250-24/Wd Oct. 2012
East China Gulang 50 STP300-24/Vd Jun. 2013
China Suzhou 10 STP250-20/Wd Jun. 2013
China Gansu 20 Pluto275-Vdm, STP280-
20/Wd
Mar. 2013
China Qinghan 10 STP180-24/Ad Dec. 2011
Africa
South Africa Northern
Cape
50 STP290-24/Vd Apr. 2013
South Africa Northern
Cape
50 STP290-24/Vd Apr. 2013
We note that the significant amount of Suntech modules installed on large scale PV plants
globally confirm the acceptance within the European and global market.
Suntech has not provided OST with the details of any project in progress.
7.2 Bankability
Table 31 below outlines a list of projects with the relevant bank finance counterparties utilising
Suntech modules. No details about which modules have been installed or indications about the
due diligence process for the achievement of the bankability have been provided by Suntech.
Table 31: Projects experience list - Suntech
Bank / Financial institution Country of project
UniCredit SpA Italy
Banco Santander SA Spain
Deutsche Bank AG Germany
KFW Germany
Banca Infrastrutture Innovazione e Sviluppo Italy
MPS Capital Services Italy
Unicredit Mediocredito Centrale Italy
We consider that the above list of projects and bank finance counterparties is indicative of
acceptance by a few Europeans countries, however it is not indicative of the general bankability
of Suntech modules in the European and global marketplace.
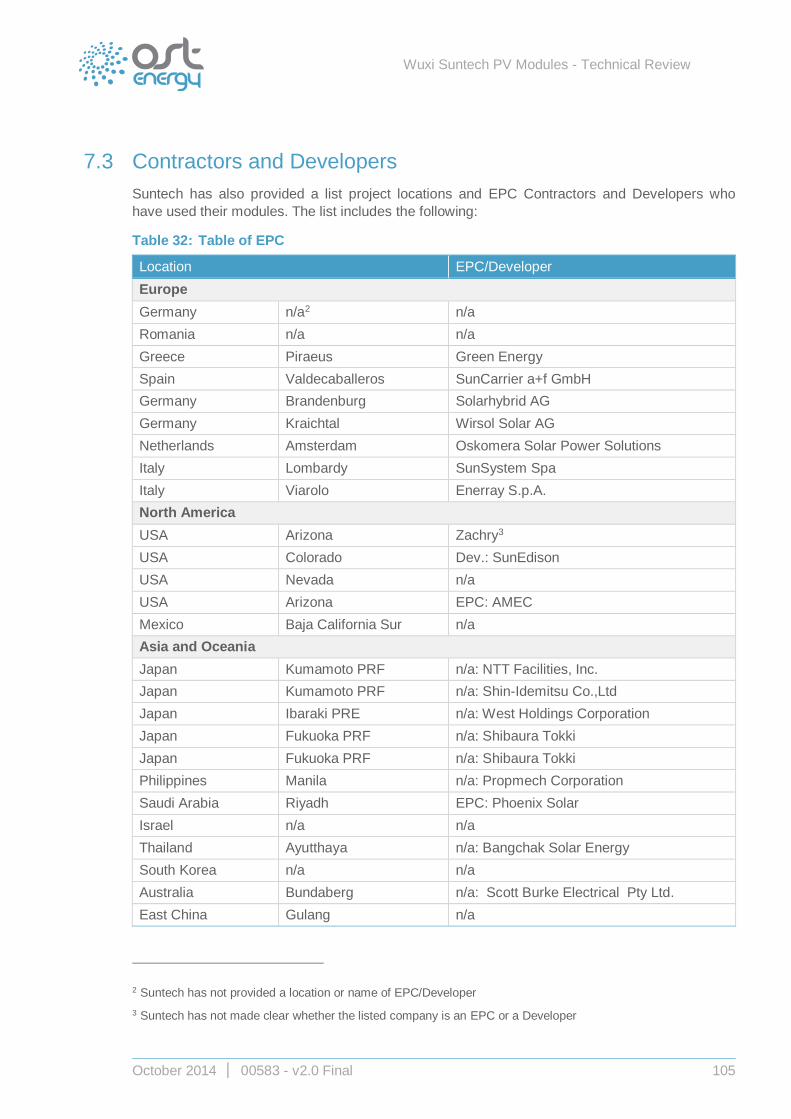
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 105
7.3 Contractors and Developers
Suntech has also provided a list project locations and EPC Contractors and Developers who
have used their modules. The list includes the following:
Table 32: Table of EPC
Location EPC/Developer
Europe
Germany n/a2 n/a
Romania n/a n/a
Greece Piraeus Green Energy
Spain Valdecaballeros SunCarrier a+f GmbH
Germany Brandenburg Solarhybrid AG
Germany Kraichtal Wirsol Solar AG
Netherlands Amsterdam Oskomera Solar Power Solutions
Italy Lombardy SunSystem Spa
Italy Viarolo Enerray S.p.A.
North America
USA Arizona Zachry3
USA Colorado Dev.: SunEdison
USA Nevada n/a
USA Arizona EPC: AMEC
Mexico Baja California Sur n/a
Asia and Oceania
Japan Kumamoto PRF n/a: NTT Facilities, Inc.
Japan Kumamoto PRF n/a: Shin-Idemitsu Co.,Ltd
Japan Ibaraki PRE n/a: West Holdings Corporation
Japan Fukuoka PRF n/a: Shibaura Tokki
Japan Fukuoka PRF n/a: Shibaura Tokki
Philippines Manila n/a: Propmech Corporation
Saudi Arabia Riyadh EPC: Phoenix Solar
Israel n/a n/a
Thailand Ayutthaya n/a: Bangchak Solar Energy
South Korea n/a n/a
Australia Bundaberg n/a: Scott Burke Electrical Pty Ltd.
East China Gulang n/a
2 Suntech has not provided a location or name of EPC/Developer
3 Suntech has not made clear whether the listed company is an EPC or a Developer
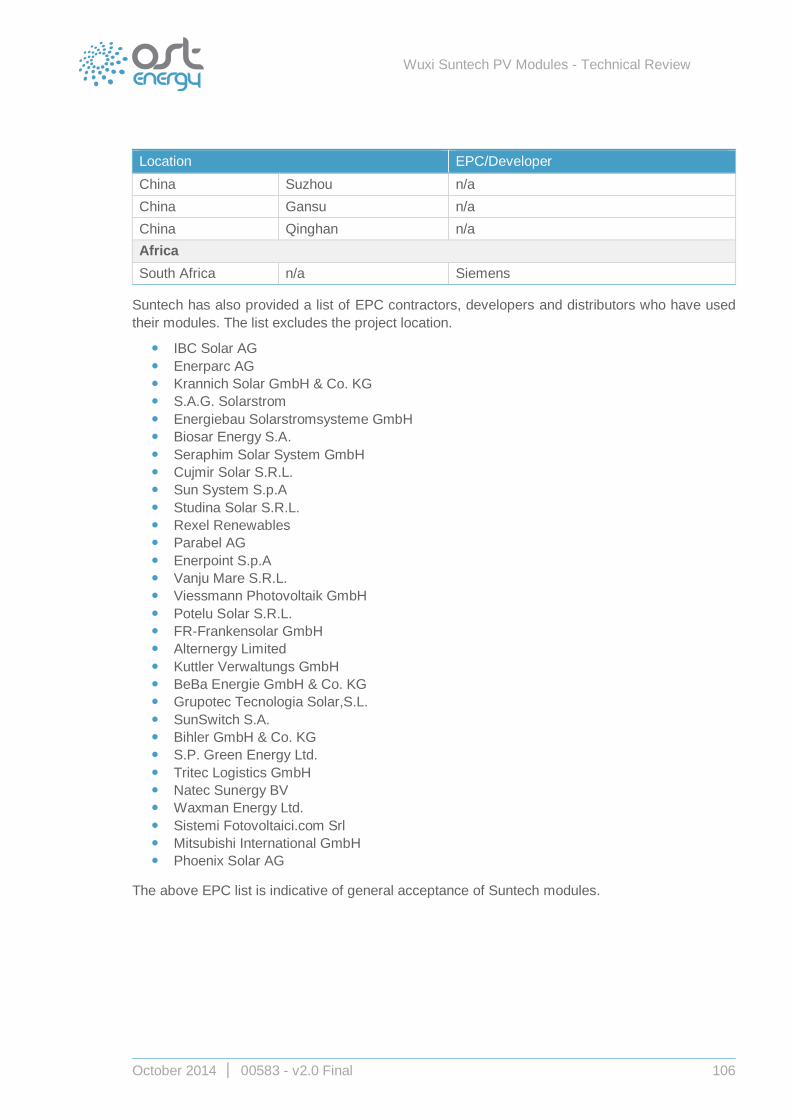
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 106
Location EPC/Developer
China Suzhou n/a
China Gansu n/a
China Qinghan n/a
Africa
South Africa n/a Siemens
Suntech has also provided a list of EPC contractors, developers and distributors who have used
their modules. The list excludes the project location.
IBC Solar AG
Enerparc AG
Krannich Solar GmbH & Co. KG
S.A.G. Solarstrom
Energiebau Solarstromsysteme GmbH
Biosar Energy S.A.
Seraphim Solar System GmbH
Cujmir Solar S.R.L.
Sun System S.p.A
Studina Solar S.R.L.
Rexel Renewables
Parabel AG
Enerpoint S.p.A
Vanju Mare S.R.L.
Viessmann Photovoltaik GmbH
Potelu Solar S.R.L.
FR-Frankensolar GmbH
Alternergy Limited
Kuttler Verwaltungs GmbH
BeBa Energie GmbH & Co. KG
Grupotec Tecnologia Solar,S.L.
SunSwitch S.A.
Bihler GmbH & Co. KG
S.P. Green Energy Ltd.
Tritec Logistics GmbH
Natec Sunergy BV
Waxman Energy Ltd.
Sistemi Fotovoltaici.com Srl
Mitsubishi International GmbH
Phoenix Solar AG
The above EPC list is indicative of general acceptance of Suntech modules.
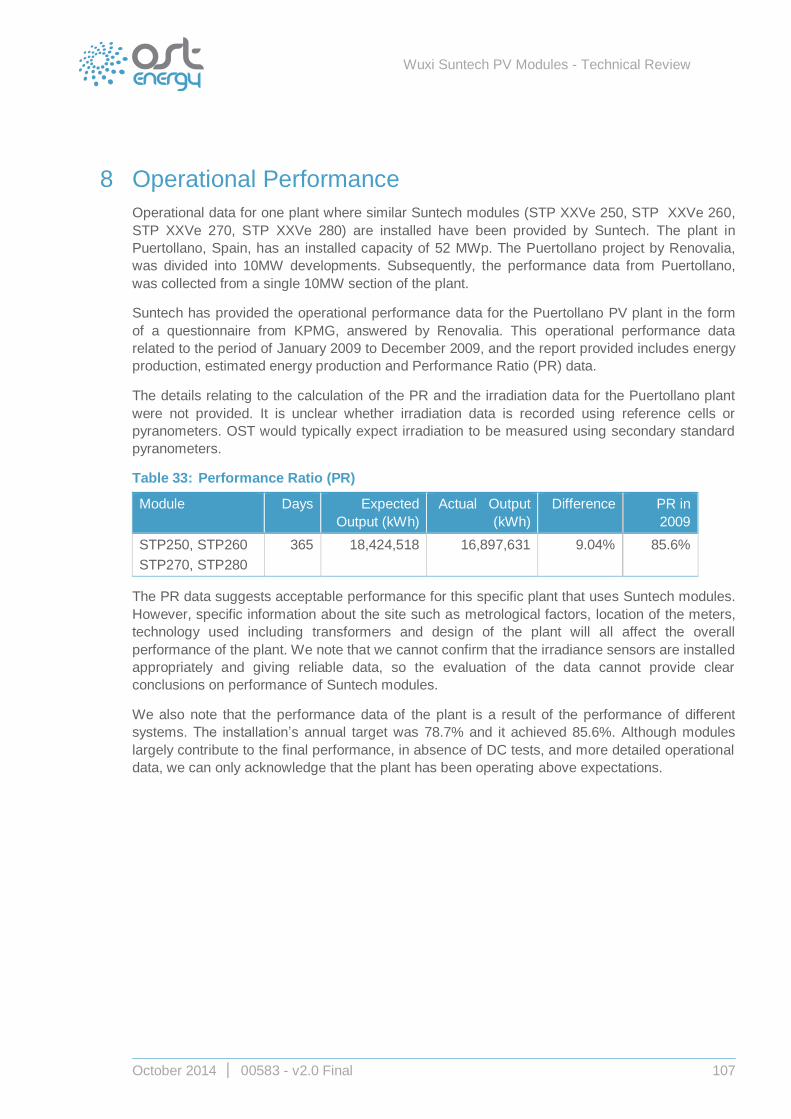
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 107
8 Operational Performance
Operational data for one plant where similar Suntech modules (STP XXVe 250, STP XXVe 260,
STP XXVe 270, STP XXVe 280) are installed have been provided by Suntech. The plant in
Puertollano, Spain, has an installed capacity of 52 MWp. The Puertollano project by Renovalia,
was divided into 10MW developments. Subsequently, the performance data from Puertollano,
was collected from a single 10MW section of the plant.
Suntech has provided the operational performance data for the Puertollano PV plant in the form
of a questionnaire from KPMG, answered by Renovalia. This operational performance data
related to the period of January 2009 to December 2009, and the report provided includes energy
production, estimated energy production and Performance Ratio (PR) data.
The details relating to the calculation of the PR and the irradiation data for the Puertollano plant
were not provided. It is unclear whether irradiation data is recorded using reference cells or
pyranometers. OST would typically expect irradiation to be measured using secondary standard
pyranometers.
Table 33: Performance Ratio (PR)
Module Days Expected
Output (kWh)
Actual Output
(kWh)
Difference PR in
2009
STP250, STP260
STP270, STP280
365 18,424,518 16,897,631 9.04% 85.6%
The PR data suggests acceptable performance for this specific plant that uses Suntech modules.
However, specific information about the site such as metrological factors, location of the meters,
technology used including transformers and design of the plant will all affect the overall
performance of the plant. We note that we cannot confirm that the irradiance sensors are installed
appropriately and giving reliable data, so the evaluation of the data cannot provide clear
conclusions on performance of Suntech modules.
We also note that the performance data of the plant is a result of the performance of different
systems. The installation’s annual target was 78.7% and it achieved 85.6%. Although modules
largely contribute to the final performance, in absence of DC tests, and more detailed operational
data, we can only acknowledge that the plant has been operating above expectations.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 108
9 R&D
Information on the R&D projects by Suntech has been provided, however, no specific
documentation on the R&D activities of Suntech has been provided. We understand that Suntech
has been involved in 25 research projects over the past three years. Suntech is engaged with a
leading institution for silicon solar research at the University of New South Wales in Australia.
Suntech and the University of New South Wales jointly-developed PERL cell technology, now
employed on all Suntech Pluto cells and Hi-Performa modules, which set the 2009 world record
for solar conversion efficiency.
Suntech has provided a spread sheet outlining their recent research projects. We understand that
in order to improve the efficiency of PV modules, the following developments are being
researched:
a-Si/micro-Si tandem thin film solar module development
Rear surface silver and aluminium paste development
Over 20% efficiency selective emitter solar cells base on laser doping industrialization set
technology
Sheet resistance uniformity
The roadmap of the new generation low cost high efficiency crystalline solutions to be adopted by
the manufacturer does not confirm actual feasibility of the technical improvements and/or
achievement of the declared goals within a specific timetable.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 109
10 Warranties and Guarantees
10.1 Limited warranty for PV modules
Suntech Power has provided two warranty documents; one that applies globally and a second
that applies only inside the European Economic Area and Switzerland. OST has reviewed the
warranty documentation which applies in Europe, entitled ‘2014 Suntech standard warranty--
Europe’. We note that the warranty document is applied generally to Suntech STP, Pluto and
MSZ PV module series. The warranty covers a wide range of Suntech’s modules and is valid for
modules dispatched from and on the date of 1st January, 2014 and produced between 1st and the
52nd calendar week of the year 2014.
The Manufacturer provides two types of warranties to its customers:
10 year limited product warranty
25 year limited peak power warranty
The Warranty Start Date is the day of sales or 12 months after modules dispatch from the
Suntech factory, whichever occurs earlier. Key points of the warranty conditions are described
below.
10.1.1 Limited product warranty
Suntech offers a 10 year material and workmanship warranty that guarantees that all PV modules
are free from material defects.
If a module is found defective in material, Suntech will, at its sole discretion, repair or replace the
module by a functional module of the same type. If Suntech no longer manufactures the
respective module type, Suntech will either supply a functionally equivalent module of the same
or higher power of a different type or refund the owner with the actual market price.
Any warranty works carried out or payments made do not extend the warranty period. The limited
product warranty is in line with current market standards.
10.1.2 Limited peak power warranty
Suntech provides a standard linear performance warranty discussed below. The output power of
the Suntech warranty is based on the respective datasheet Peak Power at STC4.
Suntech warrants, as a voluntary, independent performance warranty, that each PV module will
exhibit a power output of no less than:
97% of nominal power output for the commencing year,
0.7% maximum decrease from the module’s nominal power output per year, for years two
through twenty-five, ending with the 80.2% in the 25th year after the defined warranty start
date.
4 (a) light spectrum of AM 1.5, (b) an irradiation of 1,000 W/m2 and (c) a cell temperature of 25°C, at right angle
irradiation
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 110
If the output power of the module is below the adjusted nominal power due to defects in material,
Suntech will either repair or replace the module by a functional module of the same type. If
Suntech no longer manufactures the respective module type, Suntech will either supply a
functionally equivalent module of the same or higher power of a different type. Suntech will also
compensate the proven lost profits of the defective module from the day of acknowledgement
against Suntech.
We consider Suntech’s provision to compensate for lost profit of the defective module to be
above common marketplace practice. We also consider the linear performance warranty to be in
line with current market standards.
10.1.3 Warranty exclusions and limitations
Suntech’s warranty only applies to modules under proper use, keeping with the operating
conditions and installation specified in the applicable module datasheet and installation guide.
Warranty claims shall be filed in writing to Suntech within the applicable warranting period,
without exception.
The Manufacturer’s Warranties will not be applied to any modules which have been subjected to:
Mechanical, electric or thermal overload, not in accordance with the conditions of the
respectively applicable datasheet and guide.
Use of unsuitable connectors or service‐parts, inappropriate modifications of the PV‐module.
Incidences caused by the acts of God, such as falling trees or branch breaks, floods,
landslides, violent storms, fire and animals.
Theft, wilful damage or vandalism.
Impairments caused by external effects, such as dirt stains, smoke, damages caused by
salt and by chemicals not explicitly authorized for use on module.
Power outage, surge voltage, lightning, accidental breaking of the PV-module.
Warranty claims will not be honoured if the type or serial number of the modules have been
altered, removed or made illegible.
We understand that the above exclusion of impairments caused by salt, refers to direct module
contact with salt, beyond conditions under the IEC61701 ed. 2, severity 1 test, which the modules
under review have passed. Warranty exclusions and limitations are generally in line with our
expectations.
10.1.4 Claims
To claim a warranty service the customer shall report to Suntech within 10 weeks after becoming
aware of the circumstances that establish a warranty case. The report shall be in writing, sent by
email or fax, and shall include the following:
The name and address of end customer, installer and respective seller.
A copy of the purchase agreement or installation agreement.
A copy of the periodical maintenance reports required by regional regulations or legal
requirements and acceptance protocol of hand over after the installation was finished and
the system connected to the grid with all relevant measured system data.
The module type, serial number(s) and quantity.
Address of place where PV modules have been installed.
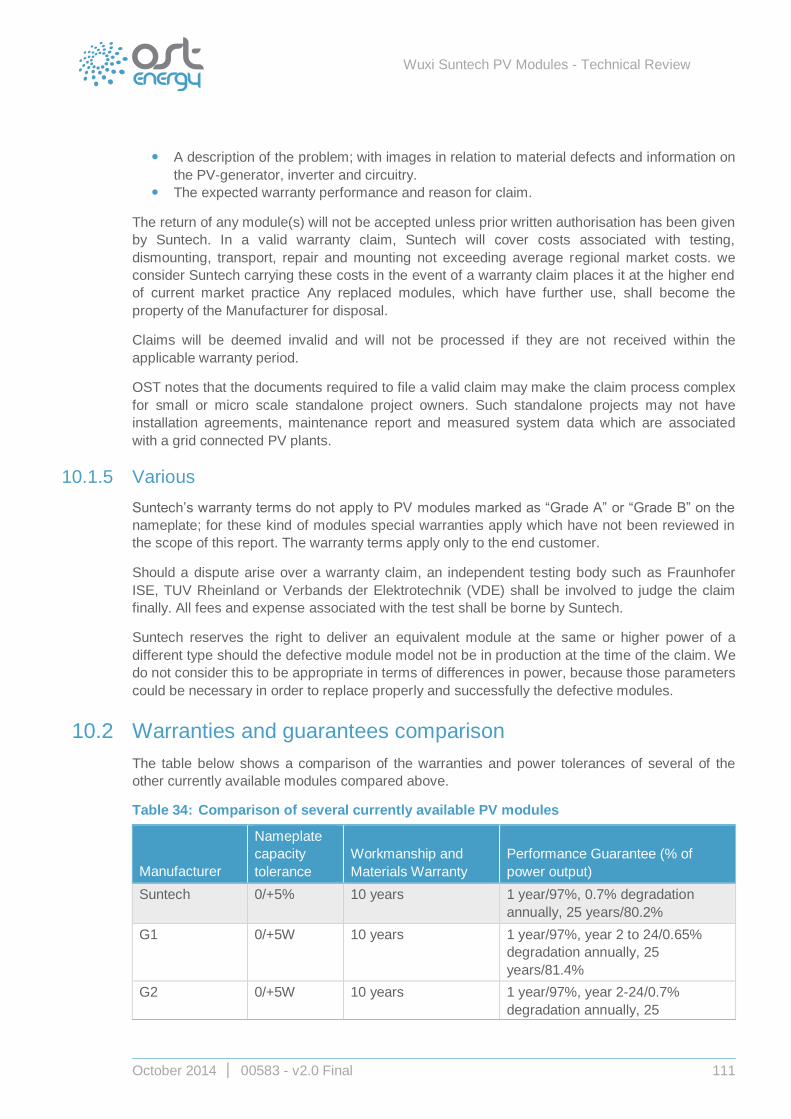
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 111
A description of the problem; with images in relation to material defects and information on
the PV-generator, inverter and circuitry.
The expected warranty performance and reason for claim.
The return of any module(s) will not be accepted unless prior written authorisation has been given
by Suntech. In a valid warranty claim, Suntech will cover costs associated with testing,
dismounting, transport, repair and mounting not exceeding average regional market costs. we
consider Suntech carrying these costs in the event of a warranty claim places it at the higher end
of current market practice Any replaced modules, which have further use, shall become the
property of the Manufacturer for disposal.
Claims will be deemed invalid and will not be processed if they are not received within the
applicable warranty period.
OST notes that the documents required to file a valid claim may make the claim process complex
for small or micro scale standalone project owners. Such standalone projects may not have
installation agreements, maintenance report and measured system data which are associated
with a grid connected PV plants.
10.1.5 Various
Suntech’s warranty terms do not apply to PV modules marked as “Grade A” or “Grade B” on the
nameplate; for these kind of modules special warranties apply which have not been reviewed in
the scope of this report. The warranty terms apply only to the end customer.
Should a dispute arise over a warranty claim, an independent testing body such as Fraunhofer
ISE, TUV Rheinland or Verbands der Elektrotechnik (VDE) shall be involved to judge the claim
finally. All fees and expense associated with the test shall be borne by Suntech.
Suntech reserves the right to deliver an equivalent module at the same or higher power of a
different type should the defective module model not be in production at the time of the claim. We
do not consider this to be appropriate in terms of differences in power, because those parameters
could be necessary in order to replace properly and successfully the defective modules.
10.2 Warranties and guarantees comparison
The table below shows a comparison of the warranties and power tolerances of several of the
other currently available modules compared above.
Table 34: Comparison of several currently available PV modules
Manufacturer
Nameplate
capacity
tolerance
Workmanship and
Materials Warranty
Performance Guarantee (% of
power output)
Suntech 0/+5% 10 years 1 year/97%, 0.7% degradation
annually, 25 years/80.2%
G1 0/+5W 10 years 1 year/97%, year 2 to 24/0.65%
degradation annually, 25
years/81.4%
G2 0/+5W 10 years 1 year/97%, year 2-24/0.7%
degradation annually, 25
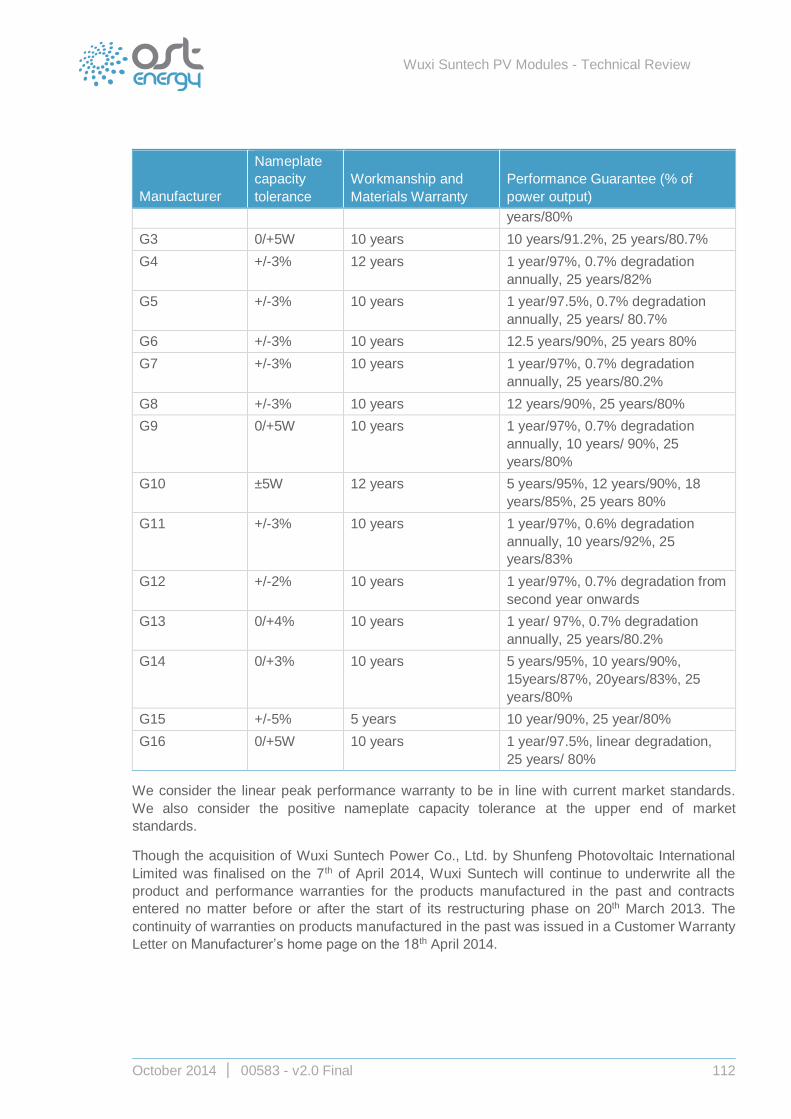
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 112
Manufacturer
Nameplate
capacity
tolerance
Workmanship and
Materials Warranty
Performance Guarantee (% of
power output)
years/80%
G3 0/+5W 10 years 10 years/91.2%, 25 years/80.7%
G4 +/-3% 12 years 1 year/97%, 0.7% degradation
annually, 25 years/82%
G5 +/-3% 10 years 1 year/97.5%, 0.7% degradation
annually, 25 years/ 80.7%
G6 +/-3% 10 years 12.5 years/90%, 25 years 80%
G7 +/-3% 10 years 1 year/97%, 0.7% degradation
annually, 25 years/80.2%
G8 +/-3% 10 years 12 years/90%, 25 years/80%
G9 0/+5W 10 years 1 year/97%, 0.7% degradation
annually, 10 years/ 90%, 25
years/80%
G10 ±5W 12 years 5 years/95%, 12 years/90%, 18
years/85%, 25 years 80%
G11 +/-3% 10 years 1 year/97%, 0.6% degradation
annually, 10 years/92%, 25
years/83%
G12 +/-2% 10 years 1 year/97%, 0.7% degradation from
second year onwards
G13 0/+4% 10 years 1 year/ 97%, 0.7% degradation
annually, 25 years/80.2%
G14 0/+3% 10 years 5 years/95%, 10 years/90%,
15years/87%, 20years/83%, 25
years/80%
G15 +/-5% 5 years 10 year/90%, 25 year/80%
G16 0/+5W 10 years 1 year/97.5%, linear degradation,
25 years/ 80%
We consider the linear peak performance warranty to be in line with current market standards.
We also consider the positive nameplate capacity tolerance at the upper end of market
standards.
Though the acquisition of Wuxi Suntech Power Co., Ltd. by Shunfeng Photovoltaic International
Limited was finalised on the 7th of April 2014, Wuxi Suntech will continue to underwrite all the
product and performance warranties for the products manufactured in the past and contracts
entered no matter before or after the start of its restructuring phase on 20th March 2013. The
continuity of warranties on products manufactured in the past was issued in a Customer Warranty
Letter on Manufacturer’s home page on the 18th April 2014.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 113
10.3 Third party insurance
Suntech provided some informative material on third party insurance from SolarIf to cover
damages on the overall PV plant. The insurance includes the option for Inherent Defect Warranty
for covering further damages or defects on components, when manufacturer’s warranty is not
applicable. The optional inherent defect cover can be taken out up to a maximum period of 20
years. The insurance can be taken out worldwide and Suntech is certified from the 4th May 2013
until the 12th December 2014. Suntech provided the detailed terms and conditions of the third
party warranty, as well as references on the insurance broker and provider.
OST notes that the inherent defect cover only applies to PV-installations of at least 1 MWp.
Based on the nature of the potential insurance arrangements, an insurance advisor should
be engaged by a prospective purchaser to confirm arrangements are appropriate.
10.4 Product Liability Insurance
OST has sighted two product liability Insurance policies stipulated with:
Chubb Insurance (China) Company Limited on 10th March 2014
Yingda Taihe Property Insurance on 1st February 2014 (not applicable to Europe or the
UK)
10.4.1 Chubb Insurance (China) Company Limited
OST has reviewed the Liability Insurance policy taken out with Chubb Insurance (China)
Company Limited, effective from 10th March 2014 and valid until 10th March 2015.
The general liability insurance policy covers bodily injury (on persons or organisations) and
property damage arising out of the solar modules sold worldwide. Damages will be paid by
insurance in case the Manufacturer is legally obliged to pay.
The insurance coverage applies, provided that the occurrence of the damage is not before the
10th March 2014 and the claim is received within the expiry date of the agreement, although
extensions are possible in a list of circumstances. The policy endorsement coverage applies
worldwide.
A complex list of exclusions is reported for the policy that can be briefly summarized as follows:
Damages caused by aircraft products or arising from use of nuclear energy, pollutants,
tobacco, etc.; damages arising from act of terrorism or wars;
Damages connected with use of asbestos or biological agents;
Loss that has to be paid in relation with liability to an existing contract or agreement.
Loss, cost and expenses due to employment related practices or Employer’s liability
towards Employees.
Intellectual property laws and rights violation, enhancement, maintenance of any property.
Expected or intended damages.
The insurance policy has an aggregate premium limit of USD 10,000,000, which is progressively
reduced once a claim is paid, and a limit of USD 10,000,000 for each claim occurrence.
Although the documentation on liability insurance was provided specifically for PV cells, modules
and PV systems, which were all referred to as the ‘Product’, the wording of the document is not
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 114
clear about the underperformance of the ‘Product. In particular, the policy excludes ‘Damage To
Your Product’, where ‘Your Product’ is defined to mean goods or products manufactured by
Suntech. ‘Your Product’ also includes representations or warranties made at any time with
respect to the durability, fitness, performance, quality or use of ‘Your Product’. The policy defines
terms of coverage and exclusions only in a general way and not specifically related with the
Product’s application (e.g.: installation of modules on PV plants, roof-top or ground mounted,
etc.).
10.4.2 Yingda Taihe Property Insurance
Suntech has also provided details of a product liability insurance stipulated with Yingda Taihe
property insurance, with coverage in Japan. OST has not reviewed this product liability insurance
as it is not applicable to Europe or the UK.
We recommend that the terms of the Product Liability Insurance policies are reviewed by an
insurance advisor to confirm that the arrangements are appropriate.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 115
11 Environmental, Health and Safety Review
This section of the report discusses the findings of our desktop review of Suntech’s
Environmental, Health and Safety (EHS) management system, against relevant international
lender Environmental, Health and Safety (EHS) guidelines, namely International Finance
Corporation (IFC), World Bank, and the Equator Principles.
In order to manage their investment risks appropriately, project financiers and lending institutions
require their investments to comply with minimum environmental, social and health and safety
standards, and increasingly are seeking to ensure that their funds are ethically used, without
detrimentally impacting on the environment or society in which the project is located.
These standards are principally focussed on the potential impact and mitigation of environmental
and social risks associated with the direct development of projects; however, the standards also
require the responsible sourcing of materials and their supply chain. In general IFC and World
Bank EHS standards and guidelines are used as a benchmark to gauge potential environmental
and social risks, and therefore this review is based on compliance against these.
As presented below, the international standards emphasise the protection of workers and critical
ecological habitats. However, we have also included a more general appraisal against other
elements of these standards.
Suntech has provided OST Energy with the following EHS information:
Annual Reports to the Local Environment Authority (2013 and 2014) – Documents in
Chinese
EIA for cell manufacturing Facilities – Documents in Chinese
2014 Training Plan
ISO 14001
Suntech Group Management Policy
OHSAS 18001 Audit Report
OHSAS 18001 Certificate
Statement from Wuxi Environment Protection Agency – Document in Chinese
Recruitment and Hiring procedure
Training Procedure – Document in Chinese
Worker Organisation List – Document in Chinese
Worker Comments and Complaints Management Procedure
– Child and Young Labour Management Procedure
11.1 International Lender EHS Guidelines
Below is a summary of the principle international lender EHS guidelines that may be relevant for
project financing, based on the following institutions:
IFC/World Bank
Equator Principles
European Bank for Reconstruction and Development (EBRD)
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 116
11.1.1 IFC/World Bank
IFC, a member of the World Bank Group, is the largest global development institution focused
exclusively on the private sector in developing countries.
The International Finance Corporation (IFC) is an international financial institution which offers
investment, advisory, and asset management services to encourage private sector development
in developing countries. The IFC is a member of the World Bank Group and is headquartered in
Washington, D.C., United States. It was established in 1956 as the private sector arm of the
World Bank Group to advance economic development by investing in strictly for-profit and
commercial projects which reduce poverty and promote development.
The principal IFC guidelines and standards covering environmental, social, and health and safety
relevant to Suntech’s business are as follows:
Policy on Environmental and Social Sustainability (1st Jan 2012): this defines IFC's
commitments to environmental and social sustainability.
Performance Standards on Environmental and Social Sustainability (1st Jan 2012): this
defines clients' responsibilities for managing their environmental and social risks.
Environmental, Health, and Safety (EHS) - General Guidelines (30th April 2007)
EHS Guidelines for Semiconductors & Other Electronics Manufacturing (30th April 2007)
Environmental and Social Review Procedures (15th April 2013); this sets out how IFC
undertakes environmental and social reviews.
IFC Performance Standards identifies the required standards that IFC invested projects should
achieve and is therefore the principal reference document. The Performance Standards consist of
the following:
Performance Standard 1: Assessment and Management of Environmental and Social
Risks and Impacts
Performance Standard 2: Labour and Working Conditions
Performance Standard 3: Resource Efficiency and Pollution Prevention
Performance Standard 4: Community Health, Safety, and Security
Performance Standard 5: Land Acquisition and Involuntary Resettlement
Performance Standard 6: Biodiversity Conservation and Sustainable Management of
Living Natural Resources
Performance Standard 7: Indigenous Peoples
Performance Standard 8: Cultural Heritage.
With regards to ‘supply chains’ Performance Standard 1 states the following:
“Where the client can reasonably exercise control, the risks and impacts identification process will
also consider those risks and impacts associated with primary supply chains, as defined in
Performance Standard 2 (paragraphs 27–29) and Performance Standard 6 (paragraph 30)”.
One of the objectives of Performance Standard 2 is to “protect workers, including vulnerable
categories of workers such as children, migrant workers, workers engaged by third parties, and
workers in the client’s supply chain”.
The scope of application of Performance Standard 2 applies to workers engaged by the client’s
primary suppliers (supply chain workers), and specifically it requires the client to apply the
following requirements:
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 117
Where there is a high risk of child labour or forced labour in the primary supply chain, the
client will identify those risks consistent with paragraphs 21 and 22 above. If child labour
or forced labour cases are identified, the client will take appropriate steps to remedy them.
The client will monitor its primary supply chain on an on-going basis in order to identify any
significant changes in its supply chain and if new risks or incidents of child and/or forced
labour are identified, the client will take appropriate steps to remedy them.
Additionally, where there is a high risk of significant safety issues related to supply chain
workers, the client will introduce procedures and mitigation measures to ensure that
primary suppliers within the supply chain are taking steps to prevent or to correct life-
threatening situations.
The ability of the client to fully address these risks will depend upon the client’s level of
management control or influence over its primary suppliers. Where remedy is not
possible, the client will shift the project’s primary supply chain over time to suppliers that
can demonstrate that they are complying with this Performance Standard.
Performance Standard 6, also sets out the following requirements for Supply Chain:
“Where a client is purchasing primary production that is known to be produced in regions where
there is a risk of significant conversion of natural and/ or critical habitats, systems and verification
practices will be adopted as part of the client’s ESMS to evaluate its primary suppliers. The
systems and verification practices will (i) identify where the supply is coming from and the habitat
type of this area; (ii) provide for an on-going review of the client’s primary supply chains; (iii) limit
procurement to those suppliers that can demonstrate that they are not contributing to significant
conversion of natural and/or critical habitats (this may be demonstrated by delivery of certified
product, or progress towards verification or certification under a credible scheme in certain
commodities and/or locations); and (iv) where possible, require actions to shift the client’s primary
supply chain over time to suppliers that can demonstrate that they are not significantly adversely
impacting these areas.”
11.1.2 Equator Principles
The Equator Principles (EPs) is a credit risk management framework for determining, assessing
and managing environmental and social risk in Project Finance transactions. The EPs are
adopted by financial institutions and are applied where total project capital costs exceed US$10
million. The EPs are primarily intended to provide a minimum standard for due diligence to
support responsible risk decision-making.
The EPs are based on the IFC / World Bank Performance Standards on social and environmental
sustainability, as are presented above. The EPFI will only provide Project Finance and Project -
Related Corporate Loans to Projects that meet the requirements of Principles 1 – 10, as follows:
Principle 1: Review and Categorisation
Principle 2: Environmental and Social Assessment
Principle 3: Applicable Environmental and Social Standards
Principle 4: Environmental and Social Management System and Equator Principles Action
Plan
Principle 5: Stakeholder Engagement
Principle 6: Grievance Mechanism
Principle 7: Independent Review
Principle 8: Covenants
Principle 9: Independent Monitoring and Reporting
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 118
Principle 10: Reporting and Transparency.
11.1.3 EBRD E&S Standards and Guidelines
The European Bank for Reconstruction and Development (EBRD) is a multilateral development
bank, using investment as a tool to help build market economies and democracies in 30 countries
from central Europe to central Asia.
The EBRD adopted its first Environmental Policy back in 1991 and has been periodically
updated. The latest update is the May 2008 Environmental and Social Policy, reaffirming EBRD’s
commitment to ensure that the projects it finances are both socially and environmentally
responsible. The Policy specifies a set of 10 performance requirements (PRs) to which projects
are expected to meet in order to obtain financial support from the EBRD, as follows:
PR 1: Environmental and Social Appraisal and Management
PR 2: Labour and Working Conditions
PR 3: Pollution Prevention and Abatement
PR 4: Community Health, Safety and Security
PR 5: Land Acquisition, Involuntary Resettlement and Economic Displacement
PR 6: Biodiversity Conservation and Sustainable Natural Resource Management
PR 7: Indigenous Peoples
PR 8: Cultural Heritage
PR 9: Financial Intermediaries
PR 10: Information Disclosure and Stakeholder Engagement.
In addition to the above ten Performance Requirements (PRs) that set out the requirements and
standards the EBRD requires of its clients and projects, EBRD has set an Environmental and
Social Procedures (April 2010) which establishes the broad framework which governs how
projects are appraised and monitored by the Bank. Within the Environmental and Social
Procedures, EBRD requires supply chain issues to be considered when defining the scope of
Environmental and Social Due Diligence.
11.2 Suntech’s EHS Management
We have undertaken a review of available information relating to the EHS management system
against the above standards. The findings are presented under the following relevant IFC
Performance Standards categories:
Assessment and Management of Environmental and Social Risks and Impacts
Labour and Working Conditions
Resource Efficiency and Pollution Prevention
Community Health, Safety, and Security
Biodiversity Conservation and Sustainable Management of Living Natural Resources.
IFC Performance Standards associated with Land Acquisition and Involuntary Resettlement,
Indigenous Peoples, and Cultural Heritage are not considered relevant to this review.
Below is a summary of our findings based on the information provided by Suntech relevant to
EHS management.
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 119
11.2.1 Assessment and Management of Environmental and Social Risks and Impacts
Suntech has implemented an Environmental, Health & Safety (EHS) Management System. The
environmental component of which is based on the ISO 14001 – Environmental Management
System (EMS) standard. The Wuxi City manufacturing facility has been certified as compliant
with ISO 14001 by SGS System Certification on 28th August 2013 (certificate valid until 5th August
2015). Overall, the implementation of an ISO 14001 certified EMS demonstrates adequate
management of environmental risks.
External ISO 14001 audits are undertaken annually. OST has been provided with External Audit
reports to verify the requirements of ISO 14004 from 2013, which recommended certification and
identified no non-conformities, either minor or major at the facility.
Overall, the implementation of an ISO 14001 certified, formal EMS demonstrates adequate
management of environmental risks and meets the IFC Performance Standard 1.
11.2.2 Labour and Working Conditions
Relevant aspects of IFC Performance Standard include:
Child Labour – no employment of children and the identification of all persons under the
age of 18. Children under the age of 18 will not be employed in hazardous work.
Forced labour - no forced labour to be employed
Occupational Health and Safety - provide a safe and healthy work environment.
Non-Discrimination and Equal Opportunity - employment to be based on the principle of
equal opportunity and fair treatment, and not discriminating.
Grievance mechanism - provide a grievance mechanism for workers to raise workplace
concerns.
Worker accommodation - where worker accommodation services are provided ensure the
provision of basic services. Workers’ accommodation arrangements should not restrict
workers’ freedom of movement or of association.
Of the above the key issue identified with supply chains relates to child and forced labour, and
worker safety.
Suntech has provided OST with documents relating to its Labour Contract and we have been
informed by Suntech that they currently employ no workers under the age of 18. However, whilst
Suntech’s employment policy stipulates that the company will work with interns and students
between the ages of 16 and 18, the document does not state a specific age below which a
person may not be employed, or is regarded as a ‘child’. OST recommends that this is clearly
stated.
With regards to non-discrimination, Chinese Labour laws and government policies include
provisions to promote equal opportunity in employment. Suntech’s Recruitment Policy states that
‘Discrimination against race, ethnic groups, gender, age, nationality, religion and physiology is
forbidden.’ OST is also aware that Suntech’s Wuxi facility’s employees are entitled to become
members of various worker organisations, the names of these have been provided in Chinese
with no further detail on what support or benefits these organisations offer.
Suntech’s Wuxi facility does not provide any worker accommodation. The IFC’s requirements
with regards to ‘the quality and management of the accommodation and provision of basic
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 120
services, under the criteria of ‘Working Conditions and Management of Worker Relationship’ is
not considered for this manufacturer.
OST has not received any documents relating to Suntech’s formal H&S Policy or Management
System. However, the Suntech Wuxi Facility has been certified as compliant with ISO 18001
standards on 3rd September 2013 (valid until 1st September 2016), demonstrating a management
policy that ensures all employees create and maintain a safe and clean environment
Suntech’s has stated that there have been no accidents or incidents at the facility in the past 3
years; OST requests proof in this regard.
We have been provided with a detailed schedule of safety training for workers, as part of the EHS
Management system. OST has also been provided with Suntech’s Training procedure, however,
this document has been provided in Chinese, as such OST is unable to review the depth and
scope of the training provided to employees. The training programmes effectiveness is evaluated
on an annual basis.
Overall, OST considers that, in general, the Suntech Wuxi facility meets with the IFC
Performance Standard 2, with relevance to supply chain. However, we recommend provision of
the incidents and accidents records from the past three years.
11.2.3 Resource Efficiency and Pollution Prevention
The EHS Guidelines (for both General and for Semiconductors & Other Electronics
Manufacturing) covers the following environmental aspects:
Air Emissions and Ambient Air Quality
Energy Conservation
Wastewater and Ambient Water Quality
Water Conservation
Hazardous Materials Management
Waste Management
Noise
Contaminated Land.
We have received a copy of the EIA for cell manufacturing facilities, and the Annual
Environmental Reports to the local Environmental Authority from the Suntech Wuxi facility for
2014. However, these documents have all been provided in Chinese, therefore OST is unable to
fully review the information. OST has, however, been informed that all reports state that the
factory meets all government requirements and therefore are in line the IFC Standards with
regards to air emissions, wastewater discharges and waste gas levels. OST has also been
informed that there have been no fines or notifications raised against Suntech’s Wuxi facility from
the Government or Local Authority.
Suntech has confirmed that they comply with environmental laws and legislation, and have
provided a Certificate of Compliance from the relevant local Environmental Protection Authority
for their Wuxi facility in Chinese, which cannot be fully reviewed, however we have been informed
that it confirms that they comply with environmental laws and legislation and that there are no
environmental or administrative penalties for the site.
IFC Environmental and Social Sustainability Performance Standard 3 also includes requirements
for the implementation of technically and financially feasible and cost effective measures for
Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 121
improving efficiency in its consumption of energy, water, as well as other resources and material
inputs, with a focus on areas that are considered core business activities.
OST has not received any specific details of efficiency measures that have been implemented at
the Suntech Wuxi facilities, or the quantifiable results this has had in terms of resource efficiency.
Overall we consider that in general the Suntech Wuxi facility meets the requirements of IFC
Performance Standard 3 as relevant for a primary supply chain. However, we request evidence
of having on-going compliance with the relevant Environmental Protection Authority in English, in
addition to providing all relevant documentation with regard to resource efficiencies which have
been implemented on-site.
11.2.4 Community Health, Safety, and Security
The implementation of Suntech’s EHS management system, discussed above, would include the
health, safety and security of the local community. However, it is acknowledged that incidents
can still occur that have the potential to impact the local community.
Suntech has not provided any information demonstrating their support and involvement in
community based (CSR) projects through the provision of outreach programmes, public welfare
and voluntary activities.
Overall we consider that Suntech meets the requirements IFC Performance Standard 4 as
relevant for a primary supply chain. However OST recommends that the Wuxi facility investigates
how they can further involve the local community with specific regard to the promotion and use of
Solar PV, community development and education. We advise demonstrating this standard via
the implementation of a formal CSR policy, which will measure quantifiable benefits to the local
community.
11.2.5 Biodiversity Conservation and Sustainable Management of Living Natural Resources
We consider that Suntech meets the requirement set out in IFC Performance Standard 6 with
respect to supply chain, since this aspect focusses on agricultural activities and/or the
consumption of natural resources, such as animal husbandry, wood and natural fibres etc.
11.3 Conclusion
Following our review of information provided, we consider that the Suntech Wuxi production
facilities are, in general, in-line with international lender requirements, based on IFC and World
Bank standards, for a primary supply chain.
We recommend that Suntech provides English versions of all requested documentation in order
for a full review to be carried out. We do not require a full translation of the EIA, whowever, if an
English version of the EIA non-technical summary (NTS) is available please provide. We also
recommend that information and company policy regarding continuing efficiency measures is
provided in order to further demonstrate Suntech’s compliance with IFC Performance Standard 3.
OST also recommends that Suntech implements and demonstrates a robust CSR policy at their
Wuxi facility which will measure quantifiable benefits to the local community, with specific focus
on the promotion and use of Solar PV, community development and education.

Wuxi Suntech PV Modules - Technical Review
October 2014 │ 00583 - v2.0 Final 122
UK ITALY
OST Energy / BioEnergy / Environment Ltd
Suite 1, 9th Floor
Tower Point, 44 North Road
Brighton, BN1 1YR, UK
+44 (0)1273 819 429
OST Italia S.r.l
Via Ugo Bassi 3
20159 – Milano
Italy
+39 02 8456 7034
SOUTH AFRICA AUSTRALIA
OST Energy Africa (Pty) Ltd
Safmarine House, 1st Floor
22 Riebeek Street
Cape Town, South Africa
+27 (0)71 639 4462
OST Australia (Pty) Ltd
Suite 126, 117 Old Pittwater Road
Brookvale, NSW 2100
Australia
+61 488 065151