Embed Size (px)
Citation preview

Drilling, Reaming and GrindingIntroductionGrinding, drilling and reaming are some of the oldest and most fundamental manufacturing processes still used in modern times. They are, in essence, extremely simple material removal processes that use many small cutting surfaces as opposed to a single cutting surface. This report is a description of these processes and summary of their most common variants and applications. It will also cover the limits of accuracy, efficiency, size, shape and materials that these processes can be used on.
DrillingProcess and VariantsDrilling is the “use of a rotating multi-point drill to cut a round hole into a work piece” (Tooling U SME, 2013). The process begins with a centre hole being made on the work piece. The centre hole is a small indent on the surface of the work piece that marks the spot to be drilled. It is used to stabilise the drill bit as it enters the material and reduces the feed force required. The centre hole is made using a centre punch, spot drilling, spot facing or forging a mark into place. For manual operations, an upright drill press, radial drill press or hand drill is commonly used. For automated operations, Computer Numeric Control (CNC) Machines are used. Using an upright drill press, the drill is moved in and out of the material to remove swarf and prevent the apparatus from jamming.
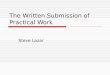
Restrictions on Shape and Size/Material CompatibilityThe most common drill bit is the Jobbers, or “Twist” drill bit. A diagram of this drill bit is shown below. There are two important features that define the size of the drill bit; the diameter of the bit and the flute length. The flute length is between 9 to 14 times the diameter of the drill bit. They are important as the flute length determines how deep can the bit drill into a material and the diameter determines the size of the hole.
Figure 1: Jobbers Drill Bit (Schey, 2000)
A drill bit can be made in any size to order. However, the BS 328 defines metric drill bit sizes from 0.2mm to 25.0mm in diameter and the ANSI B94.11M-1979 defines sizes from 1/64th inch to 1 inch in 1/64th increments. These standards are important as they allow standard gauges to be stocked and sold easily. Drill bits are not just limited to circular shapes. Instead there are a whole host of different bits, used to drill different types of holes or through different materials. Some examples are the gun drill bit, the Forstner drill bit, the spade drill bit and the indexable insert drill bit. Technically, we can apply drilling on any material we want. But usually, this process is used for major construction materials; metals, woods and cements.

Group 13 Drilling, Reaming and Grinding
Accuracy and RepeatabilityIn terms of accuracy and repeatability there are two important tolerances to note: locational tolerance and size tolerance. Locational tolerance measures how far the centre of the drill bit deviates from the ideal centre. This depends on the type of drilling apparatus used. Computer Numerical Control (CNC) machines have much better tolerances compared to manual operations due to its high precision. The table overleaf shows that as the diameter of the drilled hole increases, the size tolerances increase as well. The size tolerance also increases as the drilling depth increases. This is because at greater depths, the drill bit tends to drift due to vibrations (Schey, 2000).
Surface DetailSurface roughness is defined as the quality of finish of a material or workpiece after the manufacturing process applied to it. There is a direct relation between the surface quality of a drilled hole and parameters like cutting speed, the feed rate of the drill and whether a lubricant, or “cutting fluid” is used or not. Surface roughness increases proportionally with the feed rate. In order to increase the efficiency in manufacturing, it is necessary to remove high quantities of chips. The increasing demands for greater productivity at manufacturing facilities results in the need for high feed rates. As cutting temperatures and feed rates increase, tool life decreases and surface finish worsens (Dhar, Ahmed, & and Islam, 2007). Increasing the cutting speed improves the surface finish by decreasing the magnitude of the cutting forces, this improves the surface quality of the drilled holes. The poorest surface roughness is achieved using “dry” drilling processes that do not use a cutting fluid. Less roughness occurs when cutting fluid is used because cutting fluids reduce contact between the bit and the material.
Production EconomicsIn the production economics of drilling the first factor that will influence efficiency is the material of the work piece. Some materials are very hard so we drill bits that are made of stronger material are required, these are often more expensive. In addition to that, more energy and time is used to drill which leads to inefficiency. Secondly, the depth and diameter has an influence as well. Usually, we will use the ratio of depth and diameter to describe a hole. The larger the ratio is, the more difficult it is to drill because it is very hard for some chips to get out from the hole which will damage the work piece and drill bit. The process requires low tooling costs and for manual operations, can be operated by an unskilled operator. This process produces a lot of swarf (debris) which is wastage of precious material.
ReamingProcess and Variants:Reaming is a manufacturing process whereby a previously made hole is enlarged and finished to accurate dimensions. It is performed predominantly on metal using a rotary cutting tool called a reamer, either by hand or using a machine such as a lathe or CNC machine. Drilling and other hole forming processes often leave poor surface finishes and are therefore not suited to manufactured products that require extremely tight tolerances (Wikipedia, 2013). Through reaming, a holes surface finish can be smoothed and tolerances tightened, enabling more precise manufacturing. This is especially relevant as the need to manufacture to tight tolerances and increased precision has increased with the introduction of CAD (computer aided
Page 2 of 8

Figure 2: Diagram showing a common reaming operation (http://www.custompartnet.com/wu/hole-making)
Figure 3: Picture of a square shank hand reamer (http://www.engineeringsupplies.co.uk/29mm-square-shank-hand-reamer-p-3793.html)
Group 13 Drilling, Reaming and Grinding
design) and CAM (computer aided manufacture), which allows extremely detailed parts to be designed.
The process of reaming has similarities to that of drilling, in that a tool (a reamer) is rotated and inserted into a workpiece, removing material; it is important to remove these chips of material quickly as they can end up getting ground back against the reamed surface, degrading the surface finish. The difference in the process is that reaming can only be performed on an existing hole; you cannot start a hole with a reamer as it has a flat end rather than a cutting edge. A reamer usually has 4 to 8 flutes compared to 2 to 3 for a drill bit, and also has a much larger pitch than a drill bit. However similar they may look, reamers are markedly different to drill bits and actually have more in common with grinding, both being finishing processes.
There are many different types of reamers for a wide range of applications. Some of the more common variants are: straight reamers, which are the most common and simplest form of reamers. Their only function is to improve the surface finish on the inside of drilled holes. Machine reamers have a short taper, as the reamer can be accurately pre aligned. These are used in machines such as lathes and many CNC machines. Hand Reamers have a longer taper than a machine reamer to make it easier to start the process by hand power. Tapered reamers are used to finish tapered holes. These are common in the aircraft industry where a taper pin is used as a self-tightening device to join two pieces of material together (such as two wing sections in a glider). Combination reamers have a specific shape to ream multiple internal diameters in a workpiece using only one tool. These are only used for complex parts in industry to reduce the number of turret operations (Wikipedia, 2013).
As well as these different types of reamers, there are a number of flute styles that are used in industry; straight flute reamers (with a pitch of 90⁰) are used for a wide variety of applications. In blind-hole applications, the chips produced are not drawn out naturally and so non-chip forming materials such as bronze and cast iron are preferred. In through-hole applications, where a hole has been made through a piece of material, chips will be forced out through the other side of the hole when coolant is used. Right hand spiral reamers are the most common spiral flute reamer. They are designed to pull chips and coolant out of the hole and so are ideal for blind-hole applications where the hole is not made through the entire piece of material. Left hand spiral reamers are only used in through-hole applications as the spiral means that chips and coolant are forced in front of the reamer. In a blind-hole the chips would gather at the bottom of the hole and prevent the reamer from attaining its target depth (Tools-n-Gizmos, 2007).
Page 3 of 8

Group 13 Drilling, Reaming and Grinding
Reamers are usually made of two materials; HSS (High Speed Steel), a tool steel with approximately a 0.7% Carbon content, and Tungsten Carbide. Tungsten Carbide tools are usually harder than HSS, a 9-9.5 on the Mohs scale compared to 7.5-8 for HSS. HSS can be strengthened by adding 5% to 8% of cobalt. This also increases the wear resistance.
The advantages of tungsten carbide are that it can withstand much higher temperatures than standard high speed steel tools. This allows for higher cutting speeds to be utilized. Under similar applications, a tungsten carbide tool has a cutting speed between 4 to 12 times faster than high speed steel (this of course depends on the operation and type of material being machined). The productivity of machining is proportional to cutting speed and so increases with the use of tungsten carbide. A major disadvantage of Tungsten Carbide is that it is very brittle and can shatter under lateral stresses, which takes away from the advantage of a longer tool life for Tungsten reamers (Tools-n-Gizmos, 2007). However, for high performance applications where CNC machinery is used to reduce any errors resulting in lateral stress it is ideal.
Restrictions on Shape and Size/Material CompatibilityAny material that already contains a hole can be reamed, but for most applications, this is limited to common construction and manufacturing materials such as metal, wood and cement. Reamers, like drill bits, are standardised by the BS 328 and ANSI B94.11M-1979 standards, and, while usually cylindrical, can have other profiles, such as conical reamers.
For some hard materials, only a tungsten carbide tool can be used. This is because other tools would wear away too quickly, such as when machining stainless steel in a large quantity production. Because of its hardness, tungsten carbide tools also maintain a sharp edge and so maintain a better finish on parts. A disadvantage of this being that when a carbide tool eventually needs to be sharpened super-abrasive grinding is needed (such as a synthetic diamond grinding wheel).
Accuracy and RepeatabilityReaming is usually done to a fairly tight tolerance. Since it is a material removal process, reamed holes can only be larger or equal in size to the reamer itself. The use of lubrication has a significant effect on the accuracy of a reaming process, lubricated, or “wet” reaming has a tolerance of approximately +0.025mm, whereas “dry” reaming has a tolerance of +0.030mm. Since “dry” reaming can seriously damage a reamer, “wet” reaming is much more repeatable than “dry” reaming and hence cutting fluid is normally used (Wikipedia, 2013)
Surface DetailReaming is a finishing process, closely related to grinding as well as drilling. The reaming process removes a small amount of material (typically 5% of the amount of a similar sized drill bit) and leaves a very smooth surface. Typical surface finishes of reamed holes are in the region of 0.8-3.2 µm, compared to 1.6-6.3 µm for drilled holes (Booker, 2013)
Production EconomicsTungsten carbide reamers can stay sharp for up to 10 times longer than their HSS counterpart (http://www.firearmsid.com/feature%20articles/rifledbarrelmanuf/barrelmanufacture.htm 12/12/13). This makes it more efficient for long production runs because using HSS, production would need to be stopped more often to change and sharpen the tool. Another result of minimal wear to tungsten carbide cutting edges is the consistent quality of hole size and surface finish produced by these tools. HSS can produce a good finish at the start of its life but this
Page 4 of 8

Group 13 Drilling, Reaming and Grinding
declines much more rapidly than that of carbide. The efficiency of any reaming process closely depends on the material of the workpiece, type of reamer used and the local application. For example a small company reaming a relatively soft material in small production runs will find HSS to be more cost efficient. This is because a good tool life can be achieved when machining softer materials and free cutting steels so the outright cost of the tool will affect the production economics more than any long-term benefits of carbide. Whereas a large production run using hard materials will find tungsten carbide to be more efficient.
A fact worth taking into consideration for the economics of reaming is there is a noticeable difference between the price of a high speed steel reamer and a tungsten carbide reamer. For example, a HSS 4mm straight shank reamer costs £15 and a Tungsten Carbide version costs £40. (Cromwell Industries, 2013)
GrindingProcess and VariantsGrinding is a manufacturing process whereby an object is rubbed with an abrasive material, usually to change its shape of surface roughness. Grinding is usually used as a final finishing process, but is also used as a manufacturing process in itself; for instance, it is used to shape glass into lenses (Malkin/Guo, 2008). In modern grinding, this abrasive is usually a grinding wheel, or a specialist grinding tool shaped for a specific use; available shapes include cups, cones and spheres (Norton Industrial, 2013). Grinding wheels and other grinding tools are composed of grains of a hard abrasive material held together by a flexible bonding agent such as resin or rubber, the grains and bonding agent are mixed and compressed at high pressure into appropriately shaped moulds and then baked in industrial ovens at slowly increasing temperatures; resulting in a hard, rocklike substance (How It’s Made, 2004). Wheels can be manufactured for specific purposes and are classified by factors such as porosity, grain material and grain fineness.
The most common abrasive materials are silicon carbides and aluminium oxides, superabrasive grinding wheels are composed of synthetic diamond or CBN (Cubic Boron Nitride), and are used to grind harder or more brittle materials than conventional abrasive wheels. Each abrasive grain is a microscopic cutting tool which remove a small amount of material from the object, and therefore the grains make up a single cutting surface across the surface of the wheel, they wear down the asperities of the workpiece, resulting in a smoother surface finish (Malkin/Guo, 2013). The excess material is removed as dust and debris, which is washed away by “grinding fluids”, which are sprayed on the object during the grinding process. Due to the heat and friction grinding produces, “straight” mineral based and “soluble” water based oils are used as combined lubricants and cooling fluids (Malkin/Guo, 2008). Grinding blunts the abrasive grains and changes the shape of the wheel, meaning the wheel needs to be “dressed”, breaking away the outer layer of the wheel with a tool known as a “wheel dresser”, until the wheel surface is clean and sharp (listoftools.com, 2013)
Some of the more common variants of grinding are: straight surface grinding, where the face of a grinding wheel is pressed against the surface being grinded, the grinding wheel is rotated about a drive dog or centre driver, and the workpiece is supported by either a vacuum or magnetic chuck on a reciprocating table (Wikipedia, 2013). Cylindrical grinding is used to grind curved surfaces, internal cylindrical grinding is used to grind the inside of the curved surface, external cylindrical grinding is used to grind the outside of the curved surface (Malkin/Guo, 2008). Creep feed grinding is a grinding process used to remove large amounts of material
Page 5 of 8

Group 13 Drilling, Reaming and Grinding
quickly using deep cuts with the wheel as the material is fed in slowly (wikipedia.org, 2013). Centreless grinding is used to grind cylindrical objects by rotating them between a grinding roller and a regulating roller while supporting the object with a blade (Malkin/Guo, 2008). Finally, electrochemical grinding is a newer process that can only be used on hard metals, in electrochemical grinding the grinding wheel is a metallic disc studded with abrasives, and the lubricant is replaced with an electrolyte solution. The object being ground is positively charged, and the wheel is negatively charged; a redox reaction occurs and the surface of the object is oxidised. This oxide is weaker than the metal and requires less force to remove, this means the wheel needs to exert less pressure and spin at a lower speed, this results in smoother, truer surfaces than traditional mechanical grinding, since the wheel does not exert forces of sufficient magnitude to cause significant elastic deformation in the material (Wikipedia, 2013).
Figure 4: Diagram of grinding machines in operation, thefreedictionary.com/The Great Soviet Dictionary (2013/1979)
Restrictions on Shape and Size/Material CompatibilityWhen a piece is grinded the wheel or tool is spun about its axis and either held against the object, or the object is held against the cutting surface of the wheel (Malkin/Guo, 2008). Grinding machines range from small, handheld tools for delicate precision work, to large industrial machines used for heavy duty grinding in steel mills, this, combined with the variety of available wheel geometries and configurations means that there are nearly limitless variants and applications of grinding, and the sizes and shapes it can produce.
Grinding as a process is compatible with almost every material. In fact, grinding is the only way to machine materials like glass, which are too brittle for other machining processes. There are some limits however; for instance, synthetic diamond wheels cannot be used to grind steels, because the heat produced by grinding, and the carbon the diamond is composed of, causes the steel to undergo “graphitisation”, a process whereby the steel decays into a brittle iron/graphite mixture (Foulds/Viswanathan, 2001). As such CBN is used exclusively for ferrous metals. Despite this, everything from sewing machine components, to drill bits, to blocks of stone can be grinded.
Page 6 of 8

Group 13 Drilling, Reaming and Grinding
Figure 5: Handheld grinding tools, arabianOilandGas.com (2009) Figure 6: Reciprocating surface grinding machine, mechlook.com (2009)
Accuracy and RepeatabilityElastic deformations and deflections caused by grinding forces are the main source of inaccuracy in grinding (Malkin/Guo, 2008). Despite them, however, grinding is a very accurate, if inefficient and wasteful, process. For common use, the tolerance of grinding is between 2.5-25 µm, but this varies depending on the size of the workpiece, the greater the dimensions of the workpiece, the greater the tolerance of the grinding process (Booker, 2013). The accuracy of the grinding process also varies depending on the grinding process used, e.g. the typical tolerance for surface grinding is ±5 µm, whereas the typical tolerance for cylindrical grinding is ±13 µm (Wikipedia, 2013). Grinding has become more accurate and repeatable with the advent of AC (Adaptive Control), wherein the workpiece and grinding process itself is computer monitored in real time and, since the process is also computer controlled, can be adapted to compensate for any deflections in the piece that may cause inaccuracies (Malkin/Guo, 2008).
Surface DetailAs well as being very accurate, grinding is also the only process that can produce the necessary surface finishes for applications such as precision bearings (Malkin/Guo, 2008). Surface roughness ranges between 0.1-1.6 µm for common use, lower on average than many manufacturing processes such as casting and forging (Booker, 2013). In recent years grinding has become more efficient; firstly, as other manufacturing processes become more accurate and produce products that require less finishing, meaning less grinding is necessary, and less material is wasted; secondly, with computer optimisation, a computer program can calculate an optimum grinding process from the parameters of the process, and computer control ensures the piece is ground to the optimum surface finish (Malkin/Guo, 2008).
Production EconomicsThere is a complex equation for determining the total cost of grinding an object which shows that the majority of the individual costs vary depending on the speed of the wheel.
Page 7 of 8
Figure 7: Equation showing the total cost per piece of a grinding process, IITK (2013)

Group 13 Drilling, Reaming and Grinding
Therefore, there is an optimum speed for each grinding process to minimise costs; this speed must be calculated for each individual grinding process, (IITK, 2013).
ConclusionDrilling, reaming and grinding are all processes that removes a small amount of material using multiple cutting surfaces to change the shape or surface finish of a workpiece. However, while drilling and reaming are focussed on holes, grinding is used on whole outer surfaces of manufactured parts. They also all use tool pieces that spin about an axis. All three processes have relatively low tolerances that increase with the dimensions of the workpiece, but are all wasteful and inefficient processes. Similarly, all three processes are made more efficient through the use of computer control and lubricants. While all three processes are technically compatible with a wide range of materials, and have no limit on size and shape, for all practical purposes grinding is the most versatile.
References Arabian Oil and Gas Staff, http://www.arabianoilandgas.com/article-5291-safety-tools-releases-new-
range/#.UotTRSpNwqs (Safety Tools releases new range(, Arabian Oil and Gas, 19 April 2009 Bawa H.S., Manufacturing Processes – I, Tata McGraw-Hill, (2006) Dhar, N., Ahmed, M., & and Islam, S. (2007). An experimental investigation on effect of minimum
quantitylubrication in machining AISI 1040 steel. International Journal of Machine Tools & Manufacture Vol 47.
Dr Julian Booker, “DESIGN AND MANUFACTUREV 1- Engineering Drawing Handout”, University of Bristol, 2013
http://en.wikipedia.org/wiki/Drilling (12/11/13) http://en.wikipedia.org/wiki/Grinding_(abrasive_cutting) (2/11/13) http://en.wikipedia.org/wiki/Reamer (2/11/13) http://www.firearmsid.com/feature%20articles/rifledbarrelmanuf/barrelmanufacture.htm (12/12/13) Engineers Edge LLC. (1 November, 2013). Engineers Edge LLC. Retrieved from Engineers Edge LLC Drill
Tolerances: http://www.engineersedge.com/manufacturing/drill-mechanical-tolerances.htm Foulds/Viswanathan, “Journal of Materials Engineering and Performance, Volume 10 Issue 4”, Springer
Science+Business Media, August 2001 http://encyclopedia2.thefreedictionary.com/Grinding+Machine, thefreedictionary.com (The Great Soviet
Dictionary), 2013 (1979) http://home.iitk.ac.in/~jrkumar/ME%20361/Grinding%20and%20Economics%20of%20Machining
%20Operation.pdf, “Grinding and Economics of Machining Operation”, Indian Institute of Technology Kanpur, publishing date unknown, accessed online 2013
http://www.listoftools.com/grinding_operations/truing_and_dressing_the_wheel.html, 2013 http://www.nortonindustrial.com/, 2013 http://www.tools-n-gizmos.com/info/Reamer_Basics.html (Reamer Basics), Tools-N-Gizmos.com, 2013 http://www.youtube.com/watch?v=ggMi0Ym6fnM, “How It’s Made: Grinding Wheels”, Science Channel,
2004 https://www.cromwell.co.uk/index.php?
search_all=reamer&search.x=0&search.y=0&p=advancedsearch&q=0 (Search Products: Reamers), Cromwell Industries, 2013
Schey, J. A. (2000). Introduction to Manufacturing Processes. In J. A. Schey, Introduction to Manufacturing Processes (pp. 674-676). McGraw-Hill Higher Education.
Stephen Malkin/Changsheng Guo, “Grinding Technology- Theory and Applications of Machining with Abrasives”, Industrial Press Inc., 2008
Tooling U SME. (1st December, 2013). Tooling U SME. Retrieved from http://www.toolingu.com/definition-200110-12893-drilling.html
Vishnu, http://www.mechlook.com/types-of-grinding-machines/ (Types of Grinding Machines), mechlook.com, 21 August 2009
Page 8 of 8