Embed Size (px)
Citation preview
WP 3 Advanced Biomass
Conversion
Levulinic Acid production from lignocellulose biomass: comparison of the DIBANET proposed design with the Biofine process for the acid hydrolysis route to Levulinic AcidDonncha Haverty, Karla Dussan, Dr. Anna V. Piterina, Dr. Buana Girisuta, Dr. D. Hayes, Dr. J. Leahy, Prof. M. Hayes
Overview
• Capabilities developed at Carbolea during DIBANET• Context
– Limiting factors in LA production – Existing chemical processes for levulinic acid production
• DIBANET pretreatment as the basis of an improved acid hydrolysis process
• The design• Comparison with Biofine
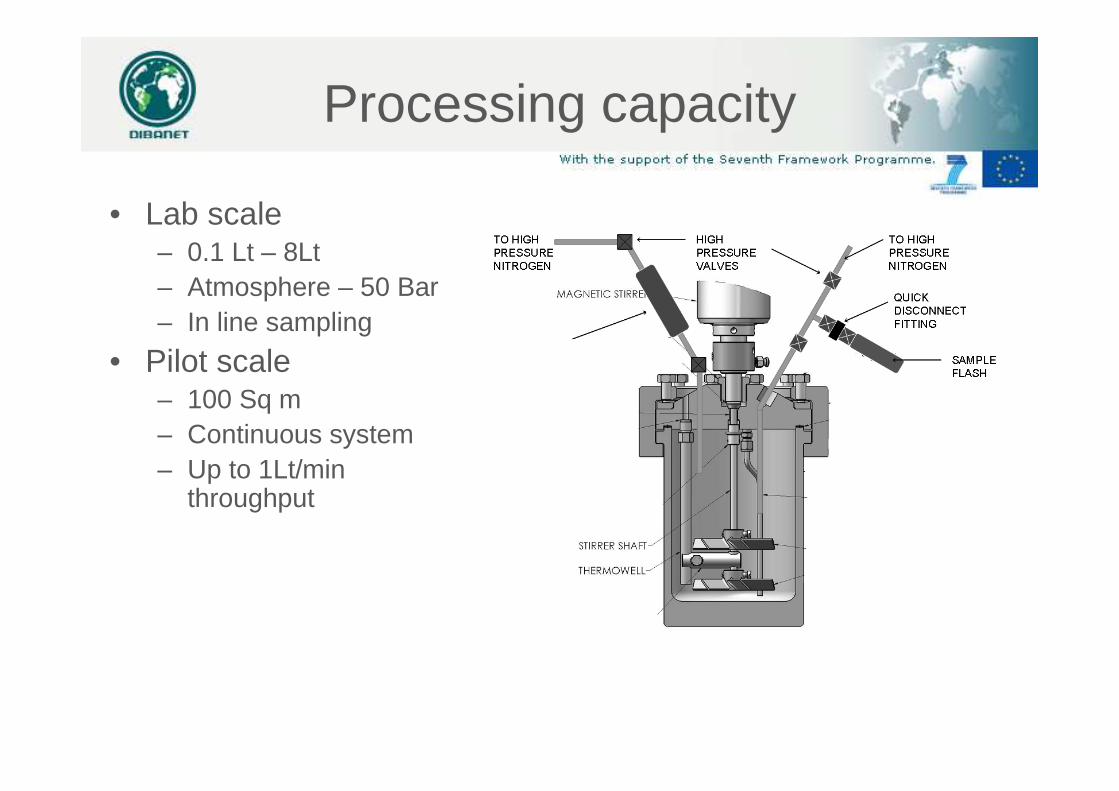
Processing capacity
• Lab scale – 0.1 Lt – 8Lt – Atmosphere – 50 Bar– In line sampling
• Pilot scale – 100 Sq m – Continuous system – Up to 1Lt/min
throughput


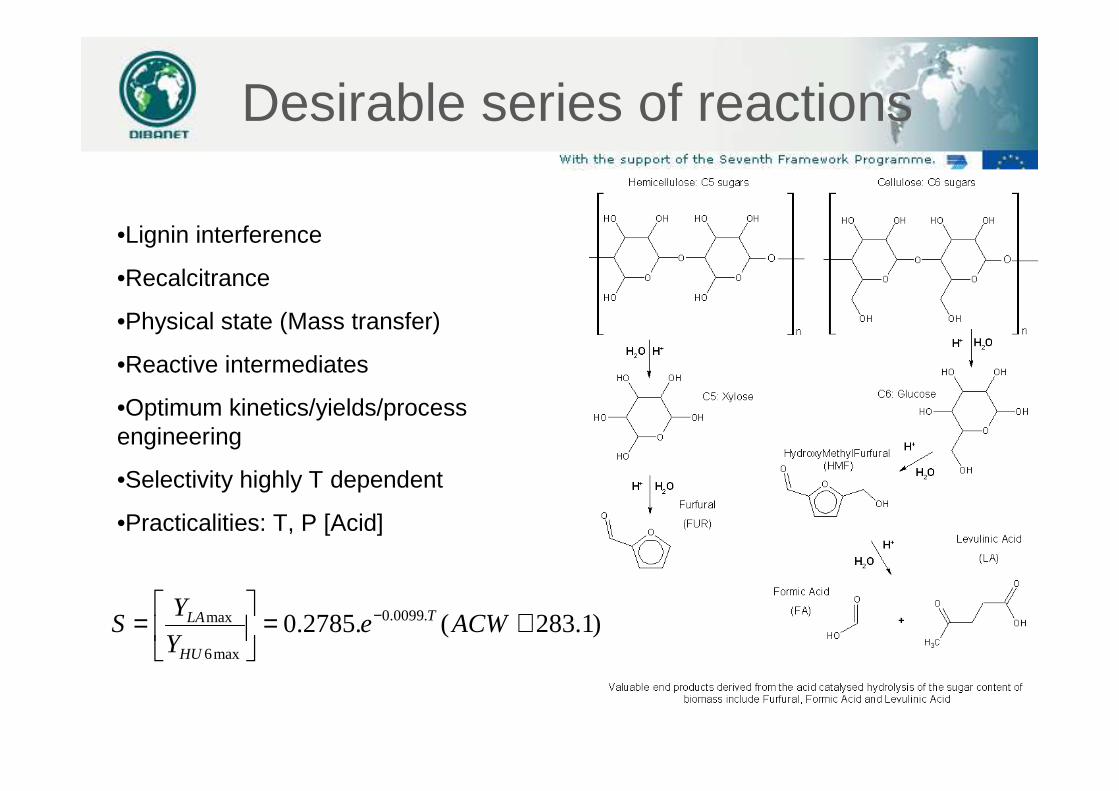
Desirable series of reactions
•Lignin interference
•Recalcitrance
•Physical state (Mass transfer)
•Reactive intermediates
•Optimum kinetics/yields/process engineering
•Selectivity highly T dependent
•Practicalities: T, P [Acid]
)1.283(.2785.0 .0099.0
max6
max +=
= − ACWe
Y
YS T
HU
LA
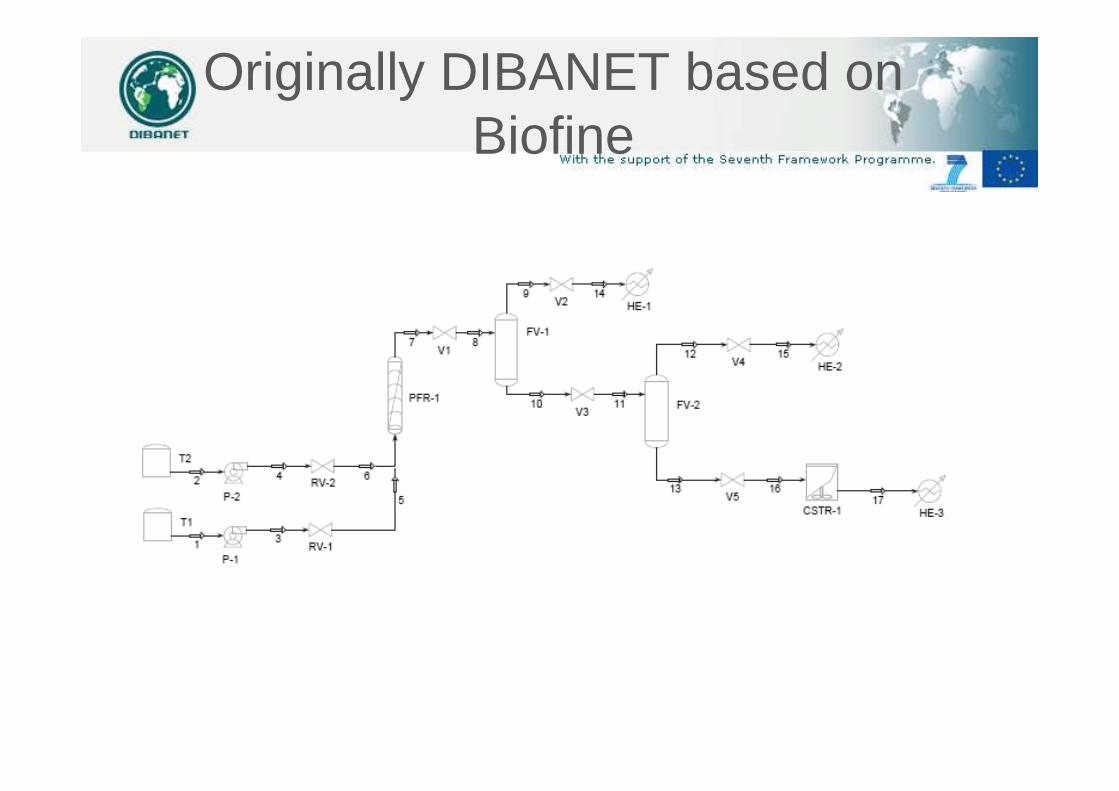
Originally DIBANET based on Biofine
Areas for improvement
• Hydrolysis of Cellulose limiting (high energy input)• Multiple components • Acid effect on process equipment• Desirable products not stable under process conditions• Low through put (95% water) • Energy intensive • Post processing complicated by the sulphuric acid• Scalability (high pressure CSTR)
The Context
• Is there a process to :– Reduce Mechanical energy inputs (Grinding, Chopping)– Reduce Energy inputs (heat)– Increase LA Yields– Environmentally sustainable– Cost effective
• Capital, energy, rendering of output streams
– Encompasses the best attributes of different approaches: fractionation, reduced recalcitrance etc
Pretreatment
• Feasible means of fractionating the biomass• Renders the cellulose to a high surface area form.• From 5 to 7.5% peroxide and high mass loadings
– > 90% lignin removal in 5 min– > 85 % Hemicellulose converted to monomeric sugars in the
liquor in 5 min– > Homogeneous cellulosic feedstock for hydrolysis
• The system is auto-thermal: temperatures of 110oC without external heat
• Resultant cellulose is 10-12 times more digestible
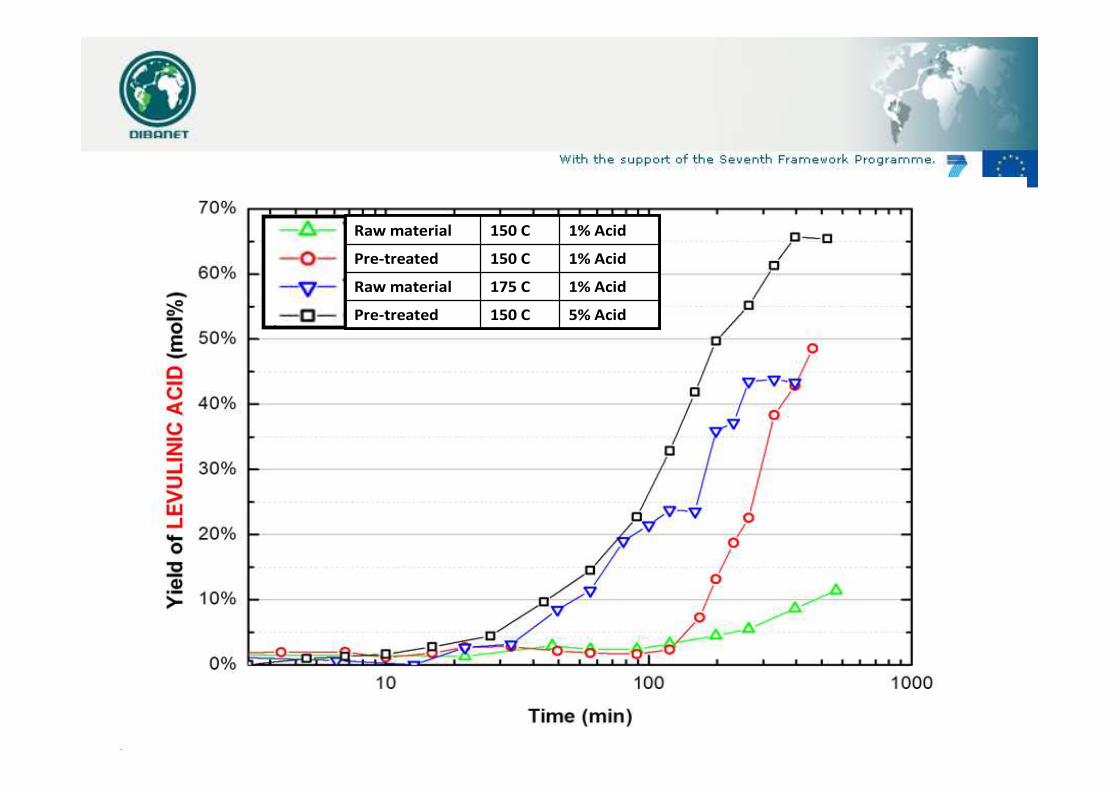
5% Acid150 CPre-treated
1% Acid175 CRaw material
1% Acid150 CPre-treated
1% Acid150 CRaw material
5% Acid150 CPre-treated
1% Acid175 CRaw material
1% Acid150 CPre-treated
1% Acid150 CRaw material
Avicel
Raw (non-treated) biomass)
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.1
1.2
1.3
0 0.45 1.5 7 24 48 72
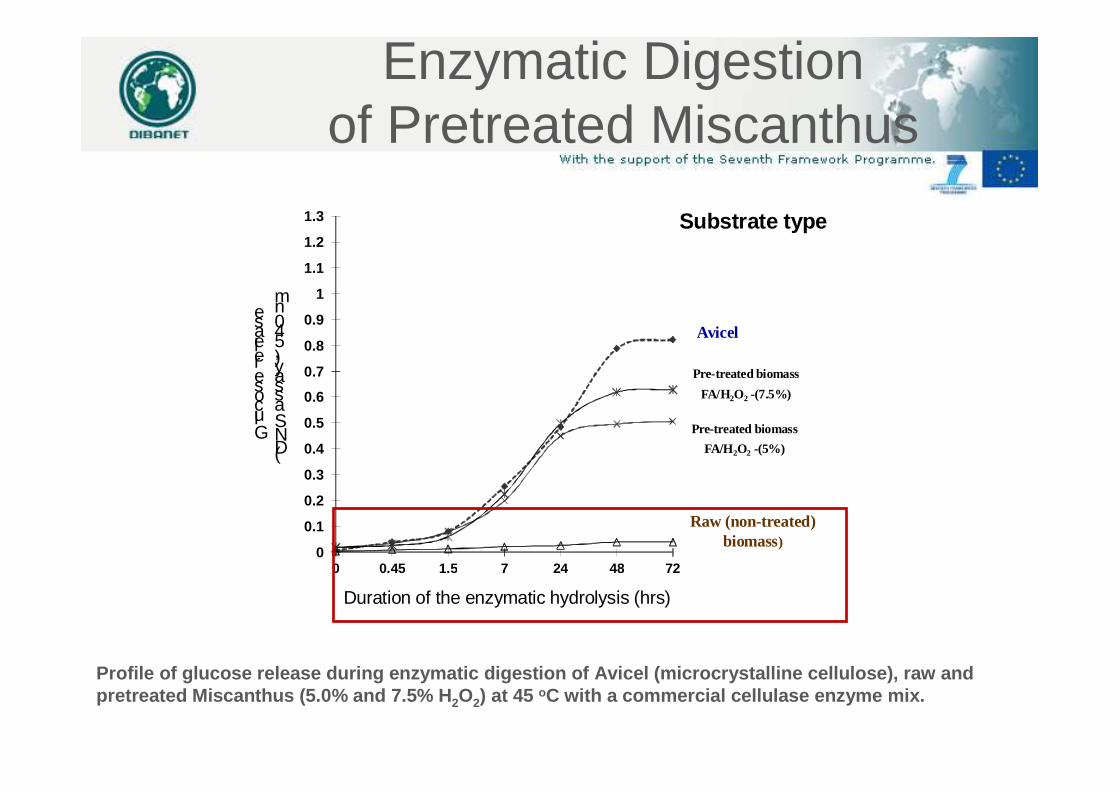
Glucose release
(DNS assay), 540 nm
Duration of the enzymatic hydrolysis (hrs)
Substrate type
Pre-treated biomass
FA/H2O2 -(5%)
Pre-treated biomass
FA/H2O2 -(7.5%)
Profile of glucose release during enzymatic digestion of Avicel (microcrystalline cellulose), raw and pretreated Miscanthus (5.0% and 7.5% H2O2) at 45 oC with a commercial cellulase enzyme mix.
Enzymatic Digestion of Pretreated Miscanthus
Design Proposal Basis
• Pre-treatment to yield two streams - > Cellulose rich sludge- > FA liquor with dissolved C5 sugars and Lignin
• Liquor is fed to CSTR for conversion of C5 to furfural- > [FA] affects conversion
• The mixture is cleaned of humins and silicates • Various evaporation and water addition steps are used to precipitate the lignin• A liquid stream containing FA, Furfural and Water is sent for product recovery and recycling (largely determines the feasibility)• Cellulose sent for conventional hydrolysis at 150 C in a series of CSTR’s
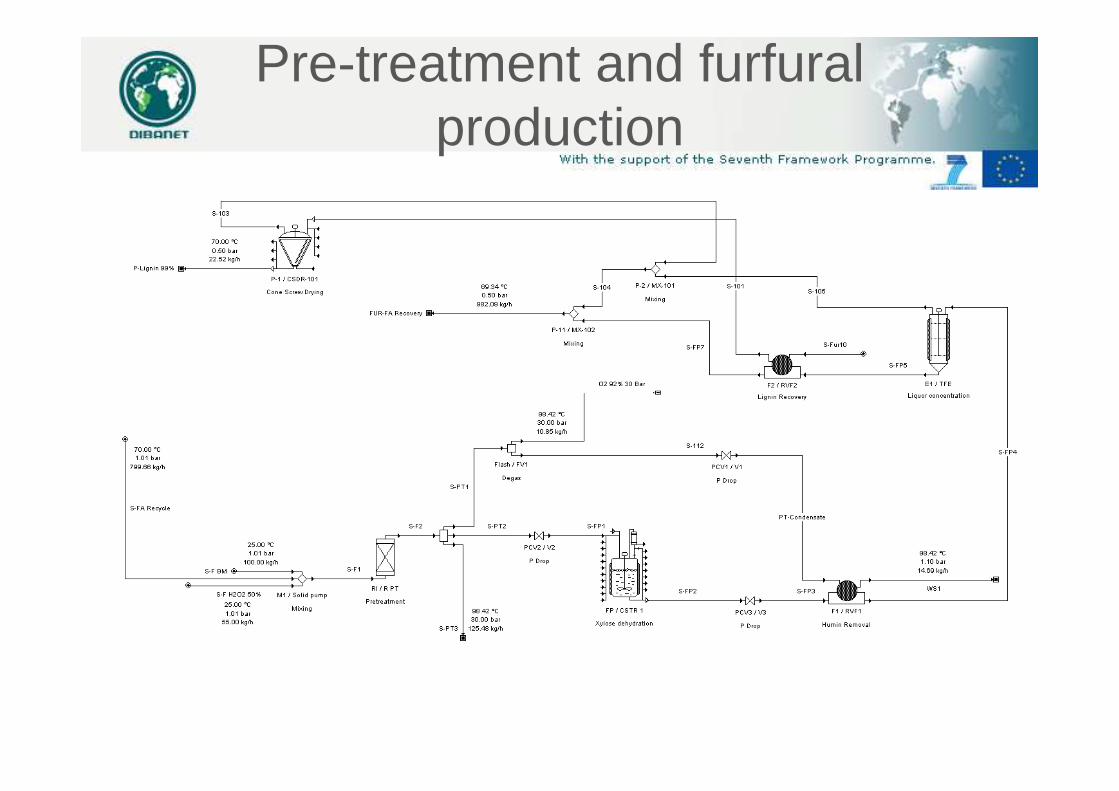
Pre-treatment and furfural production
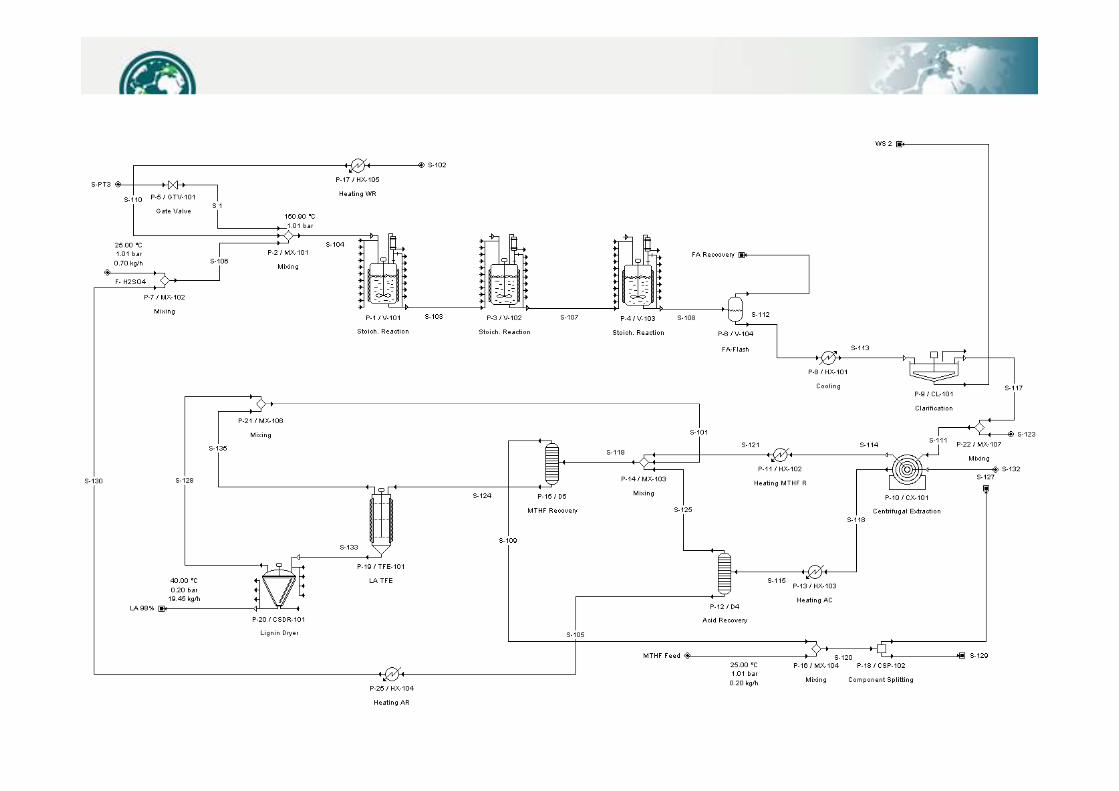
Levulinic Acid Production
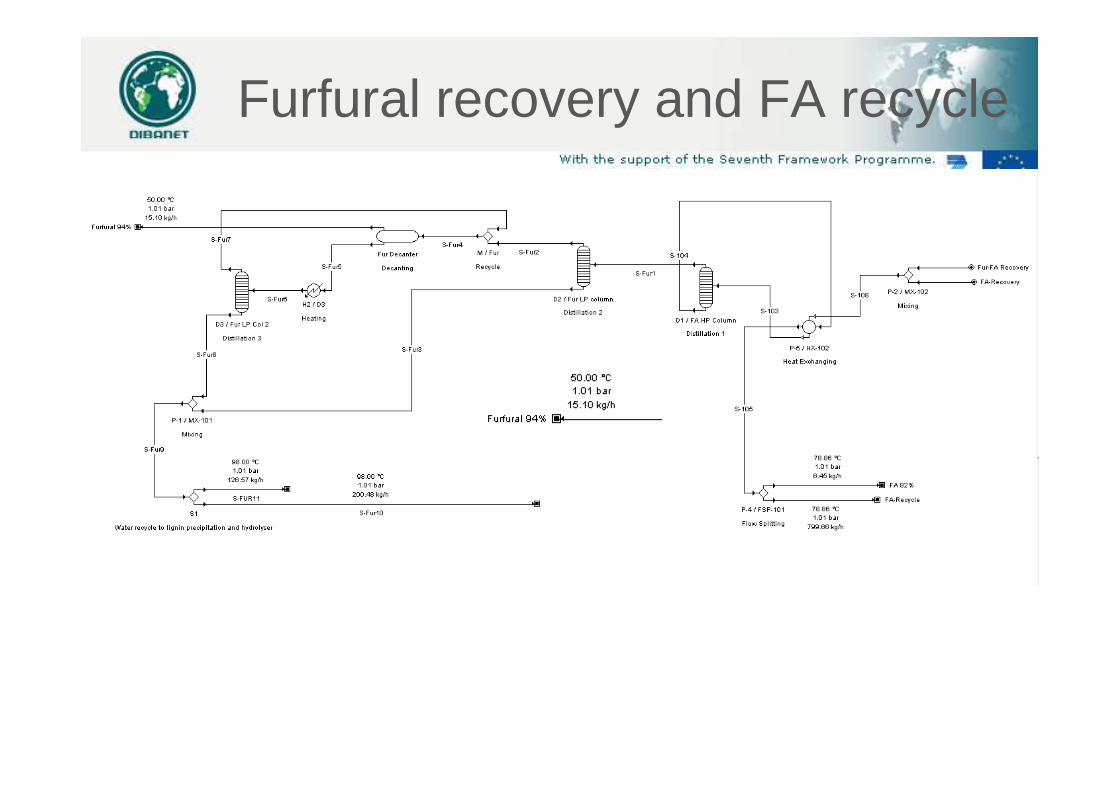
Furfural recovery and FA recycle
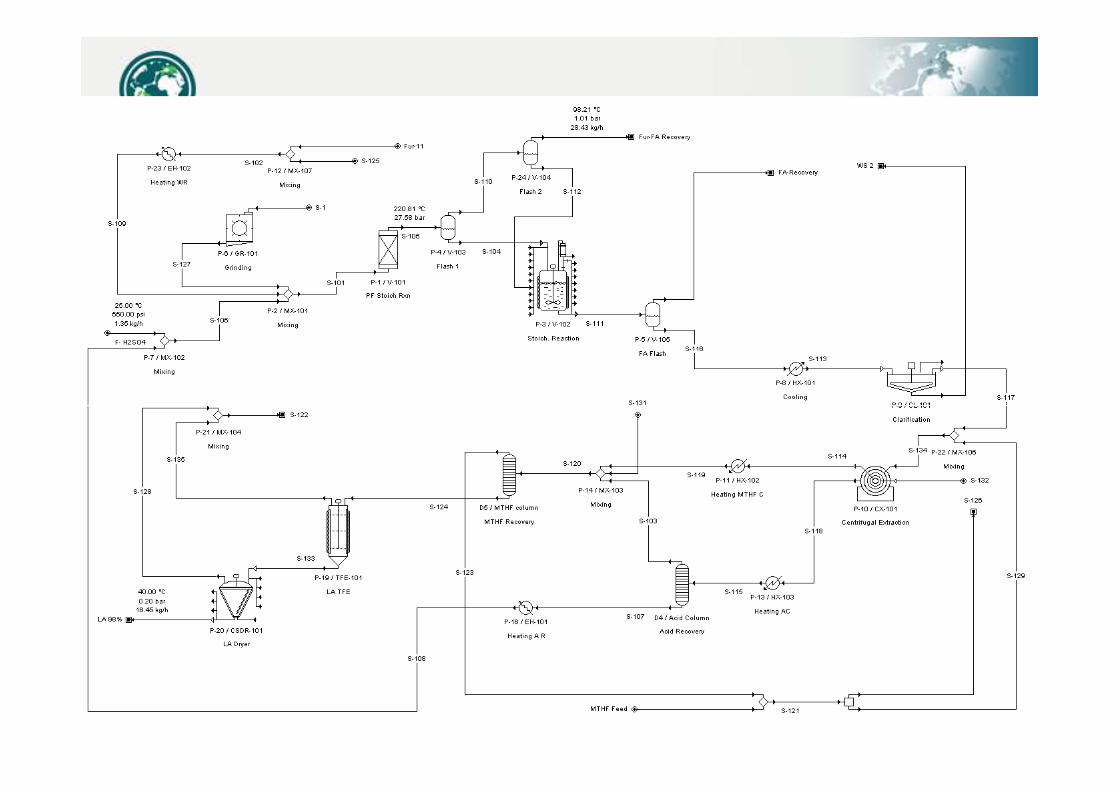
LA Production: BIOFINE
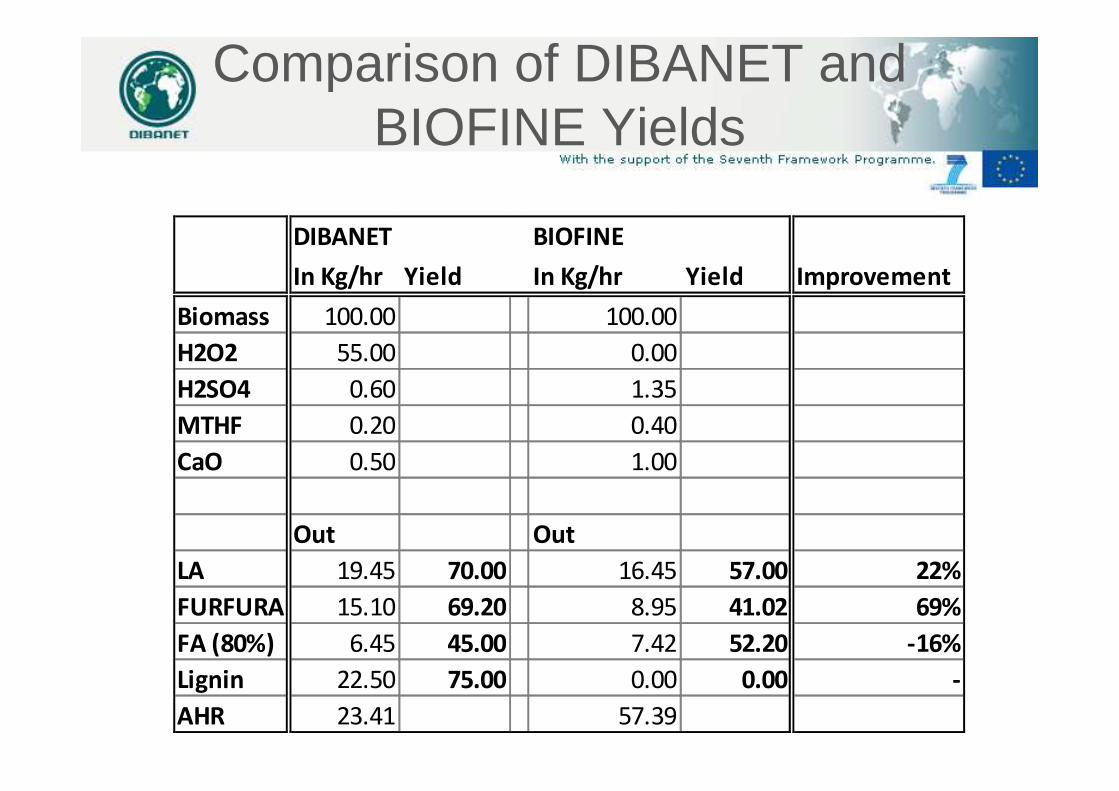
Comparison of DIBANET and BIOFINE Yields
DIBANET BIOFINE
In Kg/hr Yield In Kg/hr Yield Improvement
Biomass 100.00 100.00
H2O2 55.00 0.00
H2SO4 0.60 1.35
MTHF 0.20 0.40
CaO 0.50 1.00
Out Out
LA 19.45 70.00 16.45 57.00 22%
FURFURAL 15.10 69.20 8.95 41.02 69%
FA (80%) 6.45 45.00 7.42 52.20 -16%
Lignin 22.50 75.00 0.00 0.00 -
AHR 23.41 57.39
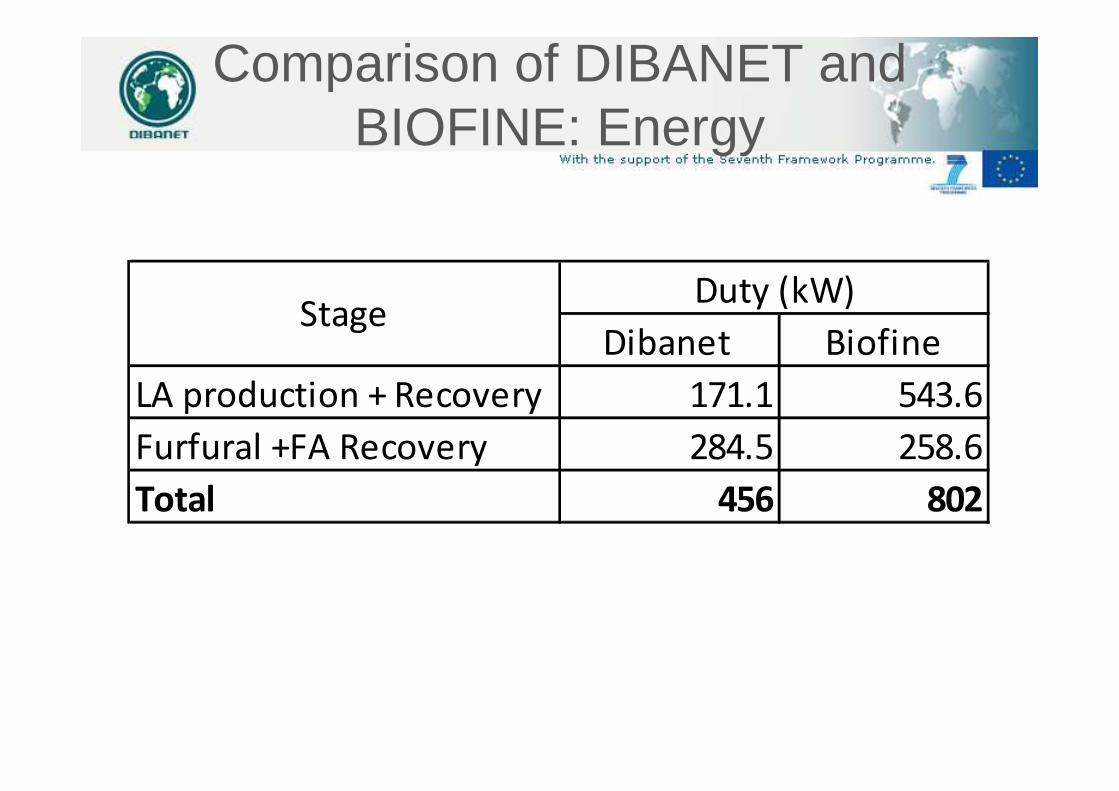
Comparison of DIBANET and BIOFINE: Energy
Dibanet Biofine
LA production + Recovery 171.1 543.6
Furfural +FA Recovery 284.5 258.6
Total 456 802
StageDuty (kW)
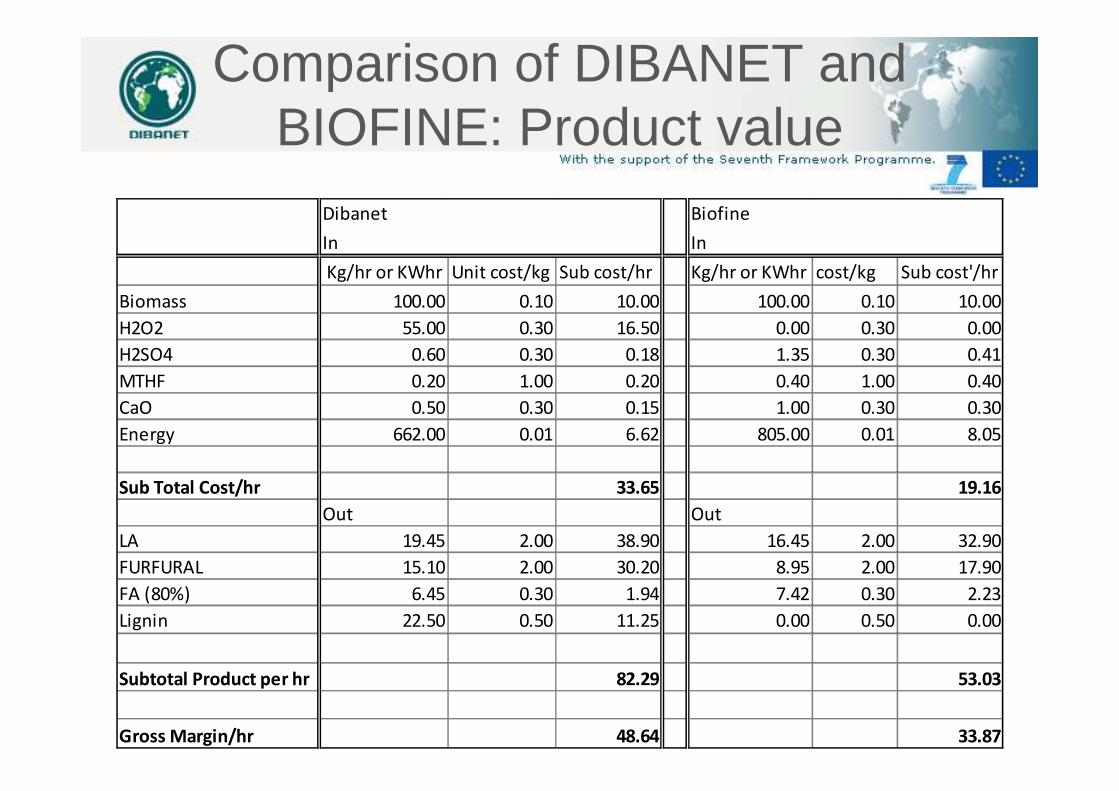
Comparison of DIBANET and BIOFINE: Product value
Dibanet Biofine
In In
Kg/hr or KWhr Unit cost/kg Sub cost/hr Kg/hr or KWhr cost/kg Sub cost'/hr
Biomass 100.00 0.10 10.00 100.00 0.10 10.00
H2O2 55.00 0.30 16.50 0.00 0.30 0.00
H2SO4 0.60 0.30 0.18 1.35 0.30 0.41
MTHF 0.20 1.00 0.20 0.40 1.00 0.40
CaO 0.50 0.30 0.15 1.00 0.30 0.30
Energy 662.00 0.01 6.62 805.00 0.01 8.05
Sub Total Cost/hr 33.65 19.16
Out Out
LA 19.45 2.00 38.90 16.45 2.00 32.90
FURFURAL 15.10 2.00 30.20 8.95 2.00 17.90
FA (80%) 6.45 0.30 1.94 7.42 0.30 2.23
Lignin 22.50 0.50 11.25 0.00 0.50 0.00
Subtotal Product per hr 82.29 53.03
Gross Margin/hr 48.64 33.87
Moving Biomass into the pre-treatment reactor at scale
• Solid dosing pumps – Several Manufacturers
• Pultzmeister • Weir
– High solids loading 65% sludge – Large particles (no requirement for milling) – Exit to DN200– Flow rates to 60 M 3/hr – Pressures to >150 bar– Range of feeders and augers

Pre-treatment reactor
Thank You
• Acknowledgements – K Dussan – Dr B Giristuta– Dr D Hayes – Dr A. Piterina– Prof M Hayes – Dr J. J Leahy
• Questions?
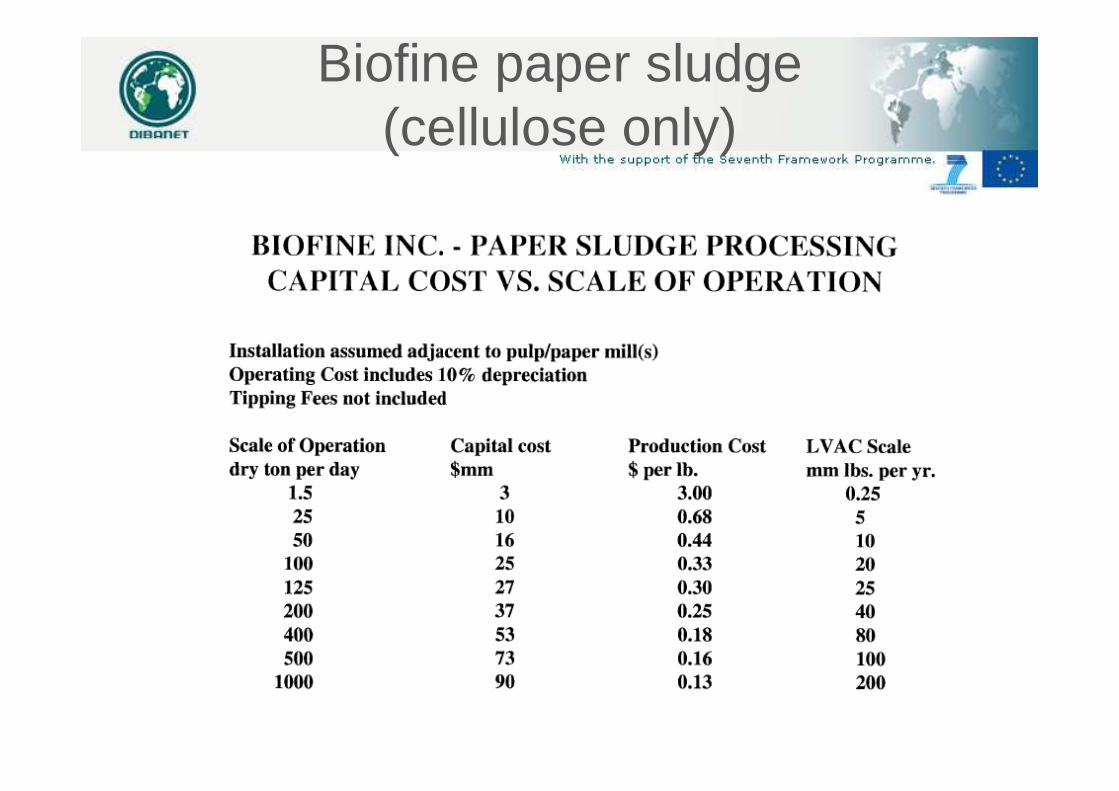
Biofine paper sludge (cellulose only)





























