Embed Size (px)
Citation preview
II
•
..
Document of , "
The World Bank
FOR OFFICIAL USE ONLY
INDIA
REVIEW OF THE
AUTOMOTIVE PRODUCTS INDUSTRY
March 9, 1987
Industrial Development and Finance Division South Asia Projects Department
CONFIDENTIAL
Report No. 6667-IN
This document has a restricted distribution and may be used by recipients only in tbe performance c,{ their offic:ial duties. Its ('ontents may not otberwise be disclosed witbout World Bank autborization.
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
FOR OFFICIAL USE ONLY
ACHA I:
AI AM I:
AIEl = ARAI = Ashok. Leyland = Bajaj , = cc: = CKD = CV = DGTD = CM I:
CW = HM = lSI I:
Kinetic = LCV = HI CO = Maruti = MES = M/HCV = OCL = PMPs = Premier = RD = SSIs . ::
Telco =
CONFIDENTIAL
LIST OF ABBREVIATIONS
Automobile Components Manufacturers Association' Association of Indian Automobile Manufacturers Associatiou of Indian Enginedring Industry Automotive Research Association of India Ashok. Leyland Limited Bajaj Auto Limited Cubic Centimeters Completely Knocked, Down Commercial Vehicle Directorate Ceneral of Technical Development Ceneral Motot's Cross Vehicle Weight Hindustan Motors Limited Indian Standards Institute Kinetic Engineering Limited Light Commercial Vehicles Motor Industries Company Limited Maruti Udyog Limited Minimum Economic Scale Medium and Heavy Commercial Vehicle Open.Ceneral License Phased Manufacturing Programs Premier Automobiles Limited
Research and' Development Small Scale Industries ' Tata Engineering and Locomotive Company Limited
LIST OF CURRENCY CONVERSION RATES (Source: IMF)
1971/72 : 1972/73: 1973/74: 1974/75: 1975/76: 1976/77 : 1977/78: 1978179: 1979/80: 1980/81: 1981/82: 1982/83: 1983/84: 1984/85:
7.444 7.706 7.791 7.976 8.653 8.939 8.563 8.206 8.076 7~893 8.929 9.628
10.312 11.887
This document has a restricted distribution and may be used by recipients only in the performance of their official duties. Its contents may not otherwise be dis(;iosed withou! World Bank authorization.

INDIA
AUTOMOTIVE PRODUCTS INDUSTRY
Table of Contents
• Page No.
Text. FOREWORD
EXECUTIVE SUMMARY
I. OVERVIEW OF THE AUTOMOTIVE PRODUCTS SUBSECTOR AND STRUCTURAL CHARACTERISTICS OF THE VEHICLE INDUSTRY
A. B. C. D. E. F.
G.
Automotive Products Overview • •••••••••••••••••••••••••••••• Motor Vehicle InJustry Profile •••••••••••••••••••••••••••••• Scales by Major Vehicle Segments •••••••••••••••••••••••••••• Vehicle Prices ••••••••••••••••••••••••••••••••••••••••••••• Technology •••••••••••••••••••••••••••••••••••••••••••••••••• Plan Projections and Strategy for Growth in the
Vehicle Industry •••••••••••••••••••••••••••••••••• -: ••••• The Automotive Components Industry: A Priority
for Development Now •••••• 0 ••••••••••••••••••••••••••••••••
II • THE AUTOMOTIVE COMPONENTS INDUSTRY
i
1
2 8
10 16 23
25
29
31
A. Industry Profile •••••••••••••••••••••••••••••••••••••••••••• 31 B. Production Cost Performance ••••••••••••••••••••••••••••••••• 35 C. Manufacturing Efficiency and Technical Shortfalls ••••••••••• 42 D. Modernization Investm~nt Needs •••••••••••••••••••••••••••••• 46 E. Labor, Infrastructural and Fiscal Constraints ••••••••••••••• 47 F. Potential for Cost Reductions in the Component Industry..... 51
III. PROSPECTS AND RECOMMENDED STRATEGIES FOR THE AUTOMOTIVE INDUSTRY 53
A. Strategies by Segment ••••••••••••••••••••••••••••••••••••••• 53 B. Indicative Guidelines for Project Design •••••••••••••••••••• 63 C. Strategy and Policy Paper ••••••••••••••••••••••••••••••••••• 64
IV. POLICY FRAME~ORK AND ISSUES 66
A. Introduction •••••••••••••••••••••••••••••••••••••••••• ~..... 66 B. Policy Instruments ••••••••••••• oo.w......................... 67 C. Strategy for Policy Reform •••••••••••••••••••••••••••••••••• 74
The report findings are based on the work of a te~~ led by Ms. Danielle Berthelot (Project Officer), and comprising Mr. Harry Mathews (specialist of the automotive industry from Arthur D. Little), Mr. Donald Keesing (Senior Economist) and Ms. Michele de Nevers (Economist). Mr. Francois Ettori (Senior Industrial ficonomist) contributed to the final analysis and report preparation.

V. POSSIBLE BANK ASSISTANCE IN THE DEVELOPMENT OF THE INDIAN AUTOMOTIVE INDUSTRY
A. Project Objectives and Description •••••••••••••••••••••••••• B. Issues ••••••••••••• 0 •••••••••••••••••••••••••••••••• ••••• •••
c. Benefits •••••••••••••••••••••••••••••••••••••••••••••••••••• D. Risks •••••••••••••••••••••••••••••••••••••••••••••••••••••••
ANNEXES
1. 02. 3.
4.
5., 6. 7.
8. 9.
10.
11. 12. 13. 14.
~5. 16. 17.
World Motor Vehicle Production/Assembly, 1984 ••••••••••••••••••• Customs Tariffs on Automotive Products •••••••••••••••••••••••••• 1985 Vehicle Prices and Unit Sales of India's Main Motor Vehicle Models •••••••••••••••••••••••••••••••••••••••••••• Four-Wheeler Ex-factory Price Indices and Comparison with Selected Price Indices (1970-1985) ••••••••••••••••••••••••• Production Cost Structure of Telco Truck •••••••••••••••••••••••• Demand Models for Two-Wheelers and Policy Implications •••••••••• List of Automotive Parts and Components Reserved for tae Small Scale Sector ••• e .••••••••••••••••••••••••••••••••••••••••••
Four-Wheeler Component Production Costs ••••••••••••••••••••••••• EPRs and DRCs for Four-Wheeler Components ••••••••••••••••••••••• Rates of Import Duties on Raw Materials Used in Auto Components Industry •••••••••••••••••••••••••••••••••••••••• Comparative Capabilities (India-World) per Automotive Component •• ' Korea's Strategy in Developing its Automotive Component Industry. Automotive Components Field Study ••••••••••••••••••••••••••••••• Four-Wheeler Component Production: Major Process Steps va. Level of Mechanization •••••••••••••••••••••••••••••••••••••••••• Details of Tax on Bought-out Items (Telco 1210 Truck) ••••••••.••• India-Japan Collaboration in Auto-Ancillary Industry •••••••••••• Experiences of Developing Countries in A~tomotive Industries ••••
85 89 90 90
91 92
93
94 95 96
99 101 102
103 104 108 110
142 160 161 163
•
FOREWORD
The automotive products subsector in India has been targeted by the 1985-1989 Plan to grow more rapidly than the overall industrial sector, and the Covernment of India expects the subsector to constitute a spearhead for technological renovation and modernization in the engineering industries and accelerate the growth of industrial output, employment and exports. Moreover, the Government of India has expressed its interest in a possible support of the World Bank to the development of the automotive subsector in the coming years. For these reasons, the World Bank has undertaken, with the concurrence and support of the Indian Government, a review of the situation~ performance, potential and prospects of the automotive subsector. The follo~ing report presents ~ the major findings and conclusions of this review.
The review is based on the factory visits and interviews of about 10 vehicle manufacturers, 35 automotive component suppliers and 5 machine-tool producers undertaken during three missions between June 1985 and March 1936. In-field work was actively supported by the Association of Indian Automobile Manufacturers (AIAM) and the Automotive Component Manufacturers Association of India (ACHA). Highly valuable discussions were held in the Covernment with the Joint Secretary in charge of the' automotive industry and the Additional Secretary in the Ministry of Industry, the Secretary of the Directorate General of Technical Development (DGTD), and the Sec~etary and Joint Secretary of the Department of Economic Affairs of the Ministry of Finance. The World Bank team also consulted with a former executive of Tata Engineering and Locomotive Company (TELCO) and a former Director of FIAT-IVECO. Finally, the review's findings were discussed with the International Finance Corporation (IFC), and particularly its Engineering Department. This report may not fully reflect changes in Government policies for the automotive industry that have occurred since the last field mission in March 1986.

INDIA: AUTOMOTIVE PRODUCTS INDUSTRY •
EXECUTIVE SUMMARY
Role, Structure and Performance
1. India's automotive products industry has been targeted by the 7th Plan (1985-1989) to be a leading sector in the growth of the industrial sector and to constitute a spearhead for technological re.novation and modernization in the engineering industries. Within the industry, the critical subsector, that producing automotive components, which det~rmines the cost, quality and technological parameters of the finished vehicles, has remained relatively underdeveloped in terms of output and technology, and is challenged to meet the needs of a rapidly renovating and growing vehicle sector. Despite its relatively small size, the automotive products industry was assigned high priority in the 7th Plan, and significant policy measures introduced in recent years confirm the Government's intention to re-establish the industry's competitiveness and to foster its quantitative and qualitative development. For these reasons, a specific review of the potential and prospects of the automotive industry has been undertaken, with the focus on the component sector.
2. The automotive industry consists of producers of medium/heavy and light commercial vehicles, passenger cars, two and three wheeled vehicles and components. With an output from registered firms of is 27.3 billio~£ (US$3 billion) in 1981/82, it.represents a small fraction of the industrial sector and the economy. Its share in total manufacturing output, value-added., employment and investment has ranged between 2% and 4%. Nevertheless, it has been growing faster than the industrial sector (8% p.a. versus 4.5% p.a.) in recent years (1980-85). Its value-added per worker, despite a relatively l~w level by international standards, has been almost twice the Indian manufacturing average, with a capital-labor ratio higher by 30% only. Automotive exports had been growing quickly compared to other Indian manufactured exports until the early 1980s, but ~xport performance of the industry has deteriorated in the last five years. Total automotive exports peaked at US$153 million in 1981/82, but declined to US$87 million and US$98 million in 1983/84 and 1984/85 respectively. This decline is due to the contraction of India's traditional markets in Africa and Middle East and the partial loss of its competitiveness, mostly with respect to product quality.
3. India's automotive industry tradition~lly has been highly indigenized. Its domestic content averaged about 95% until 1983, but has declined marginally since with the recent emergence of modern vehicles based largely o~ imported components. The industry is essentially inward-oriented. Automotive exports (almost equally shared between commercial vehicles and parts ~r components) have represented only some 5% of the industry's output. However, the share of component output exported has been consistently higher than that of the industry as a whole (14% Ln 1979/80 and 7% in 1984/85).

-ii-
4. The industry comprises about 1,900 registered enterprises, of which about 25 vehicle manufacturers and 185 component producers are of significant size. In addition, a few thousand small-scale firms produce parts and components. The industry is essentially privately owned; two govern~ntowned firms (one producing cars, and the other one scooters) contribute only about 1% of the industry's output value. In terms of value of output, commercial vehicles dominate, accounting for 60% of the value of vehicle output, while cars/jeeps and two/four wheelers account for about 20% each. The total value of vehicle output in 1984 was about Rs 18.9 bill:.on (US$2.3 billion). In t~rms of units, the 14 firms licensed to produce four wheel vehicles turned out 62,000 medium/heavy commercial vehicles (MaeVs), 33,000 light commercial vehicles (LCVs) and 86,000 cars and jeeps in 1984. The 27 licensed producers of two-three wheelers produced 850,000 units in 1984 (and 1,100,000 in 1985). About 80% of two-three wheelers were scooters or mopeds, the remainder were motorcycles. Passenger cars have thus rep~esented a small share of the vehicle sector both in volume and value, and the subsector's output has been dominated by MaCVs in value terms and by two-wheelers in number of vehicles.
5. The automotive component sector, which comprises about 300 licensed firms (of which about 90 involve foreign collaboration), had an output of Rs 8.4 billion) (US$700 million) in 1984. Firms ~arely specialize and parts and components for four- and two-wheelers are generally produced in common facilities. The sector's output value is distributed over five main product groups: 37%, . engine parts; 25%, transmission and steering; 18%, suspension and brakes; 1!%, electrical components; and 9%, for other parts. Each product group generally comprises six to eight licensed firms, of which two or three supply most of the bought-out needs of vehicle producers. Small firms producing components generally serve th~ after-sale and replacement needs of the vehicle fleet (1.2 million cars, 0.8 million CVs, and 3.2 millivn two-wheelers in 1984). The component sector is underdeveloped relative to the vehicle sector, ~epresenting only one-third of the vehicle output value, compared to about two-thirds in well-structured and balanced automotive industries world-wide (e.g., Japan, Europe). This indicates excessive vertical integration of vehicle manufacturers (which produce in-house an overly large share of their parts), due to the absence of institutional and operational linkages between vehicle and component producers, and the technological backwardness of the component sector. In a survey conducted for this report, vehicle manufacturers identified about 52 groups of domestic components that could not meet their needs in term of quality, design or performance, particularly for braking, suspension, fuel-efficient engines, front-wheel drive systems and electrical/electronic components.
Assessment of Competitiveness and Potential
6. Production of automobiles developed in a protected environment largely without domestic and international competition. As a result, they are uncompetitive when compared with vehicles produced in the rest of the world in terms of design and quality. Two sturdy but expensive, fuel-inefficient and technically outmoded models of the 19505 have dominated the market for 30
-iii-
years, discouraging potential customers to buy or car 'owners to replace them. However, in 1984 a small, fuel-efficient car was introduced by Maruti. This vehicle, which is suitable for urban conditions, is assembled from largely imported components. It is much closer to international standardd of price/quality than the traditional vehicles. Moreover, five two-wheeler producers and two MaCVs manufacturers are now producing at levels of output that enable them to take advantage of economies of scale consistent with international practice (e.g., between 5,000 and 15,000 units p.a. per model of truck) and are producing at competitive prices. Production cost and sales price datA indicate that production of medium and heavy cummercial vehicles and two wheelers may be approaching levels of international competitiveness. Prices and costs are uniformly aelow those in developed country markets (at the present exchange rate, which is, because of heavy protection, overvalued). Available data suggest tna't Domestic Resource Costs (ORCs) are below 1 for MaCVs (about 0.9) and two-wheelers (about 0.6). However, a substantial part, if not most, of the apparen~ price/cost advantage of Indian producers is attributable to differences in engine specifications and vehicle designs and to inferior "fit and finish" and safety. Such quality differences have had a substantial effect on India's vehicle exportd which, despite their lower prices, have steadily declined since 1982.
7. Component producers also developed in a protected environment, insu-lated from technical progress abro~d and operating in a high-cost environment. A survey undertaken for this study indicates that ex-factory p~ices of modern car components average about l8~% of international prices (range 80-220%) whi1~ truck components, which generally have lower minimum economic scales, average 140% (55%-300% range). The limited available data, on two-wheeler components suggest that price comparisons are more favorable, due to their lower complexity in terms of both the number and technology of parts. Ex-factory prices of 19 components of a modern Indian motorcjcle average 127% of international prices. However, there are a number of examples of success in achieving international standards of cost and quality (e.g., brake linings, shock absorbers, fuel pumps and injectors). These point to large potential for efficiency, competitiveness and exports in selected component groups.
8. Analysis of production cost stcuctures of 15 truck and car comronents indicates that production of truck components and selected car components could be internationally competitive if not handicapped by high cost of raw materials. However, the passenger car components subsector in general ha~ far to go.
(a) production volumes are generally adequate (by international standards) for truck components, but too low (by a factor of 5 to 10) for car components due to the number of car models with short prOduction runs and distinct part requirements;

-iv-
(b) India's labor costs often provide ~ clear comparative advantage, particularly for truck components and a selected range of car components, which could make Indian automotive components competitive if raw materials were available at world prices. DRCs for such components based on world prices for inputs are generally below 1, with an averag~ of about 0.7; and
(c) the share of materials in total costs is on average more than double their share in other countries, due to the lack of scale economies, the use of bulky or obsolete designs, and primarily the high domestic costs of raw materials leading in most cases to negative effective protection rates (-17% on average).
Development Constraints andOPolicy Issues
9. The industrial protection and transport policies followed by the Government favored the development of KRCVs and two-wheelers considered more adapted to India's markets and transport needs. Such preference permitted producers of MHevs and two-wheelers easier access to foreign technology and collabora,ion and led to comparatiNely better performance in these vehicle subsectors. Nevertheless the policy regime led to development of a highly fragmented industry structure:
(a) the industrial licensing system has severely constrained competition (entry, exit) and growth of the most efficient producers;
(b) the 'structure and level of protection have shielded the 40mestic vehicle industry from all import competition and discouraged technical modernization and updating and cost competitiveness; and
(c) the modalities of indirect taxation have inflated production costs, encouraged excessive vertical integration and hampered the growth of demand and production.
10. Industrial Licensing. Capacity licensing and the associated restrictions on imports of foreign technology and investment (e.g., FER! firms), and the tight constraints on the expansion of large enterprises (KaTP) have been a major influence on the structure of the automotive industry. In most subsectors, small inefficient firms with low capacity utilization, high cost and poor quality products have coexisted with large and relatively efficient firms. The latter enjoy large market shares and higher capacity utilization due to the better quality of their products and after-sale services, but have been restricted by regulations from meeting higher demand through capacity expansion or merging with similar firms. This has led to a large surplus of licensed capacity in some firms along with shortages of, and long waiting lists for, the quality products of other firms. Restrictions on entry and expansion have also made entry of credible competitors difficult or impossible. Moreover, regulations have hampered the establishment of close institutional and operational linkages (e.g. equity participations) between vehicle manufacturers (generally KaTP) and their component suppliers (frequently smaller firms or 881s), as traditionally practiced in well integrated automotive industries abroad.

-v-
11. In the component sector, a large number of product groure <currently 60) have been reserved for SSIs, including some functional parte (e.g. radiators, leaf spring's, oil filters) and other parts which in other countries are mass-produced by large firms and exported. In the "reserved" product groups, investments are often scaled down by firms to remain eligible for SSI-specific incentives and advantages and have thus been insufficient to bring about adequate modernization. This, combined with the lack of competition from large firms, has contributed to the technical stagnation and inadequate quality of the reserved products.
12. Protection. The vehicle sector has been protected by a nearly' total ban on the import of finished vehicles. While imports of modern components are allowed at relatively moaarate tariff rates, absolute protection is being introduced for the component sector through the "Phased Manufacturing Programs" (PMPs) which impose a 95% local content requirement on vehicle producers after the first 5 years of production. Import duties (which have been largely redundant in view of the quantitative restrictions on imports and the price competitiveness of many types of vehicles) are 150%-200% on cars and two-wheelers, 65%-110% on CVs, and 150% on parts and components. Moreover, import duties on the 45 raw materials and products most frequently used in component production range between 100% and 150%, and duties on 25 other frequently used products range between 150 and 300%. In contrast, the Government is allowing, on an exceptional basis, import of components for fuel efficient vehicles at a 50% tariff. This applies to pract,ically all modern and up-to-date components which require modern materials either not produced in India or not available in sufficient quantities or quality. The resulting negative effective protection on modern components constitutes an almost insurmountable disincentive to component manufacturers to undertake the substantial investments that would be necessary to modernize their products and processes. This places the objective of producing modern, fuel-efficient vehicles with substantial domestic content and with quality and price close to international standards in serious jeopardy.
13.' Indirect Taxes. The impact of indirect taxation on the prices of vehicles has been high. The cumulative indirect taxes levied at the various stages of manufacture, together with post-manufacture tax~s such as excise duty and sales taxes and octroi, are estimated to add some 50% to the exfactory cost (net of such indirect ta~es) of cars and two-wheelers and about 60% to the ex-factory cost of CVs. About two-thirds of these taxes are post-manufacture taxes, levied on the sale of the finished vehicle to the customer; one-third constitutes the "tax in manufacture", comprising all indirect taxes from raw materials to final assembly. Moreover, as illustrated by the case of MHCVs, two-thirds of the "tax in manufacture" of finished vehicles are levied on bought-out components supplied by the component producers. In turn, these taxes account for the equivalent of 11% of the ex-factory prices of such comp0:1ents (Le., the "tax in manufacture" of the components themselves) and the equivalent of 18% of the ex-factory prices of components levied on their purchase by the vehicle assemblers. Indirect taxes paid on account of components have thus increased their cost to the final assemblers by about 30% and added 14% to the ex-factory price of the vehicles.
-vi-
14. The cumulative and cascading effects of indirect taxes have encouraged excessive vertical integration by the vehicle producers and component produce~s as well, and contributed to their insufficient specialization. As important, the burden of all indirect taxes on the customer prices of vehicles has probably reduced the sales of vehicles, in particular for two-wheelers the demand for which shows a relatively high price elasticity (about 1.6). This has made it more difficult for enterprises to reach economic scales of prOduction. Finally, the higher ex-factory prices resulting from taxation have reduced the price competitiveness of Indian automotive products on export markets, since the indirect tax element is often not fully offset by the rates of the Cash Compensatory Support (CCS) scheme for exports.
15. Recent Policy Reforms. The Government has taken major steps in recent years to develop the automotive industry. In view of the increasing ne~ds for fuel-efficient transport, the Government encouraged new entry and capacity and permitted collaboration with foreign investors. A public enterprise (Maruti Udyog Ltd.) was established with foreign collaboration with 3 licensed capacity of 100,000 units p.a. to revive the dormant car industry and produce fuel-efficient, low cost cars. Maruti was granted some important concessions and incentives, the most significant being the reduced 50% tariff duty on imports of components and CKDs for fuel-efficient vehicles. In 1982 the Government constituted a Subcommittee "to prepare a Perspective Plan for the growth of the Automobile In4ustry."
16. The Subcommittee report issued in mid-1984 recommended a new initia-tive to increase the subsector's efficiency and meet the pent-up demand for cheaper and more efficient vehicles. This included (a) upgrading products and process technologies with appropriate foreign collaboration; (b) licensing new production with minimum economic scales (MESs) and reducing constraints on growth and competition by "broad-banding" the product-mix·(e.g., allowing scooter assemblers to produce mopeds); (c) intrOducing uniform indirect taxes and deductibility of central taxes; (d) dereserving critical components from SSIs; and (e) extending lower import duties to all components and equipment for modern vehicles. Underlying these recommendations was the recognition by Government officials that maintaining control on the market (through licensing) and total protection of domestic producers would continue to prevent the most efficient producers from tapping the potential market and the advantage of low cost versatile labor.
17. Following the Subcommitteets recommendations and in support of the 1985-1989 Plan's objectives, measures were taken by the Government in late 1985-early 1986 to foster efficier.~y in the subsector. The most significant measures have been the delicensing of the component sector (except for MRTP and FERA firms) and partial delicensing of HRTP and FERA two-wheeler producers, broad-banding all vehicle manufacturers, and easing of import and technology licensing procedures for joint ventures, in particular in twowheelers. These measures should provide the component and two-wheeler producers with much more freedom and flexibility for growth, higher capacity

•
..
-vii-
utilization and foreign support. Moreover, new legislation (enacted in December 19&5) for "sick" industrial companies has brought about some progress toward the exit of inefficient firms and the necessary rationalization of the automotive industry. A new indirect tax system of the Value-Added type (MODVAT), designed to permit the deductibility of taxes in manufacture up to the purchase of the final good, was introduced in 1986 in a number of industries, including the automotive industry. Since 1983, a large number of forei~n collaboration agreements for manufacture of vehicles and components have been approved, supporting the process of renovation and modernization of the industry. Licenses for a do~en join~ ventures aimed at producing cars and LCVs were requested in 1986.
18. Remaining Issues. Despite substantial progress that has been made in recent years in establishing a policy framework conducive to the efficient growth and mOdernization of the automotive industry, there remain significant constraints on the development of a modern, competitive automotive industry. Further progress toward rationalization of the automotive industry and adjustment of import protection and indirect taxation is most important. The most immediate need is to eliminate the negative effective protection on production of modern components; tariffs paid by component suppliers on imported inputs should be harmonized with the tariff duty levieu on components imported by the manufacturers of fuel-efficient vehicles. Otherwise, component producers will, for the most part, be unable to substitute effi- . ciently for imports of modern components, because they will not have sufficient incentives to undertake the sizeable incremental investments required to achieve quantum jumps in productiop volumes, quality ~nd reliability needed. . .
19. The phased manufacturing program, which requires progressive increases in domestic content, up to 95% in five years, also creates a problem. The effective protection of the vehicle components indus'try, which is now negative, will gradually become virtually absolute as domestic content requirements bite. This could lead to rapid escalation in the cost of both components and vehicles. Moreover, the Government has created considerable uncertainty by frequently not enforcing domestic content requirements. This creates the worst of all possible worlds; by making producers unsure of the rules of the game, it discourages forward planning and investment.
20. The high p~otection on finished vehicles continues to be a problem. It has resulted in some joint ventures, particularly in LCV manufacture, with project design at low, uneconomic scale.
21. With respect to indirect taxation, the MODVAT scheme is not yet fully effective, due to its partial coverage of products (only 37 product chapters, ex~tuding in particular machinery and energy), taxes (it covers only central excise taxes) and entities (traders, wholesalers and input dealers, as well as SSIs which choose so, are not subject to it). While the introduction of the MODVAT system was intended to be gradual, it would be urgent to expand the scope of its application. A comprehensive application of MODVAT, n·_·twithstanding its practical difficulties, would resolve the indirect taxation

-viii-
issue in a multi-stage industry such as automotives, which relies on a large number of suppli~rs for its components. Finally, furth~r reforms in delicensing fully the automotive industry, particularly dereserving critica~ and scale-sensitive components from SSIs which often cannot produce them efficiently, and eliminating most remaining coftstraints on expansion of HaTP or FERA enterprises, would be desirable.
Potential and Prospects for Development
22. Motor Vehicles. Notwithstanding the rapid increase in passenger vehicle sales with the start up of Maruti's production (sales jump~d from 64,000 in 1984 to 103,000 in 1985), the cutting edge of development of the motor vehicle sector is likely to be heavy commercial vehicles and two and three wheelers. Moreover, passenger cars, which are largely for private transport of high income consumers, are not fuel efficient relative to two wheelers and mass transit and place a heavy burden on already clogged urban roads. The domestic market for cars is not expected to exceed the total licensed capacity of 185,000 units nor to reach the MES for a car plant. (about 250,000 units per model with flexible engineering) in the medium-term. The small scale of Indian production and the rapidly evolving international markets preclude export of passenger cars from India. Similar conclusions apply to LeVs, where MESs are similar to those for cars, and which have had a small stagnant market (about 30,000 units p.a.). In this context, major additional investments in the subsector of cars and LeVs deserve a lower. priority than MHCVs and two-wheelers at this time. The Government's recent refusal to grant licenses for all the uneconomically scaled joint yent.~res will help avoid furt~er ca~acity splintering ind high cost production in the highly protected and regulated Indian market.
23. This does not necessarily mean that a mass market approach for cars and LCVs is inconceivable for India, but new approache~ would have to be considered. On one hand, a replication or large expansion of Maruti would entail substantial foreign exchange costs for comparatively small benefits in value-added and employment creation, and could be rapidly constrained by the demand from urban areas. On the other hand, there may exist a large pent-up demand from the higher income subsectors of rural areas for a small, sturdy and rustic multi-purpose light vehicle (car and/or pick-up) as developed in Europe. The market for such a vehicle should be further inv£stigated and, if found to be sufficiently large for MES production, might be licensed to a credible applicant.
24. MHeVs and two-wheelers offer at pr~sent the most promising prospects for vehicle production. In these two areas, leading firms (two in MHeVs, five in two-wheelers) have emerged with economic scales of international magnitude and have produced at competitive costs. In the two-wheeler subsector, domestic competition, combined with the strength of firm leaders, has led to limited but continuous technology upgrading through foreign collaborations and technology imports and to maintaining emphasis on quality control and product adaptation. This, along with the market entry of joint ventures in two-wheelers and the 1985 measures, should continue to stimulate
-ix-
competition, efficiency, technical upgrading and updating, and growth. Prospects for export of two wheelers are favorable provided that there are adequate incentives to stimulate furth~r quality improvements and marketing efforts.
25. There are still substantial needs for technical updating and quality improvement in MHCVs, as evidenced by their declining exports due in large part to product obsolescence. For example, a modern fuel-efficient diesel engine for trucks still needs to be introduced and produced in India. Technical progress could be accelerated by encouraging one of the present heavy vehicle manufactur~rs to enter into technical collaboration with a foreign producer or by allowing entry of a new strong competitor into the truck market. It would also be stimulated by reducing protection of the heavy vehicles market and allowing foreign firms to challenge for market shares.
26. The apparent price advantage India presently enjoys in most vehicle subsectors could be eroded by the additional costs to be incurred by technical updating of prOducts and processes, as suggested by the preliminary experience of two-wheeler plant modernizations recently undertaken with foreign collaboration. Nevertheless, such technical updating and modernization should increase the exportability of MHCVs and two-wheelers, provided that modern components can be supplied at competitive cost and quality levels. Exportability would be further enhanced by ex-factory price reductions through an improved system of indirect taxation. A comprehensive application of MODVAT to the automotive industry with the standard exemption on exports would enhance the price advantage of Indian products in these vehicle subsectors and thus promote their exports. The current CCS scheme is a second best solution because of administrative problems and because its benefits are not strictly linked to indirect taxation.
27. Automotive Components. So far, the new production of modern fuel-efficient vehicles has had only a limited impact on the component sector. ~e modern vehicles being introduced in India rely largely on imported CKDs, as opposed to the older generation of vehicles which have virtually 100% domestic content. Given the pressure on India's balance of payments, the modernization and expansion of the vehicle sector may not be sustainable without a quantum jump in the capability of the component sector to substitute efficiently for a major portion of imported CKDs and to support exports. The success of the development of India's automotive industry will thus be determined to a substantial extent by the structural changes in the production of components.
28. Many components are or could be produced efficiently in India. The comparative analysis of prices (corrected for differences in unit costs of raw materials between India and abroad) and of labor cost shares in total production costs indicates that components requiring large amounts of labor for sub- and final assembly have the greatest comparative advantage in India. Components for the four wheeled vehicles can be classified as those:
-x-
(a) requlrlng much sub- and final assembly work, including shock absorbers and brake assemblies for all four-wheelers, and radiators, starters, alternators and wiper motors for MHCVs. These components reap most of India's labor cost advantage, and would be highly competitive with adequate costs for raw materials. Brake assemblies and steering gears, which usually fall in the c~Legory, appear to be inefficiently produced in India.
(b) requiring more machining and less assembly operations could still be competitive if machinery and labor are combined effectively (semiautomated processes and machine-pace work) and material prices are adequate. These include brake lining and gaskets for all fourwheelers; and wheels, valves and pistons for MHCVs; and
(c) requiring a moderate amount of assembly and manufacture on large scale to cut machining costs are unlikely to be competitive in the near term. These include head lights, and oil filters for all fourwheelers. However, water pumps and tie-rod ends, which usually fall in this category, appear to be efficiently produced in India.
29. As far as four wheel vehicles are concerned, products in categories (a) and (b) above appear to have the best potential as components. However, the component sector is already in a position to produce most of the domestic needs for two-wheeler components efficiently, as they are technically simpler and the market is already large enough to permit production of these components at MES levels. Those components assessed to have the best potential include: carburetors, fuel pumps, fly-wheel magnetos, brakes, clutch assemblies, wheels, shock absorbers, lighting equipment and pistons and parts.
30. Reviews of manufacturing capabilities in the major components groups, comparing India's position with prevailing or shortly £xpected international technologies and practices, indicate that despite the basic advantages outlined above, the industry suffers from some crucial deficiencies:
(a) current levels of mechanization are insufficient to achieve international standards of quality and reliability;
(b) there are process deficiencies in the areas of tooling, stamping, metal treatment, sub- and final assembly, painting, testing, quality control and packaging of finished products; and
(c) master planning and lay-out of plants, including recent ones, has been generally inadequate in terms of process efficiency.
31. These reviews also indicated the investment mix the Government should encourage, through an improved policy framework, the private sector to undertake. The marginal, low-risk investments and solutions presently being considered or planned in the component sector will not achieve the required quantum improvements in efficiency and quality. Instead, achieving the
-xi-
required improvementg will necessitate the establishment of a new generation of highly productive facilities with adequate MESs. The reviews, combined with estimates of the demand prospects for each component indicate, in broad terms, that two new or updated plants of MES with at least semi-automated levels of mechanization would be required in each product group. These plants would be able to supply the domestic needs for modern components at competitive cost and quality, and some to export substantial volumes of some of these products. In addition, the next two best existing plants in each product group should be significantly modernized to supply the country's needs for after-market and service parts. This would require total involvement of US$250-300 million between now and 1990. Major investment would be required for production of pistons and parts, shock absorbers, and electrical components (starters, alternators, regulators, ignition coils). Their investment would permit expansion of exports in nine product groups (pistons and parts, fuel pumps and carburetors, fuel injection systems1 fly-wheel magnetos, clutch plates, clutch facings, shock absorbers, brake linings, brake assemblies); and provision of the domestic market with vehicles at lower prices and higher quality, through the supply of these components and six other products group (valves, spark plugs, tie-rod ends, steering gears, wheels, electrical components). In each case, the components with the best potential for efficient low cost production are generally those for MaCVs because of their lower MESs~ and those for two-wheelers because of lower technical requirements and prospects for higher production scales.
32. Improving the price and quality competitiveness of the components sector requires actions on three fronts; first encouraging investment in modern produc\ion facilities as outlined above; second reducing costs due to high priced domestic raw materials and cascading indirect taxes; and third, changing the trade regime and regulatory policy to provide a more competitive environment. The investment programs delineated above, if designed and implemented to adequately achieve product updating and manufacturing efficiency, could yield reductions in production costs and ex-factory prices of components by up to 15%. The share of material costs in total production costs could be reduced on average by half, essentially by aligning the domestic prices of materials to world levels, thus reducing ex-factory prices by up to 25% on average. The comprehensive application of MODVAT to the automotive industry would permit component producers and vehicle assemblers to reduce their ex-factory prices by about 10% and 20%, re3pectively. Combined actions and measures in these areas (investments, material prices, indirect taxation) could bring increased quality and reliability and reduce the exfactory prices of components by up to 50% of their present levels, thus making Indian automotive components competitive in price and quality on the export markets. This, in turn, would allow a reduction in tee ex-factory prices of finished vehicles, MaCVs and two-wheelers in particular, and further iffiprove their exportability.
33. Private individual firms are likely to undertake the investments and introduce the operating efficiencies essential to the success of this strategy only if there exists a more competitive market environment providing sufficient pressure for improvements in cost and quality.

-xii-
Conclusions and Recommendations
34. Over the past 30 years India has developed an automotive industry which provided positive benefits to the economy by meeting the essential needs for road transport and made a contribution to exports. However, the policies aimed at protecting and encouraging this industry have outlived their usefulness. They have not kept up with the needs of an industry in an era of rapidly evolving technological change and shifting demand. They have allowed the sector to become technologically out of date and produce vehicles not of international standards of quality or design and performance. The component sector is now hampered by high production costs, except in some enclaves of performance. However, most product groups (except passenger cars and some components) can be competitive. The industry is now in a transition pha'e. The basic challenge is to extend the existing momentum for modernization on a large scale to the component subsector, to unleash the subsector's potential and to create an environment in which there are both the incentives and the flexibility needed to maintain a competitive and technologically modern automotive indu6try.
35. The interventionist approach, which has traditionally been used in India, is no longer advisable for an indu~try that has been evolving relatively quickly worldwide. The basic thrust of the following recommendations is to move towards a more market-oriented approach, and, in particular, to introduce the degree of competition necessary to ensure continuous technological upgrading, c~st reduction and exports. It would be d~sirable for a~omotive exports to expand markedly, in view of the import costs involved in modernization (equipment, CKD kits, raw materials). The industry should receive comprehensive, clear and stable signals from the Government on the new framework for competition, as well as incentives for undertaking desirable actions and investments. In the latter respect, the Government should therefore prepare and publish, in close collaboration with industry's leaders, an integrated long-term strategy and policy paper for the automotive industry outlining its goals and the policy framework for the industry.
36. The basic objectives of such a strategy should be to:
(a) promote efficiency and continuous technological updating through active competition with easy access to foreign technologies; and
(b) remove the constraints on the growth of the market and of efficient manufacturers, in order to initiate a "virtuous causality circle" whereby higher demand permits larger scales which in turn lead to lower costs and prices which again generate higher demand.
Domestic Competition and Regulations
37. Deregulation of capacity licensing for the automotive industry should continue an~ be extended further to the removal of all remaining capacity licensing aad MRTP/FERA regulations. However, for the time being technology

-xiii-
licensing may need to be maintained to provide for MES requirements (particularly for ~ars and LCVs) until the market becomes more competitive. This delicensing process could be undertaken gradually in several steps: capacity and import licensing and other regulations could be removed for MHCVs and two-wheelers in the near-term, and for cers and Levs (including MRTP/FERA firms) in the medium and longer terms. All automotive products and components with significant economies of scale and all functional and critical parts should be removed from the SSI reservation list soon and minority participations by large automotive firms should ~e allowed in SSIs producing components. Restrictions on industrial location should also be eliminated or greatly reduced for the automotive industry, since it is one where there are considerable economies of agglomeration, particularly with the relatively modern systems of "just in time" inventory management. A more competitive environment will also require more flexible exit policies which allow firms to discontinue operations, allow for systematic bankruptcy proceedings and attempt to cushion the dislocation effects for the labor force. Finally, the development by the industry of common standards and designs for components would be desirable to improve quality and enlarge production scale.
Import Competition and Protection
38. The first priority is to eliminate the negative protection of the component sector. As underscored above, it is essential that raw materials be provided to component producers at competitive, or a least more reasonable, prices to induce them to undertake the necessary modernization investments. With respect to steel products, the World Bank has recommended that an across-the-board reduction in the tariffs for all steel products to 25% over a five- to seven-year period shoutd be carried out. Most of the specialty and high grade steel required by the automotive industry are not produced in India or are produced in inadequate quantity C~ quality. Freeing the imports of such steels could take place more rapidly without serious effects on the domestic steel industry. It is therefore recommended that these higher grades of steel be placed on OCL and their tariffs be reduced immediately to no more than 50%, thus helping to eliminate the negative effective protection of the component sector. Although there might be some temporary distortions resulting from the fact that tariffs on specialty and high grade steels would come down more rapidly than general tariffs on steel, they are not likely to be significant if the proposed tariff reform program for steel is implemented on schedule. Similar adjustments should also be explored for the import protection on other important inputs of the component sector (e.g., aluminum, engineered plastics and special rubber compounds). Finally, the measures recommended in another World Bank report for the promotion of manufactured exports (e.g, ces and 00 schemes, duty-free access to imported inputs and equipment) should be implemented with priority attention to component exporters.
39. While rationalizing the tariff structure to eliminate negative effec-tive protection for the component sector is an essential. step for the future of the automotive industry, it is not sufficient. Promotion of the industry would require not only sufficient competition among domestic firms, but also
-xlv-
price signal& aligned to the performunce of the most, not the least, efficient firms. The threat of import competiti~n should be instrumental in pressing domestic firms to bring their pLuducts to internat~onal standards of price and quality. It is recommended in this respect that quantitative restrictions and bans on all finished vehicles (exc~pt luxury cars) be progressively removed, possibly through increasing import quotat with a sim~ltaneous gradual reduction of total customs tariffs to a maximum of 50-75%. Such an adjustment would be particularly desirable for trucks, given the long overdue need for a fuel-efficient truck engine and the duopolistic production structure of this subsector in India. Practically the whole vehicle sector (except for 'traditional passenger cars) is actually or potentially competitive and could meet the increased competition from imports, but such potential competition would bring about the desired pressure to develop and maintain competitiveness and modernization.
40. With respect to PMPs, the preferred option would be to phase out these programs, allowing the domestic vehicle producers to choose among foreign and domestic components subject only to the existing tariff of 50%. Another but less desirable option would be to apply PMPs with greater flexibility. Minimum local content requirements could 3ignificantly be lowered. Components would be indigenized only after they meet acceptable cost and quality standards, and exports of components by vehicle assemblers (e.g.~uy-back arrangements) could be taken into account in meeting the local content targets.
Indirect Taxation
41. In a multi-stage industry such as automotives, it is highly desirable that indirect taxation be deductible at all stages of manufacturing and that its cumulative impact be transferred to the final purchas~r. Application of MODVAT to cover most, if not all, stages at which indirect taxation occur (including agents and entitieb which are presently exempt) would be most beneficial for the automotive industry. Most importantly, exports should be exempted from MODVAT as usually done in other countries.
420 This, however, does not necessarily entail a reduction in total indirect taxes levied on automotive products. Public revenue and social considerations, inter alia, should dictate the rates of taxation applicable to the various autOmOtive products. However, in view of the high price elasticity of demand for two-wheelers, economic efficiency and general welfare consideration strongly suggest that a reduction of indirect tax rates on these vehicles would, without lowering total tax returns, stimulate a faster growth of demand. It would permit a larger number of vehicle and component producers to achieve higher economies of scale and become internationally competitive.

•
-xv-
Benefits and Costs
43. The measures suggested above are not all of equal urgency or importance. and their impact will vary in time and scope. Some are meant to have an effect on producer costs, ~nd it is thus possible to approximate their impact on the subsector's development. After discussion of these measures th~ relative importance and effects of less quantifiable measures are assessed qualitatively.
44. Maintaining a rapid growth of the automotive industry over the long term once the present backlog of pent-up demand is met will require lower costs, higher quality vahicles. As indicated above, a sine qua ~ condition, for this purpose is the modernization and updating along with cost reduction actions, in the component sector. The combined actions and measures proposed could make most Indian automotive components fully competitive in price and quality. The proposed strategy would allow imports to continue in the shortterm, but the subsector would become increasingly able to substitute efficiently for imports, export a broader range of products, regain its former export volumes and possibly position itself favorably with major automotive assemblers abroad, and thus generate in the longer term large net foreign exchange earnings on both components and vehicles. It would also best serve the needs of the domestic market and thus maintain a high growth rate over the long term.
45. The proposed measures would not affect public revenues significantly. Lower rates of final excise ta~ation on two-wheelers should be compensated by higher production volumes, because of their high price elasticity of demand. The removal of Qas on imports would have positive revenue effects. The revenues foregone by tariff reductions would be small becaqse the alternative pOlicy of self-sufficiency based on import bans and PMPs would generate little revenue. The full fiscal implications of these measures should be further studied.
46. The potential socio-economic benefits of lower cost and higher quality products will be achieved only if the necessary quantum of competition, both domestic and external, is introduced and/or maintained in the subsector as suggested in the previous section. This may require some reshaping of the subsector's production structure and the temporary displacement of some enterprises and workers. However, the overall benefits in terms of consumer welfare, larger exports and higher labor productivity and employment dwarf such temporary costs. The Government can, and should, assist in creati~g this competitive environment by promoting increasing domestic, import and export competition, and fostering lower costs through the full implementation of MODVAT and the reduction of excise duties and customs tariffs on automotive products ~nd strategic inputs.
47. In sum, the opportunity exists to expand rapidly an automotive industry which responds to a broader range of consumer needs, increases exports and serves as a spearhead for technology upgrading at large in the industrial sector. The balance of payment and fiscal costs associated with the proposed strategy, though not fully assessed, seem to be quite manageable.

I. OVERVIEW OF THE AUTOMOTIVE PRO~UCTS SUBSECTOR AND STRUCTURAL CHARACTERISTICS OF THE VEHICLE INDUSTRY
Focus and Outline of the Report
1.01 The automotive industries worldwide generally comprise two main segments, one producing components and parts and the other one assembling them into finished vehicles. The segment producing components holds the key to th~ qualitative development of the entire industry, essentially because it determines the cost, quality and technological parameters of finished vehicles. Conversely, in integrated automotive industries like India's where vehicles are assembled mainly from locally available components and parts, the growth of the vehicle segment determines the quantitative development and prospects of the component segment. Moreover, as the report will show, India's component segment of the automotive subsector has remained relatively underdeveloped compared to the vehicle segment in terms of volumes and technology. and is presently under challenge to meet the needs of a rapidly growiug and renovating vehicle segment. For these reasons, the report has given particular attention and focus to the crit:.ca1 segment of automotive components within the overall development pro~pects of the automotive subsector.
1~02 Chapter I provides an overview of the whole automotive products subsector, .its structure, characteristics, performance (output, growth, exports) and general prospects, with attention more particularly to the vehicle segment. The performance of the component segment and its capability to meet efficiently the future needs of India's domestic and export markets are the sole subject of Chapter II. Development options and strategies for the component segment, as well as the vehicle segment on which the component segment highly depends for its growth, are presented in Chapter III. Chapter IV analyzes the present policy framework and constraints under which the automotive subsector and its segments have been operating, and underlineR the major policy adjustments and reforms considered necessary for an efficient and self-sustained development of the subsector in the long term. Finally, as requested by the Government, the outline of a possible financial support of the World Bank to India's automotive subsector is provided in Chapter V.

-2-
A. Automotive Products Overview 1/
Structure of Production
1.03 Indian vehicle production, which involves about 40 manufacturers, has traditionally focused on commercial vehicles which account for 60% ot vehicle output value. The other 40% are almost equally shared between passenger cars/jeeps and two/three-wheelers. In 1984, India manufactured some 62,000 medium/heavy commercial vehicles (trucks, buses) and about 33,000 light commercial vehicles (LCVs, vans •• pick-ups). India was the thirteenth largest producer of commercial vehicles worldwide, after Korea and before Sweden, with 0.8% of world commercial vehicle production (see Annex 1). India's production of passenger cars is much less significant by world standards with 64,000 cars in 1984, or 0.2% of world passenger cars production. India ranked twenty-fourth among car manufacturers, after Venezuela and before Turkey. The ratio of population per car in India was the world's fifth largest after China, Bangladesh, Burma and Ethiopia. 2/ However, the beginning of production of a low-cost, fuel-efficient passenger car in the early 1980s raised domestic sales above 100,000 units in 1985.
1.04 In terms of number of vehicles produced and growth, the two-wheeler segment has become dominant in the Indian vehicle industry. This reflects the high cost of passenger cars relative to disposable incomes. In 1984, 84% of all vehicles produced were two/three-wheelers. Of the balance, half was accounted ,for by commercial vehicles and the other half by· passenger cars/jeeps. Two/three-wheelers, mopeds in particular, are the fastest growing products of the vehicle market. Their growth was 11% p.a. (30% p.a. for mopeds) over the period 1975-1984 compared to 12% p.a. for passenger cars and 9% p.a. for commercial vehicles. The total output of 1,100,000 two-wheelers in 1985 was greater than that of Italy and France which manufactured about 800,000 and 450,000 units respectively in 1985. However, India's two-wheeler industry remains a distant second to Japan's, which produced 4 million units in 1984.
1/ The definition of automotive products follows the Standard International Trade Classification (SITC 1975, Revision II), item 78. Less generic equipment, such as batteries and some electrical equipment for automotive and other applications may recorded under SITC codes other than item 78. Therefore, the SITC 78 category, which is considered in the present report, includes the main but not necessarily all automotive products. The SITC 78 main sub-categories are: (1) Passenger Motor Vehicles Excluding Buses (SITC 7810); (2) Buses (SITC 7831; (3) Lorries and Trucks (SITC 7821); (4) Lorry, Truck and Bus Chassis (SITC 7841); (5) Motor Vehicle Parts, n.e.s (SITe 7849) (other than motorcycles); and (7) Motorcycle and motorized cycles (two-wheelers), etc. and Parts (SITC 785).
2/ ACMA's Statistics.

-3-
1.05 Production of automotive components involves about 190 large and medium scale firms and an estimated 8,000 small scale units. Only 300 firms in all hold a government license to manufacture components. About 90 of these firms had foreign technical support in 1984. Output in 1984/85 was Rs 8.4 billion (US$704 million). The most important "products were engine parts (40%) and transmission and steering parts (25%). Since 1974, the value of component manufacturing has grown at the rate of 13.5% p.a. in current terms, with a fairly even distribution of growth in the various categories. A large number of peripheral parts (e.g. mirrors, seat cushions, ash trays, etc.) are reserved for SSIs. Some components, such as radiators, oil seals, filters, leaf springs and rubber-to-metal components, which are functionally important to the manufacture of a vehicle, are also reserved for SSIs.
1.06 Components production is closely linked to the development of vehicle markets. Its structure is fragmented, reflecting the fragmentation of production capacities among vehicle manufacturers compounded by the unwillingness of Indian vehicle manufacturers to rely on only one source of supply, as is done in Japan, because supply might be interrupted by unforeseen problems of suppliers (e.g., strike, fire, etc.). For example, in 1984, India had fourteen licensed suppliers of clutch plates compared to only four in Japan, and eight carburetor manufacturers compared to only three in Japan. The difference in the number of suppliers is even more critical when considering the wide size difference in the respective domestic markets. Because a large number of suppliers produce each type of component, component manufacturers operate at rather small and uneconomic scales, leading to high production costs. Also, ~ow individual output does not permit subs~antial investments in Research and Development' to update both products and processes. Therefore, Indian vehicle manufacturers tend to produce, in-house components which have the most bear~ng on the final cost and quality of an engine or vehicle. As a result, the vehicle industry in India is strongly vertically integrated: vehicle manufacturers produce a significantly larger number of parts in-house than do their counterparts in industrialized countries. On average, bought-out components are estimated to amount to about 35-40% of the cost of a vehicle in India, whereas in Japan and most Western countries they represen~ 60-70% of the cost of a vehicle.
1.07 About a dozen component manufacturers have succeeded in focusing their manufacturing efforts on only one product group, very often with the technical and financial assistance of a foreign firm. In most cases, these companies have enjoyed a dominant position in their field, and sometimes a virtual monopoly in their market. However, even in these cases, production has not been of optimum economic scale because (i) prOduction volumes which, until recently, prevailed. in India were too low, and (ii) multiple specifications for vehicles and parts, including British, German, Italian and most recently French and Japanese, coexist in the Indian automotive industry. In sum, with a few exceptions, the large number of suppliers for the relatively low volume output of vehicles, the high level of vertical integration of vehicle manufacturers and the lack of
-4-
standardization have contributed to the development of an Indian component industry which is fragmgnted and generally inefficient. !/
Exports
1.08 Exports of automotive products, which are almost equally shared between complete vehicles and a~tomotive components, never exceeded 5% of the automotive industry's total output value. Production has traditionally been oriented to the more profitable domestic market. However, the percentage of components exports was as much as 14% of the components output in 1919/80. This percentage came down to 1% in 1984/85. As indicated in Table 1 below, automotive expurts accounted for 10% to 15% of engineering goods exports over the 1974-82 period. At their peak, in 1981-82, exports of automotive products were in excess of US$150 million and amounted to 2.6% of Indian manufactured exports and 1.8% of total exports. Also, with a yearly growth rate of 17% up to 1981/82, they had developed significantly faster than engineering goods, manufactured and total exports, whose annual growth rates had been respectively 12%, 12% and 9%. India's exports of automotive products did not exceed 0.1% of world trade of such products. This indicates the general inefficiency and technological backwardness of the industry.
1.09 Starting in 1982, automotive exports sharply decltned to less than US$100 million in 1984/85. This set back has been largely due to the competition from Japanese and Korean quality and fuel-efficient automotive prod~cts in India's traditional markets of Africa, SQuth Asia,and the Middle East. Due to the recent decline in performance, the overall growth in value of India's automotive exports over the 1974-85 period was only 7.2% p.a. as compared to 8.7%.p.a. for manufactured exports. Growth of automotive exports remained~ howev~r, above the growth of total exports (5.9% p.a.) over the decade.
1.10 More than half of the US$98 million automotive exports in 1984/85 were accounted for by vehicle components, 43% by commercial vehicles and jeeps, and less than 3% by two-/three-wheelers. Two-wheeler exports declined markedly from a peak of US$14 million in 1980/81. The 1984/85 automotive exports are detailed by category and destination in Table 2 and can be summarized as follows: 48% of automotive products were exported to Africa (Algeria, Egypt, Tanzania an~ Kenya); 23% to the Middle East (Iran, Saudi Arabia); 12% to South East Asia (Sri Lanka and Singapore); 8% to Western Europe (Germany and England); 6% to USA and Canada; and only 3% to the Eastern Bloc countries such as Russia and Yugoslavia.
1/ Vehicle manufacturers have always opposed the existence of virtual monopolies in each major group of components because of the risks of depending on only one source of supply: vulnerability to quality variations and delays due to labor unrest, price levels and obsolescence afforded by quasi domestic monopolies and protection from imports.

Table 1 : MAIN ENGINEERING GOODS EXPORTS: RELATIVE SHARE AND COMPARATIVE GROWTH (Current Prices)
Annual Up to 1974/75 1971/78 1980/81 1981/82 1982/83 1983/84 1984/85 Growth 1981-82
(in Rs Millions) ---_ .. ------ - (Over (7 yra.) the
Decade)
Automobile: Vehicle Components 387 937 1,162 1,366 1,190 900 1,160 11 .1 18.4 Diesel Engine Parts Pumps 191 261 655 760 100 630 165 14.1 20.2 Industrial Machinery, Others 46 203 285 400 610 32.1 Bicycles and Parts 218 303 549 550 400 450 500 8.4 13.4 Electric Wires Cables 173 298 247 450 520 300 360 7.4 13.9 Hand Tools, Small Cutting Tools 142 331 509 420 470 450 370 9.7 15.8 Iron Steel Castings (a 11 sorts) 98 340 306 460 460 22.7 Electronics 850 1,050 1,170
TOTAL ENGINEERING GOODS 3,565 6,174 8,153 9,384 12,497 11,116 13,753 13.7 14.1 ===== ===== ===:;:= ====== =:;:==== ------ ====== ==== ==== ------
(in US$ Million)
Automotive Exports 48 109 147 153 124 87 98 7.2 16.9 Engineering Goods Exports 447 721 1,033 1,051 1,298 1,078 1,157 9.6 12.4 Manufactured Exports 2,602 4,187 5,620 5,820 5,503 5,899 6,167 8.7 11.7 I
In
Total Exports (Customs) 4,672 6,315 8,502 8,523 8,037 8,380 8,406 5.9 8.7 I
----- ===== :==:= ===== :::==== ===== ===== === ====
% Share of Automotive Exports in Engineering Exports 10.7 15.1 14.2 14.6 9.6 8.1 8.5 in Manufactured Goods 1.8 2.6 2.6 2.6 2.3 1.5 1.6 in Total Exports 1.0 1.7 1.7 1.8 1.5 1.0 1.2
SOURCES, AIEl, Handbook of Statistics, 1985; World Bank Statistics.

-6-
Table 2: EXPORTS OF AUTOMOTIVE PRODUCTS 1984/85
(Million Rs)
Main Directions of Exports
Commercial Vehicles Two- and Automotive and Jeeps Three-Wheelers Components Total %
Africa 298 ~ 169 473 48.5 Middle East 107 1<+ 103 224 23.0 Southea::.t Asia 27 4 83 114 11.7 West Europe 2 75 77 7.9 North America 55 55 5.6 Eastern Europe 32 32 3.3
TOTAL 434 24 517 975 100 === == === === ===
Source: ACMA, Facts and Figures, 1985.
The ~erspect~ve Plan ,for Growth of the Automobile Industry, 1985-90
1.11 In an effort to reverse the declining trend of exports, the Government looked for determinant factors and key policies which could rejuvenate the automotive industry and provide for better export prospects. In fact, Government was concerned not only by the decline in automotive exports, but also about the catalytic role which the automotive industry should play in the development of India's economic activity. The Government objectives (as indicated in the introduction to the Perspective Plan for Growth of the Automotive Industry, 1985-90) were to develop an industry which could: (i) contribute to the development not only of automotive exports, but also of exports from directly related industries such as machine tools; (ii) stimulate improvement in domestic processing of basic raw materials such as steel; (iii) foster the development of commercial transport activities, particularly haulage of industrial goods; and (iv) generate employment and help develop new engineering teChniques, particularly manufacturing techniques aiming at making the best use of India's labor resources. In 1982, the Government constituted a Subcommittee to prepare a Itperspective Plan for the growth of the automobile industry" coinciding with the Seventh Plan period (1985-90). In drawing up such a plan, the Subcommittee came to recognize that the automotive industrY' was essentially a mass production, volume sensitive industry and therefore had to focus on -strategies and policies which could accelerate growth in the automotive industry. The Subcommittee systematically tackled the basic issues of scale, technology (products and processes), cost reduction, research and development, and export potential in each of the three main vehicle segments, namely passenger cars, commercial vehicles, and two-/three-wheelers. It also included the
-7-
automotive components industry which is a key support to the manufacture of vehicles. In mid-1984, the Subcommittee recommended a new plan for accelerated growth.
1.12 To achieve the strategic objective of accelerating growth and providing for better export prospects, the Subcommittee recommended the introduction of fuel efficient, safer and more cost effective vehicles in the domestic market and the expansion of the domestic market by drastically improving efficiency in the production of such vehicl~s. The Subcommittee also recommended that existing manufacturers upgrade their product/process technology without delay or that new capacities be licensed, and that foreign collaboration be allowed to facilitate technology transfers. Also, the Subcommittee identified a series of technology gaps in the supply of components and manufacturing tools which had to be bridged to enable Indian vehicle manufacturers produce modern vehicles efficiently and to reduce both purchasing and operating costs to the consumer. This strategy was expected to boost domestic demand and, in turn, to enable automotive manufacturers first to install facilities of a sufficient size to control quality and cost, then to expand facilities further to bring production within international standards and eventually compete in export markets. To accelerate the process of modernization across the automotive industry but avoid pricing modern, fuel efficient vehicles out of the market, the Subcommittee advised that concessional tariffs on·imports of CKD passenger car components granted to Maruti Udyog Limited--a 1981 venture between the Covernment and Japan's Suzuki Motor Company--be extended to all impo~ts of components for new fuel-efficient. vehicle~. Unde~lying such recommendations was the recognition by Government officials that continuing protection of domestic manufacturers and Government's controls over the market through capacity/product licensing had prevented the most efficient vehicle manufacturers from tapping successfully two major domestic resources, namely a potentially vast domestic market calling for mass market strategies to overcome the constraint of low individual purchasing power, and a low cost, versatile work force.
1.13 In the 1982-1984 period, there was a major increase in modernization and foreign technical assistance in the two-wheeler, passenger car and light commercial vehicle segments. The modernization wave also touched upon the component industry, but to a much lesser degree. In fact, the significant difference in modernization efforts between vehicles and components manufacturers has been of serious concern to the Government, since the vehicle industry has until recently sourced its bought-out components, which account for a third to half of the value of finished vehicles, locally. Manufacturers of fuelefficient vehicles, introduced aft~r 1983, have relied heavily on component imports. Therefore, the objective of raising domestic production to international standards of quality, reliability and cost which vehicle manufacturers are pursuing in the current modernization pt.ase cannot be achieved without the support of the component industry, unless vehicle manufacturers are allowed to continue importing components. Assuming domestic procurement of parts only when they are manufactured at volume, quality and cost levels closer to international norms can allow domestic vehicles to be produced at a reasonable level of competitiveness. For that matter, Indian automotive component suppliers are

-8-
perceived by both vehicle manufacturers and Government as holding the key to success for the entire automotive industry.
1.14 Efforts to increase efficiency in the component industry could be con-strained by structural deficiencies such as fragmented scales and heterogeneous technologies in the vehicle induscry. At the present stage of development ~f the Indian automotive industry, structural deficiencies of the vehicle segment would almost unavoidably reflect in the component segment. The rest of this chapter provides some insight into the changing profile of India's motor vehicle industry, as it sets the stage for modernization and expansion moves in the component industry. Current performance and prospects of the component industry will be examined in Chapter II.
B. Motor Vehicle Industry Profile
1.15 An Industry under Modernization. Until World War II, India imported all its motor vehicles either complete or in CKD condition (on average 20,000 vehicles a year), most of which were cars. 1/ The first two Indian vehicle manufacturers, Hindustan Motors Limited (HM) and Premier Automobiles Limited (Premier), started in 1942 and 1944 respectively. Local assembly of imported CKD vehicles dominated the market until 1954, when the Government banned assembly acti~ities by foreign companies and promoted local ownership of productive facilities and a very rapid pace of indigenization of parts and components. As a result, six other compa~ies ente~ed the market. One manufactu~ed cars, anoth~r jeeps, two commercial vehicles and the other two, two-wheelers, all initially Under licensing of foreign firms mainly from West Europe. The manufacturing of tractors ~eveloped in the late 1960s under the increased demand stemming from the "Green Revolution4 tt Total vehicle unit production grew rapidly in the 1950s, at a rate of 29% p.a, but slowed down to 11% p.a in the 1960s and 1970s, due to the stagnation of demand for the high-priced vehicles.
1.16 Growth resumed in the late 1970s, with the rapid expansion of two-wheeler demand (particularly for mopeds) stemming from rising fuel costs. The 1970s was also a period of rapid technological change and innovation in world automotive firms which undertook major rationalization and innovation moves to restore competitiveness which had been severely eroded by the manufacturing strength of Japanese manufacturers. To prevent Indian firms from lagging too
1/ Some vehicles were imported after about 1930 by General Motors (GM) and Ford in CKD condition to be assembled in their plants in Bombay, Calcutta and Madras. GM terminated its passenger car, commercial vehicle assembly and battery manufacturing activities in 1954, after 26 years of operations in India. Since 1959, until the late 1970s, GM's main involvement in India has been through a licensing agreement with Hindustan Motors which included manufacture of Bedford trucks. Currently, GM's Japanese affiliate, Isuzu (38%i, has licensed Hindustan Motors to manufacture passenger car engines and complete commercial vehicles in the medium to heavy range.
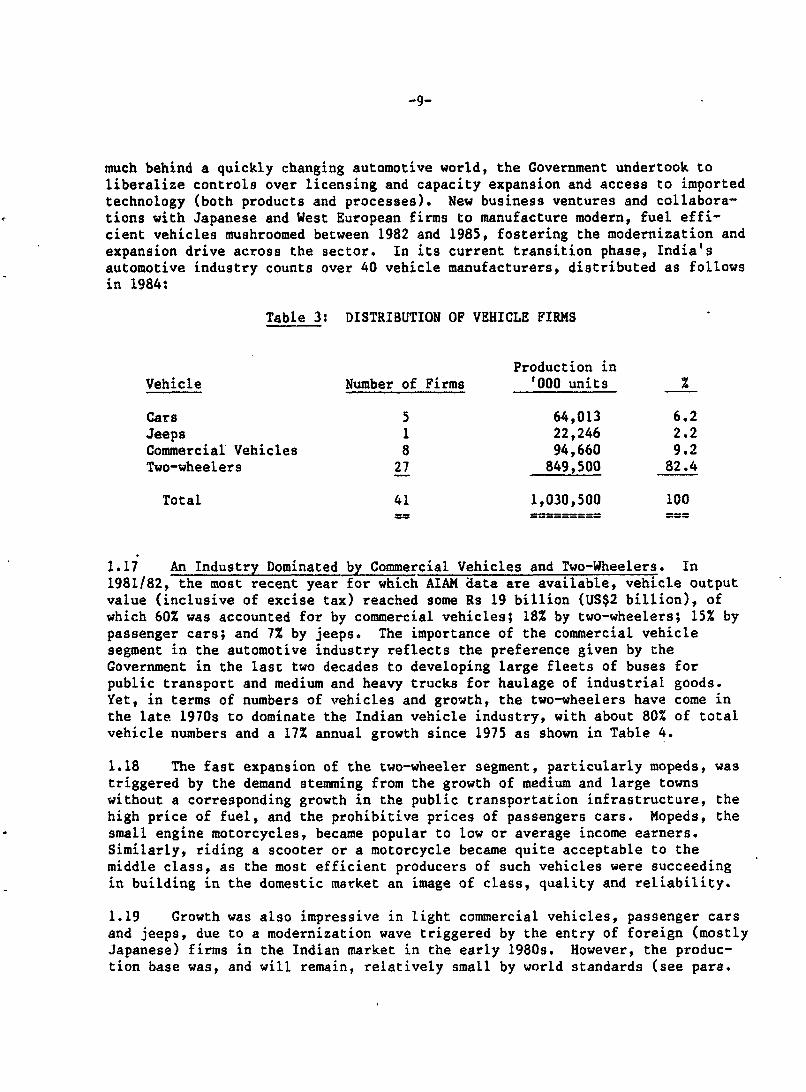
-9-
much behind a quickly changing automotive world, the Government undertook to liberalize controls over licensing and capacity expansion and access to imported technology (both products and processes). New business ventures and collaborations with Japanese and West European firms to manufacture modern, fuel efficient vehicles mushroomed between 1982 and 1985, fostering the modernization and expansion drive across the sector. In its current transition phase, India's automotive industry counts over 40 vehicle manufacturers, distributed as follows in 1984:
Table 3: DISTRIBUTION OF VEHICLE FIRMS
Production in Vehicle Number of Firms '000 units %
Cars 5 64,013 6.2 Jeeps 1 22,246 2.2 Commercial Vehicles 8 94,660 9.2 Two-wheelers 27 849,500 82.4 --
Total 41 1,030,500 100 == ======= ===
. 1.17 An Industry Dominated by Commercial Vehicles and Two-Wheelers. In 1981/82, the most recent year for which AIAM aata are available, vehicle output value (inclusive of excise tax) reached some Rs 19 billion (US$2 billion), of which 60% was accounted for by commercial vehicles; 18% by two-wheelers; 15% by passenger cars; and 7% by jeeps. The importance of the commercial vehicle segment in the automotive industry reflects the preference given by the Government in the lase two decades to developing large fleets of buses for public transport and medium and heavy trucks for haulage of industrial goods. Yet, in terms of numbers of vehicles and growth, the two-wheelers have come in the late 1970s to dominate the Indian vehicle industry, with about 80% of total vehicle numbers and a 17% annual growth since 1975 as shown in Table 4.
1.18 The fast expansion of the two-wheeler segment, particularly mopeds, was triggered by the demand stemming from the growth of medium and large towns without a corresponding growth in the public transportation infrastructure, the high price of fuel, and the prohibitive prices of passengers cars. Mopeds, the small engine motorcycles, became popular to low or average income earners. Similarly, riding a scooter or a motorcycle became quite acceptable to the middle class, as the most efficient producers of such vehicles were succeeding in building in the domestic m8~ket an image of class, quality and reliability.
1.19 Growth was also impressive in light commercial vehicles, passenger cars and jeeps, due to a modernization wave triggered by the entry of foreign (mostly Japanese) firms in the Indian market in the early 19805. However, the production base was, and will remain, relatively small by world standards (see para.

-10-
1022). Contrasting with the recent outburst of modernization activity in the light four-wheeler segments, the production of medium and heavy commercial vehicles significantly slowed down after 1981, after banks significantly reduced credits for truckers and exports of buses and trucks declined.
Table 4: PRODUCTION OF MOTOR VEHICLES IN INDIA 1975 - 1984
Year:
Two wheelers
Mopeds Scooters Motorcycles
Total
Three wheelers
Commercial Vehicles
Light MediWl' Heavy
Total
Passenger Cars
Jeeps
(Number of vehicles in thousands units)
1975 1976 1977 1978 1979 1980 1981 1982 1983 -- -- -- -- -- -- -- ----
36 38 39 45 67 102 151 160 168 153
70 73 67 87 87 208 262 266 300 307
12 19 18 19 17
7 9 36 38
43 47
23 32
8 7
8 11 14 33' 42 46
41 53 60
38 34 29
10 11 12
lOti 185 213 329 210 203 251 274 102 111 130 15& 418 499 594 759
27 25 31 38
20 24 28 27 49 6~ 62 '60
69 90 90 87
31 42 43 45
15 17 20 22
Annual 1984 Growth - (% poa.)
377 29.8 297 12.& 175 10.7 850 16.9
42 14.9
33 18.8 62 '6.2
95 9.2
64 12.0
22 11.9
TOTAL MOTOR VEHICLES 294 367 374 418 425 560 673 776 951 1,072 15.5 === === === === === === ===== ====
C. Scales by Major VehicJ.e Segments
1.20 Passenger Cars. The production of Indian passenger cars grew at a sluggish rate of 3.2% p.a. from 1965 until the entry of Maruti in 1982. At that time, the two existing manufacturers, Hindustan Motors and Premier, were respectively holding 51% and 49% of the market. 11 By 1984, Maruti supplied 19% of the market while the shares of Premier and-HM were respectively 42% and 38%. The combined effect of Government's tax concessions on Maruti's inputs and the company's modern production facilities enabled it to deliver a reasonably
!1. ACMA's Statistics.

-11-
priced, fuel efficient and attractively modern vehicle to a domestic market (mainly urban) which had been traditionally constricted by highly priced, expensive to run and obsolete models. By 1985 Maruti produced 50,000 cars, thus holding 48% of the car market. As a result, India's total car production reached 103,000 vehicles in 1985, up by 61% from ~984.
1.21 Despite its recent impressive growth, it is not clear whether the demand for passenger cars in India will significantly exceed in the medium term the total licensed capacity of 185,000 units, due to the still high cost of cars relative to disposable incomes. Also, t.he economy may not yet afford the infrastructural investments required to accommodate a rapidly growing car fleet. It is undeniable that Maruti's sizable ca acit of 100 000 units has allowed it to significantly cut manufacturing costs in addition to the Government s tariff concessions on imported inputs), which brought passenger cars within reach Qf a larger section of the population.' Yet, even with lower prices combined with a further concentration of production in the hands of one or two efficient firms, and longer lasting models yielding economie~ over time 1/ instead of over volume, it is most unlikely that the domestic demand would be able tv support scales viable by world standards for a number of years to come.
1.22 Minimum economic scales are currently estimated at about 250,,000 cars p.a. per model when using efficient flexible manufacturing systems (the exact threshold may vary with the continuous introduction of new technologies, particularly for production systems) •. According to a 1983 United Nations publication on Transnational Corporations in the International Automotive Industry, costs in the car industry drop by 15-~0% when output rises from 50,000 to 100,000 units per model and by 5-6% when it rises from 125,000 to 175,000 units. These data indiCAte that the production of passenger cars does enjoy scale economies at levels which may remain above the level of demand and production of any single Indian model. Nevertheless, Maruti's scale may be sufficient to control the quality and cost of its production and to supply the domestic market with some degree of efficiency.
1.23 Commercial Vehicles. Production of light commercial vehicles (LCV: vans, pick-Up trucks), particularly of mini-vans, normally enjoys scale economies similar to those of passenger cars. With a total prOduction of about 33,000 LCVa (5 producers) in 1984, despite a significant growth of 19% p.a. since 1975, Indian production scales are expected to remain below minimum economic scales. The Government had approved in 1985 a number of joint ventures and technical assistance agreements for LCV and passenger cars production following the import and licensing liberalization measures. Its refusal in 1986 to authorize any new entry in the LCV field and grant any new capacity and import licenses appears reasonable given that the high level of protection of the domestic market has encouraged the creation of low scale, uneconomical units.
1/ The same model produced over a large number of years allows for the use of fully depreciated machinery, equipment and tools.
-12-
1.24 On the other hand, international costs and volume data indicate that the production of medium and heavy commercial vehicles (i.e. GVW 1/ over five tons) is much less susceptible to scale economies. Most major international producers manufacture between 15,000 and 40,000 medium-sized and between 5,000 and 6,000 heavy vehicles of a given type. The United States' production of trucks and buses (above 3 million units in 1984) counts about 240,000 trucks in Classes Four and Five (GVW ranging between 8 and 12 tons) and Class Six (GVW ranging between 12 and 16 tons) shared by six manufacturers, thus giving an average production per firm of about 40,000 trucks of different models.
1.25 India's production of trucks and buses, which is largely in Class Six, has averaged 62,000 units per year and is shared by two manufacturers: Telco and Ashok Leyland.!/ Their respective production volumes were 46,700 and 14,400 units in 1984. Soth Telco and Ashok Leyland produce a limited range of vehicles which often are variations of the same base model. The scale for each model is thus lar e b world standards. For example, in 1982/83, Telco's basic model, a l5-ton (GVW truck 1210 SE ), was produced at about 35,000 units. The main passenger bus version ("1210 EIt) was produced at 8,000 units. Ashok Leyland's annual production run of one model is much shorter, however, with only about 5,000 units of its most popular truck. Nevertheless, such models in India have a significantly longer life than in industrialized countries and then yield time economies in addition to scale economies. As a.result, Ashok Leyland's model matches international norms of production efficiency, and Telco's production of the "1210" vehicles exceeds the output of most industrialized country producers for a single model.
1.26 Two-Wheelers. The fast expansion of the two-wheeler segment, noted earlier, has not been equally shared by the large number of existing manufacturers. Out of the 27 Indian manufacturers licensed in this field, five have emerged as market leaders in their respective segments and have already achieved satisfactory scale ~conomies. One is strongly specialized in the manufacture of scooters: Bajaj Auto Limited (Bajaj Auto); three in mopeds: Kinetic Engineering Limited (Kinetic), Sundaram Clayton Limited and Majestic Auto Limited; and one in motorcycles: Escorts Limited (Escorts). The production share of the leading manufacturers in their respective segments of production is given in Table 5 below.
1/ Classes of vehicles in this paragraph and the following ones are defined according to Gross Vehicle Weight (GVW).
2/ Two passenger car producers, HM and Premier, have some commercial vehicle capacity, both in the light and heavy range. They were producing a few thousand units a few years ago, but their production today has dropped to a few hundreds a year. HM is about to construct new facilities to produce annually 15,000 vehicles in the medium to heavy range, with the technical collaboration of ISUZU.

•
-13-
1.27 Indian firms focus on the production of scooters and mopeds, which account for 40% each of total two-wheeler production, while motorcycles represent 20% only (175,000 units). Indian firms are more specialized than Japanese two-wheeler manufacturers. In Japan, mopeds represented half of the 1984 production (2 million units), another 25% (one million units) were accounted for by motor cycles and scooters with medium-sized engines (50 to 175 cc), and the balance of 25% by higher powered two-wheelers. Individual production scales vary largely among the four Japanese firms, from 1.7 million to 300,000 units per year; but all firms cover the whole spectrum of two-wheeler models.
Table 5: PRODUCTION SHARE OF TWO-WHEELERS MANUFACTURERS BY TYPE AND MAKE
Scooters
Bajaj Auto Maharashtra Scooters Scooter India API Others
Mot;or Cycles
Escorts Bajaj Ideal Jawa Enfield India Others
1984 1983 -rPercen~
63 62 20 20 8 10 3 5 6 3
100 100
47 44 16 16 17 21 18 18 2 1
100 100
Source: ACKA, Automotive Industry of India,
Mopeds
Kinetic Sundaram Clalton Majestic Mopeds India Others
Facts and Figures
1984 1983 -rPercen~
42 40 27 22 25 33 2 3 4 . 2
100 100
- 1985.
1.28 Scooters. There are presently three major producers of scooters in India. The field is dominated by Bajaj Auto which produced 245,000 scooters in 1984 (60% of the country's output). As a result of Bajaj Auto's recent investment and development program, the company should now have an annual production capacity of 775,000 two-wheelers, th~s being the fourth largest manufacturer of two-wheelers in the world. Because of its already large scale of producti~n by world standards, its dominant position in the scooter market, and its readiness to make new investments at a sufficiently large scale to make it difficult for any entrant to readily compete, Bajaj Auto is not going to be easily challenged. Nevertheless, competition should be enhanced by the return of Bajaj's former

-14-
licensor, Piaggio 1/, to the Indian scooter market in 1982 and the entry of Honda, which licensed Kinetic Engineering in 1984, as shown in Table 6. Such oncoming competition has increased prospects for a drastic rationalization of the production structure (i.e., fewer producers) and cost reductions in scooter manufacture.
1.29 Motorcycles. There are four major motorcycle producers, with Escorts producing 82,000 units in 1984 (41% of the country's production). On completion of its current development program with Yamaha's collabo~ation, Escorts would be capable of producing'annually 3CO,000 two-wheelers. In this segment also, competition is expected to be intense after the other Indian two-wheeler firms begin producing their respective motorcycles with Japanese support, as shown in Table 60
1.30 Mopeds. Three companies--Kinetic, Sundaram Clayton and Majestic' Auto--with respective market shares of 42%, 27%, and 25%, are the main contributors to the 30% p.a. growth experienced by this segment. Moped sales in 1984 amounted to 380,000 units, or less than a fourth of Japan's 1984 moped production. Individual scales among top firms range between 100,000 and 200,000 mopeds a year, and are expected to expand since the three manufacturers have recently entered other two-wheeler ~egments with Japanese collaboration (see Table 6). Thus, active competition should be expected also in this segment, resulting in further scale expansion and overall rationalization.
1.31 Diversification of Two-wheeler Operations with World Leaders. India's leading two-wheeler firms are'now entering the manufacture of at least one type of two-wheeler other than the type they used to produce, with foreign support essentially from Japanese firms, as recapitulated in Table 6.
1.32 Such diversification efforts at firm level are expected to foster com-petition and further efforts to improve efficiency, especially since the main two-wheeler firms now overlap product segments. The competition observed already in 1986 in all two-wheeler segments has put the smaller and less efficient producers under stress, and a substantial shake-out of these producers is expected by industrial analysts in India, leading to rationalization of the prOduction structures. In that respect, the broad-banding of industrial licenses for motorized two-wheelers decided by Government in January 1985, which merely regulbrized of all the cross-segment moves which had already taken place in the two-wheeler industry, should facilitate such rationalization. Furthermore, Government's decision in December 1985 to release controls on two-wheelers MRTP and FERA capacities could be a major stimulus for large Indian • firms to expand prOduction, closer to Japan!se scales.
1/ Piaggio licensed Bajaj ~uto during the period 1960-1971, and Andhra Pradesh Scooters for the 1982-1992 period.

-15-
Table 6: FOREIGN TECHNICAL SUPPORT IN TWO-WHEELER INDUSTRY
Indian ComEanI Technical SUEEort For
Present Production Capacity Name Product With of (000 units) Period
Scooters
- Bajaj Auto Scooters IPS Scooter ·1982- •••• (Italy) Restyling
Motorcycles Kawasaki Motorcycles 375 . N.A.
- Andhra Pradesh Scooters Piaggio Scooters n.a. 1982-1992 (Italy)
- Kinetic Moped Honda Scooters n.a. 1984-1994 (Japan)
Motorcy1es
- Escort Motorcycles Yamaha Motorcycles 1983-•••• (Japan) Scooters
- Sundaram Mopeds Suzuki Light 100 1983-1993 Clayton (Japan) Motorcycles
- Majestic Auto Mopeds Honda Light N.A. (Japan) Motorcycles
Others
- Enfield Motorcycles Zundapp Motorcycles 1982- •••• (West Mopeds Germany) Engines
- Lohia Machines Piaggio Light 1982- ••• <
CSPA Scooters (Italy) Mopeds 1983-••••
Three-Wheelers
- Shree Mopeds Peugeot Mopeds N.A. Chamundi (France)
-16-
1.33 Strong product differentiation (a legacy from the industrial licensing prior to 1985) and strong brand loyalty are leading Indian customers to make repeat purchases without experimenting with new products. Also, the existence of extensive dealer networks affiliated with the established leading firms may (in the short-term) lessen the impact of competition in two-wheelers. However, competition should soon become effective, and its effects should work backwards into the industries producing components for two-wheelers (see para. 2.08). In conclusion, the entrance of Japanese and European firms in the Indian twowheeler market coupled with the presence of a few already efficient domestic manufacturers should ensure contin~ing competitive and efficient growth in this automotive segment. It assumes, however, that the Government· will support industry's moves to rationalize operations and expand by facilitating the closing and merging of uncompetitive firms and stimulating (not restraining) domestic consumption of two-wheelers.
D. Vehicle Prices 1/
1.34 Protection. The development and growth of the vehicle industry in India have taken place behind high protective barriers against imports. £/ Protection, in the form of quantitative restrictions and high customs tariffs, applies more to finished vehicles than to their parts and components. Details of the structure of custom tariffs are.given in Annex 2. In broad terms, tariffs on vehicles (basic duty plus ancillary duty) can be summarized as follows: .
Passenger cars Two-wheelers Commercial vehicles:
150-200% 150% 65-110%
While this high protection does not seem to have led to nominal prices in the industry much above international prices, as analyzed below, tQe lack of foreign competition has allowed Indian vehicles to become technologically backwards relatively to foreign vehicles.
1/ Price of domestic components are analyzed in detail in Chapter rI, paras. 2.09 to 2.18.
2/ Imports of vehicles in 1981/82 were Rs 81 million, and imports of parts and components some Rs 1,041 million, representing in total less that 5% of the subsector's output value.

•
-17-
1.35 Ex-Factory Price Levels. Ex-factor prices of medium and heavy commer-cial vehicles and of two wheelers currently are significantly lower than international prices. On average, Indian truck prices are 25% less than international prices, and two-wheelers prices about half (see Table 7). The ex-factory price <before excise) of the modern Maruti's standard passenger car currently is US$3,900, which is the price at which the Yugo retails in the U.S. market. !I The two other car models (Hindustan Ambassador and Premier Padmini), which date back to the 1950s and are considerably outda~ed, are at about US$4,500 (before excise tax). International prices refer to vehicles selected for volumes and specifications as close as possible to Indian models. However, differences in engine specifications and vehicle functional designs are quite significant, even in the segments of medium and heavy commercial and two wheelers where India is closer to world standards than in passenger cars. Inferior quality of macerials and tools have ad-tersely affected not only the vehicle appearance (ftfit and finish"), but also their safety, reliability and fuel-efficiency. Thus, such price comparisons should be interpreted with caution. Indian prices of older models with characteristics significantly behind international ones (e.g., Bajaj and Lambretta scooters, Ashok trucks) are half of international costs. Indian prices of newer models such as Kinetic mopeds and Ind-Suzuki motorcy~les which have characteristics closer to international standards in terms of material tolerances, performance specifications and reliability features are about 80% of international costs and closer to international levels.
1.36 The effect of quality difference~ is well illustrated by the steady decline, despite lower prices, of Indian exports of trucks (mainly from Telco) and two-wheelers (mainly from Bajaj) to the Middle East, Africa and neighboring countries since 1982. In the 1970s, the best Indian manufacturers did not emulate worldwide efforts to produce more reliable automotive products, with safer standards and better quality fit and finish because of the comfort of a sizeable and protected home market. As a result, after the increasingly stiff competition between world automotive leaders in industrialized countries spread to developing countries in the early 1980s, the traditional markets of India in developing countries received more attractive products in terms of quality and reliability, which forced Indian automotive exports to decline despite their low prices •
11 In 1986, most small basic cars similar, but not identical, to Maruti's, such as the Yugo, were retailing for about US$4,000 in the U.S. market. The show-room price of Maruti's standard passenger car model was at about US$5,500 in India.
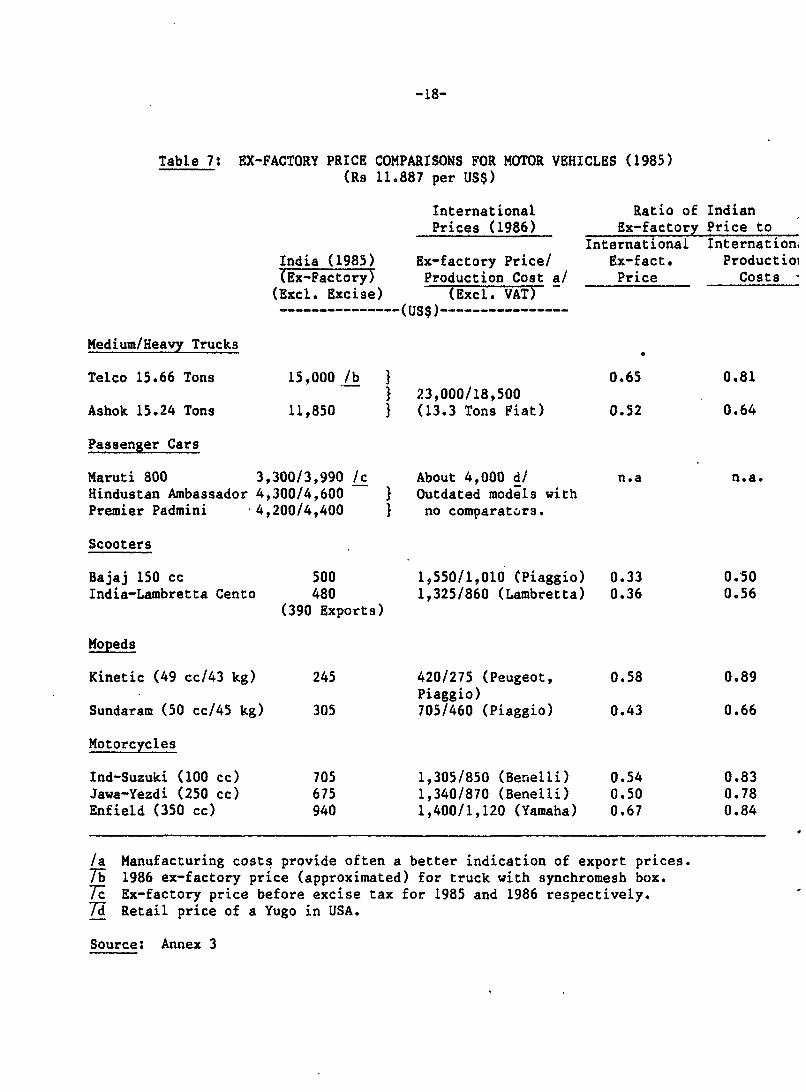
-18-
Table 7: EX-FACTORY PRICE COMPARISONS FOR MOTOR VEHICLES (1985) (Rs 11.887 per US$)
India (1985) (Ex-Factory)
(Excl. Excise)
International Prices (1986)
Ex-factory Price/ Production Cost a/
(ExcL VAT) --------------~-(US$)----------------
Medium/Heavy Trucks
Telco 15.66 Tons 15,000 Jb
Ashok 15.24 Tons 11,850
Passenger Cars
Maruti 800 3,300/3,990 !..E.. Hindustan Ambassador 4,300/4,600 Premier Padmini . 4,200/4,400
Scooters
Bajaj 150 cc India-Lambretta Cento
Mopeds
Kinetic (49 cc/43 kg)
Sundaram (50 cc/45 kg)
Motorcycles
Ind-Suzuki (100 cc) Jawa-Yezdi (250 cc) Enfield (350 cc)
500 480
(390 Exports)
245
305
70S 675 940
} } }
} }
23,000/18,500 (13.3 Tons Fiat)
About 4,000 d/ Outdated models with
no comparatvrs.
1,550/1,010 (Piaggio) 1,325/860 (Lambretta)
420/275 (Peugeot, Piaggio) 705/460 (Piaggio)
1,305/850 (Benelli) 1,340/870 (Bene11i) 1,400/1,120 (Yamaha)
Ratio of Indian Ex-factory Price to
International Internationl Ex-fact. Productiol Price Costs·
•
0.65
0.52
n.a
0.33 0.36
0.58
0.43
0.54 0.50 0.67
0.81
0.64
n.a.
0.'50 0.56
0.89
0.66
0.83 0.78 0.84
/a Manufacturing cost~ provide often a better indication of export prices. 7b 1986 ex-factory price (approximated) for truck with synchromesh box. 7C Ex-factory price before excise tax for 1985 and 1986 respectively. 7d Retail price of a Yugo in USA.
Source: Annex 3
-19-
1.37 Price Trends. Prices of medium and heavy commercial vehicles did not increase as fast as the wholesale price ;,ndex over the period 1965-1985; nor did two-wheelers prices when compared to the consumer price index (see Annex 4). On the other hand, car prices increased more or less on par with the wholesale index over the same period and without model changes. Due to economies over time and volume in the production of most commercial vehicle and two-wheeler models, one could have expected prices to go down to reflect at least some of the improved efficiency (the learning curve effect) since manufacturing series have been long in India. Instead, protection and constraints on additional domestic capacity have contributed to maintain prices high relative to disposable average income and thus enabled firms at the bottom of the efficiency scale to continue operations •. Not surprisingly in this context, the better automotive manufacturers have enjoyed long customer waiting lists, witnessing a chronic shortage of supply of quality vehicles at reasonable prices. Until the introduction of the Government's recent liberalization program, they had no incentive, due to protection and excessive regulations, to produce their vehicles in larger volumes.
1.38 Impact of Modernization on Costs and Prices. Aside from Maruti's passenger cars and light commercial vehicles which are assembted to a significant degree. from imported parts, the effect of modernization on production costs and prices of vehicles is better measured in the two-wheeler industry, which has been able to attract leading international firms, particularly Japanese and European firms, to share in the current domestic effort of modernization. Most new two-wheelers plants are still at too early a stage of operation to evaluate the costs, quality and product reliability levels that would be achieved once production stabilizes. However, there are indications that, in a few well advanced modernization projects, India could produce at lower than international prices, despite higher capital costs in the new plants compared to the old ones; but the level of product quali~y and reliability to be actually achieved is difficult to ascertain. Success in delivering a quality and reliable product at a competitive cost depends on: (i) the manufacturing complexity of the specific vehicles (scooters have higher technical requirements than mopeds) and the experience already accumulated in specific vehicle manufacture; (ii) the targeted product quality/reliability, as Indian automotive firms have still to learn how to combine high product quality/reliability and low costs; (iii) the amount and duty rates of imported inputs (basic raw materials and machinery) required in the manufacture of parts for the new vehicle; and (iv) the level of domestic content (for new fuel efficient vehicles) enforced on the vehicle industry.
1.39 From Piaggio's experience, the Italian scooters which India started manufacturing in 1985 with 75% local content would cost 85-90% of the corresponding Italian costs. The Indian prices at this level of indigenization could be lower except for a number of factors, listed by Piaggio's staff, which contribute t~ increase the vehicle price in India. Aluminum and sheet metal as well as some electronic devices, which have to be imported at tariffs in excess of 100%, have contributed to raise some component costs to 20% or more above

-20-
Italian levels. Some capital intensive operations are also found to be more expensive in India than in Italy due to high tariffs on capital goods imports leading to wide differences in machinery cost. 11 Depreciation ch~rges are also higher in India because workers generally work one less shift than their Italian counterparts. Finally, while India's low labor cost and good skill level are attractive, workers' lack of discipline often offsets part of cost and skill advantages.
1.40 Indian two-wheeler manufacturers appear confident that the cost of the new, fuel efficient vehicles will come down after all parts are manufactured locally, and that. quality will be maintained. However, Piaggio's experience so far leaves open the possibility of significant price increases and quality variations when local content increases above 75%, i.e., when the most difficult part of the vehicle (the engin~) is manufactured locally. Such indication comes from an IFC project (Report No. IFC-P-714) to indigenize the production of Hero Honda's 100 cc motorcycle engines. The engine, which has been imported from Japan, accounts for more than 30% of the present cash manufacturing coat of the assembled motorcycle. By manufacturing the engine locally, Hero Honda expects to reduce the level of imported components from 38% of the c.i.f. cost of the imported vehicle in 1986 to approximately 6% by 1990. IFC has projected the ex-fa~tory price of each motorcycle would increase only by 6% at full capacity, leading to net ex-factory price (e.g. before excise duty) only about 8% only Above the coi.f. value of the imported Honda vehicle, which suggests that the domestically manufactured engine could cost 20% more than the c.i.f. price of import. 21 This tends to indicate. that, while it is feasible to manufacture engines domestically, it remains the most difficult indigenization step.
1.41 It is premature to predict the impact that Phas~d Manufacturing Programs (PMPs) requirements 3/, which are further discussed in Chapter IV, will have on the vehicle production costs in India, if substantial modernization investments are undertaken by the component indu&try with a view to upgrade products and reduce costs. However, several studies of automotive manufacture in other countries (Brazil, Mexico, Argentina, Australia) indicate that domestic contents above a critical range of 60-80%, depending on the scale of production, can
11 For example, some heavy presses were found to cost 1.5 times more than in Italy, due to high duties on imported equipment. Regarding domestic equipment, machine tools have been conceptualized for use mainly by the four-wheeler industry, and are often overdesigned for the two-wheeler industry.
21 Before Yen appreciation in 1986. At current exchange rates, this exfactory price is certainly below c.i.f.
31 Phased Manufacturing Programs imposed by the Government on the manufacture of all new fuel efficient vehicles require as a rule that after five years 95% of the vehicle (in value) be manufactured in India.

-21-
significantly raise unit cost of passenger cars. Although not recent (1969), Figure 1 is still relevant as to how sensitive vehicle costs are to local content. It indicates that, for a production scale of 50,000 cars p.a., the cost increase entailed by indigenization of components says practically constant at 15% for a local content ranging between 30 and 60% and jumps to 25% with a local content of 80%. For a production scale of 25,000 vehicles p.a., these cost increases became respectively 30% and 40%. Recent experience with Japanese cars assembly plants in the USA indicates that some projects plan to continue importing between 30 and 40% of the vehicle value (mainly the engine) to maintain overall quality and cost at international levels of competitiveness. The lower technical requirements of two-wheelers are likely to make the cost of these vehicles less sensitive to the level of domestic content. In conclusion, targets for minimum content requi~ements in India may have to be significantly lowered, particularly in the case of four-wheelers, to avoid the escalation in cost, a possible deterioration in quality and technological stagnation if domestic components are excessively substituting for imports.
1.42 Incidence of Indirect Taxation on Vehicle Prices. The total impact of indirect taxation on the price of assembled vehicles (ex-factory price net of taxes) has been high. The findings of a study carried out by AIAM in 1977 (The Incidence of Indirect Taxation on the Automobile Industry) indicates that it ranges in Bombay between 50% and 63% of the above price net of taxes depending on the vehicle. The burden of indirect taxes ultimately borne by the buyer of a motor vehicle consists of t~o categories: (i) the post-manufacture taxes, such as eXClse duty, sales tax an octroi included in the final price to the customer . represent about t~o-thirds of total taxes; (H) the "Tax in ManufacturE!tf which comprises taxes arising in the different production stages, from raw material to assembled vehicle, constitutes the tax element to be added to the price of assembled vehicle to arrive at the ex-factory price of the vehicle. The tax in manufacture has ranged from an estimated 17% on cars to 18 and 19% on twowheelers and 23% on medium and heavy commercial vehicles (in % of the price of assembled vehicles). The percentage of tax in manufacture reflects both the value of bought-out components as well as the number of manufacturing steps: the higher the number of steps or the bought-out value, the higher the tax. The fact that Premier's car had the lowest of all taxes in manufacture (11%) indicates a much higher level of in-house manufacturing of components and subassemblies than that currently practiced by manufacturers of scooters or motorcycles. The tax system on manufactured goods, which prevailed until the introduction of a modified added value tax system in early 1986, has hampered the development of multi-stage production as practiced by automotive industries worldwide.

-22-
Figura 1
•
150
i ~.
! 1100
j
50
60 7C 1 8C;
I sa
, 2~ I I I
j
100

-23-
1.43 The AIAM study was updated by Telco in 1985 for the 1210 basic truck version. 1/ The updated price structure and tax component of the 1210 truck (see Annex 5) show that while the overall tax burden, percentage wise, stayed about th~ same over the decade, the compounding effect of indirect taxation in manufacture increased from 23% to 27% of the price of assembled vehicle (see Table 8). The latter was partly compensated by a slightly lower excise duty and sales tax on one hand, and significantly lower distribution and insurance charges, indicative of a more efficient delivery to the point of sales. The overall impact of taxation on the final price of a truck appear not to have significantly changed over the decade, and AIAM's 1977 estimates of tax in manufacture and total tax on major two- and four-wheelers Are still relevant.
Table 8: INCIDENCE OF INDIRECT TAXES ON VEHICLE COST - 1985 (Telco 1210 Truck)
Local Components: Rs per Vehicle Share of Taxes (%)
Value Net of Taxes Tax in Manufacture Other Indirect Taxes Total Cost to Vehicle Manufacturer
Other Inputs and Production Costs:
Net of Tax Indirect Tax
Total Ex-Factory Price of Vehicle
Less: Total Indirect Tax = Price of Assembled Vehicle (PAV)
Total Indirect Taxes as % of PAV As % or Ex-factory Price
Source: Annex 5
F. Technology
64,000 7,700
13,120 84,820
52,270 10,110
147,200
30,930 116,270 =======
26.6 21.0
75 9 }
16} 67 100
33
100
1.44 India has had to import continuously both product and manufacturing technology, especially since Research and Development expenses of automoti~e
1/ Only a few changes have been brought to this model since 1977.
-24-
firms have been traditionally low. Also, due to protection, Indian firms have limited themselves to an adaptive, rather than innovative, type of technology. ~o some extent, however, some two-wheelers and medium/heavy commercial vehicles firms have fared better in that respect than the passenger car industry in the 1970s. In spite of Government's strict controls on technology imports, they have successfully maintained emphasis on quality control and product adaptation. It has also rested on other factors such as long-term arrangements (partnerships) with international firms, the amount of competition and the slower pace of evolution of world technology in trucks and two-wheelers in contrast to the technical quantum jumps in passenger car technology. As a result, the two-wheeler and medium/heavy CV segments were, until recently, reasonably well positioned relative to world automotive technology. However, the past years decline in truck and two-wheeler exports to developing countries indicated that India had to regain some technological edge in these two vehicle segments, a move which is currently under way.
1045 Medium and Heavy Commercial Vehicles. In the 1970s, Telco was able to achieve a reasonably good technological lev~L in both product and process l/, as witnessed by India's exports of truck and bus chassis which increased from US$3 million to US$23 million between 1975 and 1980. Similarly, exports of complete buses more than doubled over the same period. The sharp erosion of such exports in the 1980s resulted from increased comp'!tttion for third world markets among world class manufacturers. Korea entered South Asian markets in 1980 selling finished trucks and African markets in 1981 selling truck and bus chassis. Japan had long been in such markets and in OPEC· countries, another traditionai market for Indian trucks. Facing combined Japanese and Korean competition, Indian commercial vehicles, althoug~ well adapted mechanically to these countries, could no longer compete with the more efficient engines, meticulous fit and finish and better safety and riding comfort of the East Asian vehicles.
1.46 To prevent further erosion, Telco introduced four new models in the last four years, including a rear-engine bus. However, fully upgrading Indian engines to international high performance and fuel-efficiency specifications will probably require foreign assistance, as no Indian firm could independently design an engine to such specifications (there have only been ·a few domestic attempts at modifying existing engines for fuel efficiency). There is also room for improvement in the design, fit and finish of Telco's vehicles, and an Indian version of the international tractor-trailer concept adapted to Indian roads remains to be introduced. Telco would have little difficulty in securing foreign technical input at any time in specific fields such as high performance engines. However, it is not clear at this stage whether Telco really wants to
1/ For medium and heavy truck, a few thousand elements need to be assembled compared to only several hundreds in the case of a two-wheeler. In addition, safety which is guaranteed by a few key functional components and sub-assemblies in a vehicle is of paramount importance, but much more difficult to ensure on a heavy four-wheeler than on a two-wheeler.

•
-25-
mobilize foreign support, and its own impressive engineering and organization capabilities, to bring its models to world standards, since Telco has no serious competitor in the country in the field of medium and heavy commercial vehicles. It would therefore be in the interest of the Indian economy to reactivate competition in the medium and heavy commercial vehicle industry to promote technology upgrading, expansion moves and export, rather than to encourage an outburst of activity in the passenger car industry where India's comparative advantage is not as clear.
1.47 Two-Wheelers probably have better prospects to regain some technical edge in the near term than the medium/heavy commercial vehicles, due to the simpler product technology and more competitive domestic markets. Mopeds are particularly well positioned because of the limited requirements of the vehicle with regard to speed and safety. The problem may rest more with manufacturing technology since mass production techniques must be appropriately used to produce such vehicles competitively. Growth of the domestic two-wheeler market, if sustained, should enable manufacturers to adopt such production technologies. The manufacturers have shown an ability to adjust designs of imported vehicles (in consultation with foreign partners) to domestic constraints, but they have not displayed as much sense of innovation in planning their production techniques. While the review of plants' concept and planning with senior management and project teams showed that the significant modernization underway would clearly position India's two-wheelgr industry within reach of world standards, it was striking to note the extent to which management and engineers were keeping to traditional methQds of incremental planning for plant ana equipment. The danger of such an 'incremental approa~h is that Indian manufacturers could continuously trail behind international technology levels, particularly with regard to manufacturing scale, material savings and quality control. It would probably require a stable policy and genuinely competitive environment to spur them to take the risk to import and adapt'first-rate, largescale production technology, thus avoiding being, locked into inefficient facilities for the future.
G. Plan Projections and Strategy for Growth in the Vehicle Industry
1.48 The production of passenger cars has been projected to grow by 11.9% p.a. and reach 130,000 units by 1989/90, that of commercial vehicles by 10.6% p.a. to reach 160,000 units, and that of two-wheelers by 11.8% p.a. to reach 1,600,000 units; these projections were in fact downwards reViSions of the demand estimates made by the 1985-1989 Perspective Plan for the Growth of the Automotive Industry.
1.49 Actual sales of commercial vehicles in 1985 were at least 10% lower than projections, but passenger car and two-wheeler sales were higher by 10%. In the short term, the Plan projections for 1986 and 1981 could be exceeded in view oE the waiting lists tor Maruti cars reflecting an unmet demand; however, in the longer term, the Plan projections are unlikely to be significantly exceeded in the passenger car segment, as pent up demand is met and the needs of the limited higher income segment of the Indian market are met. In other segments, targets

-26-
may be exceeded provided that Government is determined to let the most efficient manufacturers build up large domestic volumes of quality products while continuing to update product and process technologies and there is a commitment to achieving internationally competitive products. If growth experienced in the last decade by two-wheelers is sustained, which assumes that Government refrains from increasing indirect taxes or restricting domestic competition, targets could be far exceeded.
1.50 An analysis of the demand in India for scooters and motorcycles 1/ indicates that there has been a direct and close relationship between the demand for these vehicles, the average disposable income and the consumer price (after taxes) of these vehicles (see Annex 6 for details):--In fact, econometric models for demand of two-wheelers show that demand for scooters in particular has been significantly responsive to price reductions (with an elasticity of about 1.6).
1.51 Therefore, a major price reduction effort on the part of the vehicle industry (through costs), and Government (through taxes) could lead to a significant increase in sales, and would turn the domestic market into a sizable effective resource rather than an inevitable constraint to growth. However, Indian vehicle manufacturers must first hone efficiency, measured in quantitative terms (production volumes, costs) as well as qualitative ones (better quality and reliability) in the domestic market, while keeping international norms of qu&lity as targets in order to revive and expand Indian automotive exports. 21 India's best chance in today's competitive world is probably to expand production in its home market and, when efficiency has been suff:ciently built up domesti~ally; to launch signific~nt exports.
1.52 Large Domestic Volumes for a Mass Market Strategy. The approach of a restricted domestic market came under scrutiny after 1973-74. Some vehicle manufacturers in the commercial vehicle and two-wheeler subsectors then realized the potential of the domestic market as sizeable resource. In particular, to avoid sales stagnation linked with high costs, low production volumes and an inadequacy of funds for re-tooling and vehicle improvement, these vehicle manufacturers opted to deliver vehicles within a reasonable quality and cost range despite the sellers' market. Consumers preferred waiting to buy such vehicles which would be cheaper in the long run. The strategy of these manufacturers had long term benefits as it enabled them to improve efficiency relative to their authorized capacity. Yet, the Government's regulations and high taxation of automotive products, which had prevailed in the 1970s, did not allow
1/ Analysis of demand for mopeds could not be carried out, for lack of long enough price series for this product which has recently emerged in the market.
21 To increase its international market share, Japanese strategy has been straightforward: to relentlessly enforce low costs based on large production volumes, quality and reliability.
-27-
them to take the risk to expand aggressively beyond authorized capacity to satisfy long waiting lists of potential buyers. Thus, regulations and taxation constrained the development of mass production strategies which would have permitted, by optimizing the domestic labor resource, to efficiently expand the domestic market and use it as a base to launch significant exportA.
1.53 Two-wheeler manufacturers attempted to address the need for low cost individual transports and related mass production systems as early as the 1970s. Kinetic Engineering Ltd. (Kinetic), the affiliate of a major group manufacturing commercial vehicles and engineering products, introduced the first indigenously manufactured moped with a small engine of 50 cubic centimeters in 1977. The popularity of this moped, due to price and quality, was such that Kinetic expanded sales at the rate of 34% p.a., to 30,000 units in 1979, and subsequently increased capacity five-fold between 1979 and 1984.
1.54 The Government also opted for a similar strategy to shake up the dormant Indian passenger car industry. India's two major passenger car companies, which had started off in the 1950s with relatively modern facilities to manufacture Morris and Fiat car models, subsequently engaged in only marginal updating of products and processes. Moreover, the traditional concerns of the Government with the economic and so~ial impact of a rapid growth of the car fleet (infrastructure, pollution, congestion) had led it to give very low priority to the passenger car industry, and passenger cars, classified as luxury products, were taxed heavily. As a result, prices were high and total sales of both companies stagnated at about 30,000/35,000 units a year. However, in the early 1980s, the Government established its own company, Maruti Udyog Limited (Maruti), with the view to introducing a fuel-efficient, low cost passenger car and developing a bigger market (which did not seem to be within the capability of the existing firms).
1.55 Maruti's commercial strategy, which could constitute a constructive precedent for the whole industry, led to the concept of small cars and mini-vans which would be afforded by many more people and cheaper to run. Such characteristics were identified as critical to stimulate demand in a survey made by the Indian Market Research Bureau in late 1981 at Maruti's request. It also led to the choice of the Suzuki Motor Company, which had a 40% share of the 550 cc car market in Japan and a 52% share in Japan's exports of such cars. With the help of Suzuki, Maruti installed modern facilities 1/ capable of producing 100,000 cars a year at half the cost prevailing in India. To enable Maruti to reflect manufacturing cost savings in the final vehicle price and develop a sizeable market, Government drastically reduced tariffs on imports of components
1/ Maruti's plant provides a good example of an integrated assembly plant. The level of mechanization is lower than world class plants (except in the press shop), but it represents a good blend of human and mechanized resources. Productivity, however, will be highly dependent on the discipline of management and work force. The plant is exceptionally clean.

-28-
and production equipment for fuel-efficient vehicles. In a contractual arrangement, the Government agreed to concessional tax rates on Maruti's car, enabling the company to significantly decrease the price to the customer, plan on larger demand, and match larger production volumes with highly productive manufacturing systems, which in turn allowed the company to keep costs low. The benefit of such increased industrial activity was to accrue both to component manufacturers, who could ~ake advantage of larger production scale, and to consumers, who would have access to cheaper and better quality products. Tax revenues were assumed to remain neutral to the tax reduction as incremental volumes were expected to compensate for lower tax rates. Also, Maruti started developing appropriate domestic sources of components which, initially importea from Japan, will have to be procured locally within five years according to the requirements of its PMP.
1.56 This soon proved to be a challenge for the automotive components industry on four accounts: timeliness, volume, quality and cost. First, Maruti scaled up production on schedule, much to the surprise of the component manufacturers who were unprepared. Second, because of its larger production volumes and much less vertical integration, it requested parts and subassemblies in volumes never encountered before in the passenger car industry. Third, it enforced more stringent quality standards, closer to Japanese production standards. Last, on account of the large volumes, it requested to be charged prices ranging between the c.i.f. and landed 1/ costs of Japanese components. Maruti's drive for high production volumes, 10; cost and high quality products had the effect o~ shaking up the automotive components industry, as well as related industries supplying critical inputs such as machine tools and raw materials. A few component producers were initially able, and many other producers have been investing and modernizing, to meet Maruti's exacting requirement; as a result, the domestic content of Maruti cars has increased to about 35% in 1986 and is expected to increase further quickly in the coming years. This has highlighted, in a pragmatic way, the inadequacy, vis a vis international standards, of local technologies and scales of production in component manufacture.
1.57 There have been other interesting effects of Maruti's entry on the automotive industry. It pointed to the reliance on direct equity participation (rather than licensing) by a leading international firm as one of the most economical methods of bringing facilities up to a minimum of international standards before attempting to enter foreign markets. It also emphasized the use of competitive pressures to restore some efficiency in the industry, as Maruti was to cut heavily into the market shares of the two existing firms unless they opted for more modern technology and raised efficiency and quality control. Finally, it highlighted the Government's interest in the automotive
1/ Landed cost = c.i.f. value plus custom duties. The custom tariff on CKD components for fuel-efficient vehicles such as Maruti's, initially set at 40%, is now 50%.
,
-29-
secto~ and the vital ~ole it could play in the indust~ial and expo~t development of India.
H. The Automotive Component Industry: A Prio~ity fo~ Development Now
1.58 P~actically in all vehicle segments, manufactu~ers have been taking substantial steps to modernize and/o~ expand manufacturing facilities and upgrade vehicles, resorting partly or entirely to imported machinery and components. As a result, the number of fuel efficient and cost effective vehicles now being assembled and/or produced in India, particularly by the two-wheeler industry, has drastically increased. Also, competition between existing and new vehicle manufacturing firms is expected to gradually reduce the gap between domestic and international automotive production standards.
1.59 While the Government's approach to authorizing co~ponents imports has been generally rather liberal, a condition was imposed on all contracts invol~ ing substantial foreign exchange outlays over significant periods of time, namely that 95% of the imports of fuel efficient vehicles in CKD condition should be procured domestically within five years. So far, the implementation of such a regulation has also been liberal. Vehicle manufacturers have continued to import components whose domestic production, under current conditions, was expected to lower quali~y and/or increase cost significantly. However, the recent and lasting pressure of CKDs automotive imports on India's balance of payments and vehicle manufacturers' balance sheets (due to. the combined effects of a slow import substitution'process and the significant appreciation.of the Yen whic~ is one if not the major currency in which CKDs imports contracts were denominated), is bringing both Government and vehicle manufacturers to the same conclusion: serious attempts must be made to procure components locally in the near future.
1.60. As a result, the most immediate challenge now faced by the Indian automotive industry is the development and maintenance of competitive levels of technology, quality, reliability, cost and delivery performance in the domestic component industry to support vehicle manufacturers' on-going programs to produce low-cost, high quality modern vehicles. The high domestic content and export/output ratio (relative to the vehicle industry) achieved by the component industry in the past tend to indicate that there is a satisfactory engineering and developmen~ capability base in the automotive component industry. However, without a marked improvement in the current pace of modernization and expansion of the component industry, the technical strengthening and accelerated expansion of the domestic vehicle industry would not be feasible in the near term. Without an expanded and strong domestic base, where internationally acceptable norms of scale, quality, reliability and costs are progressively prevailiLg, the Indian automotive industry would have dim prospects to eventually compete in some export markets and earn foreign exchange to maintain efficiency and competitiveness domestically.
1.61 India now has a unique opportunity to install a new generation of com-ponent plants and implement structural changes throughout the automotive

-30-
industry. However, modernization and expansion moves in the component industry must not translate past, or contribute to future, inefficiencies. The component industry would therefore not only have to grow significantly to meet production
. volumes of domestic vehicle manufacturers, but also make quantum jumps in quality to meet the exacting standards (at competitive price) of CKD imports. Taking into account such modernization needs, as well as the projected growth in demand, the Government estimated the investment requirements of the automotive components industry between 1984 and 1990 to amount to Rs 8 billion, or US$670 million. ACMA's own estimates, based on a 1986 survey, indicate that components suppliers have envisaged investing about Rs 5.6-6.5 billion, or US$465-540 million, over the next three years, to keep up with the vehicle manufacturers requirements for modern components. It is thus essential that Government makes the necessary adjustments in policies and strategies now as recommended in Chapter III. The performance of the componen~ industry and its ability to respond successfully to these challenges are analyzed specifically in the following chapter.

-31-
II. AUTOMOTIVE COMPONENTS INDUSTRY
2.01 This chapter discusses the profile of the components industry; its production and performance; its manufacturing efficiency, technical shortfalls and prospects. Chapter I and II together provide the basis for the strategy discussion in Chapter III and the policy discussion in Chapter IV.
A. Industry Profile
2.02 As indicated in Chapter I (para. 1.05), the component industry involves about 190 large and medium scale firms and an estimated 8,000 small scale units; only 300 companies hold a license to manufacture components. Five main product groups share the output value as follows: engine parts, 37%; transmission and steering parts, 25%; suspension and braking parts, 18%; electrical parts and equipment, 11%; and other parts, 9%. The avera&e growth rate of the component output (13.5% p.a. in current terms since 1974) has been evenly distributed: engines, 12% p.a.; transmission and steering parts, 16% p.a.; suspension and braking parts, 13% p.a.; electrical parts and equipment, 14% p.a.; and other parts, 14% p.a. As noted earlier, the manufacturing of about 60 peripheral parts, many of which are important to the aesthetics of a vehicle, and a few functionally important components, such as radiators, oil seals, leaf springs, bulbs and rubber-to-metal components, are reserved to the small scale sector (see the list in Annex 7).
2.03 Regulatory policies have determined the structure of the component industry, which is predominantly bi-modal, with a preponderance of large firms, a very large number of small scale firms and few medium-sized ones. In fact, the component industry still reflects the fragmentation in product models and production capacities which, until recently, prevailed in the vehicle industry, since the demand in the component industry has been linked closely to the developments in the vehicle market. Thus, as underlined in para. 1.06, India has fourteen licensed suppliers of clutch plates compared to only four in Japan, and eight carburetor manufacturers compared to only three in Japan. Because component manufacturers generally operate at uneconomic production levels, lea~ing to high production costs, and do not invest in Research and Development to improve both product quality and process efficiency, the vehicle manufacturers tend to produce in-house those components which have the most impact on the final cost and quality of an engine or vehicle. As a result, the vehicle industry in India is rather strongly vertically integrated.
2.04 Low quality and dependability do not hold true for the entire component manufacturing industry. A few exceptional companies have succeeded in producing at competitive price and quality, generally with the technical and financial assistance of a foreign firm. In 1984-85, among the 300 Indian companies licensed to manufacture components, about 90 firms had technical assistance agreements with leading automotive companies worldwide, as shown in Table 9 below.

-32-
Table 9: FOREIGN TECHNICAL ASSISTANCE BY PRODUCT --No. of Uo. of
Companies Technical (2) Produ:t Licensed A~reements 1/ as % of (1)
0) (2)
Engine 34 .14 41 Engine Accessories 71 16 23 Engine Electrical 36 14 39 Transmission/Clutch/Rear Axle 81 19 23 Suspension 6 3 SO Brake Systems 21 14 67 Body Electrical 24 6 25 Wheels 5 1 20 Steering System 10 5 SO Misc. 6
294 92 31 === := ==
17 Technical assistance agreements with international automotive firms.
2.05 About a dozen compa~ies among the 92 firms with foreign support have succeeded in gaining a major share, sometimes a virtual monopoly, in their market. However, even in these cases, production series are still much below economic scale because (i) existing vehicle production volumes under the market conditions which prevailed until recently in India have been too small (except in the medium and heavy commercial vehicle segment); and (ii) mUltiple standards including British, German, Italian and most recently Japanese and French coexist in the Indian automotive industry. Such fragmentation due to the multiplicity of standards and to the restrained expansion (until recently) of the vehicle manufacturing capacities have acted as a deterrent to improving economies of scale by component firms. Moreover, component firms are rarely specialized, and components for both two- and four-wheelers are generally produced by the same firms.
2.06 Now that vehicle production volumes are expanding in all fields and that components are delicensed, traditional incremental approaches to improvements and investments are no longer acceptable if the component industry is to control quality and costs, achieve international designs and efficiency and resume automotive-exports. Until recently, due to protection and excessively rigid regulations, the performance objectives of low cost, large volumes, quality and reliability were not the primary target. High tariff levels (150% on parts/components for four- and two-wheelers; see Annex 2 for details) and severe restrictions on imports e~abled most component manufacturers to sell whatever they could produce at scarcity prices. Licensing of production capacity and other policies regulating domestic competition have also led to the development of virtual monopolies in each major group of components, and in machine-tools as well, which has constrained the performance of both vehicle and component manufacturers.

-33-
I I Box 1: MAIN REASONS F9R MICa'S SUCCESS IN A TECHNICALLY HIGHLY I COMPLEX PRODUCT LINE: FUEL PUMPS AND INJECTORS I I 0 Process Development: MICa has continuously introduced advanced I manufacturing techniques. Since a large number of special-purpose I machines to achieve high precision in mass ~anufacture, which MICa has I been using, were not easily available in the past, the firm has come to I design and manufacture for its own account several of its most highly I specialized machines. I I 0 Product Development: MICa's Development Department has a fully I equipped engine test house and prototype workshop to cover domestic and I export applications. Investigations on the design and function of fuel I injection equipment are done in close cooperation with engine I manufacturers and with Robert Bosch's Research a~d Development Center I in Germany. I I 0 Quality Manufacturing: One in five of the employees involved in I production is engaged in quality assurance activities. MICa is I authorized by the Government to certify its own products for I export. MICa undertakes value engineering and research programs on I raw materials for import substitution, cost reduction and product I improvement. I I 0 Strong Personnel Management Policy: The MICO Tr~ining Centre has been I recognized as one of the best training establishments in India and has I become a major source of operators, supervisory staff and executives I for the whole industry. In addition, since the company was established I in 1951, only one employees' union exists for the 9,000 persons that I the company now employs. Ninety percent of the employees are members I of the union. MICO's personnel management practices reflect most I practices in place in Robert Bosch plants over the world and have a lot I of similarity with some of the best Japanese personnel policie~ which I have been conducive to increase prOductivity. I

-34-
2.07 Some dominant firms, nevertheless, have performed in a way to meet the most exacting internati.onal standards. The best example has been the Motor Industries Co. Ltd. (MICa) 11 in the field of fuel pumps and injectors. Although these prod~cts are-subject to extremely fine tolerances (on the order of the micron), and despite the numerous domestic constraints referred to above, MICa is an example of world class achievement. The reasons for MICO's success in a technically highly com~lex line of product are quite indicative of what' it would take to successfully raise the Indian automotive component industry to international standards (see Box 1); they comprise the continuous update in product and process in close contact with a world leader in the field, high quality manufacturing at international specifications, and strong personnel management policy with focus on intense training and labor discipline.
2.08 Similarly, most component firms, whose performance has been reasonably close to international standards, have received the continuous support of foreign firms, mostly European ones. Recently, with the introduction of modern, fuel efficient motor vehicles of Japanese origin, the largest component firms have turned to Japanese suppliers for additional support, often through the Japanese contacts of their traditional European partners or in agreement with their European partners. 2/ Some 27 collaboration agreements were made in 1982-1985 with Japanese firms for the upgrading of automotive components for four-wheeler as well as two-wheeler vehicles. In view of this recent acquisition of Japanese technology, the Indian automotive components industry should be making good progress in updating products. However, current production fragmentation keeps mo~t Indian component firms at' an embryonic stage when compared to, automotive companies operating in highly industrialized ~ations, and certainly behind firms from newly industrialized nations such as ~orea and Taiwan.
1/ MICO is 51% owned by the West German firm Robert Bosch GmbH, the world leader in fuel injection equipment before the Japanese firm Nippondenso. MICO, which used to export about 15% of its production some ten years ago to Europe, the USA and third world countries, saw its commitment to export markets impeded by serious problems linked with India's infrastructural constraints. It has not to date fully recovered its previous export levels. MICa exported about US$9 million worth of components in 1984 or less than 9% of its turnover. MICO's exports also corresponded to about 9% of India's automotive exports that year.
21 There has certainly been a concern on the part of the Indian suppliers not to drift away frOM their traditional European support on which they had relied for informal teChnological transfer (the "know why").
•

-35-
B. Production Cost Performance
2.09 Cost Data for Four-Wheelers Com onents. Given that it would be ambitious and difficult 1 to develop a full set of comparative cost data, it was decided that the two-most typical and broadest range of automotive products from the components industry would be represented by those used in the assembly of a passenger car and a medium duty truck. The newly designed Maruti passenger car and the traditional Telco 1210, medium duty (GVW 15 tons) truck were selected for evaluation. Because meeting the Maruti manufacturing cost targets was a new challenge to the Indian component industry, several component producers have been selling to Maruti at prices which do not include all overhead costs, nor profit in some caaes, and the corresponding cost data do not fully reflect these elem~nts.
2.10 The Maruti car, in terms of USA classification of vehicles, is an "A" body style car and fits ii1to the mini-compact size range. Currently no "A" body vehicles are being manufact~red in the United States. The Maruti car weight is 680 kg; the closest vehicle is a 980 kg weight car, the Chevrolet Chevette which is a low-end "C" body vehicle. It is larger in size, and it is a rear wheel drive vehicle. Although no US car exists that is directly comparable to the Maruti, the Chevette was used for this analysis as being the closest ear to the Maruti for which data were available. 2/ The medium-duty truck Telco 1210 is more comparable in size to trucks manufactured in the USA. A Ford F-800 and a General Motors CD7064 medium duty truck were selected for purpose of comparison.
2.11 Sources for the Indian information were financial managers and senior executives. Cost data for each product is the average of up to three firms. American and European data came from several sources: information gained from studies performed for various companies; after market data from OEM dealerships selling service parts; tear down studies in which parts were weighed and costs were estimated by specialists; and specific cost data drawn from consultants records. It should be kept in mind that several difficulties exist when attempting to measure manufacturing costs accurately and then averaging them for generalization, primarily because manufacturing costs and product quality are indeed highly variable between manufacturers producing the same end product. ~/
1/ In view of the difficult access to cost data in India.
2/ Chevette components are generally somewhat larger than Maruti's. The comparison is thus slightly biased in favor of Maruti components.
3/ Variables include: volumes produced, age and efficiencies of buildings and facilities, levels of mechanization employed, processes employed, effectiveness of plant layout, labor costs, inventory turnovers, level of backward integrat.ion, and economies of scale.
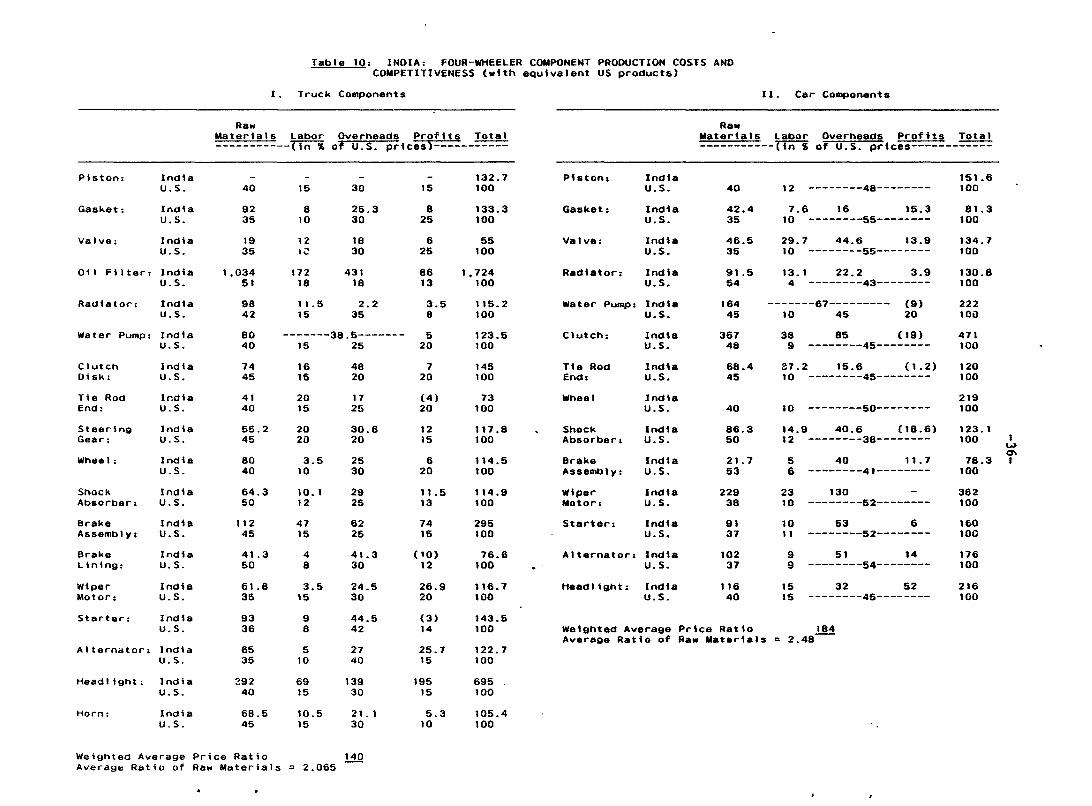
Table 10: INDIA: fOUR-WHEELER COMPONENT PRODUCTION COSTS AND COMPETITIVENESS (with equivalent US products)
Piston:
Gasket:
Valve:
India U.S.
India U.S.
India U.S.
Oil Filter: India U.S.
Radiator: India U.S.
Water Pump: India U.S.
Clutch Disk:
Tie Rod End:
Steering Gear:
Wheel:
Shock Absorber:
Brake Assembly:
Brake Lining:
Wiper Motor:
Starter:
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
Alternator: India U.S.
Headlight : India U.S.
Horn: India U.S.
t. Truck Components
Raw Materials Labor Overheads Profits Total -----------(TO'i of U.S. prices)------=====
40
92 35
19 35
1,034 51
98 42
80 40
14 45
41 40
55.2 45
80 40
64.3 50
112 45
41.3 50
61.8 35
93 36
65 35
292 40
68.5 45
15
8 10
12 I~
112 18
11.5 15
30
25.3 30
18 30
431 18
2.2 35
15
8 25
6 25
86 13
3.5 8
-------38.5------- 5 15 25 20
16 15
20 15
20 20
3.5 10
10. I 12
47 15
4 8
3.5 15
9 8
5 10
69 15
10.5 15
48 20
17 25
30.6 20
25 30
29 25
62 25
41.3 30
24.5 30
44.5 42
27 40
139 30
21.1 30
1 20
(4) 20
12 15
6 20
11.5 13
74 15
( 10) 12
26.9 20
(3) 14
25.7 15
195 15
5.3 10
132.1 100
133.3 100
55 100
1,124 100
115.2 100
123.5 100
145 100
73 100
117.8 100
114.5 100
114.9 100
295 100
76.6 100
116.1 100
143.5 100
122.7 100
695 100
105.4 100
Weighted Average Price Ratio Average Ratio of Raw Materials 2.065
140
Piston:
Gasket:
Valve:
Radiator:
India U.S.
India U.S.
India U.S.
India U.S.
Water Pump: Indl_ U.S.
Clutch:
Tie Rod End:
Wheel
Shock Absorber:
Brake Assembly:
Wiper Motor:
Starter:
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
India U.S.
Alternator: India U.S.
Headlight: India U.S.
11. Car Components
Raw Materials Labor Overheads Profits Total --- -------rro-i of U.S. prices-------=====
40
42.4 35
46.5 35
91.5 54
164 45
367 48
68.4 45
40
86.3 50
21.7 53
229 38
91 37
102 37
116 40
12 --------48--------
7.6 16 15.3 10 --------55--------
29.7 44.6 13.9 10 --------55--------
13.1 22.2 3.9 4 --------43--------
-------61--------- (9) 10 45 20
38 85 (19) 9 --------45--------
37.2 15.6 (1.2) 10 --------45--------
10 --------50--------
14.9 40.6 (18.6) 12 --------38--------
5 40 11.7 6 --------41--------
23 130 10 --------52--------
10 63 6 11 --------52--------
9 51 14 9 --------54--------
15 32 52 15 --------45--------
151.6 100
81.3 100
134.7 100
130.8 100
222 100
471 100
120 100
219 100
123.1 100
78.3 100
382 100
160 100
176 100
216 100
Weighted Average Price Ratio Average Ratio of Raw Materials
184 2.48--
I w 0\ I

Table 10: INDIA: FOUR-WHEELER COMPONENT PRODUCTION COSTS AND COMPETITIVENESS
(with equivalent US products)
III. ~
Ratio of Ratlo Ratio Ex-factory
of Raw al of Raw al Pricas wtth Ratto of Ex- Ma.tariaTs Labor Cost Raw Matarials
(;omeonent Factorl/ Pr'ce Costs Contant at US Prices
Piston Car 1.52 n.a. n.a. n.a. Truck 1.33 n.a. n.a. n.a.
Gasket Car 0.81 1.21 0.76 0.74 Truck 1.33 2.63 0.90 0.76
Valves Car 1.35 1.33 2.97 1.23 Truck 0.55 .0.54 1.20 0.71
Carburetor Car (only) 1. 1 I n.a. n.a. n.d.
Radiator Car 1.31 1.69 3.28 0.93 Truck 1. 15 2.33 0.77 0.59
Water Pump Car 2.22 3.64 n.a. 1.03 Truck 1.24 2.00 n.a. 0.84
Clutch Car 4.71 7.65 4.22 1.52 Disk Truck 1.45 1.64 1.07 1. 16
Tie-Rod Car 1.20 1.52 3.72 0.97 End Truck 0.73 L03 1.33 0.73 I
w Wheel Car 2.19 n.a. n.a. n.a. .....
Truck 1. 15 2.00 0.35 0.75 ,
Shock Car 1.23 1. 73 1.24 0.87 Absorber Truck 1. 15 1.29 0.84/0.86 1. 01
Steering Gaar Truck 1. 18 1.23 1.00 1.08
Brake Assembly: Truck 2.96 2.49 3.13 2.29
Horn: Truck 1.05 1.52 0.70 0.82
Brake Car 0.78 0.41 0.83 0.78 Lining Truck 0.77 0.83 0.50 0.77
Wipar Car 3.82 6.03 '. 2.30 1. 91 Motor Truck t.17 1.77 0.23 0.90
Starter Car 1.60 2.46 0.91 1.06 Truck 1.44 2.58 1. 13 0.87
Alternators Car 1. 76 2.76 1.00 1. I 1 Truck 1.23 1.86 0.50 0.93
Headlights Car 2.16 2.90 1.00 1.40 Truck 6.95 7.30 4.60 4.43
Oil Filter Car 17.24 2().27 9.56 7.40 la Ratio of raw matarials and labor costs in India and U.S •• both
expressed as % of U.S. ex-factory pr'ce.

-38-
2.12 Because of all of the above constraints, the best estimates of average cost data (including costs break down), which are presented in Annex 8 and are summarized in a ratio form in Table 10 above, are to be used Q~ly as an indicative guide in assessing cost differences between Indian and worldwide component manufacturers.
2.13 With the above caveats, conclusions on the manufacturing costs of the Indian manufacturers of four-wheeler components can be reasonably derived as follows:
(a) Production volumes are adequate (by in~ernational standards) for medium and heavy duty trucks components, but much too low (by a factor of 5-10) for passenger cars components. 1/
(b) Overall component costs are higher than those of industrialized nations (e.g., U.S.A.) due to the high costs of materials, obsolete designs, and excessive use of labor. On average, Indian ex-factory prices of truck components are equivalent to 1.4 times U.S. prices, whereas prices of car components show a much higher ratio: 1.8. Overall, the prices of suspension and braking parts tend to be the closest to, and electrical parts and equipment the furthest from, those-of U.S. parts. The few components which appear to have costs below foreign costs are brake linings (for both cars and trucks), tie-rod ends and engine valves (for trucks). Shock absorbers, wheels, stearing gears, radiators and horns (for trucks) are still within a reasonable range. 'On the other side of the spectrum, wiper motors, starters, alternators (for cars), and head:ights appear to be out of range (see. Table 10).
(c) At first glance, the fact that on average India's component costs are above international levels may appears inconsistent with the fact that ex-factory prices of the Maruci car and Telco truck are equivalent to or substantially lower than the prices of similar vehicles identified in the USA and Europe (see Chapter I, para. 1.35). Without a more detailed analysis, specific reasons for the differences cannot be ascertained. However, experience indicates that international vehicle costs would be higher for the following reasons: (i) vehicle features are not comparable; (ii) operator comfort and convenience features have higher quality and more features are offered; (iii) the fixed cost depreciation per vehicle is higher; (iv) international companies' testing, marketing, product design and applied research functions are more extensive; (v) labor costs in vehicle assembly are higher; and (vi) foreign vehicles have a larger number of safety parts which are also more costly.
1/ Comparative scales for major types of components are indicated in Annex 13.

-39-
(d) Material costs in virtually all cases are much higher (generally double) than those in industrialized nations. The share of materials in total costs is practically double their share in the U.S.A. The primary reasons for this are: (i) low volumes are produced. Indian component manufacturers are generally not able to take advantage of economies of scale in purchase; (ii) Indian components are of obsolete design, requiring more individual components and more materials. Value engineering has not been performed or is significantly lagging behind international level; and (iii) raw materials in India have high unit costs and lower quality. Except for some domestic mild steel grades (used in structural shapes but of not in functional parts of components), which are at about the price levels of U.S. steels (but of inferior quality which increases cost through higher scrap and rework), most raw materials end up costing twice the international Frices. The major reason is that the component industry largely requires imported steel grades, engineered plastics and special high strength alloys which carry customs and other import duties in excess of 100% (only a few special rubber compounds come with duties lower than 100%).
(e) India's low labor cost often provides a clear advantage, which could make Indian automotive components competitive if raw materials were provided at competitive prices.
(f) The overhead'costs in India are lower than those of industrialized nations. However, such costs are difficult to c~mpare as Indian firm~ do not maintain all fUnctions of an equivalent world company, i.e. marketiag and advertising are in many cases non existent, and RD functions are minimal or non-existent.
2.14 These findings and conclusions confirm older data (from ICICr's survey of export industries in 1980/81), which indicated for ~ sample of four-wheeler components that:
(a) tradeable inputs in India were costing 60 to 100% more than international prices;
(b) effective rates of protection of component industries were generally negative for the domestic market, and systematically negative for exports; and
(c) domestic resource costs, adjusted for inputs at international prices, were generally well below 1 (see Annex 9).
2.15 The comparative analysis of product prices (corrected for raw material price differences) and of labor content in total production costs indicates that four-wheeler components requiring large amounts of sub and final assembly labor have the best comparative advantage in India. Components could be classified in three main categories, depending on the labor content, as follows:

-40-
(a) components requiring much sub and final assembly work would be highly competitive, if provided with raw materials at adequate prices. They include: shock absorbers for all vehicles, and radiators, starters, alternators and wiper mo~ors for medium/heavy commercial vehicles. Brake assemblies, clutches and steering gears, which usually fall in this category, appear to" be inefficiently produced in India;
(b) components requiring a large number of fabrication operations and less assembly operations could still be competitive if machinery s.nd labor were combined effectively (semi-automated process and machine paced work) and materials prices were adequate. They include: brake linings and g~skets for all four-wheelers; and engine valves, wheels and pistons for medium and heavy commercial vehicles;
(c) components requiring a moderate amount of i~brication and assembly would have to be manufactured on a large scale to cut down on machining costs. The required large mechanized production scales give little comparative advantage to India in such products in the ~mmediate future. These include oil filters and headlights. Water pumps and tie-rod ends, which usually fall in this category, seem to be efficiently manufactured in India.
Products in categories (a) and (b) above appear to have the best potential in the development of the four-wheeler c~mponent industry in India. Moreover, their price and quality competitiveness would be greatly improved tf they tould obtain raw materials at prices similar or close to international prices; update their design (to cut down on weights); enhance labor productivity by selecting the appropriate level of mechanization; and engineer the work stations with jigs and fixtures to improve assembly operations.
2.16 Cost Data for Two-Wheelers Componer.ts were not as readily available as costs on components for trucks or cars. The lower complexity of two-wheeler components, both in terms of the number and technology of parts, and the resulting lower value added per product have led the larger component manufacturers to focus on the more lucrative (at equal volumes) business for four-wheeler parts. As a result, a significant number of two-wheeler components have been either manufactured in-house by two-wheeler firms or else by captive small firms. This is, however, changing due to the rapid growth experienced by the two-wheeler industry in the recent years, making volume orders for some two-wheeler components (such as pistons, shock absorbers, carburetors) more attractive to larger firms. ~oreover, the recent entry of practically all major international two-wheeler manufacturers in India is forcing the two-wheeler industry to look for more exacting standards of production, often requiring machinery and test equipment which small scale firms are not readily investing in. As larger firms are just now getting equipped to manufacture components for modern fuelefficient two-wheelers, the cost quotations which are provided are highly tentative and cannot be matched against sufficiently reliable cost data from either European countries or Japan.

Table 11: COMPARISON OF LOCAL MANUFACTURING AND INTERNATIONAL COSTS OF COMPONENTS FOR A 100 cc-ENGINED MOTORCYCLE (Japanese Model)
(Rupees)
I======================================I=====~========/==============1==============1===.:=======/============1 1 I Ex-Factory I Ex-Fac/ Ex-Fac/ I I COMPONENT I Landed Cost I C.I.F. I Cost I C.I.F. ILanded Cost J I============-~========================I==============1==============1==============1===========1============1 I I I I I I I I 1. Roller Cam Chain Tensioner I 4.06 I ~.85 1 4.40 I 1.54 I 1.08 I I 2. Pivot Cam Chain Tensioner I 2.11 I 1.48 1 2.00 I 1.35 I 0.95 1 I 3. Spring Tensioner Push Roll Assly I 10.13 I 7.12 I 7.50 I 1.05 I 0.74 1 I 4. Sprocket Compo Cam Chain Guide I 10.14 I 7.12 I 9.40 I 1.32 1 0.93 I I 5. Spindle Compo Cam Chain Sprocket I 6.03 I 4.24 I 4.70 I 1.11 I 0.78 I I 6. Oil Pump Assly I 21.05 I 14.79 I 21.83 I 1.48 I 1.04 I 17. Pivot Oil Pump I 2.96 I 2.08 1 2.20 I 1.06 I 0.74 I I 8. Screem Oil.Filter 10.59 I 7.44 I 1.95 I 0.26 I 0.18 I I 9. Rotor Oil Filter 44.96 I 31.58 I 48.00 1.52 I 1.07 I 110. Pipe Assly Inlet 40.48 I 28.43 I 18.00 I 0.63 I 0.44 I 111. Spindle Assly Gear Shift 29.93 I 21.02 1 24.00 I 1.14 I 0.80 I 112. Pin Shift Return Spring 1.01 1 0.71 I 1.00 I 1.41 I 0.99 I 113. Spindle Assly Kick Starter 81.75 I 57.42 I 6.00 I 0.10 I 0.07 I 114. Plate Racket Guide 2.96 I 2.08 1 2.00 I 0.96 I 0.68 I
115. Spring Kick Starter 3.54 I 2.49 I 6.00 I 2.41 I 1.69 I 16. Retainer Kick Springs 11.38 I 7.99 I 9.50 I 1.19 I 0.83 I
117. A.C. Gen Fly Wheel 263.16 I 184.84 I 240.00 I 1.30 I 0.91 I 118. Contact Assly Neutral 3.86 I 2.71 I 2.70 1 1.00 I 0.70 I 119. Coller Drive Gear 16.36 1 11.49 I 10.26 I 0.89 1 0.63 I 1 1 I I I I I TOTAL 566.46 I 397.88 I 421.44 I 1.27 al I 0.89 b/ I I I I I - I - 1 1====================================== ==============I====D=========I==============I===========1============1
Note: Duty rate is 43%.
al Weighted average of components' ex-factory price/C.r.F. ~I Weighted average of components' ex-factory price/landed CObt.
I ~ .... 1

-42-
2.17 Available data cover the manufacturing costs of parts for a 100 cc engineed motorcycle (Japanese model) recently introduced in India (Table 11). They show that, on a weIghted average, Indian component costs are 1.27 times higher than Japanese C.l.F. prices, but less than landed cost (with duty of 43%). A few expensive components (such as fly-wheels, rotor oil filter, and oil pump assembly) negatively affect India's average competitiveness in the twowheeler component manufacture. This situation raises the same issue of specialization as for four-~heeler components, but to a much lesser extent because of the rather simple technical requirements of the two-wheeler components, the better scale of economies in two-wheelers and the strong industrial base existing in that vehicle segment.
2.18 High customs tariffs on the imported raw materials used by the component industry constitute a major problem for this segment of the industry. As shown in detail in Annex 10, customs tariffs on the 45 most frequently used raw materials and products range between 100 and 150%, and tariffs on 25 other products range between 150 and 300%. These levels are not consistent with the 50% tariff protection currently applied to the components for fuel-efficient vehicles (i.e., practically all updated modern components) which require modern materials generally not available in India. This constitutes a serious constraint on the development of modern automotive components, since the domestic productidn of a large number of such components appears to have negative effective protection (see para. 2.14), which constitutes a disincentive to manufacturers to modernize thei! products and production processes. I~ the component ~ndustry is expected to develop efficiently and provide vehicle assemblers with produ~ts at competitive prices and quality so that finished vehicles in turn remain competitive or reasonably close to international standards,this issue needs to be addressed effectively. However, any possible solution to this problem is bound to be complex given that some materials used by the component industry are used by other industrial sectors.
C. Manufacturing Efficiency and Technical Shortfalls
2.19 Methodology. Most of the component industry was canvassed product-by-product to identify the problems and prospects, as well as the strategic options and investment opportunities, specific to each component. The fragmentation of the production base made the analysis complex and time consuming. 1/ Therefore, the methodology adopted was to segment the component industry by product and firms and provide a meaningful representation of the industry.
2.20 In a first step, the status of the 40 main components manufactured by the industry was reviewed from a technical point of view, as shown in Annex 11, providing a general overview of component prospects. Components were thus
1/ The complexity of such a task must have been equally perceived in India because no analysis similar to the many recent studies of the vehicle industry was available for the component industry.

-43-
regrouped by similar manufacturing facilities (in 27 categories). Keeping in view the importance of initially concentrating manufacturing efforts on low and medium technology parts (such as filters, radiators, clutch discs and facings, gears, tie rod ends, wheels and leaf springs), as demonstrated by Korea's automotive export performance in the early 1980s (see Annex 12), the prospects of each product either for the four- or two-wheeler inaustry were reviewed. Two groups of products and firms were then defined: components with potentially good technical prospects to be manufactured competitively in India, and those with poorer prospects. At least three firms, respectively with major, medium, small market shares, were selected in each product group in order to develop a feel for the· spread in product quality, cost and reliability across the industry, and broad discussions were held with these firms on their, and the industry's, specific problems. The overall analysis was focused on the efficiency prospects, in international terms, of the better segments (product/firm) of the automotive industry. Some exceptions for products with seemingly poor prospects, particularly among the high value items in the engine parts group, but with special favorable circumstances (such as a long lasting collaboration with a strong foreign firm), were identified as constituting a sound base for viable manufacturing of these more difficult products. The field analysis showed that such exceptions included components such as fuel pumps and elements (see para. 2.07: MICa) and, to a lesser extent, cylinder liners, pistons, pistons pins and rings, whose manufacturing in India has been in partn~rship with internationally leading foreign firms. The final group of selected components, including these special cases, was thoroughly analyzed. according to the metho40logy sketched above and deseribed in· detail in Annex 13.
2.21 The detailed assessment reviews of India's manufacturing capabilities and investment prospects in each major component group are necessary and important for investment decision-making, since the Indian component industry, now at a crossroad, will require significant capital outlays to catch up with international markets and is bound to take some hard investment decisions. Since there may be divergence between financial and economic incentives for a number of years because of the expected slow progress in the reform of economic policies, some mechanisms are desirable which would permit banks and investors to assess the economic, as well as financial, aspect of investments. These reviews provide the basis for such mechanisms; their findings are given in Annex 13. They provide an ove~view of process technologies and production mechanization in key companies in each component segment. They also compare India's position to that of large scale international competitors and provide some insights regarding product technology changes that are either in progress or expected in the near future by major vehicle manufacturers worldwide. It is important that the Government and the industry assess each of the individual component reviews prior to defining a strategy, authorizing or initiating capital investment programs. Such reviews, however, are only indicative because of the rapid ongoing changes in the wor~d automotive industries. Therefore, latest progress in international product and process technology should be re-appraised prior to making strategic decisions, to check that projected investments may not be endangered by early product obsolescence.

-44-
2.22 In particular, graphical charts for each major component were developed in Annex 14 to position India's process steps relative to that of international levels, identify major deficiencies in processing, and indicate where improvements would be needed to raise domestic productivity progressively to levels closer' to that of international automotive industries. These charts, which support the assessment of the investment requirements and of Indian's industry positioning relative to international levels, are essentially meant to help component firms and financial institutions in estimating industrial deficiencies and evaluating areas for priority investments in the design or review of subprojects. The major overall conclusions of these assessment reviews can be sUmmarized as follows.
2.23 Low Mechanization levels. Not surprisingly, in light of the lower individual volumes of components being produced in India (the scale in many cases is five to ten times lower), the levels of mechanization or automation in India are lower than ,hat of large scale international level companies. The process steps are typical of those used in larger scale operations, but operations are manually performed rather than semi-automated or highly automated. Again, this operating pattern could be expected as the Indian companies have or had technical assistance agreements with major component manufacturing companies in Europe, U.S.A. and Japan. The review of process steps, as a total system, indicates that for some components, such as shock absorbers and brake friction material, manufacturing performance is close to international levels in achieving cost, quality and productivity. In many cases, how~ver, but more typically f~r components such as electric~ls, radiators and filters, companies are far from achieving international levels of cost and quality. This gap could be closed through various strategies, but will in most cases require appropriate levels of mechanization to control cost and quality. Substantial outlays in capital investment would therefore be required, since minor investments and changes will not achieve the quantum improvements required to improve effectiveness in such component groups.
2.24 Deficiencies in specific process steps lie mostly in the areas of tooling, stamping, metal treatment, painting, testing, sub and final assembly, quality control and packaging of products. Aside from tooling, which is discussed below, deficiencies commonly found across the component manufacturing industry include: (i) lack of efficient machinery in stamping (presses with moving bolsters to save on changing time), metal treatment and painting (often hand gun rather than electrostatic tunnels); (ii) lack of efficient material handling systems; (iii) minimal amounts of test instruments and quality control test devices, resulting in large numbers of workers to fulfill these functions; (iv) lack of jig and fixtures and engineered work stations to support sub- or final assembly and testing operations; and (v) lack of commonly available packaging machinery, resulting in large numbers of workers fulfilling this function. To counteract such deficiencies, component firms should also focus on acquiring and mastering such basic manufacturing processes, in order to be able to operate efficiently the next plants to be equipped with higher levels of automation and important outlays of capital investment.
-45-
2.25 Tooling deficiencies are particularly critical since the production of high quality components is directly dependent on high quality tools. The lack of high quality tooling in India is not restri .. ~ to the automotive industry, and is pervasive throughout industry. Tht ~blem stems from the. non-availability of quality tool steel domestically, ~~e lack of highly trained and qualified tool engineers, the lack of appropriate training programs for tool makers, and the lack of computer controlled, high tolerance machinery (such as modern electric discharge machinery) to produce and build low cost, high quality tools. Since the tooling problem cuts across all industries, it would be preferable to address it at a national level. Yet, it is a complex one. tooling in modern industry requires both high precision expensive machinery (e.g., electro-erosion machines) and highly qualified and specialized technicians. In India, only a few enterprises with large scale operations, such as Telco, could economically invest in the required hardware and software; practically all component manufacturers could not, and have presently to import tooling. However, imports of tooling does not permit the short delays and the continuous product upgrading and adaptation necessitated by the continuously evolving automotive industry; moreover, international experience has shown that deepening of mechanical industries always requires local tooling capability. Although this problem was discussed with key officials of the Government and automotive associations, a simple solution has not been found yet. Further work is necessary from the Government and automotive associations to identify the means to develop an effective tooling capability. As it iS,critical to the competitive positioning of the automotive industry, it would constitute an essential element of any program of support to the automotive industry's development.
2.26 Plant Master Planning. In conjunction with the lower level of mechani7.ation and specific process deficiencies, the reviews showed that there has been a lack of good, in-line process flow and overall effective plant layout limiting further overall manufacturing efficiency. In many cases, the manufacturing operations were fragmented into several builcings, typically reflecting a long past of marginal capacity expansions resulting from capacity licensinginduced restrictions on output increase. Important side effects have been the lack of development of master planning for facilities and processes, and some deficiency in availability of trained manufacturing engineers. In the long run, India needs to develop good manufacturing engineering capability on a national basis in universities and technical institutes.
2.27 It appears, however, that in the short term the Indian automotive industry should remedy this deficiency by organizing training for young engineers either in its automotive research association (ARAI) or in a new automotive technology center envisaged by ACMA. Moreover, automotive firms should establish manufacturing engineering as a formal function in their organizational structures. If manufacturing engineers do not develop master plans for new or modernized facilities, current facility operational weaknesses, particularly fragmentation, of existing plants, would reappear probably in new projects. Without such improvements, Indian component firms' ability to efficiently supply the domestic vehicle industry and thereafter resume exports would be considerably impaired.

-46-
2.28 Assimilation of Technology. The r~views of component industries showed also a need to disseminate world technical information and train engineers so that they are capable of mastering new large scale technologies. One practical way to provide a continuous access to, and facilitate absorption of, international technology would be to favor foreign collaborations or equity participation over the outright purchase of technology, as the present pace of innovation in the automotive world makes it difficult for the Indian industry on its own to stay abreast of all changes. The reviews showed also that management and engineers of firms which had kept in contact with foreign firms, through partnership or renewed contracts, were better equipped to assimilate foreign engineering know-how and think innovatively. Engineers trained abroad independently or by collaborators' firms showed a markedly higher ability to adapt manufacturing engineering principles to raise workers' productivity, through measures such as grouping machines into cells and providing support equipment to workers. In companies keeping to the traditional approach of having one operator per machine, improper training and lack of support equipment for workers, work productivity was well below average. The few companies which had higher prOductivity levels had good to excellent training programs to educate workers; ensured that supervisors and managers worked more closely with workers to identify and resolve shop floor problems; and were designing jigs and fixtures to improve work stations. Most of them had a foreign partner as these essential aspects of productivity improvement, although part of technical agreeQent packages, are not easy to assimilate.
2.29 When negotiating technical agreements, Indian firms tend to focus on technical drawings and the required manufacturing equipment. They often overlook two basic "software" elements of production technology which are at the root of international achievements, in Japan particularly. One is to creatively combine human and mechanized resources, and the other is to form flexible management teams working closely with the shop floor. It is essential that Indian automotive firms make them part of their learning experience; they are critical to India's ability to use competitively a sizable, versatile and low cost labor resource and maintain its comparative advantage.
D. Modernization Investment Needs
2.30 The final outcome of the assessment reviews of the selected component groups has been to indicate strategies and investment guidelines to be followed for each product group; these operational propositions are detailed at the end of each section of Annex 13 and summarized in essence in Table 12. They are only indicative of major future developments desirable in India, when one takes into account the recent evolution of international automotive markets and the relative strength of some Indian component industries. 1/ In summary, there is a general need to upgrade technically India's automotive component firms to a
1/ The economic viAbility of specific projects within each of the suggested operational propositions would have to be further examined.

-41-
level where they could supply the domestic market with products at reasonably competitive cost and quality, or export at international cost anrl standards significant quantities of those products (e.g., shock absorbers) which India would produce competitively. In each product group reviewed, one to three existing plants (the best ones) would have to be modernized substantially, and in at leasf six product groups one to two new modern plants would have to be built with economical capacities if the industry were to supply the OEM domestic market up to 1990 (and exports in some cases). Total investment costs are indicatively estimated at US$250-3S0 million, with major shares for pistons/rings/pins, shock absorbers, and electricals (alternators, starters, ignition coils).
E. Labor, Infrastructural and Fiscal Constraints
2.31 Industrial Relations. With few exceptions, industrial relations in Indian automotive firms are based on an adversary basis. Management staff work in isolation or at arms length with the shop floor, a mode of operation not facilitating the management/worker relationship particularly in periods of change. Resistance to change is high in India which combines competitive multiunionism with sectional shop-floor union control and allows both unions and Government to challenge and interfere with management's "right to manage." Another problem relates to the attitude of Indian management and workers toward the concepts of quality and reliability, which are now key elements of international competitiveness ,in automotive and are attainable only if individuals have
• a sense of responsibility and accountability to their firm. India is far behind Japan in this respect (see Box 2).
2.32 One specific challenge will undoubtedly stem from the new manufacturing techniques, particularly those imported from Japan which require greater coordination across work groups, more flexibility in labor allocation and more mobility of workers between different jobs. Traditional distinctions between occupations and jobs, most notably between skilled maintenance workers and direct production workers, should be altered significantly and replaced by new organizations and work-rule systems in a manner that avoids costly industrial conflicts. The feedhack received from Indian automotive firms, although limited, clearly indicates that there would be substantial advantages in introducing in green field plants the new high productivity systems, particularly the Japanese ones, which necessitate a close interaction between management and shop floor.
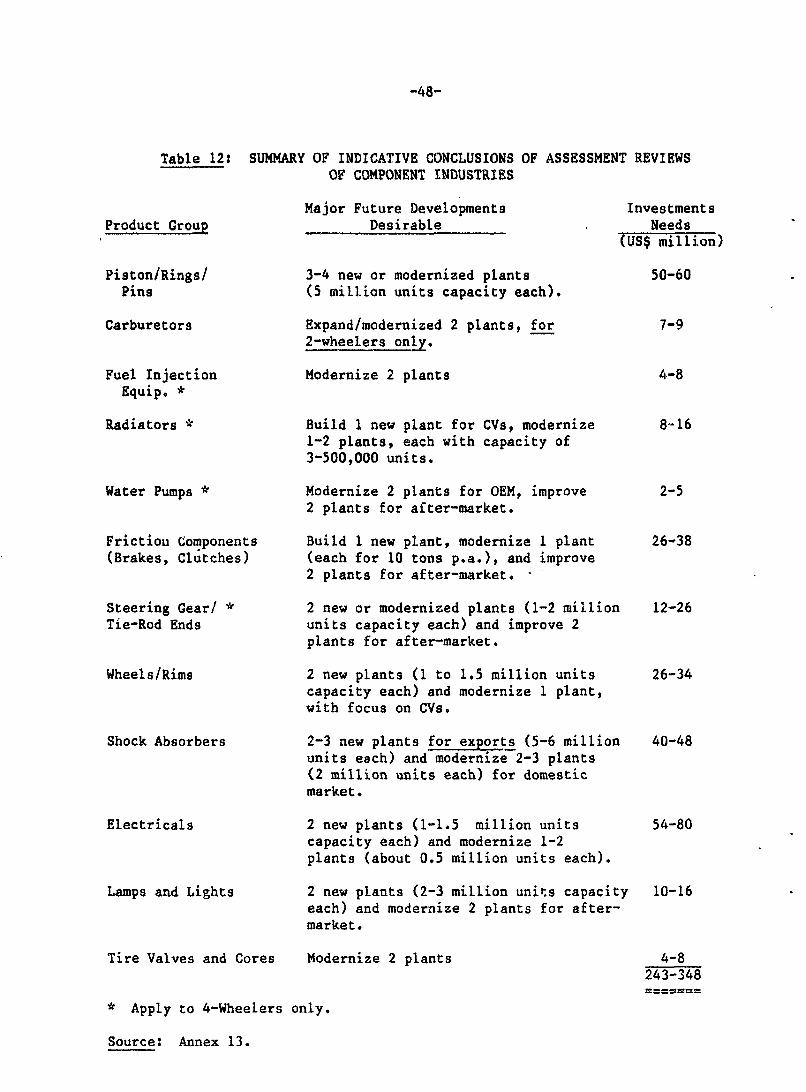
-48-
Table 12: SUMMARY OF INDICATIVE CONCLUSIONS OF ASSESSMENT REVIEWS OF COMPONENT INDUSTRIES
Product Group
Piston/Rings/ Pins
Carburetors
Fuel Injection Equip. *
Radiators *
Water Pumps *
Frictioll Components (Brakes, Clutches)
Steering Gear! * Tie-Rod Ends
Wheels/Rims
Shock. Absorbers
Electricals
Lamps and Lights
Tire Valves and Cores
Major Future Developments Desirable
3-4 new or modernized plants (5 million units capacity each).
Expand/modernized 2 plants, for 2-wheelers only. -
Modernize 2 plants
Build 1 new plant for CVs, modernize 1-2 plants, each with capacity of 3-500,000 units.
Modernize 2 plants for OEM, improve 2 plants for after-market.
Build 1 new plant, modernize 1 plant (each for 10 tons p.a.), and improve 2 plants for after-market.
2 new or modernized plants (1-2 million units capacity each) and improve 2 plants for after-market.
2 new plants (1 to 1.5 million units capacity each) and modernize 1 plant, with focus on evs.
2-3 new plants for exports (5-6 million units each) and modernize 2-3 plants (2 million units each) for domestic mark.et.
Investments Needs
(US$ million)
50-60
7-9
4-8
8'~16
2-5
26 ... 38
12-26
26-34
40-48
2 new plants (1-1.5 million units 54-80 capacity each) and modernize 1-2 plants (about 0.5 million units each).
2 new plants (2-3 million unit.s capacity 10-16 each) and modernize 2 plants for after-market.
Modernize 2 plants 4-8 243-348 ========
* Apply to 4-Wheelers only.
Source: Annex 13.

rI I
Box 2:
-49-
INDUSTRIAL RELATIONS IN JAPAN I I 1
I 0 ,. In Japan, extensive on the job training and consultation through 1
labor/management committees, shop floor quality circles and quality of 1
I life programs result in giving to both white-collar and blue-collar 1
I workers a sense of ownership and pride in their work in addition to I I 1
I I
guaranteeing them a lifetime employment. In India, the particular issue 1
of productivity seems to compound problems linked with production quality I and reliability and continuously strain the labor relation system. Unions 1 often relate productivity increases to the suppression of jobs. 1
I 1 0
1 On this sensitive issue, the Japanese experience suggests that employment commitments in combination with intensive training and more flexible work rules ease workers' fears that industrial efficiency will bring labor redundancy. Intensive training and flexible work rules also appear to facilitate flexible production arrangements such as making several models on the same line, speedy rescheduling and retooling, attention to
1 .1
I I I I I I ! I I I I I I 1 I 1 1 I I
quality, and maintaining the production equipment in good standing order. Thus far, the Japanese motor vehicle industry as a.whole has had a relatively high cyclical correspondence petween output and employment. Yet, major .companies have been trying to accommodate small cyclical fluctuations and corresponding shifts in output through the reduction of overtime and the adjustment of temporary or seasonal employment. However, in the mid-l970~, during the only automotive industry crisis ~f recent years, most major auto firms maintained the lif~time employment principle even while significantly reducing work force. Toyo Kogyo for example reduced its work force from 37,000 to 27,000 over several years in the mid-1970s, through attrition and transfer of workers to other jobs, particularly in its auto sales network. No workers were involuntarily terminated, indicating that a very severe crisis would be needed' in Japan to force abandonment of the lifetime employment principle.
2.33 There may be some advantage in starting green field plants. Tax incen-tives and Government's authorizations encourage automotive firms to establish new plants away from the main automotive prOduction centers (Faridabad, Puna, Madras, Bangalore) and from the congested areas where the saturated power grid forces firma to work on a staggered plan and also to equip themselves with expensive generators. In addition, while labor in these areas is skilled and versatile, it is also organized in rather powerful and pOliticized unions. However, the systematic establishment of new plants in remote locations as part of Government's plan to promote economic activity and upgrade skills in these locations may impair industrial efficiency. Many locations lack appropriate industrial infrastructure, which adds a substantial burden on firms upon launching new operations. Also, technical and managerial staff, operating from the main company centers, are bound to be spread thinly to support both current and new locations. Therefore, the governments and firms should carefully review the impact which such decentralization moves could have on overall efficiency and viability.
1
1 1 1 I I I 1 1
I 1 I 1 I 1
I 1 I I I

-50-
2.34 In conclusion, although competitiveness is a function of product and production technologies, there is a limit to what technology alone can achieve if workers themselves. do not play an active role in improving competitiveness. Labor and management must create incentives and motivational systems that encourage such heightened consciousness. This desirable transition to new mechanisms and work-rule systems would be particularly difficult in India because the need for organizational and industry restructuring cuts across established labor union jurisdictions and Government controls, and will be perceived as requiring employment contraction (attenuated in the best cases by labor redeployment) at the plant level. Above all, the major challenge will be to improve cooperation and mutual trust between labor and management on o~e hand and between the industry and the Government on the other, ~s good industrial relations constl.tute a particularly rewarding, though delicate, eleme~t in terms of productivity.
2.35 Infrastructural Deficiencies. In addition to insufficient levels of mechanization and specific process deficiencies, the Indian component industry suffers from the tlinfrastructural tl deficiencies common to the entire industrial sector such as power shortages, high transport and communications costs, and the lack of timely and effective manufacturing statistics and management information systems which impairs managerial a~tion and decision-making. Yet, the major comp~aint from the automotive industry relates to the high cost and poor quality of certain raw materials required in components manufacturing. These comprise: tool steels, draw steels and other various grades of steel, engineered plastics, rubber goods, and hardware. Moreover, because Indian component firms are not highly backward integrated and thus must procure parts from a large number of supplier companies not under their direct control, the quality and timeliness of their production depends on the performance of their supporting industries (raw material and hardware suppliers), which makes it difficult to achieve consistently high levels of quality. Greater flexibility should be left to component manufacturers to procure materials abroad so that their own production is not penalized by upstream industrial inefficiency. In many cases, component manufacturers thus rely on imported materials to achieve acceptable quality levels and, as seen earlier (para 2.13), the costs of such materials to Indian firms are double the international prices, as the result of not only customs duties but also indirect taxes.
2.36 Indirect Taxation. Indirect taxes (excise, sales taxes) indeed con-tribute substantially to increasing the costs of domestic components to the vehicle assemblers, and thus the ex-factory costs of assembled vehicles (para. 1.42). As illustrated by Table 8, two-thirds of the "tax in manufacture ft
embodied in the ex-factory price of trucks were levied on account of bought-out components supplied by the domestic manufacturers. It appears, moreover, from the first part of Table 8 that "taxes in manufacture" levied on domestic components represented 11% of the ex-factory price of these components, and that indirect taxes levied on the purchase of these components by the vehicle

-51-
manufacturer added 18% to their ex-factory price. 1/ (See Annex 1~ for details on taxes on components.) This suggests that indirect taxes paid on account of components have increased their ~osts to the vehicle assemblers by about 30% and added 14% to the ex-factory prices of the vehicles. Significant cost reductions in both component manufactu~in~ and vehicle assembling could thus be achieved by alleviating part of the taxation burden on these two industries.
F. Potential for Cost Reductions in the Component Industry
2.37 In conclusion, it appears from the foregoing sections of this Chapter that there is substantial scope for improving the price CI npetitiveness of automotive components in India. Three major sources of p~ssible cost reductions in component industries have been identified:
(a) total costs of raw materials to component manufacturers could be reduced on average by up to half their current levels, particularly through tariffs reductions on imported materials; since, on average, the share of raw material costs in the overall ex-factory cost of components is about 50%, it could yield a decrease in component ex-factory prices by up to 25% (see para. 2.13-d and Table 10 above);
(b) increasing manufacturing efficiency and productivity through modernization and capacity upgrading investments (see para. 2.24) could yield reductions in the ex-factory prices of components by amounts estimated at up to 15%; this estimate is based on cost reduction evaluations carried out by consulting firms for engineering industries located in developed countries. It may in fact yield higher cost reductions for facilities located in countries such as India where industrial production is still at an early stage of development; and
(c) transferring (preferably to the final stage of vehicle sale) the indirect taxes currently charged on the component industries could also reduce by up to 10% the ex-factory prices of components and by up to .30% the prices paid by the vehicle manufacturers (see para. 2.36).
Thus, combined moves and actions in these three areas could yield decreases in the ex-factory prices of automative components by up to 50%, thus further strengthening correspondingly the competitiveness of assembled vehicles, trucks and two-wheelers in particular. The identification of the major sources of possible cost reductions in components, as recapitulated above, provides a ~uide and a basis for adjustments in industri.al policies affecting the components industry, and for their relative priorities. Th~se adjustments will be discussed in detail in Chapter IV.
1/ "Tax in manufacture" on components: (Rs 7,700) is included 1n the exfactory price of components (Rs 64,000 plus 7,700).

~52-
2.38 In order to ensure that India's labor cost advantage is not wiped out by the high costs of raw materials, the first priority is to decrease the costs of raw materials, which embody half of the potential price reduction of automotive components. However, it is an issue which affects the whole industrial sector and may be difficult to solve for a single subsector separately. Major structural changes would have to be implemented in the supporting domestic industries (steel in particular) to supply suitable high quality and cost competitive raw materials to the automotive components industry; however, tnis is not expected to be achieved in the immediate future. In the short-run, mechanisms could be found whereby component firms could be allowed to import raw materials at a duty preferably not exceeding that applicable to finished components; suggestions on this point are made in Chapter IV. If this is not achieved, the automotive components industry cannot b~ expected to grow as readily and improve its competitiveness. Over the longer run, the overall levels of protection for raw materials, components and vehicles as well will need to be reduced gradually to provide additional competition and bring prices in line with the potential comparative advantages of India in these product groups.
-53-
III. PROSPECTS AND RECOMMENDEU STRATEGIES FOR THE AUTOMOTIVE INDUSTRY
3.01 The Indian automotive industry has made significant progress in achiev-ing self-sufficiency in the 1970s and, in the recent past, in substantially modernizing its vehicles, but these accomplishments have not been enough to achieve international levels of efficiency (in terms of quality, cost and reliability). Much remains to be done if India is to turn performance around, develop a competitive industry and restore exports in the most promising automotive segments. Japan and Korea have proven that, when national goals are set and a well planned implementation plan is adhered to, industrial performance can be turned around within one or two decades. A coordinated'program of actions and measures is required,' if a reasonable but ambitious goal for this industry is to be achieved. Such a program WQuld necessarily involve the Government, vehicle manufacturers and component suppliers (through their Associations), basic supporting industries and institutions, and financial institutions.
3.02 The strategy for the next ten years should give priority to two-wheelers, medium and heavy commercial vehicles, and automotive components. The development of two-wheeler and medium and heavy commercial vehicle industry segments, as well as their supporting component suppliers, would provide for f~el efficient and inexpensive transport of workers and goods. Moreover, in these segments, firms can achieve international levels of costs and quality based on the expansion of the domestic market. This would then put them in a position to expand exports. Lower priority should be given to the production of passenger cars which serve high income markets and where achieving efficient scales and technological and quality parity with international products will prove more difficult. Moreover, the economy may find it difficult to afford the high infrastructural costs which would be needed to support continued expansion of the passenger car fleet. The recent establishment of a modern segment in the passenger car industry by Maruti has contributed and will continue to encourage a more efficient production of four-wheeler components.
A. Strategies by Segment
3.03 Medium and Heavy Commercial Vehicles. Several reasons militate in favor of India's continuing to emphasize the medium and heavy commercial vehicles segment. First, such vehicles are critical to the efficient and flexible haulage of commercial goods. Second, they are high value products with competitive prices. Third, domestic prOduction is efficient and production scales are relatively large by international standards. Finally, the potential still exists to export to other third world nations. Two vehicle manufacturers currently produce 98% of these vehicles: Telco dominates the market and has by dr the strongest capability (in technical, organizational and financial terms). Ashok Leyland is clearly a level below Telco in such respect~. In order to provide competition to Telco and encourage it to modernize its production, the first alternative would be to allow imports of vehicles and reduce tariffs significantly. Otherwise, a second high quality manufacturer, with world class technical support, capable of challenging Telco's in its own field is needed.

-54-
3.04 The latter might be achieved through the recently approved resurgen~e on a large scale of Hindustan Motors Limited (HM) in the commercial vehicle industry. HM is going to manufacture 15,000 medium and heavy commercial vehicles under the license of Isuzu Motors Limited (GM's Japanese affilia~e). Vehicles will initially be imported in CKD condition. CKD kits will progressively be replaced by locally manufactured compouents. HM's plant, which is expected to be completed in 1991, includes flexible, high quality production lines using local and imported machinery, which can accommodate future model changes efficiently. The Isuzu commercial vehicle selected by HM appears to offer marked advantages over Telco's basic vehicle. It has a 10% higher fuel economy, easier steering and seemingly lower maintenance costs than that of Telco. The teehnical merits of the vehicle are evidenced by Isuzu's success in world markets. Isuzu has .had the largest share of truck exports from Japan.
3.05 Two-Wheel Vehicles. The two-wheeler industry in India has already reached high production volumes and projections indicate that there is good potential for further growth. Three companies have a leading position in the market of each segment, i.e., Escorts for motorcycles, Kinetic Engineering for mopeds, and Bajaj for scooters, and a few new entrants are capable of stimulating competition further. Two-wheelers hav~ the best opportunity for rapid expansion in the domestic market and for export potential (once export territory limitations imposed in most recent foreign technical agreements expire) provided that cost/price reduction and improved quality/reliability are achieved concurrently. While market expansion would come from more aggressively designed individual investments, the Government's strategy should be to allow the twowheeler industry to freely rationalize its structure and operations. The smaller and less efficient producers should be allowed and encouraged to exit if they cannot compete with their larger competitors, 1/ since further expansion by the more efficient firms is likely to occur at the expense of a large number of smaller and.less efficient firms. Policies supporting and facilitating freedom of exit are therefore central to the strategic development of the segment.
3.06 Component suppliers should support two-wheeler vehicle manufacturers' needs by keeping international standards as primary targets. Requirements for two-wheeler components are less demanding than those for passenger cars and trucks, as most of these components are smaller in size" lighter in weight and do not require the range and complexity of parts and subassemblies used for passenger cars and trucks manufacture. India should be in a position to manufacture efficiently most of the components for these vehicles. However, the possibility to import should be maintained, especially where domestic constraints, particularly unavailability of raw materials and subassemblies
11 One example is provided by the public enterprise Scooters India Ltd. which, with an initial equity capital of Rs 7 Crores, has accumulated losses totaling Rs 65 Crores up to 1984/85.

-55-
(e.g., special steels, plastics, aluminum, electronic equipment), do not permit efficient import substitution. However, some component suppliers are conservatively planning new factories on the basis of marginal expansion without taking into account any large growth potential, thus locking themselves for some time in lower levels of mechanization. This approa~h will not enable them to achieve the higher quality, reliability and lower cost of production levels which are needed to significantly expand domestic sales and enhance export prospects.
3.07 Passenger Cars and Light Commercial Vehicles. With the exception of Maruti~ companies in this field have been producing low quality vehicles at low volume levels and, at current capabilities, have no opportunity to compete in terms of world standards of price and quality nor to reach minimum economic scales of production. Furthermore, world class passenger car technologies have changed at a rapid pace over the past decade, leaving those used by Indian vehicles far behind. In addition, the high cost of passenger cars relative to India's low disposable income makes owning a passenger car out of reach for most Indians, and the pent-up demand from the small fraction of India's population in the adequate income bracket for car ownership may be met shortly. Similar conclusions apply to the types of LCVs currently produced in India, where MESs are similar to those for cars and which have had a small stagnant market (about 30,000 units per year).
3.08 The problem of how to proceed with the domestic passenger car industry extends to the supporting car components industry in an acute form. A review of ACMA projections for the component industry indicates that a high percentage o~ demand growth ih at least half of the major car component groups is expected to . come from repair and service parts. This implies that a major portion of the component industry growth is assigned to repair and service parts for the existing fleet of vehicles that have limited useful remaining life, while Maruti will i ~reasingly need modern components.
3.09 In this context, major additional investments in the segment of passenger cars and similar vehicles ·(LCVs, jeeps) deserve a lower priority than commercial vehicles and two-wheelers segments at this time. The Government's recent refusal to grant licenses to all the uneconomically scaled joint ventures will help avoid further capacity splintering and high cost production in the highly protected and regulated Indian market.
3.10 This does not necessarily mean that a mass market approach for cars and LCVs is inconceivable for India, but new approaches would have to be considered. On one hand, a replication or large expansion of Maruti would entail substantial foreign exchange costs for comparatively small benefits in value-added and employment creation, and could be rapidly constra~ned by the demand from urban areas. On the other hand, there may exist a large pent-up demand from the higher income subsectors of rural areas for a small, sturdy and rustic multipurpose light vehicle (car and/or pick-up) as developed in Europe. The tnarket for such a vehicle should be further investigated and, if found to be sufficiently large for MES prOduction, might be licensed to a credible applicant.
3.11 Components. The component industry has initiated the modernization of its products to meet the needs of the new modern vehicles, as evidenced by the

-56-
acquisitions of foreign technologies in 1982-1985 (Annex 16 lists the 27 collaboration agreements made with Japanese firms). However, little opportunity exists for improving the competitiveness of high cost components unless efforts are made to decrease raw material costs and provide the market basis for minimum economic scales. This requires both the expansion of individual production scales and the rationalization of production structures in the component industry. Through more active competition from possible imports (for components which could not be produced at acceptable cost and quality in India) and through expansion of the most efficient producers. Review of the components industry, product-by-product, revealed that in most cases six to e;.ght companies have a manufacturing license, although only two or three are actually producing or dominating the market. However, four to seven companies in each component segment have presented letters of intent to either expand capacity or install new capacity. If investment were to proceed under such conditions, too many companies would continue to fragment the market'in each component segment, cut down efficiency prospects at the component manufacture level and thus jeopardize opportunities for expansion at the vehicle manufacture level. Suppliers would not be able to obtain econo~ies of scale and invest in higher levels of production mechanization, which would in turn enable them to improve product quality, increase reliability and reduce costs. The expansion of fewer numbers of companies with larger scale and levels of mechanization is required ultimately to position India for improved potential to export. The automotive industry worldwide is undertaking these difficult restructuring steps, and India cannot afford to be an exception in this respect.
3.12' However, restructuring and consolidating the component industty in India cannot be pushed too far. For example, the Japanese vehicle manufacturers' strategy of having only one supplier per component is not applicable to India at this time. Indian vehicle manufacturers confirmed that they would prefer to -have two to three, rather than one, superior companies supplying their needs in each component segment so that they can expect improvements of cost and quality of their components through competition. Another reason is that they must be assured of effective delivery in the case of temporary problems with their suppliers, (e.g., loss of production by fire, strike, etc.).
3.13 The reviews of manufacturing capabilities (Annex 13) combined with the demand prospects for components indicate that, in general, two new or updated plants to produce at high volume rates and equipped with (at a minimum) semiautomated level of mechanization would be required for each of the major component groups. These plants should be capable of supplying the needs of domestic vehicle manufacturers and of producing at competitive CClst and quality to generate foreign exchange earnings through exports. In addition, the next best existing plants (which, even after mod~rnization, could not compete in world markets) should be improved to supply the country's needs for service and aftermarket parts. The demand prospects, the additional production capacities and the investment required to meet the needs for four-wheeler components over for the period 1985-1990 are summarized in Table 13 below. It indicates, in summary, that out of India's 27 component groups:

~~, O~MANO PRUSPECTS. AOOITIOHAL CAPACitiES. ANO IHVESTMEHTS fOR COMPONEHTS
Cu~un.nt
-~----Pt.ton Pl .. tun Aln ...... PIs.'Uf\ PI". ey I. twatJ C":fI.~.t. tnglne Val v., (,..rbu"ator& rultl Pumps (P) ,"Ult. folumpa (0) Nu.r:.c ht Ho h.e" a HIJ.tl.leSi fl.",enta Ottllverv Valv •• Aadlatort. Thin •• " BUdrinya
I
Component. Typically ltrouped tnto •• MIt MfG. FAC\ l ,tv
1.-- 1
---I I I 1 1---
__ I
f 1 V .. h •• ' A I",*, Ih.41 if\~6 Stdt t.,. "(.Itor. U"Htfl,.tU"a. (AIt6H'natora) J Voltage R .... u'.tor.. ) Oh,.trtbotor& --~pa"k P\uga fly.h •• ' Mayoetoa ttY'lL" "s.emD" •• ----I t I..,t"", Pta.... ) Ctutcn factnga. ---t,~ Rpi.! Enll .. ~t~.f· tnv ~.af"e. Gti.r~ ln~tudea. Crown. Pfu~e".r Sh.ft& U J, Cr06S A.ttl ~h.'t Ot. ~e.l .. Whe.t. L" .. , ~P" Inll. Shoe... AlHlotu"oe" ,. ,,. 8. a"." 8ra~. A •• embl~e~ 814A" lintoQ'_
,./Clutch F.Lfnv) tt •• d L tght .. WIpe' Mota,.. SptttttJ~...,t.r PiUle' Jn$t,.u~nt ..
'4"'T~1'-----
(J 1) Whe" <-('cuped
I __ I
I 1 1--
Ccwnponenta. and ua_e
ALL
ALL ALL
lW.3W P
P-T,TR
P.T.TA ALL ALL
ALL
ALL 2W.3W
ALL
ALL p. T .IA
P.T.TR P.T p. T
P.T.TR ALL ALL
P.T.TA ALL T ALL
ALL ALL
p. T. TA ALL
P-PAs •• nge,. Car
T-Truck lR-Tractor 2w-Moped
Scoote,. ltotorCycl.
3W-Aicka.h •• S
Total Ht.tortcal VOlUMe. (tn .',I'ona of un!%
\984J8S
5.1 30.1 5.5 0.5
10.7 1.1 O. \ 1.2 1.6 4.8 4.4 4.5 0.2
18.0 0.2 0.3 0.3 0.7 0.1 9.4 0.3 0.4 1.0 4. I 1.9 O. I 8.2 Tona 0.3 0.7 0.8
11>.2 1.5
38 T 4.2 0.1 0.2 Seta 6.2 Tons.
0.7 o 2 1.1 1.5
O.E. AequireMent Volume. (In .. 11 lion. 01 unt t6)
<7) 19B919<l
5.4 19.4 5.4 O.S &.9 2.2 0.2 1.4 2.7 2.7 2.7 2.7 0.&
11.8 0.6 0.6 o II 0.6 0.2 2.7 2.0 0.5
6.1 2.2 0.5
28.7 Tona 0.6 1.0 1.1
la.S 2.8
60.7 Tona &.7 0.1 0.5 1.9 Tona
3.0 0.4 2.4 2.1
Only 20 out of 4 I C.01flPQnent ... aAo. O.t:. gro.th fof' 1990 ot"er c.o..,on.nt. eQual to 0(' 'esa than 1984/85 volume ..
Tota' eat •• ted O_nd (In ... Hon unital ~n-
1888-1990
16.7 122.4 19.8 3.1
2&.2 2.5 <l.2 1.4 2.7
1&.2 12.6 14.3 0.8
34.1 1.1 0.6 0.6 1.4 0.2
14.6 2.2 0.9 2.3 6. I 2.9 0.6
40.3 Tona 0.1 4.0 1.7
31>.0 7.5
126.5 Tona 8.8 0.1 0.5 Seta
13.6 Tons
3.3 0.5 2.8 2.5
FrOftl~ data
Addtt1on.t Prod.u(.t ion
Aequl,..d (tn
-i!lmntr
~h4H. ot AdcH t lone) PrOd~ct ~on fur Rep ... Jr !!.!!!:L~~ ____ 11 __ -
11.6 1:18 92.3 64 24 ~ roo
2 6 100 15.5 100
I 4 I 0.1 ~O 0.2 20 l.1 4
".4 lUO 8.2 100 9.8 '00 0.6 ~O
'6. I tOO 0.9 st> 0.3 11 0.3 11 0.7 IOu 0.1 10 5.2 100 1.9 '6 0.5 10 "3 tuO 2.0 IOU 1.0 70 0.6 /I
32.\ Tons ~6 0.4 ~b 3 3 ~4 '.1 35
23.8 100 6.0 ,
88.$ Tun~ 13 .. 4 b6
0.3 (J
7.4 Ton. 100
2.6 \J 0.3 n 1.5 13 1.0 40
21··(,b.iiS~
.. 0 .... gro_ttl attt'louted to new 0.£. t)\JS\n •••
to ..... ~ 70"1. 0' 'hO,.. ut U'V.U'I •• (.~·"tt lbutea tu ""pet" & :.tI'lv1CtI d4:!'laand
L~!~!!.!..!.!!!!~ f.o~nie .. 1Iif\ l' cOACentr.ct.t" on t.Plovillg tor ut .. $UI ,·t., (. (nhrH~n.nt$ tut :i.ct"v ice
"'~' ,.
Wor'd- .. tde C~on.41t Statu. and T"_ndo
8.C
t. •• I_ted Ceplta, tnveatment to tcDp1"Ov. Inou6try
Mtttton. Us.J
8.C ~1-- 1'>0-60 .. C
1\ .• #
8.C.0 I 9-14 8.C ,--A A I A I 4-8 A ,-
Beat Oppof'"tu.ntttea. tor Eapart
-
I I X 1--
, __ X
I
I I " I--
A __ I __ I 8.t.E 10-16 A n.a~ .. t\.a# B.C.t B.C.E J 8.C.e I 54-80 8.C,E ,-A I C __ I A.C.E. __ 1-- n .•. A.C 8.C A.C ---, 12-26 ----,--A.C ~ n .•
" .. ... . ,. n ••
8.C.t n.a B.C.E 28-34 A.C n .• B.C 40-48 A.G __ n .• a.c.t a.c D.C.I: a.c II.C lI.e
1 T rael i t ion PrOduct o.st~n .. t .... in. .,or'd! .. Iae
a-Proauct a •• 'sn threatened 1:))' n ... ~.chAU'09l ••
C-Aav.~C.d mater tal ayst ..... ~(. u •• or unoer db~.loPGent -O-Product obsol¥s-c.nc. '0 f_vor new CeChnique,. W
£-World-.'d. Coat _'eria's at ..... , 100), lowe(' tha", Indl.
1 __ 28-38
10-16 n .• n.a n .•
Tota .. 241-340
X --I X __ I
"
X
X
"
9-Pt"oducta
8e~f'tt to Docneattc. .a"~et
X
...
X
"
It
"
6
Prod"-lc;l. CHlf lcult !.2.£2!!2! ~
" " X X X X
"-
J<
J<
J<
X
x
" X
-15--
Odd Caso.
...
X X
I VI ..... I
-3--
-58-
- six product groups would contribute to the competitiveness and quality upgrading of the domestic automotive industry (valves, spark plugs, tie-rod ends, steering gears, wheels, and possibly headlights);
- nine other product groups would in addition have good opportunities to export (pistons and their components, fuel pumps and carburetors, fuel injection systems, flywheel magnetos, clutch plates, clutch facings, shock absorbers, brake linings, brake assemblies); and
- the other groups would have difficulties to become competitive (or represent special cases).
3.14 Four-Wheel Components with Best Prospects. Within the four-wheel com-ponent products, components for medium and heavy commercial vehicles have the best prospects to compete in world markets mainly because of the lower minimum economic scales and the existence for some time of a large efficient domestic manufacturer. Among components for medium and heavy commercial vehicles, some have better prospects than others to be competitive due to the different capabilities of existing firms. Based on the assessed level of capability and potential of existing firms, a list of major component groups ranked from 1 (best potential) to 3 is provided in Table 14. This list should be regarded as indicative of the desirable orientation of investments which could be undertaken by the component industry for medium/heavy commercial vehicles.
3.15 The component industry should normally be capable of producing effi-ciently most of the domestic requirements for two-wheelers. The components for the two-wheel industry which have best potential for growth and investment are:
carburetors fuel pumps fly-wheel magnetos brakes clutch assemblies wheels shock absorbers lighting equipment (tailored to needs) pistons, piston rings and piston pins
Component firms 1/ should design their investments to meet the specific needs of two-wheeler manufacturers, using appropriately sized machinery, and maintaining cost, quality and reliability of two-wheeler products in accordance with international standards.
1/ In India, component manufacturers generally produce for all types of vehicles.

-59-
Table 14: MEDIUM AND HEAVY COMMERCIAL VEHICLES COMPONENTS WITH BEST POTENTIAL FOR COMPETITIVENESS AND INVESTMENT
Product Group
Pistons, Piston Rings, Piston Pins
Cylinder Head Gaskets
Engine Valves
Fuel Delivery for Diesels (fuel pumps nozzle holders, nozzle elements, delivery valves)
Electrical -- Starter Motors, Alternators, Voltage Regulators
Radiators
Potential for Investment
1
3
2
1
3
1
Remarks
Capability with top foreign support already exists. With modernization investment, this component segment should be capable of supporting the truck industry. . . Modernization of domestic firms should make them capabl~ of efficiently supplying truck and bus requirements. Given that worldwide capability is strong, India may consider imports if/ when domestic p~oducts do not achieve international standards.
A few international producers supply the world market needs. If India's fir~s cannot improv~ cost and quality, consider imports.
A few companies supply these components worldwide. One Indian firm, MICO, is on par with international standards. Further investment in MIca to meet all trucks and buses needs would ensure maintaining high quality and cost effectiveness.
India's companies have high cost, and obsolete technology. If major improvement program cannot be achieved, consider import.
This component, currently reserved for the small scale industry, should be dereserved since {i} worldwide companies are currently producing at high volume levels; {~i} thesa components are labor intensive and, therefore, give a comparative advantage to India; and (iii) radiators for trucks and buses are too bulky relative to cost to economically import them. Therefore, a new modern plant would be required to
. build radiators for t~ucks and buses. This may be justified even if raw material costs remain high.

Product GrouE
Clutch Plates and Assemblies
Tie Rod ani Steering Components
Propeller Shafts, Universal Joints and Axle Shafts
Wheels
-60-
Potential for
Table 14 Page 2
Investments Remarks
1 India has some technology experience and facilities that can be modernized in this segment. These types of components are required across all vehicle
• sectors. Also, manufacture and assembly of these components are labor intensive, and strong aftermarket sales worldwide are available. Therefore, two to three good competitors--one of them concentrating on supplying trucks and buses--could be justified.
1 Capacity exists in India: the truck OEMs could produce these components in house or support suppliers' firms. One of them, (Rane) with a good capability would. require continued investment in modernization.
2 This technology is becoming obsolete for passenger cars, but is still required for trucks and buses. Investment to modernize domestic firms supplying truck and bus plants could improve domestic capability and carve out an exports niche for after-market.
2 The major Indian producer has aged facilities and technology, and no tublet tires or styled wheels capability •• Although high cost of steel clearly affects domestic cost of ~heels, a new domestic plant may be justified to produce high volumes of commercial vehicle wheels at international standards.

Product Group
Leaf Springs
Shock Absorbers
Brake Assemblies
Brake Linings, Clutch Facings
Headlights
Speedometers and Panel Instruments
-61-
Potential for Investment
2
1
2
1
3
3
Remarks
Table 14 Page 3
These components are mainly used for trucks and buses. India should focus on enhancing domestic capability_
There are several domestic companies with foreign technical support. Investment would be appropriate to establish a new plant and modernize two of existing firms to ensure that new technology will be available. Export prospects should be good since a strong after-market for service parts is available worldwide.
Raw materials and subcomponents costs significantly affects India cost of brake assemblies. Yet, these are labor intensive and, therefore, should give a comparative advantage to India. If material costs cannot be lowered drastically and domestic facilities substantially upgraded, consider imports.
India has capabilities in place and components are labor intensive. India could compete but must modernize both products and production processes to stay abreast with new technology.
Worldwide firms produce at high volume. In view of India's low level of mechanization and the rapidly changing technology worldwide, consider imports.
World technology is moving rapidly toward electronic instruments. India has no satisfactory electro~ic capability for this type of components. Consider imports.

-62-
3.16 Consolidation an~ Rationalization of Capacity. Almost every segment of the automotive industry has a large number of firms relatively to scale considera~ions and domestic demand. Until output volumes based on the e~pansion of domestic demand and (eventually) exports can justify a large number of firms, some consolidation of capacity through firm mergers and/or closures would be necessary. A reduction in the number of firms in two-wheel vehicles, some component products and LCVS would allow production volumes in remaining firms to increase. In addition to the large number of firms, there has been some excessive horizontal diversification in the automotive industry, particularly in some component firms. Rationalizing the industry structure would imply streamlining product lines and increasing firm and industry level specialization. Firms should be encouraged to expgnd production in their primary product lines rather than to diversify into product lines ~n which economies of scale may be small.
3.17 Development of Common Standards. Developing common standards in the automotive industry would be needed to improve product quality and reliability (i.e., replicability), and to enlarge prOduction scales in component manufacture. Four types of standardization measures can be considered, only the fourth would involve regulatory enforcement. The first type of standardization is for the industry to acce~erate the development of standards (specifications) to develop {under the aegis of the Indian Standards Institute} for all components and materials to ensure that they are produced to consistent levels of quality and reliability. The second and very important type of standardization measure would be to rationalize-(reduce the number of) existing st~ndards on raw materials and components to simplify production and provide for larger production scales of individual raw materiaJ.s and components, thus reducing costs. The third type of standardization, which may be premature in India but is being undertaken currently in Japan and the United States, is to develop commonly agreed standards for toolings and equipment. This enforces the standardization (through the manufacturing process) in components and raw materials and would become highly desirable, if not necessary, w~en the Indian component industry turn to semi-automated or automated production techniques. The last type of standardization relates to the enforcement of regulatory requirements involving health and safety standards such as emissions controls, light intensity and angle, bumper height, braking distance, etc. Aside from the benefit to Indian consumers and the public at large from such health and safety standards, they would be needed to support increased vehicle and component exports since such standards are enforced in most developed countries.
3.18 A coordinated effort among vehicle and component manufacturers to reduce the number of different componen: designs and models would also be critical to enlarging the scales of prOduction for components. The large number of different vehicle models and foreign collaborations, each committing vehicles to different component designs, quality specifications and mater~als tolerances, exacerbates the problem of small scales of production in component manufacture. While individual plant-level production scales in many vehicle firms are small, aggregate domestic demand for components could in some cases be sufficient to support economic scales of component manufacture if the same component could be supplied to different vehicle models. This would require developing designs and

-63-
material specifications t;hich would be common in components for different vehicles, particularly in engines and transmission components where international production volumes are quite large (in the range of one million units annually). Although there are limits on the extent to which the same component can be incorporated in different vehicle models, a combined effort by vehicle and component manufacturers to develop common specifications, which the whole industry would agree to abide by, could lead to substantial improvements in production scales in component manufacture. Such an approach has been adopted throughout Europe, where a wide diversity of vehicle models has coexisted in relatively small national markets.
B. Indicative Guidelines for Projects Design •
3.19 A second element of a strategy, besides identifying arean for invest-ments with best .potential, is to propose ways to undertake and i~plement these investments most efficiently. In this respect, a number of future p~ojects prepared by automotive companies appear to reflect the lack of commitment to becoming internationally competitive. These companies are approaching mojernization plans on a business-as-usual basis rather than planning to develop an aggressive, competitive capability. In brief, project plans appeared to be based on low risk, non-stretching solutions being implemented by the locally available engineering and management staff. In many cases, features of the plans included: too low capacity; plant layout using too many buildings, which multiplies material handling and create other inefficiencies; minor or limited reduction in manpower; and minimal use of already proven state-of-the-art processes and machinery that would be commonplace worldwide. Implement\ng these low risk, minimal change projects in planning future facilities will not position the Indian automotive industry well for the future. Therefore, the industry should plan for fewer, more highly productive and efficient facilities for the next 20 years; this would be greatly facilitated, if not required, by the industry's restructuring suggested earlier (para. 3.11).
3.20 To this effect, a set of indicative project design guidelines for the entrepreneurs of the component industry were prepared (on the basis of the findings of Annex 13) which underline the types of major improvements that companies should implement to ensure that quantum improvements are achieved throughout the componeuts industry. These could provide guiaance to enterprises and financial institutions in drawing up plans for new products and processes and supporting facilities that have strong prospects to become competitive. Therefore, these guidelines recommend project designers to iocus on key aspects of project design and operating managem£nt such as:
(a) master planning and feasibility studies should identify the strengths and weaknesses of current operations against international practices and standards, and design appropriate alternatives;
(b) adding to the company's organizational structures appropriate functions such as manufacturing engineering and marketing orgauizations, improved testing facilities, research and development functions;

•
-64-
(c) select modern processes and implement in-line process flow layouts;
(d) select semi-automated levels of mechanization using 4 balanced blend of human and mechanized resources;
(e) install engineered work stations with appropriate jigs and fixtures to ensure consistent quality and pace productivity;
(f) undertake grouping of machinery and addition of devices to improve operator/machine ratios to take advantage of India's low labor cost;
(g) invest in modern machine tools and fabrication equipment, including CNC and ONC computer-controlled machines where appropriate;
(h) improve material handling systems and storage devices that reduce material handling costs as well as ensure no damage to product;
(i) install modern test capabilities, improve chemical, metallurgical and quality assurance test laboratories as well as physical and endurance test capabilities; and
(j) develop industrial engineered sub and final assembly processes, work stations and supporting equipm~nt.
C. Strategy and Policy Paper • 3.21 In order tc lead ; successful strategy development and guide the next generation of component plants, the Government should develop a comprehensive, integrated long-term policy paper acceptable to the whole automotive industry, including the component industry. This paper would set ~ut the long-term objectives for the automotive industry through the end of the century. Strategy and inves . ·t>nt objectives in the component industry should aim primarily at improving the quality a~d cost of components supplied to the domestic vehicle manufacturers. Improved quality and reduced vehicle costs would enable vehicle manufacturers to enlarge the domestic market, which would lead to larger volumes of sales for supplier companies. The increased domestic demand would then allow leading component companies to reach economies of scale, quality cost and service levels to obtain further growth through ent~y into export markets. The development of such a document in joint cooperation between government officials and industry leaders wou~d provide overall direction to the industry, set comprehensive, stable and clear long-term framework of incentives and policies required for sound investment planning and decision-making by the ind~stry and serve as a realistic program for the future.
-65-
3.22 This approach was used in the United States for meeting both fuel economy and emission regulations in a short time. It developed a cooperative spirit and allowed both government and industry leaders to be aware of, and understand, their respective problems. It avoided mixed signals between component producers, vehicle manufacturers and basic supporting industries which would have resulted in misinterpretations by the Government of the needs of the industry. To ensure that industrial needs are defined in a clear and concise form for the Government and the industry to act upon, it is recommended that Government and industry officials develop a closer working relationship. The first opportunity is the development of the long-cerm automotive policy whose key issues should be debated by both Government officials and industrial leaders on an informal and formal basis to formulate the best policy moves aimed at promoting the automotive industry competitiveness.

-66-
IV. POLICY FRAMEWORK AND ISSUES
A. Introduction
4.01 The previous Chapter summa~~zed the current status of the automotive industry, its areas of potential comparative advantage, the objectives by s~gment, and the remaining technical and production problems constraining the achievement of these objectives. In brief, until the advent of the recent modernization program in the sector, most product designs were outdated, product quality and productive techniques were in many cases poor by international standards. While in most cases, ex-factory prices compared favorably with international prices, vehicle models were not comparable because of significant design and quality differences. Following the recent modernization program, larger firms in two-wheel vehicles have reached minimum economic scales of • production and, iu medium/heavy commercial vehicles, production scales are relatively large by international standards. In passenger cars and light commercial vehicles (LCVs), production scales are still low by international norms. Some components have been competitive with international standards of price and performance. While automotive component exports for many years constituted a significant category of engineering exports, mostly to other developing country markets, in recent years, component exports have declined because designs have not kept pace with international technical developments.
4.02 The ~utomotive industry's general performance, which for the most part r~ins'well below international production standards, is to a large extent a function of the policy environment which has shaped the existing structure of automotive markets and influenced firm behavior and performance. The policy issues fall into two major categories. The first one concerns competition policy. The second category includes government policies which increase production costs.
4.03 Indian automotive firms have generally enjoyed almost complete protec-tion from the international competition of imports, direct foreign investments, (lr export rivalry. Domestic competition has been limited by regulatory policies which have erected formidable barriers to new entry, growth by incumbent firms and closure of inefficient units. As a result, the market structure of commercial vehicles, passenger cars and many components is highly concentrated, with one or two firms accounting for the majority of the industry's output. The high level of market concentration, combined with protection from import competition, allowed in many cases for conservative technological behavior and inefficient .nanagement practices. These have led to poor product quality and lack of innovation in product design and productive techniques.
4.04 While discouraging competitive behavior, domestic regulatory policie~ have also restrained growth by larger, more efficient firms and permitted new entry by small units which have been unable of presenting a credible threat of c)mpetition to large incumbents. Therefore, while concentration ratios are high in some ~ebments, capacity is also fragmented into units with suboptimal scales
-67-
of prod~ction in cars, two- wheel vehicles and some components. For example, in two- and three-wheel vehicle manufacture, while the leading three firms account for about 5Q% of all two-/three-whp.el output, there is a total of 33 licensed firms, and the output of the smallest firm is less than 300 units per year. Thus regulatory policies have led to an inefficient industry structure, and small scales of production in many firms. As vehicle manufacture is subject to significant scale economies, small production scales have contributed to high unit costs in some passenger cars, LCVs, two-wheelers and components firms.
4.05 Trade policies have contributed to the problem of suboptimal production scales by allowing small units to be financially profitable. Aside from encouraging small production scales, fiscal and trade policies have increased production costs through high import duties on imported inputs and components, and through the cumulative effect of indirect taxes on multi-stage production processes. As Chapter II noted, component ex-factory prices cou!d be reduced by up to 35% by shifting the indirect taxes to the final stage of assembly and providing raw materials at international prices.
4.06 This chapter describes the impact of the industrial regulatory and trade policies on the structure and performance of the automotive sector. The first section describes the existing policy instruments, inCLuding recent relaxations in policies affecting the automotive sector ~nd their impact. The last section outlines the remaining policy reforms that would be needed to achieve the objectives set out in Chapter III.
B. Policy Instrbments
Trade and Fiscal Policies
4.07 The Trade Regime.' As described in Chapter I (section D), levels of protection in the automotive sector have been, until recently, very high. Tariffs on vehicles and components were generally above 100%, and quantitative

"
-68-
restrictions resulted in a virtual ban on passenger vehicle imports. 1/ With the advent of the modernization program and the introduction of new, fuelefficient vehicles, duties on imported components for such vehicles were lowered to ahout 50%. Raw materials such as high strength steels, aluminum, engineered plastics and rubber compounds, which are required in the manufacture of components for the new fuel-efficient vehicles, are either not available at all in India or not supplied in sufficient quantity/quality and therefore are generally imported. Since duties on imported raw materials are generally above 100%, the result has been an increase in the production costs of vehicles and a negative effective protection for modern technology components.
4.08 The highly protective trade regime has limited imports as a potential source of competition for Indian automotive manufacturers. Since domestic competition was also restrained (because of regulatory policies, which constrained expansion in the domestic market and kept output volumes small relative to the potential size of India's market and to international markets--see below), insufficient competition has led to the deterioration of product quality, lack of innovation and general technological stagnation in the industry. In turn, deteriorating standards of quality and performance have reduced the export Fotential of Indian automotive products, eliminating export rivalry as a source of competition.
4.09 Given the lack of import and export competition, the small size of the domestic market has led to an inherent trade-off between achieving economies of scale in production and creating a competitive market environment. In the Indian automotive sector, the trade-off arises because in most cases and for
1/ The 1985-88 Import-Export Policy specifies ~he categories of persons that are·permitted to import a car, station wagon, jeep, motorcycle, scooter, autocycle, mini-car or moped. Individuals snd companies permitted to import a vehicle include: Indian nationals (including foreign nationals "of Indian origin") who have lived abroad continuously for at least one year, purchasing the vehicle out of foreign exchange earned abroad, on their return to India for permanent settlement; foreign ladies (including persons of Indian origin) married to Indian nationals, and able to document an independent source of foreign exchange, with a limit of one vehicle in a lifetime; foreign nationals employed in India for a minimum of one year; self-employed foreign nationals, with full landed cost to be paid in foreign exchange; physically handicapped persons, subject to certain restrictions regarding the extent of disability, minimum gross income and documentation rega'~ding the "essentiality" of imp(Jrt; offices of foreign companies, or Indian companies with foreign collaborations or executing overseas contracts, subject to restrictions and with the full landed cost to be paid in foreign exchange with documentation as to outside source and subject to quantitative limitations. Vehicles imported are for the use of the importer. Persons or businesses other than those in the eligible categories are not allowed to import vehicles.

-69-
some time the domestic market alone has beeu too small to support a sufficient number of MES firms to allow for a competitive market structure. In most segments, with the exception of two-wheel vehicles, production by a single firm, or a few firms, might constitute the least costly means of supplying the industry's output. However, the highly protective trade regime would allow a single firm to exercise monopoly power, to the detriment of consumers, and would not ensure cost minimizing and technologically progressive firm behavior. Conversely, import competition would discipline domestic firm behavior even if there were only one or two firms. Similarly, export rivalry would expose firms to the latest trends in technology and force them to compete with international prices. In the absence of these two sources of competition, domestic competition alone has been insufficient to discipline price behavior and to push firms to innovate.
4.10 Different countries have addressed differently the issue of competltlon versus scale economies behind trade barriers. (See Annex 17 fur a description of industrial policies in the automotive sector in other developing countries). During the early stages of Japan's development, Japanese industrial policy in most sectors was directed primarily at ensuring large scales of production, even if this resulted in a concentrated market structure. Competitive forces erose as a result of extremely rapid growth and competition for share in the domestic market, and in early and sustained export efforts. In Korea, the government policy favored large production scales ·.vhi,le ensuring competition by enforcing credible export \lbligations. Brazilian automotive policies have favored a combination of export commitments and dom~stic competition among several firms, with the combination of export and domest.ic sales allowing" adequate production scales.
4.11 Government's import substitution &nd self-sufficiency pOlicies generally have relied on regulation ~£ the domestic competition in automotive products, by licensing entry by several firms in each segment, rather than on import or export competition. Unlike in Japan, however, Ir.dian markets for automotive products have until recently grown slowly from rather small production bases. The presence of several firms in each segment has often had the unwanted consequence of efficiency losses, lower quality and higher unit costs due to aub~ptimel scales of production. The assumption expressed by the Gvvernment in licensing entry by several firms has been th~t domestic firms, assisted by their foreign partners, would r~plicate internationally competitive conditions within the small Indian market, even though it is insulated almost c~mpletely from import and export competition. Since this assumption bas not proven true in the automotive sector in the past, maintaining the current liberalization of the trade regime for components, and moving gradually to introduce more import competition for vehicles will be Impor~ant to discipline firm behavior and to rush fit~S to continue to inno~ate and upgrade product quality.
4.12 Tn addition to dampening competition in the automotive sector, the high level of import and auxiliary duties, which often exceed 100%, on imported raw materiQls have raised the cost of Indian components. Quantitative res~rictions limit access to imported materials, even though domestic supplies of steel,
"

•
-70-
aluminum, etc. are not sufficient for domestic demand. The system of QRs also causes dp.lays and associated high inventory costs. Table 10 in Chapter II showed that the ratio betw~en the share of raw material cost in Indian components snd their share in u.s. components ranges. from 0.41 (brake linings for trucks) to 7.3 (truck headlights) and 7.65 (clutch disks for cars), averaging 2.37 over the 28 truck and car components examined.
4.13 Phased Manufacturing Programs (PMPs). As part of the m04ernization program in the vehicle sector, firms have been allowed to import foreign technology or enter into foreign collaboration agreements only on the basis of a program to move within five years to levels of. ·jomestic content of about 95% in terms of the C.l.F. value of the vehicle imported in CKD condition. However, once the PMPs have been accomplished over a three- to five-year period, enforcement of the 95% domestic content level would normally result in a ban on further component imports, which would signal a return to the uncompetitive environment prevailing prior to the modernization program and could possibly result again in technological stagnation.
4.14 Indirect Taxes. High components costs have ~esulted both from neffi-cient production of domestic raw materials, such as steel, aluminum, plastic, rubber, etc., and the high and cumulative effect of indirect taxes, since automotive products are typically a multi-stage manufacture. Indirect taxes are levied at every stage of prOduction. In addition, the level of indirect taxes paid is high (ref. paras. 1.42 and 2.36). The current system of indirect taxes makes it difficult to refund exporters for th~ domestic taxes contained in their component and vehicle exports, since the existing duty-drawback system is inadequate. (See the World Bank report on Export Promotion in India.)
4.15 In addition, the high level of indirect taxes dampens domestic demand, which is highly price elastic in segments, such as two-wheel vehicles, in which Indian producers have a comparative advantage. Reduced demand prevents larger production scales which are essential to improving product quality. While Indian two-wheel and medium and heavy manufacturers have achieved minimum economic scales of production, more mechanized productive teChniques are absolutely essential to ensure better product quality. With more automated production processes, larger scales are needed to maintain low unit costs. Thus the high level of indirect taxes is an impediment to significantly expand domestic output volumes, a prerequisite to introducing efficient prOductive techniques and scales of production, thus providing for better export prospects.
Domestic Regul~tory Policies
4.16 Capacity Licensing. Until recently, the capacity licensing system was the most important regulatory barrier to entry and growth in the automotive sector, and was instrumental in determining the structure of automotive markets. Every investor wanting to set up a new project or expand production in an existing u~it was required to seek an industrial (capacity) license. The licenses were pro~uct-specific and indicated th~ quantity of each product that could be ~roduced a~nually. The system was relaxed partially from time to time, by
-71-
allowing more liberal expansion of capacity for periods of time, sometimes with the requirement that additional output be exported, and sometimes subject to required levels of capacity utilization. However, these relaxations of the licensing requir~ment for project expansion were subject to restrictive conditions, for example that the prOduct not be reserved for the small scale sector, that the enterprise export a percentage of its production and/or locate in backward areas and that the enterprise comply with controls on capital goods imports and foreign exchange needed for imported inputs. In addition, more liberal expansion was not possible for HaTP and FERA companies, which effectively prevented most leading firms of the automotive sector from growing.
4.17 Exit Policies. The recent liberal approach toward capacity licensing and foreign technology licensing has led to a spate of new vehicle and component projects as well as important programs to modernize and upgrade existing operations. As a result of these new investments and expansion programs, licensed capacity (which would soon be translated into installed capacity) in many cases exceeds domestic demand, based on historical sales figures. With excess capacity in the domestic market, smaller, less efficient firms and those already experiencing financial difficulties will be under increasing pressure to improve performance or to fail. Therefore, some revision of policies to effect the efficient rationalization of the automotive industry, particularly in the component segment, by expansion of efficient firms and closure or acquisition of less efficient units, is of high priority.
4.18 Firm closures ~ both voluntary closures and bankruptcies - and asset transfers through mergers, take-overs or divestitures traditionally have been subject to extremely restrictive procedural and policy-related constraints: To protect existing jobs and to conserve scarce capital resources, labor policies have made it difficult to fire or layoff workers in the organized sector or to close or relocate plants. The procedural hurdles associated with retrenching labor have made efficient firms cautious about expanding, and protected inefficient units. The combination of capacity licensing, which has restricted output growth in more efficient firms, and exit policies which block the liquidation of loss-making firms has led to distortions in the structure of automotive products markets, such as the co-existence of firms working at close to full capacity, with waiting lists for their products, but constrained by capacity licensing policies from expanding output, and of "sick" (loss-making) units, with low rates of capacity utilization which still manage to sell their output in an environment characterized by general excess demand and high prices and protection.
4.19 Small Scale Reservation. About 6U automotive components are reserved for exclusive manufacture in firms with assets not exceeding Rs 3.5 million (about $375,000), or Rs 4.5 million in the case of "ancillaries" (essentially subcontractors). While most reserved products affect primarily the "fit and finish" of the vehicle (Le. its appearance, with significant in£lue~ce on its acceptability in export markets), several parts are important functionally for the performance of the vehicle. For these, and some of the other reserved products, the reservation precludes the establishment of mechanized production
,

-72-
facilities which are key to ensuring the quality and reliability of the component. In addition, larger firms are not allowed to take an equity stake in small firms. Thid has hampered the establishment of close institutional and operational linkages between vehicle manufacturers (generally large or MRTP) and their component suppliers, as practised'in well intagrated automotive industries abroad. Given their complete protection from competition from larger firms, and the inability of larger firms to invest in small firms as an incentive to transfer technology and assist them with quality control, material procurement, and marketing, the quality of reserved products is generally inferior to international substitutes.
4.20 Technology and Foreign Investment Licensing. To protect domestic technology development, firms must seek a license to import capital goods which are not on OGL, to license a product or process technology, to accept foreign equity, and to employ foreign consultants or technicianr.. Traditionally, government policy did not favor direct foreign investment or equity participation by foreign partners in Indian companies. Moreover, the capital goods import and foreign collaboration clearances historically had served as an additional investment barrier, if imported technology was required, by delaying project approval (by one year on average in the automotive sector, and much longer in some cases as suggested by the approval rate of about 50%).
4.21 HaTP and FERA. Firms subject to the Monopolies and Restrictive Trade Practices (HaTP)' and Foreign Exchange Regulation Acts (FERA) were subject to additional clearances which made regulatory barriers, to entry and growth more binding for these firms than for other firms. Since these firms are precisely the ones which could most successfully challenge strong incumbent firms (many of which were also KRTP or FERA), these Acts effectively limited competition among firms most likely to achieve international standards of performance and price. At the same time, concentration levels in most automotive segments have been high, and the leading firm, often an HaTP or FERA firm, frequently accounted for 15% or more of market share.
Impact of Recent Policy Change on the Automotive Industry and Remaining Issues.
4.22 With the advent of the modernization program in the automotive sector, and following the 1984 Subcommittee's recommendations, the Government significantly liberalized entry, growth and access to imported technology in the automotive industry. Licensing regulations with respe~t to the manufacture of components (except for KRTP and FERA firms) were eliminated in March 1985. Two-wheeler manufacture by HaTP and FERA companies has been also delicensed in December 1985, provided that investments takp- place in specified "backward" areas. Vehicles and components have been added to the "Appendix I," the list of industry groups in which investment by HRTP and FERA firms is allowed and encouraged, and additional clearances for these companies have been waived for all investments in automotive products, which greatly simplifies the investment licensing process. The latter measure is important, as the MRTP/FERA clearance procedures, which include public notification about investment plans followed by semi-public hearings on the proposed investments, effectively allowed existing

-73-
firms to lobby against new entrants. These measures should lead to an increase in domestic competition in the automotive industry.
4.23 In January 1985, the GOI introduced a policy of "broad-banding" for two-and four-wheel vehicles that 'allows manufacturers to utilize their total licensed capacity to manufacture any product for which they have a license. Broad-banding should allow for economies of scale to the extent that installed machinery can be used flexibly for various types of vehicles. In that respect, the policy is clearly to the advantage of the two-wheeler industry. However, actual effects of the official broad-banding policy on the rationalization of the two-wheeler industry may have been largely preempted by the important crosssegment moves made in the two-wheeler industry prior to January 1985 (se~ paras 1.32 and Table 6). On the other hand, Government's decision to release controls on KaTP and FERA firms in the two-wheeler industry should have a major impact by stimulating large Indian firms to compete for domestic m~rket shares, expand production closer to Japanese scales and increase their own prospects as well as those of component suppliers to compete in international markets.
4.24 As part of the modernization program in the automotive sector, foreign collaboration and technology licensing have been implemented very liberally. With the rapid pace of change in product and process technologies in both components and vehicles, Indian automotive firms and government policymakers have increasingly recognized the importance of maintaining close links with international fi.rms as a means to update technology. While retaining the basic policy framework for technology licensing, recent applications for foreign coilabora-' tion agreements in the automotive sector have been implemented liberally in both vehicles and components.
4.25 In addition to providing producers with more freedom and flexibility in the {'se and expansion of their prOductive capacity, Government's industrial policy progressed with regard to dealing with insolvent firms. In December 1985, Government enacted the Sick Industrial Companies Act to help units reinstate profitability or else liquidate. On the positive side, the Act provides for the early detection of firms' insolvency and penalties for the mismanagemant or diversion of compauy funds, and stipulates that HRTP and FERA companies can now take over insolvent firms. On the negative side, the Act continues to focus on traditional "bail out" provisions such as fiscal and other reliefs from excise and sales taxes, import duties, interest rates, price controls and electricity tariffs. Such provisions are supposed to help insolvent firms regain profitability, but often result in artificially maintaining inefficient firms in operations. Assets liquidation is still considered a last resort move. Since it is essential that the prOductive structure of the automotive industry be rationalized, further policy reforms should be contemplated to lighten the burden of inefficient firms on the performance of the industry.
4.26 Another important change in policy was the liberalization of imports of components. Vehicle manufacturers importing CKD kits for fuel efficient vehicles have been allowed to import a substantial percentage of components, usually starting with a maximum of 60% of the vehicle value, for a specified
-74-
period of usually five years. When seeking approval fot uew investments requiring imported technology or foreign collaboration, the applicant must enter into an agreement with the Directorate General of Technology Development on a PMP to reduc~ within three to five years the imported components and reach a domestic content of 95% of the value of the vehicle. Import& of components are subject to tbe relatively low import tariff of 55% (increased in 1986 from 40%), which has introduced an unprecedented amount of competitive pressure in the component industry for efficiency. Moreover, PMPs have stimulated modernization in component manufacture. Indian component firms have been forced to modernize to compete with imported components, and are entering progressively into technical agreements with foreign firms to familiarize themselves with new component designs and productive techniques. However, the effective protection of the components industry with is now negative will gradually grow to virtually absolute as domestic coutent requirements bite. This could lead to rapid escalation in the cost of both components and vehicles; especially once domestic content passes 70%. Moreover, the Government has created considerable uncertainty by frequently not enforcing domestic content requirements. This creates the worst of all possible worlds; by making producers unsure of the rules of the game it discourages forward planning and investment.
4.27 Finally, several fiscal measures, announced in early 1986, have partly been implemented. It ir not clear at this stage whether and to wbich extent the ~ modified value added tax ~c'leme (MODVAT) will reduce, as intended, the cascading effect of indirect taxes Ot. automotive production and promote efficient division Of labor through subcontracting tbe manufacturing of parts and su~assemblies. As discussed in Section C below, the current ~ODVAT Scheme represents a positive first step in the rationalization of indirect taxativn in the automotive industry, which is particular~y sensitive to such taxation, but exceptions ~nd exemptions should be eliminated to permit the system to operate effectively.
4.28 The 1986-87 Budget did not implement so far the announced rationalization and simplification of the import duties structure. The announced adjustments consisted in five basic rates which would increase with the degree of processing of the product, i.e. with duties on raw materials being lower than duties on component and capital goods. Such rationalization bas been much awaited by component manufacturers, and remains of critical importance now that component firms are engaging in the process of substituting local manufacturp. to CKD imports. The Budget did succe~d, however, in introducing a more gradual excise schedule for small scale firms, which should reduce their incentives to artificially split production units in order to avoid or minimize taxation.
C. Strategy for Policy Reform
4.29 The basic objectives of such a strategy should be to:
(a) promote efficiency and continuous technological updating through active competition with easy access to foreign technologies: and

-75-
(b) remove the constraints on the growth of the market and of efficient manufacturers, in order to initiate a "virtuous causality circle" whereby high demand permits larger scales which in turn lead to lower costs and prices which again generate higher demand.
4.30 Chapters I and II indicated that the immediate steps for automotive manufacturers are to improve product quality and reliability while cutting production costs. Such steps are vital to accelerate growth in the automotive industry, itself a prerequisite to expand the domestic market sufficiently to use it as a base to launch significant exports. Further changes in the policy framework are needed to enable Indian automotive products to move toward, and maintain, international standards of quality, reliability and cost. The following section outlines a number of suggested adjustments in trade and regulatory policies in support of the automotive industry's objectives. Such reforms should be embodied in a comprehensive and integrated long term policy as suggested in para. 3.21. This policy would lead to a coherent strategy development for the entire automotive industry, and would particularly be useful to guide the design of the next generation of component plants. The policy should be formulated and announced shortly to set the long-term objectives and overall framework for competitiveness in the automotive industry. While the recommended policy adjustments are specific to the automotive sector, they should be examined in the context of the overall structure of industrial incentives, since sector-specific changes in tariff or licensing policies might create unwanted distortions in incentives among industrial activities.
4.31 The phasing of the policy recommendations outli'ned below depends on the relative impact and state of u~gency which each reform would have on the overall competitiveness of automotive products. In the short term, the pegative effective protection on'automotive components should be eliminated by placing key raw materials and inputs on open general license and bringing tariffs on such inputs in line with tariffs on components for fuel efficient vehicles. Also, the enforcement of PMPs should be more flexible and use the current tariffs on modern technology components as a benchmark to help the automotive industry, particularly component segments, to mov~ toward and maintain international efficiency levels. The current value added tax system (MODVAT) should be made more effective by eliminating exceptions and exemptions. Also, it should be envisaged to reduce the overall tax level in parallel with significant cost reduct~ons on the part of automotive manufacturers {n segments with a price~eniitive demand such as the two-wheeler industry. Finally, liberalizing exit policies, dereserving from SSIs the automotive products which are mass-produced in international automotive markets, and giving the freedom to large automotive firms to choose their industrial location have a critical importance to help most. automotive segments rationalize operations and expand to withstand increasing domestic and import competition.
4.32 In the medium and long term, the import tariffs on vehicles should be brought closer to tariffs prevailing on components and raw materials, Remaining capacity licensing should be eliminated altogether. Policies concerning foreign investment and technology licensing should be made more flexible to maintain
•

-76-
competitive levels of efficiency, stimulate continuous technological innovation and thus help ensure the emergence of an automotive industry which is competitive in world markets and can earn foreign exchange through exports. In the latter respect, imposint export Obligations and objectives on automotive firms should be carefully assessed, and will be credible only after India's export promotion system is strengthened.
Trade and Fiscal Policy Reform
4.33 Chapter II concluded with the assessment that reduction3 in the prices of raw materials, shifting indirect taxes to vehicle manufacture and improvements in manufacturing efficiency could reduce component costs by up to 50%. Lower component prices would in turn allow for reductions in vehicle prices to consumers. The following recommendations regarding import tariff policy and lndirect taxes are intended to help reduce Indian component and vehicle prices, to stimulate greater domestic demand and consequent efficiency gains from larger production scales.
4.34 Customs Tariffs. As the previous chapters indicated (ref. paras. 1.34 and 2.18), tariff rates on vehicles and on imported raw materials used by the component and vehicle industries have been very high, averaging about 140%. Both vehicles and components have been subject to quantitative restrictions on imports. As part of the modernization program in vehicles, the duties on imported components have been reduced for a limited period of time to relatively low (by Indian standards) levels for new, fuel efficient mOdeis. However," once required" levels of domestic content are reached under the ph~sed manufacturing programs, imports of components would be effectively banned. In the mean time, low duties on component imports combined with generally higher duties on raw material imports result in most cases in negative effective protection for component manufacturers. Since India has a strong comparative advantage in some components manufacture, protection levels should be brought in line with the comparative advantage. Without effective efforts to reduce the cost of components, the Indian automotive industry will continue to confront the present dilemma of relying on component imports to keep vehicle costs low or increasing domestic content with substantial effects on vehicle production costs.
4.35 In the medium to long term, a broad reform of the trade regime is needed, including reduced protection for vehicles, with more competition from imports to stimulate competitive behavior in vehicle firms. Specifically, quantitative restrictions (QRs) and bans on all finished vehicles, (except luxury cars in the 2000 cubic centimeters category and above) should be progressively removed, possibly through increasing import quota, and total customs tariffs simultaneously reduced to a maximum of 50%-75%. This is particularly important in products like cars, LeVs and MHCVs, where the oligopolistic structure of the domestic industry and the natural barriers to entry, due to the high capital intensity of these automotive segments, limit market contestability. Import competition can play an important role in disciplining and stimulating technologically progressive behavior in domestic firms. As most of the vehicle industry is actually or potentially competitive and could withstand import
-77-
competition, such a reform would accelerate the process of bridging the gap with international markets and enhance export prospects in the medium term.
4.36 Revision of the tariff levels on imported raw materials and specially formulated items aimed at removing the negative effective protection existing on automotive components is critical to' promote inve~tment in automotive component segments in which Indian firms have potential comparative advantage. With respect to steel products which constitute the most important input of automotive industries, mild steel and low-grade steels (SA 1005 to 1065) have been covering between a third and a half of the needs of traditional automotive industries in India. However, raw materials offering high strength to low weight ratios are increasingly used in modern automotive applications, particularly for fuel efficient vehicles. As a result, alloy steels'(in the SAE J-4l0 and SAE J-1392 series) and even higher grade steels (in the ASM 4000 and 8600 series) are progressively repla~ing low grade steels. Most high strength steels are not produced in India, or are available in inadequate quantities and/or qualities. Similarly, modern (and fuel efficient) automotive applications make increasing use of aluminum grades, engineered plastics and rubber compounds, which are not readily available in India.
4.37 It is thus recommended that, in the short term, all the above inputs, (except for the lowest grade carbon steels of SAE 1005 to 1015), should be placed on open general license and their customs tariffs be reduced tv a level not exceeding 50%. This recommendation is consistent with the World Bank Report on the Indian Steel- Industry which recommends for the medium term, that customs tariffs be reduced across-the-board for all steel products to a level of 25% over a five-to-seven-year period, along with a gradual removal of QRs on steel imports and a rehabilitati9n of the ~teel industry.
4.38 Reductions in import duties on the major categories of steel used or to be used inc~easingly by the automotive industry, as recommended above, would not affect seriously the domestic "mildtl steel industry, and would be i~strumental in eliminating most of the negative effective protection for component manufacturers, inducing them to invest in modern facilities. These reductions may introduce some temporary distortions and substitution effects in other industrial sectors. The low end steel grades (SAE 1005 to 1065) used in the automotive industry correspond to general steel grades (plain carbon steel with almost no alloy except some manganese in some instances) used by other industries such as the "white goorls" industries (refrigerators, washing machines, etc.). However, these distortions and effects are not likely to be significant if the general tariff reform program for all steel products is implemented on the proposed schedule and if tariffs on low end steel grades are lowered rapidly below the 50% level recommended for higher grade steels.
4.39 Reducing the import duties on raw materials and intermediates would also make exports more attractive by lowering production costs. Rapid implementation of effective schemes to provide direct and indirect exporters access to imported materials at zero or low-duty is crucial to the success of aatomotive exports. To the extent that exporters would not be given access to low-duty imported

-78-
inputs, they could, as a second best alternative, be given access to domestic steel and aluminum at international prices. These and other measures are described in the World Bank report on Export Promotion in India.
4.40 Phased Manufacturing Programs (PMPs). Revision of these programs, as outlined below, should be undertaken in the short term. Although PMPs are nominally an instrument of technology import licensing, strict enforcement of the objective of 95% domestic content in the value of Indian vehicles implies an effective ban on further component imports,thus removing the stimulus to modernization that comes with the threat of import competition, and limiting opportunities for specialization and intra-industry trade. At the industry level, increased intra-industry specialization is required, which would enhance the potential for higher economies of scale and exports. Specialization in products in which India has a comparative advantage would imply continuing to import those products which cannot be manufactured domestically up to international prices and specifications. Increased domestic competition and reform of the trade regime would strengthen the incentives for intra-industry specialization.
4.41 The experience of automotive producers in other countries indicates that, once domestic content exceeds about 70% of the value of a passenger car, there is a sharp increase in cost (see~igure 1). Also, the production costs of Piaggio's new Indian scooter with a 75% domestic content are on average 85-90% of Italian costs (see para. 1.40); the last 25% of domestic content to be possibly achieved are lik~ly to raise Indian costs above foreign production costs because the first- indigenized compo~ents are -those which could most cheaply or
• competitively be produced in India. Many Indian firms producing vehicles and ~omponents indicated that they were waiting to produce last those components which they thought would be least competitive with imported components, e~en with 45-55% duties, in hopes that the duty on imported components would rise. The sluggish investment behavior of component -firms partly reflects their assessment that, with Indian scales and production costs, they could not always compete with imported components.
4.42 To avoid cost escalation, and a possible technological stagnation and deterioration in quality, vehicle manufacturers should be able to import components without the quantitative restrictions implied by the PMP. The best option would, therefore, be to eliminate the PMP's domestic ~ontent requirement. The decision whether to import a component or buy a domestic substitute should be left to vehicle manufacturers based on price and quality considerations. If imported components with the 50% import tariff ar~ more costly than domestic components, vehicle assemblers are likely to choose the domestic product, unless quality differences are substantial. If the above option is not feasible at this stage, a second best option would be to modify PMPs towards greater flexibility. Targets for minimum content requirements could be lowered substantially. In most cases, these targets should not exceed levels of about 75% for two-wheelers and 60% for four-wheelers, unless justified by successful achievements in specific products. In any case, components should be indigenized only after they meet acceptable cost and quality s~anda~1s.
-79-
Moreover, exports of components by vehicle assemblers (e.g. buy-back arrangements) could be taken into account in meeting local content targets.
4.43 Indirect Taxes. As indicated in Chapter II, eliminating or reducing the lever-of indirect taxes in manufacture would be an important factor in cutting the ex-factory price of components, and hence of vehicles. Moreover, reducing vehicle costs is desirable to stimulate domestic demand to allow for increased production scales, particularly in the component industry. Although major Indian motor vehicle manufacturers in the four and two-wheel segments nave already 4chieved minimum economic scales of production, larger scales are now needed to introduce the higher levels of mechanization in production processes which are necesscry to reach international product quality at competitive costs and compete in world automotive markets. Finally, shifting the incidence of indirect taxation to the final stage of vehicle purchase would be useful as a means to simplify and improve the administrative mechanisms for refunding taxes to both direct and indirect exporters.
4.44 The MODVAT system introduced in 1986 is a useful innovation, as it is intended to reduce the cumulative and cascading effects of indirect taxes by allowing manufacturers to credit taxes paid on previous stages of production against their own tax bill. However, MODVAT, in its present form, has a number of limitations which reduce~its effectiveness. It only applies to central excise taxes, but does not cover state sales taxes and excise duties, octroi, and other indirec; taxes. Since central excise taxes account for only about 40% of taxes c~llected, the remaining taxes continue to be significant and to have a cascading effect. MODVAT applies 'only to 37 chapters of the products subject to central excise taxes, not including energy products and machinery in particular. Furthermore, MODVAT excludes wholesalers, import dealers and SSIs which are, or choose to be, exempted from the sys:em, and manufacturers can not easily obtain from their suppliers (particularly SSIs) the documentation needed to credit excise taxes paid by them. The net impact of MODVAT on tax deductibility might be substantially lessened by these shortcom~~gs. While the introduction of the MODVAT system was intended to be gradual, it would be urgent to expand the scope of its application in the automotive industry.
4.45 In a multi-stage industry such as automotives, it is highly desirable that indirect taxation be deciuctible at all stages of manufacturing and that its cumulative impact be transferred to the final purchaser. A comprehensive application of MODVAT, notwithstanding its practical difficulties, would resolve the indirect taxation issue ir. the automotive industry, which relies on a large number of suppliers for its components. In the short term, MODVAT should be extended to cover, to the extent feasible, all stages of indirect taxation in the automotive industry (including firms and agents presently exempt). Most importantly, exports should be exempted from MODVAT as usually done in industrialized countries using a VAT system. Taxes would thus be paid on the basis of the value added at each stage of production, without exception, and would eliminate remaining cascading effects. It would allow also taxes to be refunded to exporters in a single step.
-80-
4.46 This, however, does not necessarily entail a reduction in total indirect taxes levied on automotive products. Public revenue and social considerations, inter alia, should dictate the rates of taxation applicable to the various automotive products. However, in view of the high price elasticity of demand for two-wheelers, economic efficiency and general welfare consideration strongly suggest that a reduction of indirect ~ax rates on these v~hicles would stimulate a faster growth of demand. It would permit a larger number of vehicle and component producers to achieve higher economies of scale and become internationally competitive.
4.47 The recommended reduction of indirect taxes on two-wheelers would not lower significantly the total tax revenue levied on these vehicles. Increased unit sales made possible in subsequent periods by price cuts would restore most of the initial revenue loss. Moreover, if tax cuts are matched by manufacturers' cost reductions made possible by increases in efficiency and productivity, the restoration in tax revenues will be more rapid. Direct losses in government revenues from indirect taxes would be offset by increased taxes on corporate income, which would go up as a consequence both of increased output and lower unit costs. Reductions in unit costs would also further enhance potential exports, with the benefit of additional foreign exchange earnings.
4.48 Duty-Free Access to Imported Materials. Reforming the tariff and indirect taxation sy~tems would simplify the administration of duty-drawback and cash compensatory support mechanisms designed to provide ~xporters with access to imported materials and components on a duty-free basis and to refund the domestic taxes paid on domestic materials and components. To stimulate the recovery of export performance in the a~tomotive products industry, revision of these two schemes is needed soon. The case of automotive prOducts highlights the need for improving these mechanisms, as analyzed in the Export Promotion Report. Moreover, the problems of component manufacturers ~trongly suggest that the extension of ~he export schemes to indirect exporters should be applied in priority to the automotive industry, on a pilot basis if necessary.
Indust.rial Regulatory Reform
4.49 The threat of import competition will be important to induce manufac-turers to produce at international standards of quality and cost. Yet, domestic competition will continue being an essential factor in encouraging firms to modernize and become more efficient. Domestic regulatory policies regardi .. g firms' mobility, particularly regarding exit policies, should enhance costminimizing and technologically progressive managerial behavior. Recent policy reforms concerning the delicensing of component and two-wheeler manufacture (the latter for MRTP and FERA firms), as well as the broad-banding policies, have provided more flexibility to firms to enter and/or expand in a given automotive segment.
4.50 Capacity Delicensing. Further capacity delicensing is needed to enhan~e competition among donlestic firms. Until the trade regime has been reformed and reduced protection in the automotive sector, entry may still need to be regu-

-81-
lated to prevent inefficient investments and fragmentation of capacity through installation of units with suboptimal scales of production. However, to allow for a higher degree of market contestabi1ity, the control of entry should shift from capacity licensing clearances to technology licensing. Where technology imports are required, which is the case foy" most automotive investments, the capital goods import committee and foreign investment board would continue to review applications. Therefore capacity licensing to control entry would be redundant, and could be eliminated.
4.51 In the case of expansion of capacity, capacity licensing for growth should be walved in all vehicle segments. Delicensing should apply to all firms, including MRTP and FERA firms. Foreign exchange rationing could continue to be accomplished through capital goods import and foreign collaboration licensing, again making capacity licensing redundant. Firms should be allowed to produce freely in accordance with demand, and should be ~ncouraged to compete aggressively for market share, expanding output as needed. The delicensing process could be undertaken gradually in several steps: capacity and import licensing and other regulations could be removed for MHCVs and two-wheelers in the nearterm, and for cars and LCVs (including HRTP/FERA firms) in the medium and longer terms.
4.52 In cars, LCVs and some component products, domestic competition alone will be in~ufficient to discipline firm behavior and push firms to innovate. In these segments the combination of a concentrated industry structure (scale considerations aside) and high levels of trade protection are likely to continue to foster oligopolistic pricing policies· as well as technologically conservative behavior in domestic firms. In addition, even if dynamic domestic competition were to occur, improving m~nagerial or x-efficiency, unit costs would still be significantly higher than international norms because of suboptimal production scales. To expose firms in passenger cars, LCVs and these components to competition, the government should announce a move toward greater competition from imports as outlined in para. 4.35.
4.53 In MHCVs, while production scales are not an issue in terms of unit costs, the duopolistic market structure reduces competitive pressures. The major barriers to entry in HCVs are the large capital investment needed, and Telco's strong reputation. In addition, capacity and technology litensing have constituted regulatory barriers to entry and growth, dampening potential (new entry) and actual competition (for market share between the incumbents) in the segment. Therefore, freeing medium and heavy commercial vehicles from capacity licensing controls would enhance the contestability of the MHCV market. Introducing international competition in the form of either imports or credible pressure on these firms to export will, however, more successfully push them to upgrade quality and further reduce costs.
4.54 In the case of two-wheel vehicles and most components, because of the relatively large domestic market, full domestic competition would foster efficiency in the production structure. Dynamic competition between firms would be expected to promote competition, and domestic competition in itself would

-82-
promote cost-minimizing and technologically progressive managerial behavior. Nevertheless, the threat of imports would further enhance market contestability.
4.55 Policies supporting and facilitating freedom of exit would be central to the delicensing process of the automotive industry because entry or expansion by the more efficient firms is likely to occur at the expense of a large number of smaller and less efficient firms. Such policies are particularly critical for the much fragmented two-wheeler and component segments in which the expansion of a fewer number of companies with increased capacities and levels of mechanization would increase India's export prospects. Therefore, policies as enacted U1.lder tho! reeent Sick Illdustrial Companies Act should be liberal bed further to disemphasize traditional '·bail out" provisions such as fiscal and other reliefs and thus minimize risKs of artificially maintaining too many inefficient firms in operation. While such provisions should continue to help temporary insolvent firms regain profitability, new provisions should be envisaged to enable firms to liquidate assets before the cost of liquidation is too high. In that respect, companies should be provided incentives to redeploy (retrain) labor in other activities at a sufficiently early stage, and systematic bankruptcy proceedings should not necessarily be considered as 8 last resort move.
4.56 Foreign Technology Licensing. As described above, control over access to foreign technology would remain accomplished through licensing of capital goods imports, foreign equity and technical collaboration. While delicensing vehicle and component production should significantly stimulate domestic competition, delicensing capacity· in the context of highly protective trade barrierr. could lead to excessive entry; suboptimal scales of production and inappropriate choices of production techniques. However, technology licensing procedures would continue t~ constitute a regulatory barrier to entry and growth for firms which need to import technology. In the short run, technology licensing should thus continue to be used to ensure that new or expansion projects are consistent with minimum economic scales of production and that technology choices incorporate an appropriate level of semi- automated mechanization, which conforms with India's comparative advaLtage in terms of low cost skilled labor while ensuring impr.ovements in product quality and reliability.
4.57 In clearing new foreign technical or equity collaboration agreements, foceign partners should be encouraged, through explicit contractual agreements in some cases, to s~pport Indian firms in exporting components or vehicles in the medium term. Many Indian firms may find it difficult to negotiate immediate trade balancing arrangements such as direct product buy-backs, for the very reason that Indian firms seek foreign technology to significantly improve in quality, cost and reliability. Foreign firms would be likely to raise profit margins in CKD sales to India to compensate for potential losses associated with an uneconomic export obligation. However, the foreign partner should be required to work with the Indian company to develop a medium-term strategy for either Original Equipment or replacement market exports. They should be required, in exchange for access to the protected and profitable domestic Indian market, to outline a program to assist the Indian company to achieve some feasible medium-term export objectives.

-83-
4.58 In the medium to long term, technology licensing should be relaxed, and the focus of decision-making should be shifted from government agencies t~ the individual firm. In the long term, technology licensing as an instrument to r~tion foreign exchange should be replaced by a reform of the trade regime. Capital goods imports should be allowed under Open General License with moderate tariffs. For process and product licensing, firms should be allowed t~ contract technology freely except in a few specified areas. Direct foreign investment through equity participation in Indian firms could continue to require scrutiny for levels exceeding a specified share, say 25% in the case of the automotive sector, but could be delicensed othe~ise. Given the potential for international firms to assist Indian firms in gaining access to international markets, participation by leading foreign firms in the Indian ~utomotive market should be encouraged in exchange for such assistance.
4.59 Location Policy. Many of the new vehicle projects, as well as modernization and expansion plojects, have been r.equired to locate in backward areas as part of a policy to achieve regional equality in industrialization. In the cas~ of modernization and expansion projects, this policy has contributed to further losses in potential economies of scale as new plants have been established instead of expanding existing plants. Recent studies suggest that, in addition to pure scale economies possible from larger individual plants, economies of agglomeration will become increasingly important in the automotive sector. (An example is in the case of the "just-in-time" inventory system, which calls for clustered development of the industry.) Location policy to' disseminate firms in general to backward areas would be detrimental to the efficiency of automotive firms, where economies of agglomeration are important. Therefore, automotive firms should be free to choose their location, with the exception of restricted urban areas, on the basis of facilities available and the firm's own assessment of the relative trade-offs of different locations.
4.60 Small Scale Industry Policies. The remaining regulatory restrictions on entry and growth in the automotive sector are 'the small scale industry reservation. Products with significant returns to scale, or those which are important to the functional performance and safety of the vehicle, should be dereserved immediately. This would include radiators, filters, oil seals, leaf springs and rubber-to-metal components. For products that continue to be reserved, (minority) equity participation by larger firms in SSIs should be allowed. This would encourage vehicle assemblers and larger component manufacturers to source from small firms, and to transfer technology and assist with quality control, improvement in production techniques, labor training, raw material supply and marketing.
Benefits and Costs
4.61 The measures suggested above are not ali of equal urgency or importance, and their impact will vary in time and scope. Some are meant to have an effect on producer costs, and it was thus possible to approximate their impact on the industry's development. These measures are discussed first, followed by a

..
•
-84-
qualitative assessment of the relative importance and effects of less quantifiable measures.
4.62 Maintaining rapid growth of the automotive industry over the long term once the present backlog of pent-up demand has been met will require lower cost, higher quality vehicles. A sine qua non condition for this purpose is the modernization and updating, along with cost reduction actions, in the component segmE:-:nt. The proposed combined actions and measures in the fields of modernization investments, materials pr;ce reductions and indirect taxation restructuring could make most Indian automotive components fully competitive in price and quality. The proposed strategy would allow imports to continue'for some time, but the industry would become increasingly able to export in a broader range of products, position itself favorably with m~jor world purchasers of com~onents, resume and expand former export volumes and generate large net foreign exchange earnings on both components and vehicles. It would also best serve the needs of the domestic market and thus keep a high growth rate over the long term.
4.63 The proposed measures would not affect public revenues significantly. Lower rates of final excise taxation on two-wheelers should be compensated by higher production volumes, because of their high price elasticity of demand. The removal of QRs on imports would hav€ positiv3 revenue eff€~ts, and the revenue foregone by tariff reductions would be small because the alternative policy of self-sufficiency based on import bans and PMPs would generate little revenue. The full fiscal implications of these measures should be further studied.
4.64 Yet, the potential socio-economic benefits of lower cost and higher quality products will be achieved only if the necessary quantum of competition, both domestic and external, is introduced in the industry. This will require a few bold restructuring steps in some automotive segments and the temporary displacement of some enterprises and workers. However, the overall benefits in terms of consumer surplus, larger exports and higher labor productivity and employment dwarf such temporary costs. The Government can, and should, assist in creating this competitive environment by promoting increasing domestic, import and export competition, and fostering lower costs through the full implementation of MODVAT and the reduction of excise dutil'S and customs tariffs on automotive products and strategic inr'ltS.
4.65 In sum, the opportunity exists to expand rapidly an automotive industry which responds to a broader range of consumer needs, increases exports and serves as a catalyst for technology upgrading in the industrial sector. The balance of payment and fiscal costs associated with the proposed strategy could not be fully assessed but appear to be quite manageable.

-85-
V. POSSIBLE BANI( ASSISTANC,E IN THE DEVELOPMENT OF THE INDIAN AUTOMOTIVE INDUSTRY
A. Project Objectiv£~ and Description
5.01 The objectives of a possible Bank project would be to help to develop an economically efficient automotive products sec'~or. The project would:
(a) support.the development of a policy framework conducive to the efficient and rapid growth of the automotive prodl!cts sector along the general lines set out in Chapters IV and V;
(b) finance inVEstments by private sector firms in the development of an economically efficient components industry in accordance with investment guidelines to be agreed among the Government, development finance institutions and the World Bank;
(c) strengthen the technical support to the automotive products industry through creation of technology centers, improvements in standardization and development of tooling and testing capability; and
(d) provide balance of payments support to finance imported raw . materials and sub-components Which will be needed to support the growth of the components industry since some liberalization of these imports will be required. The amount of this compone~t can be determined during project preparation and appraisal.
5.02 The Policy Component. The policy component would involve support to the Government in formulating a comprehensive, long term automotive policy. As indicated in Chapters IV and V, there is a need to develop a comprehensive, long term automotive policy statement to provide a consistent and reasonably stable framework for investment. In the absence of such a statement: (i) modernization and expansion moves in the component industry would continue to be slow and incremental; (ii) such moves by component firms would impair the potential of vehicle firms to build a strong and efficient domestic market, meeting international norms of quality, reliability and costs; and (iii) in the absence of domestic strength, India's capability to successfully compete in export markets would be limited. The major objectives of a long-term automotive policy to foster steady and efficient growth in the automotive products industry have been detailed in the Chapter III of the present report.
5.03 The Investment Component. The investment component would be designed to reflect the objectives of the policy statement. The Bank would finance the foreign exchange cost of mOdernization, expansion and new projects in the automotive components industry. The policy reforms, along the lines recommended in this report, will take time to implement and their impact on the industry will be felt only gradually. Therefore, during the resulting transition phase,

-86-
investment gui~elines along the lines of those suggested in Chapter II (Table 11) and Chapter III (para. 3.19) would be used under the proposed project, to avoid financing modernization or expansion projects reflecting the traditional low risk incremental or business-as-usual approach taken by Indian automotive component firms. The two major national banks invot'led in long term financing of industrial projects, i.e. lOBI and ICICI, would partic5~ate in the project and agree in principle to follow the suggested investment guidelines. These guidelines would help them to select projects whose size, design and overall strategy would be compatible with the course of action defined in the long-term automotiv& policy. To ensure coherence of action, however, it would be necessary to operate in two stages. First, the guidelines would be discussed with the Government officials who would be involved in formulating the automotive . policy and with key industrialists from the two automotive associations, ACMA and AIAM. Then, implementation details at the level of investment projects would be reviewed with lOBI and ICICI.
5.04 In addition to helping bring about the above framework, the proposerl project would contribute to financing investments in the best positioned automotive component segments. The main reasons for focusing the Bank's financial support on the component industry is that (a) while most vehicle manufacturers have rapidly upgraded their technology in the recent past, component manufacturers' moves to modernize and expand to meet the new production volumes and quality standards of vehicle manufacturers have been slow; (b) further modernization investments which.could b~ expected in the vehicle industry, would be mainly in the medium and heavy commercial vehicle segments where firms are large enough to arrange fiAancing dir~ctly with international banks or institutions; and (c) as indicated in Chapter II, component manufacture is spread over a large number of firms which, aside from a dozen, are much smaller, on average, than vehicle firms and, therefore, would continue to rely on local institutional finance to meet a major portion of their foreign currency borrowing needs.
5.05 The Government projected that modernization of the automotive component ir4ustry would cost about US$700 million in the Seventh Plan period. According to a recent ACMA survey, component manufacturers plan to invest between US$465-540 million over the next three years, with about half of the requirements in foreign exchange, to meet additional demand for new technology vehicle parts. Cost estimates, provided in the present report, of the investments immediately required to upgrade technology and efficiency in the analyz!d product groups would be in the range of US$250-350 million (see Chapter II, Table 11). While the Report's estimates of total investment costs are lower than ACMAts survey estimates, a larger portion of these costs are projected to be in foreign exchange. The Report estimates that foreign exchange requirements would range between US$150-250 million, of which say, $100-150 must be financed by the Bank, since some investors would be able to borrow foreign exchange from other sources. The amount of the proposed Bank loan for investment would also have to be adjusted if there is to be cofinancing. ~everal potential donors have expressed interest in cofinancing.
•
•

•
-87-
5.06 The Technical Support ~omponent. This component would consist of sup-port technology centers, standardization and tooling and testing capability •
5.07 With respect to the development of t~chnology centers, there has been a lack of development of master planning for facilities and processes. This deficiency was traced back in the lack of good manufacturing engineering capability in India. Also, the reviews showed a need to disseminate world technical information and train engineers so that they are capable of mastering new large scale technologies, assimilating foreign engineering know-how and thinking innovatively •. It is also essential that Indian automotive firms make part of their learning experience two basic ttsoftware" elements of production technology which are at the root of international achievements, particularly in Japan. One is to combine creatively human and mechanized resources, and the other is to form flexible management teams working closely with the shop floor. They are critical to India's ability to competitively use a sizable, versatile and low cost labor resource and to develop its potential comparative advantage. For all the above reasons, improved technology support should be made available to the entire automotive industry.
5.08 Domestic technology support could be channeled through the existing Automotive Research Association of India (ARAI) to adequately support the vehicle industry's continuous development and through ACHA's projected technology center for the component industry. Key objectives would be to provide (a) a better interface between Government, vehicle manufacturers and component suppliers; (b) a better understanding of, and a more systematic approach to, the choice of options in product technology'and manufacturing engineering for both vehicle and component firms; and (c) to provide advanced training facilities, particularly in manufacturing engineering and industrial organization, to technical staff and management of automotive firms. ACMA already discussed with the Bank earlier in 1986 its proposal to establish a technology center in India, similar to th~ Ontario Center for"Automotive Parts Technology. While it is clear that Indian cJmponent firms need to stay abreast of international changes in manufacturing practicas and develop a better understanding of and training in new technology options, more information is needed to determine more precisely: the ~ole and functions of the various existing proposals for technology centers; the institutional arrangements taking into account ARAI's ongoing activities and ACMA'a proposal to create a separate center; the nature and cost of the new facilities which will be needed; and the respective roles of Government and the private sector in operating and financing the proposed services.
5.09 With respect to standardization, the proposed project would contribute to support and extend current joint efforts of the Indian Standards Institute (lSI), vehicle manufacturers and component suppliers to draw specifications for new vehicles, components and materials and rationalize the currently large number of standards already adapted for a few materials and products. Recent progress has been encouraging. ACMA reported in September 1986 that the Committea on Automotive Components had identified a list of 55 components for commercial vehicles and two-wheelers for ~hich common standards could be agreed upon by the industry immediately. Such components include items such AS front

-88-
bumper, side glasses, rear body (deck panels), fuel tank. gen~ral hardware, dashboard, batteries, starter motor and ~iper. While such items are still peripberal to the vehicle manufactu~e, they constitute the initial step in the process of rationalizing the number of different standards and commonalizing a number of components. A more active participation of the lSI, under the joint committees, in preparing proposals to the industry to adopt common standards in two-wheelers, passenger cars, commercial vehicles and components would probably be required to accelerate the rationalization process which would contribute to optimize component production scales. If this approach is acceptable to industry and. Government, further assistance to the lSI could be envisaged, particularly in financing the foreign exchange costs to be incurred by lSI in learning and adapting the experience of the International Standard Organization (ISO) and other countries, in order to facilitate resolving sensitive standardization issues as consolidation of production is a key to efficiency in the component industry.
5.10 With respect to tooling and testing capabilitz, Chapter II notes that tooling deficiencies are particularly critical since the production of high quality components is directly dependent on high quality tools. In order to achieve stringent quality standards demanded by mode~ technology vehicles, most automotive firms (aside from a few large vehicle manufacturers who have their own facilities), but particularly component firms, import most of their needs in tools, which leads to delay in introduction of new designs and seriously limits domestic ability to innovate. The lack of high quality tooling in India is not restricted to the autcmotive .industry and is pervasive throughout industry. The problem stems from the non-availability of quality tool steel domestically, the lack of highly trained and qualified tool engineers, the lack of appropriate training programs for tool makers, and the lack of computer controlled, high tolerance machinery (such as modern electric discharge machinery) to produce and build low cost, high q~ality tools. Since the tooling problem cuts across all industries, it would be preferable to address it at a national level. Nevertheless, under the proposed project, the issue could be tackled first at the level of the automotive industry (see para. 5.12).
5.11 Similarly, testing facilities, particularly for evaluating new products, are inadequate in the country. There again, only a few large automotive manufacturers have established their own facilities t~ cater to their own requirement. ABAI has some testing facilities, mostly accessible to vehicle manufacturers in the Puna/Bombay area. Because of the lack of facilities elsewhere, time and money are lost by vehicle firms in systematically testing domestic supplies. For example, in many new foreign collaborations, it has been necessary to send components abroad for tests and evaluation. Nevertheless, it
. remains highly uneconomical for a large number of Indian component firms (in their present stage of development) to set up individual testing facilities due to the cost of sophisticated test equipment. Therefore, it appears essential to set up independent, modern testing :~cilities in the main automotive centers to anable component firms to test and upgrade their products on a continuous basis to achieve the right balance between quality, productivity and cost. These geographically disseminated test facilities could be recognized by the vehicle

-89-
manufacturers for certification of component parts. Also, the continuous interaction between suppliers, staff at the test facilities and vehicle manufacturers would contribute to create a better common understanding of required levels of component quality and reliability.
5.12 However, substantial work will be needed in consultation with AIAM, ACHA, and Government to define the type of organization and means of financing of both tooling and testing facilities. In both cases, the main issue is that modern tool rooms and testing facilities are regarded as high cost investments with low returns. While current production volumes appear sufficient to justify the adJed flexibility of domestic facilities, they may be still too small to make a private venture in the field sustainable. Yet, neither Government nor industry seem to favor the establishment of public facilities, the former in fear of too high costs, the latter in fear of controls and lack of confidentiality. Confidentiality is of particular importance when firms are designing tools or testing parts for new projects and products. As the component industry already appears to suspect ARAI--6 Government agency funded by automotive firms--of not operating sufficiently at arm's length with Government and not offering sufficient confidentiality (some automotive firms are on ARAI's Board), the solution of how to establish such nev facilities will not be stt'aightforward. Further work will be needed irl coordination with industry and Government to define such project components.
5.13 . Balanc~ of paijents Suppor.t. The recommended reduction of protection (OGL and lower tariffs for raw materials for components manufacturers ~y result in some increase in imports before the results on the export side are realized. In these circumstances, some financing of raw material imports for components is warranted. This assistance would also provide additional support for the recommended policy peckage. The amount of balance of payments support could be determined during project preparation and appraisal.
B. Issues
5.14 The major issue concerns the introduction of policy reforms identified in the Report as essential to the development of an efficient, competitive automotive industry able to provide vehicles of high quality and lowest possible cost to the Indian market; and contribute significantly to industrial and export growth as well as employment generation. In the absence of these reforms, investments would likely take inadequate account of economies of scale and product quality/reliability and cost considerations which are critical to achieve competitiveness, as measured against standards prevailing in world automotive markets. Consequently, Bank support for the industry would depend on actions taken to address these policy issues.
5.15 With respect to the credit component, additional work will be required to assess the credit requirements and develop appropriate investment guidelines.
-90-
5.16 In the definition of the project component for technology centers, the issue will be to assess potential areas for complementarity and/or duplication between ARAI and ACMA's centers. Also Government's -role/control would need to be r~viewed ~nd agreed upon. Major work will be required, in consultation with Government and industry, in defining the components on standardiz3tion and the development of domestic tooling/testing capability. In the case of tooling, the feasibility ~f domestic capability will be reviewed against the option of continuing imports.
c. !!nefits
5.17 The project should contribute significantly in developing and implement-ing the policy measures needed to achieve Government's objective to modernize and expand the automotive industry. Through appropriate guidelines, the project would also help ensure that economically viable projects raise India's potential to develop exports. Such guidelines are a minor part of the solution, but would ensure that appropriate investments are made until the implementation of the newly formulated automotive policy has gained sufficient momentum to lead to successful strategic developments in the automotive industry and guide the design of the next generation of component plants. The recommended policy reforms under the proposed automotive project would stimulate component firms to improve the quality, reliability and cost competitiveness of components to support the domestic vehicle manufacturers. Improved quality and reduced cost should enable vehicle manufacturers to expand the domestic market, which would lead to larger volumes of sales for supplier companies. The i~creased domestic demand would then allow leading compani~s to reach economies'of scale, quality, cost and service levels to obtain further growth through entry into export markets.
5.18 In addition, the development under the proposed project, of a domestic technical support framework, through the joint efforts of vehicle manufacturers, component suppliers and Government, should provide a comprehensive support infrastructure for the industry. It should also help to develop a cooperative spirit and allow G~vernment and industrialists from the vehicle and component industries to be aware of and understand mutual problems, as they would develop a closer working relationship. However, the first opportunity for a closer working relationship remains the development of a long-term automotive policy whose key issues should be debated by both Gcvernment officials and industrial leaders on an informal and formal basis to formulate the best policy moves to promote automotive industry competitiveness.
D. Risks
~o19 The major risk in the project involves the uncertainty in the speed of implementation of an automotive policy, and departure from (or misinterpretation of) the spirit and substance of the investment guidelines by participating banks. Structural deficiencies observed to date particularly in the component industry would then most certainly be reproduced in future investmec:s and considerably limit the industry's prospects to gain competitiveness. Automotive

-91-
component firms would approach modernization plans on a business as usual basis rather than view the current transition phase as an ideal opportunity to aggressively develop a competitive capability. In brief, the engineering and manage-
'ment teams would implement low risk, non-stretching solutions, such as planning for too low & capacity or keeping capacity fragmented in too many buildings, which multiply material handling and create other inefficiencies. Overmanning would continue being a severe problem and firms w~uld minimize the use of already proven state-of-the-art processes and machinery which are commonplace worldwide. Implementing these low risk, minimalist strategies when planning future facilities will not result in the quantum improvements which are neC~8-sary (particularly in the component industry) to position the whole Indian automotive industry well for the future. Also, the costs of inefficient modernization are high. Once the major investments have taken place, it could be another 20 years before the next set of heavy capital investments are deployed.

ANNEX 1
... 94\
Annex 1: WORLD MOTOR VEHICLE PRODUCTION/ASSEMBLY, 1984 (in thousand units)
Passenger Buses & Total Country Cars Trucks Four-wheelers Two-wheelers
------------Ac tual ..... -··-.. _ ... __ .. _-- Actual 1990 (projected)
Japan 7,073 4,392 11 ,465 4,026 United States 7,778 3,146 10,924 Germany 3,790 255 4,045 86 (1985) France 2,713 349 3,062 449 (1985) U.S.S.R. 1,330 879 2,209 Canada 1,062 816 1,878 Italy 1,439 162 1,601 794 (1985) Spain 1,254 54 1,309 173 (1985) United Kingdom 909 225 1,134 2 Belgium 865 52 917 60 (1985i Brazil 707 158 865 Australia 450 188 639 Sweden 373 59 432 Mexico 232 112 344 Poland 271 55 332 Yugoslavia 236 36 272 Korea 158 107 265 Czechoslovakia 180 50 230 Argentina 137 30 167 Taiwan 125 40 165 India 64 95 159 850/12100 (84/85) The Netherlands 109 20 129 7 New Zealand 98 27 125 Venezuela 70 40 110 Turkey 55 37 92 Others
TOTAL 31,882 11,520 43,402 ====== ====== ======
Source: Four-wheelers -- Facts and Figures (ACMA, 1985) Two-wheelers Compilation of Statistics from the Associazione Nazionale Ciclo-Motociclo Accessori (ANCMA, 1986, Milano).
4,800
95 525
900 180
n.a. 60
1,800 8

-92 ...
ANNEX 2
INDIA
CUSTOMS TARIFFS ON AUTOMOTIVE PRODUCTS
Automotive Prod~cts Duty Auxiliar! Out! 71
I. Finished Vehicles: Cars 150% 50% Cars < 1600 cc 100% 50% Light Commercial Vehicles 60% 50% Medium & Heavy Commercial Vehicles 60% 50% Dumpers 40% 50% Tractors & Shuttle Cars 40% 25% Two-whee'iers 100% 50%
II. Component:i IIol Components for 4-wheelers
Chassis Fitted with Engines 100% 50% Bodies 100% 50% Parts and Accessories 100% 50% Dumper. P.arts 49% 50% Components for Fuel-Efficient Cars 25% 50% /2 Components for CVs 25% 50% Components for Fuel-Efficient CVs 25% 50% 12 Fuel-Injection Pump Components 25% 50% Internal Combustion Piston Engines
for Agricultural Tractors/and Parts 40% 25% Ball and Roller Bearings 60% 50% Electricai Lighting Equipment 100% 50%
II.2 Components for 2-Wheelers: Parts and ~ccessories 100% 50% Components for Fuel-Efficient 2-Wheeler 25% 50% 12 Ball and Roller Bearings 60% 50% Electrical Lighting Equipment 100% 50%
11 Subject to recent changes and exceptions. 72 The Auxiliary Duty on components for fuel-efficient vehicles seems to
constitute an exception, with a level of 25%.

lin DBmS meg t.I!!IllIl1 w.u or lllR1t:. "UI fA' DBICLIIt!!IIII.8 ( ... e .......... ,., .. 11.881-118$1
1I:a-'aetorr .. , .... uc1"di", ....... DIat,I"taU .. i .... All lach .. i ..
PPllIl! WI an CO!!!!DCW. '!Illt!M8 'f.lco 1210 _~ (1S.66 t_)
1312 _It (16.22 '011.) 1St6 'tnclt (16.22 tou)
.a.look .. .,laDd 176- COM' (12 tc. U tou)
.i ....... ' ... IIotor. 7-480/119· (12 'OM)
... iar "'t_bUe .Ff U2/42 (12.2 t_)
.wmm "j_j -- ISO cc Al"l - IAD~ no koot .... bdia -- lADbr."a Ceoto
I!02OBCXl:W
"j.j 100 (SO •• /60 kat) V
Wiold, 197 ••• hi .... ll.t 'SO ee lull.t
lacorto .... jdOlll 175 •• 'SO .c
1 ..... 1 3 .... -7 .. di lSO .. 104-....... 1t1 '" 100 cc
!mIRl
ki ... h. lrIaiaeod ... (I ...... -- 4t cel43 , .. > Naj •• tie "'to Claro !Caj •• tic - ""2 .... > ..... dar. ClarlOG ens -- SO cel.' .... >
====,....t041& U985~ 1984
-.!llsL. .It iII...lIIt..u..
v 29,716 U4.911/184 ,'11 13.032115.')9
lte 179,237/213.484 IS,O'ell? .959
6,95) 231 .160/282.628 20,019/23,176 160 ,885/168 .221 11,850114,152
93 121,024 10,181 205 138.663 11,665
186,868 6,000/),585 SOSl6l8 9,661 6,22711,827 5241658 '.520 5,70216,552 480ISU
27 ,445 5,UO/6,O)! 4381 SO,
3,953 7,09118.173 59'''38 24.956 11,660113,'" 9"' •• 160
n.D) 7.990110,173 6121856 2.37) 15,000"8,669 1,262/1.510
29,895 8 ,000/10 ,090 6731849 4,)5) 8,'80/','01 70S/816
157,490 2.90013.368 244/215 95,323 I .8s0/) .303 240/218 99,588 3,41014,179 '04/352
hie •• of calr' ere illldic.ted below .0 a l'eforeDce:
h'SlllCU cay ela.ie Hodal)
.iod ... ,ao IIoton, Allbo ... dor 1,489 c. : Coat.... I,'" cc
h_i ...... ilti 1.089 ce 8i,.0' A .. ,_bU •• , Dol",10 8al_ IIa .... U 800 ce
22.088 2,249
26,245 919
10.546
51,45716'.148 65,000/15,519 49.932165 .491 58,424166,'99 39,594/41.500
4.32915.7" 5.468",0:t6 4.20015,510 4,9lS/S.628 3.Ul/3,m
lAUn>a,io .. l If4tlletJJ
ia..lII!
.. riot 1)'.17 (1).3 toui C ....... ~ di ..... eqi_ .1I8i .. '.500 cc, ....... 1 IW-- .... a ... 10 of 15.000 ""'ca 0 ,...) - $14,500/$18.000/82).000 II
Ii ... "o , .. ,. 2 at •• IU.S ec - '1.009/.1.'521'1.892 _ lias,io y •• ,. 2 atr. so ce -- $44~/$68S1.D' A lADbrott. 2 8er. 123.5 ce!l - $t61/'1.l241tl.615
• ..... lli 125 ce Tni .... - 2 8e •• - $8491$1,30".1,592 • _0 GQai (hi..) 125 Cult_ - $1.00U.I.560/.l,8'8 • _Ill. 250 ct: Ipo .. t - 2 SU. - $872/$.,3401",.,5 • .... IU 350 cc 'fori .... - 4 St". - .I,5UI$2,417/82.948 • lIoeo Gad no cc ".ie - 81,44".2,230112 ,720 • 'faa1>a SSO C4 U 1I.ocle1e. bport
.. i .... f.o.b. J ..... ) - 81,120/.1,400
• ..... ot 103ft (44 _ .. > -- $215/$42,,.516 .... _t ecSOlM U3 .... ) ",II8tl ea".lli .. aic (SO Itp)
-- $61111.032/81,2S8 -- $210/$415/$506
.... ni G2 PodoU -- $241/'512/$110 Piasaio C1&o (44 .... ) -- $218/$427/$520 tiaaaio 81 'luteoroooo (45 .... > - $4S8/$104/$858
• .... ." for Ilant1'. ..... di.fUcolt to 'iad .. 01 .. 1_ • IIodo1o i. lot ..... i_l _tou • 'fOJO'" JIll) _,.ct -- $',600 Ut80 coee)
_U _.ic ..... < •• 8 •• 1'1180> .n aoUioa i. Cile II.'. fo .. a_ ",000.
lJ 1986 eati_t .. of _ .. "'.ctulDI co.u/ .... fa.torr IWho ..... 1 .. 4;.0. '.1 .... Added Tn/ ... e.n lWi.... Dol, Cile loat two f!pr ........ ld -11, "" ... ,. •• d eo tbe J04i ... "" .. i".lo.t ,rica., but __ ufacc •• i.a .... U ••• ofc ••• ""te •• i.4i .. U ... '" ,. •• "1. a.port F' ...... ,.clen, fe_ hel, "btl,.. tb., ...... f.., •• ,or' .ct. ........ bliq eooetl'lK:t:,.. to eapGl't .t .. ..,acc ..... co.te.oal,.
11 1., .. 1 1985 Flee. llaub 1986 •• toU Fiea (.U i ... l .. o1 .. ) .... I. 206.600 (0. lIS$U ,lOa> .itll a .. "" .. l. ... Z7 ..... "" ........ 2n,OOO (or 01$17 .911) "itb 0 .7_ ...... b ..... "".. fila latt." -'4 pro_bl, lie _,. .. obl. Co cb. ,1&c US.11 t ................ for eb. _tb _dcaa ...,Itoc ... d_d 1101_.
:v -CIl •• c .... t. neluda. HDaaci.l .... a ... iDiocutb" w..... fila c""real ... ",11 lWica aof riat 1)5.17 t ... c .. La 118$)6,000 oa tile Itol1&o ... r"'c. fila .aroi ... of ebh tr ..... for c1>a _th _dcao ....... t 14 .01d at up co $2',000. fila .... blel. i. lleoleal1, !IOdilied for .......... It bo •• 1 ••• coaforuble cab. eer_r .... ,. •• joo .04 eboc_ .Iooor"" •• , ..... efU",eDt ai. fUte .. 004 .W .... bott.d... rit aDd fiDi .. _ .0' lie of tb ••• e quUt, .. 10 Cb. liii'0 ..... " ... 100. •
!if 0 ... iochoetr, .ootoet io 'forloo, Itol7, i ....... t .. t .. t cbi •• COOCer ... del _ld _ 1_t04 t.. .. Seootar. bdi_ (I.oc_>. ft. 1D4ia0 ... peo" • '41 4O ......... t-_4 c_,.o,. di4 oot prodda • .., iofoC80Hoo 00 t .. it r.l.U ....... ipe .ith "" Olq>ort of acoot ... co ...... tta. ltal,. ""t iadieu .. ,b.t tbeh LoareU ••• oto .coot ... e_e prico ..... 4.636 or 08$390 10 lt85.
1I CI ••• ifi"" •• _'ore,.le &0 opi'. of • _11 SO ee .... 10. ( .. ,.d c.teaorr). pro""bl, _ ..... of .. labt 004 .t ... d ...... of fr ... ~ ~ w
I lO W I

-94-
FOUR-WHEELER EX-FACTORY PRICE INDICES AND COMPARISON WITH SELECTED PRICE INDICES
(Exclude Excise Duty) (Common Base Year: 1965)
Medium & Heavy
ANt!JX 4
Year Passenger Cars Truck Price Index 3/ Hindustan Motors Premier Telco Ashok Leyland
Ambassador Padmini 1210 Comet 176" 1 2 -1970 122 148 133 122 138 141 1975 198 221 252 1/ 204 238 246 1980 263 346 376 2/ 312 354 362 1985 448 496 496 391 492 513
1/ One change of basic model in 1972. 2/ Two changes ox basic model in 1976 and 1978. 3/ Notes on price indices selected for comparison:
1. Wholesale Price Index. 2. Implicit Price Deflator for Cross Domestic Capital Formation.
TWO-WHEELER FAC~uRY PRICE INDICES AND COMPARISON WITH SELECTED PRICE INDICES (Exclude Excise Duty)
(Common Base Year: 1965)
(1984)
Year Scooters Motorcycles Price Index 1/
Bajaj API Escorts Enfield Bajaj 150 cc Lamby 150 cc Rajdoot 175 cc Enfield 350 cc 1 2 -
1970 116 114 137 123 134 129 1975 147 172 182 153 225 204 1980 198 252 220 204 288 288 1985. 306 319 346 298 (1984) 444 386 (1984)
1/ Notes on price indices selected for comparison: 1. Consumer Price Index for Industrial Workers. 2. Implicit Price Deflator for Private Consumption Expenditure.

I
ANNEX 5
-95-
INDIA - Production Cost Structure of Telco 1210/sE Truck (Rs per Unit)
Imported Raw Materia~s: CIF Duties/Taxes
Local Raw Materials: Value N of T Primary Taxes (Telco) Secondary Taxes (Supplies)
Total Taxes on Raw Materials Imported Components: CIF
Duties/Taxes Local Components: Value N of T
Primary Taxes on Telco Primary Taxes on Supplies Secondary Taxes (Supplies) Sub-Total Taxes Total Cost to Telco
Consumables/Miscel. Supplies c- Value N of T Taxes
-her Manufacturing Costc: Labor/Social Changes Mngmt/Overheads Cost of Capital
TOTAL P.A.V. (Price Assembled Vehicle) N of T TOTAL TAX in Mlinufacture (26.6% of PAV)
TOTAL Ex-Factory Price
Commercial Costs Indirect Taxes on Sale TOTAL Price to Purchaser
o.w. Total Indirect Taxes
As % of PDV (N of T) (123,140)
January 1985 TAXES
SeconValue Customs Excise Sales Octroi dary
n.a. n.a. n.a. n.a. n.a. 8,830 n.a.
450 64,000
5,450 7,670 7.700
20,820 84,820
n.a. 830
n.a. n.a.
7,000
7,000 600
430
7,670
7,670
200
1.000 160 70 1,000
20
4,250 1,200
7.700 4,250 1,200 7-,700
230 '100 300 -
n.a. (inel. Depreciation, Interest, Profit) 116,270 30,930 7,430 8,470 4,640 1,390 9,000
147,200 (24%) (27.4%) (15%) (4.5%) (29.1%) ...... aaa_
5,870 42.543 15,640 19,541 7,362
195,613 a_aa_ aa •• a ====== ====== = .... a= ======
73,473 7,430 24,110 24,181 8,752 9,000 =_ .... a aao:::u:: =====-= =aa ••• ===== ::==== 60.15% (10.1%) (32.8%) (32.9%) (11.9%) (12.3%)

..
-96-
ANNEX 6 Page 1
DEMAND MODELS ~OR TWO-WHEELERS AND POLICY IMPLICATIONS
1. Three econometric models models were tested for demand in India of scooters and motorcycles (for which price series were available). The three types of models are linear, semi-log-linear and log-linear. The results of the log-linear model are of particular interest because the estimated coefficients are constant income and price elasticities
Definition of Variables:
LS LTS LSPR : 1M L1K !.MPR LGDP
1965 - 1984
Natural logarithm of Bajaj scooter production Natural log of total scooter production in India Natural log of scooter real prices . Natural log of Rajdoot Motorcycle production Natural log of total Motorcycle production in India Natural log of Motorcycle real prices Natural log of GDP per capita
2. Sources of Data. Production and price data were obtained from: ttThe Automobile Industry; Stat~stical Profiles: 1985" published by the Association of Indian Automobile Manufacturers, Bombay (ALAK). The price data were further adjusted to include taxes and converted into real terms.· The tax data ~s from "The Incidence of Indirect Taxation on the Automobile Industry" published by AtAM, 1971. These prices were deflated by the consumer price index available in "Basic Statistics Relating to the Indian Economy", vol. I August 1985, published by Economic Intelligence Service.
3. CDP data are contained in "National Accounts Statistics 1970-71/1983-84", and population "data were compiled from standard sources.
4. The Model. The prOduction of scooters (or motorcycles) was regressed on per per capita income and prices of scooters (or motorcycles). Production data is used as a proxy for sales because: (a) prOduction data covers more historical years than sales data; and (b) production and sales figures are very similar.
"

-97-
The log-linear form of the model is:
(1) LTS = a + b * LGDP + C * LSPR for scooters; and (2) LIM = at + b t LGDP + Ct * LHPR for motorcycles.
The variations to the basic model are:
ANNEX 6 Page 2
(1) LTS = a + b * LGDP + C * LSPR + d * LHPR for scooters; (2) LIM = at + bt * LGDP + c t * LMPR + dt * LSPR for motorcycles; (3) LTS = a + b * LGDP 1 + c * LSPR 1; (4) LTS = 4 + b + LGDP + c * LSPR 1- and the same for motorcycles.
5. Finally, a first order correction for autocorrelations was also performed which did not improve the results by much, ir.dicating that autocorrelation was not an important factor affecting the estimates.
6. Results. The attached table provides the detailed results (all with with excellent statistical indices; see Rand D.W.), which indicate in summary, that:
- demand for scooters (motorcycles) in India can be well described as a function of income per capita and of the price of scooters (motorcycles);
. the demand functions with the best fit are log-linear, i.e. with constant elasticities to income per capita and price;
- the income elasticity of demand for scooters (resp. motorcycles) i~ close to 7 (resp. 6.5); and
- the price elasticity of the demand for scooters (resp. motorcycles) is close to 1.6 (resp. 1) and negative, which confirms a substantial sensitivity of demand to lower prices, in particular, in the case of scooters.
7. Policy Implications. A simple calculation 1/ shows that the elas-ticity of the public revenue generated by indirect taxes on two-wheelers to the level of indirect taxes is equal to l-E.a, where E is the elasticity of the demand to the consumer prices (e.g. 1.6 for scooters, as determined above) and a is the share of indirect taxes in the consumer ptices (a= t , where t is the amount of indirect taxes in total consumer
i+t
1/ Total tax revenue R = Q.t, where Q is the production level and the ex-factory price is taken as 1, gives by differentation: dl\. = (I-E. t ) Q.dt
l+t

... 98-
ANNEX 6 Page 3
price I+t)o Reducing indirect taxes on two-wheelers in India will lead to some loss on the indirect tax revenue (because E as computed is not high enough in either case to exceed !, with a at about 0045 as indicated in
a the report). However, such losa would be minimal in the case of scooters which have a higher price elasticity; a reduction of total indirect taxation on scooters by 20% (i.e. from a tax content of 45% to 36%) would decrease the indirect tax revenue on scooters by only 5.6%, as compared to 11% for motorcycles. If direct corporate taxes levied on two-wheeler manufacturers on account of the incremental production due to the reduction of indirect taxes are also taken into account, it appears in conclusion that:
Depen'!ent Vari/.ble --
LS
LM
LS
LS
1M
LM
LTS
LTS Autocor-relation
LTM
LTS
LTS
LTS
itA reduction of total indirect taxes on scooters would most likely not affect negatively public revenues, and would provide a powerful boost to the production of scooters ~nd thus to the efficiency of industry, and would substantially increase consumers' welfare. 1t
RESULTS OF DEMAND MODELS FOR TWO-WHEELERS
LGDP LSPR LMPR Constant LG'DP (-1) LSPR (-1) LMPR (-1)
-22.7 7.0 -1.7 (-3.74) (11.09) (-4.62) -26.4 6.5 -0.9
(-3.91) (l0.76) (2.08) -26.0 7.2 -2.0 +0.5
(-3.22) (9.87) (-3.60) (0.62) -25.4 6.8 -102
(-3.54) (9.10) (-208l) -20.2 6.3 -1.5
(-3.30) ( 11.08) (-3.68) -28.0 6.6 -0.7
(-3.41) (9.11) (1.33) -24.4 6.9 -1.4
(4.42) (12.20) ( -4.14) -24.5 6.9 -1.3
(4.24) (10.91) (-3.54)
-15.9 5.3 -1.1 (2.86) (10.48) (-2.89) -27 .• 4 7.1 -1.6 0.5
(-3.74) (10.84) (-3.28) (0.64) -22.2 6.7 -1.5
0.35 ) (9.42) (-3.77) -31.2 7.1 -1.8 1.1
(-3.82) (10.01) (-3.48) (1.40 )
R2 D.W.
0.94 1.70
'094. 2.26
0.95 1.83
0.92 1.77
0.95 2.36
0.93 2.07
0.95 1.96
0.94. 1.98
0.95 1.93
0.95 2.12
0.93 2.32
.95 2.52
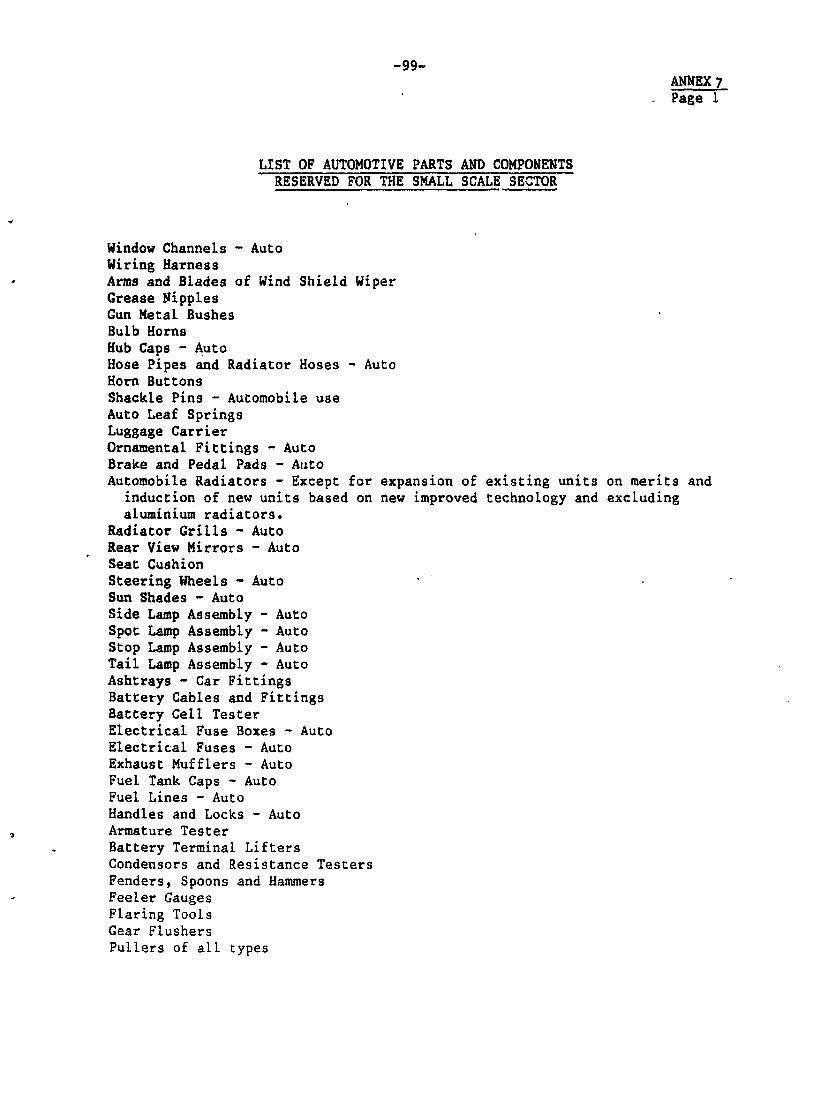
-99-
LIST OF AUTOMOTIVE PARTS AND COMPONENTS RESERVED FOR THE SMALL SCALE SECTOR
Window Channels - Auto Wiring Harness Arms and Blades of Wind Shield Wiper Grease Nipples Gun Metal Bushes Bulb Horns Hub Caps - J\uto Hose Pipes and Radiator Hoses - Auto Horn Buttons Shackle Pins - Automobile use Auto Leaf Springs Luggage Carrier Ornamental Fittings - Auto Brake and Pedal Pads - Auto
ANNEX 7 Page 1
Automobile Radiators - Except for expansion of existing units on merits and induction of new units based on new improved technology and excluding aluminium radiators.
Radiator Grills - Auto Rear View Mirrors - Auto Seat Cushion Steering Wheels - Auto Sun Shades - Auto Side Lamp Assembly - Auto Spot Lamp Assembly - Auto Stop Lamp Assembly - Auto Tail Lamp Assembly - Auto Ashtrays - Car Fittings Battery Cables and Fittings Battery Cell Tester Electrical Fuse Boxes - Auto Electrical Fuses - Auto Exhaust Mufflers - Auto Fuel Tank Caps - Auto Fuel Lines - Auto Handles and Locks - Auto Armature Tester Battery Terminal Lifters Condensors and Resistance Testers Fenders, Spoons and Hammers Feeler Gauges Flaring Tools Gear Flushers Pullers of all types
Ring Expanders Ring Compressors Screw Extractors Spark Plug Tester and Cleaners Stud Removers - Extractors Toe-in Gauges Tyre Valve Pullout Tools Tube Cutters Flanging Tools Valve Lifters Valve Replacing and Resetting Tools Camber Testing Equipment
-100-
Painting Equipments like Spray Guns etc. Grease Guns Tyre Inflators - both hand and foot operated Electric Horns - Auto Auto Rubber Components as follows:
1. Brake Pedals 2. Clutch Pedals 3. Dust Covers 4. WipeI Blade Components 5. Windscreen Beedings 6. Door Channels 7. Rubber Beeding 8. Rubber Mats
Spokes and Nipples - Auto Cycle Sun Visors - Auto
ANNEX 7 Page 2
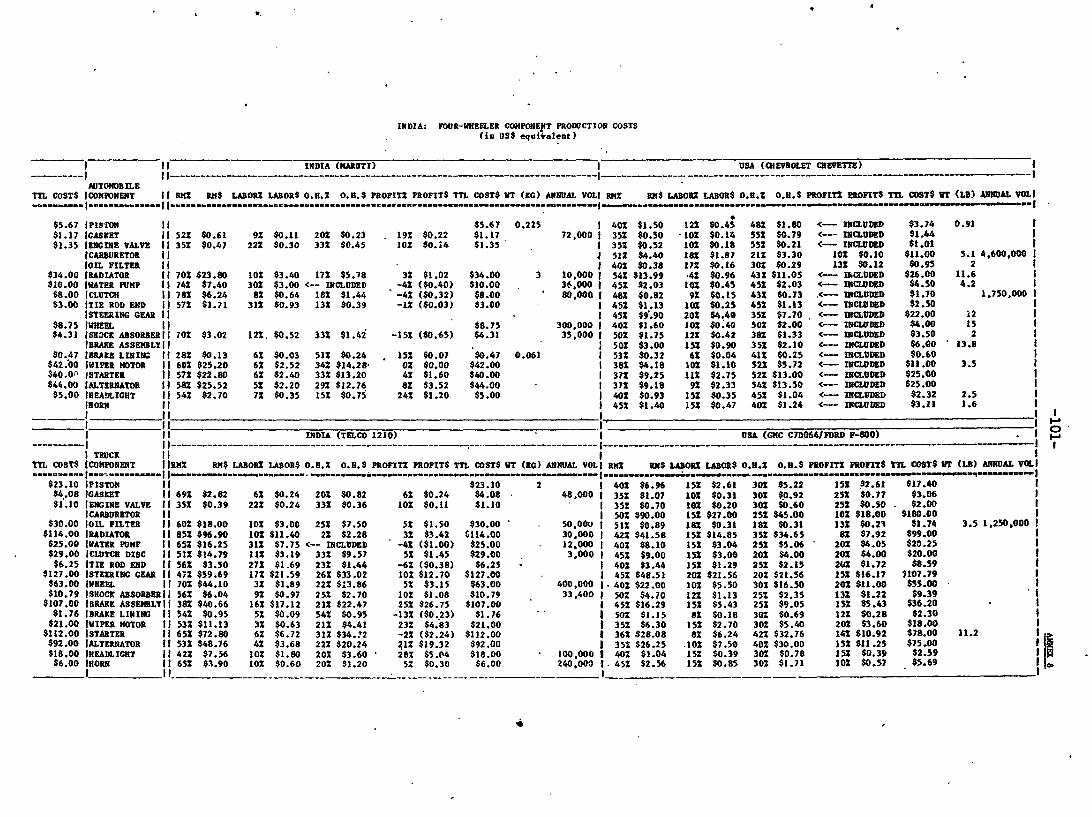
,------------1
ADTOMOlI n. E
".
INDIA: FOUR-WHEELER COHI'ORElfT PRODUCTION COSTS (in US$ equi~al~nt)
" -~ ~- INDIA (KARiiTtf -- I USA (QlEVROLET CHEVE1'1'E) I 11-----------------------------------------------------------------------------------1------------------------------------------------------------------------------------1
Tn. COSTS lCOMl'OlIElfT II IIK% 1ttI$ LABOU LABOR$ O.H.% O.H.$ PROFITZ PROFIT$ Tn. COSTS lIT (KC) ANNUAL VOL' RKI RK$ LABOU LABOR$ 0.8.% O.B.$ PROnTZ 1!IIOi'tT$ TIL COST$ VI (LIn AlltlUAJ. VOL' --····· .. ·, .. ············If·a ............. ----•• c •••••••••• ·--·--·.··.····.···--.·-------·---··.···· .. ···--·.·1.--......... --------.........• --.. --------.---.... ---...... ---................... _.-,
$5.67 IP18'1'ON II $5.67 0.225 I 40% $1.50 12% $0.45 481 $1.80 <--- IJICLUD£D $3.74 0.91 I $1.17IcASKET 1152% $0.61 9% $0.11 20% $0.23 19% $0.22 $1.17 72,000 I 35% $0.50 '10% $0.1~ 55% $0.79 <--- IRCLUDED $1.44 1 $1.35 IERCIJIE VALVE II 35% $0.47 22% $0.30 33% $0.45 10% $0 •• 4 $1.35 . , 35% $0.52 10% $0.18 55% $0.21 <-- INCWD£D $1.01 I
ICAItBURETOJl. II ~ 51% $4.40 18% $1.87 21% $3.30 10% $0.10 $11.00 5.1 4,600,000 I 'on. FILTEI. II , 40% $0.38 J7% $0.16 30% $0.29 13% $0.12 $0.95 2 I
$34.00 IRADIATOR II 70% $23.80 10% $3.40 11% $5.78 3% $1.02 $34.00 3 10,000 I 54% $13.99 .4% $0.96 43% $11.05 <--- ~UDED $26.00 11.6 I $10.00 IIIATEI. PUMP II 74% $7.40 30% $3.00 <-- IJICLIJDED -4% ($0.40) $10.00 3~,OOO I 45% S2.03 10% $0.45 45% $2.03 <- IJICLODEII $4.50 4.2 I
$8.00 ICLUTCH II 78% $6.24 8% $0.64 18% $1.44 ' -4% ($0.32) $8.00 80,000 I 48% $0.82 9% $0.15 43% $0.73 .<-- lRCLUDED $1.70 1,750,000 I $3.00 ITIE ROD END " 57% $1.71 31% $0.93 13% $0.39 -1% ($0.03) $3.00 I 45% $1.13 10% $0.25 45% $1.13 <--- IRCLObED $2.50 ,
ISTEERIIIG GIWI. " , 45% $9'.90 20% $4.40 35% $7.70 <--- lRCLUbED $22.00 12 I $8.75 IW1I!EL " $8.75 300,000 I 40% $1.60 JO% $0:40 50% $2.00' <- IBCLODED $4.00 15 I $4.31 ISK~ 4BSOIlBEaII 70% $3.02 12%. $0.52 33% $1.42 -15% ($0.65) $4.31 35,000 I 50% $1.75 12% $0.42 38% $1.33 <--- IBCLUDED $3.50 2 I
'BRAKE ASSEMBLY I I 1 50% $3.00 15% $0.90 35% $2.10 <- IRCLObED $6.00 13.8 f $0.47 IBRAkE LIBI... "28% $0.13 6% $0.03 51% $0.24 15% $0.07 $0.47 0.061 I 53% $0.32 6% $0.04 41% $0.15 <-- lRCLUOED $0.60 I
$42.00 IVIPEJI. MOTOR II 60% $25.20 6% $2.52 34% $14.28' 0% $0.00 $42.00 I 38% $4.18 10% $1.10 52% $5.72 <- lRCLDDED $11.00 3.5 I $40.0~ ,STARTEJI. II 57% $22.80 6% $2.40 33% $13.20 4% $1.60 $40.00 I 37% $9.25 11% $2.75 52% $13.00 <- IBCLODED $25.00 I $44.&~ IALTERNATOR 11 58% $25.52 5% $2.20 29% $J2.76 8% $3.52 $44.00 I 37% $9.18 9% $2.33 54% $13.50 <--- IRCLDDED $25.00 I $5.00 IHEA9LIGHT II 54% $2.70 7% $0.35 15% $0.75 24% $1.20 $5.00 , 40% $0.93 15% $0.35 45% $1.04 <- IRCLUDED $2.32 2.5 I
IHORN " • 45% $1.40 15% $0.47 40% $1.24 <- tRCWDED $3.11 1.6 1 ___ . I II I II
I II " ----, II INDIA (TELCO 1210) . I --------·---;;:USA=-:-I.(GKC=-:C;-:;7;:::D064/=I.FO=IlD;:-;F~_80=0:.-) ----------. -I
----------1 II---------------------------------·-----------------------~-·----------------------1--------------------------------------------------------------------------------1 I TRUCK " I I
Tn. costS ICOMPONENT IIRK% 1ttI$ LABORX LABOR$ O.H.% O.H.$ PROFITZ PROFIT$ TTL COSTS WT (KC) ABNUAL VOLI 1ttI% IlKS LABOU LABORS O.B.% o.a.$ PROFITZ PROFITS TIL COSTS VI' (u) AIftIlJAJ. Vf.I.I ••.. D·····r·-·~·······-··,I· .. • .. --····· .... ···-··--···------......... --.........•• --•• --.. -------.-----.... -- .... ---•• --.. ------....... -.. ~-.-.. --.. -.----.... ----........ --.... ~ ..... -----
$23.10 IPISTOII " $23.10 2 , 40% $6.96 15% S2.61 30% S5.22 15% 82.61 $17.40 $4,.08 'CASItET II 69% $2.82 6% SO.24 201 $0.82 6% $0.24 $4.08 48,000 I 35% $1.07 10% $0.31 30% ~0.92 25% $0.77 $3.06 $1.10 IElfCINE VALVE II 35% $0.39 22% $0.24 33% $0.36 10% $0.11 $1.10 I 35% SO.70 10% $0.20 30% $0.60 251 $0.50 $2.00
'CAItBURETOR " I 50% $90.00 15% $21.00 25% $45.00 10% $18.00 $180.00 $30.00 IOIL FILTER "601 $18.00 10% $3.00 25% 87.50 5% $1.50 $30.00 50,OOU I 51% $0.89 181 $0.31 18% $0.31 13% $0.2' $1.74 3.5 1,250.000
$114.00 IRADlATOII. II 85% $96.90 10% $11.40 2% $2.28 3% $3.42 G114.00 30,000' 42% $41.58 15% $14.85 35% $34.65 8% $7.92 $99.00 $25.00 IWATER PUMP II 651 $16.25 31% $7.75 <-- INCLUDED -4% ($1.00) $25.00 12,000 I 40% $8.10 151 $3.04 25% $5.06 201 $4.05 $20.25 $29.00 'CLUTCH DISC "51% $t4.79 11% $3.19 33% $9.57 5% $1.45 $29.00 3.000, 45% $9.00 15% $3.00 201 $4.00 20% $4.00 $20.00 $6.25 ITIE ROD END II 56% $3.50 27% $1.69 23% $1.44 -6% ($0.38) $6.25 I 40% $3.44 15% $1.29 25% $2.15 2U1 $1.72 $8.59
$127.00 ISTEI!I.IIIC GEAR II 41% $59.69 17% $21.59 26% $33.02 10% $12.70 $127.00 I 45% $48.51 20% $21.56 20% $21.56 15% $16.17 '107.79 $63.00 IIIHEEL II 70% $44.10 3% $1.89 22% $13.86 5% $3.15 $63.00 400,000 1,40% $22.00 10% $5.50 30% $16.50 20% $11.00 $55.00 $10.79 ISHOCk ABS0ll.8Eal1 56% $6.04 9% $0.97 251 $2.70 10% $1.08 $10.79 33,400 I 501 $4.70 12% $1.13 25% $2.35 131 $1.22 $9.39
$107.00 ISllAlt ASSEKBLYII 38% $40.66 16% $11.12 21% $22.47 25% $26.75 $107.00 I 45% $16.29 15% $5.43 25% $9.05 15% $5.43 $36.20 I $1.76 IBRAkE LINING II 54% $0.95 5% $0.09 54% $0.95 -13% ($0.23) $1.76 • SOl $1.15 8% $0.18 301 $0.69 121 $0.28 $2.30 I
1 .... O· .... I
$21.00 IIIIPER MOTOR " 53% $11.13 3% $0.63 21% $4.41 23% $4.83 $21.00 • 35% $6.30 15% $2.70 30% $5.40 20% $3.60 $18.00 I $112.00 ISTARTEI. " 65% $72.80 6% $6.72 31% $34.~2 -2% ($2.24) $112.00 I 36% .$28.08 8% $6.24 42% $32.76 14% $10.92 $78.00 11.2 lie $92.00 IALTERNATOR II 53% S48.76 4% $3.68 22% $20.24 21% $19.32 $92.00 • 35% $26.25 .10% $7.50 40% $30.00 15% $11.25 $75.00 I 2 $18.00 'HEADLIGHT 'I 42% $7.56 10% $1.80 20% $3.60 28% $5.P4 $18.00 100,000 I 40% $1.04 15% $0.39 30% $0.78 151 $0.39 $2.59 I ~ $6.00 'HOU II 65% $).90 10% $0.60 201 $1.20 51 $0.30 $6.00 240,Ocr.> '.45% $2.56 15% $0.85 30% $1.71 10% $0.51 $5.69 I ...
______ '- 11. _____ ------- _-=-_____ . _____ .________ 1__ I
•

-102-
ANNEX 9
EFFECTIVE RATES OF PROTECTION AND DOMESTIC RESOURCE COSTS FOR FOUR-WHEELER COMPONENTS '
0980/81)
Effective Rate Domestic Resource Price Ratio for of Protection Costs
Product Output Imput Domestic Export Actual Adjusted
Brakes (Firm 1) 1.56 1.62 65 -66 1.29 1.23 . . 1.54 1.81 57 -82 1.27 1.00 Brakes (Flrm 2)
Valves (Firm 1) 1.22 1.80 1 -65 loll 0.85 Valves (Firm 2) 1.09 1.67 -20 -36 0.87 0.57 Tie-Rod Ends 1.00 1.60 -39 -38 0.87 0.59
and Steering Gears Auto-Electicals 0.89 2.10 -56 -39 0.74 0.36 Board Instruments 1.06 1.89 -31 -42 0.66 0.63
Average 1.17 1.82 -18 n.a. 0.93 0.64
Source: ICICr. f
'.

.. •
RATES OF IMPORT DUTIES ONtRAW MATERIALS USED IN AUTO COMPONENTS INDUSTRY
f"_== __ ==_==c __ CQ=~=a====_.=.===ma==a==========~========~A==============_==_=========~=_======_=.====DCD~========~=====.=-occ==-.====cac==a=-aoa=aDGQ=a' I IMPORT DUTY (o~ber) I '_== .. _===u __ ====aa======&==== __ ==================_=========.====~-========--7===-===O========-=---==C===~_==C_==_==~====_cGCo= ___ ==PDDC=-==-==-=-==-==DI I 0-50% (0) I 50%-100% ' (11) , 100%-150% (45) I 150%-100% (18) I 200%-300% (5) J' 300%+ (2) I IDD=_=_C=DDD.I_=_===_=_.====a=_=D.===_a=_=I=~========c=_==~=====_=c====_I= __ =_=====_========= __ = __ c_=t====c=c==--========~aa=lc=ac=-=c~-=-c=-I l ICarbon Rod Ipig Iron 'Alloy Steel Valve. BarB IStainleaa Steel· Sheet 'Stainleas Steel Strip I , ICarbon Steel Rounds/Flats/ JTheJ:1DOatatic Bimetal Strip IHsrd Facing Alloy Ce18it sEolCement. Liqui'd/Alkyle VinyllBonding Adhesive I I 1 Squares Profile ICoid Beading Quality Wire 'RodlSilieon Rubber I' Varniah/Iaopthalate t I I IUniveraal Plate INickel Alloy Bar ILeatheroid I . Varnish I I IBimetal Strip lAlloy Steel Profile Ipolyproplene IBot Stamping Printing Foil { I IMedium Carbon Steel Strip IHigh Carbon Steel Strip ITufnol . 'Varnia" Flammable Liquid r I IDD & EDD Quality Steel StriplCarbon Steel Strip 'Neoprene Sleeve IAabestos Baaed Bhenolic I I ICarbon Steel Strip ICRCA Sheet IVegetable Fibre Material I· Moulding Compound I I I.Plastic Coated Steel Sheet IEDD Steel Sheet I Pre&apa"hn J J I ISpring Steel Wire ISheets/Platea IKultiplyboud I I I IBrass Coated Wire ICoid Rolled EDD Quality IVarniah Paper' I J IAabestos Saw I Steel Sheet IKrait Paper t I , INitrile Rubber 'Hot Rolled Steel Sbeet IFilter Paper Base t I I INeoprene w/ Rubber IHot Rolled Plates IAsbeatos Wire Woven Jointing' I I ISynthetic Rubber ITinplate IBeater Addition Process I t I tMagnesium Metal ICold Rolled Alloy Steel Strip I A';'bestos I I I ITerne Sheet IAlloy Steel Round/Higb Sr-eed ICopper/Braas Phspher/ . I I , lNickel Shield 'Steel (non-coblat grade)f Bronze Tube I I " IRound. Leaded Free Cutting IBnamelled Resistance Wire I I It' Steel Hexagon IMetalliaing Laoquer I , J I I tAlloy Steel Wire Rod Iff I I I IAlloy Steel Valve Bars I , I I I I ISpring Steel I I I I 1·1 /Black Steel Bars I I I I I I ICoid Rolled Higb Carbon t I I I I I . I Steel Strip I I I I " IHigh Carbon Steel I I I I
I I Strip/Sheet/Plate I I I I I ISteel Wire I I I I I fERW Steel Tubes.' , I I I ITubea and Pipea I I I , I IGalvanized Wire Rope I I J J I IKaolin (China Clay) I f I I I ICaleind Alumina I I I I I ISilicon Metal I l I I
'1 'Bonding Agent I 1 I I I 'SBIt Rubber I I I I I I Cork I I I I I I Copper I , 1 I , 'Copper Wire Bar' I I I I INickel Silver Rod I I I I I ICopper Foil' , , , I IBran Foil I I I I I INickel Al'loy Wire & Prof He. I t I I I 'Leaded Steel Bar I I I I
I ...... o W t
I INickel Alloy I I I I I IAluminium I ., I I i I lTungsten Filament' I I I I IRaw Optical Glass lit I
I I IGlass Sbell I . I' . I I' .... ' ••••• a== ••• =c~==a •• _==c~aQa-=ca==========a===a==a==a==============D_~=_=====_~~===========Q==~======= __ c_===c===-=======.=====~DD=- _DW~=-==-»I 0

£2!!e!!!~!!!!!
Pt.toue, Piatun W'''!tJ::t. Platon I-"lns
Cyl "Iuet t1wo'" Ga:. ... .,t-:.
fng'lltt """\,,,.':10
CarbUrllttof':lo & Fuc I t-'ulftl-J=-
fuel "'~.t1If.J~ (0) Nozzi. hu ',Jl;llt sHOZI ad f l.fn'u~t~ O.liy",*), V.lvea
aaa".tur!.
Tth:hnoloyV
-2r~·
Coenple" Shapes Contoured Profit. Neada. Aavanced matert ••• technology
Tf 4d'. lor.' d.a'gna continue
kap;d tranaition: p-c4r carburetora til iminated 1n favor ot 'fu" I inject ton
- Not used on di.sel vehicle.
- Improved carburecpfa fur 2-/3-.h •• lera prevalent
Rapid trAnsltlon to fuel Inject Ion p-cars
- 80th s$ng'. and ~Ittpulnt s.yate .... betng pursue~ bV OEM's
- Gruwth in u •• of eleGtronlr...s .-peeted
M.Jor treno toward bluminum cOre •• it" pl.stic tanks .orld ",$de for p-cara Trucks continue tru,-Sit iun.' Cu/Bras.So fJ' tHJU.;.tS.
..
Materht I Trend.
- Increased use of cor.mica - coated or integrated .Itn baae _tal
- Hign niCkel alloy rings u ••
- AI""'ln ..... Dase pt. ton .. teri.'.
- Multl-Ieye,. Int_ara' materia.
- Ste •• tte •• ats to '*prove value "f.
- Hear net snape al_ln ..... /zlnc die c.astlngs
- Engtne.red plastics
- electronic controlled fuel Injection under ~evelopment
- Traditional .. terl.,. continue
- Clad alumtnum EnQlnaere~ plastlca
COMPARA1IV~ CAPABILlllES PER COMPONENT
Proce,s
- PreCision .. cnlnery .. equl .. e~
- High precision .. cnlne tolerance
- Not labor-intenalve - capita' tntanalve
nlsn tecnnoloev - T •• t'ne i.portant
- PreCision .tamplov. Hign qual ltV. high teGperature materi.l.
- Prect.ton .. chinlna - Metal. technology - Cepltal Intensive
- P .. o~t .. equlre. both-precls10n maChinery and Is laDor Intenalve
- Hleh precision an~ specie' .. cnlnerv requlre~
- Capltel Intenalve - Mlcro-Ie"els of
to\erencea required
- Auto~ted fabrication ano-assembly
- Cepltal Intensive - H'9n'~ bac ••• rd
Integrated
Worla"lde Ceeabll" Ii!!.
- Proc •••• '.11ar to tndla only oparate at. .aroe,. acat.
- Fe. cOGPan1 •••• rvlcw wor.d need.
- LOf\g tilDe fr .... to q..oa lltV
- Autometed • In •• operating at ~Ign volumes
- Pheslog Out nigh volume carou .. etor capability
~ future Major market. are for 2-/3-wneelar venlele ••
.ew hleh qua\lty fir .... supply world neeas
- P.car volume. I ... 11 lion unit .. per annuM
- lilajor flr_ equipped .. ltn advanced ..... ted .. ls aM menufactur'ng technique
- Hiyh capital 'nveated
1,,<.11 .. (.ctf,Uilbi. ity
- 3 tlcm~ ~ruduce uaJor part of dttchiand
- S~ ~~~urt Lapabiltty 'n .,tod,-_
- Ad",,,UL.,.J dl4t., 'at .. tee,ululuUY not a \it .. , '_ttl~
- "0' ttl O,d"k ttiitAI CUd not vi~tt pl.nts
- WOI 'LI baH" ttta. diel not vi~it plont$.
- fm..,luy-=-_ Atu .. t'lary Ltd. 1~ th~ mutJet uf offect'"e Clhu,hu n ..... ,.., oocn
- Cell' hUf <blUr ltd. he. ca""btlit)" but requtf"ea tap.uv~ '~yuut and meChaUl.ldt\on
- R.ttOhcSt1zeat.on of rentclh:,uy f 'I"m~ requlred
- Manv companles "cenSed. 0,... ~ une=: ~)I uUuc.:.4:t$ major a".rl;f: MILO
- fAPU,t ~.Pdb,.ttv in place at IIleo trwi. ('u'~cntly a(.h'eves
"wor 1<2 'lu.t tt~ 'evels -tet-hnl .... foreign 8S.!o 1 =r..tcu.,. .
... P.art iC'J)at tva taanagenwtnt prev~ll. a. MIC~
- RIttt..ttr'Vtlu1 to, 611)1111 I-scale tndu5try
- Manua) lev-ttl ut mechanization JlCu t i. rtt t.U'" , cnt Iy .. ets co~tJi.tu ... lty targets.
- Atu~/pl~~ti' t~Chnology nult CfI. i~teut
A
"....mba,. of F t rma LiOn-ers ProduCing
of IilaJor Licenses .l!!.!.!!!!.L. ~
6 6 3
3 4 2
8 6 3
8 7 3
7 :2 2
6
I I-' g I
!II :::
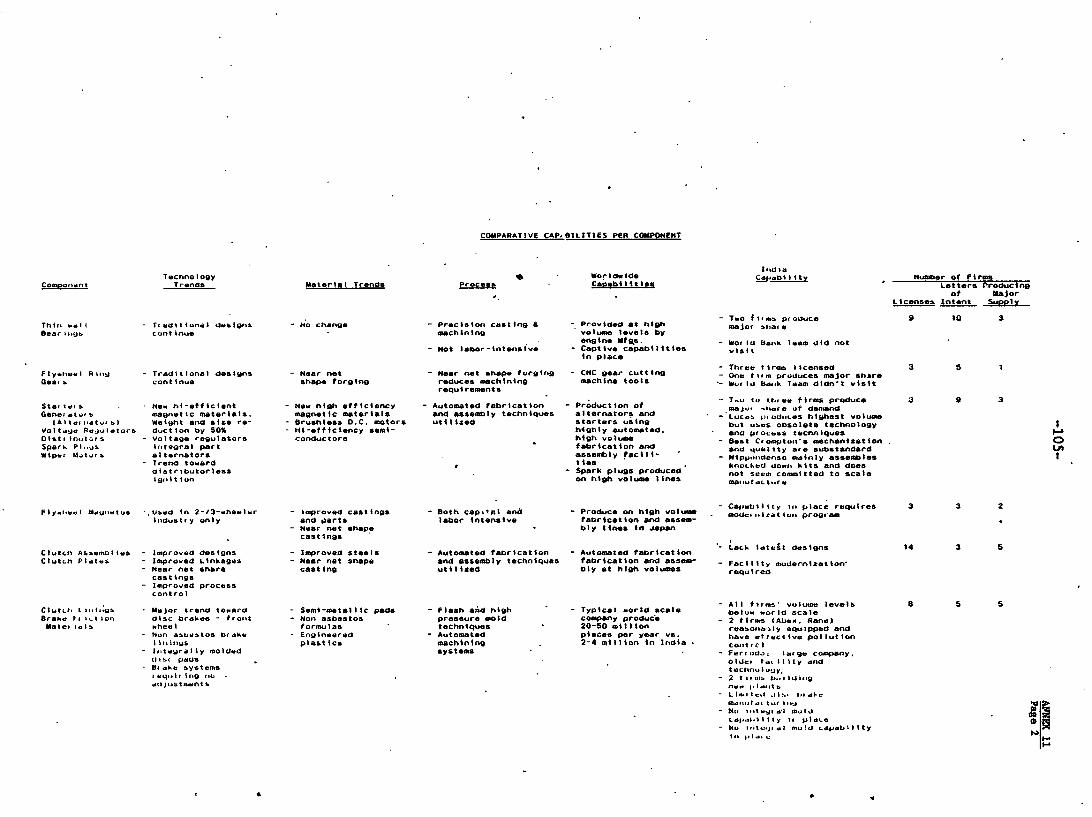
Co«pQ,\cnt
Thhl .. ct.11 aear\ny:r>
F 1"I_h tU11 F4'n~ G.a/~
Staftttj~
GentH dtv, ~ lA't"'".hH~)
vo't.~., R~~u'~tors Dist, Hlut~'$ Spar ... Pl .. \t~ wtp~r Mwt~f:"
Fly .. tU:fC'1 U~U'I.,tltS
ClutGh A$~embl'es Ctutc.h PlcJtCl$
Clutt.tl L Ud.:gS. 8ra_d t, ,~t iort
Matel tctl~
Technology Trencss
- Traditiona' d.»t9n~ c.untlnue
- Tradittonal d.algna continua
He. hi-etficient magoet1c mater'.'s. W.!dght afld aiato ('eduction by 5011.
- voltage ragula,ora Integral part alternatora
- Trena to"".rei alat('lbutorlea.$ ignltion
·.U~"d tn 2-/3-wh.~I~r 'ndu~try only
Improved designs - Improved Linkages - Near net Share
cast logs - Jmproved process
contrOl
MCljor trend to .. a,'d di$.c bra .... &. - front .heel Non A~u.,atos btd"_ lihluUS lntttyral.v moldttd Ul~( parJ5 Hfd~1f systfitn.& 'lfquil tng nu dC.Justtt~nth
•
"eteri •• Trends
- No change
- Hear net aha.,. fo,.glng
- New high efficiency magnetic matarlals
- 8rusn'e.a D.C. motors - HI-efficiency .e.l-~onductor.
improved castings and "ar'"
- N¥ar net shape caat ins_ '
- Improved ateels - Nea,. n.t shape
casting
- Semi-metallic pads - Non asbestos
formulas Engine.red pla .. tlc",
COMPARATIVE CAP.8ILITIES PEA COMPONEHT
.. Proc •••
- PrecSsion cM.etng & CMlch'ning
- No' 'aDor-tnt.naive
- Hear net aha.,. forging reduce. -echtning requirements
- Automated f.b,.lcatlon .nd assembly t.chnlques utlll.:eCl
- 80th cap'~ftl ana I.bor Intenslv.
- AutomateCl fabrication .nCl assembly tachnlqua. utlli".CI
- Fla.h .nCl high pre.aura .old technique.
- AutolA8ted tll8cnlnlnQ systeAlSo
Worldwide Capabll it 'I!
- ProvlCl'" at nigh volume leve'. bV engine M'", •.
- C.ptlva C • .,.bllitias In placa
- eHe g •• r cutting _chin. tool.
- Production of alternators and acart.,.. usSna h.ghly auto~ted. high vol ...... fabrication anCI •••• mbly faclll-U.s .
- Spark plug. prOCluceCl on nigh vol..- lines
- ProCluca on high volUMe 'abrlcatlon anCI as.am-01 y line. lit Japan
- Automated fab,.icatton 'abrlcatlon and assemOly at hfgh vol ...... s
- Typtca. aorld aca.e company produce 20-50 million piace. per year we. 2-4 million In India
h,Uut ~ .. bllity
- T.o ft,~~ prOduce aaajOt '!I.haltl
- -.01 10 8an ... teaRt did not visit
- Th(~~ tlrQ~ licensed Ontl t,,~ ~ruducea major ahAre -",H I ... &.o .. k Team diCln*t vSsft
- T",-u t,~ ltu Btl ftrms produce CDaJut !O>h.r. uf demand
- LUt:.d~ ptOdut.es highest vo'ucae but u~~s Obsolete technology and ptOc.~s teChniques
- Bes.t Cromptun"s .echantzatton and ",,,, .. tity a,-e substandard
- HipJ)lu\den&o ........ 1'1 asaecDbles knut. ... .,d dO ... u kita and does not se~m co~itted to scat. matlutCt<.turtt
- Ca .... b'tlty tu place requires laC)c.hu n'zat 'on prograGI
.- La, ... 'attist d.signs
facl.tty ~d.rntz.t'on· requirecs
- All t',m$' vul~ level~ b.tuw world scal.
- 2 tira.s (Abe", .. Ran.-) rea:.onlt;,)ly etlulpped and have ~tf.ctive pollution coutre. fttrrud..>: I .. rg~ cOIRpany. olUf=. f., i I ltv and technuluu'1.
- 2 t t., In> but 'IJl'lY Ott" t.l ... ut:;a. LI,.,tle .. t .Ji~t tUt:l"~
meanut"" t"f 'Uti Nt. 'Ht~UI dO' mul\J Ldl'd,,11ity 1t plcu .. c
- .... u tuhhJ' C:I a «.u ~ u t. .... udli' t tv in .,1'-1 ~
• •
Humbe,. of F 1 rtDS Latters rroductng
of MaJo" L lcensa .. Intent ~
9 10 3
3 5
a 9 3
3 3 2
14 3 5
8 5 5
!Ii ... ...
I ..... o Vt t

~~f\~fn
T1. Hu~' t:, .. J~ Steel Ifly ~" . .d'
Geat ~ ht. hal lI.oJ ero .....
PrQ~tfllfd' ::>h.dt.~
U,j, \..1,H.b-
•• 'tt ~h.f t ..... A40a 1"'11>
0.' ~tt .. l~
Whettl:.
Leat ~')t \lloJ~
T .. cnnology __ ..!.!.ttnaa
li~tt'lm. I~bric.t'on ~'Ibttt ... ti f' 0\1. t 'un ... d.s'~n .. ,\.lIl ~"u.
11 chit t \ooa' deaiyn. .. .vntiou ..
ko~ld transition to to' .... d car ooao'.ttib; this COMponent fo~
p--<.ar. Tf.oltlona. d •• tyn. co,\tinue 'or truCk6 ....
b
Materia' Trenda
- High copltol inveatme"t in 4laCh1nery/ equipment Gear 80A assembly fa tabor intensive
- Nea,. nat snape fOI"S'nga
- Tradtt~ona' d.siQ~. ,continue
R.~;d t~.n$'t'on to t.d - Tradit'on.' d.a1gna t:a~ OLHs.ol .. t •• , 'h ... cont ioue (.omponant 'or p-(.ar T~.dt'ion.l dd6i~n~ ,ont inue for truck & bu~
k.,)t(S ttonr-Uion tu h1gh - tradition.' dea.tgna. v~luL'ty jOints F.u. cont'nue
- T.tlllt<! '0,,"/0 epo • .,,-ty~ robut aelJoa', On LUmp(.,u.nt
kctptd t,ana"t'oo to ~t y ItuJ .hee Is Total luDeleas tire
f, .lItt \unkl deft.IWHb ,v •• t int..tti ~o.ne P' od\Jc t ion fth",gl.tr..b on hlt::Jh vo:a'uu pMca~
- Tran.ition tl"OM nand cork. pepe" •• to liquid
- .Iumt~um whe.l. flat/pc..llshedJ painted finish
- Iusvau(,.ed fibetQ'.~$.
COMPARATIVE (APABILlfIES P£R COMPONENT
Process
- Large number ot competitive firma producing at high yo ...... '."els
- Mach'nary contI'O'" quality
- Machinerv controla. quail ty
- Machinery controla. quality
- ~ch'ne,.y cont~oa6 qual It..,
- Highly auto.ated maChinery/spider ,.i. - 0'_ ca$t _luminum
- MactdninQ aflU het.t tr ... tmen.
.,orld.lde e.pani" tI,a
- Hig ... volume planta - Highly autoaoatetl
- Ut1.'z. co~uter contro'leet tnac.ntnety & equ'pment
Phasing out capabi'ity due to tranaition to f.d.
- Phasing out capabtltt~ due to t,.an.1tion to , .. d.
- """'" volu_ "highly .. uto .... t.d ·t lne.. T. $ce the rate found tn lnpl.
Jnd •• LaW4U.lf •• t~
- 3 f. r m:. heavt:l: Ih4j(.tr marMet 6-h..,'.,: Ha"t;t, fiClO Ind'a. ZF
- Ad,'. (. ~H't (,0' ~ 90s of "('ket
- W,,,, hS 8eank ;'.0411'1 did nOt v'::..it
- L""Ufit numlle, ut c.o"'Paoles p.rt $c iop.at illg
- W'H h' eo .. '" tcbm CUd nut vh,'t
- W~.u 1, .. 8 0 "", terona diu nut ",hdt
- World a.uk t~am did not v1Ait
- Only Nnel typ~ no Cilp.abi lit.,
- W~wtb tn~1. ~~'n.t_a .itn 8US rQar ... 6tt $ha,..
- Not tubah.a::. tlr. cap.abi t it)'" ttl plalti No st~'ttd .h., •• CMP4f;bil't)'
- He.. dl_ \.ct:..t C.,.klbiI1tV 1n P'6,tt
- IU&J\~ (. U~r Itot
CU~ttt it tvv . . .... .II • ..a b"lIto.. t'=!'oCIffh
(J).J H .. t- "'I::.it •
,.
Number 01 .'rma [ettertllProauclfne
of .... Jor t.icen ..... Jntent ~
6 4 3
18 11 4
6 3 2
9 7 3
5 3
3 5
~!
I .... o CI' I
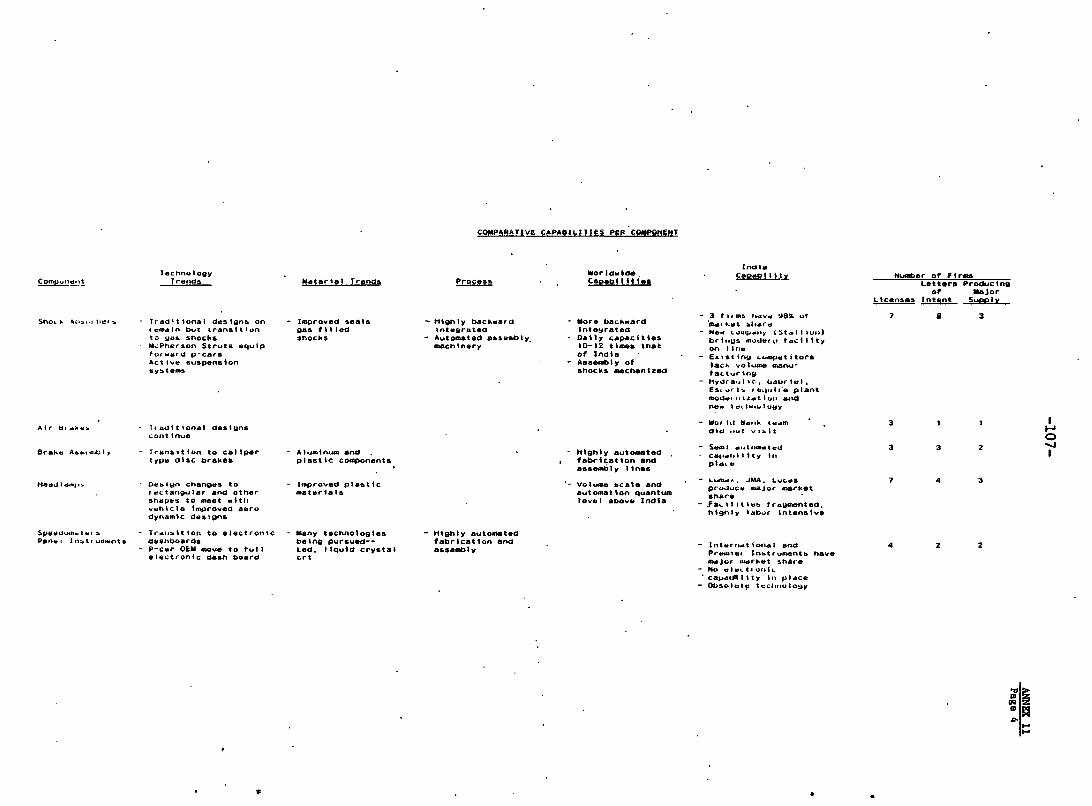
ComIJUI\!!!~!
ShOL'" 4"1::>\>, tldt 1»
Air I:It_)l~:;.
8rek4:f A!Iollo,·ntU. t'
Hed\Jt""~I"'"
lechnology Trdnda
Trad\t'onal ddSignt. on tem.'" but transitiun to yat., shocks M~Pher$On Struts equip fOl'."Cltd p-cars Acttv~ suspenaion "V~t .. ms
Traditional designs cont ,nua
Tran~1tion to cat 'per type disc brakes
O~b'yn chanDda to tl=tctangu'.r and other ahdpe!:S. to meet .'t .. v~h'c'. improved aero dynam'c Clea'gns
Specuv,)tc:tcf ~ Tr.f,::.,. ion to elec.tronic Panel tn:..t. uniCot. dast.boarda
- P-car OfM mov. to tu" electronic dash buard
"
MaterIal Tr"nd ..
- Improved seata gar. filled shocks
- Aluminum and plastic components
- I~,.ov.d plaatic matttr1al.
.
Manv techno'ogtes beln" pursued-Lea. liquId crystel crt
COMPARATIVE CAPA81L1JIES peR COMPONENT
Proce ••
- Highly backward integrateo
- Auto.ated .... ".lbl)'. tNlchtn.,-y
- HIghly automatea f.brlc.tlon .na •••• 000Iy
Worla"iae C.pabillti"
- Mo,.. bac. .... ard tnteyratecs Dally cap.cltle$ 10-12 tl~. th.t of InOla
- AS$eaobly of 6hoc~a mechanlaed
- "19hly .utomated f.brlc.Hon .nd asatNablv lin ••
- Vol~ acal. and aut0m8t'Gn quantum level above India
Jnat .. C"AAbilltJ(.
- 3 t, f lAS. ".VeI: ~8'" ut 'ID4r kvt :bt.a" I;f He", (.lJtt'P,-u:r (St._ I ;u,) bl'i'l$Js mo\Jlttt,t fc.cil1ty on t tnti e"lsting '-""AJhtt'itora tack va lume 8\anuta'tur~ng hVtJIraul \('" .• Uclbrltt'. ES('\Jl"t~ ~ttqu'.·e p'ant modttll.\z.tiuu and r'l". t.,.l..hhU'UUY
- Wcu hi bdnk _ • .am cHd Hut vl!>i'
- StieR I GlI.tOf:fl.ttl;!'cJ C .... ' .. hl t tty in I)'cl( v
- Lum.A. JMA. Lu'.S pru~ucw major market s~ar. .
- ;a~ltltl~~ froymenteu. h.ghly 'abur Intenaive
- lntetr., ... 'on ... ancl P .. ~h.. lo~tf wnentta. hAve mdJO( W4r~.t ~h4re
- No t:tl .... t.ouit. . capel'" tty in fJ'.ce
- Obsoh.tfS t~c:hnulo9Y
_er of flr_ L.tt.r.~producing
of .... Jor L Icen"as Intent .....§!!P2lJt.
7 8
3
3 3
7 4
4 2
3
2
3
2
!II ... ...
I .... o ..... I

,
•
-108-
KOREA'S STRATEGY IN DEVELOPING ITS AUTOMOTIVE COMPONENT INDUSTRY
ANNEX 12 Page 1
Korean automotive firmst main growth strategy has been to improve productivity and quality levels of domestic output; then, based on domestic performance, to make their firms attractive to international automotive corporations and thus eligible for joint operations. Korean component firms focused their manufacturing efforts on supplying high quality, but low and medium technology parts, to international firms in partnership with Korean vehicle assemblers. Such firms later on viewed their local Korean suppliers as potentially off-shore sources of quality, cost efficient components. Korea soon qualified to become a part of the syetem of international division of labor, and started exporting components. The bulk of Korea's 1981 component exports were in low to medium technology parts, such as filters and filter elements and radiators among engine parts; clutch discs and facings~ gears, axles and shafts, tie rod end, and wheels among transmission and steering parts; and leaf springs among suspension and braking parts. Leaf springs alone represented some 7% of Korean-component exports (in India,' leaf springs are reserved to the smallscale sector). At least 17% of Korean 1981 exports were in high value, but sophisticated engine parts--i.e. piston and pin, piston ring, engine valve and bearings. Other major Korean foreign exchange earning items were (in a decrea~lng order of importance) back mirrors, seat covers, wiper arms and -blades, radiators and automotive rubber components like rubber hoses. Such strategy clearly puts India at a disadvantate, since in addition to product quality and safety issues, there is a limit on the capability of small scale firms to upgrade prOduction as often as normally required by international standards and on their coat effectiveness when producing certain items in small batches, when the same items are mass produced internationally •

Item
Alternator Auto Bulb Axle and Shaft Back Mirror Ball Joint Bearing Bolt and Nut Brake Lining Brake Pad Bumper Lamp Carrier Case Clutch Cover Clutch Disc and Facing Coil Spring Connecting Rod Cylinder Liner Door Handle Engine Mounting Engine Valve Fan Belt Filter and Element Forging Fuel Pump Gasket Gear Hyd Valve Lamp Leaf Spring
-109-
KOREAN AUTOMOTIVE EXPORTS BY ITEMS (1981)
Amount(s) Item
105,861 Master Cylinder 871,802 Metal Bearing
2,892,811 Muffler 2,303,119 Nozzle
306,236 Oil Pump 3,340,334 Oil Seal
531,123 piston and Pin 317 ,982 Piston Ring 238,467 Radiator 134,121 Rubber Bushing 220,916 Rubber Hose 115,616 Seat Cover
1,431,436 Starter 100,435 Steering Wheel Cover 102,500 . Switch
1,828,534 Tie Rod End 327,290 Tire Chain 352,380 Universal Joint
1,859,711 Washer 928,496 Water Pump 950,282 Weather Strip
1,286,510 Whe~l Cap 414,606 Wheel Cylinder 412,273 Wheel Disc
1,330,454 Wiper Arm and Blade 225,120 Yoke 622,151 Engine
7,310,355 Others
TOTAL
ANNEX 12 Page 2
Amount(s)
451,709 1,971 ,006
676,960 313,489 148,534 271 ,093
4,367,954 3,292,483 1,151,974
892,886 817 ,665
2,222,350 121,471 155,375 163,792
1,118,740 • 3,020,704
528,597 119,125 168,393 603,089 261,139 258,561
1,484,284 1,390,870
334,823 4,429,656
49,399,272
$110,996,915 •

•
II
. _.,
-110-
AUTOMOTIVE COMPONENTS FIELD STUDY
ANNEX 13 Page .L
A. PRESENTATION OF METHODOLOGIES AND ANALYTICAL TOOLS UTILIZED IN THE STUDY WORK
Measuring the domestic and international competition of the automotive components industry in India was an ambitious undertaking in connection with this study. The information presented here is not an exhaustive analysis of the industry. The intent is rather to provide a clear analytical baseline methodology that can be added to,.and upgraded, as more information is learned about the industry.
The data collected is a valid sample and leads t~ a reasonable set of conclusions and recommendations which, if acted upon, will improve the industries' competition both domestically and internationally. India's automotive industry is in a transitional stage, and many companies are in the process of building new facilities in remote locations or modernizing their plants. However, their planning documents were reviewed, and the results take into consideration the wide range of plans proposed by industry participants. Therefore, this information should be considered a sector "macro" analysis on the one hand, supported by much detailed information on the other. If inconsistencies and errors are noted, it may be that the information is not correct for every spec,ific company. The analysis, is a summary of all compani es p~oducing a particular component within the industry.
Brief Description of Field Activity
During the mission's visits to each company, the following activities were conducted:
• Introduce the objective of the study to key managers.
•
Tour the manufacturing operations to collect data and evaluate the operations in place.
Interview key financing, managerial, and technical staff to solicit business data and reviewed actual and proposed plans.
Collect financial information for specific products.
Collect both quantitative and qualitative company background information.
Activities of the December 1985 and March 1986 missions are summarized as follows:

Companies Visited Persons Met Documents Procured Round Table Discussions Government Meetings
-111-
December 1985
22 93 69 4
13
Discussion of Analytical Methodology
March 1986
31 103 103
o 4
ANNEX 13 Page 2
Total
53 196 112
4 11
Mass i~formation was collected, not only from documents procured but from team members' notes. In order to be meaningful, it was necessary to summarize and synthesize the information.
The team developed a variety of formats to organize and perform data management and analysis tasks. The methodology used and the basic formats developed to synthesize the data are described briefly below:
1. Process technology, production mechanization, manufacturing comparisons
2. Profile, capacity, investment guideline
3. Graphical charts, ~ajor process steps versus level mechanization
4. Specific product cost information
s. Ranking of the companies visited
This information, integrated with business, policy, governmental, and general information, provided the basis for conclusions and recommendations.
Process Technology, Production Mechanization Manufacturing Comparison. This format presents a discussion of the process technology used in India to manufacture that component. It discusses make/buy materials and components and fabrication operations. It then relates international manufacturing process technology; briefly discusses production mechanization; briefly comments on manufacturing cost; discusses automotive technology improvements investments required in India; and briefly compares process and manufacturing in India with international levels. •
Profile, Capacity Investment Guidel.ine. This format briefly presents the profile; number of companies producing a component; assessment of the future needs based on review of ACMA data; the growth trends and after-market data; thoughts relating to strategy improvements; the industry's p."oposed capacity, investment guidelines and expected results.
-112- ANNEX 13 Page 3
Graphical Charts, Major Process Steps Versus Level of Mechanization. Graphical charts were developed to display India's position by process step relative to that of international levels (see Annex 14). The figure's vertical axis shows major manufacturing process steps for a particular component. The horizontal axis shows on a scale of 1 to 5 various levefs of technology or mechanization available from manual to highly automated state-of-the-art.
For each manufacturing process step, three codes were used: (1) India's current position of the best technology industry-wide; (2) India's export position to control cost and quality productivity; and (3) the use of mechanization by large scale international manufacturers. Review of these figures will project the major gap in the process step, and the figure indicates where improvements will be needed to achieve improved levels for export. These charts support the analysis on the product profile and capacity investment guidelines. Estimating industry deficiencies, they can also be used as an aid in providing guidelines to staff of financial institutions who review company projects to obtain loans.
Specific Product Cost Information. Formats were developed to compare product cost information for India versus the world. This data was then summarized into a format to measure differential costs in India and estimates of international costs. The specific details are not provided in the report due to the competitive nature of the information, but conclusions have been drawn from the information developed in this format. The cost data was sub-divided into materials, labor, overhead, and profit and was used as an additional guide in compaTing India to international levels.
Ranking of Companies Visited. To assess the relative status of companies visited, a ranking of these companies was developed. This was based on quantitative and qualitative information, along with the team's judgement and experience, and was used as a guide to indicate the best available examples in India.
B. PROCESS TECHNOLOGY, PROFILE AND INVESTMENT GUIDELINES
I. PISTONS/RINGS/PINS
India's Manufacturing Process Technology. The manufacturing technologies of pistons, piston rings and piston pins are similar to those of large scale world class companies. Raw materials purchased for manufactur~ng include aluminum and steel billets, silicon, chemicals and gases, for plating and hat treating. Very few components are required: consumables, lock rings, packaging materials. The manufacture of these components requires high technology, and high capital investment is required to assure product quality.

-113- ANNEX 13 Page 4
Key manufacturing operations include: preC1Slon machining, special purpose machining, foundry (both ferrous/irons), non-ferrous aluminum, hot forging plating, precision grinding, precision honing assembly operations specialized test equipment, packaging. Tooling capability is a key technology used in the manufacture of these components.
International Manufacturins Process Technology. Large scale manufacturers use similar technology in the casting and rough machine of these components. However, they manufacture in larger volume quantities, and the level of mechanization is semi-automated and automated scale. Machining operations in many cases are performed using interlinked transfer lines with electronic gauging at each process step to assure quality.
Pistons and piston pins are graded by using automatic systems testing equipment, which is mostly electronic, computer controlle~ and more sophisticated than that found in India. Special purpose flexible machines are important in performing many of the specialized operations required on the piston components.
Production Mechanization. As discussed in the paragraphs above, the level of mechanization in India is below that of the large scale manufacturers, although the process steps and precision requirements are similar. An important difference is that the large manufacturers ensure, through the use of elec~ronic gauging, appropriate quality at each process step as well as at final inspection.
. As a general comment, the machinery for these components establfshes
the quality and productivity rates·of a production plant. Therefore, it is important to train workers highly in knowledge and set up of the machinery to maintain productivity efficiency.
Manufacturing Cost. The cost of raw material is very important to the manufacturing cost of these components, as scrap materials can be remelted and r.e-used. Indian manufacturing costs range from 1.33 to 1.52 of international levels for four-wheelers products.
Automotive Technology. Piston, piston ring and rod manufacturing is in a high technology category. Only a handful of these specialty companies worldwide supply these components to OEM and after-market needs. Because these components are an integral part of the engine, which is very costly to repair if a defect is detected, OEMs are conservative in accepting new supplier companies. Heavy duty trucks take five to seven years to qualify to supply such components to OEMs. In those cases materials, processes, manufacturing equipment, policies and practices must be qualified by OEMs.
In the last five years, more analysis and testing in combustion technology has taken place than ever before in the history of the automotive industry worldwide. With the use of computer technology and sophisticated test systems, major improvements in combustion chambers and their components are being
-114- ANNEX 13 Page 5
defined. The result has been new materials t shapes "and hybrid configurations being used for pistons; liners and cylinder heads. These wilt have a major effect on conventional piston design in the future. The results will mean more complex shaped pistons t hybrid materials (such as ceramics fused to aluminum) and many other composite materials under conaideration. This means piston component manufacturers must have strong engineering, tooling, and materials development capabilities, as well as flexible use of the manufacturing facilities.
Process and Manufacturing Comparison. As described earlier t the manufacturing process technology is similar to large scale world manufacturers in manufacturing piston components. The major gap in India, however, is in testing equipment at individual machines as well as final testing. Other gaps are in material handling and flexible special purpose machinery.
Profile. The manufacture of pistons and piston rings is in the high technology category, and precision machinery and fabrication operations are required. Seven to nine companies are operating, in which three to four have volume production. India Piston is in the process of a modernization program, and Shiram Pistons requires a modernization program.
Future Needs:
• Two modern plants, each capable of producing world class, quality and cost levels for passenger cars and trucks;
Two plants. capable of providing smatl:er products for two-wheel vehi"cles;
• Ideally, the facilities would be equipped with aluminum die cast foundries, but separate modern foundries would also be adequate.
Strategy. These high technology components require high capital investment in foundry, machining operations, special purpose machinery and testing capabilities. Good engineering, process technology and modern precision CNC machinery are key to success.
Current participants understand the requirements, but must invest in modern machine tools to assure quality and the close tolerances that are required. Only a few companies in Japan, the U.S.A., and Europe support the total needs of the industry. These companies are typically full product line suppliers (i.e. they would produce these components across all industry sectors). Existing manufacturers should be encouraged to modernize or build new plants.
Proposed Cap~city. Maximum of three to four modern plants producing at capacities of 5 million units for pistons and pins; 20-30 million units for piston rings.

-115- ANNEX 13 Page 6
Estimated Investments. Modernize, or build new plants -- $50-60 million.
Investment Guideline
• The industry requires modern non-ferrous foundry equipped with electric furnaces, automatic or semi-automatic equipment to meet, hold and pour metal for c~stings;
• Unloading, degating, trimming operations should be semi-automatic type equipment;
• Machining operations equipment should be high preC1Slon, CNC type, and equipped with automatic gauging for both tooling and product evaluation. The machinery should have capability for multiple load and unloading whenever possible;
• Testing is performed at various stages in the fabrication and finishing operations of these components. Testing equipment is key technology and shouLd not be operator dependent. Engineered work stations and modern go/no-go fixturing should be utilized.
Expected Results:
• Two moderpized plants capable of supporting domestic industry volume needs;
• Precision CNC machine tools and special purpose machines and testing equipment providing quality precision components for domestic OEM and aftermarket industry sectors;
• Quality established by precision should allow suitability for export potential.
II. CARBURETORS
India's Manufacturing Process Technology. Manufacturing operations are similar to those of large scale companies for finished products. Raw materials and components purchased for manufacturing include aluminum, zinc, brass, plastic and rubber; components include gasket materials, fastener hardware and bushings. The key manufacturing processing includes: die casting zinc and aluminum, machining, stamping, precision drilling, sub and final assembly, testing and packaging. Precision tooling for die casting is an important part of the business.
International Manufacturing Process Technology. As discussed above, the manufacturing processing used in India is similar to that used by large

-116-ANNEX 13 Page 7
scale manufacturers. However, their scale of manufacturing is higher. Precision near net shape casting is used to minimize finishing operations and material efficiency. Machining is through use of high speed special purpose machinery. Sub assembly operations use semi automated and low cost automation to produce small parts at high speeds. Testing operations are performed on mUltiple station machines. Packaging of carburetors for OEMs is by use of bulk pack reusable containers, and for after-market is organized on semi automated packaging lines.
Production Mechanization. The die casting operations in India are similar to those of world class manufacturers. However, world class manufacturers use robot piCk and place devices to remove parts and place them directly on trim processes. Machining operations require precision turning machinery, and world class manufacturers use computer controlled and multiple ganged parts to improve production rates, whereas India is using conventional machinery. Precision drilling is similar with the exception of auto/load/unload devices used by large scale manufacturers. Sub and final assembly of the carburetors in India are through work-work stations connected to a main line and have less jigs and fixtures to support operations than large scale manufacturers.
Automotive Technology. By the end of the decade, almost the entire new passenger-car fleet will use single or mUltiple point fuel injecti~n systems, Obsoleting the traditional carburetors. World class manufacturers 1.0 longer invest in their carburetor plants, but invest heavily in technology transfer to fuel injection systems. The obsolescent equipment and machinery used by international manufacturers of passenger car carbure~ors may allow some potential deals on the used equipment market. However, equipment should be tailored, to be used to manufacture two-wheeler carburetors which require smaller size machines than those used for larg~ passenger car carburetors. This equipment should be compared to companies in Japan and Italy specializing in two-wheel carburetor technology.
Mopeds, scooters and smaller size motorcycles will be the m~jor markets for iuture carburetor products, and Indian manufacturers are well positioned to serve this market, but must improve product design for improved emissions and fuel economy.
Profile. Among eight carburetor manufacturing companies, two key companies--Carbu~etors Ltd. and Escort Employee Ancillary were identified. Current carburetor requirements are 0.2 million units for cars and LCVs; 1.5 million for tw,- and three-wheel vehicles. Estimates for 1990 requirements are 0.25 million for cars and LCVs; 2.2 million for two- and three-wheel vehicles. In addition, after-market volumes are estimated to be 20% of registered vehicles.
Future Need. The major trend of the world for passenger cars is to obsolete carburetion in favor of fuel injection by end of the decade. Heavy duty trucks and tractors are equipped with diesel engines and don't use

-117- ANNEX 13 Page 8
carburetion. Therefore, any investment for this component should be direct~d dt carburetors for the two- and t-hree-wheel industr;( onl;(o -.--
Strates;(:
Employee Ancillary Ltd. to be used as a model for an effective modern approach using minimal space, good layout, effective level of mechanization, and capability to provide (with two lines) 75,000 units annually;
• Carburetors Ltd. has capability, but requires improved layout and mechanization;
• Rationalization of other manufacturers is required (i.e. some who tailor components to two-wheel industry should have capability to supply after-market to others who should exist in the industry).
Proposed Capacit;(. Expansion of capacity of existing supplier companies--Carburetors Ltd. and Escort Employee Ancillary (EEA)--would provide for domestic OEM capacity requirements. EEA should be capable of providing both quality and cost to export and earn foreign exchange. These two companies, plus a third company specific for two-wheelers, and an additional one to su?ply passenger cars after-market until product phase-out, should fulfill IDI,rket requirements. ~
Estimated Investments:
• Expand capacity for 'two plants = $3-5 million each
Modernize Carburetors Ltd. = $2 million
• Improve companies supporting after-market until phase out ~ $1 million: = $2 million
Investment Guidelines:
• Use Escort Ancillary as model:
- Minimal space - Highly effective CNC control machining systems - Well engineered assembly work station - Effective test equipment
Assure capacity expansion meet~ above criterion as minimum;
Non-ferrous foundry operation should be at same site.
-118-
Exp~cted Results:
ANNEX 13 Pa~e 9
• Two effective facilities capable of manufacturing at low cost high .quality products for the two- and three-wheel domestic OEMs' needs and export to earn foreign exchange •
• Two traditional plants to support after-market until passenger cars carburetion phases out.
III. RADIATORS
India's Manufacturing Process Technology. Radiators in India are manufactured by the small scale industry. The licensed capacity is small: 36,000 units annually. The level of mechanization is very low and labor intensive.
The raw materials purchased for the manufacture of radiators include brass strip, copper strip, solder, braking materials, acids, and alkalide cleaners; components. include castings for large radiators, valves and plugs. Key manufacturing operations include stamping, finning, tube forming, brazing, sub and final assembly, washing and leak pressure testing, painting end packaging.
f Due to the ;:.:.ze differences, the truck and tractor is separate from the passenger car operations subsequent to the fabrication steps. Radiator cores are fabricated with major components such as: headers, upper and lower tanks, side plates, plugs and caps in various shapes and assembled to a completed radiator~
International Manufacturing Process Technology. Large scale manufacturers of radiators operate at fabrication and as&embly levels of 8. to 10 times those used in India. The manufacturing steps are similar for radiators with copper cores and brass tanks.
A major trend in the manufacture of aluminum radiators is using plastic upper and lower tanks. Another technology trend is to use copper core with plastic upper and lower tanks. The manufacturing process for these two technologies will be different from the stated copper core with brass upper and lower tanks. Currently, India does not have the manufacturing capability for components using these particular technologies.
Production Mechanization. The level of machinery and equipment currently used by India1s radiator manufacturers is too low to produce con5i~tent quality and meet cost and productivity levels of international manufacturers.

•
-119- ANNEX 13 Page 10
Automotive Technology. Radiator technology is moving rapidly. As pointed out earlier there is a major movement towards aluminum or copper core radiators using plastic tanks.
In addition, the shapes of cars are changing to meet the improved coefficient for aerodynamic drag, which reduces traditional space available for radiators. Because the radiators are becoming more complex in shape requiring more investment in tooling, the traditional manufacturing processes are being upgraded to produce at larger volumes, extensively use programmable control and interlink process steps.
Process and Manufacturing Comparison. As pointed out above, major gaps in radiator manufacturing between India and world. Domestic product, process and manufacturing tecl,nology must dramatically improve to make the operation viable.
Profile. Radiators in India are manufactured by the small scale industry. Sev~~ companies are licensed and producing small quantities. The current larger volume producer is India Radiators, and its technology and plant are not geared toward cost effective and controlled manufacturing cost •
. Future Need. It will be difficult or virtually impossible for current India radiator manufacturers to compete with large scale world class manufacturers .using ~xisting facilities.
India's two-wheel industry, one of the best potentials for high volume manufacturing, does not require radiators to support those products. The outlook for heavy duty vehicles and tractors is 250,000 to 300,000 units. After-market requirements are on the order of 10%-20% of registered vehicles •.
Strategy. Concentrate on radiator manufacturing for trucks, buses, tractors, heavy duty military vehicles. These radiators are labor intensive components and should provide a cost advantage when effective facilities are employed. One high volume state of the art passenger car/moderate volume passenger radiator manufacturing plant is required to support domestic requirements. India should not mount efforts for export of passenger car radiator products, but should provide for product diversification by expansion. Heavy duty manufacturing to other heat exchange systems are required on heavy duty vehicles (i.e charge coolers, air coolers).
Proposed Capacity. One to two modern moderate plants to produce radiators; one primarily for trucks or passenger cars; a truck line flexible to build seven models--capacity 300,000-500,000 units; a passenger car line should have capacity of 300,000-400,000 units annually. Small scale companies specialize in after-market requirement.

-120-
Estimated Investment:
• Build a modern new plant = $6-8 million
ANNEX 13 Page 11
• Modernize one to two existing plants = $2-4 million each
Investment Guideli~es. One new plant should be oriented toward efficient heavy duty vehicle radiator manufacturing. The plant should be equipped with (i) a modern layout with appropriately engineered work stations supported by jigs and fixtures; (ii) semi-automatic pressure tests work stations (go/no-go type); (iii) stamping operations supported by coil strip; (iv) fees and progressive die tooling to result in finished parts in one set-up; (v) a fully automatic tube mill for tube forming and finning operations; (vi) brazing, forming sub and final assembly operations which should use grouped machines or rotary index machines when possible; and (vii) modern painting and packaging operations.
Expected Results:
• A modern medium to high volume plant capable of producing radiators for heavy duty vehicles, allowing India to produce heavy duty radiators at a cost and quantity to earn foreign exchange from third world nations and the Asian market.
• The passenger car radiator plant should produce quality radiators and cores for t~ domestic market.. It is not expected that export would be the goal of .this plant, but rather to support both OEM and after-market with quality service parts.
• Opportunities would still exist in the domestic after-market for one to two small manufacturers willing to upgrade their capabilities.
IV. WATER PUMPS
Profile. Two of several companies (Auto LEC and Carburetors) that manufacture water pumps have the majority of ma~ket share; another currently exports 20% of its turnover. Currency volumes are 0.5 m units, and estimated volume requirements for 1990 are 0.7 m units.
Future Need. Water pumps are required for passenger cars, trucks and tractors, but none are required for two- or three-wheel vehicles. Volume requirements are on the order of 0.5-0.6 million for OEM needs and 20% for after-market, or 0.2-0.3 million. A wide variety of models is required for the after-market. Two companies with modern facilities can supply after-market demand requirements.

-121-
Strategy:
ANNEX 13 Page 12
• Encourage industry to invest in two modern plants available to support OEM's demand for water pumps for passenger cars and trucks.
• Encourage two suppliers to improve current plan~s to produce a variety of models for after-market.
Proposed Capacity:
• Two modern plants with a capacity for 0.15-1.0 million units each to provide for domestic OEM demand plus export to earn foreign exchange.
• Two plants to provide quality and moderate cost components to support after-market.
Estimated Investments:
• Modernize two plants @ 1-2 million units} } = $3-5 million
• Improve two plants @ 0.5 million units }
Investment Guidelines. Perform feasibility study to identify quantum improvements required; invest in one machine tools to replace aged machinery; iprove material handling devices; improve sub and final assembly operations by adding engineered work stations for jigs and fixtures; and upgrade test fixtures to at least the semi automated level of mechanization.
Expected Results:
• Two supplier companies capable of producing quality and cost effective components for OEM demand plus export to earn foreign exchange.
• Two supplier companies with improved facilities capable of producing quality and moderate cost components to meet after-market demand.
v. FRICTION MATERIALS -- BRAKE AND CLUTCH
India's Manufacturing Process Technology. The raw materials purchased for the manufacture of brake and clutch friction materials in India a~e 15 to 20 different chemical ingredients, including resins, asbestos and fillers. These materials are received in bags and barrels. No bulk material shipments. The materials are stored on the manufacturing floor until usage.
Each company has formulations suitable to customer needs which use various volumes of ingredients to make up a formula. These formulas are ~roprietary and are the black part of the business. The formulations are
-122-ANNEX 13 Page 13
blended and mixed, pressed into preforms, moulded, cured. Then machining and finishing operations, including cutting, grinding, drilling and bonding, are performed. In most cases, painted steel is purchased from outside companies, which is assembled on the friction material or integrally molded. Assembly testing and packaging operations result in finished disc segments and block components. These components are delivered to other ancillaries or OEMs, who further assemble them into a break system.
International Manufacturing Process Technology. Large scale international manufacturers of friction materials manufacture eight to nine times daily and annually the volume level of Indian manufacturers. However, the manufacturing processes used are similar. In many cases, the world manufacturers' are more backward integrated (i.e. they manufacture the resins used in the formulations and assemble the friction material to the steel at the same plant. A broader range of techniques are used to connect friction m~terials to the steel, a mixture of riveting, adhesive bonding, or integral molding joining techniques are used). In the USA, non-asbestos formulations have been in modest production for more than five years, and the trend is to have all non-asbestos material for new vehicle brake systems by the end of this decade.
Several molding options are available and used. They include cold mold, flash mold and high pressure mold. There is no clear winner of these mold technologies; however, the cold mold process does not satisfy performance criterion for all product categories.
Jigs and.fixturing, good material handling devices and performance test equipment are required to support factory operations.
Production Mechanization. The level· of machinery and equipment mechanization in India is typical of that used by a medium volume manufacturer. As a general rule, increased manpower and lower throughput rates prevail in India when compar~d to international rates for machining, inspecting and packaging operations. In some cases, they range from being equal to India, to being three to four times the' rate of India. India has a good opportunity to achievp. international competition in these components.
Automotive Technology. Friction material technology for automotive application is changing from past practices. In the past, both front and rear wheel brakes were 100% drum type. TOday's trend is to have disc brakes on the front wheels and drum brakes on the rear wheels. An exception is that luxury or high performance cars have disc brakes on all four wheels.
Joining brake friction materials to steel is done by three different molding processes: (1) riveting; (2) adhesive bonding; and (3) integral molding. To improve disc brake performance, the trend is to use the integral mold process. This trend will add to the complexity of tooling and steel shapes, which will have a tendency to eliminate small manufacturers. In the drum brakes, both riveting and adhesive bonding are used extensively--one not apparently superior to the other. Integral moldings are under investigation.

-123- ANNEX 13 Page 14
The majority of future passenger car~ are front wheel drive, in which 85% of the braking will be on the front brakes and 15% on the rear brakes. This will mean increased replacement of disc brakes and minimal replacement of drum brakes in" the future. As a result. brake systems components have been subjected to higher operating temperatures, and traditional components require improvements. The trend toward caliper brakes (disc brakes) is apparent on larger two-wheel vehicles-motorcycles to improve brake systems and other twowheel vehicles ~n a smaller size basis.
The future trends by OEMs in passenger cars, trucks and buses are many. To name a few: (1) improve brakes systems through use of automatic braking systems (antiskid), which use more electro mechanical and electronic components; (2) reduce friction of brake systems to assist fuel economy improvements; (3) increase the speed of operation of brake systems to support use of ASS Systems; (4) use only non asbestos brake friction materials; and (5) improve overall cost, quality reliability of brake systems. Large international manufacturers are currently investing heavily in machinery and equipment to support such improvements. These ir.~~stments range in the order of $5-20 million per manufacturer, which are in addition to investments of 5% of sales to improve quality and product.
Process and Manufacturing Comparison:
• In the brake friction ma~erial manufacturing process, India uses a similar process, but in some cases a lower level of mechanization (for instance, mixing batch sizes in the order of 400 to 600.pounds compared to that of a large scale manufacturer of 3,000 Ibs per batch). In many cases, the mix size machine is by the same manufacturer as the one used by the large scale producer;
• Pre-form operation rates in India were low, and manufacturers should improve through investment;
• Molding operations were similar;
• In most cases machining, inspecting and testing operations were well below medium volume manufacturers' rates. Investment and improvement is required. Figures present an overview of where gaps exist.
Profile. Out of seven companies licensed, five are operating plants. Effective companies manufacture both brake and clutch friction and block materials; all companies operate at volume levels below world scale companies. Abex and Rane, two companies that manufacture at a low volume compared to world class, are reasonably equipped and use effective pollution control equipment. Ferrodo is a large company with an older facility and uses an old technology approach. Two companies are building new plants, which were not seen, but indicated that they are not stretch planning ~o implement modern systems.
-124-
Future Need:
ANNEX 13 Page 15
• Two modern plants capable of producing 10 tonnes per annum at world class quality and cost levels.
• Two companies. to modernize existing facilities to provide domestic after-market at capacity.
• All units must build into facilities capability to provide integrally molded disc brakes using asbestos and/or non-asbestos type friction materials.
Strategy:
• Two new plants not viewed must be reviewed to determine strengt~s/weaknesses.
• Encourage second new modern plant investment for full product line supplier. This could be Abex, Rane, Brakes India or a new company.
• Must move toward larger scale manufacturing.
• Hindustan Ferrodo, an older plant 'using older technology, must improve. Could be after-market supplier •
• ' All companies require strategy for implementing disc brake and nonasbestos products on larger scale.
Proposed Capacity. Two modern plants delivering 20 tonnes p.a. of quality and cost effective brake and clutch friction materials for export.
Estimated Investments:
One modern new plant Upgrade one modern plant Modernize two existing plants
$15-20 million } $ 5-10 million } $26-38 million $ 6-8 million}
Investment Guideline: New Plants. New modern plants should be state of the art plants with flash and high pressure mold capability, capable of producing both disc and segment block clutch friction materials.
The modern new plant layout will require adequate pollution control devices for both the plant and workers. Plants should be equipped to produce integrally molded disc brakes and in-house manufacture of resin materials. The plant must be supported by a development center and product engineering and testing capabilities. The plant will also be capable of producing products uSlng non-asbestos friction materials.
Modernizing Plants. A feasibility study is needed to define key improvements needed to upgrade existing plants. Improvement of the layout and

-125-ANNEX 13 Page 16
processes of the plants would result in logical process flow. Major improvement is also needed in the engineered work stations and material handling devices.
Expected Results. Quality products for domestic OEM and after-market, as well as strong potential for export and foreign exchange earnings.
VI. STEERING GEAR/TIE ROD END
India's Manufacturing Process Technology. The raw materials purchas~d for the manufacture of steering gear and suspension components are forgings, castings and rod stock. In addition, small components (i.e. springs, slugs, . rubber cups, nylon rings) are purcha~ed from domestic and imported sources. Major manufacturing operations include various forms of machining: (i) gear cutting operations include hobbing, shaping, grinding; (ii) shaft operations include turning, grinding, threading; (iii) housing operations include facing, drill and tap, mill. The machine parts are processed through heat treatment and grinding operations. They are then assembled into component steering gear boxes, tie rod ends, or tie rod assembled. Testing and packaging operations complete the manufacturing process. The process requires a medium duty machining facility capable of close tolerances and metallurg~cal heat treating. The quality of the components is controlled by the machine tools and the heat treat-ment cycle. .
International Manufacturing Process Technology. Manufacturing tech-'nologies are similar but larger in scale. Induction hardening is used extensively; multiple handling of parts is done less extensively. Machine tools are equipped with automatic gauging and utilize automatic loading and unloading capabilities.
Production Mechanization. CNC machinery is used extensively to improve productivity and control quality of setups. These products should have the potential of achieving international levels.
Automotive Technology. Steering gears technology is under review, and major OEMs are developing various types of electric power steering systems to eventually replace hydraulic power steering systems for passenger cars and trucks. The driving force behind this is to reduce energy requirements and improve fuel efficiency. First production applications of electric power steering are expected to be on prOduction models in 1987. This technology will be the forerunner to eventual integration of steering and suspension systems. Steering linkage components are all of the advanced greaseless types, and similar technologies are used in the manufacture of these components.
Process and Manufacturing Comparison. The main gap in manufacturing in India lies in the fact that India is not equipped with state of the art machine tools using electronic gauging.
•

..
"
-126- ANNEX 13 Page 11
Profile. Out of six licensed companies, three ere not in operation. The remaining three companies--Rane, XLO India Ltd. and ZF--share steering. Many companies are registered to manufacture suspension parts (such as tie rod ends and drag links), but one company, Rane, has greater than 90% of the market share. At least one company is investing in the purchase of CNC machine tools to support their operations. Additionally, it will be important to also invest in improved electronics gauging to assure quality, as well as and the latest machine tools which will assure productivity goals are achieved.
Future Needs:
• Two modern new or modernized plants capable of producing 1-2 million units per annum of tie rods and 0.2-0.3 million steering gear units per annum. These plants should be capable of producing at quality and cost levels to export and earn foreign exchange.
• Two plants to improve to a level to be capable of supporting domestic OES and after-market.
Strategy:
• Build upon Ranets capability as an effective medium/large producer; .. • Encourage a second existing company or new entrant to build a new modern
plant to assure appropriate competition for OEM's business • .
• Encoprage two smaller companies to improve operations to produce for after-market low volume components.
Proposed Capacity:
Two modern plants with capacity of 3.0 m:llion units per annum. Each would provide high quality, low cost components for domestic OEM, and capability and capacity for export provided high quality, low cost components are manufactured.
• Two improved plants for domestic OES and after-market will assure quality components are supplied to the after-market.
Estimated Investments:
Two new or modernized plants: Improved plants
Investment Guidelines:
$4-10 million each $2-3 million each
Feasibility study needed to identify strengths and weaknesses of existing plants--Rake and XLO.

-127-ANNEX 13 Page 18
• Invest in modern (CNC) machine tools to replace AGEO machinery at ratio of one new machine per three to four older machines.
• Improvements in layouts, work stations, jigs and fixtures.
Expected Results:
• Two modern plants capable of supplying OEM domestic requirements at high quality and lower cost. Achieve quality level to export and earn foreign exchange.
• Two improved plants assuring after-market quality components.
VII. WHEELS/WHEEL RIMS
India's Manufacturing Process Technology. Wheels are manufa~tured by the major supplier who has greater than 80% of the market share, in India. The raw materials purchased for the plate steel, coil strip steel, paint materials and machinery consumables. These material. are purchased from both domestic and foreign sources to support the manufacture of wheels. The major manufacturing process operations are stamping (press work), various types of forming and sizing operations, either by cold or hot forming, heat treating operations, hole drilling, welding, polish~ plate, paint~ inspection and packaging. Wire wheel manufacturing includes fabrication of spokes and assembly operations in addition to the stamping, forming and heat ~reating operations described above.
Interlinked mechanized lines perform the 15 to 30 operations required to manufacture a wheel. The scale difference size of wheel and thickness of Jteel used between passenger cars and trucks and tractors requires that separate manufacturing lines be established. Other off-line supporting process operations are blanking and forming.
India is only recently converting from tube to tubeless tyre/wheel technology and development activities continue towards the tubeless approach.
International Manufacturing Process Technology_ The process of manufacturing the spider and rim type product is similar to the one used in India; however, typically the production rates of the lines are twice that seen in India.
Another i~portant trend is manufacturing wheels using the zinc or aluminum die-casting process. India does not use this technology.
As in India, tooling is an important part of the business, so investments in GNG-controlled machinery and electric discharge machining (EDM) are significantly used.
•

•
•
-128- ANNEX 13 Page 19
Press lines for stamping operations use automatic blank feeding, automatic material handling and pick and place devices to automatically transfer components between press operations. In many cases, they are equipped with automatic quick tool changing capability.
Heat treating operations are performed in continuous flow furnaces. Various types of painting systems (i.e. dip, powder paint, epoxy) are applied with electrostatic high efficiency equipment with quick color change capability. A range of types of plating are used. Both the irridating clear and color Annodizing processes are used for aluminum.
Production Mechanization. The level of mechanization of the interlinked lines by large scale manufacturers are similar, but more than twice the rates found in India. Interlinked press lines equipped with quick change tooling and programmable controllers for diagnostics are often found.
Welding lines use automatic power and three conveyor systems to transfer and index wheels. For welding operations, painting and heat treating operations are a continuous flow.
Automotive Technology. "The technology in the manufacture of wheels varies widely on a world wide basis. They range from the traditional rim and spider designs to gravity low pressure and centrifugal casting to rim and spoke designs. New light weight aluminum materials are currently used and magnesium and other composite materials are under investigation. No one method or material type appears to be superior, but for passenger cars the trend is towards annodized cast aluminum. Rim and spider type design wheels are for trucks. Large international manufacturers continue to invest heavily in both process technology and new equipment to upgrade the wheel manufacturing processes. These major manufacturers are implementing a higher level of material handling and inspection equipment to. assure product quality.
Process and Manufacturing Comparison. Although the basic manufacturing process of interlinking machinery is similar for rim and spider technology, the line rates in India are half of that of major world manufacturers. The equip~ent appears to be oversized, which indicates the lack of tuning requiring additional space and energy usage. Material handling equipment outside the interlinked lines is minimal and most movements are manual. Press lins are not interlinked and material handling is excessive •
The capacity for casting of wheels and alternative materials (i.e. aluminum) does not exist.
Profile. Three companies are 1n operation, of which Wheels India maintained 68% of the market ~hare. Current volume is in excess of 5 million units. The estimate for 1990 is 7.6 million units to supply all vehicles. After-market possibilities, assuming wheels replacements on 5% of all existing vehicles,

-129- ANNEX 13 Page 20
would then amount to 0.5 million units. These components have high material content in which India is not competitive.
Future Needs:
• For 1990, wheels for heavy duty trucks and tractors are estimated on the order of 2.8 million units; wheels for two- and three-wheel vehicles, 4.8 million units;
• The process of manufacturing wheels for passenger cars and heavy duty vehicles is highly mechanized and requires high capital investment;
• Various wheel technologies being pursued for passenger cars'; these include aluminum casting. No such' cgpacity is currently available in India;
• The major share of two-wheel spoke-type vehicle wheels are currently provided by OEMs. Most likely, motorcycle wheels in the future will be aluminum die-cast and will need to be manufactured locally only.
Strategy:
• Encourage the main domestic firm, Wheels India to modernize their existing plant or build another new plant to produce high volume commercial vehicle wheels;
• Promote establishment of another new plant by an existing or new entrant company in wheels manufacturing. This will allow for competition and additional volume capacity to meet future heavy duty vehicle needs.
Proposed Capacity. Two modern plants capable of producing at 1.0-1.5 million units capacity, each providing for OEM's requirements. Wheels India, the existing plant, or other current manufacturer plants can serve after-market requirements.
Estimated Investments:
Two new modern plants = $12-15 million} } $26-34 million
Modernized Plant = $2-4 million }
Investment Guidelines:
New Plants -- To produce wheels for commercial vehicles:
• Modern in line integrated capability using semi-automated level of mechanization;
• Press lines should be transfer progressing die-type with automatic tool change capability;
•

-130- ANNEX 13 Page 21
• Semi-automated material handling and automated storage and receiving system (ASAR);
• Must produce tubeless tires.
Existing Plant. Feasibility study must be undertaken to define strength& and weaknesses of existing plant, both relative to domestic markets and international after-markets:
• Prepare for tubeless tires; • Improve painting and material handling; • Evaluate aluminum casting manufacturing for passenger car wheels.
Expected Results. Two modern plants capable of the fol~owing: (i) serving domestic heavy duty trucks and tractors, (ii) exporting and earning foreign exchange, and (iii) creating a competitive atmosphere with the tpird modernized plant and supply quality OEM and after-market parts in sufficient quantity_
VIII. SHOCK ABSORBERS
India's Manufacruring Process Technology. The raw materials purchased for the manufacture of shock absorber components in India are steel tubes, rod stock and components (i.e. rubber seals, springs and fastener hardware. The various fabrication and machining operations required for tube and piston components include plating operations for pistons, various welding operations, sub and final assembly of 25 to 35 components, pretreatment and painting, testing and packaging operations.
International Manufacturing Process Technology_ Large scale international manufacturers of these shock components operate at annual and daily capacity levels of up to 10 to 12 times that of India. The process they use to manufacture is similar. However, the manufacturers' operations are integrated more backwardly and provide more value added (i.e. instead of purchasing steel tube stock, they purchase coil strip roll form, seam weld and cut to length in high speed automatic tube mills). Pistons are fabricated from coils of rod stock drawn to appropriate diameters and automatically cut to size, purchased components (i.e. springs) are manufactured in-house through use of high speed spring winders, and'fastener hardware is purchased on a commodity basis.
Production Mechanization. The level of machinery and equipment mechanization in India is typically lower than that of the large scale international manufacturer. As a general rule, in India more manpower and lower throughput rates prevail. When compared to international levels for process and assembly operations, in some process steps, international prOduction rates on range from being equal to India to eight to nine times that of I~dia.

-131-ANNEX 13 Page 22
Manufacturing Cost. Comparison of the level of international manufacturing costs with those of India indicates that direct labor costs are close. In India, lower wage costs are offset by lower productivity levels; at international levels, higher wage costs. Material costs are of the order of two times higher. India's overhead costs are slightly higher, resulting in an overall higher cost of the component of 5-10% of that of international levels. These component a have good potential to achieve international competitiveness.
Automotive Technology. Automotive product technology related to suspension system components is expected to change rapidly. A major move to front wheel drive automobiles has resulted in the use of Mcpherson Struts for the front Wheels of passenger cars and light trucks. More sophisticated gas shocks to work in conjunction with electronic suspension systems are proliferating. Gas shocks or Mcpherson Struts are not being manufactured currently in India. These technologies will take time to proliferate to 'trucks and other vehicles. Large international manufacturers are investing at the rate of 5% of sales annually in machinery and equipment, as well as establishing 'objective productivity and cost reduction of overhead without major capital investment.
Process and Manufacturing Comparison. A process and manufacturing gap lies between I~dia and international levels. At this time, India cannot be expected to reach the levels of large scale international manufacturers. However, annual investments must be committed to each level that will provide consistent product quality and better productivity. The table given below ind~cates where these are most deficient:
Manufacturers
Gabriel Escorts Hydraulics New Company
(Stallion)
Estimated % Market Share
45 33 20 o
Manufacturing Capacity (Millions/Units)
2.0 1.6 1.5 1.5
6.6
Profile. Three of the seven companies operating supply the major volume, and one new intrant should start operations in 1986. The volume for OEMs in 1984 was 4.2 million units; the estimated volume for 1990 is 8.1 million units; after-market possibilities appears to amount to 3-4 million units.
"
..
I ..

-132-
Future Needs:
ANNEX 13 Page 23
• India should have two modern plants capable of producing 5-6 million units per annum, each at world class quality and cost and, theref~re, capable of exporting.
• Two existing companies should modernize facilities to provide domestic after-market at current capacity of 2.0 million units each.
• All units should, however, adjust facilities so that they can produce gas shocks and Mcpherson struts, in addition to the oil filled type.
Strategy. Since one modern plant should be in place in mid-l986 (Stallion), establishment of a second new modern plant should be encouraged. New investment could be that of Hydraulic, Gabriel, Escort or a new competitor. Also, Stallion should be encouraged to backward integrate by adding a high speed tube mill with sintering mold capability.
Proposed Capacity:
• Two modern plants capable of producing 5-6 million units at cost and quantity and exporting 10-12 million units/annum;
• Two modernized companies capable of providing su~port for 2 million units, as well as providing 4 million units/annum for the domestic indus~ry~
Estimated Investments:
One modern new plant Two Phase II additions (new plants) Modernize three existing plants
$18-20 million } $8-10 million each} $40-48 million $6-8 million total}
Investment Guideline: New Plants. State of the art plants, tube mill, and capability for export, sintering, oil production, gas shocks, and Mcpherson Struts.
Modernize Plants. A feasibility study will be needed to define key improvements to be brought to existing facilities. Among major needs are:
- Improvement in plant layout and process;
Major improvementment in sub and final assembly engineering work stations and space for operation;
- Improvement 1n semi-automated paint systems;
- Replacement of key machine tools.

-133- ANNEX 13 Page 24
- Procurement of machinery to manufacture gas shocks and Mcpherson Struts;
- Improvement of grinding, testing equipment.
Expected Results:
• Two new modern plants with the capability to export and earn foreign exchange, in addition to creating a competitive atmosphere in supplying quality OEM parts.
Two upgraded plAnts primarily aimed at quality after-market parts for domestic market and OES parts. Lower investments.
Companies not committed to improvement must closed down.
Total capacity of 14-16 million units to satisfy domestic O.E., aftermarket and major growth in export foreign exchange earnings.
IX. ALTERNATORS, STARTER MOTORS, IGNITION COILS
India's Manufacturing Process Technology. The manufactu~e of electrical alternators, starter motors and ignition coils utilize similar. manufacturing technologies for components. The raw materials purchased for. the manufactur~ of 300 to 500 different components (i.e. nylon, various types of hardware, bushings, bearings springs, fibre materials, carbon brushes, power diodes terminals include: silicon steels, plate steel copper rod and bar stock, ferrous and non-ferrous casting, bar stoc~ for shafts, and varnished insulated wire. Each company buys various devices depending on their volume levels, their make/buy decisions, and the degree of manufacturing backward integration. Fabrication operations finish the various raw materials as components for subassemblies that are then final assembled, tested and packaged.
Examples of fabrication operations are presented below:
Shafts: Bar stock is purchased profile turned, hardened, ground and threaded.
Rolled Housing: Plate steel is cut to blanks, are machined and hole drilled, rolled and welded to form housing components.
End Caps: Castirigs or deep draw stamped parts are machined and drilled.
Field Coils:
Commutator:
Coil strip steel 1S stamped into shapes grouped and pinned.
Copper segments are formed and machined and grouped with insulations between segments to make a commutator.
•
B~ush Holde~s:
-134- ANNEX 13 Page 25
Coppe~ and metal pa~ts a~e stamped and joined with othe~ components into ~igid st~uctu~es.
The fab~icated components a~e joined with va~ious pu~chased components to form sub-assemblies, which are then a~sembled on final assembly lines. The assemblies are tested in special purpose functional test machines. They pass through a final inspection and are packaged eithe~ bulk pack or individually for service sales.
International Manufacturing Process Technology. In many cases, the medium manufacturing technology is similar to that used in India. High volume manufacturers have fully integ~ated lines in plants, and products have been value engineered to use fewer components and materials than segn in some cases in India.
Coil winding operations on automatic machinery use lengths, and terminations are cQnsistent quality from unit to unit.
Sub and final assembly lines strong, as suppo~t jigs and fixtures, and productivity is paced. Stamping operations on automatic presses use the coi~ strip feed and progressive die tooling to result in a finished part in one press set up. In most cases, permanent magnet materials are used in place of wound fields simplifying assembly operations. Sub-assembly operations are performed on rotary indexing.multi-station ~chines at high volume rates requiring one' ope~ator per machine. Testing is semi-automatic, and with automatic go/no-go decision-making, it i~ automatic.
Production Mechanization. The level of machinery and equipment mechanization in India is lowe~, in most cases, than that of world class manufacturers of these components. In many cases, at least the semi-automatic level of mechanization is required to control both quality and reliability. One Indian company had a good example of jigs and fixtures with engineered work stations that would be adequate to control quality. But as a general rule., companies were operating below that level of control.
Automotive Technology. Modern alternator and starter produ,-t designs use high efficiency fer~ite and ceramic or other advanced shaped magnets in place of wound fields. Castings, shafts and brush holder designs have been value engineered to reduce components and assembly time. The high efficiency magnetic materials in the past few years have made dramatic improvements to starters that reduce overall sizes by 50% and the weight of the component by 60%. Special purpose machinery have made armature winding fully automatic with minimum space requirements and relatively low investment equipment. Investments in special purpose machinery, as well as modern machine tools and progressive die stamping presses, are standard to the industry. Computer controlled test stations are common. In addition to these investments, operating companies invest in annual productivity improvement programs.

-135-ANNEX 13 Page 26
Process and Manufacturing Comparison. Alternator/starter/ignition coil manufacturing in India uses as substantial for lower level of mechanization to that used by large scale manufacturers. Key operations, such as coil winding, require investments to assure consistent quality. Thrt~.put rates of most operations are significantly lower than those at international levels.
Profile. Although several companies are licensed to produce electrical equipment for passenger cars and trucks, only three are producing the greater percentage of volume requirements. All three companies are producing at low volume levels when measured against world class. Both Lucas and Best Crompton are using aged technologies and manufacturing processes, and Nippondenso is assembling from kits on a highly limited basis.
Future Needs:
Two modern plants capable of producing world class and quality levels of one to two million units per annum.
• One existing company to modernize existing facilities to provide domestic after-market capacity.
• All units must adjust facilities to be capable of providing efficient motor designs and producing permanen~ magnet type products.
·Strategy:
Encourage one or two new participants to produce in a modern plant using m.,dern processes and technologies.
Encourage closing of inefficient, old Best Crompton plant--evaluate Best Crompton's new plant capabilities for its suitability to supply after-market.
Identify and determine Nippondenso's future commitment to the Indian automotive industry. Current position appears indecisive; d0es not indicate full commitment to domestic supply.
Proposed Capacity. Two modern plants at 1-1.5 million capacity each p.a.; and one or two modernized plants, estimated at a capacity of 0.5-0.7 million p.a., to support the domestic OEMs and after-market requirements.
Estimated Investments:
• Two Modern New Plants = $20-30 million each } One to two Existing Plants
to Modernize :: $6-8 million each } $54-80 million One to two Plants Exit = $1-2 million each }
~

-136- ANNEX 13 Page 27
Investment Guideline: New Plants. New plants should be equipped with modern fabrication shops for stamping operations that use coil strip feed and progressive die tooling to result in the finished part jn one press setup.
Coil winding for armatures is a key technology to assure quality, and the plant should be equipped with a semi-automated level of mechanization to assure consistent quality and accurate turnover from unit to unit.
Sub and final assembly operations should be in line, using the modern layout and supported with engineering work stations, in strong support of )lgS and fixtures. Organization of these lines should be tn an in-line layout to allow pacing of productivity.
At least semi-automatic GO/NO GO machinery should be used for product testing. Investments in special purpose machinery, as well as modern (CNC) machine tools, are required for an effective facility. Computer controlled test stations are common. The new plant process should be equipped to manufacture permanent magnet type motors, either by purchase or manufacture of those materials.
Modernize Plants: Plants. Investnlent should show extensive improvements in plant layout to receive minimal space uSdge and in logical process from flow. Equipment should be grouped into manufacturing cells to allow for maximizing productivity. Engineered work stations in jigs and fixtures should be planned and developed to max~miie productivity and allow for consistent product quality at each process step.
Expected Results. New and modernized plants should provide improved quality electrical items for both OEM and aft~r-market. The new plant should be capable of exporting small motors for various automotive functions. However, it is not expected that these plants would achieve export potential for alternators and starter motors over and beyond those required for third world nations.
x. HEAOLAMPS/REFLECTIONS/OTHER LIGHTS
India's Manufacturing Process Technology. The raw materials purchased for the manufacture of head lamps, tail lamps and reflectors in India include sheet steel, various plastic component materials, chemicals, precious metals and gas for plastic and heat treating, copper, sheets and rod stock, Bl-metal materials, glass lenses, fastener, hardware, paint film varnishes and pretreatment chemicals. Components include bulbs and lamps. The raw materials are fabricated into components such as housings, bulbs, inner and outer rings, lenses. Various manufacturing processes are required to fabricate components. Housing requires deep stamping (press work), reflectors and plastic lenses are formed in injection molding machines; switch housing is made from thermoset plastic formed in high pressure molding presses (single day light type). Key manufacturing processes include stampling, injection molding, vacuum metalize,

-137- ANNEX 13 Page 28
zinc die cast, chrome plating, annodizing, pretreatment and painting, grind sub and final assembly, testing and packaging. Tooling is also a key technology.
International Manufacturing Process Technology. Large scale manufacturers typically manufacture at daily capacities of five times the volumes of Indian manufacturers. The process steps are similar. However, the scale of mechanization is dramatically higher than that in India. The manufacture of these components requires knowledge and experience of a variety of processes.
~ress operations are highly automa~ed using progressive die, and transfer presses feed automatically from coil strip to result in one set up to achieve a finished component. Injection molding machines are equipped with automatic re~over and transfer to trim presses. Painting and plating annodizing operations use continuous systems, which use overhead conveyors. Some systems are semi automated and others are highly automated. As a general rule, manual load/unload still exists. However, companies are now developing automatic transfer devices. The sub and final assembly operations are on semi automated and automated indexing and rotary machinery systems.
Testing is important to the business. The test apparatus is computer supported.
Packaging is mostly in engineered reusable reversible containers for bulk packaging to OEMs. After market packaging uses automated machinery.
Production Mechanization. The level of machinery and equipment mechanization in India is far below that used in medium and large scale world class manufacturers. In most operations, a high level of manpower and a lack of jigs and fixturing assure quality. Assembly operations require assembling from 20 to 50 components to an end product. The productivity and product quality are controlled by the operations and varies from fair to good. Increased fixturing and paling of the operations are required. Packaging operations are not well organized and use high levels of manpower.
India will find it difficult to achieve international levels of cost and quality unless jigs/fixtures and low cost automation investment is applied. Current comparison of cos~s indicate major cost differences are related to the material costs.
Automotive Technology. Lighting systems for vehicles are controlled by stringent government and industry standards in most countries. In the United States head lamps have been standardized for both passenger cars and trucks and have resulted in well established common types across all OEMs' product lines. The lighting configurations have, in the past five years changed from circular to rectangular configuration,. Engineering projections for'possible trends on vehicle lighting are reflected below:
The concept and experimental development of vehicles presented by OEMs show low profile lighting as a continuous band across the front of vehicles.
-138- ANNEX 13 Page 29
The trend has been to develop multifunctional modular quick installation/removal of lighting components. Tail lights include directional, parking, flasher and backup lights and a side marker, all in one module. These require large injection molding machinery and expensive tooling.
Improved materials technology for reflecting and quality patterns continues to be developed. Additional lighting, such as eye level rear brake light, is now required on all new models manufactured in the U.S.A. Many legislative document have been proposed to improve safety throu~h improved vehicle lighting systems. One in particular is the a~tomatic sensing and changing headlights from high to low beam when an oncoming vehicle approaches. The use of multiplex ring bus and fiber optic technologies to pewer and control electrical devices, including lighting systems are being developed.
As a result of current evolutien, large international companies have invested heavily in materials development, new tooling processes, and machinery and equipment. Those expecting to remain in the business have invested 5 to 10% of sales.
Process and Manufacturing Comparison. As stated earlier, the manufacturing process technology used for manufacture of head lamps and tail lamps is similar to world class. However, based on the scale of mechanization and investments in test equipment, tooling improved materials technology is high by wor14 manufacturers relative to India.
Process control is highly important to assure quality in plating-, painting, heat treatment operations. These currently are being performed on manually in India.
Profile. There are seven head lamp manufacturing companies, of which three companies have approximately 81% of the market in shares almost equally divided. The remaining companies produce at low volumes •. Current capacity requirement is 2.3 million units, estimated to grow to 3.4 million units by 1990; 65% of that volume is for two- and three-wheel vehicles.
Future Need. The future need is to rationalize lighting standards to reduce the number of options and models to improve effectiveness of plants (i.e. small lot sizes, high tooling costs). Since none of the plants were modern plants and all had fragmented facilities, lack paced prOductivity, were not fully integrated, potential for export requires new plants and improved processes. No major investments should be made in existing plants, as they would cater mainly to domestic after-market requirements.
Strategy:
Encourage two existing suppliers to consider new plant investment with improved layout and mechanization;
Export potential highly dependent upon such major improvements.

-139-
Proposed Capacity:
ANNEX 13 Page 30
Two modern new plants at 2-3 million units p.a., capable of supporting domestic OEMs, as well as achieving quality and cost required of export for trucks and two-wheel vehicles.
One to two companies to support domestic after-market.
Estimated Investments:
Two new modern plants $4-6 million each} } $10-16 million
Modernize two plants $1-2 million 'each}
Investment Guidelines. To be capable of controlling cost and quality, new plants must at least have:
(i) a semi-automatic level of mechanization;
(ii) in line engineered work stations supported by jigs and fixtures;
(iii) quality optical test equipment fully capable of evaluating products; and
(iv)' plastic machinery capable of quick tool change.
To modernize plants, the following are needed:
(i) a feasibility study to define strengths and weaknesses relative mainly to controlling quality and costs and servicing the domestic after-market;
(ii) improved layouts; and
(iii) manufacturing of engineering J1gS and fixtures.
Expected Results. Two modern plants would be capable of exporting two-wheel and truck lighting systems with controlled quality and cost. The goal is required capacity for supporting domestic OEM's demand and to export in niche markets. In addition, two companies or plants would be available to support after-market needs.
•
-140-
XI. TIRE VALVES AND CORES
ANNEX 13 Page 31
Profile. Currently, two companies Schrader Scovill Duncan Ltd and Triton Valves Ltd support required domestic volumes. The current market is estimated at 12-14 million units/year.
Future Need. Two companies provide adequate support to OEM and aftermarket. OEM products should shift to tubeless tires in future for four-wheel vehicles to keep up with international markets. Existing plants should be modernized and have the capability to meet future growth n~eds.
Strategy. Support modernization plans for current suppliers to industry. Existing suppliers currently exporting require support to expand that capability.
Proposed Capability. By upgrading, current suppliers would have the capability of providing domestic industry capacity requirements and maintain current exports.
Estimated Investment. Modernize two plants at $2-4 million each.
Investment Guidelines
Machines paced most for productivity and quality mostly.
Support purchase of modern special purpose machinery for fabrication.
• Improve plant layout.
Manufacturing engineering (i.e. engineered work stations, jigs, fixtures) •
Expected Results. Current supplier companies with improved capability to supply domestic and export requirements, with improved quality and lower costs.
XII. FUEL INJECTION EQUIPMENT
Profile. At least seven companies are licensed to provide fuel injection pumps, nozzles, elements and supporting equipment. Several companies, although licensed, are not in production. The major producer, which has over 90% market share, is the Motor Industries Co. 'Ltd. (MICO), a licensee of the West German firm, Robert Bosch Gmbh, the world leader in the field of fuel injection equipment. Lucas has a license, but produces only peripheral devices.

-141-ANNEX 13 Page 32
Future Need. Fuel injection equipment is high technology. Close toler~nce devices require high capital investment for the manufacturing equiplllent. Only a limited number of companies worldwide participate in this field.
MICO supports both domestic demand and export to Europe, the USA and Japan, and how now achieved both quality and cost levels to compete internationally. Lucas has the capability to participate, but has not elected to compete to date. Because of the high initial capital investments, no major investment effort should be directed at their component group.
Companies servlclng after-market through rebuild of injectors should be encourage to improve their operations.
Strategy. Support upgrade and modernization of existing facilities especially MICO or Luea'.
If conditions exists to expand capabilities consider Nippondenso or other equivalent who are highly experienced in this field.
Estimated Investments. Modernize two plants - $2-4 million each
Investment Guidelines. Perform productivity improvement study to define strengthens! weaknesses of existing manufacturing operations.
Key improvements (CNC) type machine tools, improved test equipment, material handling.
Results Expected. Modernized more cost and quality effective facilities to produce fuel injector equipment.
..
-142-
INDIA: FOUR-WHEELER COMPONENl ·JDUCTION: MAJOR PROCESS STEPS VS. LEVEL OF MeCHANIZATION
ANNEX 14 Page 1
Graphical figures were developed to display India's capabilities in key manufacturing steps versus those of large-scale international components manufacturers. The figures show that each type of component has a set of key manufacturing steps. Some steps are common across components and others are specific to a component. The figures depict the key manufacturing steps associated with the production of a specific component and positions it against a level of mechanization. Various levels of mechanization are available for each process step that range from manual or low level to full automation or high level. The figures use a code from one to five with a (one) a low level and (five) high-level. Each level is briefly described in Attachment 2.
Three graphs are plotted to provide an estimate of (i) the current status of India's best technology (X); (ii) the technology or mechanization
. level required to maintain control of cost, quality, and productivity (represented by a square); (iii) the level achieved by large-scale international component manufacturers, considered to be state-of-the-art (0).
The difference between India's current position and the level required to control quality and productivity is represeQtative of the gap that India must close to improve their domestic market as well as positioning the industry for potential export, either through capital investment and/or policy, practice, procedural, or regulatory changes. Review of the charts consistent with the team's observations indicates that, in general terms, India's manufacturing process step Aeficiencies lie in the areas of tooling, stamping, metal treatment, ~ainting, testing, sub and final assembly, quality inspecting, and packaging of products. The review of manufacturing steps as a total system, indicates some ~omponent manufacturing is close to international levels in achieving cost, quality, and productivity while others are in need of major improvements in order to achieve that position. In many cases, the companies are operating at a large gap from achieving economy of scale production levels. Examples of components close to achieving international service levels are: shock gbsorbers and brake friction material. Examples of those requiring major improvement are electricals and radiators. As mentioned above, the gap requires various actions to achieve appropriate levels of mechanization to control cost and quality. These gaps can be closed through various strategies t but in most cases, capital investment is required, as i~plementing minor changes will not achieve the quantum improvements required to improve the effectiveness of the components industry_
-143- ANNEX 14 Page 2
A set of initial steps are outlined below that require government, industry association and outside support to be conducted at broader level than at a particular company level:
(1) conduct studies to define in detail the gaps outlined in the figures;
(2) reduce the large number of participants to a smaller competitive group through a rationalization process that will allow the better existing or new entrant companies to implement higher capacity production levels, thereby allowing the implementation of higher levels of mechanization;
(3) assure capital is available to appropriate organizations to borrow at reasonable, competitive interest rates;
(4) assure master plans are studied and appropriate levels of automation are selected to assure that effective cost, quality and productivity can be achieved - both for new plants and for older plants that are modernizing. Achieve this through control of funding for capital investment;
(5) establish objectives to improve domestic quality and cost first; increase domestic volumes and solicit export opportunities.
The overall objective and strategy is for India to achieve a unique blend of human and mechanized resources to take advantage of India's low cost labor resources. For the next stage, a semi-automated level of mechanization should position India well to be competitive both domestically and internationally.
Attachments:
1 "-- Charts 2 -- Level of Mechanization by Manufacturing Process
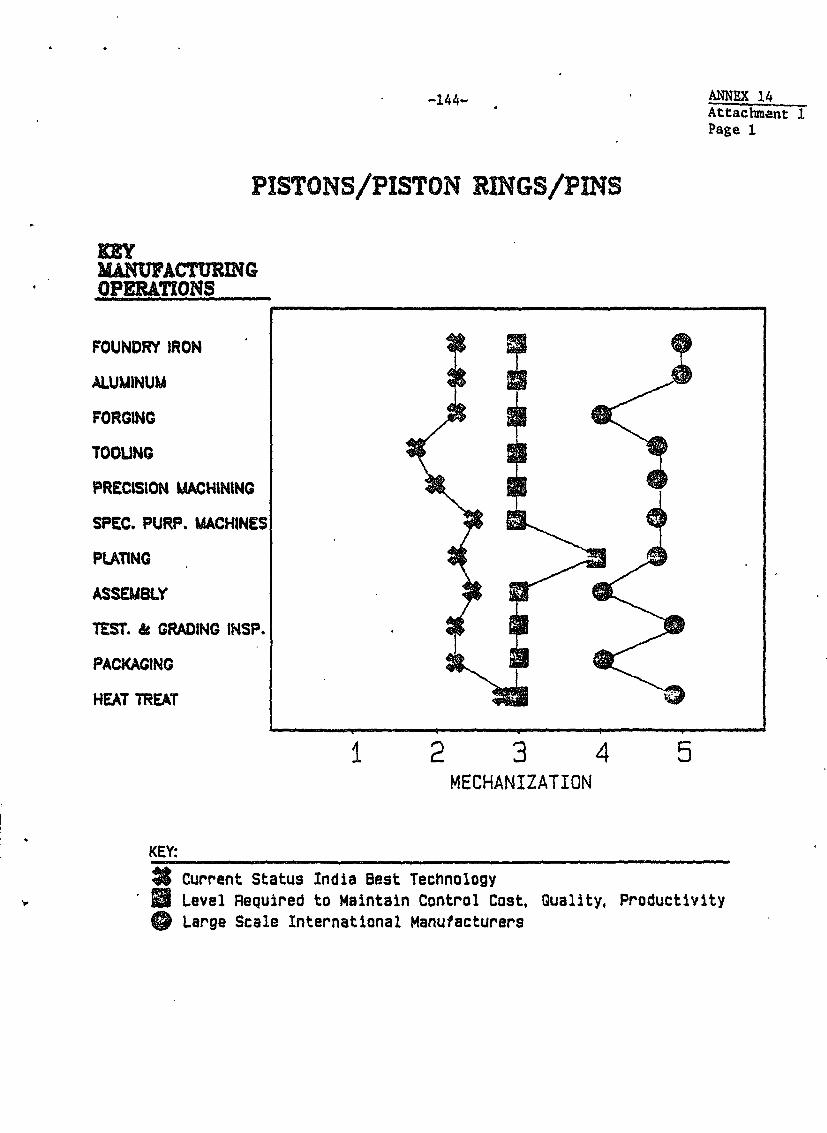
-144-
PISTONS/PISTON RINGS/PINS
KEY MANUFACTURING OPERATIONS
FOUNDRYJRON
Al.UUINUU
FORGING
TOOUNC
PRECISION UACHINtNG
SPEC. PURP. UACHINES
PlAl1NG
ASSEUBLY
TEST. & GRADING INSP.
PACKAGING
HEAT TREAT
KEY:
1 2 3 MECHANIZATION
~ Current Status India Best Technology
4 5
ANNEX 14 Attaclunant 1 Page 1
. II Level Required to Maintain Control Cost. Quality. Productivity ~ Large Scale International Manufacturers
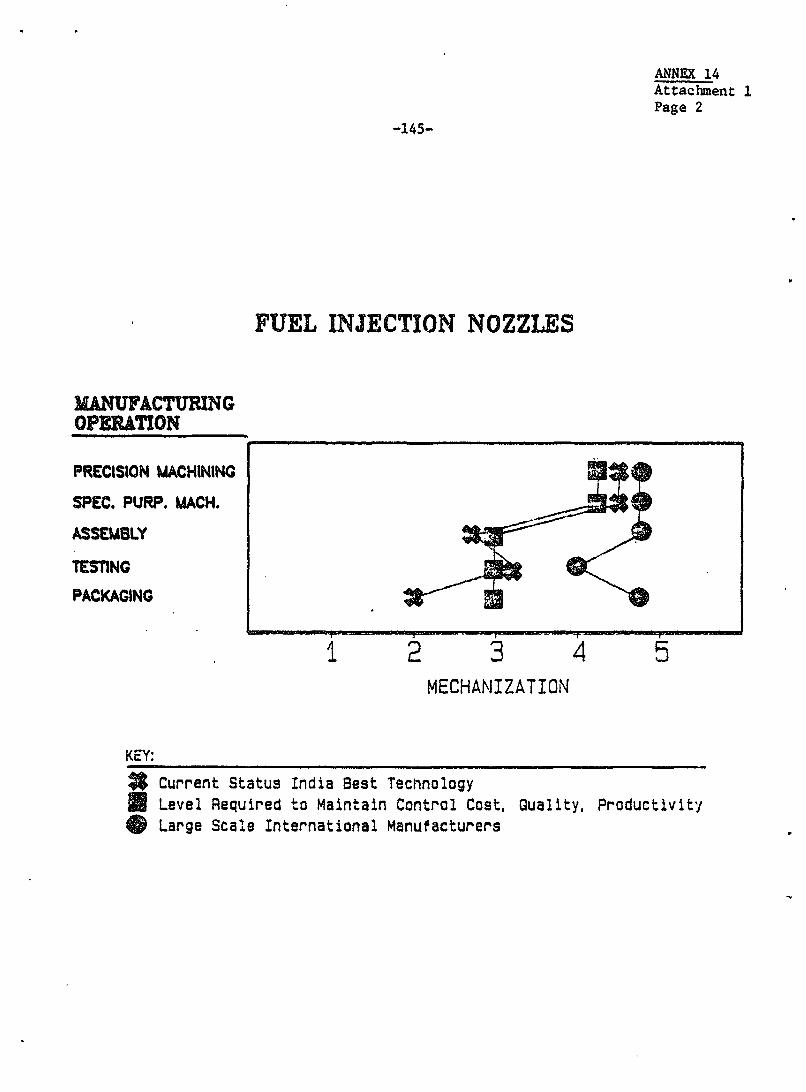
JUNUFACTURING OPIlU.TlON
PRECISION UACHtN1NG
SPEC. PURP. UACH.
ASSEUBlY
TEsnNG
PACKAGING
KEY:
-145-
FUEL INJECTION NOZZLES
1 2 3 4 MECHANIZATION
=a Current Status India Best Tecnnology
ANNEX 14 Attachment 1 Page 2
5
II Level Required to Maintain Control Cost. Quality, Productivity ~ Large Scale International Manufacturers

•
...
KEY MANUFACTURING OPERATIONS
OIECASllNG ZJNC
DlECASTlNG ALUUINUM
PRECISION MACHINING
PRECISION DRIWNG
STAMPING
SUB ck FINAL ASS'(.
lESllNC
PACKAGING
lOOUNG
KEY:
-146 ..
CARBURETORS
II II
1 2 3
ANNEX 14 Attachment 1 Page 3
.Q ,
$ I • ~ ! .
I , " 4 5
MECHANIZATION
~ Current Status India Best Technology II Level Required to Maintain Control Cost. Quality, Productivity ~ Large Scale International Manufacturers: Passenger Cars
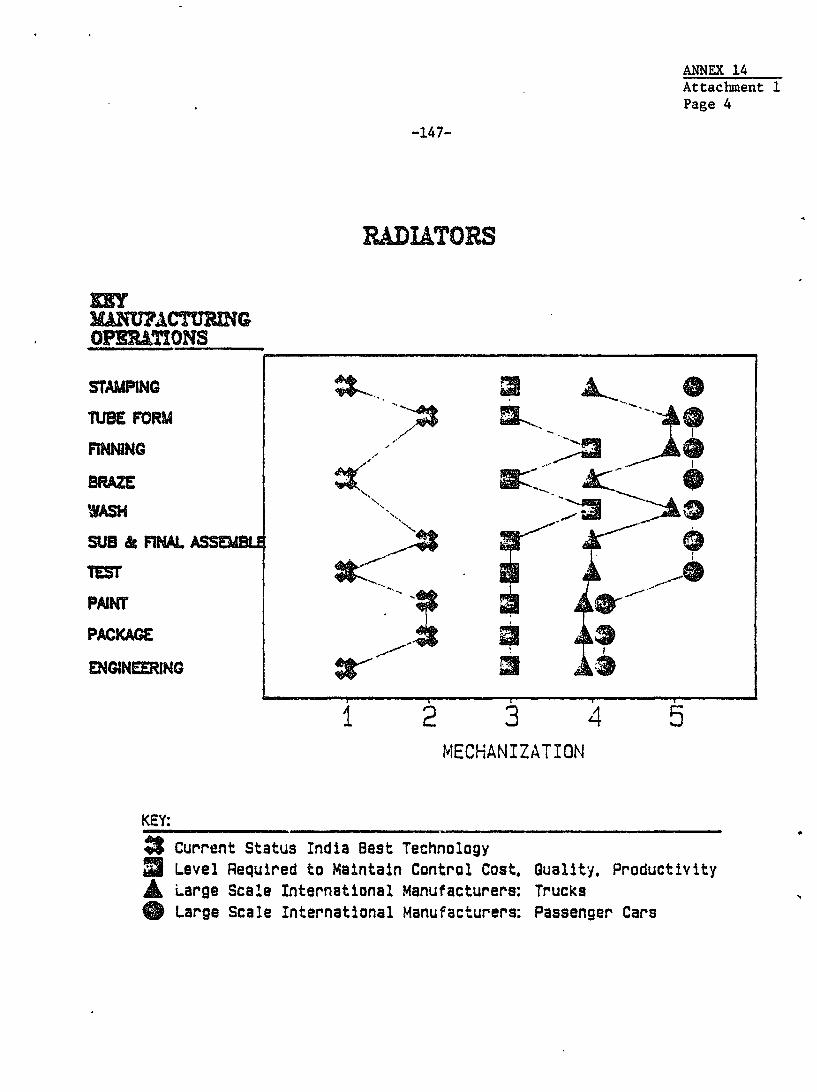
-147-
RADIATORS
lEY lL\Nt11 ACTUlUNG OPDlTIONS
STAMPING =--.. ruSE FORU
,.,~
,,/
FlNNlNG ,/
/
BRAZE :(' '-.
WASH '. , -'-~
SUB etc FINAL ASS ~.,../
lEST :t::., PAINT -"1 PACKAGE
ENGINEERING ~~'
1 2 3 fvlECHANIZATION
KEY:
~ Current Status India Best Technology
4
ANNEX 14 Attachment 1 Page 4
5
31 Level Required to Maintain Control Cost. Quality. Productivity ~ Large Scale International Manufacturers: Trucks ~ Large Scale International Manufacturers: Passenger Cars
...
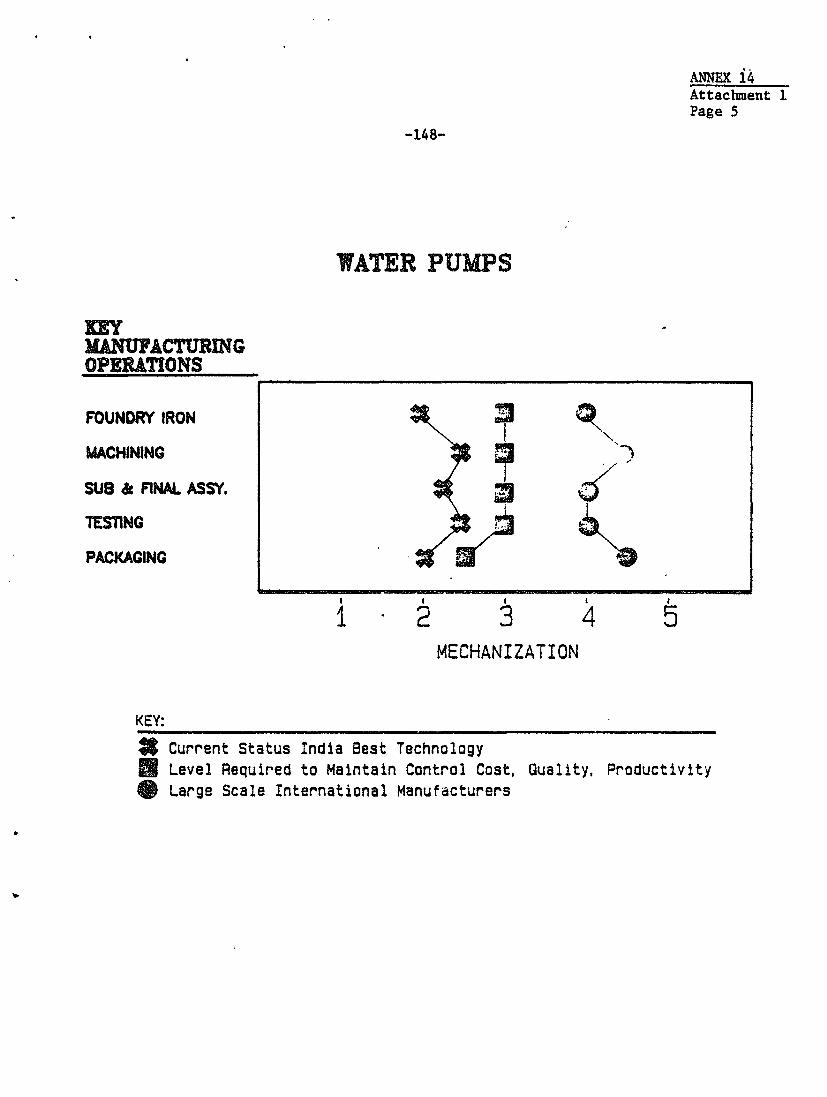
•
...
KEY lUNl1P ACTURING OPERATIONS
FOUNDRY IRON
MACHINING
sua de FINAL ASst.
TESTING
PACKAGING
KEY:
-148-
WATER PUMPS
I I I
1 2 3 MECHANIZATION
~ Current Status India Best Technology
I
4
ANNEX it. Attachment 1 Page 5
II Level Required to Maintain Control Cost. Quality. Productivity 4t Large Scale International Manufacturers
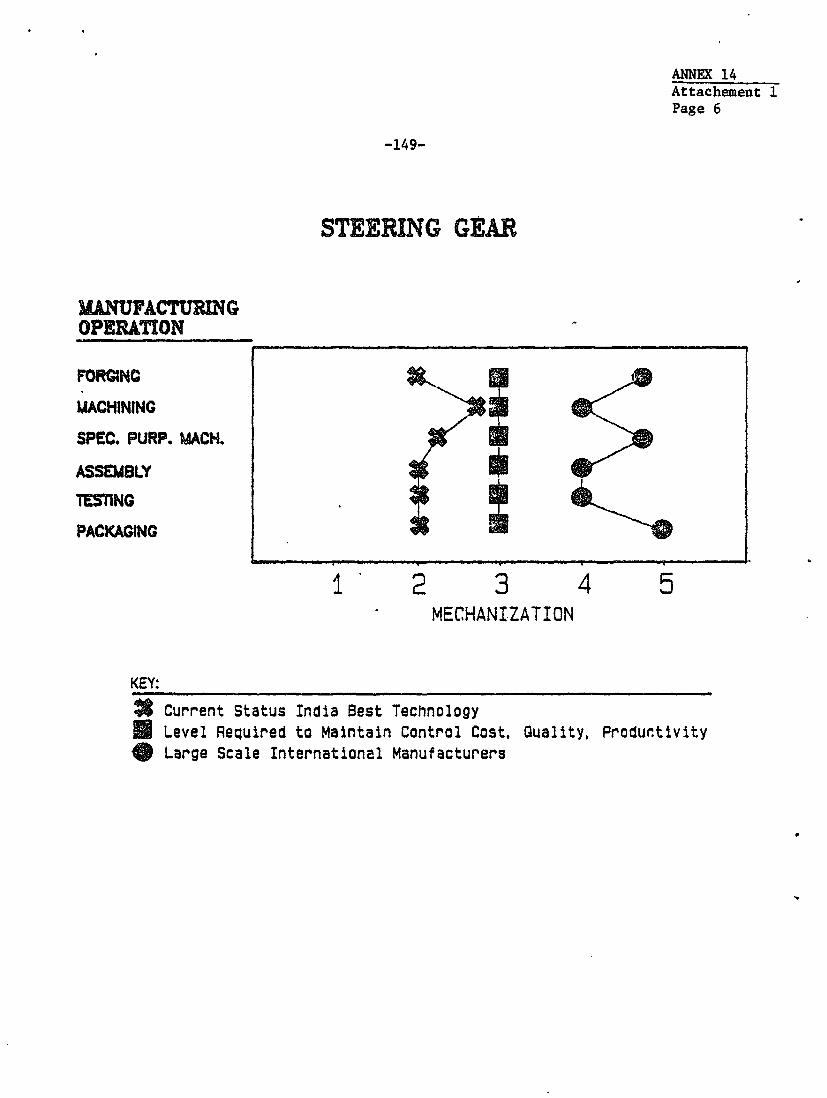
-149-
STEERING GEAR
1IANUF ACTURING OPERATION
FORG;NC
! UACHINING
SPEC. PURP. MACH.
ASSEMBLY --TESTlNG
= PACKAGING
1 . 2 3 MECHANIZATION
KEY:
~ Current Status India Sest Technology
4
ANNEX 14 Attachement 1 Page 6
5
II Level Required to Maintain Control Cost. Quality. Produr.tivity ~ Large Scale Internationel Manufacturers

-150-
WHEELS AND RIMS
KEY llA.NUF ACTURING OPERATIONS
TOOLS ~ FOUNDRY
STAMPING
MACHINING
WElDING
SPEC. PURP. UACH.
CLEAN Ie PRINT
HEAT TREAT
YATERfAL HANDUNG
TEST
1 2 3 MECHANIZATION
KEY:
~ Current Status India Best Technology
4
ANNEX 14 Attachment 1 Page 7
5
II Level Required to Maintain Control Cost. Quality. Productivi.f ... Large Scale International Manufacturers

KEY KANUFACTURING OPERATIONS
MACHINING
WElDING
sua AS'$(.
FINAL ASst.
TESTING
PAINT
PACKAGING
KEY:
-151-
SHOCK ABSORBERS
-------
1 2 3 MECHANIZATION
;e Current Status India Best Technology
4
ANNEX 14 Attachment 1 Page 8
5
• Level ReQuir'ed to Maintain Control Cost, Quality. Productivity tt Large Scale International Manufacturers
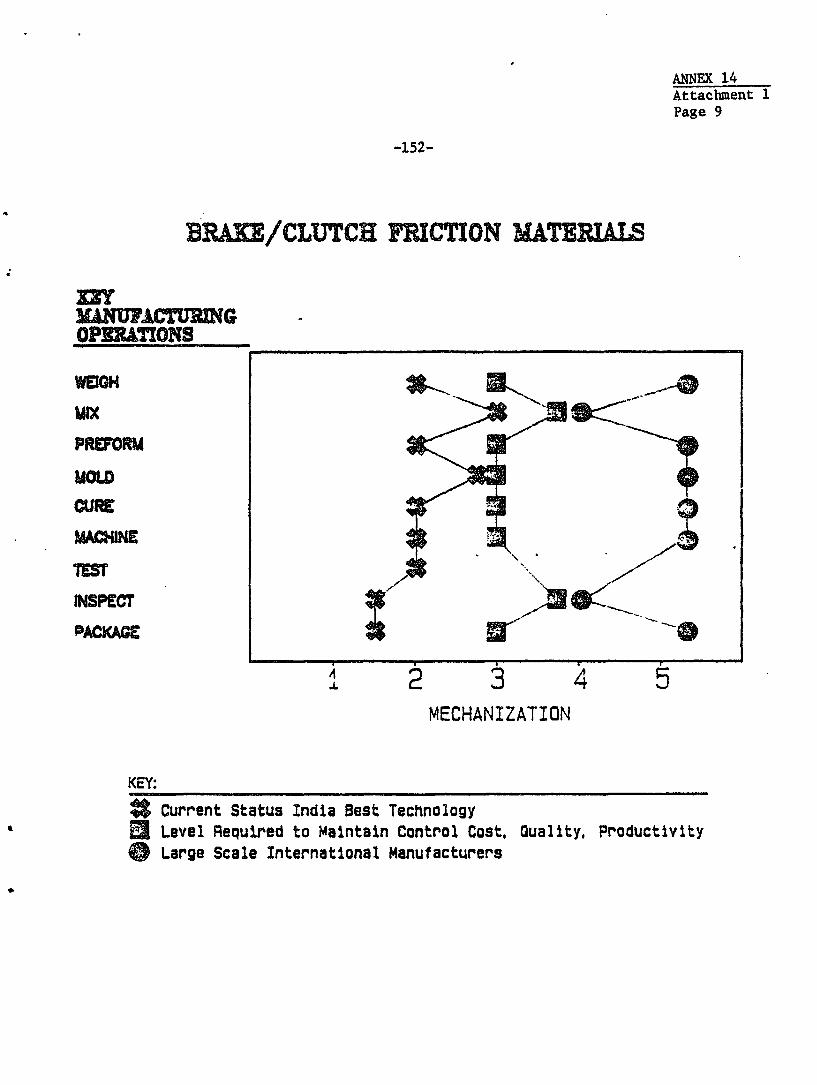
•
WEIGH
"IX
PREFORM
WOLD CURE MACHINE
TEST
INSPECT
PACKAGE
KEY:
-152-
BRAKE/CLUTCH FRICTION MATERlAIS
1 2 345 MECHANIZATION
~ Current Status India Best Technology
ANNEX 14 Attachment 1 Page 9
81 Level Required to ~a1nta1n Control Cost, Quality, Productivity ~ Large Scale International Manufacturers
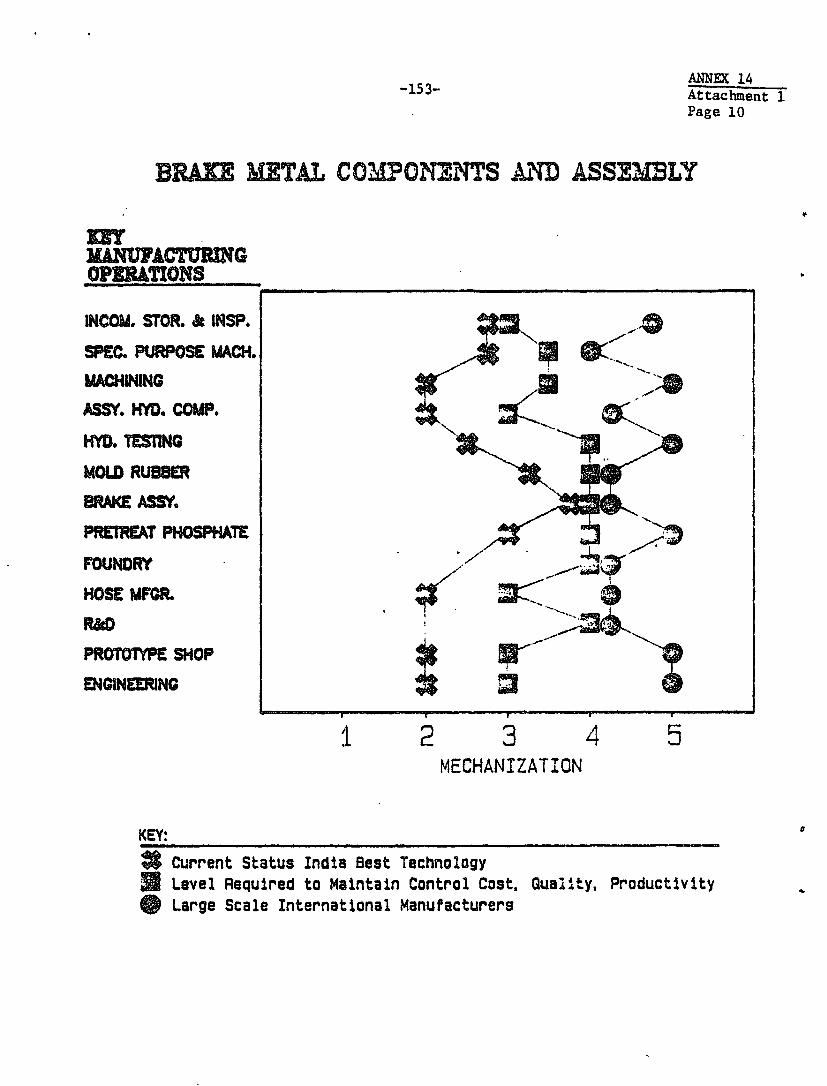
-153-ANNEX 14 Attachment 1 Page 10
BRAD METAL CO:MPON~NTS AJ.'ID ASSEMBLY
INca... STOR. Ie INSP.
SPEc. PURPOSE UACH.
MOLD RUBBER
BRAKE ASSt.
PRETRfAT PHOSPHATE
FOUNDRY HOSE MFOR.
RIcO
PROTOlVPE SHOP
ENGINEERING
KEY:
1
~/ . .
l 2 3
MECHANIZATION
~ Current Status India Best Technology
4 5
51 Level Required to Maintain Control Cast. Quality. Productivity ~ Large Scale International Manufacturers
..
II
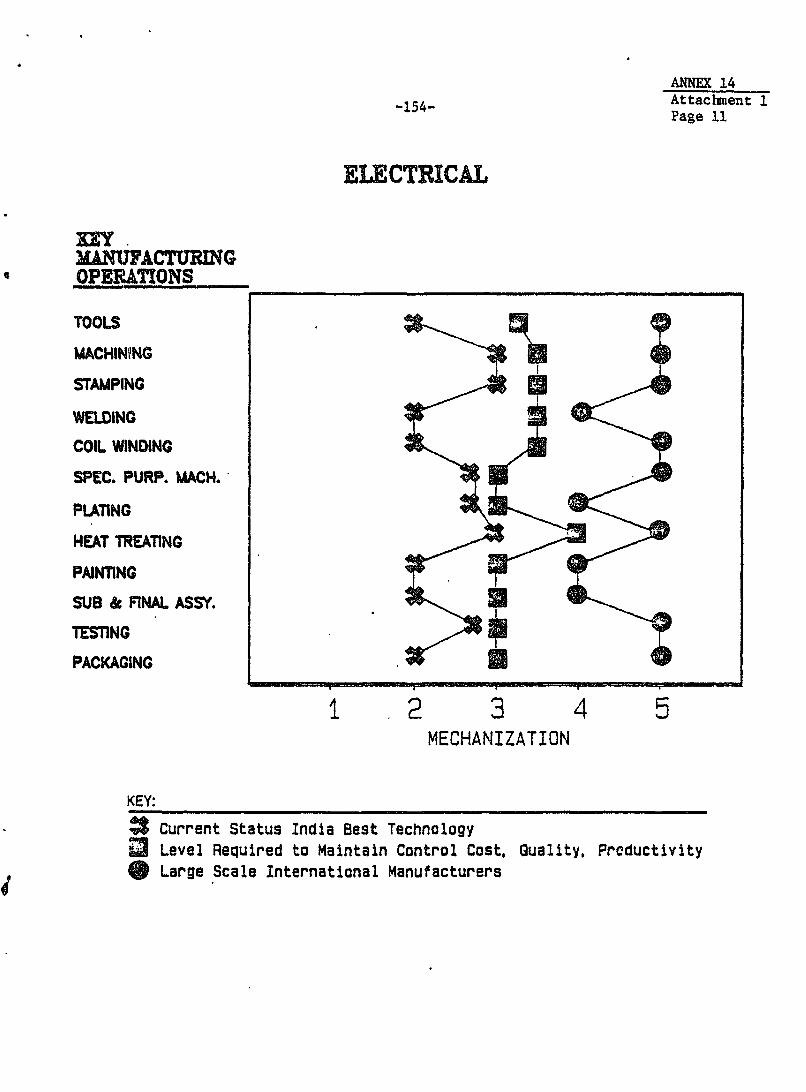
,
KEY . lU.Nl1F ACTURlNG OPERATIONS
TOOLS
lAACH1NfNG
STN.fPING
WEl.DING
COIL WINDING
SPEC. PURP. MACH •.
PLATING
HEAT TREATING
PAINTING
SUB de FlNAL ASSt.
TESTING
PACKAGING
KEY:
-154-
ELECTRICAL
1 2 3 MECHANIZATION
4 5
ANNEX 14 Attachment 1 Page 11
:I Current Status India Best Technology ~ Level Required to Maintain Control Cost. Quality. Prcductivity ~ Large Scale International Manufacturers

-155-
ANNEX 14 Attachment 1 Page 12
HEAD~S/REFLECTORS/OTBER UGHTS
TOOUNG
STALIPING
INJECl10N MOLDING
UOLDING PRESSES
VACUUM UETAUZE
ZINC DIE CAST
CHROME PLATE
ANODIZE
PAINT
MACHINING
SUB 1£ FINAL ASS(.
TESTlNG
PACKAGING
KEY;
I I
i
1 2 3 MECHANIZATION
--•. ----~ Current Status India Best Technology
4 5
~ Level Required to Maintain Control Cost. Quality. Productivity ~ Large Scale International Manufacturers
,

KEV MANUFACTURING OPERATION
INCOMING MATERIALS AND COMPONENTS
MACHINING (ME.1AL TURN OPERATIONS
SPECJAL PURPOSE MACHI NEY-'--__ _
STAMPING OF PARTS (PRESS WORK)
WEL!11 N(,
ill~Y
'Co. ...
LOW
Materials randomly stored. no incoming inspection performed. manual record keeping.
Stand alone conventional machines. one operator per machine. aged machinery manual load, no gauging, manual tool change.
Limited or no special purpose machinery use 2 to 3 conventional machines to perform task.
Stand alone oresses, manual load/unload limited safety equip. low hourly rate work from blanks.
Basic manual weld work station. conventional stand alone spot or arc weld machines lack fixtures.
Manual work station.
LEVELS OF MECHANIZATION BV MANUFACTURING PROCESS
LOW/MEO.
Material organized in racks, some sampling incoming inspection bins and racks, store parts organized.
Machines grouped into cells IOP/4 machines, partially equipped with auto load/unload devices.
General purpose machinery tooled and designed to special operations.
Stand alone. presses, manual load/unload, improved safety equip. organized station, layout good, f1xturing
Improved fixtures, basic arc weld machines.
Manual work station with jigs/fixtures support.
M§l.
Formalized controlled storage some conveyors some high rise storage, kitting. some computer support record keeping .. forklift to move material.
S,mi-automatic machine supported with controlled jig and fixture design/semi-auto multiple load/unload.
Quality machines designed for specific application PC's used close tolerance.
Stand alone presses feed by soil strip automatic loadl unload. higher hourly rate.
MIG. TIG technology. work station supported by good fixtures.
Semi-automatic carousel speed assembly.
•
MEO./HIGH
Semi-automatic high rise storage and material conveyors. computer record keeping, semi-auto storage devices.
CNC machine centers, auto tool Change. auto gauge, auto load. unload,.one operator per two machines.
Semi-automated controlled, auto load/ unload P.C.'s used close tolerance.
Organized press likes. material feed from coil strip, pick and place, transfer between presses.
Multiple station MIG, TIG, welding automatic wire feeding, advanced welding technology induction, friction. auto load, unload.
Partly semi/partly auto assembly system.
!:!.!§!:!
Computerized automatic storage and retrieval systems. high rise.
CIM and FMS systems with feudback and adaptive control centralized MIS.
Computer controlled machines. inter-linked, automatic loading and material handl ing.
Coil strip feed directly to presses transfer or progressive die operations. quick change tooling. computer controlled auto 10an/ unload
Advanced welding technologies automatically weld multi station machines.
Fully automatic integrated line.
I .... V1 0\ ,
'"d>~ I$) 1"1' 001"1' (O~l:t .... i .... (O~
;; ~

KEV MANUfACTURING OPE.k~ !..~ Q!'t __ ._ ...... _
SUBA-..',fMBl V OPERA 1 IONS ..
FINAL A::'~cM/jLV
OPE~A.! !'Q~~_. __ _
T E ~ TINt. Q£EB.~I.lQNS
PAC II.At.! Nu
PAIN!l~G ME TAL
PAINT rUM MATERIAI.S
APPLICATIOI'l E9U~~!:.t!! .
LOW
Manual work branches, no jig and fi.ture support. hand tools.
Manual work station simple test.
Manual work station. Ihanual support tools manual ... Lord keeplny.
Wipe off or clean solution applied manually.
Conventional encullel or acrylic. manual mixing.
Manual air spray, Ope!. area. no controlled atmosphere.
.,'
-2-
LOW/MEO.
Manual work stations but engineered work station supported by Jigs and fi.tures.
Manual work station supported by jig and fixture plus manual readout test device go no go decision.
Organized work station with supportive hand power tools.
Sand or degrease manually no formal degrease machine.
Conventional '1lms, automatic mix ing.
Manual air spray paint boots, air changes and air control.
~.
Work sta~10n with jigs/ fixtures interconnected by power belts to progressively 8fsembly. power hand tools.
Semi-automatic test station manual load/unload station equtpment provided golno go decision.
In 11ne layout organized, work organized conveyorized material handling.
Progressive batch decrease in stages, hoist to raise and lower product.
Some conventional, some advanced film technology.
'Manual electrostat high efficiency paint booths.
MEO./HIGH
Semi-automatic rotary index machines or 1nllne automatic assembly work paced lines.
Automatic test, cycle, test cycle initiated by OP, automatically processed test.
Semi-auto packaging machinery to stack collate product.
Automatic tn line conveyorized 7 to 8 stage pretreatment machine, manual chemical feed.
Advanced films high solids, powder, paints H2o based, epoxy based.
Mechanized electrostatic disc spray or reciprocators.
"
HIGt-i
Synchronous paced automatic assembly machines, automattc inspection each operation automatic tool Changes automatic feed components.
Computer controlled test station, automatic loadlunload auto reject automa .. I c record keeping.
Automatic packaging machinery commer-cial equipment, and • auto collate trans- ~ fer product, openl " seal bOX, auto I reject.
Automatic in line conveyortzed, 7 to 8 stage pretreatment maChine with automatic chemical feed.
Advanced films wet on wet, high efficiency.
Robotic computer program controlled electros-atic spray fluiozed bed.
"tI>~ III n QQn
fD~~ Nif .....
en Jl-. ;:I /"t

KEY MANU~AlTURING ~TION __ . ____ _
DRYING AND CURING
MATf.k 1 Al HANDLING
COLOk CHANg
PLATINlo ~!..t~.-"!.~
Qllli ~ r.!.!!~
HANIl!.. !.!"~!!
ENGINElRING
......
LOW
Air dry. no dry oven or baking equip.
Manual transfer piece by piece in racks or bins.
Manual change from one color system to another color system.
N.A.
Stac.d a lone machines, manual charge material. manual load/ unload.
Manual material movement, 2 and 4 wheel non powered Cttr-ts.
Dependent on toreigll supplied design and developmtlnt.
LOW/MEO.
Simple backing equipment. heat lamps. heated air.
Manual transfer fixtured rac;ks.
Quick disconnect devices to improve manual change over.
N.A.
Machines grouped auto charge material, manual load/unload.
Use fork lifts some ro I ler conveyor.
Some foreign design and development requirement.
-3-
~.
Formal cure machine to bake and cure paint films, manual controlled.
Power conveyor in conjunction with some manual transfer and ftxtured raCks.
Coordinated color _change equipment.
Batch process progresstve tanks, manually transfer from tank to tank manual chemical feed.
Machines into cell semi automated cycle, auton~tic change manual l~ad/unload.
Use powered belt conveyor. overhead mono rail conveyors.
Localized design and development required.
MEO./HIGH
Formal cure machines. _ith dust and atmosphere control automatic control.
Mono rail conveyor. fixtures hangers manual transfer.
Sttmi automated logic controlled color change equipment.
Semi auto movement from tank to tank via walking beam, manual chemical feed.
Fully automatic: cycle. automatic unload.
Extensive use powered conveyor. power and free conveyor. semi automatic transfer materials.
CAD/CAE capacity in place.
HIGH
formal machine with dust and atmosphere controls automatic load/unload. motorized control air change and turn down.
Mono rail conveyor fixtured hangers robotic load/unload or automatic transfer devices.
Fully automated line color change capaoility 10 seconds.
Computer controlled fully automatic processing from input ~ to output, automat ic VI chemical feed. CD
fully automatic cycle with auto load/unload, auto transfer to trim press quiCk cutt'ng tOOl.
Automatic guided veh1cle power and free storage automatiC transfer device.
CAD/CAE, finite element mOdeling. stimulation three dimension high speed plott tng.
'"d>!I> I»rt~ CQrtZ tD~f!! wi .... ~~ rt
I

KEV MANlIfALrUf{ING OPERATION
MISCE:LLA.NEOUS
STAM!'!!'ili
TUSI: ttlRM
t.!!!
BLA~!!~
lfA~_ n ~!.
~_~~!...~I:k
~lN<"
LOW
Manual record keeping and manual typed reports.
Stand dlone presses. Manual load/unload. blanks,
N.A.
N.A.
Manu .. I work If>tat ian. I ltni t",o fl>.turln9.
Manual operation. manual into water test.
N.A.
M~nu .. 1 air spray.
" .
h.Q!LM.~
financial record computerized. balance manual.
Sta.'ld alone blanks fikturing cell grouping.
N.A.
Stand alone machines manual group.
Work cell group station good fixtures.
Miinual fixture lower and raise wet test.
Single station manual transfer.
Manual air spray with fillture.
-4-
~.
ProgresstVQ computer software technology 'employed. majority management reports computerized.
Stand alone coil strip fee. high hourly rate.
N.A.
Semi auto tik insertion machines. collate into group.
Semi auto three-station carousel.
Semi automatic machines operation go/no go.
Dip solder individual work station.
Manual air spray with conveyor.
MED./HIGH
MRP computer software teChnology employed. majority managem~nt reports computerized.
Organized press lines automatic transfer between presses.
High speed tube &.11 I roll form, steam weld. cut.
Automatic fix from cotl strip group.
Carouse I threestation. robotiC transfer'.
Automatic cycle. auto reject operator initiated.
Automatic rotary IndeA f~ur station.
Small electrostat wit .... overhead conveyor and brake:
till!!:!
Automatic shop floor data collection. MRP' 11 in place. integration of 04KT. engineering. manufacturing.
Transfer or progressive die press large platen.
High speed auto tube mill. ~~il ~trip.
AutomatiC high speed auto fin from cotl strip flexible.
Auto flull. mono '-atl coney. auto t..rCll<e.
I Heltum leak test or .. ittl mass speed promotor automatiC c~cle.
~
Qo~otic. carousel automatic loadl unload.
\0 I
AutomatiC disc or reciprocator conveyor. brake fully automatic integrated line.
-ol:\> ~ S\) n-OQn-
CD S\) ~ 0 ~i
~ CD~
==' rt
N
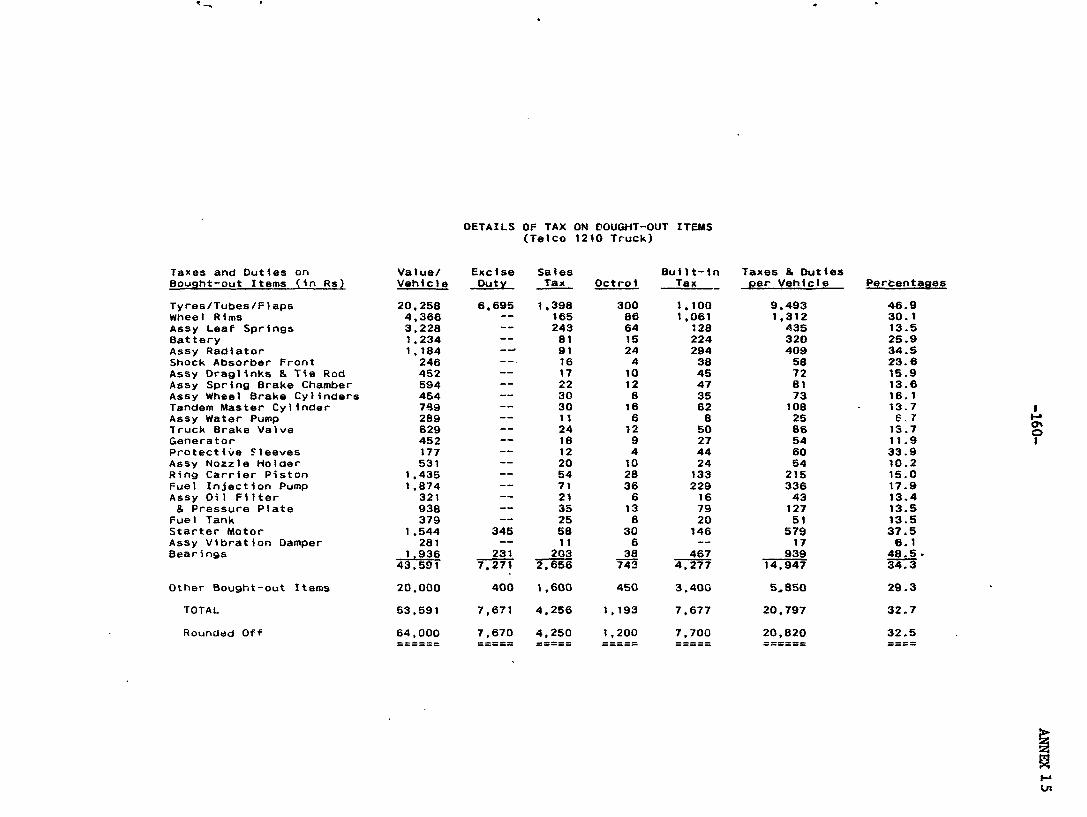
~~
Taxes and Duties on Value/ Bouaht-out Items (in Rs) Vehicle
Tyres/Tubes/Flaps 20.258 Wheel Rims 4.366 ASSy Leaf Springs 3,228 Battery 1.234 ASsy Radiator 1,184 Shock Absorber Front 246 Assy Draglinks & Tie Rod 452 Assy Spring Brake Chamber 594 Assy Wheel Brake Cylinders 454 Tandem Master Cylinder 7~9 Assy Water Pump 289 Truck Brake Valve 629 Generator 452 Protective ~leeves 177 Assy Nozzle Holder 531 Ring Carrier Piston 1.435 Fuel Injection Pump 1,874 Assy Oil Fitter 321
& Pressure Plate 938 Fuel Tank 379 Starter Motor 1,544 ASsy Vibration Damper 281 Bearings 1,936
43.591
Other Bought-out Items 20,000
TOTAL 63.591
Round~d Off 64,000 ======
DETAILS OF TAX ON ~OUGHT-OUT ITEMS (Telco 1210 Truck)
Excise Sales Bui 1 t-in Out)! ...I!.!.... Octroi Tax
6,695 1,398 300 1,100 165 86 1,061 243 64 128
81 15 224 91 24 294 16 4 38 17 10 45 22 12 47 30 8 35 30 16 62 11 6 8 24 12 50 18 9 27 12 4 44 20 10 24 54 28 133 71 36 229 21 6 16 35 13 79 25 6 20
345 58 30 146 11 6
231 203 38 467 7,271 2,656 743 4.277
400 1.600 450 3.400
7,671 4,256 1,193 7,677
7,670 4,250 1,200 7,700 ===== ===== ===:.:= =====
Taxes & Duties eer Vehicle
9,493 1.312
435 320 409
58 72 81 73
108 25 86 54 60 54
215 336
43 127
51 579
17 939
14,947
5 .. 850
20,797
20,820 ======
Percentases
46.9 30.1 13.5 25.9 34.5 23.6 15.9 13.6 16.1 13.7 E.1
13.7 11.9 33.9 10.2 15.0 17.9 13.4 13.5 13.5 37.5
6.1 48.5. 34.3
29.3
32.7
32.5 ====
I ..... (J\ 0 I
~ f>1 ..... VI

Year
1982
H)!;~
HH:I:$
1983
1984
Hl84
1984
1984
l~tl4
1~H4
1984
1984
1984
1984
1~84
'",
Name of Indian Company
Escorts Employees Ancillaries Ltd.
E~corts Employees Ancillaries Ltd.
Alpha Toyo Pvt. Ltd.
JMA Industries Ltd.
Haritia cngg.
Hindustan Motors Co. Ltd.
Kalyani Brakes Ltd.
Clutch Auto Ltd.
Premier Instruments and Controls Ltd.
Rane Brake Linings Ltd.
Nikko Auto Pvt. Ltd.
lumdK Indu~tries Ltd.
Pr-elllier Al.tomolJi les Ltd.
Escorts Employees Ancillaries Ltd.
(~dt lyres at India Ltd.
INDIA-JAPAN COLLABORATION IN AUTO-ANCILLARY INOUSTRY
Name of Foreign Col laborator
Kokusan Donki Co. Ltd.
Mikuni Sh~ku Corp.
Toyo Industry ~o. Ltd.
Jldosha Denk! Kogyo Co. Ltd.
Kokusan Donk!
Isusu Motors Co. Ltd.
Nippon Air Brakes Co. Ltd. (with PBA Societe Anoyme, France)
Aisin Seiki Co. Ltd.
Nippon Seiki Co. Ltd.
Nisshin Engg Co. Ltd.
Nikko Metal Industries Co. Ltd.
Stanley E~ectric Co. Ltd.
Nissan Motor Co. Ltd.
Nikuni Shoeko Corp;.
Yokohama Rubber Co. Ltd.
Item of Manufacture
Magnetos and single/three phase flywheel generators and CID units
VM 28-61 (left side) and VM 28-62 (right side) cart-uretors
Rear view mirrors
Wiper motors
Magnetos, ignition coils, flywheel generators, contact breaker assemblies
Engines, transmissions and axles and spare parts thereof
Hydraulic brakes system
Automotive clutches
Dashboard instruments
Brake linings and disc pads
Electric horns
L19hting equipment
Fuel efficient engine along with matching transmission
100 cc carburetors VM-50-250
Tyres and tubes
• -
Nature of Collaboration
Technical
Drawing and designs
Drawing and designs
Technical
Financial and technical
Technical
Technical
Technical
Technical
Technical
Designs and drawings
Technical
Designs and drawings
Designs and drawings
Technical
I ..... 0\ ..... I
l~ (II ~ ..........
0\

Ytl.l:!.!.. Name of Indian Company
1984 Indo-National Ltd.
HHl4 U.K. Jain
1984 Willar~ India Ltd.
1984 Int~rnational Instrumtlnts Ltd.
1984 nltl Bombay Co. L to.
\985 (January-March):
,~sh.,tlsh Tiwari
198& (Jdnllary-March):
Jdy Engg Works Ltd.
1 !:lb& (Jarllldr'y-March):
Sal1kyo Vikas (I) Ltd.
1985 (Jc:llluary-March):
Stlr'in.m fibres Ltd.
19B5 (Jdnuary-March):
Yogtlsh Chander Munjal
1985 (Jal1uary-March):
Shriram Pistons and Rings Ltd.
1 d5 (January-March):
Ralllsons Cables Pvt. LtCJ .• Bombay
-2-
Name of Foreign Collaborator
Matsushita Electric Industries Co. Ltd.
Matsuyama Seisakusho Co. Ltd.
Japan Storage Battery Co. Ltd.
Nippon Denso Co. Ltd.
NHK Springs Co. Ltd.
Naigai Sefko KK Co. Ltd.
fuja Valve Co. Ltd.
Sanden Corp.
Nippon Denso Co. ~td.
Showa Mfg, Co. Lt~.
Riken Corp.
Nippon Cables System Inc.
Item of Manufacture
Batteries
Rear view mirror
Batteries
Dashboard instruments
Precision springs
Tie rod end suspension' joints and drag link assembly
Engine valve
Nature of Collaboration
Technical and financial
Technical
Technlc:al
TeChnical
Technical
Technical and financial
Technical
Air conditioning compressors Technical and financial and clutchefo
Electricals like starter motors and wiper motors
Technical and financial
Sho~~ absorbers. front forks Technical and financial and Macpherson struds
Piston rings
Control cables for automobiles and general eng9
Technical
Technical and financial
~uutLe: 11101<*n Investment Centre. Government of India, Monthly Newsletters (New Delhi). issues of 1982-85.
• • -
I ~ 0\ N I
l~ (\)~ N ~ 0\
-163-
INOlA: AUTOMOTIVE PRODUCTS INDUSTRY
Experiences of Developing Countries
ANNEX 17 Page 1
Developing countries' exp~rience in the automotive industry has been marked by many frustrations, though a few economies--Brazil, Mexico, Korea and Taiwan in particular--have achieved rather impressive results at costs that may not have been unreasonable. Experience has been widest, of c~urse, in assembly of four-wheel vehicles. Starting seventy years ago, major motor vehicle companies have set up assembly operations, based initially on completely knocked down parts, in scores of developing countries. Jowever, as host countries have quickly learned, assembly on a small scale is not much by itself. ~e parts being assembled cost nearly as much to import as the whole vehicle and sometimes more. When foreign exchange runs short, assembly and the enpensive imports required for it have to be curtailed. A much mora difficult achievement has been assembly together with local manufacturing of at leasr a large share of the required parts and components, including major subassemblies such as engines. Harder yet, but especially rewarding, is getting these industries to become reasonably effir.ient by worid standards, as well as suffi~iently flexible to produce new models requiring newer technology. Perhaps ihevitably taxpayers end up paying many of the costs in investment subsidies and other tax revenues foregone, while local vehicle purchasers have to pay prices well above international prices, even where the industry ha$ become rather competitive. Protection by itself has always failed to deliver satisfactory results in this industry. At most, prolonged prohibitions on imports of vehicles and parts have led to local production of some replacement parts for the after-market, while high tariffs and/or severe import restrictions have helped to start industries making tires, batteries, and one or two lesser items. However, assurances of protection have proved powerless to persuade businesses to undertake the coordinated investments and acquire the technology for local production of most parts and components. More comprehensive strategies have proved necessary.
The first success in production of parts and components as well as assembly came in Brazil starting in 1956-61, with results continuing through the 1960s and beyond. Viewed in retrospect, this was the principal success ever recorded in four-wheel vehicles aimed almost exclusively at the domestic market. This was also the main success story ever achieved while using local (domestic) content requirements as a central policy instrument. These content requirements were raised year by year for each type of vehicle up to 1961, then remained at high levels thereafter through repeated changes in models. For meeting these requirements during the first few years, both vehicle makers and parts suppliers enjoyed attractive incentives that included duty exemptions for imports of raw materials and parts, very high protection, low-interest Loans, tax and duty exemptions for machinery and equipment, and assurances of foreign exchange for imports and repayments at preferential, artificially low exchange rates. Other circumstances were also unusual in this case. Most important. 3razil promised
-164-ANNEX 17 Page 2
to have then and has now by far the largest domestic market for motor vehicles of any developing country. Its market is now about one million four-wheeled vehicles per year, more than double the number in Mexico and roughly four times that in any other developing country. Second, vehicle manufacturers and Government systematically helped suppliers acquire the necessary technology, usually from parts manufacturers in the leading industrial countries. The unique dimensions of Brazil's market may have been chiefly responsible for the readiness of vehicle and parts firms to assist Brazilian parts suppliers, but this also reflected respect for the sensible, comprehensive program of the Brazilian executive group responsible for the industry. The executive group was determined to build a large local industry of noncaptive component manufacturers, though in fact a substantial share of Brazilian parts firms ended up under foreign control within a few years. By the late 1960s, Brazil had succeeded in ~reating a somewhat competitive industry able to produce a variety of models and launch new ones frequently, thanks to the big multinational firms which emerged as the survivors in the industry. At the same time, costs of finished vehicles made mainly in Brazil became reasonably competitive. Productiou of vehicles as a group and also of small cars cost about 35% more in Brazil than in their countries of origin, reflecting cost penalties of only a few percent for assembly but 40%-50% or more for most major parts. Some locally-made trucks and buses could compete with imports outright.
By contrast, while many other developing countries followed the local content route, most proved unsuccessful. Only India, Argentina and China, if it is counted as a developing country, succeeded like Brazil in making their own vehicles including most of their own parts. However, rione of .these three became reasonably competitive or efficient in vehicles, with exceptions to be mentioned in India, mainly for lack of production of parts on a sufficient scale. Argentina's production cost circa 1970 was estimated to be nearly double (95% above) that of the country where the vehicle design originated, and its cost of production for major parts was typically two or three times as high. The inherent problem of insufficient scale was aggravated by allowing too many vehicle enterprises and letting them produce too many makes and models--21 vehicle companies star~ed produc~ion in Argentina compared to 11 in Brazil. India limited its makes and models only to suffer progressively from serious desi~n and technical obsolescence, while China suffered from a lack of access to foreign collaboration leaving alone problems of technical obsolescence, small scale, and inadequate manufacturing technology. India, however, did manage to foster two- and three-wheeler production which has become fairly competitive, and has also developed reasonably efficient firms making medium to heavy trucks and buses, mainly because in each case the market has allowed a fairly adequate scale of production, with combined economies over time and volume. Most other developing :ountries have proved unwilling or unable to push the local content of their cars and trucks, valued in international prices, even as high as 50% of the cost of the vehicle, compared to levels of w~ll over 90% attained in Brazil, Argentina, China and India. (Argenti~a after 1976 reduced its levels ~nd liberalized imports). South Korea Seens to have been the first additional developing economy to exceed the 50% level, rai5ing its local content
-165-ANNEX 17 Page 3
requirement for some of its models close to 60% by about 1975. 1/ By 1985, Korean "requirements" ranged from 60% to 95% depending on the vehicle model, with most cars in the upper part of this range. The Philippines, by 1979, had a minimum local content for cars of 62.5% and most vehicles exceeded this, although the local content was reduced thereafter when imports were liberalized. Taiwan's local content requiremen~ for cars reached 70% by 1985. Mexico kept its requirement for cars no higher than 50% up through the 1985 model year then raised it to 55% for the 1986 models. However, starting as early as 1964 Mexico required local production of engines; and by 1984 the minimum local content for light trucks was 65%.
New strategies for developing the industry became a key reason for stopping short in these countries; local content was now only a secondary policy instrument (or target) in each case. Exports of parts and vehicles had become more important. Starting in the 19608, developing countries recognized that exports offered them a means of achieving desirable scales of production for many parts so that they could become competitive producers, particularly if they could also acquire up-to-date technology and quality con~rol methods. However, to obtain export orders, leverage over major vehicle firms controlling original equipment orders was necessary and their cooperation essential to get the technology needed. Mexico pioneered an export-oriented approach, partly because its 2,000 mile border with the United States made smuggling in of parts inevitable when its own were expensive, aggravating its trouble from small-scale producti~n of parts. As it turned out, Mexicans had acquired a taste for annual model changes based.on impo!ted body stampings and &ought to replace imports of other parts easier to make first. Mexico also enjoyed leverage from having the second biggest developing country market for vehicles and it was well located for exporting parts or vehicles to the United States.
As early as 1962, a decree allowed increases in the numbers of vehicles that constructors could produce in Mexico, in exchange for either exports or increased local content. The major multinational vehicle firms responded with exports of parts, including engines, which they shipped mainly in intra-firm transfers to their own subsidiaries or U.s. plants. In 1969, Mexico pioneered positive export requirements. Exports up to a given norm or percentage of imports were required in order to be allowed to import parts for assembly. Starting in 1972, two-fifths of these required exports had to come from predominantly Mexican-owned parts suppliers, as a way of developing the local parts industry. Prices of cars made and sold in Mexico had ceilings usually in the order of 50% above the country of origin price, adding to pressures to attain economical prOduction. The intentio~ to require exp~rts equal to imports by each vehicle manufacturer was announced but its implementation was delayed. Finally, starting in 1980, Mexico made its trade-balancing ~equiremeats quite stringent. Beginning in 1983 amidst the debt crisis Mexico required not only
1/ Chile raised its requirement for cars to 58% in 1968 and slightly more circa 1972 but this ~;as defined to include parts impe-rted hum 0the!" Latin American countries. Import liberalization began soon afte~~a!"d.

-166-ANNEX 17 Page 4
vehicl~ manufacturers but also parts suppliers to be self-sufticient in foreign exchange, except that parts suppliers had some foreign exchange provided. Not for the first time, strong measur~s were also taken to reduce the number of makes and models to increase scale economies and reduce production costs. Investments beyond the minimum would be allowed only if the firm guaranteed self-financing in foreign exchange and committed itself to export at least half of the resulting output. Thus the Mexican strategy has been to make the multinational firms and the industry as a whole export and achieve considerable scale economies as a condition for continued operation and sales in the Mexican market. By 1984, Mexico's automotive exports to the United States alone totaled US$1.5 billion a year and were projected to jump sharply based on new plants coming on stream.
Brazil and Argentina soon became exporters within the same strategy of letting multinational vehicle firms do most of the exporting. Brazil, having as a rule the lowest costs in Latin America, was most successiul. It achieved substantial exports of both vehicles and parts by the early 1970s by offering progressively stronger positive incentives to manufactured exports across the board. A strategy of especially promoting automotive exports began in 1972. Local content requirements were reduced to 78%-82% by value, on condition that each firm's imports of parts would be compensated by its exports. A new program was started of government BEFIEX (special fiscal henefits for exports) agreements with large individual firms which would export in exchange for fiscal concessions; and the major automotive firms were persuaded to reach agreements for ten years in each case, going ~nto effect between 1974 and 1976. By 1980, firms in the transport equipment industries, mostly those making motor vehicles and parts, had made BEFIEX export commitments totaling US$12.39 billion whife· pledging net foreign exchange earnings of U8$3.85 billion--exports over a period of years were to be that much greater than imports. Thus Brazil became a big exporter. In recent years its exports of vehicles and parts have been well over US$l billion a year.
Argentina like India attained some significant exports of motor vehicles and parts by the mid-to-late 1970s, while offering export incentives. Argentina's exports were directed mainly to other Latin American countries within regional trade agreements. Neither Argentina nor India has incorporated exports fully into its changing strategy in the industry, however. Several other countries in Latin America, several in Southeast Asia and at least one in Africa (Morocco) have pressed the major multinational vehicle firms for exports, including exports within the Andean and ASEAN regional markets, as part of their strategies for developing the industry. Typically such a country requires substantial local content but allows exports to substitute for at least some of it. These efforts have not led to any striking successes; the vehicle firms ha'Te not been moved to export much for the sake of small mark.ets. Indonesia, with its sizable potenttal m1rket, has attracted a good-sized, export-oriented engine plant, an exceptiun that may help to prove the rule.
Quite different export-oriented strategies have been followed in Kore" and Ta:wan. Korea's ap?roach has ~een based ~n Japan's example, adapted to !(~t'ea' ~ smaUer-siZ""e and different condition::. F"'om !:he outset, the '.mdcrl ying
-167-ANNEX 17 Page 5
aim has been to export finished vehicles in large numbers based on Korean makes, models and designs, if possible to the extent of becoming a competitor to Japan as the world's largest vehicle exporter. To do this Korea has insisted from the start on ownership and control of its own vehicle and parts firms, keeping in view Japan's example in driving out Ford and General Motors about 1938 and relying thereafter on its own firms, although some minority participations have been allowed in Japan, particularly in weaker firms. In Korea one vehicle firm has remained 50% foreign owned; a number of foreign participations have been allowed in parts manufacturing to speed the acquisition of technology; and foreign firms have recently been brought in as minority shareholders in other key vehicle firms. In other respects too, a desire to export successfully on a large scale has affected every step taken, especially from the early 1970s on. Local content increases have been based on what roducers could do at a reasonable cost on each part. The automobile companies have een asked to develop their own models--of which Hyundai's "Pony" is the best known--in hopes of being able to export "them. Foreign sources of parts and assistan~e have been diversified to limit reliance on Japanese firms. Assembly capacity has been pushed up starting in the 1970s to scale levels enormously larger than actual output, in hopes of achieving economies of scale. Government loans and tax write-offs have played a big role in scaling up vehicle and parts ·apacity. Yet by one account the industry lost about US$200 million in two years circa 1979-81 when domestic and export market hopes did not materialize. Following this the government narrowed the industry to two passenger car firms and four others, the largest of which makes two- and three-wheelers as well as trucks and buses.
Bold export hope~ have proved elusiv~. Back in 1974, four.wheeled motor vehicle production was projected (or planned) to reach one million units in 1985, up from about 30,000 in 1974. In 1979, the projection was raised to 2 million in 1986. Setbacks dashed these hopes, but in 1984 the government wanted passenger car exports to reach 210,000 in 1988 and 623,000 in 1992. By comparison, actual exports were about 25,000 vehicles in 1983, predominantly cars. By 1984, the largest firm, Hyundai, was building an assembly line with an annual capacity of 300,000 units, with help from its foreign partner, Mitsubishi, while the other car maker, Daewoo, was setting up a 160,000 unit line with help from its foreign partner, General Motors. (Their previous capacities were 116,000 and 76,000 units, respectively.) Meanwhile, owing to a determinacion to control the cost, quality and reliability of prod~ction combined with an attractive export incentives program, the parts industry emerged in the late 1970s and early 1980s as a successful exporter. It started by making parts for the after-market, but then was selected for some items as a u.s. original equipment supplier. The value of Korea's exports of vehicles and parts (other than radios) must have been in the order of one quarter of a billion U.S. dollars by 1984.
Taiwan ~ith its sma~ler population and market has followed a different strategy: it has developed its parts industry for export ahead of, or at ~east along with its vehicle industry. Its advantages haye included export-oriented policies providing strong, generalized export incenti'Jes, including easy dutyfree access to imported inputs. "t ~as also de~eloped good capabilities 1n
entrepreneurship, metal ',;orkin'S and ~ngineerin~, to go '.-lith modest ·.va~es for

-168-ANNEX 17 Page 6
skilled and unskilled workers. Not having the leverage to get foreign automobile companies to export it has succeeded instead in exporting parts based on low costs, by concentrating mainly on labor-intensive items. These include parts for two-wheel motor vehicles, for which Taiwan is the leading developing country supplier, as well as parts for four-wheelers. In many cases local1yowned parts firms have started by copying parts and using "backward engineering" to design production. In some instances they have counterfeited well-known companies' parts and "pirated" their brand names. More recently many have received orders from original equipment manufacturers in the United States or elsewhere (Japan imports almost no parts). Ford even makes engines in Taiwan for its Australian subsidiary. By now vehicle makers are keen to find suppliers in Taiwan since the parts industry there is beginning to solve the quality problems usual in such a setting. As a result of its cost-competitiveness and improved quality, Taiwan's parts exports approache~ half a billion US dollars in 1984. The vehicle industry includes both independent, locally-owned firms and others with a" foreign majority interest. Protection is based mainly on tariffs: complete, b~ilt-up imported cars pay duties of 65%. Vigorous efforts have been made to attract a big export-oriented joint passenger car venture, but so far hopes have fallen through. Instead, Ford Lio Ho Motor Co. is expanding its capacity to 90,000 cars by the end of 1986, aiming at eXPQrts of 30,000, and will expand further to at least 200,000 if exports are successful as hoped. The principal independent company, which made 49,000 Nissan vehicles under license in 1984, is building an indigenous model of subcompact with an imported (Nissan) engine. Up to now, however, vehicle exports remain small, including some 25,000 two-wheelers in 1984.
The above strategies and experiences suggest that reliance on local content requirements alone to develop domestic automotive industries has presented enough shortcomings to become outdated. Internationally, there has been a trend away from very high local content requirements in order to take advantage of c~st reductions through international trade, not least to avoid having to make locally the highest cost parts and avoid fast obsolescence of technology, both in product and process. Every success since about 1970 has been built around continuing contact with international markets and the progressive development of exports of parts andlor vehicles at the same time. This has proved a way of raising to or keeping up with international developments in technology and quality control and then achieving economies of scale. With regards to industry control, the Latin American countries have relied primarily on major foreign vehicle manufacturers, ensuring that they were from several different industrial countries; but Korea lik~ India has maintained local ownership or at least majority control. Korea however has been far more ambitious than India, by trying to become a large exporter of complete vehicles. going through the gigantic effort to assimilate international product technology, design ability and manufacturing engineering. In their parts industries, Brazil and Mexico have tried to develop independent local manufacturers as have Korea and India, but each has had to allow a greater or lesser degree of foreign participation in order not only to obtain, but more importantly to assimilate, technology to avoid holding back the overall industry. Relatively speaking, IL~ia has less foreign participation or of a lesser caliper in its parts industry than the other countries, and this may ha~e led to cumulated weakness

-169-ANNEX 17 Page 7
in some segments of its parts industry, aggravated by a lack of policy emphasis on exports of parts. With a few exceptions such as MICO's exports, India's parts exports have come largely in small quantities of parts for the aftermarket.
Other developing countries do not seem to have suffered much from two other difficulties apparent in India--cascading indirect taxes raising costs of parts, or at least those made in medium or larger enterprises, and perverse tariffs in components industries--higher tariffs on raw materials and intermediate inputs than on the products, causing negative effective protection.
Indirect taxes are large in Brazil, for example, but they no longer cascade: both the state turnover tax (which replaced sales taxes) and the federal tax on the value of production have been computed much like value added taxes since the late 1960s. Enterprises at each stage of production receive credit for the tax paid at previous stages. Contrar~' to India, other countries have not been required to make such a catch-up in technology as India is currently making. Nevertheless, they have not reduced tariffs sharply on parts for specific new makes and models while maintaining high tariffs on the inputs to make them. also sharply lowering local content requirements for them. Instead, other countries generally reduce tariffs on inputs and outputs at the same time, especially in episodes of deliberate import liberalization. Finally, contrary to India, no other country has adopted small scale reservations.