Embed Size (px)
Citation preview
Research Project Final Paper
Moisture & Protein Analysis in Milk Powder
Alvina Wirawan7 December 2011
FSC 115 – Food Analysis
Department of Food Science and NutritionCalifornia State University, Fresno
Fresno, CA
Introduction
Dry milk powder is a dairy product made by removing the water from regular milk.
Milk powder is achieved processing the fresh milk by evaporating and usually spray-
drying. The water is removed through evaporation by boiling the milk under reduced
pressure and at low temperature. To form a powder, the concentrated milk is sprayed in
mist into hot air in spray-drying (Pearce). Two of the most common dry milks are whole
milk powder (full cream milk powder) and nonfat milk powder. Milk powders are used in a
wide range of products, such as ice cream, baked goods, chocolates, snacks and soup, infant
formulas, and others.
Nonfat dry milk is made by removing the fat and water from milk. The content of
lactose, milk proteins, vitamins, calcium and other milk minerals is the same as the fresh
milk from which it was made. The moisture content can be over 5% by weight, and the fat
shall not exceed 1.5% by weight (United States Standards for Grades of Nonfat Dry Milk
(Roller Process)). The content of protein is 34 to 37%, lactose is 49.5 to 52%, and ash is 8.2
to 8.6% (Nonfat Dry Milk & Skimmed Milk Powder). The word “instant” in dry milk means
it will dissolve easily in water (Commodity Instant Nonfat Dry Milk). To make it an instant,
the milk powder has to be agglomerated, producing larger, irregular shaped agglomerates.
The moisture content for extra grade instant nonfat dry milk cannot go over 4%.
The full cream dry milk has about 26 to 42% of fat content, and a maximum of 5%
moisture content (Saleh). The protein content is 25 to 27% and the titratable acidity is 18%
maximum. Approximately 13 kg of full cream milk powder or 9 kg of nonfat milk powder
can be made from 100 liter of whole milk (Pearce).
This experiment is basically testing the moisture content and protein content of two
type of dry milk, which are instant nonfat dry milk and full cream dry milk from Indonesia.
The brand for the nonfat instant dry milk is Sunny Select, and the brand for the full cream
dry milk is Dancow, Nestle. This experiment is also testing if the moisture and protein
content are the same as the label on the box.
Moisture content of milk powder is important in keeping the quality. High moisture
content and high water activity will result in reducing quality of the dry milk, because the
proteins will denature, and the lactose will crystallize causing the free fat to increase, which
will result in oxidation of the fats. Lowering the moisture content is also important to
prolong the shelf life of the product, preservation, and calculate the content of other food
constituent like carbohydrate. This experiment is using three different types of ovens,
which are forced draft oven, vacuum oven, and convection oven to determine the percent
moisture content.
Maintaining the protein consuming is also important for human body. The expected
value of protein content from the nonfat dry milk is 34 to 37%. The expected value of
protein content from the full cream dry milk is 25 to 27%. The protein analysis that will be
used for this experiment is the Bradford Protein Assay.
Equipment:
Moisture Analysis
Materials needed:
Milk powder samples
Aluminum pans
Aluminum foil
Analytical balance
Desiccator
Forced draft oven, vacuum oven, and convection oven
Sample Preparation:
Nonfat dry milk was obtained from a Fresno area retail store. An Indonesian dry
milk powder was obtained from Indonesia. 3 grams of samples were weighed into pre-
weighed aluminum pans. Samples were covered with aluminum foil, leaving a small
opening for the air exchange.
Protein Analysis
Materials needed:
Visible light spectrophotometer
Beaker
Pipette
Centrifuge
Milk powder samples
Bradford reagent
1000 ppm standard
Chemical reactions and Preparations:
Bradford reagent was prepared by dissolving 100 mg Coomassie Brilliant Blue G-
250 in 50 ml 95% ethanol, with 100 ml 85% (w/v) phosphoric acid added. The reagent was
diluted to 1 liter when the dye was completely dissolved, and then filtered through
Whatman #1 paper just before use. 1000 ppm bovine serum albumen was serially diluted
in deionized water to 0 ppm, 50 ppm, 100 ppm, 200 ppm, and 400 ppm, and was used as a
standard.
Methodology:
Moisture Analysis
Principle of Forced Draft Oven, Vacuum Oven, and Convention Oven:
Heating the sample under specified conditions and the weight loss is used to
calculate the moisture content of the sample (Nielsen, 2010).
Operation of Forced Draft Oven, Vacuum Oven, Convection Oven:
Nonfat dry milk was obtained from a Fresno area retail store. An Indonesian dry
milk powder was obtained from Indonesia. 3 grams of samples were weighed into pre-
weighed aluminum pans. Samples were covered with aluminum foil, leaving a small
opening for the air exchange.
Pans containing dry milk samples were dried for 24 hours in a forced draft oven at
60-65 degrees Celcius, a vacuum oven at ___ degrees Celcius, and a Convection oven at 105
degrees Celcius. After 24 hours, samples were put into a desiccator for 10-15 minutes, then
weighed. Moisture content was calculated using the following equation:
wt of H 2O∈samplewt of wet sample × 100
Protein Analysis
Principle of Bradford Protein Assay:
The Bradford protein assay is for measuring protein concentration, using a stable
formulation of the original Bradford reagent. The acidic Coomassie dye reagent changes
color from brown to blue when mixed with protein solution. Based on observation, the
maximum absorbance for an acidic solution (Coomassie Brilliant Blue G-250) shifts from
465 nm to 595 nm when protein binding occurs. Visible color change is caused when
hydrophobic and ionic interactions stabilized the anionic for of the dye.
Operation of Bradford Protein Assay:
Bradford reagent was prepared by dissolving 100 mg Coomassie Brilliant Blue G-
250 in 50 ml 95% ethanol, with 100 ml 85% (w/v) phosphoric acid added. The reagent was
diluted to 1 liter when the dye was completely dissolved, and then filtered through
Whatman #1 paper just before use. 1000 ppm bovine serum albumen was serially diluted
in deionized water to 0 ppm, 50 ppm, 100 ppm, 200 ppm, and 400 ppm, and was used as a
standard.
0.25 grams of samples was weighed into a beaker. 175 ml water was added into the
beaker. The solution was mixed until dissolved, and then filtered. The filtrate was pipetted
into a centrifuge tube, and centrifuged for 5 minutes at 14,000 RPM. 100 microliter of
sample and standards were added to a 20 ml vials. 5 ml dye reagent was added and rested
for 5 minutes. Absorbance in a visible light spectrophotometer at 595 nm was determined.
Results:
Discussion:
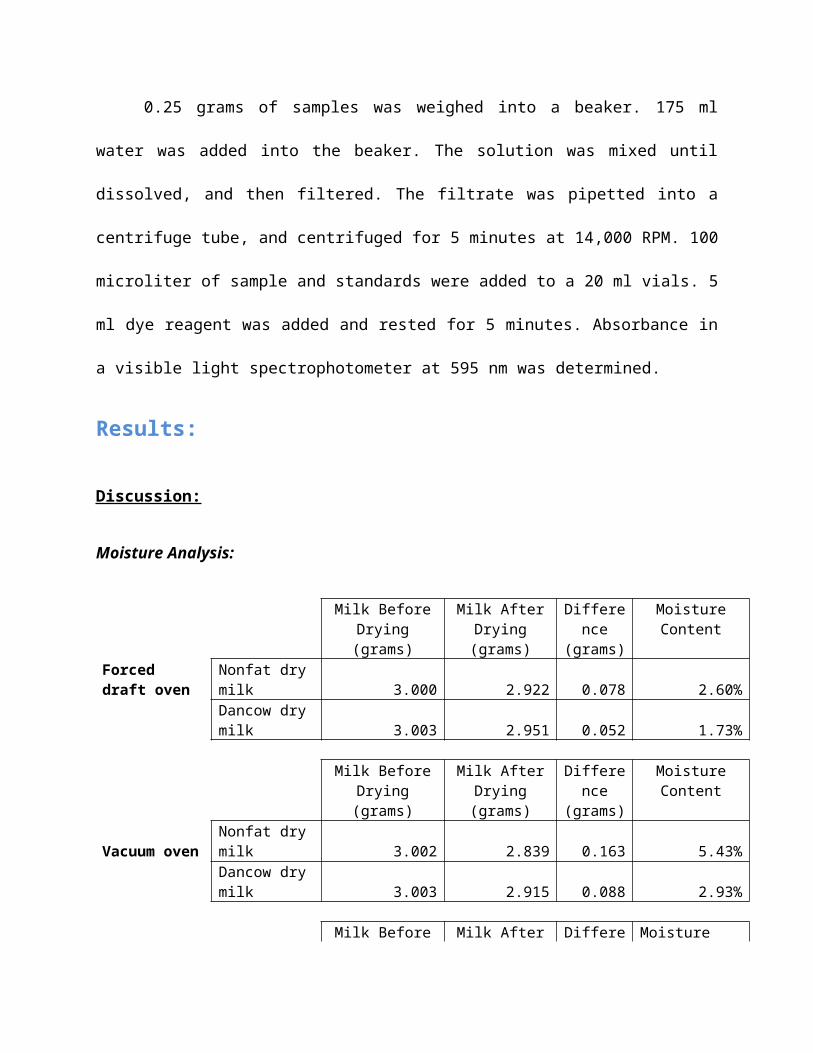
Moisture Analysis:
Milk Before Drying
Milk After Drying
Difference
Moisture Content
(grams) (grams) (grams)Forced draft oven Nonfat dry milk 3.000 2.922 0.078 2.60%
Dancow dry milk 3.003 2.951 0.052 1.73%
Milk Before Drying
Milk After Drying
Difference
Moisture Content
(grams) (grams) (grams)Vacuum oven Nonfat dry milk 3.002 2.839 0.163 5.43%
Dancow dry milk 3.003 2.915 0.088 2.93%
Milk Before Drying
Milk After Drying
Difference
Moisture Content
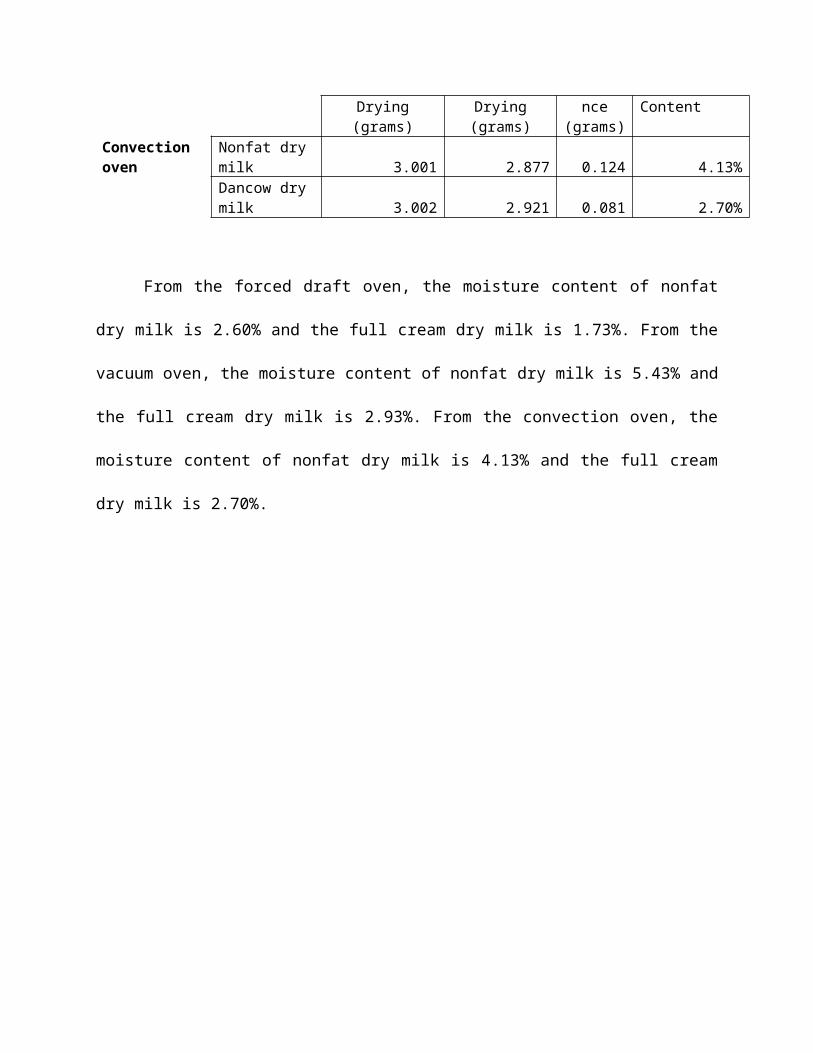
(grams) (grams) (grams)Convection oven Nonfat dry milk 3.001 2.877 0.124 4.13%
Dancow dry milk 3.002 2.921 0.081 2.70%
From the forced draft oven, the moisture content of nonfat dry milk is 2.60% and
the full cream dry milk is 1.73%. From the vacuum oven, the moisture content of nonfat dry
milk is 5.43% and the full cream dry milk is 2.93%. From the convection oven, the moisture
content of nonfat dry milk is 4.13% and the full cream dry milk is 2.70%.
Samples: - Top: Dancow full cream milk powder
- Bottom: Nonfat dry milk
Methods from left to right: forced draft oven, vacuum oven, convection oven.
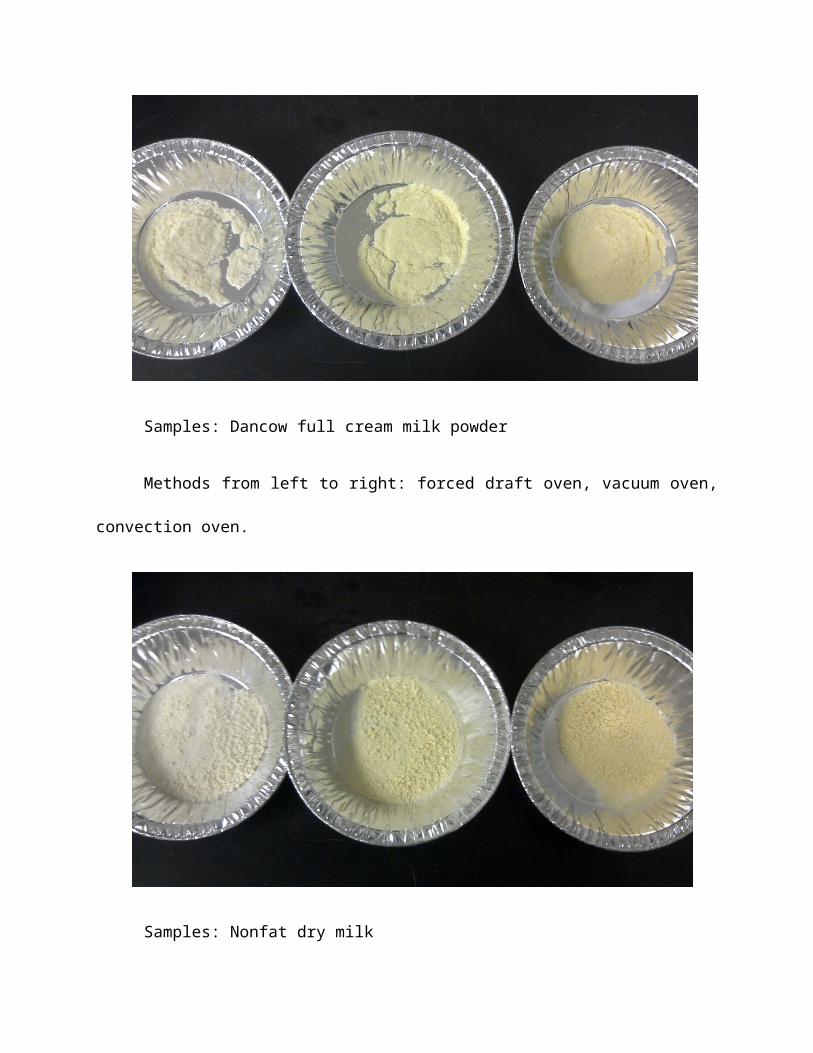
The results for the color are different in all three methods. The samples using the
forced draft oven is the whitest. The samples using the vacuum oven is more yellow. The
samples using the convection oven is the most yellow.
Samples: Dancow full cream milk powder
Methods from left to right: forced draft oven, vacuum oven, convection oven.
Samples: Nonfat dry milk
Methods from left to right: forced draft oven, vacuum oven, convection oven.
These methods are easy to use and many samples can be analyzed simultaneously.
However, these methods are time consuming, may be unsuitable for some type of food, and
are not precise and accurate.
Protein Analysis:
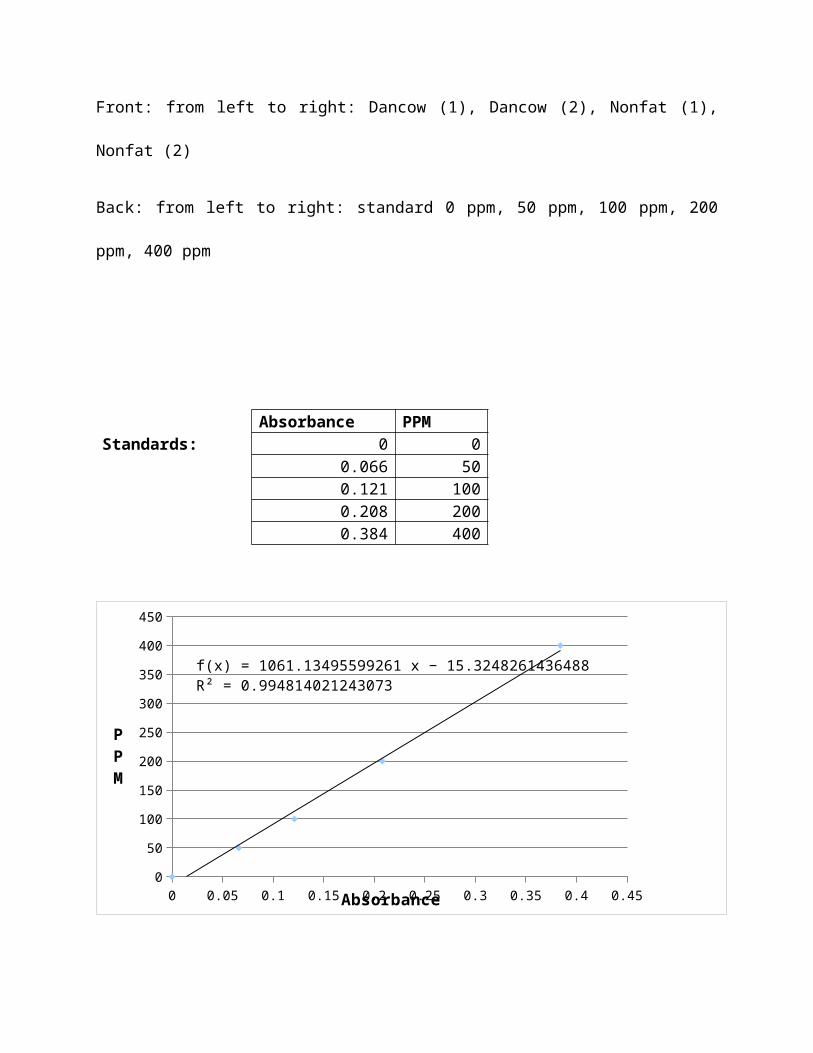
Front: from left to right: Dancow (1), Dancow (2), Nonfat (1), Nonfat (2)
Back: from left to right: standard 0 ppm, 50 ppm, 100 ppm, 200 ppm, 400 ppm

Absorbance PPMStandards: 0 0
0.066 500.121 1000.208 2000.384 400
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.450
50
100
150
200
250
300
350
400
450
f(x) = 1061.13495599261 x − 15.3248261436488R² = 0.994814021243073
Absorbance
PPM
Absorbance PPM Protein Content
Dancow (1) 0.253 253.1333 17.72%
Dancow (2) 0.254 254.1944 17.79%
Nonfat (1) 0.299 301.9439 21.14%
Nonfat (2) 0.333 338.0213 23.66%
Dilution factor = 1750.25
175 = ml of water added to the solution
0.25 = grams of milk powder used
Protein content: Dancow (1) = 253.1333 × 1750.25 ÷1,000,000 × 100% = 17.72%
Dancow (2) = 254.1944 × 1750.25 ÷1,000,000 × 100% = 17.79%
Nonfat (1) = 301.9439 × 1750.25 ÷1,000,000 × 100% = 21.14%
Nonfat (2) = 338.0213 × 1750.25 ÷1,000,000 × 100% = 23.66%
The average protein content of the full cream dry milk powder is 17.755%. The
average protein content of the nonfat dry milk is 22.4%. This method is very easy to use
(single reagent, no preparation required), cheap, very fast (immediate color development),
and has a broad range (detect protein concentration from 1 – 1500 microgram/mL).
However, the solution has to be soluble for the testing. This method is precise but not
accurate because it only measures the soluble protein, and the insoluble protein cannot be
measure.
According to the label on the box, the Dancow full cream milk powder has 25.93% of
protein, which is in the range that full cream milk powder must have. The nonfat dry milk
has 34.78% protein, which is also in the right range.
Application:
Both protein content and moisture content are important for food industries, and
also for labeling. Protein content are stated in all food labels. Even though moisture content
is not stated, but it is important for determining other contents, like carbohydrate. There
are lots of purpose to dry milk in the industries, like preserving it, prolong the shelf life,
does not need to be refrigerated, reducing its bulk for economic of transportation
(Powdered Milk). Powder milk is also convenient to use for making ice cream, baked goods,
chocolates, snacks and soup, infant formulas, and others.
Conclusion:
All the methods used in this experiment are very simple, and do not cost much.
There are also other methods for moisture analysis and protein analysis. For moisture
analysis, microwave drying, rapid moisture analyzer, toluene distillation, Karl Fischer
method, and near infrared method can be used. For protein analysis, Kjeldahl nitrogen
method and nitrogen combustion method can be used instead, and will probably give a
better results rather than using the Bradford protein assay. Doing the experiments more
than once can minimize errors and to confirm the results.
References:
(n.d.). Retrieved from United States Standards for Grades of Nonfat Dry Milk (Roller Process): http://www.ams.usda.gov/AMSv1.0/getfile?dDocName=STELDEV3004467
(n.d.). Retrieved from Nonfat Dry Milk & Skimmed Milk Powder: http://www.usdec.org/Products/content.cfm?ItemNumber=82654
(n.d.). Retrieved from Commodity Instant Nonfat Dry Milk: http://wellnessways.aces.illinois.edu/commodity/tg_instnfdm.pdf
(n.d.). Retrieved from Powdered Milk: http://www.answers.com/topic/powdered-milk
Nielsen, S. S. (2010). Food Analysis Laboratory Manual 2nd Edition. Springer.
Pearce, D. K. (n.d.). Retrieved from MILK POWDER: http://nzic.org.nz/ChemProcesses/dairy/3C.pdf
Saleh, E. (n.d.). Retrieved from TEKNOLOGI PENGOLAHAN SUSU DAN HASIL IKUTAN TERNAK: http://library.usu.ac.id/download/fp/ternak-eniza.pdf