-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
1/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
2/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
3/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
4/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
5/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
6/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
7/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
8/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
9/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
10/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
11/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
12/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
13/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
14/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
15/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
16/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
17/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
18/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
19/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
20/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
21/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
22/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
23/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
24/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
25/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
26/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
27/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
28/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
29/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
30/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
31/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
32/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
33/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
34/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
35/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
36/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
37/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
38/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
39/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
40/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
41/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
42/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
43/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
44/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
45/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
46/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
47/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
48/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
49/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
50/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
51/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
52/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
53/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
54/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
55/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
56/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
57/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
58/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
59/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
60/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
61/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
62/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
63/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
64/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
65/71
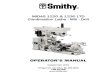
L a t h e M i l l i n g A t t a c h m e n tBy L C. MASON
Milling attachment inuse on 7-in. lathe formilling out parts
inthe manifold of amodel 4-cylinder gasengine. One holdingclamp
removed for
clarity.
BY CLEVERLY stacking cold-rolled flat stocktogether, T-slots and
slide for this lathemilling attachment are made without costly
machinery. In fact, only two tools, a drill pressand lathe, are
needed to make the attachment.Shown mounted on the cross slide of a
lathe(Fig. 1), the attachment features a swivel baseand tilting
slide which has T-slots for clampingthe work securely in place.
Although this at-
tachment was made for a 7-in. Atlas lathe, theoverall dimensions
could be increased 25% foruse with a 9 or 10-in lathe.
Start by cutting the stock size cold-rolled flatstock for T-slot
pieces A, B, C and D in Fig. 3to 3-in. lengths. Then lay out and
drill the #21holes. Pieces A and B, and C and D can beclamped
together when drilling so that they willline up properly when
assembling later. Next,hacksaw the slide plate E in Fig. 3 to shape
andtrim up the cut edges with a file. Lay out and
scribe lines on the slide plate for locating piecesB and D. Be
sure these lines are square withthe sides of the slide plate. Clamp
the B and Dpieces to the slide plate and drill the 12 #21holes.
Then open the holes with a #9 drill andcountersink the holes on the
back of the slideplate to sink 10-32 fh screws just below
thesurface. Tap the #21 holes in pieces A and Cwith 10-32 NF
threads.
Now cut the back plate pieces (F and G inFig. 3) to length.
Since stock size cold rolled
120
does not come 2 3/16 and 1 11/16 in. wide, youwill have to
machine them. Clamp them on thelathe faceplate with a 90 angle
block and turnthe 2 3/16-in. piece about 1/64 in. undersize.
Setthese pieces aside for the moment, and make upand drill pieces
H, J and K in Fig. 3. Notethat the ends of piece H are filed to
take thebrass gib L, which should also be made up atthis time.
To assemble, first clamp piece J to the backand right side of
the slide plate. The top andbottom screws securing piece J will run
intothe B pieces, so bolt these pieces on the frontof the slide
plate. Spot drill the slide platethrough the #9 holes in piece J,
then remove itand drill through with a #21 drill. Tap 10-32.
To be certain of getting piece H parallel withpiece J, place
piece F between them. Be surethat the gib, piece L, is between
pieces H andF also. Clamp piece H to the slide plate and test
piece F to see that, it slides up and down smooth-ly. Then spot
drill the slide plate through theholes in piece H and drill and tap
as you didfor piece J. Assemble the K pieces with the Fpiece in
place.
Now, place piece G, the other back plate youmachined to 1 11/16
in. wide, on piece F betweenthe K pieces. There should be 1/32 in.
clearanceon each side between the K pieces. Clamp theG piece in
place, and drill the 3/16 in. rivet holesdeep enough to spot drill
the hole locations on
SCIENCE AND MECHANICS
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
66/71
the F piece. Then remove the pieces andcontinue drilling the
holes through theF piece. Countersink the rivet holes onthe F and G
pieces a good 1/16 in. and
fasten with rivets cut from 3/16 in. dia.soft steel rod. Heat
rivets red hot beforesetting. When cool, file or grind flush atboth
ends.
Your next step is to true up the front,
or top surfaces of the T-slot pieces A and Cso that they will be
parallel with part G ofthe back plate that fastens to the angle
onthe lathe cross slide. First remove piecesH, J and K on the back
of the slide plate.
Then permanently fasten T-slot pieces A,B, C and D to the slide
plate. File pro-jecting 10-32 screws flush with A and Cpieces.
Reassemble the riveted back plateto the slide with pieces H, J, K
and L.Tighten the screws so that the back platewill not slide. Now
clamp the assemblyto the lathe faceplate, so that the backplate is
against the faceplate and T-slotpieces facing outward. Take a
series oflight cuts off the surfaces of pieces A and
C, which will true up the front and com-pensate for any
difference in the thick-nesses of the flat bar stock.
For the feed screw, make up piece Min Fig. 3 and fasten to the
top of the
slide plate with two 10-32 fh screws as inFig. 2. Do not drill
the -in. hole in pieceM at this time. Also make the nut, pieceN in
Fig. 3, and fasten to the top of pieceG with two 10-32 fh
screws.
Since the holes for the feed screwth h i M N d th b k l t
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
67/71
'
tool holder set at center height. Twenty-five divisions on the
dial will indicate slidemovement of .002 in. for each division.
A
25-tooth gear fastened on the lathe spindlewas used for
indexing. Scribe every fifthline (.01) the full width of the bevel.
Makethe handle pieces Q and R as detailed inFig. 3, and turn the
thrust washers from
bronze or brass.Before assembling the feed screw to the
slide and back plate, turn the mountingbolt 5 in. (Fig. 3). Use
a stock -20 hex.nut with the bolt. Then remove the back
plate from the slide and bore the -in.hole, countersinking the
widest of the backplates to the same taper as on the mount-ing
bolt. Try to arrange the work so thatthe taper on the bolt and back
plate can
be turned without changing the angle ofthe lathe compound
rest.
When assembling the feed screw to bear-ing block M on the slide
plate, place athrush washer on the feed screw shaft at
each side of block M. Then screw on thedial and handle on the
feed screw, allow-ing just enough play for easy turning.With the
handle and dial locked togetherlike locknuts, hand solder or braze
the
handle to the dial. Drill a 1/16-in. holethrough the handle and
feed screw anddrive a pin through it. Scribe an indexmark on the
slide plate as on E in Fig. 3.
When assembling the mounting bolt to
the back plate file notches in the bolt
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
68/71
way the compound rest was clamped, drillingand tapping needed
holes in angle iron, to takethe plunger pins and clamp screws used
tofasten the compound rest.
To drill the -in. milling attachment mountinghole in the angle,
clamp it so that the verticalface is exactly at right angles to the
lathe bedways and bore with a drill chucked in the latheheadstock.
This will place the pivot point of theattachment on the lathe
centerline which is ad-
vantageous for some types of milling operations.Work to be
milled is clamped against the ma-
chined surface of the slide as in Fig. 1. Use in. squarehead
machine bolts with headsplaced in T slots for clamping.
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
69/71
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
70/71
MATERIALS LISTMILLING ATTACHMENT
All Dimensions in Inches
Size and DescriptionNo. Req.
222
22211111
1111111
14
3/16 x 5/8 x 4 cold rolled steel
x 3/8 x 4 cold rolled steel
x x 3 cold rolled steel
x 5/8 x 3 cold rolled steel x x 3 cold rolled steel
x 1 x 3 cold rolled steel
x x 1 cold rolled steel
x 3 x 5 7/8 cold rolled steel
x 2 x 4 1/8 cold rolled steel
x 1 x 4 cold rolled steel
3/8 x x 1 cold rolled steel
1 dia. x 2 cold rolled steel3/8 dia. x 8 cold rolled steel
3/8 x 3 x 3 x 3 long angle iron
x 2 x 3 cold rolled steel
3/16 dia. x 7 mild steel rod for rivets
3/8 x x 1 bronze or hard brass
1/16 x x 4 hard brass
10-32 x 7/8 fh machine screws
10-32 x fh machine screws
6-40 x 5/8 headless flat-point socket setscrews6-40 hex.
nuts
-20 hex. nut
JUNE, 1958
Use
K
H and J
B
AD
C
Q
E
F
G
M
P and S0 and R
mounting angle
mounting angle
N
L
-
8/11/2019 Workshop Practice Series - 05 - Milling Operations in
the Lathe
71/71