Embed Size (px)
DESCRIPTION
The most comprehensive coverage of new products and technology developments from companies supplying and servicing the food and beverage industry. The magazine covers bulk handling, storage and logistics, processing, packaging and food product design. If you work in the food industry and your role covers any of the following areas, this magazine is for you: plant management, processing engineers, packaging specialists, product marketers, laboratory management, technologists, consultants and other purchasing influences.
Citation preview


$6.2M OFF REDEVELOPMENT COSTS, MILLIONS OF DOLLARS PER YEAR OFF ENERGY AND CARBON LIABILITY COSTS AND OVER
ONE THIRD OFF EMISSIONS.
www.wiley.com.au
AJ Bush & Sons have long been one of Australia’s largest rendering operations. AJ Bush selected WILEY to design and build their facility in Beaudesert, Qld in late 1992, and to rebuild the facility after a fire in 2001. We are now working together on a process focussed project to improve production efficiency and cut energy cost throughout the AJ Bush operation to reduce its direct carbon liability.
Wiley is helping AJ Bush to turn an inconvenient waste product into a lucrative energy recovery system. This will mean a huge annual energy saving, a new stream of export revenue and has secured a $6.2M redevelopment grant from the Clean Technology Food and Foundries Investment Program.
An innovative initiative to cap and recover unexploited biogas from their Beaudesert rendering ponds will save millions on annual energy and carbon costs, reduce annual emissions by over a third and reduce the intensity of remaining emissions by a further 64%.
Ecofficiency means improved efficiency, productivity and profit with reduced impact on our environment. That’s creating a better future!
STEAM
CARBON EMISSIONS
$MART THINKING

www.foodprocessing.com.au 3March/April 2013
March/April 2013contents
6 food for thought
79Beverages
89testing & ingredients
89 Ancient ‘lost’ grain is found again in Australia
12 Bulk
12 Save energy through lighting management
61 packaging
63 Is BPA toxic or not?
19 auspack
21 You need to visit AUSPACK PLUS 2013
26 Australian Institute of Packaging National Technical Forum
27 The best-of-the-best in packaging
29 processing
29 The perils of ignoring lubrication in the food industry
34 Filling your biscuit
42 Easy to sanitise
48 Why hygienic design is essential
58 Your system is only as strong as your weakest critical control point
© w
ww
.sxc
.hu/
Gin
iMin
iGi
© w
ww
.sxc
.hu/
purp
lene
© w
ww
.sxc
.hu/
Kra
ppw
eis
©iStockphoto.com/Eric Gevaert
©iS
tock
phot
o.co
m/ p
agad
esig
n
©iS
tock
phot
o.co
m/ N
eust
ocki
mag
es
©iS
tock
phot
o.co
m/ P
hoto
Euph
oria
©iS
tock
phot
o.co
m/g
poin
tstu
dio

www.foodprocessing.com.au4 March/April 2013
Regards
Janette Woodhouse
Chief Editor
What’s New in Food Technology & Manufacturing
www.foodprocessing.com.au
Crumbs from my tableLike, I am sure, the rest of the food industry, I found the recent horsemeat substi-tution scandal in Europe fascinating. It was made more interesting in many ways because, for once, it wasn’t a food safety crisis and consumers were not becoming sick. They were just being fed horse instead of beef.
Mind you, 4.5 million ready meals containing horse instead of beef are a lot of ready meals and a lot of people unknowingly eating said horse. As the scandal developed I was interested to note that the initial horse grew into ‘horse-like ani-mals’ including donkeys, asses … However, when South Africa did some internal testing I thought they were really showing off when their contamination species included water buffalo and goat.
What has slipped under the radar is contamination with pork. In the opening salvos of the crisis the Irish also reported contamination with undeclared pork products. Contrary to the horse substitution, contamination with pork does af-fect some consumers for whom pork is a forbidden food. Had this contamination received the same attention as the more mainstream salacious horsemeat story it would have been interesting to watch consumer reaction.
However, it all really gets back to the same thing - consumers have a right to labelling honesty. The information on the label should allow the consumer to make their own choices and be confident that they are purchasing what they think they are purchasing.
The other issue that is currently interesting me is the protein debates. Getting crude protein content results by multiplying up nitrogen assays leaves manufactur-ers open to scandals like the melamine substitution in the infant milk formulas in China. But even accurate protein content of a food is not enough to determine the nutritional value of the food. The availability of the protein is affected by its digestability - some proteins are simply harder to digest and so pass straight through the consumer and add the balance of their nutritive load to the sewage farm.
Another limiting factor of the benefit of the protein is the blend of amino acids it contains. It doesn’t matter how much protein a consumer eats - if the protein does not contain sufficient quantities of the nine essential amino acids that humans cannot synthesise in vivo the person will be unable to synthesise the proteins they need and so will be effectively malnourished.
I think we will see more debate on this topic between the dairy and soy in-dustries for a while yet.
What’s New in Food Technology & Manufacturing will be at AUSPACK PLUS - come by and introduce yourself and have a chat.
© w
ww
.sxc
.hu/
cosc
urro

www.foodprocessing.com.au8 March/April 2013
© w
ww
.sxc
.hu/
bere
nika
Hygiene company to shake up food and bev industry
European food and beverage hygiene company Calvatis is launching its Calgonit brand in Australia, and has ambitious plans to “shake up” the food and beverage industry.
Calvatis Australia General Manager Christopher Ratcliffe said that the company has been watching the food hygiene space in Australia and believes that there is a gap in the market for a new player dedicated to working with food and beverage companies to provide tailored hygiene solutions.
“We’ve set out an ambitious strategy to shake up the food hygiene industry through innovation and exceptional customer service.
We aim to work with the food and beverage manufacturing industry to solve problems on a case-by-case basis; the one-size-fits-all cleaning
mentality is long outdated and we aim to change this,” Ratcliffe said.“We believe there is significant opportunity to leverage the full power of
Calvatis’ technology portfolio, and redefine service in the Australian food and beverage hygiene industry.”
The company operates in more than 70 countries with services focused on adding value for mid-sized food and beverage manufacturers. Calvatis Australia plans to rollout its selection of detergents and sanitisers throughout Australia and expand its range of German-designed cleaning equipment.
Fo dFO
R
thoughtimag
e©iS
tock
phot
o.co
m
© w
ww
.sxc
.hu/
Dar
tVad
er
Food safety for fresh produce industryA new website dedicated to all aspects of food safety in the fresh produce industry has been launched. The Fresh Produce Safety - Australia & New Zealand (FPS) website was established as part of a major project to identify priorities for fresh produce safety research and to raise awareness of the challenges and importance of enhancing current safety practices.
The FPS website, www.freshproducesafety-anz.com, was launched by the University of Sydney’s Faculty of Agriculture and Environment and PMA Australia-New Zealand, the region’s leading fresh produce trade association.
The FPS website focuses on three critical objectives:1. To plan how the fresh produce industry will handle major food safety outbreaks in the region,
particularly in crisis mitigation and management, and consumer communication.2. To identify research needs that are specific to the Australian and New Zealand fresh produce industry
and to develop local or international collaborative partnerships in research, outreach and education to address these needs.
3. To translate relevant research outcomes from the Center for Produce Safety at the University of California-Davis for application in the Australasian fresh produce industries.“The 2006 spinach crisis in the US and the European sprout problems of 2011 demonstrate the
importance of our industry working together from paddock to plate to ensure continued fresh food safety in Australia and New Zealand,” said Associate Professor Robyn McConchie, head of the Plant and Food Sciences department at the University of Sydney.
“We anticipate developing a research model where we will be utilising existing research and information, as well as bringing together international experts, representatives of government, industry associations, growers, packers and processors, wholesalers and retailers, food safety trainers and practitioners, all with a focus on filling the knowledge gaps on produce food safety in Australia and New Zealand, and protecting and enhancing food quality and safety in fresh produce,” McConchie said.
A Food Safety Taskforce initiated by PMA Australia-New Zealand and comprising representatives from all sectors of the supply chain has also been appointed to assist in the project and work collaboratively with industry to facilitate communication and outreach.
“An outbreak of foodborne illness can be devastating, not only for those directly affected, but for an entire industry,” said Fabian Carniel, Chair of the Food Safety Taskforce and Joint CEO of Mulgowie Farms. “As an industry, we have a responsibility to live up to the trust placed in us every day by consumers, by ensuring the safety and traceability of our fresh produce.”
The FPS project used voluntary funds from both organisations, which was matched by the Australian Government through Horticulture Australia Limited (HAL).

www.foodprocessing.com.au 9March/April 2013
US appetite for high-protein products growsHigh-protein foods are taking off in America, according to new research from Mintel. Introductions of foods and drinks making a high-protein claim are almost three times higher in the US than anywhere else in the world, accounting for 19% of global new product launches in 2012.
The US is the biggest market for high-protein products by a significant margin: India and the UK follow with 9% and 7% respectively of new food and drink launches with high-protein claims in 2012.
“Protein awareness is higher and more sought after by US consumers than elsewhere in the world and the opportunity exists for value brands to add cost-effective protein to products to entice a larger consumer segment,” said Nirvana Chapman, global food science trend analyst for Mintel.
“Americans are looking for protein to aid in satiety, weight management and to boost muscle recovery and build muscle after a work-out, making protein appeal to a broad audience in a great number of usage occasions.”
High protein doesn’t necessarily mean meat based, according to Mintel’s research. The demand for high-protein products is also coming from consumers who are avoiding animal sources of protein for either health, environmental or ethical reasons. Products launched in the US with both a high-protein vegan claim have shown a steady increase since 2008, posting 54% growth in the past five years to 2012.
Renowned for keeping you full for longer, high-protein foods are also tapping into the wider satiety trend. When selecting food products, 87% of US consumers indicated satiety is an important attribute for them.
“A ‘satiety index’ (SI) is often used to measure the hunger-fighting power of certain foods,” Chapman said. “Foods with a high-SI leave people more satisfied after eating and ensure that they are likely to eat less for hours after.
“Protein in particular has been shown to have a positive effect on subjective satiety, with whey protein in particular having demonstrated a functional role in weight management and satiety. High-satiety products are likely to continue to grow, with meals and soups integrating high-protein content being the ideal categories for growth.
“In the weight-management industry, there is an upward trend towards products that combine whey protein, peptides and calcium for weight loss. Specifically, the high-protein trend is growing worldwide, evidenced by countries with high-protein-claim products being launched, as well as European examples of consumers seeking high-protein products. Manufacturers can capitalise on this opportunity to educate and entice consumers with protein to meet various needs,” Chapman concluded.
Private label campaigns reducing choice, says AFGCMajor supermarkets are reducing their overall product range as they aggressively promote their home brand products, the Australian Food and Grocery Council (AFGC) claims.
According to AFGC CEO Gary Dawson, research released by Coles reveals the extent of the fall in product choices on offer to consumers. The research, conducted by Deloitte Access Economics, showed that Coles’ product range dropped by 11% from mid-2010 to mid-2012, from 62,000 to 55,000 products.
“A loss of 7000 products from a supermarket’s overall offering is a significant reduction in the range of choices available to consumers,” Dawson said.
“These figures confirm what shoppers report anecdotally - that they often can’t find their favourite products on the shelves any more when they go to the major supermarkets.”
Dawson said Coles’ latest campaign to promote its private label products indicates that this trend will continue.
“This is a classic Trojan horse tactic - disguising a longer run loss of choice for consumers,” Dawson said. “And as the range of choices drops, so does competition, raising the risk that in the longer run, the major supermarkets will have even more market power.
“The thousands of suppliers that make up Australia’s $110 billion per annum food and grocery manufacturing industry rely heavily on the major supermarkets to get their products to consumers.
“Consumers who find their favourite products have disappeared from the supermarket shelves should raise it with the store manager and make their voices heard.”
© w
ww
.sxc
.hu/
Gin
iMin
iGi
©iStockphoto.com/ Sean Locke

www.foodprocessing.com.au10 March/April 2013
Fo dFO
R
thoughtimag
e©iS
tock
phot
o.co
m
©iS
tock
phot
o.co
m/ D
anie
l Ben
djy
© w
ww
.sxc
.hu/
4sea
sons
©iStockphoto.com/ Eric IsselŽe
No horsemeat on the menu for
AustraliaAustralians can rest assured that there is no horse in their hamburgers, a Charles Sturt University (CSU) academic has said.
According to Dr Shevahn Telfser, a livestock lecturer from CSU’s School of Agricultural and Wine Sciences, the risk of horse meat making its way into beef products in Australia is very small.
“As a general rule, horse meat cannot enter our supply chain because Australia imports very little red meat and there are strict measures in place to ensure there is no mixing of processed products,” Telfser said.
“This protects the industry to a large extent from the possibility of horsemeat accidentally entering the human food supply.”
While it’s unlikely that we’re unknowingly dining on equine meat, Telfser said around 26,000 tonnes of Australian horse meat
is exported for human consumption each year, mostly bound for European markets.
“It is the most-commonly eaten meat in some European countries and more than 700,000 tonnes of horsemeat enters the human food chain each year,” Telfser said.
But don’t expect to see Australian farmers jumping on the horsemeat bandwagon, Telfser said.
“Horses require complex diets and are not as efficient as cows in converting the food they consume into meat,” Telfser said.
“There is also a social stigma in Australia that horses fall into the companion animal bracket rather than being production animals, so horsemeat trade tends to be largely an opportunity trade which relies on a supply of surplus or cull animals from more traditional horse industries.”
Produce exporter to open Asian export divisionPerfection Fresh Australia is set to open an Asian export division in Singapore in June 2013. The food producer and exporter has appointed experienced fresh produce and retail executive Malcolm McLean to lead its Singapore operations as General Manager Exports (Asia).
McLean has 17 years’ experience in the retail and export sectors and will oversee the procurement and sales of Perfection Fresh specialty and commodity lines in the region. He is the company’s first overseas-based employee.
The expansion is part of the company’s five-year strategic plan to operate from a central location in the Asia-Pacific region, CEO Michael Simonetta said.
“The Asia-Pacific region is a major growth area for exporters due to Asia’s rising middle class,” Simonetta said. “From a permanent base in Singapore, we will be better placed to service existing clients and access new customers.
“There has been an evolution in food consumption throughout Asia in recent years. Consumers are demanding more fresh fruit and vegetables and quality produce that meet food safety standards. Australian-grown produce ticks all those boxes.”

www.foodprocessing.com.au 11March/April 2013
Domino iTech A tried&true way to LEAN yourlabelling and coding operations.
Today’s business is about LEAN operations, process improvement and achieving 100% quality. The new Domino iTech range allows users to control multiple technologies from a single touch point, and provides maintenance staff access to common parts for all equipment. Achieving LEANER operations, Domino’s iTech range allows the use of common parts, software and control pads for continuous ink jet, laser, thermal ink jet, thermal transfer overprint and print and apply technology.
Domino introduces iTech: Common parts, software and control pads for all coding technologies.
Contact us to find out more about the Domino iTech range.
Phone: 1300 467 446 | Email: [email protected] | Web: www.insignia.com.au

www.foodprocessing.com.au12 March/April 2013
Energy-efficient lighting is an obvious starting point for businesses looking to reduce energy consumption and demand across their business. Return on investment can be attractive, energy savings can be significant and
lighting, while a critical ‘hygiene’ factor is a reliable and easily quantifiable investment.
Since the ’90s, there has been a slow uptake in increasing lighting energy efficiency which has been driven by environmental awareness and the opportunity to improve the lighting experience. There is now a sense of urgency for businesses to implement lighting solutions due to a rapid increase in electricity rates.
Ed Hanna, director of sustainability at Energy Action, said, “Energy-efficient lighting is increasingly being sold as a com-modity product, but quite rightly, the lighting experience is a sensitive issue for many buyers.
“Industrial and manufacturing plants historically have been illuminated by mercury vapour and metal halide lights which, by comparison to modern alternatives, are an expensive option to operate when it comes to lighting factory floors. Lighting is an essential need for all businesses and any decreases in qual-ity, reliability, safety or the look and feel of lighting can have a significant bearing on core operations. In recent years, the development of induction and LED lighting can now provide a real opportunity for businesses to move towards a more efficient lighting strategy.”
Energy Action offers five tips for the manufacturing industry looking to retrofit energy-efficient lighting:1. Examine your options before you commit to a technology.
Lighting and control technologies are dynamic and are evolv-ing quickly. Assessing the market can be time-consuming and complex. Think about what is best for your company in the long term.
Save energy through lighting management
2. Consider the needs of all stakeholders. Lighting levels, beam angles and colours will determine your stakeholders’ lighting experience. Will the result comply with Australian standards? Will they comply with your stakeholders’ expectations? Make sure that you are aware that interior lighting for retail and commercial purposes comes in a range of light levels, colour spectrums and output shapes for different purposes.
3. Invest in lighting controls. Occupancy sensors and daylight sensors can lower your energy bills, particularly in low traffic areas such as stairwells, meeting rooms, utility rooms and car parks. Intuitive and locally controlled lights are becom-ing increasingly cost effective for these environments. Use flexible lighting solutions in areas that are not constantly in use, eg, shift work. Most current energy-efficient alternatives allow you to dim or turn off areas when not in use, without worrying about long warm-up times.
4. Make informed decisions when choosing suppliers. Choose your suppliers and installers on recommendation referrals, experience and reputation, as well as price. Always check your warranties, lead times and service expectations before you place an order. If you can’t find a lighting salesperson you trust, get a lighting market consultant to guide you.
5. Have light intensity that suits each individual work area’s needs. Optimising energy efficiency means delivering the right amount of light to the workspace. You can do this through the right combination of fittings, lamps and controls.Taking all of these into consideration will ensure that you
lighting strategy will successfully reduce energy use, lower energy bills and reduce the carbon intensity of the business.
Energy Action
Contact info and more items like this at wf.net.au/T460
BU
LK With the continued rise in energy costs impacting businesses across Australia,
investing in energy efficiency makes more sense than ever. Energy is a significant
controllable cost for every manufacturing business and the more energy you save
in your business, the more profitable you can be.
©iS
tock
phot
o.co
m/ p
agad
esig
n

Give your next pneumatic conveying systemthe PNEUMATI-CON® advantage:
BB
-0400
©2013 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world.
It takes more than a great pneumaticconveying system to deliver your bulkmaterial with top efficiency. It also takesprocess engineering experts who know, in advance, how your process equipment,storage vessels, and material will affectyour conveying results.
Which is why you should rely on Flexicon.
Under one roof you will find a comprehen-sive line of robust pneumatic conveyingsystem components from filter receiversand rotary airlock valves to cyclone separators and blowers, and the in-depthpneumatic experience it takes to size and configure them to yield maximum efficiency, longevity and cost effectiveness.
As importantly, you will find experiencedprocess engineers who draw on Flexicon’s15,000+ installations integrating conveyors,screeners, grinders, crushers, blenders,weigh hoppers, bulk bag unloaders/fillers,bag/drum dump stations, and/or storagevessels—experts who understand how yourupstream and downstream equipment canimpact, and be impacted by, the operationof your pneumatic conveying system.
Raising the standard in pneumaticconveying system performance is whatPNEUMATI-CON® is all about.
It’s what enables Flexicon to guarantee topresults, and you to make pivotal improvementsto your process with absolute confidence.
The pneumatic conveying expertise you need fortop efficiency, plus the broad process experienceyou need for seamless integration with your upstream and downstream equipment.
When you convey with Flexicon,you convey with confidence™
See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems
USAUK
SOUTH AFRICACHILE
+1 610 814 2400+44 (0)1227 374710+27 (0)41 453 1871+56 2 2415 1286
1 300 FLEXICON
BB-0400 GiveYourNext_Y-1204 1/16/13 11:10 AM Page 1

www.foodprocessing.com.au14 March/April 2013
Fruit growers invest blood, sweat and tears (sometimes literally) into
their products, selecting the right variety, then protecting and nurturing trees for years before they yield a commercial crop. They are both a grower’s livelihood and passion, and the last thing the grower wants is to see fruit damaged or the quality compromised as it travels through the supply chain.
Growers are also a pragmatic bunch, so when citrus grower and market agent Chris Deveney from Favco says that his first choice for shipping oranges and mandarins through the supply chain is a CHEP crate, there has to be a practical reason why.
“The crates look after the product better,” Deveney says. “They travel better, get better airflow through the product which maintains the cool chain better and therefore the product quality is better.
Crate results for citrus growers“Also there’s no sag. If cardboard gets wet for any reason
you get compression in the fruit. As cartons are put on trucks they tend to compress together. You don’t get that with crates. The crates transport beautifully through the supply chain and they don’t damage fruit.”
Favco is numbered among the growers that are going back to using CHEP crates for oranges after a brief sojourn into cardboard cartons. As soon as it was known that oranges would again be accepted in crates, Favco switched back.“We never stopped using them for mandarins,” Deveney
said.Mandarins are less robust than oranges, and require a
tightly controlled cool chain to maintain quality. However, even the robust navel copped a beating in cardboard compared to crates, with damage rates increasing by 50% on large fruit.
“We were one of the first farms using crates when they were introduced in 2000, particularly for mandarins,” Deveney said.
“They improved our overall performance, with interstate arrivals turning up and we’ve been a fan of them ever since.”
Favco has farms in Mundubbera and Mareeba in North Queensland and also sources citrus from no less than 150 growers across Australia including citrus from the Riverina, Riverland and Mildura regions.
In addition to crates, Favco also uses CHEP bins for picking and CHEP pallets when transporting loads.
CHEP Australia
Contact info and more items like this at wf.net.au/T045
BU
LK©
ww
w.s
xc.h
u/br
oken
arts
© www.sxc.hu/sonnyleon

www.foodprocessing.com.au 15March/April 2013
Sanitary tilt-down flexible screw conveyorFlexicon has released a Sanitary Tilt-Down Flexible
Screw Conveyor on a castor-mounted frame that can
be manoeuvred through narrow aisles and around
corners. With the hopper, support boom and conveyor
assembly tilted down, the unit fits through standard
doorways and orients the conveyor tube horizontally,
allowing the flexible screw to be removed easily for
thorough cleaning and inspection.
The conveyor’s surge hopper, which is configured for
dust-tight connection to the outlet of upstream equipment,
includes an air displacement vent with cartridge filter
that is equipped with a reverse pulse cleaning system
that dislodges accumulated dust with short bursts of
compressed air, returning the dust to the hopper on a
timed cycle, maintaining operating efficiency.
Material flows through the hopper into an adapter that charges the conveyor. The flexible screw is driven only
at the discharge end and does not require any bearings or seals within the product contact area.
As the flexible screw rotates in the material, it self-centres within the tube, providing ample clearance between
the screw and tube wall to eliminate or minimise grinding.
The conveyor transports bulk ingredients ranging from submicron powders to large pellets, while the gentle
rolling action of material being conveyed prevents the separation of blends.
The enclosed tube prevents product and plant contamination and permits thorough washdown. Removing a
clean-out cap at the intake end of the conveyor tube allows rapid emptying and flushing of the tube as well as
disassembly and washdown of components.
The rugged inner screw is the only moving part contacting material, resulting in reduced maintenance and
increased reliability. A broad range of specialised screws is available to handle free- and non-free-flowing bulk
materials, including products that pack, cake, smear, seize, plug or fluidise.
The mobile conveyor frame is constructed of stainless steel (shown) or in carbon steel with durable industrial
coatings, and can be finished to sanitary or industrial standards.
Flexicon Corporation (Australia) Pty Limited
Contact info and more items like this at wf.net.au/S841
BU
LK

www.foodprocessing.com.au16 March/April 2013
Compressed air energy audit serviceThe Energy Efficiency Services (EES) division of Compressed Air and Power Solutions (CAPS) has expanded its range of services and increased the number of staff available to carry out compressed air energy audits.
With compressed air being responsible for 10 to 15% of industrial electricity use, an air audit can reveal opportunities to reduce energy consumption and overall business costs, the company says.
While compressed air is an important part of most manufacturing and industrial processes, many systems operate inefficiently with old technology or ineffective controls. Large volumes of air are wasted through leaks, inappropriate usage and other artificial demands such as over-pressurisation.
Audits regularly show that less than half of the compressed air produced is used for actual productive activities.
With the right advice and experience it is possible for companies to achieve savings, CAPS says. Making use of the audit expertise of a consultant to develop com-mercially viable and operationally feasible solutions will help companies achieve their goals.
Sustainability continues to be a major goal of busi-ness across most industry sectors. A key factor in this is the minimisation of energy consumption and waste of resources. EES has designed a software suite and air audit hardware package, which it has teamed with extensive training and development of its engineers and technicians to undertake audits.
To assist in driving implementable recommendations, additional industry experts have also been employed to conduct the air audits, provide analysis and provide
independent reports.
CAPS Australia Pty Ltd
Contact info and more items like this at wf.net.au/T233
Complete Range of High Performance Doors
Albany invented the world’s first high speed fabric roll up door in 1968. We now have the largest range of High Performance Doors on the Global market with sales and service offices nationally in both Australia and New Zealand.
www.assaabloy.com
The global leader indoor opening solutions
Assa Abloy Entrance Systems, No. 9 Mc Ilwraith Street, Wetherill Park 2164, Sydney, NSWPh: 1300 666 232, Fx: (02) 9756 4340, [email protected], www.albanydoors.com
BU
LK

www.foodprocessing.com.au 17March/April 2013
BU
LK
Electronic motorThe SEW-Eurodrive DRC electronic motor series consists
of a permanent-field synchronous motor and matching
integrated drive electronics. The motor is also available
as brake-motor, making it suitable for hoists and inclined
conveyors. An efficient bevel, helical or parallel-shaft
gear unit can be mounted directly via the flange and
output shaft.
When used together with a gear unit from SEW’s modu-
lar range, it creates a versatile and flexible mechatronic
drive system. This combines the three core competencies
of SEW-Eurodrive in one drive solution: gear unit, motor
and drive electronics. The integration and coordination
of all three drive components is claimed to give a long
and reliable service life. The motor efficiency of the DRC
is claimed to surpass the requirements of the highest
efficiency class IE4 (Super Premium Efficiency), making it
possible to save up to 50% of the energy costs compared
to conventional electric drive technology.
The Single Network Installation (SNI) technology requires
only one 4-wire cable for power supply and communica-
tion. This reduces the amount of cabling efforts; up to
60% of installation costs can be saved.
The DRC motor series is available in two frame sizes
covering a power range up to 1.5 kW with a further 250%
overload capacity. Available with an IEC flange option and
a degree of protection up to IP66, the motor can be used
for stand-alone motor application in challenging environ-
ments. System emergency stop functionality can be easily
realised in conjunction with the integrated Safe Torque
off Safe Circuit- SIL3 according to IEC 61800-5-2:2007.
The DRC electronic motor covers a voltage range
from 380 to 500 V at 50/60 Hz and meets all applica-
tion standards, directives and efficiency regulations. This
reduces the number of available variants and simplifies
selection and project planning, as the same drive type
can be used all over the world without any problems.
SEW-Eurodrive Pty Ltd
Contact info and more items like this at wf.net.au/T152
Fast-cleaning clean flow magnet for removing metal from powdersGoudsmit Magnetic Systems has introduced a fast-cleaning
clean flow magnet that reaches a magnetic field of 10,7000
Gauss on the bars of the product. The magnet removes iron
particles and weak magnetic particles from powdery substances
such as milk powder, sugar and flour.
With the application of Neoflux magnets, it is also possible
to capture weak magnetic particles such as 304 stainless
steel. Because the grill of this clean flow magnet can be drawn
outwards via a rail, the magnet ensures smooth operation and
safety (CE-marked) for the operator.
The casing is made of 304 stainless steel and the entire
machine has a smooth finish (Ra≤0.8 µ), thus complying with
the HACCP/EHEDG requirements.
The magnet is intended for vertical pipes and can be used in
the food and beverage, ceramic and chemical industries. The
magnet is available in three standard measurements: inflow/
outflow 200 x 200 mm, 250 x 250 mm and 300 x 300 mm. It
is suitable for capacities of 10 to 20 m3/h. Other dimensions
can be manufactured to client specifications.
Goudsmit Magnetic Systems BV
www.goudsmit-magnetics.nl/

www.foodprocessing.com.au18 March/April 2013
BU
LK
Stretch wrapping machineThe TechnoWrapp B300 Stretch Wrapping Machine is claimed to be the fast-
est rotary arm wrapping machine currently available and has an arm with a
patented ring guide that rotates around the load at 45 rpm, wrapping 130
pallets/h with 10 wraps for each pallet. The ring is floor mounted to assist
the rotary arm during rotation.
The machine contains an EP-V1 electronic pre-stretch system with a tacho
generator adjustable from the HMI touch screen which enables smooth dis-
pensing of the film and a high degree of pre-stretch.
Technowrapp stretch wrapping machines are designed to keep film usage
to a minimum, which is achieved by pre-stretching the film by more than
400%. On a pallet measuring 800 x 1200 x 1500 mm, using nine layers of film
and a standard film reel of 500 mm wide x 23 µm, only 96 g of film is used.
The patented Syncro device enables clamping, cutting and welding of the
film while in motion, which saves considerable time as the film is cut and
sealed while it is being removed from the wrapping area.
As the pallet/load is static, the stability and integrity of the stack is
maintained during the high-speed wrapping process.
HBM Packaging Technologies
Contact info and more items like this at wf.net.au/S987
Automated storage and retrieval systemThe Dematic RapidStore UL is an automated storage and retrieval system (ASRS) for fast, safe, efficient handling of
unit loads such as pallets. Compared to conventional storage systems and materials handling equipment, RapidStore
UL is claimed to require a smaller building footprint to house the same number of pallets or unit loads.
The system offers faster cycle times than manually operated narrow-aisle forklifts and has the ability to run 24/7.
RapidStore UL systems can handle loads up to 1800 kg in aisles only 200 mm wider than the load.
There are five models in the RapidStore UL family. With lightweight single masts and fast operating speeds of up
to 4 m/s, the RapidStore UL1000 and UL1200 provide high-speed handling of loads of up to 1200 kg to 30 m high.
The RapidStore UL1400 RF is a suitable retrofit option for those seeking to replace forklifts in warehouses with existing
rack. The system is equipped with rotating forks enabling pallets to be fully turned in the aisle for fast handling, and it
can handle loads up to 1360 kg to 18 m high.
With fast acceleration and travel speed, the RapidStore UL1500 is capable of handling loads up to 1500 kg to 46 m
high. The UL1500 can also be modified for chiller and freezer operations, and may be fitted with an optional operator cabin.
For dense storage of large or heavy loads, the RapidStore UL1800 can handle loads up to 1800 kg to 33.5 m high
and can store pallets up to three deep. Applications include archives, automotive and operations requiring the automated
handling and storage of heavy unit loads.
Dematic Pty Ltd
Contact info and more items like this at wf.net.au/T047
www.foodprocessing.com.au20 March/April 2013
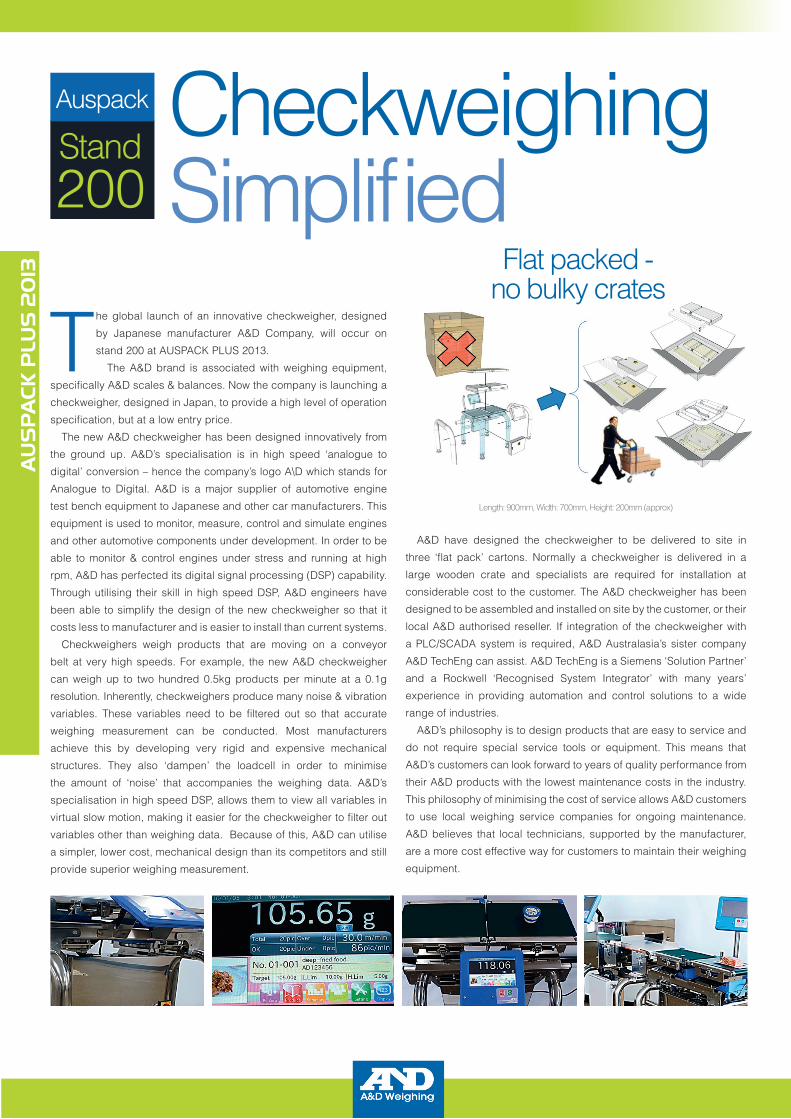
The global launch of an innovative checkweigher, designed
by Japanese manufacturer A&D Company, will occur on
stand 200 at AUSPACK PLUS 2013.
The A&D brand is associated with weighing equipment,
specifically A&D scales & balances. Now the company is launching a
checkweigher, designed in Japan, to provide a high level of operation
specification, but at a low entry price.
The new A&D checkweigher has been designed innovatively from
the ground up. A&D’s specialisation is in high speed ‘analogue to
digital’ conversion – hence the company’s logo A\D which stands for
Analogue to Digital. A&D is a major supplier of automotive engine
test bench equipment to Japanese and other car manufacturers. This
equipment is used to monitor, measure, control and simulate engines
and other automotive components under development. In order to be
able to monitor & control engines under stress and running at high
rpm, A&D has perfected its digital signal processing (DSP) capability.
Through utilising their skill in high speed DSP, A&D engineers have
been able to simplify the design of the new checkweigher so that it
costs less to manufacturer and is easier to install than current systems.
Checkweighers weigh products that are moving on a conveyor
belt at very high speeds. For example, the new A&D checkweigher
can weigh up to two hundred 0.5kg products per minute at a 0.1g
resolution. Inherently, checkweighers produce many noise & vibration
variables. These variables need to be filtered out so that accurate
weighing measurement can be conducted. Most manufacturers
achieve this by developing very rigid and expensive mechanical
structures. They also ‘dampen’ the loadcell in order to minimise
the amount of ‘noise’ that accompanies the weighing data. A&D’s
specialisation in high speed DSP, allows them to view all variables in
virtual slow motion, making it easier for the checkweigher to filter out
variables other than weighing data. Because of this, A&D can utilise
a simpler, lower cost, mechanical design than its competitors and still
provide superior weighing measurement.
A&D have designed the checkweigher to be delivered to site in
three ‘flat pack’ cartons. Normally a checkweigher is delivered in a
large wooden crate and specialists are required for installation at
considerable cost to the customer. The A&D checkweigher has been
designed to be assembled and installed on site by the customer, or their
local A&D authorised reseller. If integration of the checkweigher with
a PLC/SCADA system is required, A&D Australasia’s sister company
A&D TechEng can assist. A&D TechEng is a Siemens ‘Solution Partner’
and a Rockwell ‘Recognised System Integrator’ with many years’
experience in providing automation and control solutions to a wide
range of industries.
A&D’s philosophy is to design products that are easy to service and
do not require special service tools or equipment. This means that
A&D’s customers can look forward to years of quality performance from
their A&D products with the lowest maintenance costs in the industry.
This philosophy of minimising the cost of service allows A&D customers
to use local weighing service companies for ongoing maintenance.
A&D believes that local technicians, supported by the manufacturer,
are a more cost effective way for customers to maintain their weighing
equipment.
Checkweighing Simplified
Auspack
200Stand
Length: 900mm, Width: 700mm, Height: 200mm (approx)
Flat packed - no bulky crates
AU
SP
AC
K P
LUS
20
13

www.foodprocessing.com.au 21March/April 2013
Are you involved in design, production, processing, packaging, materials handling, assurance or consumer
protection in the food processing and manufacturing industry?
AU
SP
AC
K P
LUS
20
13
If the answer is “Yes” then you need to attend AUSPACK PLUS 2013.
•7-10 May 2013•Sydney Showground, Olympic Park, Homebush•9 am-5 pm daily•Registration for free entry: www.auspack.com.auAUSPACK PLUS 2013 is a four-day exhibition that will bring
together buyers and sellers who provide products and services integral to delivering complete production line solutions for pack-aging and food processing industries in the Australasian region.
People visiting the free event will be able to speak face to face with thousands of industry professionals from an array of industry sectors - all under the one roof.
Owned by the Australian Packaging and Processing Machinery Association (APPMA), AUSPACK PLUS 2013 will encompass the entire food industry value chain. The association’s objective is to promote, integrate and foster participation and development at all levels of the packaging and processing machinery side of the Australian food industry.
So, what can you see at AUSPACK PLUS 2013?•More than 260 exhibitors (including 62 internationals)•Over 1100 brands•Most advanced technologies for integrating your packaging
and processing lines - in action on the show floor•Solutions for increasing line productivity, versatility and
efficiency•Revolutionary product launches offering new heights in safety,
security, automation and cost savings•Breakthrough technologies that allow for next-generation
product development•On-site demonstrations that let you assess the compatibility,
adaptability and ease of operation
Other AUSPACK PLUS 2013 highlights•Bioplastics Pavilion•Materials and Components Pavilion•Australian Institute of Packaging National Technical Forum
- register online now at www.aipack.com.au•AUSPACK PLUS Connect your Event Appointment Plan-
ner - prearrange meetings with exhibitors and plan your visit to the show
•AUSPACK PLUS smartphone app
Transport and parking and the free shuttle busSydney Showground offers ample car parking and is easily ac-cessible by public transport including trains, buses and ferries - visit www.131500.com.au to plan your trip.
But to make life even easier the exhibition organisers will be coordinating a FREE shuttle bus service from the airport and selected hotels to the exhibition. You can simply book your seat on a shuttle bus when you register to attend AUSPACK PLUS 2013.
2013 APPMA Awards of ExcellenceThe 2013 APPMA Awards of Excellence recognise innovative and outstanding packaging and processing solutions. Companies entering these biennial awards are recognised for their contribu-tion and outstanding achievements against their peers within the wider packaging industry.
In 2013 the awards are being on Wednesday 8 May at 5.30 pm in the Jamison Room at the Sydney Showground. The awards are being supported by Midway Metals, PKN, Schenker and SMC this year.
For more information about AUSPACK PLUS 2013 visit www.auspackplus.com.au.
Checkweighing Simplified
You need to visit AUSPACK PLUS 2013
ADHESIVES FILTERING PLANT CONTROL SOFTWARE AEROSOL CANS FINANCE

www.foodprocessing.com.au22 March/April 2013
PLASTIC APPLICATORS FINANCIAL SERVICES PLASTIC BOTTLES AUTOMATIC FEEDING SYSTEMS FLOW WRAPPERS PLASTICS CAPS AND CLOSURES BAG IN BOX
A & D Australasia 200 ABB Australia Pty Limited 237 Absortech Australia & Narrowtex 660 Accuweigh 240 Achado 467 Adept Turnkey 516 ADM Packaging Technology 844 AEBO Science Technology Co 650 AES Adhesive Equipment & Solutions 936 Airbag Packing Co 946 ALLPACK Packaging Technologies 316 ALTA Publishing Company 385 Ambaflex Specialty Conveyors 801 Austmel 688 Australian Institute of Packaging (AIP) 220 Australian Packaging & Processing Machinery Association (APPMA) 708 Australian Warehouse Solutions 930 Australian Wrapping Company 440 Australis Engineering 416 Austrian Consulate General-Commercial Section 700 Automaint Solutions 274 Automation Systems & Controls 632
Avatack Co 556 Axelent Automation and Safety 646 Bandera Luigi Costruziono Meccaniche 148 Barry-Wehmiller Australia 430 BASF Australia Pty Ltd 736 Because We Care 764 Behn+ Bates Maschinenfabrik GmbH 832 Beumer Group 826 Bin food Tech Shang-hai Machinery Co 555 Biotec Solutions Australia 444 + 452 Bradwood Packaging 334 Bubble Pack 644 C21 Systems 462 cab Technology Co 838 Casi ANZ 225 Cermex 145 CFL Industries Sdn Bhd 996 Changzhou Ssangleong Industrial Textile 97 Chem-Supply 730 China Food and Packaging Machinery Industry Association 350 + 768 + 870 Chiorino Australia 260 Chronos BTH / Australian Prime Fibre 270
AUSPACK PLUS EXHIBITORS
Exhibitor Stand No
Exhibitor Stand No
AU
SP
AC
K P
LUS
20
13

www.foodprocessing.com.au 23March/April 2013
PLASTIC APPLICATORS FINANCIAL SERVICES PLASTIC BOTTLES AUTOMATIC FEEDING SYSTEMS FLOW WRAPPERS PLASTICS CAPS AND CLOSURES BAG IN BOX
CLB Training Development 453 Concept Automation 295 ConTecH 431 Contract Packaging Systems 205 Cosmo Packaging Material Co 94 Crafers Engineering 747 D & D Barry 338 Dai Nippon Printing Co (Australia) 558 Dalmec Pty Ltd 568 Datalogic Automation 638 Designer Machinery 451 Dongmei Packing Material 448 Dotmar 247 Eastern Polypack Co 466 Easyprint Australia 296 edp australia 454 Empire Sons 352 Emrich Industries 455 Engineering & Export Services 174 Enmin 266 Enterprise Connect 626 Envirotronics 642 ERC Packaging 222
Eriez Magnetics 912 Esko (Australia) 207 Ever-Tech Plastics 869 Evolve Compliance Partners 569 Fallsdell Machinery 824 Farley Laserlab 667 FB*PROPAK 856 Ferag Australia 162 Ferrosatal 146 Festo 258 Fibre King 176 Filler Specialties 116 Filling Machines Australia 716 Fleming Dynamics 436 FlexLink Systems 120 Flourish Fruit Juice Machinery 449 Foster Packaging 99 Fuchs Lubricants 320 Fudy Printing Co 948 Funktion Consumables 227 Godswill Paper Machinery Co 512 Goodpack Australia 906 Grundfos Pumps 840
Exhibitor Stand No
Exhibitor Stand No
Exhibitor Stand No
AU
SP
AC
K P
LUS
20
13

www.foodprocessing.com.au24 March/April 2013
Exhibitor Stand No
Exhibitor Stand No
AU
SP
AC
K P
LUS
20
13FOOD-GRADE LUBRICANTS PLASTIC PACKAGING BAG SEALING FOOD PACKAGING
Guangzhou Huihua Packing Co 91 H.Rand Asia Pacific 746 Hales Australia 865 Hasemer Materials Handling 271 Hastings Data Loggers 340 Haver & Boecker OHG 832 HB Fuller Aust 434 Headland Machinery 144 Heat And Control 230 Hilton Industrial Vacuums 303 HMPS 168 HPS Australasia 908 Hubei Guancheng Bioplastic Packaging Co 254 Impact Automation Solutions 152 Impresstik Systems 108 Innovia Films (Asia Pacific) 734 insignia 600 Intralox Australia 625 ITW Zip-Pak Australia 124 Jee Feng Cutter Co 468 Jia-In Industry Co 868 Jiangsu ASG Packaging Machinery Group 765 JL Lennard 608 JMP Australia 812 John Adhesive Consultancies 658 Joseph Lee & Co 953 KHS Pacific 290 Kiel Industries 128 Kinta Press & Packaging 426 Kockums Bulk Systems 508 Krones AG (Thailand) Co 616 Krueger & Salecker Maschinenbau GmbH & Co 800 Kurz Australia 566 La Party Corporation 390 Label Power 662 Label Print Systems 767 Laser Resources Management 308 Li Shenq Machinery Co 897 Linco Food Systems 192 M&E Equipment Traders 214 Machine Knives (Australia) 939 Machinery Automation & Robotics 246 Mainpack Industrial Co 428 Makum 841 Markem-Imaje 612 Matcon Pacific 836 Materials Handling 810 Matthews Intelligent Identification 172 MBP Packaging 830 Mercer Stainless 98 Metalprint Australia 814 Micromax Sensors and Automation 867 Millsom Hoists 714 Morrison Enterprises Corp 988 MPI Australia 160 + 158 Multipack 766 Multivac Australia 142 NatureWorks LLC 744 NDC Automation 138 Niche Gas Products 748 Nordson Australia 510 Novamont 742 NPF Polyfilms 636 Nupac Industries 265 Ovivo Australia 924 PAC Food 261 PAC Solutions 300 Packweigh Equipment 325 Paksmart 816 Panda Pack 560 Pantech International 990 PAQ-IT Australia 310 Peacock Bros 256 Perfect Packaging 188 + 164 Phillro Industries 864
PILZ Safe Automation 614 Plasdene Glass-Pak 464 Plastics Packaging Technologies 842 Plastral 380 Plus One Percent Engineered Solutions 866 Pos Shop 463 Prime Pak Supplies 846 Propac Industrial 184 Proseal Australia Pty Ltd 408 Pryde Measurement 563 PT Associates/Marchant Schmidt 567 Qimarox 100 Qingdao Deyin Packing Co 249 Qingdao Ori-Color 447 Qingdao Rizone Plastic Products Co 93 Quadpack Australia 330 Rapak Asia Pacific 305 RCS Products 209 Reactive Engineering 140 Reed Business Information 940 Result Group of Companies 241 Reynolds Automation Controls 198 Rhima Australia 808 rml Engineering 156 Robatech Australia 828 Rockwell Automation 834 Rollex Australia 210 Romheld Automation 226 Rongda Group Australia 941 S.I. Instruments 424 Sabre Medical 692 SAI Global 702 Saimo Technology 395 Satake Australia 318 Select Equip 565 SEM Plastik 684 Seng Seng Plastic Co 944 Shako Flexipack 314 Shandong Bihai Machinery Co 446 Shanghai Acepack Machinery Co 96 Shanghai Hanyu Import & Export Company 696 Shanghai Tangke New Package Material Co 90 Shantou Linghai Plastic Packing Factory Co 992 Shenzhen Ouya Industry Co 425 SICK 280 Sky Softgel Co 132 Smartcube Packaging 555 Smo-King Ovens 285 Solutionpack Machinery 663 Sota Packaging 248 South Pacific (Xiamen) Resources 92 SpanSet Australia 562 Spraying Systems Co 465 SUN Australia Environmental Materials 720 Sunlec International 312 Sunrise Packaging Material (JiangYin) Co 252 Superior Pump Technologies 641 Swiss Pack Australia 89 Synergy Packaging 848 Taghleef Industries 652 Taiwan Hon Chuan enterprise Co 664 Taiwan Plastics Industry Association 950 Tasman Belting 500 Tex Year Industries 952 Thantawan Industry 900 The Le Mac Australia Group 598 The Van Dyke Press 942 Thermal Ribbons Australia 102 Thriving Enterprises 259 Titan Development International 564 tna Australia 136 Toyota Material Handling Australia Pty Ltd 624 Toyota Tsusho Australasia 722 Tragot (Guangzhou) Packaging 450 Tronics 112
AUSPACK PLUS EXHIBITORS

www.foodprocessing.com.au26 March/April 2013
AU
SP
AC
K P
LUS
20
13
Global packaging trendsWith the theme ‘Global Packaging Trends’ and international speakers from the World Packaging Organisation (WPO) coming to present from Brazil, Austria, India, South Africa, Indonesia and the United States, the AIP National Technical Forum will be a must-attend on the 2013 calendar.
Bringing together people from all areas within the pack-aging industry and from food, beverage and manufacturing companies, the AIP National Technical Forum is designed to provide education and training for the packaging industry. Supported by the Australian Packaging and Processing Ma-chinery Association (APPMA) and Exhibition & Trade Fairs (ETF), the AIP National Technical Forum is a significant event on the packaging calendar every two years.
Speakers•Keith Pearson, General Secretary, World Packaging
Organisation, will be speaking about ‘Discovering the missing link: sustainable advances in the packaging supply chain’. Keith is based in South Africa.
•Patrick Farrey, Executive Director, Institute of Packaging Professionals, will be presenting a paper on ‘Economi-cal, social and ecological aspects of packaging and the American market potential’. Patrick is based in the United States.
•Dr Johannes Bergmair, Head of Life Science, Food Packaging, Pharmaceutical and Medical Products, will be discussing ‘Packaging and food safety: the global approach’. Dr Bergmair is based in Austria.
•Thomas L Schneider, CPP, President, World Packaging Organisation, will be talking about ‘WPO: a global ad-vantage’. Tom is based in the United States.
•Ariana Susanti, Business Development Director, Indone-sian Packaging Federation, will be presenting a paper on ‘Global trends in packaging in Indonesia and within the region’. Ariana is based in Indonesia.
•Prof Narayan Saha, Director & Principal Executive Officer, Indian Institute of Packaging, will present a paper on ‘Economical, social and ecological aspect of packaging and the Indian market potential’. Prof Saha is based in India.
•Luciana Pellegrino, Executive Director, ABRE - Brazilian Packaging Association, will be presenting a paper on ‘Packaging and marketing: global approach’. Luciana is based in Brazil.
The 2013 AIP National Technical Forum is open to both AIP members and non-members but there are limited seats available. The forum is sponsored by CHEP, Gunn Lab and UPM Raflatac.
To book your tickets simply visit the events section on www.aipack.com.au.
Australian Institute of Packaging National Technical ForumThe Australian Institute of Packaging (AIP) will once again hold its biennial National Technical Forum alongside
AUSPACK PLUS. So why not make the most of your trip to AUSPACK PLUS 2013 by attending the AIP forum
on Thursday 9 May at the Sydney Showground.
©iS
tock
phot
o.co
m/ V
ikto
r Lug
ovsk
oy

www.foodprocessing.com.au 27March/April 2013
AU
SP
AC
K P
LUS
20
13
The best-of-the-best in packagingThe Australian Institute of Packaging (AIP) will be hosting the 2013 WorldStar Packaging
Awards on Thursday May 9 at 6.30 pm in the Novotel at Sydney Olympic Park. The
WorldStar Awards 2013, organised by WPO (World Packaging Organisation), are claimed
to be the most important packaging awards competition in the world.
25 judges from all over the world met to select 159 winners from 316 entries from 33 countries.The entries are divided into categories with 41 WorldStars awarded to Beverages; 11 to Elec-tronics; 42 to Food; 15 to Health & Beauty; 11 to Pharmaceutical & Medical; and 35 to Other.
According to WPO President Thomas Schneider, “Once again the WorldStar judging event brings together packaging leaders from all over the world for a singular purpose: to judge the best-of-the-best packaging designs from every continent. In doing so, the World Packaging Organization highlights the creativity that is alive and quite well within the packaging community.”
WorldStar 2013 winners will be presented with their trophies at the next WPO meeting in Sydney in May 2013. This will coincide with AUSPACK PLUS 2013.
At this time, the winners of both the Sustainability and President’s Awards, along with the new Marketing Award, will also be announced.
President’s Award Shortlist•TalkPack (Wepak Walsrode GmbH & Co KG - Germany)•Mosspack (BossPack Co Ltd - South Korea)•Folding returnable pallet for Drums (SANKYU INC - Japan)Sustainability Award Shortlist•Infini Bottle (Nampak Plastics Europe)•Loop Pallet (IPG Intelligent Packaging Group - Sweden)•Mount Franklin Easy Crush (Coca-Cola Amatil - Australia)Marketing Award Shortlist•Packaging for sunflower seeds (Ukrplastic - Ukraine)•Ice Pack (DS Smith Polska - Poland)•J & B Twister (MW Creative - UK)A complete list of the winners can be found at www.worldstar.
org and http://www.worldpackaging.org/default.asp.
2013 WorldStar Packaging Awards
© w
ww
.sxc.hu/ba1969
Lab45 stems from a dedicated team of metal fabricators with over 3 decades project experience across the engineering sector. We pride ourselves on applying old style craftsmanship to modern world applications. Specialising in turnkey projects and deadlines that are usually perceived as impossible, we approach via lateral thought and bring new perspective.
OUR PRIMARY MARKETS INCLUDE:
FOOD PROCESSINGThe provision of high level, turnkey services to the food processing industry to meet all of your production requirements. These include consultation on factory layouts, customised design and installation of food processing lines, metal fabricators, conveyor design and production, plant relocations, ongoing processing line maintenance including shutdowns and emergency services. We provide assistance with new plant purchases, installation of new plant, troubleshooting, plant and processing line technical plan writing and failure analysis.
SPECIALIST METAL FABRICATORSThe provision of specialist metal fabricators services to the domestic and commercial sector, including applications such as stain- less steel hand rails, balustrades, all forms of mild steel fabrication, CNC machining and material handling.
SERVICES● Consultancy & Design● Food Processing Systems (inc conveyors)● Drainage, Pressure and Vacuum Systems● Large Scale Factory & Plant Relocations● Factory / Plant Maintenance● Aluminium, Stainless & Sheet Metal Work● Structural Steel Work● Pipe & Tube Work (ferrous and non ferrous)● Laser Cutting● Water and Wire Cutting● CNC Automation (all forms of Machining)● General Fabrication● Project Management
17/7 Salisbury Rd, Castle Hill, NSW 2154PO Box 8078, Baulkham Hills BC NSW 2153
p. 02 9659 4545 f. 02 8415 7134
www.lab45.com.au

www.foodprocessing.com.au 29March/April 2013
PR
OC
ES
SIN
G
The perils of ignoring lubrication in the food industry
Aaron Crichton*
What role do lubricants play?Every food plant requires lubrication. Various greases and oils lubricate processing equipment, allowing moving parts to function as designed and hopefully ensuring thousands of hours of trouble-free operation. However, unique to food manufacturer and other clean industries are the potentially damaging consequences from lubricants inadvertently find-ing their way into food and beverages which reach the marketplace and an unsuspecting consumer.
Costly consequencesNow, in all fairness, lubricant-related food recalls are quite rare and I suggest there are very few in the food industry who could remember the last time a food manufacturer fell victim to a non-food-grade lubricant contamination or recalled their product from the marketplace. However, it has happened and to some of the largest food and beverage companies on the planet. Below are some documented case histories where the unforeseeable has occurred.
Sliced turkey meat: A US firm recalled 36,000 kg of sliced turkey inadvertently exposed to a non-food-grade lubricant during processing. The problem was discovered by the consumer complaint analysis of complaints and a follow-up investigation where consumers complained of off-colour, off-odour turkey while some consumers reported intestinal discomfort.
Source: www.fsis.usda.gov/OA/recalls/rnrfiles/rnr038-
Smoked boneless hams:A US firm recalled 222,658 kg of smoked ham after some
were contaminated with gear lubricants. Several customers reported a “bad taste” and “burning” in the throat for up to three hours after eating the ham.
Source: www.fsis.usda.gov/OA/recalls/rnrfiles/rnr008-
Cans of baby food:A mother in the UK alerted the environmental officer, claim-ing that a tin of baby food tin “smelled of tar”. Upon further investigation it was found that the tin contained mineral-oil lubricant possibly from a machine during the manufacturing process or the can-manufacturing process.
Source: The Sentinel, 1 September 2000.Now I can only speculate as to how non-food-grade
lubricants came be used in areas that would appear to be critical control points where food-grade lubricants should have been used. Did these companies have any policy on lubrication usage, had a risk assessment been conducted, or was it simply human error? I guess we may never know.
An interesting point I like to consider is: would the alarm have been raised by the consumer if food-grade lubricants had been used, even though our undeniable objective is to ensure that no lubricants come in contact with our food product?
How often could this happen?Recalls caused by lubricant contamination are quite rare; however I have strong reason to believe that minor instances of contamination go on unnoticed where food manufactur-ers have not undertaken due diligence and identified their lubricant hazards. Simply put: how do you detect the risk if you don’t identify the hazard?
If a food manufacturer was to ask me what the greatest risk that lubricants could have on my business, my
answer would be the potential for food and beverage to reach the market place containing undetected non-
food-grade lubricant.While there are other negative impacts lubricant can pose on a food manufacturer this is
clearly the most substantial and potentially damaging.
© www.sxc.hu/nkzs

www.foodprocessing.com.au30 March/April 2013
PR
OC
ES
SIN
GIs my business at risk?Depending on the type of manufacturing process, some companies are more exposed to the potential of lubricants contamination than others. Ask yourself the question: has our business adequately identified the locations within our plant where food contact can occur and, if so, can we detect an incident where lubricant comes into contact with food before it reaches the market place? If the answer is ‘no’ then your business may have some risk, however minor, of an undetected lubricant contamination.
Key indicatorsFrom personal experience, I have found the companies I would most consider at risk from lubricant contamination often display several defining characteristics. These characteristics are my key indicators which I use when visiting food manufacturers to determine the risk that lubricants may pose to their business and the required solutions to address these risks.
•Policy - The absence of a company policy for lubrication - determining the type of lubricants accepted for site use.
•Hazard analysis - The absence of a documented lubricant hazard analysis within the food safety program.
•Documentation - A food manufacturer’s inability to provide sufficient documentation to determine where lubricants are required for use.
•Management - Difficulty managing lubricant usage and the introduction of non-approved lubricants.
•Housekeeping - Poor lubricants storage and handling practices, suggesting that lubricant contamination, misapplication and operator confusion is a possible occurrence.
Now I don’t suggest that food manufacturers who have not addressed my key indicators are unknowingly contaminating their product, however, they may be considerably more exposed to the risks of lubrication contamination if they haven’t.
The underlying message is that some of the largest com-panies on the planet have been the victim of an undetected non-food-grade lubricant contamination reaching the consumer. Dedicate time to your companies’ lubrication requirements, ensuring the hazards are identified and monitored before the undetectable happens.
What can you do?Develop a comprehensive report containing your plant‘s total lubrication requirements with particular focus on the obvious lubricant applications which are above or adjacent to food production where spills, leaks or human error may result in food contact. This information will determine your policy which is, basically: will I use only food-grade lubricants or a combination of food-grade and non-food grade?
Technological advances of food grade lubricants is such that they can be used in almost every application without compromising machine life or production so total food-grade implementation within food processing areas should seriously be considered.
Your report will also determine a finite number of lubricants required for your plant to operate efficiently which, in addition, will allow you to develop the most appropriate lubricants’ stor-age facilities to effectively manage the use and transportation of lubricants within your processing facilities.
Document and communicate your lubricants policy ensuring all staff are aware of safe manufacturing procedures.
*Aaron Crichton is Managing Director at Superior Lubricants Pty Ltd (www.superiorlubricants.com.au).
Superior Lubricants
Contact info and more items like this at wf.net.au/T278
Baiting station for controlling rodents and crawling insectsBaitSafe offers a HACCP-certified alternative to conventional
methods of traditional surface baiting. BaitSafe is certified
throughout the food industry for use in controlling rodents and
crawling insects.
The baiting station can be installed into walls, ceilings, flat-
roofed areas, eaves and floors, between floors, cupboard bottoms
and other areas, allowing pest controllers to inspect, monitor
and/or place bait directly into areas where pests live and breed.
In contrast to traditional bait stations, BaitSafe is not exposed
to the public, therefore eliminating the risk to staff, children and
pets. Once installed, pests living in the walls or ceilings have
easy access to the bait without coming into contact with humans.
BaitSafe is easy to monitor once it has been installed. Using
the key, pest controllers can quickly access the bait, check
for evidence of pests and replenish the bait supply if needed.
Unlike conventional baiting methods, no ladder is required to monitor BaitSafe units that are
installed in ceilings.
Instead, pest controllers can screw a standard extension or paint pole into the key to open
the unit from floor level, therefore reducing service time, simplifying the maintenance process
and removing issues associated with working at height.
Adams Pest Control
Contact info and more items like this at wf.net.au/S990

www.foodprocessing.com.au32 March/April 2013
PR
OC
ES
SIN
G
Full stainless
washdown servo motorsMotion Technologies has available Kollmorgen
USA IP69K full stainless washdown servo motors.
Available in five frame sizes and 16 frame/
stack length combinations, they supply torques
up to 80 Nm (390 Nm peak) and speeds up to
7500 rpm. Cables are available as either 3 or
6 m as standard, with other options available.
All motors have round stainless bodies with
etched nameplate for aseptic applications.
Air-purge ports are standard and motors are
manufactured to be customisable.
Motion Technologies Pty Ltd
Contact info and more items like this at wf.net.au/T241
Analog output codersLika Electronic has expanded its family of analog output
encoders with the AS/AM58A series. The company offers
a range of single- and multiturn encoders with a variety of
mechanical and electrical configurations.
The encoders are supplied in industry standard 58 mm
flange diameter housing with IP67 protection (IP65 on shaft
side) in both hollow (Ø 14, 15 mm) and solid (Ø 6, 8, 9.52,
10, 11, 12 mm) shaft versions. New circuitry allows for a more
compact housing and a slim, 48 mm deep profile. A variety
of mounting configurations is available for a quick, safe and low-cost installation.
The AS/AM58A encoders have a 12-bit resolution in single-turn and up to 16384 turns in the multiturn
version for an overall 65,536 count. The improved hardware and software architecture provides a range of
voltage and current output including 0 to 5, 0 to 10, -5 to +5, -10 to +10 V; 0 to 20, 4 to 20 and 0 to 24 mA.
Complementary and zero-setting inputs are supplied standard along with a fault output to warn against
circuit interruption (current output versions only). Another feature is the optional Teach-In function, which
includes two Start-Stop buttons located on the external enclosure designed to easily program the setting
of the initial (start) and the final (stop) position.
Control Devices Australia
Contact info and more items like this at wf.net.au/R503
INDUSTRIES
National Call 1300 20 70 20
Manufacturer of high quality, specialisedfluid process equipment.
HEat it! Cool it!...with Dimpleflo® tubular heat exchangers
and Alfa Laval plate heat exchangers.
THERMAL
THERMAL
HEAT TRANSFER SYSTEMS
www.foodprocessing.com.au34 March/April 2013
PR
OC
ES
SIN
G
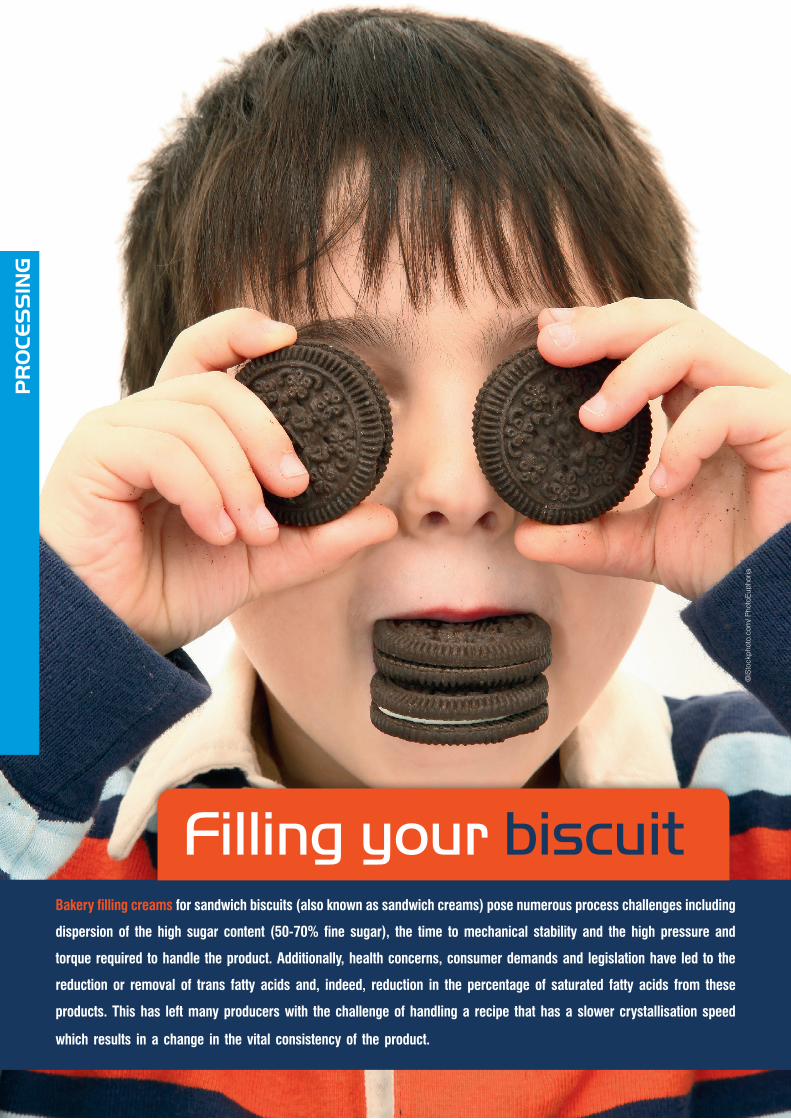
Bakery filling creams for sandwich biscuits (also known as sandwich creams) pose numerous process challenges including
dispersion of the high sugar content (50-70% fine sugar), the time to mechanical stability and the high pressure and
torque required to handle the product. Additionally, health concerns, consumer demands and legislation have led to the
reduction or removal of trans fatty acids and, indeed, reduction in the percentage of saturated fatty acids from these
products. This has left many producers with the challenge of handling a recipe that has a slower crystallisation speed
which results in a change in the vital consistency of the product.
Filling your biscuit
©iS
tock
phot
o.co
m/ P
hoto
Euph
oria
www.foodprocessing.com.au 35March/April 2013
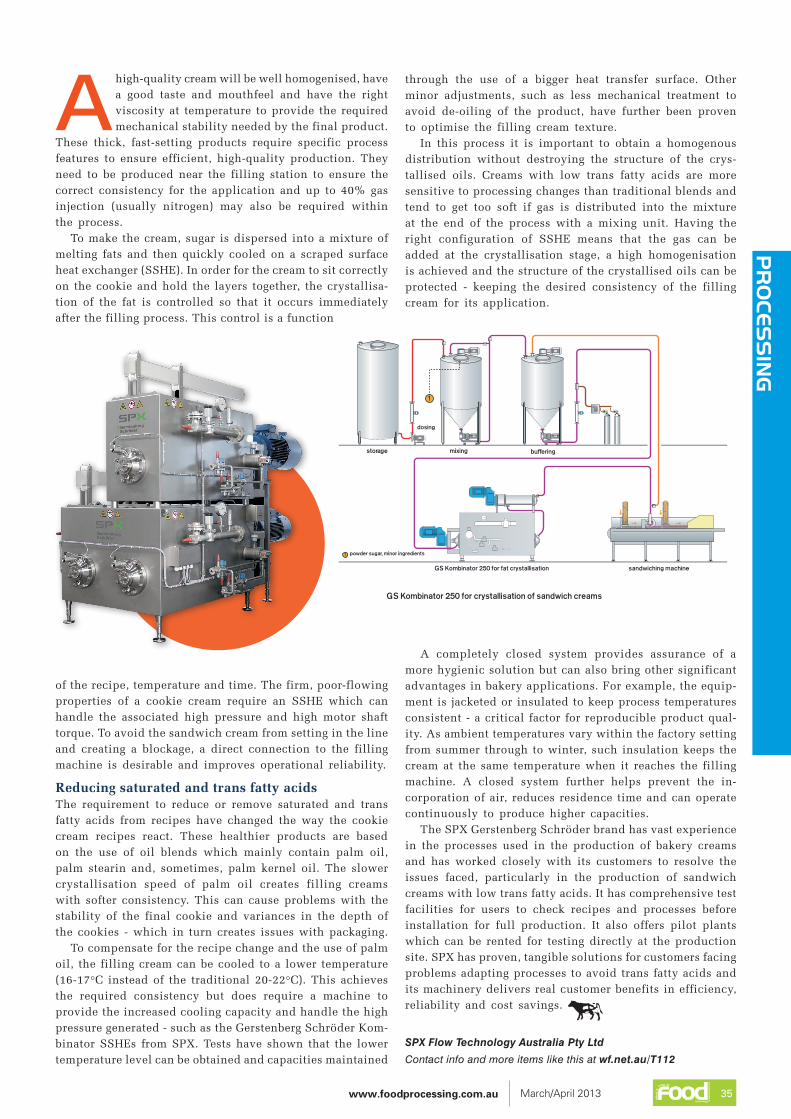
A high-quality cream will be well homogenised, have a good taste and mouthfeel and have the right viscosity at temperature to provide the required mechanical stability needed by the final product.
These thick, fast-setting products require specific process features to ensure efficient, high-quality production. They need to be produced near the filling station to ensure the correct consistency for the application and up to 40% gas injection (usually nitrogen) may also be required within the process.
To make the cream, sugar is dispersed into a mixture of melting fats and then quickly cooled on a scraped surface heat exchanger (SSHE). In order for the cream to sit correctly on the cookie and hold the layers together, the crystallisa-tion of the fat is controlled so that it occurs immediately after the filling process. This control is a function
of the recipe, temperature and time. The firm, poor-flowing properties of a cookie cream require an SSHE which can handle the associated high pressure and high motor shaft torque. To avoid the sandwich cream from setting in the line and creating a blockage, a direct connection to the filling machine is desirable and improves operational reliability.
Reducing saturated and trans fatty acidsThe requirement to reduce or remove saturated and trans fatty acids from recipes have changed the way the cookie cream recipes react. These healthier products are based on the use of oil blends which mainly contain palm oil, palm stearin and, sometimes, palm kernel oil. The slower crystallisation speed of palm oil creates filling creams with softer consistency. This can cause problems with the stability of the final cookie and variances in the depth of the cookies - which in turn creates issues with packaging.
To compensate for the recipe change and the use of palm oil, the filling cream can be cooled to a lower temperature (16-17°C instead of the traditional 20-22°C). This achieves the required consistency but does require a machine to provide the increased cooling capacity and handle the high pressure generated - such as the Gerstenberg Schröder Kom-binator SSHEs from SPX. Tests have shown that the lower temperature level can be obtained and capacities maintained
PR
OC
ES
SIN
G
through the use of a bigger heat transfer surface. Other minor adjustments, such as less mechanical treatment to avoid de-oiling of the product, have further been proven to optimise the filling cream texture.
In this process it is important to obtain a homogenous distribution without destroying the structure of the crys-tallised oils. Creams with low trans fatty acids are more sensitive to processing changes than traditional blends and tend to get too soft if gas is distributed into the mixture at the end of the process with a mixing unit. Having the right configuration of SSHE means that the gas can be added at the crystallisation stage, a high homogenisation is achieved and the structure of the crystallised oils can be protected - keeping the desired consistency of the filling cream for its application.
A completely closed system provides assurance of a more hygienic solution but can also bring other significant advantages in bakery applications. For example, the equip-ment is jacketed or insulated to keep process temperatures consistent - a critical factor for reproducible product qual-ity. As ambient temperatures vary within the factory setting from summer through to winter, such insulation keeps the cream at the same temperature when it reaches the filling machine. A closed system further helps prevent the in-corporation of air, reduces residence time and can operate continuously to produce higher capacities.
The SPX Gerstenberg Schröder brand has vast experience in the processes used in the production of bakery creams and has worked closely with its customers to resolve the issues faced, particularly in the production of sandwich creams with low trans fatty acids. It has comprehensive test facilities for users to check recipes and processes before installation for full production. It also offers pilot plants which can be rented for testing directly at the production site. SPX has proven, tangible solutions for customers facing problems adapting processes to avoid trans fatty acids and its machinery delivers real customer benefits in efficiency, reliability and cost savings.
SPX Flow Technology Australia Pty Ltd
Contact info and more items like this at wf.net.au/T112
Filling your biscuit

www.foodprocessing.com.au36 March/April 2013
PR
OC
ES
SIN
G
App for mobile access
to information on instruments
Endress+Hauser has launched its Opera-
tions App for iPhone, iPod touch and iPad
mobile devices. The free App lets instrument
engineers and maintenance technicians quickly
download specific documentation such as
operating instructions and technical information
for Endress+Hauser instruments and analysers,
and data from the Endress+Hauser Life Cycle
Management program.
The app provides quick and easy access to up-to-date product information
and device details such as order code, configuration information, date of
production, product status and availability, manuals and spare part informa-
tion, including exploded view drawings, compatibility and mounting advice.
With the app, a user simply enters the serial number or scans the data
matrix code on the device and immediately gains access to the information.
A user can share information and documents with colleagues by email.
Calibration certificates are also available to registered users.
Operations App allows users to access features of the Endress+Hauser
Life Cycle Management web-based tools. These tools apply to different life
cycles of an instrument installation and help manage technical and operational
information needed by a plant and its maintenance people.
The app allows mobile access to information functions such as: applicators
for selection and sizing of suitable Endress+Hauser instruments; installed Base
Assistant for managing plant assets; automatic documentation handling for
the company’s equipment; and Task Scheduler for scheduling maintenance
tasks or managing the installed base.
An Android version will be released in the near future. The app is avail-
able in English, German and Spanish. The app can be downloaded for free
from iTunes.
Endress+Hauser Australia Pty Ltd
Contact info and more items like this at wf.net.au/S012
Wastewater treatment unitThe compact Aerofloat unit has been designed to
meet the needs of wastewater treatment in the food
industry. The unit is compact, easy to maintain, has
low power requirements and produces a high-quality
effluent to meet regulatory standards.
The unit uses a version of the water treatment
process called dissolved air flotation (DAF). Unlike
traditional DAF systems which use large and expensive
mechanical scrapers to remove solids, Aerofloat’s
technology hydraulically raises the water level in the
sealed, odourless DAF tank, pushing the floated pol-
lutants off the top of the tank via a pipeline into the
waste holding tank.
The unit can remove up to 97% suspended solids
and 97% oil and grease from the waste stream. The
larger Aerofloat 3500 system, which treats up to
3500 L/h, has all the key elements of smaller units,
including compactness, ease of maintenance, minimal
power draw and, due to its mechanical simplicity, it
is claimed to be more affordable than a conventional
DAF treatment plant.
The Aerofloat unit is suitable for companies consist-
ently exceeding their trade waste licence.
Aerofloat (Australia) Pty Ltd
Contact info and more items like this at wf.net.au/T125
Thermal equalisation air-circulation fansThe movement of air in a conditioned space is a large consumer of energy.
Pushing cold, dense air around a freezer, cool or conditioned room, while
constantly over delivering to keep air at an equal temperature in any type
of space, uses large quantities of energy.
Air Pear Thermal Equalization air-circulation fans can easily and cost effectively be installed into
any existing or new coolroom or cold storage space, manufacturing or handling plant or refrigerated
truck and will provide energy savings, improved product life and comfort improvements.
The units are a simple plug-and-play solution that does not require maintenance, smart controls
or commissioning.
Moving air in non-turbulent gentle laminar flow in any required direction, the units will service spaces
from 2.5 to 35 m, making them suitable for a range of facilities.
The units are designed and manufactured by Airius in America.
Airius
Contact info and more items like this at wf.net.au/T105

www.foodprocessing.com.au38 March/April 2013
PR
OC
ES
SIN
G
Heat-transfer system rangeTeralba Industries has released the Thermpro range of heat-transfer systems.
Thermpro systems combine the features of the Dimpleflo and Teralba heat
exchangers with a range of control equipment - such as pumps, valves, RTD
sensors with provision for thermal expansion - into a skid-mounted system.
The packaged systems are mounted on compact frames, configured and
customised to fit within users’ operational structure and comply with space
restrictions. The systems are fully controlled and monitored via touch-screen
electronics. The units can also be configured to incorporate CIP function
and steam sterilisation.
These are custom-engineered and manufactured units, designed with a
variety of standard features and options to meet demanding requirements
and to comply with specific design parameters.
Thermpro systems incorporate removable panels for protection from hot
surfaces and adjustable levelling feet to allow positioning in any location.
The systems are suited to demanding applications within the food, bever-
age, dairy and chemical industries, such as controlled water heating with
steam, isolation of ethylene glycol from temperatures above its flash point
and refrigeration duties with in-built control requirements.
Teralba Industries
Contact info and more items like this at wf.net.au/T134
Integrated valve and actuator controlNorgren has launched a range of high-performance cyl-
inders that are designed to reduce energy useage and
operating costs for OEMs and end users in a range of
processing applications.
The IVAC (integrated valve and actuator control) is an
integrated unit that combines the valve, flow controls,
cushioning and sensors in a single actuator package.
IVAC is a weight- and space-optimised actuator suitable
for a range of bore sizes from 40 to 80 mm, with integrated
valve and magnetically operated switches for complete
actuator control. Able to be retrofitted or integrated within
new systems, each unit requires only one pneumatic and
one electrical connection, eliminating the need for multiple
valve islands, components, tubing and accessories.
Because it is easier to install, maintain and replace a
single unit, scheduled and unplanned installation, commis-
sioning and maintenance time and costs are reduced. Less
downtime for maintenance also means higher productivity.
Eliminating air piping between valves and actuators mini-
mises ‘dead’ volume, reducing air consumption by up to
50%, cutting cost per mm of stroke when compared with
conventional pneumatic systems.
A number of options and varieties are avail-
able including cleanline versions for industrial
cylinders, industrial slave cylinders and easy
washdown, helping OEMs comply more easily
and cost effectively with hygiene regulations.
OEMs can take advantage of all of these
benefits without any mechanical design
changes, as IVAC products conform to the latest
ISO VDMA dimensions. Its single M12 connection
for input and output can be hardwired or plugged into a
fieldbus system no matter which protocol is being used.
Norgren Pty Ltd
Contact info and more items like this at wf.net.au/S680
Ultrasonic liquid transmitter controller and sensorDwyer Instruments has released the Series UTC Ultrasonic Liquid Transmitter Controller and UTS Ultrasound Liquid Transmitter Sensor.
The Series UTC provides accurate, non-contact measurement of liquid level and open channel flow even under extremely harsh conditions, overcoming vapours, agitators or light foam, with no moving parts to wear or jam.
It supports a full range of process monitoring and storage level measurement applications, such as high process tanks and large storage vessels. The UTC has a 6-digit LCD and a simple menu structure with multiple indications, making programming simple.
Its dual part system allows for the control unit to be located up to 200 m away from the sensor (available separately), and installation is simple with included mounting bracket.
In addition, this series supports the Modbus RTU communication protocol and offers RS485 or RS232 and 4-20 mA communications. With five independent SPDT relays and embedded firmware for volume and flow totalisation, this series is suitable for liquid level and open channel flow applications.
The Model UTS is a series of sensors made to accompany Dwyer’s Series UTC Ultrasonic
Level Controllers.
Dwyer Instruments (Aust) Pty Ltd
Contact info and more items like this at wf.net.au/S988

www.foodprocessing.com.au 39March/April 2013
SweetOnly Wonderware MES software provides dependable
consistent quality and safety without sacrifi cing fl exibility.
For more information, visit wonderware.com/MESQuality and get a free whitepaper called “Be ready for changing
tastes, a new approach to plant software”.
Avantis Eurotherm Foxboro IMServ InFusion SimSci-Esscor Skelta Triconex Wonderware
© Copyright 2012. All rights reserved. Invensys, the Invensys logo, Avantis, Eurotherm, Foxboro, IMServ, InFusion, Skelta, SimSci-Esscor, Triconex and Wonderware are trademarks of Invensys plc, its subsidiaries or affiliates. All other brands and product names may be trademarks of their respective owners.
Real Collaboration. Real-Time Results.TM

www.foodprocessing.com.au40 March/April 2013
PR
OC
ES
SIN
G
Digital electropneumatic valve positionersLloyds Registry EMEA has confirmed the air consumption rates of Spirax Sarco’s SP400 and SP500, making them leading energy-efficient digital elec-tropneumatic valve positioners.
The SP400 and SP500 are quick and easy to install and commission, with the latter being complete in three button pushes or fewer. This simplicity of use minimises plant downtime, while non-contact position feedback technol-ogy reduces installation time and provides increased accuracy and reliability over mechanical linkages. The SP500 is feature rich and also supports the HART protocol.
The SP400 and SP500 have been confirmed as highly energy-efficient electropneumatic positioners, based on steady state air consumption. All pneumatic positioners leak some air holding an actuator in steady and transient state, and these leak rates are stated in positioner technical documentation.
The SP400 and SP500 have been certified by Lloyd’s Registry EMEA to have the minimal leak rate of 0.48 dm3/h (1.01 ft3/h), which vastly reduces
the cost of wasted compressed air.
Spirax Sarco NZ
Contact info and more items like this at wf.net.au/S667
Air knifeThe compact Super Air Knife provides a powerful curtain of airflow while reducing com-pressed air usage and noise when compared to other blowoffs. The Super Air Knife offers an efficient way to clean, dry or cool parts, webs or conveyors. It delivers a uniform sheet of laminar airflow across the entire length with hard-hitting force.
Noisy blowoffs become a whisper when replaced with the Super Air Knife. Even at high pressures of 80 PSIG (5.5 bar), the sound level is surprisingly quiet at 69 dBA for most applica-tions. Amplification ratios (entrained air to compressed air) of 40:1 are produced. The Super Air Knife meets OSHA dead-ended pressure and noise requirements.
The Super Air Knife is available in many lengths, in a variety of materials that include aluminium, type 303 stainless steel, type 316 stainless steel and PVDF plastic.
Applications include part drying after wash, sheet cleaning in strip mills, conveyor cleaning, part or com-ponent cooling, web drying or cleaning, environmental separation, pre-paint blowoff, bag opening/filling op-
erations and scrap removal on converting operations.
Compressed Air Australia Pty Ltd
Contact info and more items like this at wf.net.au/T139

www.foodprocessing.com.au 41March/April 2013
www.backsaver.com.au
Tel NZ: 021 160 9990 Tel AUS: 0417 690 370email: [email protected]
See the VIDEO @
PR
OC
ES
SIN
G
Hyperspectral imaging spectrometerKey Technology’s Product Definer is a hyperspectral imaging spectrometer that helps
Key quickly analyse and evaluate new applications and technologies to develop sorting
systems that solve outstanding product-quality problems.
Key says the device speeds its ability to tailor an intelligent sorting system to the
specific characteristics of each product in order to optimise sort performance.
The spectrometer allows the company to conduct thorough rapid prototyping, which
gives the company knowledge to develop the most suitable combination of cameras
and lasers for each customer. It allows Key to develop a detailed understanding of the
physical and physiological characteristics of customers’ products, defects and foreign
material.
Unlike single-point spectrometers,
the Product Definer gathers data from
thousands of wavelengths simultane-
ously, capturing images from the
visible range and beyond. In addition
to hyperspectral imaging data, the
device collects data about objects’
fluorescence. The images are saved,
creating a spectral library of objects’
signatures and fingerprints.
Key Technology Australia Pty Ltd
Contact info and more items like this at wf.net.au/T111

www.foodprocessing.com.au42 March/April 2013
PR
OC
ES
SIN
G
Well-thought-out plant design should ensure that stainless steel housings provide maximum hygiene, ‘dead zones’ are avoided and the entry of dust and moisture prevented. The sealing material should
guarantee a level of protection up to IP66 and the surface of the housing should have roughness of less than 0.8 µm and be finely brushed in the drip direction - the best conditions for the safe draining-off of liquids.
Certifying the highest hygienic standardsBut as simple and self-evident as it sounds, hygienic design is not easy to achieve in practice. The European Hygienic Engineering & Design Group (EHEDG) provides assistance in this area to confectionery producers. The Group defines criteria for easy-to-sanitise design in a large number of guidelines and certifies components that meet the standards. The certificate is considered a quality seal - an accolade for achieving the highest hygienic standards - and is becoming increasingly popular. “We have seen a steady increase in the number of certifications,” says Dr Jürgen Hofmann, an expert from Weihenstephan and head of the German group within the EHEDG. Pipeline components such as sensors, valves and pumps were prominent among the first elements to be certi-fied. Now, increasingly complex components such as rotary feeders and diverter valves for pneumatic delivery systems are arriving at the test centre.
The decisive factor, in addition to the selection of materi-als, is the design of the components to make them easy to sanitise. This is because intensive and regular cleaning of all of the equipment used is mandatory. Another factor is that this regularly repeated working step must be kept as short as possible, because “whoever designs the cleaning process to be as efficient as possible has the most profitable production”, says Hofmann. Taking sensors, for example - they require significantly less cleaning time if they are integrated in the pipeline with a flush front in a globe housing.
Cleaning-in-place as the best solutionIn this context, cleaning really means cleaning-in-place (ab-breviated to CIP). This royal road to cleanliness has become an essential part of the modern process environment in confection-ery production. It is a process in which the cleaning solutions circulate within the production equipment, cleaning it completely automatically, without the need to disassemble any part of the system. To guarantee effective rinsing, it is essential that the tanks, pipelines and pumps are designed without any dead zones and can be completely emptied. In addition, the surface properties of all of the components that come into contact with the product must be as smooth as possible, to prevent the adhe-sion of soiling, product or microorganisms in joins and niches.
On top of all of these considerations, it is also essential not to lose sight of the big picture. Hygiene-conscious producers are always confronted with the question of how the individual machines making up the production line are connected with one another. The chocolate in the coating machine passes through hygienic pumps and pipelines, neither of which exhibit dead zones. But what’s the situation in the self-contained unit? Does it have any corners where product residues could remain for longer periods?
Hygienic design was one of the central themes at ProSweets Cologne, which took place in January 2013 with ISM, the International Sweets and Biscuits Fair. Approximately 350 exhibitors from 30 countries exhibited their goods and services in the Cologne exhibition centre. The entire supplier product range for the manufacture, processing and packaging of confectionery and snack items were on display and solutions for the challenges faced at different stages of production were presented. For further information, visit www.prosweets-cologne.com or www.ism-cologne.com.
© www.sxc.hu/tazzmaniac
The highest level of sophistication in production processes is required for the manufacture of confectionery products.
In particular, manufacturers assign the highest priority to hygienic design for open processes - processes where
the product comes into contact with the production equipment. Machines designed in a way that improves process
safety and product shelf life are given preference.
Easy to sanitise - the best way to ensure cleanliness

www.foodprocessing.com.au 43March/April 2013
Package water and wastewater treatment solutionsPackage water and sewage treatment solutions for potable water treatment and water recycling applications. Cost effective, reliable and energy efficient treatment solutions covering the full water management cycle from transport of water to treatment and distribution. Your access to global water solutions expertise backed up with excellent local support from an extensive national branch network. Service and rental options are available.
Australia Tel: 13 19 14www.xylemwatersolutions.com/au
New ZealandTel: 0800 33 19 14www.xylemwatersolutions.com/nz
Adelaide • Auckland • Brisbane • Christchurch • Darwin • Devonport • Kalgoorlie • Karratha • Mackay • Melbourne • Mt Isa • Newcastle • Orange • Perth • Sydney • Townsville
2D3

www.foodprocessing.com.au44 March/April 2013
PR
OC
ES
SIN
G
Coded magnetic safety sensorThe Schmersal BNS 40S is a robust, coded magnetic safety sensor made from precision cast high-grade stainless steel, designed for the food and beverage industry. It comprises a food-safe connecting cable, IP69K housing, LED indication, and a variety of contact configurations to allow easy integration to monitoring devices.
The series was designed with hygiene in mind. The laser-marked housing with rounded shape, with a fine-polished surface, eliminates food traps and provides easy cleaning. The sensor can be mounted using through holes, or concealed mounting is pos-sible using threaded holes from the rear.
Within the food and beverage industry, aggressive cleaning agents are frequently used. Therefore, the series was tested by Ecolab to ensure long life in relation to the cleaning systems which are used in
this industry.
Control Logic Pty Ltd
Contact info and more items like this at wf.net.au/T147
Air purification unit approved for food processing plantsThe Airius Oceania Air Pear PHI unit removes odours, bacteria, viruses, VOCs, formaldehyde, bacteria, mould yeast, gases and smoke from the air in buildings and surrounding surfaces without using filters or membranes.
Offering a 25,000-hour life span, the PHI cell creates an advanced oxidation process consisting of hydro-peroxides, ozonide ions, super oxide ions, UV light rays and hydroxide ions - all ‘friendly’ oxidisers that revert back to oxygen and hydrogen after the oxidation of the pollutant.
The technology is approved by the USDA, FSIS and FDA for use in food processing plants. It is suitable for use with fresh food and vegetables, assisting in increasing storage quality and life by killing >99% of bacteria and mould or yeasts on the food and surrounding areas. It removes the smells from ripening food such as onions or mangos and is suitable for use in chicken and meat processing plants, pork and grain handling and food preparation storage/handling plants that require a clean environment.
When combined with the Airius Oceania Air Pear Thermal Equalizer, air is circulated around and through the space, ensuring air-conditioning systems do not over deliver while bringing all the air in contact with the PHI cell.
Airius
Contact info and more items like this at wf.net.au/T354
Infrared pyrometerThe PyroMini infrared pyrometer from Calex Electronics is an infrared temperature sensor with a built-in, touch-screen display and data-logging facility.
Its sensing head measures 18 x 45 mm, making it suitable for mounting in tight spaces. The head is capable of withstanding temperatures of up to 180°C without water or air cooling.
Manufactured from stainless steel 316 and sealed to IP65, the PyroMini sensing head is suitable for the food and pharmaceutical industries, as well as automotive manufacture and other industrial measurement and control applications.
In addition, the sensing head uses a low-noise interconnecting cable, which is available in lengths from 1 to 30 m, that makes it resistant to interference from external electromagnetic fields and resistant to noise when being used on dynamic moving machines such as mounting on robot arms.
The sensor’s backlit, touch-screen interface provides a large, bright display of the measured temperature in digital format as well as in graphical view, showing the history of the measured temperature, date and time. It also enables opera-tors to fully configure the sensor, including setting the device’s temperature range between -20 and 1000°C.
When in data-logging mode, the PyroMini records the temperature-related data to a MicroSD card, providing means to record process temperatures for quality assurance and traceability. The data can easily be retrieved from the factory floor for analysis or QA data recording or storage.
Output options include an analog 4 to 20 mA temperature-related retransmission, RS485 Modbus and two alarm relay outputs.
Heastern Industries
Contact info and more items like this at wf.net.au/R966

www.foodprocessing.com.au46 March/April 2013
Temperature transmitter rangeifm efector’s TAD series of temperature transmitters, with integrated
drift monitoring, diagnostic function and backup function, monitors
temperatures with 0.2 K accuracy.
By monitoring each other, the two integrated sensor elements
ensure increased process safety. Occurring drift between the cali-
bration intervals is immediately detected, diagnosed and signalled.
If a sensor element fails, the process can be continued with a
second measuring element (backup function).
Due to the self-monitoring, the calibration intervals can be in-
creased and maintenance costs reduced. Each TAD temperature
transmitter is supplied with a 5-point calibration certificate.
The TAD series transmitters have probe lengths from 33 to 87.5
mm. An additional 50 mm intermediate-length probe has been
added to the series with the TAD091 and TAD081 transmitters.
The transmitters are all equipped with IO-Link 1.1.
ifm efector pty ltd
Contact info and more items like this at wf.net.au/R543
PR
OC
ES
SIN
G
Mobile-optimised drive systems micrositeNord Drivesystems has optimised its microsite for use with mobile
phones such as the iPhone, Android smartphones and the Blackberry.
An adapted layout aids readability and straightforward navigation. The
dedicated microsite, which presents sector-specific solutions and prod-
ucts, provides quick access to all food-industry-suitable drive systems.
To use the Nord Drivesystems microsite, visit www.food.nord.com.
NORD Drivesystems (Aust) Pty Ltd
Contact info and more items like this at wf.net.au/T149
Queensland convention to mould future of food industryThe 46th Australian Institute of Food Science and Technology (AIFST) annual convention is just four months away. This year’s event is being held at the Brisbane convention and exhibition centre 14-16 July.
The organising team have been working for months on a thought-provoking and engaging, out-of-the-box, rewarding program with interactive sessions that are designed to give participants some skills and knowledge to take back and apply in their workplace.
While the science and technical side of the industry will obviously be a strong focus at the convention, the broad range of topics being addressed will appeal to everyone involved in the food business today.
The AIFST had approximately 500 high-calibre delegates last time the convention was held in Brisbane and this year looks like it may be bigger.
There will also be an exhibition at the convention and stands sold out within two weeks of being announced. Please see our website for more information on the convention and sponsorship - www.aifst.asn.au/convention - or call the national office on (02) 9870 8688.
We would also like to encourage those with vested interests in the future of the food industry to become a member of the AIFST. As the food industry continues to evolve, the AIFST helps to keep you up to date with information and in touch with other members, while furthering your professional development as part of the food industry. Membership includes subscription to Food Australia, discounts to all AIFST events, access to current technical and regulatory information, and many other network-enhancing benefits.
In addition, members would also be kept up to date on our Continuing Professional Development (CPD) program. The AIFST CPD program is being developed to meet food industry professionals need to continually keep abreast in a constantly evolving industry, whether that is in food policy and legislation, new technologies in food processing or the marketing of food products. Check out the AIFST website for current CPD workshops and events: www.aifst.asn.au/events.
This program sits well with the AIFST’s strong reputation for facilitating food learning, networking and communication regardless of company size, industry segment or professional qualification.
This year and beyond we will continue to strive for improvement in all our functions, with the aim of maximising professional standing and opportunity for all members.
We look forward to seeing you at the annual conference and hope everyone has a pleasant and prosperous 2013.Stefan Worsley AIFST

Blowoff Comparison
$952 $2,669*Based on national average electricity cost of 8.3 cents per kWh. Annual cost reflects 40 hours per week, 52 weeks per year.
Facts about BlowersEnergy conscious plants might think a blower to be a better choice due to its slightly lower electrical consumption compared to a compressor. In reality, a blower is an expensive capital expenditure that requires frequent downtime and costly maintenance of filters, belts and bearings. Here are some important facts:
Filters must be replaced every one to three months.
Belts must be replaced every three to six months.
Typical bearing replacement is at least once a year at a cost near $1000.
• Blower bearings wear out quickly due to the high speeds (17-20,000 RPM) required to generate effective airflows.
• Poorly designed seals that allow dirt and moisture infiltration and environments above 125°F decrease the one year bearing life.
• Many bearings can not be replaced in the field, resulting in downtime to send the assembly back to the manufacturer.
Blowers take up a lot of space and often produce sound levels that exceed OSHA noise level exposure requirements. Air volume and velocity are often difficult to control since mechanical adjustments are required.
To discuss an application, contact:
Compressed Air Australia Pty LtdGPO Box 2792Darwin NT 0801Phone: 1300 787 688Fax: 1300 787 637email: [email protected]
Compare these BlowoffsThere are a variety of ways to blow the water from the bottles shown in the photo below, but which method is best? To decide, we ran a comparison test on the same application using four different blowoff methods: drilled pipe, flat air nozzles, Super Air Knife™ (each using compressed air as a power source), and a blower supplied air knife (using an electric motor as a power source). Each system consisted of two twelve inch long air knives. The following comparison proves that the EXAIR Super Air Knife is the best choice for your blowoff, cooling or drying application.
The goal for each of the blowoff choices was to use the least amount of air possible to get the job done (lowest energy and noise level). The compressed air pressure required was 60 PSIG which provided adequate velocity to blow the water off. The blower used had a ten horsepower motor and was a centrifugal type blower at 18,000 RPM. The table at the bottom of the page summarizes the overall performance. Since your actual part may have an odd configuration, holes or sharp edges, we took sound level measurements in free air (no impinging surface).
Drilled PipeThis common blowoff is very inexpensive and easy to make. For this test, we used (2) drilled pipes, each with (25) 1/16" diameter holes on 1/2" centers. As shown in the test results below, the drilled pipe performed poorly. The initial cost of the drilled pipe is overshadowed by its high energy use. The holes are easily blocked and the noise level is excessive - both of which violate OSHA requirements. Velocity across the entire length was very inconsistent with spikes of air and numerous dead spots.
Flat Air NozzlesAs shown below, this inexpensive air nozzle was the worst performer. It is available in plastic, aluminum and stainless steel from several manufacturers. The flat air nozzle provides some entrainment, but suffers from many of the same problems as the drilled pipe. Operating cost and noise level are both high. Some manufacturers offer flat air nozzles where the holes can be blocked - an OSHA violation. Velocity was inconsistent with spikes of air.
EXAIR Super Air KnifeThe Super Air Knife did an exceptional job of removing the moisture on one pass due to the uniformity of the laminar airflow. The sound level was extremely low. For this application, energy use was slightly higher than the blower but can be less than the blower if cycling on and off is possible. Safe operation is not an issue since the Super Air Knife can not be dead-ended. Maintenance costs are low since there are no moving parts to wear out.
The Super Air Knife is the low cost way to blowoff, dry, clean and cool.
Blower Air KnifeThe blower proved to be an expensive, noisy option. As noted below, the purchase price is high. Operating cost was considerably lower than the drilled pipe and flat air nozzle, but was comparable to EXAIR’s Super Air Knife. The large blower with its two 3" (8cm) diameter hoses requires significant mounting space compared to the others. Noise level was high at 90 dBA. There was no option for cycling it on and off to conserve energy like the other blowoffs. Costly bearing and filter maintenance along with downtime were also negative factors.

www.foodprocessing.com.au48 March/April 2013
PR
OC
ES
SIN
G
In a number of industries, including food and beverage and pharmaceutical industries, high-grade sanitary pumps play an important role in the production process. If the pump does not live up to the high requirements with regard to
safety, design, materials used and material surface finish, this can lead to impurities in the system, potentially causing an entire production to be brought to an immediate standstill.
So, cleanability is the essence in any sanitary pump. The most important criterion for the cleanability is primarily an optimum hygienic pump construction that is easy to clean. The circulation space should be free of dead ends.
Unique hygienic designBecause quick and efficient cleanability plays such a decisive role in sanitary processes and thus in sanitary pumps, higher safety standards apply for these types of applications than for other processes involving pumps. The Grundfos range of sanitary pumps, designed by Hilge, is made in accordance with the strictest hygienic design criteria both for physical properties and with regard to preventing possible breeding grounds for bacteria and germs.
The design requirements and the surface finish of the materials used are of the utmost importance and subject to a wide variety of national and international rules and regula-tions. Among these are the GMP Rules and Regulations, FDA Regulations, 3A Sanitary Standard, EU Foodstuff Hygienic
Guidelines, DIN EN 12462 Biotechnology, the recommenda-tions of the EHEDG (European Hygienic Equipment Design Group) and QHD (Qualified Hygienic Design).
MaterialsStrict requirements to hygienic design mean strict requirements to construction of any component that comes in contact with the pumped liquid. Therefore, the selection of materials and their surfaces with regard to cleaning and corrosion charac-teristics plays an important part when it comes to quality and safety of the entire process.
Different factors need to be considered in order to deter-mine these requirements: product safety, consumer protection, reducing cleaning costs with regard to economic and ecological aspects, and legal requirements related to ease of cleaning, etc.
Depending on whether the pump is to be used in, for example, the pharmaceutical or food and beverage industry, it is important to specify these requirements in order to get the most suitable pump for the task at hand.
To ensure a homogeneous pore-free surface of the sanitary pumps, Grundfos uses AISI 316L (DIN EN 1.4404/1.4435) cold-rolled and/or forged stainless steel for sanitary pump construction.
Shaft sealsHygienic design also calls for high requirements with regard to the seal arrangement. Sealing surfaces must be free of gaps, the contact pressure of sealing materials must be well
Hygienic pump design is the alpha and omega of any successful sanitary production process. Hygienic design
implies that the pump is easy to clean and thus is made of materials and components which comply with strict
international standards for sanitary applications.
Why hygienic design is essential

www.foodprocessing.com.au 49March/April 2013
PR
OC
ES
SIN
G
defined and a hygienic, certified shaft passage or seal must be used. Depending on the requirements, the shaft passage or seal can be located either internally or externally in a single or double arrangement with a connection for flush-ing water.
To ensure trouble-free operation, no matter the applica-tion and the pumped liquid, two main types of shaft seal exist: single and double mechanical shaft seal arrangements.
The single shaft seals are inboard mechanical seals with an optimum position in the pumped liquid in order to ensure lubrication and cooling as well as CIP (cleaning-in-place) and SIP (sterilisation-in-place). The double seal arrangements are either a tandem or back-to-back seal arrangement. All standard seals in the Grundfos sanitary range have seal faces of carbon/stainless steel and O-rings of EPDM (ethylene propylene diene M-class rubber). Other seal face material combinations are available, such as SiC/SiC (silicon carbide/silicon carbide) for pharmaceutical and biotech applications.
Depending on the user’s requirements, Grundfos offers two types of shaft seals for hygienic applications and sterile applications. As standard for hygienic applications, Grundfos offers a single shaft seal fitted with a metal spring as seal driver. This shaft seal has seal faces of carbon/stainless steel and O-rings of either EPDM or FKM (fluoroelastomers). As standard for sterile applications, Grundfos offers a 100%
encapsulated shaft seal. In this case the shaft seal has seal faces of SiC/SiC and O-rings of EPDM or optionally FFKM (perfluoroelastomers) or FKM (white).
Impeller types and connectionsTo meet the different and high demands of the pharmaceuti-cal, food and beverage industries, Grundfos has developed a range of surface finishes designed for specific industries. Impellers and connections are designed and treated in dif-ferent ways according to international standards in order to handle the pumping task in the best possible manner.
All the impellers for the Grundfos sanitary range are electropolished stainless steel impellers and are available in different types of design: semi-open impeller, closed im-peller and free-flow impeller designs. Each type is capable of handling a wide range of pumping tasks, such as dif-ferent viscosity liquids and liquids with a variable content of solids. For pharmaceutical applications where it is a requirement that the surface finish Ra<= 0.8/0.4 µm only semi-open impellers are used. However, channel impellers are available on request.
Connections are also subject to different hygienic designs and thus to a wide range of standards. Sterile threads are designed according to DIN 11864-1 PN 16 and sterile flanges according to DIN 11864-2 PN 16. Grundfos also offers a whole range of special connections for special applications such as SMS, RJT, DIN or ISO clamp connections, Tri-Clover connections and ASME BPE 2000.
Approvals and certificatesGrundfos wants to protect users’ consumable products from contamination and to make sure that their production is safe and lives up to the strict international requirements with regard to hygienic design. The design, materials used and surface finish are subject to a variety of national and international rules and regulations. All the products in the Grundfos high-grade sanitary range comply with the strict requirements as to hygienic design listed in the 3A Sanitary Standard, the EHEDG and QHD.
In addition, a number of special certificates and approv-als are available for different purposes such as material certificates and ATEX approved sanitary pumps which have to be ordered with the pump. Customers who require absolute certainty that the delivered Grundfos product complies with the specifications of the order as to surface roughness, for example, can order a certificate on request. This means that if the pump is to be installed in explosive atmosphere, an ATEX- EC Conformity Declaration must be delivered together with the pump.
Grundfos Pumps Pty Ltd
Contact info and more items like this at wf.net.au/ T492
©iStockphoto.com/ Terry Wilson

www.foodprocessing.com.au50 March/April 2013
PR
OC
ES
SIN
G
Brewhouse upgrade helps Florida brewer aim for the starsSpacecraft are no longer launched in Cape Canaveral, but a brewer in the region is still aiming for the stars. Starting life as a tiny microbrewery, the Florida Beer Company has become the largest craft brewery in the state.
In its first year, the micro-brewery output about 1200 hL, producing two beers and an apple cider. Jim Massoni bought the microbrewery in 2003 after it got into financial difficulties and within two years the Florida Beer Company took over several other microbreweries. From there, the company’s output grew by more than 50% each year, reaching around 34,000 hL in 2011.
Massoni upgraded the brewing facility, investing in bottling kit, marketing, sales and distribution, and purchased an additional warehouse.
The old brewery featured a 36 hL brewhouse of American design, a Kosme filler and labeller rated at 3600 bottles/h, plus a kegging line accounting for about half the total output. The bottling operation involved a lot of manual work. Empty bottles were depalletised by hand, while the fulls were also packed in sixpacks and American boxes, and manually palletised.
Massoni installed 25 new cylindro-conical fermentation and storage tanks, each holding 270 hL, which provide an annual capacity of 78,000 hL. There are already plans for upsizing to 40 tanks for what will then be an annual capacity of 144,000 hL. For the filling operations, the firm currently uses the Kosme bottling line with a capacity of 42,000 hL and the kegging line from the old brewery. There are also plans to invest in a new bottling line.
At the heart of the new brewery is the CombiCube B brewhouse. Breweries with a brew size of 40 to 105 hL of cast wort had previously not been able to use Steinecker’s technology, as the customised systems above this rating were not amenable to use in the lower output range.
However, Steinecker wanted to offer the right technology for the brewery, so the firm’s creative minds set out to modify the large-scale concepts to suit a downsized output category.
The compactly dimensioned frame construction, with specially tailored vessel sizes, is extremely economical on space: the entire brewhouse has a footprint of less than 100 m2.
The individual processes involved in wort preparation are grouped together for enhanced convenience and can be handled by a single operator, whose task is simplified by the higher-order Botec process control system.
“What I found particularly interesting was the compact frame construction, which enables it to be prefabricated in the factory, making for shorter installation and commissioning times,” Massoni said. “The CombiCube also scored highly with its modularised design, which means it’s very easy to upsize its capacity. The small footprint, the quality of the
craftsmanship and modern, energy-efficient Stromboli boiling technology, and not least Steinecker’s excellent reputation, were additional, very attractive arguments.”
The CombiCube B brewhouse at the Florida Beer Company comprises three vessels for 104 hL of hot wort: a mash-wort copper featuring Stromboli, a lauter tun and a whirlpool. The brewery produces four brews a day in an infusion mash process. A Variomill wet mill supplies the malt grist.
“The CombiCube B now offers us a capacity of well over 100,000 hL,” said Massoni. “With an additional mash
tun, we could very easily triple the number of brews a day, for three times the annual output. It took only four months from placing the order before the CombiCube B was delivered, which was pretty fast compared to a traditional-type brewhouse.”
Massoni still sees plenty of scope for expanding his beer sales. Florida is the USA’s third-biggest market for beer, but for a long time consumption of craft beers lagged behind the levels in other states. Now, the growth rate for craft beer consumption in Florida exceeds that in all other states of the USA.
“Here in the Sunshine State we have a lot of tourists. And more and more people are turning away from mass taste and asking for local food, local fish, local beer. When the big breweries lose 1%, the craft breweries gain many times that,” Massoni said.
In the summer of 2012, the Florida Beer Company produced its first brew in its new CombiCube B. With the capacity now available, the craft brewery is finally able to meet the soaring levels of demand. “We’re extremely confident for our beers and our market,” Massoni said.
Krones (Thailand) Co Ltd
Contact info and more items like this at wf.net.au/S638
© www.sxc.hu/wetape

www.foodprocessing.com.au 51March/April 2013
Total food safety confidence with NEVASTANE
Get
ty Im
ages
The right choice in lubricants
TOTAL NevAsTANe food grade lubricantsFor food safety and dedicated services.
Ensure total food safety for your customers with NEVASTANE Food Grade lubricants. TOTAL goes the extra mile, providing optimum protection and long service life for your equipment, with enhanced security and efficiency.
For more information or to locate your nearest TOTAL lubricants distributor: Phone Toll Free: 1800 TOTAL OIL (1800 868 256), email: [email protected] or visit: www.totaloil.com.au
All NevAsTANe Lubricants
are NsF H1 registered.

www.foodprocessing.com.au52 March/April 2013
PR
OC
ES
SIN
G
Metal detection systems for foodBuilt to customer specifications, For-
tress metal detection systems are available
in a range of models and configurations for
a variety of industrial applications.
All Fortress metal detection systems are designed for control of
metal contaminants in a wide range of industries, including: food
and beverage; meat and poultry; confections; powders; dairy; phar-
maceutical; lumber; textile; plastics; and chemical.
The systems are simple to operate, reliable and offer good per-
formance.
Fortress Phantom Metal Detectors utilise digital signal processing
(DSP), which provides good precision, speed and detection results
for ferrous and non-ferrous metals, including stainless steel.
With high processing power, Phantom systems offer speed, accuracy
and ease of use. The UltraSense feature maintains high sensitivity
levels to detect the smallest metal contaminants.
Available in aluminium or stainless steel housings with a wide
variety of aperture sizes, Phantom Metal Detectors can withstand
the harshest applications. For heightened stability and performance
in wet product applications, the IP69K-certified BSH Extra Rugged
Casing is used. An epoxy chute provides a complete waterproof seal
on IP69K-rated units.
Accuweigh Pty Ltd
Contact info and more items like this at wf.net.au/S312
Food-grade greaseStella Plus 2 grease is an extreme pressure and antiwear
lubricating grease that contains PTFE. It can be used for all
plain and antifriction bearings as well as sliding surfaces that
operate between -50 and +170°C.
With a drop point exceeding 230°C, the aluminium complex
grease is designed to cover a range of food-safe applications,
encompassing extremes of temperature, wet and saturated
environments, heavily loaded applications and where there is
a presence of dust and other contaminants.
With wide performance characteristics, Plus 2 enables grease
standardisation for most food-safe applications and extends
lubrication intervals. Highly water resistant with extreme pres-
sure and antiwear additives, Plus 2 provides lasting lubrica-
tion, extended component life and protects against corrosion.
Food Grade Oils
Contact info and more items like this at wf.net.au/T304

www.foodprocessing.com.au 53March/April 2013
PR
OC
ES
SIN
G
Flat air nozzleExair’s 1″ Flat Super Air Nozzle produces a flat 1″ (25 mm) wide airstream with a strong blowing force of 278 g when mounted 12″ (305 mm) from the target. The design of this efficient nozzle makes it suitable for both tight spaces and tight budgets.
Available from Compressed Air Australia, the nozzle uses Exair’s patented technology to maximise entrained airflow while reducing noise levels. A precise amount of air is released through the 0.015″ (0.38 mm) air gap opening that is set with a stainless steel shim positioned between the body and removable cap. The airstream pulls in surrounding room air to produce a wide, forceful stream of high-velocity, laminar airflow.
Air consumption is 10.5 SCFM at 80 PSIG. The 75 dBA sound level is below the limits of the OSHA maximum allow-able noise exposure standard 29 CFR 1910.95(a). Force and flow may be easily adjusted by installing different shim thick-nesses. Optional swivel fittings and Stay Set Flexible Hoses to aim the nozzle are also available.
Suitable for rugged industrial applications, the nozzle is available in zinc aluminium alloy or type 316 stainless steel construction. Applications include ejecting heavy parts and slugs, chip removal, part cleaning, drying, liquid blowoff and cooling.
Compressed Air Australia Pty Ltd
Contact info and more items like this at wf.net.au/T146
Synthetic gear oilBel-Ray Synthetic Gear Oil, in ISO Viscosity Grades 150 through 460, has been issued an Original Equipment Manufacturer (OEM) approval by Hansen Industrial Gearboxes of Antwerp, Belgium, for use in gearboxes produced and supplied by the company.
The high-performance full synthetic hydrocarbon and ester combination oil is designed for use in gearboxes on a range of equipment including grinding mills, kilns and driers, aerators, pumps, mixers, agitators and hoists.
The oil may prevent wear, arrest existing wear trends, prevent micropit-ting on new gears and extend service life.
Suitable for application in enclosed gearboxes, the oil is highly filterable, which can lower the cost of maintenance and ownership over the life of critical components. The synthetic hydrocarbon and ester base fluids provide good low-temperature fluidity, as well as good film formation at higher operating temperatures.
The oil’s additive system provides good wear control and load-carrying capabilities. It exceeds performance requirements of ANSI/AGMA 9005-E02
and DIN 51517 Part 3.
Bel-Ray Company Inc
Contact info and more items like this at wf.net.au/T039

www.foodprocessing.com.au54 March/April 2013
PR
OC
ES
SIN
G Transmitter for pH and ORP measurementsSensorex’s TX-3000 pH/mV transmitter monitors changes in process fluids, displaying pH or oxidation reduction potential (ORP, measured in mV) and temperature for more accurate control in water, chemical, electronics, food production, environmental and wastewater applications.
The line-powered device can be user programmed on-site to measure either pH or ORP (Redox). Its dual output design, with an isolated (0)4 - 20 mA output for pH or ORP readings and one for temperature meas-urement, eliminates the need for a separate temperature transmitter. A large backlit LCD screen displays both param-eters simultaneously and two adjustable Hi/Lo relay contacts deliver results to automated process control systems.
With an extended pH measurement range of -2.00 to 16.00, the device is suitable for a range of applications. The NEMA 4x, IP65 enclosure can be wall, panel or pipe mounted for easy integration in most installa-tions. The device can be easily programmed on site with its push button interface. The unit can be password protected for secure installations.
Envirosensors Pty Ltd
Contact info and more items like this at wf.net.au/S057
Alarm module for gas mixerThe Witt NXT+ alarm module monitors the gas pressures at the inputs of the gas mixer and in the mixing gas vessel to ensure a constant process quality.
Witt mixers work with a high-pressure fluctuation tolerance and provide precise gas mixtures even at different input pressures. How-ever, major irregularities in the gas supply can occur. In this case, only alarm modules such as the NXT+ provide protection against unwanted gas mixtures resulting in expensive production failures.
The system not only receives signals from the input pressure monitors integrated in the mixers, it also monitors the pressure in the mixing gas vessel. In this way, the entire process remains under control centrally, from the gas input to the mixing gas output. The alarm module is also available as a retrofit.
A digital display on the front of the device lets users view the measuring values. In addition, six LEDs signal whether the monitoring is active and the values are within the freely adjustable limit values.
A time delay for the alarm can be specified in order to custom-ise the sensitivity of the alarm module and tolerate low pressure fluctuations. An acknowledgement of the alarm reception can also be activated. The system saves the alarm messages to make it easier to track the errors.
The alarm limits can also be set quickly and easily via the display. For comprehensive administration, the company provides Alarm Control software. Alternatively, the NXT+ can also be accessed via the system program HyperTerminal, available on most Windows PCs.
Niche Gas Products
Contact info and more items like this at wf.net.au/S756

www.foodprocessing.com.au 55March/April 2013
Salad manufacturer Sunfresh Salads discharges about 55,000 litres of wastewater from its Adelaide production facility each day. The wastewater contains suspended solids (SS) concentrations of up to 1500 mg/L and fats, oils and grease (FOG) concentrations up to 800 mg/L and is highly variable in pollutant concentration, pH and flowrate.
SA Water has set a discharge specification of 500 mg/L for SS and 100 mg/L for FOG. Sunfresh’s wastewater is discharged to the sewerage system and the wastewater quality was regularly exceeding SA Water’s discharge specifications for a number of parameters.
The company contracted Aerofloat Australia to install a Model 3500 Aerofloat to treat the wastewater and ensure it meets SA Water discharge requirements.
The Aerofloat unit is a miniature dissolved air floatation (DAF) system and was originally developed in 2009 to treat greywater produced on houseboats. Today, there are five different models of the patented product that treat a variety of wastewaters with varying flows.
Able to process up to 3500 L/h of wastewater, the Aerofloat 3500 was developed specifically to treat industrial wastewaters and greywater from larger residential complexes.
The project included a number of components: conversion of the existing grease trap to a combined primary treatment tank and pumping chamber; provision of screens for removal of large solids; a mixed blending tank for strength balancing and pH correction; installation of a complete Model 3500
DAF system delivers on water quality
PR
OC
ES
SIN
G
Aerofloat system including coagulant and polymer dosing systems; pH monitoring of the effluent; continuous flow recording prior to discharge to sewer; and a float collection tank for thickening and storage of waste float material from the 3500 DAF.
The Sunfresh project was the first installation of the Aerofloat 3500. The company says it has been highly successful, with the effluent exceeding SA Water specification limits. The Aerofloat 3500 is removing up to 97% of both suspended solids and fats, oils and grease.
Aerofloat (Australia) Pty Ltd
Contact info and more items like this at wf.net.au/T144
© w
ww
.sxc
.hu/
vjer
an20
01

www.foodprocessing.com.au56 March/April 2013
Control & Power Switches
Extensive Range of Stainless Steel &
Insulated Enclosures
Linked with an Australian Wide Distribution Network
AdelaideTel: (08) 8371 1443Fax: (08) 8371 0901
BrisbaneTel: (07) 3252 8344Fax: (07) 3252 1497
MelbourneTel: (03) 9720 9777Fax: (03) 9720 9766
SydneyTel: (02) 9797 7333Fax: (02) 9797 0092
www.krausnaimer.com.au
PR
OC
ES
SIN
G
Position sensor catalogueASM’s product catalogue provides engineers with a practical decision-making tool for
selecting the right position sensor.
Whether distance, angle or inclination, ASM offers six sensor solutions for a variety
of applications requiring feedback position sensors.
With the catalogue, the company provides not only an overview of the product range
with technical specifications but also a description of the operating principle of each sensor
line. Along with many application examples, design engineers receive a reference tool
for the selection of the right sensor technology and therefore the most suitable model.
The catalogue is available to download from the ASM website at www.asm-sensor.
com/asm/pdf/pro/asm_short_cat_en.pdf.
ASM
www.asm-sensor.com
Non-invasive airflow measurement equipmentUsing a clamp-on transit-time correlation technique with ultrasonic transducers simply
clamped onto the outside of a pipe means air lines no longer need to be cut to
complete an air audit.
Southern Cross Compressors’ non-invasive airflow measurement equipment uses
digital signal processing and analysis with up to 1000 signals/s and is capable of ac-
curately registering the smallest of airflows, the company claims.
By clamping transducers onto the outside of an air line, an accurate profile of a
customer’s usage can be obtained independent of the type of compressor or the
control system utilised by the compressor. Production is not interrupted and there are
no electrical connections, moving or pressure loaded parts to consider.
The measuring device can be used on a range of pipe sizes ranging from 7 to 1600
mm with accuracy of ±1 to 3% depending on the application. The pipe and materials
parameters are taken into consideration and, using paired calibrated transducers, flow
can be determined over an extended period of time. This accurate real-time data is
used to determine a profile and to optimise air production and reduce usage.
Opportunities to reduce wastage are identified through leaks or pressure, which con-
tribute to lowering energy usage. As an example, a reduction of just 4% can represent
total power savings to a similar degree per year, according to the company.
An air audit on the supply side concentrates on the compressor room, ensuring the
compressor and ancillary equipment is right for the job, the pipe size is correct, ventila-
tion is sufficient and there is ease of access for maintenance. The demand side requires
checks for air leaks and inappropriate uses, and looks at ways of reducing demand.
Southern Cross Compressor Technology Pty Ltd
Contact info and more items like this at wf.net.au/R053
www.foodprocessing.com.au 57March/April 2013
PR
OC
ES
SIN
G Aseptic valve rangeThe EvoGuard range of valves manufactured in-house by Krones AG, Germany, includes all valve designs
required in the beverage and dairy industries. The range includes: disk valves and single-seat valves
for simple pipe shut-off tasks; double-seal valves for use in separating hostile media; and double-seat
valves for highly automated sequences.
The aseptic valves are used for shutting off pipes in aseptic and sterile processes, or for separating
hostile media in aseptic and sterile processes.
The aseptic seat valves handle tasks like re-routing and shutting off product flows, or emptying tanks.
The aseptic double-seat valves are used for separating hostile media in aseptic and sterile processes. With
double-seat valves, the routings in the production operation can be run under preprogrammed control.
All cross-sectional areas have been responsively designed to match the nominal diameter involved,
eliminating any restrictions on the flow rate. A modularised range of choices is available, from which
individual components can be selected to suit the particular application concerned.
The range of aseptic valves is monitored by the company’s stringent quality assurance systems, with batch tracking for all
components and certified pressurised parts.
JL Lennard Pty Ltd
Contact info and more items like this at wf.net.au/S213
Compact flow meterThe efector mid compact flow meter from ifm efector
monitors volumetric flow quantities, total quantities and
temperatures. Additionally, the measuring and evaluation
units of this sensor are combined in a compact housing.
Versatile in use, this product is suited to different flow
directions up to 600 L/min and liquids with conductivity
from 20 µS/cm such as water, coolants, emulsions and
water-based cleaning agents. Analog, binary, pulse and
frequency outputs offer various options to process the
measured data.
In addition, the magnetic-inductive sensor offers an integrated empty pipe
detection and simulation mode. It is also available with EPDM seal and therefore
KTW approved, making it suitable for drinking water applications.
During set-up, the sensor has easy, intuitive handling via three buttons situated
directly on the unit, allowing immediate use of the sensor in the field.
ifm efector pty ltd
Contact info and more items like this at wf.net.au/S510
Hotels, Clubs, Nursing Homes, Deli’s,
Hospitals, Sports Facilities, Restaurants,
Bars, Conference Centres, Correctional
Facilities, Retail Outlets, Butchery,
Bakery, Seafood and all Safety Surfaces.
1800 769 738Phone: (02) 9988 4822
Fax: (02) 9988 4833www.roxset.com.au
1800 ROXSETHEALTH AND SAFETY FLOORING
SLIP RESISTANT • ULTRA CLEAN • IMPERVIOUS
TM
Do you need flooring for your
Food Facility?

www.foodprocessing.com.au58 March/April 2013
PR
OC
ES
SIN
G
An outbreak of Listeria, E. coli or Salmonella can cause untold damage to the business and reputa-tion of a food processing plant, but there are some surprisingly simple measures that can help manage
the risk, according to Peter Maibom*.“The potential impact of a pathogenic microorganism
outbreak is difficult to measure - it could range from the cost of shutting down production for several hours to losing the business altogether due to the damage to supply chain relationships and reputation,” Maibom said.
“Anywhere fresh food is being processed is at risk. Un-derstanding the risk and developing stringent procedures is absolutely essential. And beyond that, knowing how to spot the early warning signs of a problem is vital.”
According to Maibom, potential outbreaks can be identified before they reach the production line and cause catastrophic problems for plant operators. “There are early indicators that you may have a problem. We urge our clients to regularly test drains and condensates in their air-conditioning units as these tests can give advance warning of a looming problem. If you get a positive result, you have an opportunity to hopefully eradicate the bacteria before it reaches critical levels. The tests are relatively simple and can save a company’s reputation.”
Peter says it is also important not to cut corners on cleaning and to work with a specialist who understands how proper cleaning contributes to food safety. “You need to keep the
processing facility in a visually clean state, of course, but it’s also essential to ensure it is sanitised according to standard operating procedures. This includes the surfaces you don’t often consider. We have encountered drains that have not been properly cleaned because the covers don’t get lifted up, and uncleaned components in food production pumps. Those blind spots and hard-to-reach places in the production line are often the areas of greatest risk for contamination.
“Your system is only as strong as your weakest critical control point.”
While prevention is the goal to strive for, Maibom said taking action at the earliest indication of a problem was also essential.
“A reliable and experienced cleaning company can give expert advice and train management teams on how to avoid outbreaks so the best option is to work with a quality cleaning company from the start. But if you do encounter a problem, it’s definitely time to call in an expert who can complete a deep clean to ensure the outbreak is dealt with and can then get your processes on track to minimise future risks.
“If you feel like you might have a problem, then you probably do.”
*Peter Maibom is Director of Ecowize, an Australian hygiene and sanitation service provider to the food industry.
Ecowize
Contact info and more items like this at wf.net.au/T173
©iS
tock
phot
o.co
m/ s
pant
eldo
tru
Your system is only as strong as your weakest critical control point
Preventing foodborne disease outbreaks saves time, money and reputation.

www.foodprocessing.com.au 59March/April 2013
7 Sara Grove, Tottenham 3012 Victoria • Ph: (03) 9318 0511 • Fax: (03) 9315 3223 • www.spray.com.au
Spraying SystemsCo. PTYLTD
PathoSans® innovative technology slashes cleaning costs byreplacing toxic cleaners and sanitisers with safe, eco-friendly
cleaners. On site. On demand.
This non-toxic system converts water and salt Into Alkaline cleaner(NaOH) and Acidic sanitiser (HCIO) solutions for surface cleaning,pathogen destruction and biofilm removal.
Safe Cleaning and Sanitisingthe PathoSans way
Replace virtually all your currentchemical cleaners and sanitisers, savemoney, transport and storage space.
For advice on how PathoSans®
will pay for itself, contact Spraying Systems Co.
pathos 18w x13.5h 18/2/13 8:21 AM Page 1
PR
OC
ES
SIN
G
RH and temperature transmitters
Maintaining reliable RH measurements in harsh or corrosive environments is notori-
ously difficult as the conditions themselves degrade the sensors and equipment,
often in short time periods. Michell Instruments’ DT722 RH and temperature
transmitter provides a solution to this problem.
To meet specific application needs, the series is available in digital (DT722)
and analog (DT722-X18) models. The digital electronic platform version
gives high-performance measurement with good RH accuracy and delivers
consistent and accurate results even over changing ambient conditions.
The DT722-X18 is an analog through path measurement device with
sound mechanical toughness. Field adjustment is quick and easy, making
it suitable for use in all types of aftermarket service and the nuclear industry.
The device offers quick and simple serviceability and high stability.
The transmitters have been designed for use in severe industrial environments.
They are reliable and robust, with strong, stainless steel housing providing protec-
tion against rough handling or accidental damage, IP65 (NEMA 4) ingress protection
and a probe which can withstand temperatures up to 150°C.
The transmitters are for duct mounting in the most suitable place for the application. They have
good chemical resistance for longer use in contaminated areas and are available with a selection
of filter materials to afford protection to the sensors based on specific environmental conditions.
AMS Instrumentation & Calibration Pty Ltd
Contact info and more items like this at wf.net.au/S484

www.foodprocessing.com.au60 March/April 2013
Thermal imaging camerasFLIR Axx-Series thermal imaging cameras are suitable for applications that require thermal imaging but do not
need exact temperature measurement, such as automation and process control applications.
The FLIR Axx-Series visualises temperatures between -40 and +550°C. Temperature differences as small as 50
mK become visible on a crisp thermal image. Since the FLIR Axx-Series comes with power over ethernet, com-
munication and power are supplied with only one cable.
The FLIR A65 produces crisp thermal images of 640 x 512 pixels. Users that do not need this high
image quality for their application can choose the FLIR A35, which produces thermal images of
320 x 256 pixels. Also available is the FLIR A15, producing thermal images of 160 x 128 pixels
or the FLIR A5, which produces thermal images of 80 x 64 pixels.
The cameras come standard with GigE Vision compatibility. GigE Vision is a camera interface
standard developed using the gigabit ethernet communication protocol. GenIcam support is
also provided. The goal of GenICam is to provide a generic programming interface for all types
of cameras. Regardless of interface technology (GigE Vision, Camera Link, 1394 DCAM, etc)
or features implemented, the Application Programming Interface (API) will always be the same.
The cameras work seamlessly with FLIR Tools. This software allows for viewing and analysing ther-
mal images and includes functions such as time versus temperature plots. For users needing to record images,
FLIR Tools+ is also available.
FLIR Systems Australia Pty Ltd
Contact info and more items like this at wf.net.au/S430
PR
OC
ES
SIN
GWeighing environment loggerA&D has introduced the AD-1687 weighing environment logger that can simultaneously and chronologically record
weighing values as well as temperature, humidity, atmospheric pressure and vibration.
When connected to a weighing instrument, weighing data (zero point and weight value) and time, temperature,
humidity, atmospheric pressure and vibration are simultaneously recorded each time the print key is pressed. Even
when the logger is not connected to a weighing instrument, it can be used to log environmental data in locations
ranging from cleanrooms and labs to production facilities.
By connecting the AD-1687 to a PC, recorded data can be imported into software, such as Microsoft Excel, for data
analysis, without using special data transfer software. When connected to a PC, the PC recognises it as USB storage.
Data trends can be graphed using automatic scaling and the display of environmental data can be limited to,
for example, temperature and humidity. Acquired data, saved to a PC, can be used to calculate span values and
repeatability from span values.
Designed to be compact, portable and rugged, it has an IP65 waterproof construction (main unit) and enough
shock resistance to avoid breakage from falls from as high as 1.5 m, making it suitable for applications such as the
measurement of factory wastewater and various other difficult measurement situations.
A&D Australasia Pty Ltd
Contact info and more items like this at wf.net.au/Q698

www.foodprocessing.com.au 63March/April 2013
PA
CK
AG
ING
Is BPA toxic or not?
The MU study is not claiming that BPA is safe, but that the previous series of studies are not reproducible. The MU study, published in the Proceedings of the National Academy of Sciences,
also investigated an estrogenic compound found in plants - genistein - in the same three-year study.
“Our findings don’t say anything about the positive or negative effects of BPA or genistein,” said Cheryl Rosenfeld, associate professor of biomedical sciences in MU’s Bond Life Science Center. “Rather, our series of experiments did not detect the same findings as reported by another group on the potential developmental effects of BPA and genistein when exposure of young occurs in the womb.”
Creating reliable data on the effects of the chemicals on mice is important to human health since people are frequently exposed to BPA and genistein and humans share similar biological functions with mice. BPA is a chemical used in certain plastic bottles and may be found in the lining
of some canned goods and receipt paper. Genistein occurs naturally in soy beans and is sold as a dietary supplement. Research by Fredrick VomSaal, professor of biological sci-ence at MU, and others suggests the chemicals may have other adverse effects on many animals, including humans.
Researchers who conducted the original series of experi-ments claimed that exposure to BPA and genistein resulted in yellow coat colour, or agouti, offspring that were more susceptible to obesity and type 2 diabetes compared to their brown coat colour, healthy siblings. However, Rosenfeld and her team did not obtain the same results when repeating the study over a three-year period.
After failing to repeat the original experiments’ findings with similar numbers of animals, Rosenfeld’s group extended the studies to include animal numbers that surpassed the prior studies to verify that their findings were not a fluke and to provide sufficient number of animals to ensure that significant differences would be detected if they ex-
Following a three-year study using more than 2800 mice, a University of Missouri researcher
was not able to replicate a series of previous studies by another research group investigating
the controversial chemical BPA.
©iStockphoto.com/gpointstudio

www.foodprocessing.com.au64 March/April 2013
PA
CK
AG
ING
isted. However, even these additional numbers of animals and extended experiments failed to reproduce the earlier findings. However, the current studies demonstrate that a maternal diet enriched in estrogenic compounds leads to a greater number of offspring that express an agouti gene compared to those that do not, even though equal ratios should have been born.
“This finding suggests that certain uterine environments may favour animals with a ‘thrifty genotype’, meaning that the agouti gene of mice may help them survive in unfavourable uterine environments over those mice devoid of this gene, Yet, the downside of this expression of the agouti during early development is that the animals may be at risk for later metabolic disorders, such as obesity and diabetes,” Rosenfeld said. “In this aspect, humans also
have an agouti gene that encodes for the agouti signalling protein (ASIP) that is expressed in fat tissue and pancreas, and there is some correlation that obese individuals exhibit greater expression of this gene compared to leaner individu-als. Therefore, the agouti gene may have evolved to permit humans the ability to survive famine, but its enhanced expression may also potentiate metabolic diseases under bountiful food conditions.”
While the research casts doubt on the previous study, Rosenfeld said that by understanding the genetic profile of the mice in the first series of studies, scientists could learn more about the correlation between certain genes and obesity. This could eventually influence prevention and treatment programs for patients with diabetes and other obesity-related diseases in humans.
An example of an agouti offspring next to a brown sibling. Image: Tim Wall, MU News Bureau.
Our series of experiments did not detect the same
findings as reported by another group on the potential
developmental effects of BPA and genistein when
exposure of young occurs in the womb.

www.foodprocessing.com.au 65March/April 2013
If diversity’s what you’re looking for: the Varioline packaging system from krones. www.krones.comAUSPACK PLUS Sydney, 7 – 10 MayStand 616
Seal seam scannerThe Multivac Vision System MVS
seal seam scanner from Multi-
vac Marking & Inspection is an
inspection system which checks
the quality of seal seams during
the packaging procedure. The
system scans the seal seams
while they are still in the ther-
moforming packaging machine
and faulty packs can be detected
before they are dispatched.
The inspection is fully auto-
matic and captures 100% of
all packs without any contact,
making the system wear free.
The scanner detects foreign
bodies in the seal seam from
a size as small as 0.5 mm2, as
well as detecting incomplete
seal seams or faults such as
creases or bubbles. The system
is suitable for all film materials;
at least one of the two films must
be transparent.
The scanning range is up
700 mm width. The rapid im-
age processing of the scanner
ensures that there is a high
level of throughput. The line
scan camera is integrated in
the thermoforming packaging
machine as is the lighting, and
the brightness can be adjusted.
A further advantage is its small
space requirement, the thermo-
forming packaging machine is
only 60 cm in length.
No additional transport con-
veyor system is required for the
operation within the packaging
machine of the seal seam scan-
ner. It can be easily retrofitted
to existing machines and is
maintenance free.The system
also supports the traceability
of packs, since it has an im-
age archive of faulty products
complete with time signature
as well as a machine logbook.
Multivac Australia Pty Ltd
Contact info and more items like this at wf.net.au/Q873
Bulk fluid system for continuous ink jet printersVideojet Technologies has announced a five litre bulk fluid system (BFS) for its 1000 Line continu-ous ink jet printers. The BFS is suitable for users running high-volume print applications such as bottle and can.According to the company, the BFS means fewer cartridges to change, giving users longer runtimes
and less intervention with their Videojet continuous ink jet printers.The Videojet BFS accessory is a large-capacity bulk fluid container for ink or make-up that can easily
integrate into many continuous ink jet printers including: 1610, 1620, 1610DH, 1520 and 1710 (make-up only). Mounted anywhere within one metre from the ink jet printer, the BFS has a needle and septum design
that keeps fluid replenishment clean and simple. The Smart Cartridge design makes the system easy to use. Once inserted, the printer reads an embedded microchip on the bulk container to verify it is the proper fluid type and has not passed its expiration date. Production line operators can enjoy the benefits of a bulk system without the risks of contamination or mismatching fluids.
Tronics Pty Ltd
Contact info and more items like this at wf.net.au/S837

PA
CK
AG
ING
NE
WS
Packaging
Would you like fries with that nutrition information?McDonald’s take-away bags and fountain beverage cups will get a redesign in 2013, with packaging to include QR codes to give consumers greater information about its products. The new packaging will be rolled out in the US and will be launched in the rest of the world later in 2013, with the text being translated into 18 different languages.
The company says the new packaging is “designed to communicate brand stories in an engaging and modern way”. The packaging will combine text, illustrations
and a QR code to provide consumers with accessible nutrition information.“Our new packaging is designed to engage with
customers in relevant ways and celebrate our brand,” said Kevin Newell, McDonald’s Chief Brand Officer.“Customers tell us they want to know more about the
food they are eating and we want to make that as easy as possible by putting this information right at their fingertips.”
McDonald’s says the redesigned packaging “builds on the company’s history of providing nutrition information to customers, also available through in-restaurant menu boards, brochures, tray liners and a variety of digital platforms such as mobile web, apps, kiosks and desktop”.
NT government takes on beverage manufacturers over CDSDebate over the Northern Territory Container Deposit Scheme (CDS) is heating up, with three large beverage manufacturers claiming the CDS legislation is legally invalid. The Northern Territory Government is fighting these claims, made by Coca-Cola Amatil, Schweppes Australia and Lion Pty Ltd.
The case will be heard in the Federal Court of Australia on 19 February to determine the outcome.
The NT Government is encouraging Territorians to watch the court challenge via a video link in the Supreme Court in Darwin.
“This is an issue that could affect many Territory families who regularly utilise this as a means of reward-based recycling,” said Chief Minister Terry Mills.
“Since 3 January 2012, more than 35.5 million containers have been processed through the scheme.
“There are also many Territory businesses with a financial interest in the
scheme, which is why we applied to the Court to gain this video link and ensure Territorians can watch proceedings.
“This government is committed to fighting this important challenge. The most senior lawyer in the government, the Solicitor-General, and his team have been briefed to pull no punches in meeting this legal challenge.”
© w
ww
.sxc
.hu/
Neu
rom
an
© w
ww.sxc.hu/ sasicd
CHOICE launches Pack AttackIn response to the pervasiveness of frustrating, impenetrable and potentially dangerous packaging, CHOICE has launched Pack Attack, a campaign calling on manufacturers to adopt packaging that doesn’t require knives, scissors or super-human strength for access.
“Many items are now so wrapped up that some consumers simply cannot open them. Trying to bust out an electrical item sealed in a hard plastic container or twist open a vacuum-sealed glass jar is not only prompting ‘wrap rage’ but also leaving some people injured,” said CHOICE’s Angela McDougall.
To tackle the problem, CHOICE is calling on consumers to send in their photos and a description of examples of bad packaging. The consumer group will then make a complaint on their behalf to the Australian Packaging Covenant (APC) and report back on responses from manufacturers.
“While packaging accessibility can affect us all, it is a particular problem for those suffering from arthritis, poor eyesight, reduced hand strength as well as some older people,” McDougall said.
CHOICE is calling for consumers to email photos of offending packaging or post them to their social media outlets.

paul webster » regional sales manager » tna australia pty ltd » p: +61 2 9714 2300 » m: +61 (0) 451 631 293 » f: +61 2 9748 2970 » [email protected]
take control of your system integration
products & services• Electrical Design, Manufacture, Installation, Commissioning and Training
• Supervisory Control And Data Acquisition (SCADA)
• Human Machine Interfaces (HMI)
• Network systems, spare parts and remote support.
tnasolutions.com
Stay in touch with tna
Follow us@ tnasolutions
YouTube Channeltnasolutionsmedia
Searchtna solutions
Search tnapackaging solutions
Specialists in electrical and control system integration solutions
with comprehensive expertise in software and hardware design,
consultancy and project management. Let tna boost your production
performance and benefi t from increased assurance for on schedule
project completion, full ISO 9001 TickIT quality control procedures
and standardisation of your control solutions.
Visit tna at Auspack 2013, Stand 136, or contact your local tna
offi ce to learn more about how we can help you take control of
your production line.
tna allows you to take control of your electrical and control system integrationwith our world class products and services to maximise the productivity of your production line.

www.foodprocessing.com.au68 March/April 2013
PA
CK
AG
ING
Uncle Tobys breakfast cereals first major range to pass new health claims nutrient criteriaThe Standard for Nutrition, Health and Related Claims became law on 18 January 2013. The Standard creates stricter controls about on-pack nutrition content claims and health claims and restricts the use of health claims to just those foods and beverages which meet specific levels of both positive and less desirable nutrients, measured in the nutrient profiling scoring criterion.
All 44 breakfast cereals in the Uncle Tobys range have now been confirmed as meeting the nutrition requirements of the new government food standard which determines whether products can make health claims. The Uncle Tobys range is the first of the top three breakfast cereal ranges to fully comply.
The announcement is the culmination of a five-year program to reduce saturated fat, sugar and sodium across the Uncle Tobys range while increasing wholegrain and fibre.
Uncle Tobys Nutrition Manager, Nilani Sritharan, said recipe changes mean the Uncle Tobys range is now using 67 tonnes less sugar and 2.5 tonnes less sodium, while adding 193 tonnes more wholegrain and 13 tonnes more fibre each year.
Plastics recycling facility to be built in QueenslandThe Australian Packaging Covenant has announced joint funding of a state-of-the-art plastic recycling facility to be built this year in Queensland.
Stan Moore, CEO of the Australian Packaging Covenant (APC), said, “The APC has identified a need to increase the recovery and recycling of plastic waste in Queensland, and industry - through the APC - is pleased to collaborate with the Queensland Government and Replas to make this happen.”
The APC and Queensland Government will provide equal funding totalling over $600,000 towards the establishment of the plant in South East Queensland.
The Replas facility will be the only operation in Queensland able to process a full range of soft and rigid waste-plastic packaging materials. This will divert plastic packaging waste like shopping bags, shrink-wrap films and sterile wrap from landfills.
The facility will reprocess locally collected plastic waste and initially produce products such as bollards. These can then be used for infrastructure throughout Queensland, returning this resource to the community that created it. Additional products will be added to the production line over time.
Recycled-plastic products provide an alternative to timber that is not only more durable, but also better suited to harsh environmental conditions. This could prove a boon in areas such as North Queensland which experience high temperatures year round.
The facility will utilise the latest robotic technology developed by Replas.
Diabetes Council welcomes new labelling lawsThe Australian Diabetes Council (ADC) has welcomed the introduction of the new Standard 1.2.7 - Nutrition, Health and Related Claims, which became law on 18 January 2013.
Dr Alan Barclay, ADC Head of Research, said the new system is a significant improvement as it will allow food manufacturers to more clearly communicate to consumers the health benefits of their products.
“For many years manufacturers have had to rely on limited nutrient content claims like ‘low fat’ to imply that a food is a healthier option, and higher level claims have been prohibited,” Dr Barclay said. “The new system will enable a manufacturer to communicate the health benefits more directly.”
The ADC supports the requirement for higher level health claims to only be allowed on food and drinks that meet Food Standards Australia New Zealand (FSANZ) nutrient profile scoring criterion, Dr Barclay said.
© w
ww
.sxc
.hu/
cos
curro
© www.sxc.hu/ ngould

www.foodprocessing.com.au 69March/April 2013
PA
CK
AG
ING
NE
WS
Packaging
tna, Emrich and Swisspak to head to AUSPACK PLUS 2013tna, Emrich Packaging Machinery and Swiss Pack have been confirmed as exhibitors at AUSPACK PLUS 2013.
“As an Australian company, we are always delighted to demonstrate our cutting-edge packaging solutions at AUSPACK PLUS, and this year is no exception,” said Luigi di Palma, General Manager, tna Australia.
tna will exhibit its tna robagFX 3ci high-speed vertical form, fill and seal packaging machine, its tna intelli-flavOMS 3c and the tna rofloHM 3 horizontal motion conveyor.
Emrich Packaging Machinery will showcase its PFM ZC1 integrated multi-head weigher and bagging machine and the Adco 15D105 horizontal hand load cartoner.
Following a successful AUSPACK PLUS 2011, Swiss Pack is heading to Sydney to showcase its new product line of machines. In the past, Swiss Pack concentrated only on packaging materials; they have now branched out into packaging machines. The company now designs, installs and services packaging machinery.
AUSPACK organisers say there will be more than 1100 brands and 270 exhibitors - including 68 internationals - in attendance at this year’s event. AUSPACK PLUS 2013 will be held at the Sydney Showground, Sydney Olympic Park from Tuesday 7 to Friday 10 May. For more information on the event, visit www.auspackplus.com.au.
© www.sxc.hu/ ngould

www.foodprocessing.com.au70 March/April 2013
PA
CK
AG
ING
Borax- and zinc-free casein-based labelling adhesivesHenkel has launched its Eticol borax- and zinc-free
casein-based labelling adhesives, which give good
bonding power and may contribute to improved
sustainability at bottling plants.
Eticol casein-based adhesives use water-based
adhesives. The range gives good bonding behav-
iour on moist and cold bottle surfaces. Labels also
adhere strongly to the bottle if condensation forms
on the glass.
The product range is available in a number of
variants, such as with high wet tack and good ice-
water resistance. The adhesives can be used in
conjunction with labelling machines without difficulty,
even at maximum speeds, Henkel says.
The adhesive technology is based on natural poly-
mers that are obtained from the raw material casein.
Until recently, some Eticol adhesives still contained
borax or zinc in quantities below the strict statutory
limit values. The recently released Eticol products
do not contain any borax or zinc. This can have
a positive impact on factors such as wastewater
produced by bottlers, as well as the minimum shelf
life and quality of the adhesives.
Henkel Australia Pty Ltd
Contact info and more items like this at wf.net.au/S159
© w
ww
.sxc
.hu/
Lot
usH
ead
Transparent polypropylene packaging for frozen foodsBorealis has launched its next-generation transparent polypro-
pylene (PP) grade Borpact SH950MO for frozen food packaging.
Based on Borealis Nucleation Technology (BNT), the pack-
aging offers transparency and good drop impact properties
in low temperatures. Compared with its predecessor, Borpact
SG930MO, the SJ950MO has higher flow (melt flow rate of 40)
and better processability with improved stiffness (1050 MPa).
Developed primarily for packaging deep freeze products such
as ice-cream, frozen desserts and other frozen food items, the
packaging is also suitable for broader consumer packaging
and housewares.
The packaging’s transparency offers a clear view of the pack-
age contents without damage or brittle breakages. Its good
organoleptic properties mean the taste and odour of the packed
product will not be altered. The product’s high gloss and low
stress whitening make it suitable for special closure designs.
The higher flowability enables converters to use lower pro-
cessing temperature which, in combination with BNT, support
energy and cycle time savings. The improved formulation and
higher stiffness leads to better demoulding properties, making
processing easier.
The product’s flowability and improved stiffness also enable
the use of thinner walls and more complex designs without
compromising product properties or processing performance.
Borouge Australia Pty Ltd
Contact info and more items like this at wf.net.au/S134

www.foodprocessing.com.au 71March/April 2013
PA
CK
AG
ING
Rotary cutting machineMaer SA of Girona, Spain, designer and manu-
facturer of high-speed rotary trimmers for neck
cutting of plastic bottles and containers, has
released the WM500 TC 10 rotary cutting machine
for the high-speed, low-cost production of PET
large-mouth containers for products such as
mayonnaise and sauces.
The machine is designed to cut off the dome of
a PET container that was produced for blow-trim
technology. This technology allows for the efficient
and low-cost production of wide-mouth contain-
ers by using standard narrow-neck preforms,
eliminating expensive injection-mould tooling and
saving energy, resins and cycle times.
The wide-mouth finish is built into the same
bottle mould rather than into the preform. The blow-moulded jar has two portions: the threaded
neck finish and an upper dome that is removed in an on-line process. This provides processors
with a lightweight, unbreakable jar alternative to those made of glass.
The machine is versatile, as it enables the handling of containers which do not require cutting
to pass through the on-line machine, saving a bypass of the cutting machine. It can process
necks with diameters ranging from 45 to 110 mm.
HBM Packaging Technologies
Contact info and more items like this at wf.net.au/T048
www.foodprocessing.com.au72 March/April 2013
PA
CK
AG
ING
Wireless-enabled security lock for retail productsMeadWestvaco Corporation has launched Intercept, a security
solution that promotes open merchandising while protecting
products against theft throughout the supply chain. The In-
tercept lock uses ProTeqt Technologies’ proprietary security
technology.
The Intercept lock is a wireless-enabled lock placed on the
product, such as in the micro USB port on a mobile phone.
The Intercept lock disables the product’s functionality until
the lock is deactivated using ProTeqt Technologies’ system
during checkout. If the product is not legally purchased,
thieves end up with a worthless product.
Intercept is claimed to be the only solution that provides
retailers and brand own-
ers with the security to
combat all forms of
theft, including shop-
lifting, organised retail
crime and employee
theft. It allows consum-
ers to fully interact with the
products in-store and take their purchase straight
to the register.
The solution is suitable for retailers and brand owners
that offer high-value products that are often targeted by
thieves. The system’s flexibility allows it to protect almost
any category of product offered at retail.
MeadWestvaco Pty Ltd
Contact info and more items like this at wf.net.au/S624
Recyclable plastic pail coverThe Tri-Seal Gasketless Openhead Plastic
Pail Cover from BWAY produces a water-
tight/airtight seal without special capping
equipment, eliminating concerns about
incomplete seating, gasket twisting and
rebounding, etc.
In tests, the Tri-Seal performed as
well or better on rigid plastic pails than
a typical gasketed cover, according to
the company. Pure HDPE, the cover is
fully recyclable.
Available in a multitude of shapes and
sizes, BWAY containers are suitable for
a variety of products, including paints,
coatings, construction supplies, janitorial
supplies, lubricants, adhesives, automo-
tive additives, detergents, foods and
specialty chemicals.
The company says its in-house test-
ing ensures reliability and quality-control
programs ensure consistency.
BWAY Corporation
Contact info and more items like this at wf.net.au/T046

www.foodprocessing.com.au 73March/April 2013
PA
CK
AG
ING
Packaging solutions portfolioTetra Pak has announced three additions to its packaging solutions portfolio: Tetra Evero Aseptic
One-Step Opening (OSO); TBA/19 Retrofitability Kit for Tetra Brik Aseptic 200 and 250 Edge; and
the Tetra Pak A3/Speed filling machine for Tetra Prisma Aseptic for portion packs.
The company claims its One-Step Opening on the Tetra Every Aseptic is the world’s first aseptic
carton bottle for ambient white milk. The OSO offers double safety features, with a tamper-evident
ring and a neck membrane that is removed by twisting the cap. In addition to these safety features,
the Tetra Evero Aseptic with OSO enables customers to offer consumers a carton bottle that is
easy to open, handle and pour.
The TBA/19 Retrofitability Kit allows customers to transform the package shape and base area
on the same machine platform. Customers with the TBA/19 filling machine for 200 Slim,
250 Base and 125 Slim be able to retrofit their existing filling lines, enabling
them to produce the new Tetra Brik Aseptic 200 and 250 Edge.
For those with this machine who are not yet ready to invest in the
Tetra Pak A3/Compact Flex filling machine, this solution gives them the
option of producing these packages for a fraction of the cost. In addi-
tion, the retrofitability kit takes less time to install than a new machine,
which means products get to market faster.
The Tetra Pak A3/Speed filling machine is available for Tetra Prisma
Aseptic 200 and 250 portion packs. The Tetra Pak A3/Speed iLine
is claimed to be the fastest line available from Tetra Pak, with a
maximum production capacity of 24,000 portion packs/h.
Tetra Pak Marketing Pty Ltd
Contact info and more items like this at wf.net.au/T229

www.foodprocessing.com.au74 March/April 2013
PA
CK
AG
ING
>>>
Recycling and riskThe issue of Mineral Oil Hydrocarbons (MOHs) migration into foods continues to grow. Not all news on this issue is consistent and it is another challenge to packaging technologists.
MOHs are by-products of crude oil refinement used in inks, adhesives, lubricants, plasticisers and protective coatings. When ink is applied to a surface like newspaper, the mineral oils absorb and attach to the paper fibre. Most of the oil attached to the fibre remains once the newspaper enters the recycle stream.
Mineral oils can accumulate in organs and endanger human health. Results from a 2010 survey of German supermarket products indicated 75% exceeded EU safe limits.
Major food manufacturers changed their packaging amid concerns over the long-term health hazards of MOHs leaching from recycled cardboard into foods. UK breakfast cereal producers Kellogg’s, Weetabix and Jordans all took steps to change their packaging.
In 2011, the Confederation of European Paper Industries and the International Conederation of Paper and Board Converters announced a commitment to phase out printing inks with mineral oils for printing paper and board packaging.
In 2012, the UK Food Standards Agency published a survey concluding that consumers need not be concerned.
To add to the cloudiness, the European Food Safety Authority published a report on human exposure to mineral oils. Their experts on the Contaminants in the Food Chain panel identified some potential concerns regarding exposure to MOH through food. However, they highlighted several uncertainties regarding the chemical composition of MOH mixtures and a lack of toxicological studies. The EFSA called for an overhaul of Acceptable Daily Intake levels and suggested new measures to assess and monitor the risk from the substances.
Packaging companies in Europe have been promoting that they have products that have effective barriers against MOHs.
Consumer product companies have started demanding that packaging suppliers provide certification that any recycled paper they are using has at least low levels of mineral oil, if not free of it.
This is not the end of this issue. While we are advocates for recycling and recycled content in our packaging, this
is an issue for packaging technologists to grasp quickly. The solution is to gain knowledge, work closely with packaging suppliers and understand all steps of your packaging supply chain.
Ralph Moyle MAIP National President Australian Institute of [email protected] www.aipack.com.au
Recyclable polymer for EBM processesEastman Chemical Company has added the Aspira
One polymer to its portfolio of resins. Carrying resin
identification code 1 (RIC 1), Aspira One is designed
for extrusion blow moulding (EBM) processes and
packaging applications such as clear handleware and
large-size bottles.
A polyethylene terephthalate (PET) polymer, it is claimed
to provide an optimal balance of recyclability, product
performance, production efficiency and aesthetics versus
alternative polyester resins available to the EBM market.
The polymer is sustainable, being compatible in the
PET recycle stream and carrying RIC 1. It received rec-
ognition from the Association of Postconsumer Plastic
Recyclers (APR) in July 2012 for meeting the PET Bottle
Critical Guidance Document protocol.
Aspira One enables the design of unique, clear and
glossy containers, such as handles, through holes and
other features that can only be obtained by the EBM
process. For bottle performance, the material offers robust
toughness and is free of bisphenol A and halogens. The
polymer’s clarity allows consumers to see the contents
of their packages, providing product differentiation and
shelf appeal.
In contrast with other polyester resins for EBM, the
polymer is an amorphous, melt-phase produced mate-
rial. Because Aspira One pellets are not crystalline or
solid-stated, they can be dried and processed at lower
temperatures than other PET resins. This lowers energy
usage, improves melt quality and minimises thermal
degradation of the polymer.
Crystallisation of bottle flash regrind is not required
because Aspira One pellets are amorphous and thereby
compatible with the regrind in a dryer set-up. It does
not melt fracture at high extrusion rates, giving it high
clarity on all EBM platforms.
Eastman Chemical Company
Contact info and more items like this at wf.net.au/R818
© w
ww.sxc.h
u/ jaylopez

www.foodprocessing.com.au 75March/April 2013
PA
CK
AG
ING
© w
ww.sxc.h
u/ jaylopez
Laser coder rangeMarkem-Imaje has launched a generation of SmartLase CO2 laser coders with performances
claimed to be 30% higher than market standards due to its patented SCT (SmartLase
Code Technology).
The SmartLase range has been designed to meet the need for higher speeds
in the beverage industry. It is capable of coding up to 108,000 bottles/h
with high print quality and code legibility. To improve traceability and
fight diversion in the food industry, the print capacity of each code has
increased from 30 to 120 characters.
The range also offers a good availability ratio of the coding equipment.
It can be up to 99.9% with a specific service contract, the company
says. The laser source benefits from an extended lifetime of nearly 30%
due to reduced laser duty cycles.
The coders’ modular design makes maintenance easy; the laser head can
be changed in 10 min without alignments and a built-in sensor facilitates diagnostics by
assessing the laser power.
The SmartLase range can print all types of products regardless of the production rate.
Several versions are available. Paper and cardboard can be coded with the standard models
C150 (10 W) and C350 (30 W). The C350 L (30 W) version is suitable for flexible packaging
(BOPP) and laminated cardboards (PE). The C150 S (10 W) and C350 S (30 W) versions
have been designed to code PET bottles, reducing the risk of piercing even if very thin.
Markem-Imaje
Contact info and more items like this at wf.net.au/T110

www.foodprocessing.com.au76 March/April 2013
Dosing powders & granules from 0.1gm to 25kg, AFPM Systems also fill liquids & pastes up to 100L/min with Masterfil equipment.
Selected distributors, Fallsdell in NSW & Impac Machinery in New Zealand provide additional experience and local support.
Supplied as either complete systems or on a modular basis AFPM work with clients to design systems to maximize productivity of filling operations.
Filling systems from Benchtop units to in-process weight control systems, Australian Filling & Packaging Machines support customers with over 250 locally designed, built and serviced systems for 20 years.
Filling &PackagingMachinesA
ustr
alia
n12 Avlona St, MordiallocVictoria 3195, AustraliaPh 03 9587 8600Fax 03 9587 [email protected]
www.austfill.com.au
PA
CK
AG
ING
Package leak testerChecking packages of food and pharmaceuticals for leaks,
a cause of quality loss or other damage to an enclosed
product, is made simple with the bench-mounted Seal
Tick TSE2032 Underwater Water Vacuum Leak Tester. The
TSE2032 is suitable for detecting production line sealing
equipment faults and remedying other sealing problems
before production starts, or as a routine sample check.
Minute leaks from pinholes and imperfect seals can
be observed from any part of the package through the
TSE2032’s clear acrylic test chamber. An O-ring embedded
in the lid of the test chamber lid ensures the chamber is
fully sealed during the test cycle and damage due to wear
and tear is minimised.
To test a package, the operator lifts the lid of the leak
tester and places the package in the test chamber. The lid
- which has an integral perforated grid - is manually lowered
and the package is fully submersed. Turning a compressed
air valve on via a lever on the side causes a partial vacuum
to be drawn in the atmosphere above the water.
As the vacuum reaches a preset level the package swells
and air within the package is drawn out through any pin-
holes, causing a stream of bubbles to rise to the top of the
water. Bubbles escaping from the top side of the package
are clearly visible from the top of the tester.
A vacuum generator is fitted to the lid of the test chamber
and a long-life, battery-operated digital manometer enables
the operator to monitor the vacuum in the chamber throughout
the test cycle. Compressed air is the only external supply
needed for the TSE2032; no external voltage is required.
Bestech Australia Pty Ltd
Contact info and more items like this at wf.net.au/R725

www.foodprocessing.com.au 77March/April 2013
Ready. Set. Code
Experience the new SmartLase C Series. Re-engineered for your industry giving you ultimate
control of your coding quality and production costs at the
speed you need whatever the rate, size or substrate.
the new SmartLase C Series Power up your packaging line.
High contrast coding at 100,000+ products per hour
99.9% availability rate with seamless integration
Dedicated versions for food and beverage industries
Designed to last 30% longer than the rest
Contact us today at: www.markem-imaje.com.au1300.730.428
AP SMARTLASE (GB) 180x135mm.indd 1 6/02/13 15:30:11
PA
CK
AG
ING
Sustainably produced carton packs with lightweight screw capVisy’s combibloc EcoPlus is now available with the lightweight combiCap screw cap, which weighs 1.9 g. combibloc
EcoPlus is constructed of 80% of a type of raw paperboard based on wood, which gives the carton pack stability.
All combibloc EcoPlus carton packs carry the FSC label, which confirms that the wood fibres processed to make
the paperboard come from FSC-certified forests or other controlled sources.
A thin polyamide layer serves as an additional barrier to protect the product from flavour loss
and external odours. The package also has fine polyethylene layers inside and outside. The inner
polyethylene layer forms a liquid barrier for the product; the outer layer keeps moisture out.
Owing to this material composition, combibloc EcoPlus is claimed to generate 28% less
CO2 than a conventional 1 L carton pack from SIG Combibloc of the same format, based
on the life cycle of the carton pack from the production of the raw materials to the finished
carton pack.
The combicCap screw cap is applied on an over-coated hole, which is punched in the raw
paperboard before it is laminated. The closure, which is applied to the carton pack after the
product has been filled, can be easily opened by the consumer, as the cardboard layer has
already been removed and only the thin polymer layers need to be opened.
The closure consists of a flange with integrated cutting ring and a screw cap. With a
single twist of the screw cap, the tamper-evident feature on the original seal is broken with
an audible click. This allows consumers to clearly identify whether a carton pack still has its
original seal intact or has already been opened.
To reclose, the cap is screwed back on. The carton pack remains leakproof.
Visy Industries
Contact info and more items like this at wf.net.au/S285

www.foodprocessing.com.au78 March/April 2013
Swift service seals the dealWhile slow and steady supposedly wins the race, speed is essential to winning new business. After two decades of supplying flexible packaging solutions to an international customer base, KM Packaging Services knows the importance of speed when securing new clients.
The company says its speedy turnaround was what secured its latest order from Australian fresh food producer GA Zimbulis and Sons. Zimbulis approached UK-based KM Packaging to help it meet a tight launch date for a new range of ready-to-roast meals.
Following an in-depth review of the product specifications, KM Packaging was able to quickly identify the most suitable lidding film material, carry out initial performance tests on comparable aluminium foil trays and deliver trail reels overnight to Zimbulis’s production facility in Canning Vale in Western Australia.
The rapid response time allowed Zimbulis to undertake its own material assessments and learn how the lidding film would perform within real processing environments.
“KM Packaging’s speed of response has been impeccable and we have been hugely impressed by the service we have received,” said Michael Leen, Product and Business Development Manager for Zimbulis.
“Despite being over eight thousand miles away, our trial film reels arrived almost instantly and our full order was on site with us within a week of us placing our PO.
“Not only has KM Packaging been able to respond directly to our needs very quickly, but this has, in turn, helped us to meet the needs of our customer and ultimately help them launch a very successful product without any technical issues.”
Zimbulis’s key requirement for the lidding film was that it would deliver a reliable and secure seal that would ensure maximum product safety. Zimbulis found that the material supplied by KM Packaging demonstrated superior ‘sealability’ and ‘peelability’. From a retailer’s point of view, this enabled maximum shelf life and security; from the point of view of consumers, it was easy to use.
Made from polyester-based laminate, the high barrier lidding film is suitable for sealing meat products and other gas flush applications. In addition, it has excellent antifog and hot tack properties.
Zimbulis’s product comes with a watch-strap sleeve around the aluminium tray, so the clarity of the film was essential to maximise shelf appeal.
“The material supplied by KM Packaging is of extremely high quality,” Leen said. “The performance of the film has been outstanding and we are thrilled that our customer has been able to achieve the shelf life and beautiful presentation that they wanted.
“This could not have been done without the guidance and expertise from KM Packaging and we would be more than happy to recommend them to food manufacturers all over the world.
“Although the company is based in the UK, it operates like a local supplier. The efficiency of the KM Packaging team has been wonderful and no matter where their customers are in the world, we are confident that they will experience the same impressive level of service as we have.”
KM Packaging Services Ltd
Contact info and more items like this at wf.net.au/S699
PA
CK
AG
ING
©iStockphoto.com/ mediaphotos

www.foodprocessing.com.au 81March/April 2013
The rise and rise of breakfast drinksThe popularity of breakfast drinks like Sanitarium’s Up & Go has gradually increased in recent years, with the percentage of Australians purchasing them in an average four-week period growing from 4.1% to 7.7% since 2008.
According to recent findings by Roy Morgan Research, Australians aged under 25 are the main drivers of this increase, with just over 13% buying breakfast drinks in an average four-week period. The 35- to 49-year-old demographic also seems to be developing a taste for drinking their breakfast: in just two years, the number purchasing these drinks has more than doubled.
Norman Morris, Industry Communications Director, Roy Morgan Research, says: “It’s no surprise breakfast drinks are one of the few non-alcoholic beverages gaining popularity among young Australians, as Roy Morgan Single Source reveals this group are 44% more likely to agree with the statement ‘I seldom have time for breakfast’.
“Interestingly, a similar proportion of 25-34 year olds also agree with the statement - but the number of people in this age group who consume breakfast drinks appears to be declining.
“With Sanitarium’s Up & Go being the most popular breakfast drink, and very few other brands offering products in this growing category, the opportunity for a new alternative ‘on-the-go’ breakfast drink is glaringly obvious.”
BE
VE
RA
GE
SN
EW
SBeverages
V8s for Australians living in povertyCampbell’s has donated 225,000 serves of vegetables to Australians in need to mark the official opening of its $14.6 million dollar PET line at its Shepparton facility.
The company donated 15,000 1.25 L bottles of V8 juice, the equivalent of 225,000 serves of vegetables, to Foodbank Australia, which will distribute the juice to welfare agencies across the country.
The new facility uses the first large-scale PET aseptic technology in Australia to manufacture the V8 vegetable juice range in lightweight packaging for the first time.
“We understand the challenges of Australian-based food manufacturers needing to compete in a global marketplace,” said Peter Ryan, Deputy Premier of Victoria, who welcomed the company’s investment.
“I congratulate Campbell’s for showing the foresight and commitment to make this major investment, which will help secure the future for this iconic Australian manufacturing site.”
In the past seven years, Campbell’s has invested more than $45 million upgrading its Shepparton facility, which produces more than 55,000 tonnes of food and beverage products each year.
The celebration continuesCoopers has announced it will retain its Celebration Ale as a permanent line. The product was introduced in 2012 to celebrate the brewer’s 150th anniversary.
Coopers’ National Marketing Director Cam Pearce said strong sales of more than 100,000 cases since the ale was launched in May 2012 have driven the decision.
“Celebration Ale was initially launched as a special one-off product to celebrate our landmark anniversary,” Pearce said.
“However, we said that if it performed well, consideration would be given to keeping it as one of our regular lines. Sales have exceeded our expectations and we have made the decision to make it a permanent part of our portfolio.
“Indeed, Celebration Ale was the number-one new product development in packaged beer by value for the quarter ending October 2012, according to Nielsen data.”
Celebration Ale is a hops-driven ale with a dark-red hue that follows the style of an India Pale Ale. It incorporates three different hops varieties - Centennial from the USA, Nelson Sauvin from New Zealand and Pride of Ringwood from Australia - to produce a beer with strong estery characteristics and a ‘hoppier’ style than Coopers’ mainstream ales.
“The fact that it has been able to carve out a strong following in an increasingly busy sector of the market in a relatively short period of time is a strong endorsement of our brewers’ abilities,” said Pearce.
© w
ww
.sxc
.hu/
Ale
_Pai
va
© w
ww
.sxc
.hu/
jord
ifa

www.foodprocessing.com.au82 March/April 2013
Dairy prices to increase furtherDairy prices are likely to increase further in 2013 due to tightening supply and steady demand, according to a recent Situation and Outlook report from Dairy Australia.
While international demand for milk has been steady, buyers are unsure if more milk being produced by New Zealand herds will offset reduced growth from the EU and USA, the report said.
“Most buyers are in a comfortable position regarding stocks, with little urgency to enter the market in late 2012,” said Dairy Australia’s industry analyst, Norman Repacholi.
Higher input prices are placing an increasing strain on US and EU milk producers, which is slowing growth in those regions, Repacholi said.
“In NZ, milk production has been strong for 2012/13. While it’s unlikely to stay as far ahead in the second half of the season, milk production will still be 3 to 5% ahead of last year,” Repacholi said.
This year, the average southern farmgate is likely to finish around $4.90 to $5.10 kg/MS (approximately 36-38 cpl), the report said, around 8% lower than 2011/12.
“Where the Australian dollar moves, relative to processor budget forecasts, will be the key driver in the final season milk price,” said Repacholi. “It will also help determine when the next step-up is made.”
Nationally, milk production forecasts have been lowered to flat-to-0.5% to around 9.5 billion litres as a result of increasingly difficult seasonal conditions and farmgate margin pressure.
Analysis of supermarket sales volume data revealed that the branded milk share of supermarket sales has rebounded, but Dairy Australia says it’s too early to confirm if the rebound results from increased promotion or the introduction of permeate-free products.
The average price per litre for fresh white drinking milk is down, but Dairy Australia notes that average prices for the higher value-added branded modified milks are lagging further behind, bringing the overall average down.
The Situation and Outlook report is funded by the dairy service levy. The full report is available from www.dairyaustralia.com.au.
Milk just got lighter: world’s lightest HDPE milk bottle createdUK plastic milk bottle producer Nampak claims to have created the world’s lightest four-pint high density polyethylene (HDPE) bottle, weighing just 32 gr . Standard four-pint milk bottles found in British supermarkets weigh 40 g, meaning that the new Infini bottle represents a 20% material saving.
The Infini bottle, which is stocked in a number of major retailers including Marks & Spencer, Morrisons and Sainsbury’s, is claimed to be the lightest and strongest bottle currently on the market, but Nampak was able to further reduce the bottle’s weight.
The company says the lighter bottle could result in significant environmental improvements for the wider milk sector. If Nampak were to move its annual output of 2 billion bottles to the lighter Infini, 15,000 tonnes of resin would be saved each year. If the Infini bottle were to be used UK-wide, it would reduce the overall amount of resin used in UK milk packaging by 30,000 tonnes - a saving of 25%.
“Since its launch in 2012, Infini has been responsible for a paradigm shift in milk packaging, using considerably less material and more recycled plastic than has ever been achieved before,” said Eric Collins, Managing Director of Nampak Plastics.
“Feedback on Infini from milk processors and retailers has been extremely positive - and we know from extensive research that consumers also prefer the design to the standard bottle.
“However, at Nampak we’re always aiming to push innovation boundaries and our environmental leadership credentials as far as possible. With this in mind, we believe that we’ve reached a new pinnacle with the creation of a 32 g four-pint Infini bottle.”
BE
VE
RA
GE
S
NE
WS
Beverages©
ww
w.s
xc.h
u/ jo
rdifa
© w
ww
.sxc
.hu/
Mar
ijnvb
www.foodprocessing.com.au 83March/April 2013
Level 1
BE
VE
RA
GE
S
Genes may drive us to (soft) drinkThere could be something in the phrase, “I’m not fat, I’m just big-boned”. Endocrinologists from the Garvan Institute of Medical Research have applauded a study that shows a direct correlation between consumption of sugary soft drinks, obesity and genetic predisposition to weight gain.
Associate Professor Jerry Greenfield, Professor Katherine Samaras and Professor Lesley Campbell wrote a letter to the editor of the New England Journal of Medicine (NEJM) to commend the study and underline the degree to which appetite is genetically determined, rather than being just a lifestyle choice.
“Our point is that people are consuming more calories because their genes are driving them to do so,” said Associate Professor Greenfield.
“Genes not only drive people to eat more, they also predispose at-risk people to gain more weight with calorie overconsumption. It’s a double whammy.”
The NEJM article in question found that, in three large groups of men and women, those with more obesity genes tended to drink more soft drink and have a greater BMI.
The Garvan researchers believe that public health policy could be better targeted if policy makers understood that, for some people, appetite is not something they can control.
“Policy should reflect the scientific basis of food intake - in other words, people who eat too much and put on weight are not just over-consuming because they are greedy, they actually have a very strong drive to eat,” Greenfield said.
© w
ww
.sxc
.hu/
mel
a

www.foodprocessing.com.au84 March/April 2013
BE
VE
RA
GE
S
Driving energy-efficient beer productionDuring 40 years of around-the-clock operation, the Forst brewhouse produced 25 million hectolitres of beer. Recently, Forst management decided to construct a new brewhouse that is highly efficient, complies with the latest safety requirements and produces the lowest possible emissions. The change paid off: in the first week, the new brewhouse reduced its primary energy consumption by 30%.
The project was ambitious. Engineers and technicians had just 16 months to construct the main components from scratch, including five large vats, as well as the technology and piping systems, a newly designed water supply, a malting plant with 12 silos and three storage vats.
NORD Drivesystems assembled the geared motors for all the vessels according to the specific requirements, from the grinding mill - which grinds the malt at the start of the brewing process - to the screw conveyor which removes the spent grain.
In the first stage of the process, the malt is mixed with spring water in the mash tuns and heated by thermally optimised conducting surfaces. A frequency-controlled NORD helical bevel gear motor with a temperature sensor drives the agitator inside the vessel. Subsequently, the liquid is pumped into the lauter tun.
Measuring 8.6 m in diameter and weighing almost 21.5 t, the lauter tun is the heart of the brewhouse. Liquids and solids are separated in a fully automated process. The spent grain settles on the vat floor, forming a natural filter layer. A raking machine loosens this layer to ensure optimum flow of the wort. Pressure sensors at the bottom of the vessel detect the spent grain’s consistency and the drive adjusts
the machine’s speed accordingly. This intelligent control system enables flow rates between 9 and 14 litres per minute and square metre.
Next, the machine is lowered and flat bars push the spent grain out of the tun. This step is also fully automatic. If too much mass accumulates, the lowering process stops and the speed is adjusted. In order to process the material gently, the spent grain is loosened at low speed. When the spent grain is removed, high speeds are required so the vessel can be emptied quickly. Thus, the clouding of the spent grain is minimal and the flow is very efficient.
Speed, current consumption and motor temperature are monitored continuously. These tasks are handled by a custom NORD drive unit based on a splined hollow shaft. The drive is a combination of a motor, industrial gear unit and helical bevel gear unit. It has a maximum torque of 96,000 Nm and continuously regulates the circumferential speed from 1 to 100 m/min while providing a constant torque.
The lifting device lifts and lowers the raking machine accurately to the millimetre, even under full load. A limit switch and optical sensor ensure exact positioning. The height can be adjusted during standstill, in an idle phase and during operation. To this end, both the helical gear unit and the oil-hydraulic lifting unit are designed to withstand the axial and radial loads which occur in the process. The drive motor has an 18.5 kW power rating and provides output speeds of 0.04 to 4 rpm.
“Constructing the new brewhouse, we wanted to ensure that the resources would be processed as gently as possible,” said Dr Walther Unterthurner, the brewery’s technical director. “Furthermore, we wanted to use these modern technologies to considerably reduce energy consumption and emissions.”
A heat recovery system has also been integrated into the vapour condenser. The heat required to produce the wort is stored in hot water tanks and is re-used for subsequent brewing processes. Ac-cording to Unterthurner, these measures have already reduced the consumption of primary energy by 30%. “Our target is to reduce steam consumption by at least 47%,” he added.
NORD Drivesystems (Aust) Pty Ltd
Contact info and more items like this at wf.net.au/T218

www.foodprocessing.com.au 85March/April 2013
Interested in exhibiting or visiting drinktec 2013 please contact: Nick Barth | Representative of Messe München in Australia | Munich Trade Fair ServicesP O Box 6009 | North Sydney NSW 2059Tel. +61 2 8904 9997 | Fax +61 2 9955 5516 | Mobile +61 419 202 023 | [email protected]
September 16–20, 2013Messe München, Germany
drinktec is the pacemaker for the beveragesand liquid food industry.The whole industry comes together at drinktec—companies large and small, regional and global. This is the place to find solutions. Be inspired by innovations, world premieres and new thinking. drinktec—Go with the flow.
with
World’s Leading Trade Fair for the Beverage and Liquid Food IndustryProcessing + Filling + Packaging + Marketing
Also in Hall B0:
BE
VE
RA
GE
S
Beverage packaging reportDrink Sector has published an Innovation in Beverage Packaging
Report, which provides an overview of packaging innovation in
the context of the global soft drinks, beer, cider, FABs, spirits,
wine and dairy drinks markets.
By looking at the major issues and trends driving the bever-
age market at a global and regional level, the report aims to
show how market forces over the last two years are reshaping
the current direction of packaging innovation and design.
The report is available to purchase through the Drink Sector
website: www.drinksector.com.
Drink Sector
http://www.drinksector.com
Disk stack centrifugesSeital’s efficient and compact
Vertical Disk Stack Centrifuges
are used across applications in
the food and beverage industry
where either the efficiency of
liquids separation and/or liquids
clarification is needed.
Typical applications include
milk skimming, clarification, bac-
terial clarification, whey process-
ing, juice and wine clarification,
edible-oil refining and many other
needs of the food and beverage
industry in terms of separation.
The centrifuges ensure minimum
stress or damage to products
with gentle separation of liquids
and suspended solids to meet
user expectations.
High sanitary levels are
achieved with a clean in place
(CIP) cycle. Continuous opera-
tion and low maintenance costs
bring further efficiencies and
user benefits.
SPX Flow Technology Aus-tralia Pty Ltd
Contact info and more items like this at wf.net.au/T290
© www.sx
c.hu/G
aston
mag

www.foodprocessing.com.au86 March/April 2013
BE
VE
RA
GE
S
Re-usable retail beverage trayCHEP Australia has launched its re-usable
Retail Beverage Tray, which has been
designed to hold all variants of soft drink
bottles, including 1.25, 1.5, 2 and 2.25 L.
The tray complements the Multi-Purpose
Beverage Tray, which carries 1.25 L soft drink
and 2.0 L juice bottles, in CHEP’s re-usable retail-ready category.
Like the existing tray, the modular Retail Beverage Tray is
compatible with the plastic Display Pallet (two per layer) and
the standard Australian timber pallet (six per layer). The tray is
non slip on the company’s Display Pallets.
When used together, the trays and Display Pallet become a
one-touch solution that can be packed on line by a manufacturer,
shipped through the supply chain and wheeled onto the retail floor.
Made of injection-moulded, food-grade polypropylene, the tray
weighs 1.45 kg and is fully recyclable. Moulded-in strap guides
provide stability of load to pallet.
The tray measures 580 x 388 x 95 mm, with a nested height
per tray of 55 mm. Designed for the Australian market, the tray
covers 95% of the closure (cap) dimensions in Australia. As it
is nestable, it provides return logistics efficiencies.
CHEP says the tray can increase transportation efficiency for
bottled beverages by 20%. It minimises product damage through
the supply chain, and its neutral silver colour allows for branding.
CHEP Australia
Contact info and more items like this at wf.net.au/T143
Rotary filling and sealing machine for beverage pouchesPackaging of alcoholic beverages in the United States has
changed in recent years. For style, convenience and economi-
cal packaging, companies have begun producing alcoholic
beverages in flexible packaging.
Perfect Packaging has introduced the RP-8T Rotary Filling
& Sealing Machine for packaging alcoholic beverages into pre-
made pouches. The system has an easy-to-operate touch-screen interface,
fault indication software and smart technology that allows the machine to
have a no bag/no open, no fill/no seal system, along with rapid product
changeovers.
The robust machine is suitable for industrial use and allows packaging
of a variety of products.
Perfect Packaging
Contact info and more items like this at wf.net.au/T136
In-pipe water quality monitorIntellitect Water has launched the IV2 version of the Intellisonde
in-pipe water quality monitor.
Calibration is now embedded in every individual sonde at
the time of manufacture, which reduces the time and resources
required for field calibration during installation. The version also
includes an advanced chlorine sensor for greater accuracy and
faster response times.
The embedded calibration is multipoint to ensure high levels
of accuracy, and can be quickly and easily checked in the field.
According to the company, this is a benefit because the original
Intellisondes had to be calibrated in the field for all parameters
as part of the installation process.
In contrast, the IV2 will provide accurate data as soon as it is
installed. Once the IV2 sondes have been installed correctly, no
further calibration is necessary during the working life of the sensors.
IV2 sondes are also able to transmit data via GPRS to a web
server that publishes data to a password-protected website.
Intellitect Water
www.intellitect-water.co.uk/

www.foodprocessing.com.au 87March/April 2013
Brewing kits and reagentsVWR International is distributing Megazyme International
brewing kits and reagents.
In beer manufacture, barley grain is malted (germinated
under controlled conditions) and kilned. This malt is
extracted to give wort. The wort is cooked and treated
with hops, fermented with yeast, filtered and stabilised.
The aim of the malting process is to achieve maximum
production of enzymes (particularly
α-amylase and ß-glucanase) and
maximum depolymerisation of starch
and ß-glucan, with minimal respira-
tion losses. Key enzyme activities are
α-amylase, ß-amylase, ß-glucanase and
limit-dextrinase. Xylanase may also be of
some importance.
VWR International Pty Ltd
Contact info and more items like this at wf.net.au/T208
Packaging Technologies
Ph: +61 2 8814 3100www.hbm.com.au
Beverage & Packaging Equipment Specialists
• PET Bottle Production• Beverage Filling & Processing
• Packaging & Labelling• Bottle & Preform Handling
BE
VE
RA
GE
S
Side seal shrink wrapping systemThe Smipack FP500HS fully automatic, high-speed, side seal
shrink wrapping system is capable of wrapping more than 100
packs/min. It is suitable for long items where traditional L-Bar
systems cannot be used.
The machine has variable speed conveyors and is program-
mable, allowing users to program up to 10 different operation
settings. It is available with or without a shrink tunnel.
Compared to traditional L-sealing hood packers, the FP series
is claimed to provide higher outputs as well as the possibility
of using polyethylene film as well as traditional shrink films.
The FP500HS has an optional in-feed/pack separation
conveyor and a user-friendly touch screen and a transversal
sealing bar with PTFE-coated sealing blade.
Users can adjust the machine for packing single packs or
multipacks, as well as adjusting the shrink tunnel temperature
and speed adjustment. The FP5000HS is suitable for use with
the T452 shrink tunnel.
Australian Wrapping Company Pty Ltd
Contact info and more items like this at wf.net.au/T366
© www.sxc.hu/engindeniz

www.foodprocessing.com.au88 March/April 2013
BE
VE
RA
GE
S
Beverage manufacturer’s innovative approach pays offFor anyone who grew up in Melbourne, Slades’ home-delivered soft drinks are an institution.
Established in 1867, the company traded as O’Neil Brothers Soft Drinks until 1930 when the beverage producer took on Slades as its moniker. Today the company is run by the Tan family, who took over in 2001.
“The first 12 months after we took over were hard,” said George Tan. “There were quality issues, inconsistency with product. We had to change all of that. We looked at the manufacturing process and improved it.”
The Tans built new warehouses with new manufacturing equipment, moved to plastic bottles and started a new line. At the time, the Slades business wasn’t strong enough to sustain the business, so they started to pack for retailers including ALDI.
“Before we worked with ALDI, our practice was to use only cardboard cartons. ALDI wanted to eliminate card-board cartons by using the CHEP Multi-Purpose Beverage Tray and Display Pallet. From our point of view it was a good move. Using the Beverage Tray we do not have wastage through damage from cartons,” said George.“Also, when using cartons you need different cartons with different barcodes for different flavours; with the CHEP
Multi-Purpose Beverage Tray and Display Pallet, you can visibly see what flavour it is - and we do 10 different flavours for ALDI. It saves costs because it eliminates the need to print different cartons and also saves us time because we don’t have to stop the line to change cartons.
“Using the Multi-Purpose Beverage Tray and Display Pallet, we have improved line speeds by at least 50% - it’s very impressive actually. Our products have to get out of the door quickly and now we can run four different flavours in a day without stopping the line.”
Slades installed a new line to meet the demand for its third-party retail orders. The process is largely mecha-nised and works seamlessly with the CHEP Multi-Purpose Beverage Tray and Retail Display Pallet.A robot picks up 48 bottles, the number that fills two Multi-Purpose Beverage Trays, and places them on the tray.
Two robots then pick up the trays and stack them on a Display Pallet (which is exactly the size of two Multi-Purpose Beverage Trays and one third of the footprint of a standard wooden CHEP pallet). When the stack reaches five high it moves down the line for wrapping.
The process is twice as fast as hand-stacking, achieving an average output of 100,000 bottles a day.“Initially we had some difficulties, particularly around transport. I wanted to know how it was going to work, but
CHEP eliminated a lot of those concerns. The Display Pallet is one third of the size of a standard CHEP pallet so we are still able to maximise our loads,” George said.
In modular terms, six Display Pallets fit the same footprint as two wooden CHEP pallets. Australian truck trailers are designed to be two CHEP pallets wide.
“Installing the new line has been worth it,” George said. “The robots can pack all of the ALDI bottles into a Multi-Purpose Beverage Tray then onto Display Pallets; and where we still use cartons for some customers, it can also automatically pick up and stack them onto a traditional CHEP pallet. Previously this was a very manual process. We can switch from cartons to Multi-Purpose Beverage Trays and Display Pallets anytime to meet our customers’ needs.
“Switching to using the Multi-Purpose Beverage Tray and Display Pallet opened up a market opportunity for us. When the soft drinks come off our line it’s a retail-ready product - it goes straight to the store - that’s what we really like about it,” George said.
“I like that there’s high visibility of the product. It’s just in your face. Customers can see the label and touch it, it just stands out. It’s going to save costs over conventional cartons from a manufacturing point of view and also we have learnt that it does increase sales.
“It’s a big investment but it’s a long-term prospect. We know over the next five to 10 years retailers will move into RRP (retail-ready packaging) - if you travel around Europe it’s all being packed into RRP. Our view is it’s better to do it now and be ready for the future.
“In the manufacturing world you have to be innovative and ready for change.”
CHEP Australia
Contact info and more items like this at wf.net.au/T000

www.foodprocessing.com.au 89March/April 2013
Traditionally grown in the highlands of Ethiopia, teff (Eragrostis tef) has been grown successfully in South Africa and the United States. But the little grain that packs a punch could soon be grown in Australia, thanks
to research by the Rural Industries Research and Development Corporation (RIRDC) and TasGlobal Seeds.
Small but mightyWhile teff may be the smallest cereal crop ever developed by humankind, don’t let its size fool you. On average, 1000 teff seeds weigh 0.3 to 0.4 grams - 150 grains of teff weigh as much as one grain of wheat. In fact, its name comes from the Amharic word téf, meaning lost - a reference to its size. But its fibre content is very high compared with other grains - as much as 15.3 grams of fibre per 120 grams of flour.
It contains many times the amount of calcium, potassium and other essential minerals found in an equal amount of other grains, more lysine than barley, millet and wheat, and is high in protein.
TasGlobalBob Reid, co-founder of TasGlobal Seeds, first became interested in teff when his daughter was diagnosed with gluten intoler-ance. Reid contacted the Australian Tropical Crops and Forages Collection (ATCFC) in Biloela, which sent him a sample of 20 teff seeds.
Having planted the seeds, Reid thought he’d never see them again, given their miniscule size. But each seed took and from those original 20 seeds, Reid has selected and re-selected until he’s come up with two strains that he thinks will be most suit-able for growing in Tasmania.
Teff is an annual, tropical grass that grows at altitudes of 1000 to 2500 metres in Ethiopia. It grows in the Ethiopian summer and is frost sensitive (yes, they do experience frosts in Ethiopia - who knew?). The temperatures are similar to those experienced in Tasmania.
Southern Tasmania was selected as the ideal region for grow-ing teff as it has similar temperatures but, being coastal, is not prone to summer frosts - these are the “kiss of death” for teff, according to Reid.
In demandSince word got out that TasGlobal was conducting growing trials for teff, Reid says they’ve been “swamped” with interest from people wanting to buy teff, both in Australia and overseas. TasGlobal has received enquiries for quantities as small as 500 grams, to as much as 10 tonnes.
Currently, all teff in Australia that’s available to consumers is imported; none is grown here commercially (although it does grow wild in parts of NSW and Queensland). In Idaho, in the United States, farmers growing teff simply cannot keep up with
Ancient ‘lost’ grain is found again in Australia
© www.sxc.hu/Krappweis
Alice Richard
Ancient grains seem to have the most exotic names: consider the unusual quinoa, amaranth and einkorn
when compared with the pedestrian wheat, barley and rye. But the most recent ancient grain to attract
attention has the least exotic name imaginable: teff.
TE
ST
ING
& IN
GR
ED
IEN
TS

www.foodprocessing.com.au90 March/April 2013
TE
ST
ING
& IN
GR
ED
IEN
TS
Detecting arsenic and nanomaterials in foodThe Technical University of Denmark’s (DTU’s) National Food Institute has adopted a Thermo Scientific iCAP Q inductively coupled plasma mass spectrometer (ICP-MS) for research supporting European Commission (EC) development of standards for arsenic and nanomaterials in food.
Dr Erik Huusfeldt Larsen, senior researcher at The National Food Institute and his Metals, Minerals & Nano Group at DTU are using the iCAP Q ICP-MS system to determine the species of arsenic found in food samples. EC researchers have found that it is no longer adequate to measure total arsenic in food because small amounts of inorganic arsenic can be associated with diseases such as cancers of the skin and bladder, while organic arsenic is much less toxic. Larsen notes that until recently, arsenic contamination was associated mainly with fish and other marine products, but in recent years, arsenic found in drinking water, rice and wheat have also attracted public attention.
This work supports the European Conffidence project, which aims to develop easy-to-use methods of analysis for contaminants, including inorganic arsenic. In this project, the iCAP Q instrument will be used for selective and sensitive detection of arsenic following solid-phase extraction.
Dr Larsen’s group also collaborates on the EU-funded NanoLyse project that is involved in the determination of nanoparticles including silver, silica and organic nanoparticles in the food matrix. The iCAP Q system will be used in ‘single particle’ ICP-MS mode for determination of metallic nanoparticles in food.
“This technology gives us the capability to detect and count individual nanoparticles in food, and this is very important,” said Dr Larsen.
“We need to know more than just the size of the particles present, we must also be able to determine the number-based size distribution of particles in a sample. This matters because toxic effects are likely to be associated with the huge surface area of nanoparticles.”
“Our company has enjoyed supporting the work of the National Food Institute for a number of years, and this cooperative effort is an extension of this relationship,” said Adrian Holley, Thermo Fisher director of marketing, Trace Elemental Analysis.
“Few things affect quality of life more than food quality, and we’re resolutely committed to providing food scientists with an extremely wide range of the best-possible measurement tools.”
Thermo Fisher Scientific
Contact info and more items like this at wf.net.au/S583
demand for the grain. Once commercial production begins in Australia, it’s likely to be similarly in demand, Reid predicts.
TasGlobal is currently conducting trials to determine how best to grow the crop and what sort of yields can be expected. Once the current crop comes off, Reid says, commercial contracts will be put out in Tasmania.
Potential marketsThe growing gluten-free sector in Australia may well benefit from teff being grown domestically. Reid says it is likely to be used in products such as gluten-free muesli. It can be used in similar ways as wheat flour, Reid says, and although it may not be suitable for light, fluffy cakes, it’s certainly suitable for biscuits and breads.
While visiting Denmark last year, Reid noted considerable interest in teff from the athletic community. A number of suc-cessful, long-distance runners come from the Ethiopian highlands and have a diet high in teff, so teff is being considered as a potential ingredient in functional foods marketed to sports people.
Since it’s not as high yielding as wheat, teff is likely to be more expensive, which could affect the way it’s used. Rather than being used as the sole or major ingredient in a product, Reid predicts it’s likely to be used as one ingredient of cereal products to increase their protein and fibre content or to increase variety in gluten-free products.
While it’s unlikely to rival wheat in the Australian diet, teff looks poised to join the growing ranks of ancient grains being embraced the world over.

www.foodprocessing.com.au 91March/April 2013
www.hannainst.com.au
•Powerful Customisation
•Accurate Analysis
HI902C Automatic Titration SystemHI902C automatic titrator can perform acid/base, potentiometric, ORP, complexometric, precipitation, back titrations and titre determinations.
This versatile titrator supports up to 100 methods, has a large colour LCD screen and a real time titration curve amoungst a host of other useful features.
Contact Hanna Instruments to learn more about this powerful automatic titrator.
Tel: 03 9769 0666 Fax: 03 9769 0699 Email: [email protected]
TE
ST
ING
& IN
GR
ED
IEN
TS
Compact VIS-NIR spectrometer rangeThe Corona Plus range of sturdy, compact VIS-NIR spectrometers
from Carl Zeiss has been designed for use under industrial condi-
tions. These systems can be used for the measurement of various
optical properties such as reflection, transmission, colour and coat-
ing thickness of transparent samples and coatings across a wide
range of industries and at every stage of the production process.
The combination of polychromator technologies with good
optics and fast, low-noise electronics provides the foundation
for maximum sensitivity, linearity and a high dynamic range. The
spectrometers are suitable for use where speed, sturdiness, reli-
ability and performance are required, such as for complex, fast
measurements in quality and process inspection in architectural
and automotive glass production or in the plastics, coating and
solar energy industries.
The spectrometers contain PGS polychromators, enabling higher resolution across the
wavelength range. Further benefits include: long service life of the light sources in the
NIR; less noise; good linearity; the use of modern communication interfaces; and reduced
power consumption which results in less thermal build-up and therefore higher stability.
Most versions are offered either as single or dual-beam systems.
Carl Zeiss Pty Ltd
Contact info and more items like this at wf.net.au/S682

www.foodprocessing.com.au92 March/April 2013
LED fibre-optic illuminator
The Fiber-Lite LMI-6000 LED fibre-optic illumi-
nator from Dolan Jenner Industries supports
microscopy, laboratory studies and research.
It incorporates long-life bright white LEDs with
a colour temperature of 6000 K and up to 780
lm at the fibre interface.
The illuminator is offered with a linear, 15-step
light-intensity control. It is claimed to use up to 50%
less energy than halogen light sources. The product has a
life of over 25,000 hours and is claimed to be maintenance free
due to the absence of lamps, fuses and lamp sockets.
Designed with microscopy applications in mind, the device
has the ability to support and fully illuminate gooseneck and
annular ring light, fibre-optic light guides. The device is RoHS
compliant and CE certified.
Applications include: assembly and inspection equipment;
machine vision; microscopy - laboratory and research; and
OEM custom lighting.
SciTech Pty Ltd
Contact info and more items like this at wf.net.au/T081
TE
ST
ING
& IN
GR
ED
IEN
TS
Collapsible sample bagsCollecting water or other liquids for transport and analysis can present
a number of problems. Hard plastic containers such as specimen jars
are commonly used. However, these take up lots of space prior to use,
making them difficult to store and transport. After use they can also
present problems with disposal, taking up valuable waste capacity.
An alternative to these containers are Stand Up Sample Bags. They
store flat until ready for use, when the gusseted bottom flattens out,
allowing the bag to stand up without the need for a rack or holder.
After the sample has been tested, the bags can then be collapsed
for disposal, taking up far less space.
Stand Up Bags are sterilised and are
available in a selection of sizes ranging
from 100 mL to over 2 L.
Australasian Medical & Scientific Ltd
Contact info and more items like this at wf.net.au/T128

www.foodprocessing.com.au 93March/April 2013
Make your microbiology workflow EZ,with the new EZ-Product range.• Ez-Pak Dispenser Curve Fast, robust, no-touch dispensing
• EZ-Fit Manifold Easy to clean with different filtration heads for
reusable and disposable filtration devices
• EZ-Stream Pump Low noise, small footprint and transfers
Merck Millipore is a division of
Please contact us to take advantage of ourintroductory launch promotions. Australia New ZealandPh: 1800 335 571 Ph: 0800 46 3725www.merckmillipore.com
TE
ST
ING
& IN
GR
ED
IEN
TS
Proteins for Greek-style yoghurtThe specialist equipment usually required to produce Greek-style yo-
ghurts, and the low yields per kilogram of milk used, can be barriers
to entry into this market.
Arla Foods Ingredients’ range of Nutrilac proteins can help manufac-
turers to enter the Greek-style yoghurt category without investing in a
new processing line, and with reduced levels of wastage.
Nutrilac proteins are designed to be used in conjunction with Arla Foods
Ingredients’ Quick process - a manufacturing technique that eliminates
the need for the whey separation step associated with traditional Greek
yoghurt making. This means users do not need to purchase separation
equipment to make Greek-style yoghurt and can use their existing yoghurt-making machinery.
The company claims its Quick process ensures that almost all of the milk used in the manufacturing process ends up in
the final product. In traditional Greek yoghurt making, two-thirds of the milk is strained off as liquid whey and discarded to
leave only the solid curds. This results in increased costs in terms of buying and storing extra milk and generates a waste
stream that must be treated prior to disposal.
Nutrilac protein solutions are available for a range of Greek-style yoghurt applications, including non-fat, low-fat, full-fat,
long-life and drinking yoghurt.
The company claims users can boost protein levels in Greek-style yoghurts to 10% by using Nutrilac solutions in com-
bination with the Quick process.
The proteins are manufactured from specially selected fractionated milk proteins, which means they are clean label and
can be listed as ‘milk protein’ on packaging.
Arla Foods Ingredients
www.arlafoodsingredients.com/

www.foodprocessing.com.au94 March/April 2013
TE
ST
ING
& IN
GR
ED
IEN
TS
Digital sodium chloride refractometerHanna Instruments has designed the HI 96821 digital sodium chloride refractometer to meet the require-
ments of the food industry. This optical instrument employs the measurement of the refractive index to
determine sodium chloride concentration in aqueous solutions used in food preparation, particularly brine.
The measurement of refractive index is simple and quick and provides the user an accepted method
for NaCl analysis. Samples are measured after a simple user calibration with deionised or distilled water.
Within seconds the instrument measures the refractive index of the sample.
The meter uses automatic temperature compensation for accurate measurements and the dual-level
LCD displays measurement and temperature readings simultaneously.
The digital refractometer may eliminate the uncertainty associated with mechanical refractometers
and is portable.
The instrument uses internationally recognised references for unit conversion and temperature com-
pensation. It can display the measurement of NaCl concentration 4 different ways: g/100 g, g/100 mL,
specific gravity and °Baumé.
Temperature (in °C or °F) is displayed simultaneously with the measurement (on three of
the ranges) on the large dual-level display along with icons for low power
and other helpful message codes.
Hanna Instruments Pty Ltd
Contact info and more items like this at wf.net.au/S553

www.foodprocessing.com.au 95March/April 2013
Guide on sugar determination in foodMettler Toledo has released the
Ultimate Sugar Guide to provide
comprehensive information about
sugar content determination and
moisture in sugar.
The guide starts with a short
review on the history of sugar
and then presents and discusses
different methods for sugar con-
tent determination. The most
common method for determining
sugar content is by refractometry
or Brix based on density. A selec-
tion of applications are presented
and reviewed and the results of
the measurements are presented.
Another topic is the titration
of reducing sugars, as well as
the determination of moisture
and water content in sugar.
Production process control in
sugar refineries is presented as
a conclusion of the topic. The
guide also provides tips and
tricks to enhance measurement
methods for the interested user.
The guide is a comprehensive
source of information about
sugar in food and can be down-
loaded for free at: www.mt.com/
sugar-lab.
Mettler Toledo
Contact info and more items like this at wf.net.au/S681
TE
ST
ING
& IN
GR
ED
IEN
TS
Collagen proteinsGelita Collagen Proteins are suitable for manufacturers producing confectionery, health beauty supplements,
as well as manufacturers of pharmaceutical capsules.
The company claims its proteins provide the right gelatine for each type of confectionery. In gummy
candies, it forms the desired clear gel combined with a good flavour release. The collagen protein gives
marshmallows the typical fluffy foam texture and gives fruit chews a pleasant chewiness.
With the optimised capsule gelatine Gelita RXL, the undesired cross-linking effect in hard and soft gela-
tine capsules can be reduced. According to the company, using the gelatine results in a prolonged shelf
life, even at high temperatures and humidity, and the opportunity to explore novel fill materials that were
previously considered not possible to encapsulate.
Collagen proteins from Gelita are non-allergenic and are foodstuffs in their own right, having no E-numbers.
Gelita Asia Pacific Africa
Contact info and more items like this at wf.net.au/T072

www.foodprocessing.com.au96 March/April 2013
Functional flours and wheat aleuroneKampffmeyer Food Innovation presented
functional flours and a grain specialty that
improves the nutritional profiles of baked
goods and other foods at the 2012 Health
Ingredients Europe (HiE) exhibition.
The company showcased two gluten-free
functional flours from its Purafarin range,
which extends its portfolio of clean-label
binding systems for ready meals, soups
and sauces. The company also presented
Purafarin Hydrosoft, a functional flour that enhances the freshness and texture of baked
goods and is claimed to achieve best results in the production of clean-label pizza.
The company also demonstrated that the wheat aleurone ‘Vein of gold’ is a good source of
dietary fibre, vitamins and minerals and can be used to enrich baked goods and other foods.
The introduction of the two clean-label binding systems from corn and rice was prompted
by the increasing demand for gluten-free variants from the food service sector, especially
from companies who supply hospitals, schools and kindergartens.
For dough processing, the wheat-based flour PurafarinHydroSoft was developed to im-
prove the freshness and quality of baked goods, giving bread and bread rolls a soft and
juicy crumb. During industrial production of pizza dough in particular, this functional flour
can substitute fat and additives, which are usually required to meet customer demands
with regards to texture.
With the functional flour, the dough becomes soft, fluffy and juicy and is characterised by a
short bite with no chewiness or crumb flaking. According to the company, trials have shown
that these properties can be maintained even after several months of refrigerated storage.
The flour is manufactured with four basic baking ingredients: flour, water, salt and yeast.
Since Vein of gold consists of the most nutritious fraction of the wheat grain, it provides
all kind of baked goods, as well as foods such as pasta and breakfast cereals, with an
improved nutritional profile. Used in low doses, the product provides high amounts of
dietary fibre, vitamins and minerals.
Kampffmeyer Food Innovation
kfi.kampffmeyer.com/en
TE
ST
ING
& IN
GR
ED
IEN
TS
September 2012 total CAB audited circulation (Aust + NZ): 5889 readers (90% personally requested)
Printed and bound by Webstar +61 2 9748 0020Print Post Approved PP247345/00010ISSN No. 1039-8414
NOTICE:All material published in this magazine is published in good faith and every care is taken to accurately relay information provided to us. Readers are advised by the publishers to ensure that all necessary safety devices and precautions are installed and safe working procedures adopted before the use of any equipment found or purchased through the information we provide. Further, all performance criteria was provided by the representative company concerned and any dispute should be referred to them. Information indicating that products are made in Australia or New Zealand is supplied by the source company. Westwick-Farrow Pty Ltd does not quantify the amount of local content or the accuracy of the statement made by the source.
A.B.N. 22 152 305 336 www.westwick-farrow.com.au
Head Office
Cnr. Fox Valley Road & Kiogle Street, (Locked Bag 1289) Wahroonga NSW 2076 Ph: +61 2 9487 2700 Fax: +61 2 9489 1265
Chief Editor: Janette Woodhouse [email protected]
Publisher: Geoff Hird
Art Director/Production Manager: Julie Wright
Art/Production: Tanya Scarselletti, Colleen Sam, Jeanette Teuma
Packaging Section Editor: Alice Richard
Assistant Editor: Alice Richard
Circulation Manager: Sue Lavery [email protected]
Copy Control: Mitchie Mullins [email protected]
Advertising Sales
NSW, QLD - Kerrie Robinson Ph: 0400 886 311 [email protected]
VIC, SA, WA - Sandra Romanin Ph: 0414 558 464 [email protected]
NZ - Gemma Burr Ph: 0800 44 2529 Fax: +61 2 9489 1265 [email protected]
USA - Huson International Media East Coast Ph: +1 212 268 3344 West Coast Ph: +1 408 879 6666 [email protected]
UK - Huson International Media Ph: +44 1932 56 4999 [email protected]
Germany, Austria, Switzerland - Eisenacher Medien Ph: +49 228 249860 [email protected]
Asia - Lachlan Rainey Ph: +61 (0) 402 157 167 [email protected]
If you have any queries regarding our privacy policy please email [email protected]
Subscriptions for unregistered readers - price on application
Microscope rangeCarl Zeiss’s Primo Star range of easy-to-use, robust and flexible microscopes offers a
high level of performance. Ten modular configurations are available to meet the differ-
ent requirements of food microbiology, clinical biology and educational laboratories.
Depending on application, various illumination options and contrast techniques are
available, including brightfield, phase contrast and darkfield options. Purchasing the
iLED attachment allows users to upgrade their microscope for fluorescence applica-
tions. The system offers easy-to-use flexibility with Zeiss optics.
The addition of a phototube means the Primo Star can be used along with a
camera and Carl Zeiss Zen software for image capture and processing.
Carl Zeiss Pty Ltd
Contact info and more items like this at wf.net.au/S422
WHAT ALL THE BEST, FOOD SAFE EQUIPMENT
IS WEARING
For more information on the non food product certification scheme and its benefits
or to find food safe products, materials and equipment
that best support the food industry, visit:
HACCP AUSTRALIAeliminate the hazard - reduce the risk
www.haccp.com.au
or call our Sydney office on:02 9956 6911
HA
CC
P A
US
TR
AL
IA
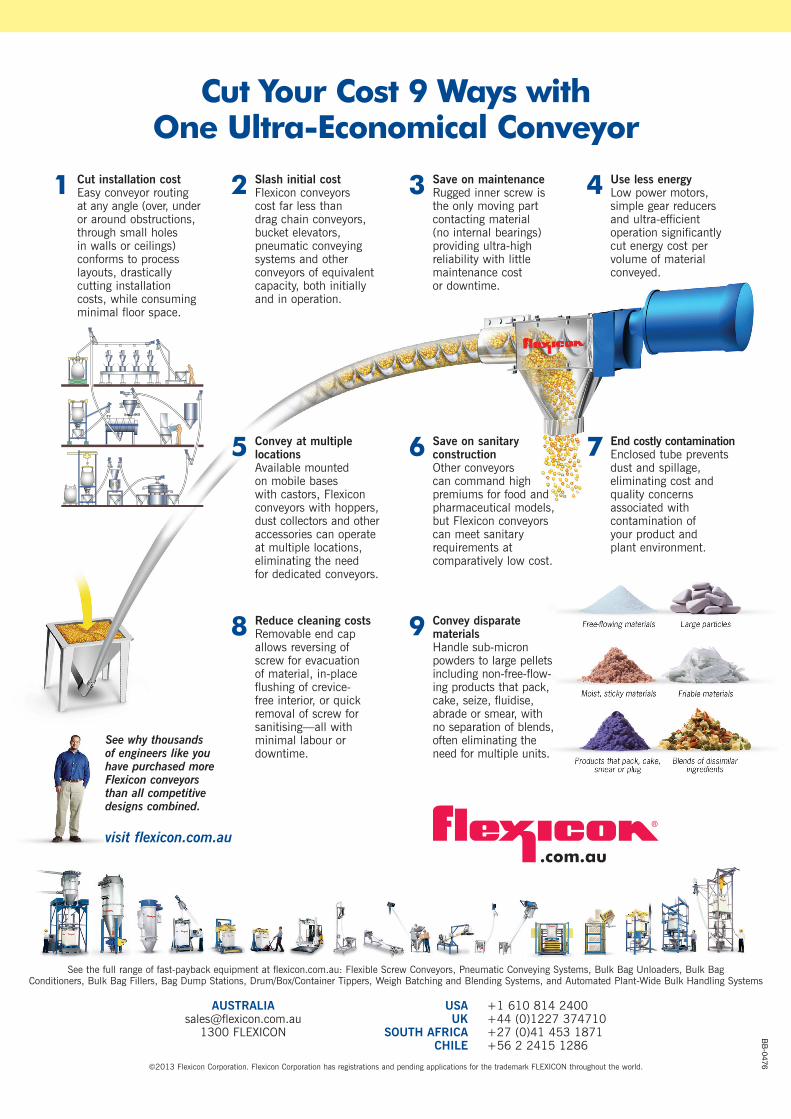
Cut Your Cost 9 Ways withOne Ultra-Economical Conveyor
1 Cut installation costEasy conveyor routing at any angle (over, underor around obstructions,through small holes in walls or ceilings)conforms to processlayouts, drasticallycutting installation costs, while consumingminimal floor space.
2 Slash initial costFlexicon conveyors cost far less than drag chain conveyors,bucket elevators,pneumatic conveyingsystems and otherconveyors of equivalentcapacity, both initiallyand in operation.
3 Save on maintenanceRugged inner screw isthe only moving partcontacting material (no internal bearings)providing ultra-highreliability with littlemaintenance cost or downtime.
4 Use less energyLow power motors,simple gear reducersand ultra-efficientoperation significantlycut energy cost pervolume of materialconveyed.
5 Convey at multiple locationsAvailable mounted on mobile bases with castors, Flexiconconveyors with hoppers,dust collectors and otheraccessories can operateat multiple locations,eliminating the need for dedicated conveyors.
6 Save on sanitary constructionOther conveyors can command highpremiums for food andpharmaceutical models,but Flexicon conveyorscan meet sanitaryrequirements atcomparatively low cost.
7 End costly contaminationEnclosed tube preventsdust and spillage,eliminating cost andquality concernsassociated withcontamination of your product and plant environment.
USAUK
SOUTH AFRICACHILE
+1 610 814 2400+44 (0)1227 374710+27 (0)41 453 1871+56 2 2415 1286
See the full range of fast-payback equipment at flexicon.com.au: Flexible Screw Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Tippers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems
BB
-0476
See why thousands of engineers like you have purchased moreFlexicon conveyors than all competitivedesigns combined.
visit flexicon.com.au
8 Reduce cleaning costs Removable end capallows reversing ofscrew for evacuation of material, in-placeflushing of crevice-free interior, or quickremoval of screw forsanitising—all with minimal labour or downtime.
9 Convey disparate materialsHandle sub-micron powders to large pelletsincluding non-free-flow-ing products that pack,cake, seize, fluidise,abrade or smear, withno separation of blends,often eliminating theneed for multiple units.
©2013 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world.
1300 FLEXICON
BB-0476 CutYourCost_X-0319 2/14/13 10:18 AM Page 1