Embed Size (px)
Citation preview
eer
Welspun
AProject Report on industrial visit
atWelspun Textile ltd.
SUBMITTED BY :- GUIDED BY:-
Name:- Rajendra.K.Prajapati. Miss. Dipty Humbal
Year:-F.Y B.B.A
Roll no:-10 B.B.A. 27
SUBMITTED TO:-
DNV INTERNATIONAL EDUCATION ACEDAMY,
KRANTIGURU SHYAMJI KRISHNA VERMA KACHCHH
UNIVERSITY, BHUJ
Academic year (2010-2011)
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 2certificate
Welspun
THIS IS TO CERTIFY THAT
Mr./Miss………………………………………………………………
Of …………………………Class, Roll No,…......................................
Exam No,…………………………………………….has satisfactorily
Completed his/her term work
In……………………………………………………………………for
The term ending in……………………………………… 2010 -2011
Date :-………………..
Signature
PREFACE
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 3
Welspun
This report is on the industrial visit conducted at Welspun India
Ltd. (Textile). By the collage as it is included in the syllabus of F.Y
B.B.A.
This is to fulfill the purpose of feeding the practical knowledge to
the students. By this report students could know that how any industry
works in practice in day-to-day routine.
We the students are very much thankful to the concerned faculty
Mis. Dipty Hambal for her kind effort to make out the proper
arrangement for industrial visit and preparation of this report.
ACKNOWLEDMENT
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 4
Welspun
We would like to convey our heartfelt thanks to Mis. Deepti
Humble, our business management teacher who always gave valuable
suggestions and guidance for completion of our project. She helped us
to understand and remind important details of the project that we would
have otherwise left. Our project has been a success one only because of
her guidance.
INDEXSR.NO. PARTICULARS PAGE NO.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 5
Welspun
1. General Information 1.08
1.1 Industry profile 1.09
1.2 Location Domestic and International, Reasons 1.15
1.3 Mission Statement, Vision of Company 1.15
1.4 Establishment Year, Market Share 1.18
1.5 Product Profile 1.19
1.6 Brief History of Company 1.23
2. Manufacturing/ Production/ Processing Department 2.24
2.1 No. of Employees in This Department 2.25
2.2 Production Process 2.25
2.3 Use of Technology or Machinery 2.39
2.4 Quality Control during Production Process 2.40
2.5 Raw Materials 2.42
2.6 Measures taken for Pollution Control 2.42
3. Purchasing And Store Department 3.43
3.1 Selection of Raw Material Suppliers 3.44
3.2 Storage of Raw Materials 3.44
3.3 Steps Taken for Safety of Raw Materials 3.44
4. Personal Department 4.45
4.1 Recruitment and selection 4.46
4.2 Sources of recruitment 4.46
4.3 Training welfare and motivation 4.48
4.4 Human resource development 4.50
4.5 Management levels 4.51
4.6 Attendance and identity card 4.52
4.7 Code of conduct 4.52
5. Marketing Department 5.53
5.1 Umbrella of Products, Brand Name & Positioning 5.56
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 6
Welspun
5.2 Segmentation and Targeting 5.56
5.3 Market Research 5.57
5.4 Competitors 5.58
5.5 Marketing Strategy 5.59
6. Finance Department 6.60
6.1 Company Profile 6.61
6.2 Ratio Analysis 6.62
7. Annexure 7.63
7.1 Profit and loss a/c 7.
7.2 Cash flow 7.
7.3 Balance sheet 7.
8. BIBLIOGRAPHY 8.65
9. EVALUTION SHEET 9.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 7
Welspun
Industry Profile
This report have been made on a textile company.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 8
Welspun
What is Textile…?
A textile is any kind of woven, cloths or a non-woven fabric. Textile also refers to the
yarns, threads and wools that can be spun, woven tufted, tied and otherwise used to manufacture
cloth. The production of textiles is an art , whose speed and scale of production has been altered
almost beyond recognition by mass-production and the introduction of modern manufacturing
techniques.
Many textiles have been in use for millennia, while others use article fibers and are recent
inventions. The range of fibres has increased in the last 100years. The first synthetics were made
in the 1920s and 1930s.
Textiles can be made from a variety of materials. The following the partial list of the
materials that can be used to make textiles….
Animal Origin :- In this we can take Rabbit hair, Camel hair , Cashmere, Mohair,
Silk, Wool, etc.
Vegetable :- Coir (fiber from coconuts.), Cotton, Grass, Rush and Straw, Hemp
(mostly used in rope making, Jute, Kapok, Linen(made from flax), Ramie, Seaweed{a
water soluble fiber (alginate) is produced}, Sisal, etc.
Derived from plant products :- Paper
Mineral :- Asbestos(now has limited uses), Glass fibres, Metal fibre, Metal wire, Metal
foil, etc.
Man made fibres :- Acrylic fiber, Lurex, Spandex( Tactel, Lycra and other ‘strech’
fabrics), Nylon fiber, Polyester fiber, Polypropylene, Rayon fiber, etc.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 9
Welspun
What is the position of textiles in India…?
WORLD TEXTILE MARKET
Currently, the global textile and apparel trade is estimated to be over US$ 450
billion3.The global market for textile trade includes yarns, fabrics, apparel and non-apparel
finished products. Welspun estimates that the global home textiles market is around US$ 22- 27
billion, accounting for 5-6% of the total global textile market. The home textiles market includes:
1. Household textiles :-
Rugs, bed linen, table linen, bathroom and kitchen linen, etc.
2. Furnishing textiles : -
Curtains, bedspreads and other furnishing articles for home interiors, etc.
Post the expiry of the Agreement on Textiles and Clothing in 2005, India's share of
textile imports into the EU and the US has significantly increased. India is among the top3
leading suppliers of bed and bath linen in the EU4. India along with China and Pakistan is
amongst the top 3 suppliers of textile globally.
Company profile
Name : - WELSPUN TEXTILE INDIA LTD.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 10
Welspun
Address : - Welspun City, Taluka Anjar,
Kutch,
Gujarat -370110
Tel: 02836-661111 Fax: 02836-279010
Email: [email protected]
Website: http://www.welspuntowels com.
Chairman : - B.K. Goenka, (Chairman and Managing Director)
Board of directors : - B.K. Goenka, R.R. Mandawewala, Mr. Murarilal Mittal,
Mr. Atul Desai, Mr. Raj Kumar Jain, Mr. M.K. Tandon
Auditors : - Price Waterhouse & Co-Company, Pannalal Silk
Mills Compound
Bankers : - Bank of Baroda, State Bank of Bikaner & Jaipur
Company secretary : - Mr. Sunil Zore Asst. Company Secretary
Units : - Vapi and Anjar
Type of company : - Public company
Type of Industry : - Textile Company
Main promoters : - B.K. Goenka, R.R. Mandawewala, and Dipali Goenka
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 11
Welspun
Welspun City , a 2500 acre township set up in the heart of Anjar is the backbone of
Welspun. It was established in 2004 with an initial investment of Rs. 13,500 million.
Today Welspun City houses a state-of-the-art Line Pipe mill which is capable of
producing Spiral Arc Welded (SAW) Pipes – both Helical and Longitudinal pipes of the finest
grades and international standards. This is in addition to the ERW pipes which it manufactures.
The one-of-its-kind Textile Mill produces Terry Towels and Bed linen of the finest and
the best quality in the World. These products are mostly exported to the top retailers of the Globe
which includes most of the Fortune 100 Companies like Wal Mart, Target and J.C. Penny
amongst others.
Welspun City takes pride in housing one of the only three Plate-cum-coil mill of its kind
in the World. This mill with a capacity of producing plates up to 4.5 meters width and Coil up to
2.8 meters wide is all set to improve Welspun's operational capabilities.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 12
Welspun
What is Welspun..?
Welspun is a public company. Which provided the yarn and iron pipes business.
Welspun India Ltd. (WIL) started its activities in 1985 as Welspun Winilon Silk Mills Pvt. Ltd, a
synthetic yarn business which went on to become Welspun Polyesters (India) Ltd. and finally,
Welspun India Limited emerged in the year 1995.
Today, WIL is Asia's largest and the 2nd largest Terry Towel producers in the World.
Welspun’s facilities are located in India (Anjar and Vapi at Gujarat), Mexico, Portugal and in
UK. The Company recently demerged its Sales & Marketing and Investment divisions to two
separate Companies - Welspun Global Brands Ltd. and Welspun Investments Ltd respectively.
WIL is Asia 's largest and amongst the top 2 Terry Towel producers in the World.
Business is spread across continents and a distribution network in 32 countries, like U.S.A. ,
U.K, Canada , Australia , Italy , Sweden and France . 94% of the total products are exported.
Offers a variety of Products like Towels in different sizes and qualities, Bed linen using
state of the art technology and the best quality of Egyptian cotton, Bath Rugs and Bath Robes.
Launched organic products utilizing the benefits of Soya, Seaweed, milk and Bamboo.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 13
Welspun
The visualization depicts the flight to greater heights at the same time remaining in touch
with ground realities.
Reasons for Selecting this Location :-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 14
Our Logo
The insignia is a creative visualization of a flying pair of sea gulls.
Welspun
Located near two crucial ports, Kandla and Mundra on the Western coast of India ; Kutch
offers several location advantages besides its abundant natural resources. Easily available cotton
and skilled manpower are a few to begin with. The two international ports and national highways
are connected with a well development bank and World Bank, Kutch is ready to emerge as an
industrial capital.
Mission Statement, Vision of
Company :-
Mission Statement
Our Mission
We endeavor to reach the leadership position in each Segment / Sector of our Product /
Service.
We are committed to satisfy our customers by providing best quality and service, which
gives the highest value for money.
We believe that employees are our most important asset through which we can reach the top
in each category of our Product / Service. Therefore, we will emphasize on their continuous
improvement through upgrading relevant knowledge and training.
We commit ourselves to continuous growth, so as to fulfill the aspirations of our Customers,
Employees and Shareholders
Vision of Company
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 15
Welspun
Vision – By the year 2012
Welspun India Limited envisions to become a fully integrated home textile Company
(Bed and Bath) – and provide one-stop-shop solution to customers across the World.
Welspun is the leader in terms of embracing new technologies, product innovations,
market intelligence etc. and offering competitive end-to-end solutions to customers at globally
competitive prices with effective supply chain management. It aims to become the preferred
partner in Home Textiles for any global initiative. It targets Cost Optimization and aims to also
become the lowest cost producer of home textiles globally.
We aim to…
Emerge as a global leader…
Preferred by every home serve…
With passion grow….@ speed innovate…
With quality excel… with ethics delighting all stakeholders…
We are… WELSPUN
”Our Motto”
'Dare To Commit' It is the vigour and commitment of all at Welspun that has brought it so far and helped to
reach the zenith of success in whichever business they are in. It is through this quality that the
motto of Welspun is ‘Dare to Commit’. Welspun doesn’t create products, it engineers
satisfaction. Within Welspun, quality of product and service is of paramount importance.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 16
Welspun
Welspun's state-of-art manufacturing facilities reaffirm world-class quality products and nothing
less. Each and every project is treated as an opportunity and every achievement as a platform to
set new goals. This strategy has enabled Welspun to have delighted customers in 50 Countries.
“We dare to commit and deliver on our promises.”
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 17
Welspun
Establishment Year, Market
Share :-
Establishment Year :-
Welspun India Ltd. (WIL) :- started its activities in 1985 as Welspun Winilon
Silk Mills Pvt. Ltd, a synthetic yarn business which went on to become Welspun Polyesters
(India) Ltd. and finally, Welspun India Limited emerged in the year 1995.
Market Share: -
Market, which contributes 30% of home textile demand from 17% to 24% In Terry towel
segment and from 15% to 20% in cotton sheet segment over 2003-2008. We feel India to be
preferred supplier for international vendors therefore increasing its market share further. Being
largest exporter we expect Welspun to be major beneficiary of this scenario, which accrues
global share: After witnessing 1.4% demand slump In 2008, $34bn home textile industry is back
on revival path. India is the Largest beneficiary of the consolidation in the Western world as
home Textile manufacturing capacities in those counties have shrunk at a CAGR of 25% over
2003-2009. India has increased its market share in the US around 90% topline through exports.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 18
Welspun
Product Profile, Future Plan and Acts Plan
“Product Profile“
Welspun Products:-
Welspun has a wide ranging portfolio of home textile products comprising terry towels,
bed sheets, bath robes, bath rugs, basic bedding and decorative bedding.
1. Terry Towel :-
Welspun manufactures terry towels in different shapes and sizes. Some of the towels are
intended for use in a particular setting, such as beach towels, or for a particular purpose, such as
kitchen towels and baby hood towels, or in sizes convenient for a special use, such as hand
towels, face towels and bath sheets. Being woven out of 100% cotton yarn, these fabrics acquire
significant hygroscopic property, which is a prime reason for using terry fabrics in home textiles
in general and towels and bath robes in particular.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 19
Welspun
2. Bed Sheets :-
Welspun manufactures bed sheets in different shapes and sizes based on different bed
sizes and mattress depth. Our bed sheets are made from cotton or various blends, such as
polyester cotton, cotton bamboo and cotton eucalyptus. The main reason for using blends is the
cost and ease of maintenance of the product by the consumer.
3. Bath Robes :-
Welspun manufactures bath robes in different designs, shades and weights as per customer
requirements. It has the ability to make piece dyed, yarn dyed, jacquard and velour bath robes.
The bath robes are manufactured in different styles such as “kimono", "hood", "zipper", and
"shawl". Welspun specializes in the manufacture of a specific category of bath robes called
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 20
Welspun
“wraps". It also provides embellishments, embroidery and prints as per customer requirements.
The fabric for our bath robes is similar to the fabric of our towels, which enables us to leverage
the product development and innovation undertaken in the production of terry towels.
4. Bath Rugs :-
Welspun is able to make rugs of various designs using its multi-level cut loop machine to
create multiple fiber lengths within a rug. Our bath rugs are generally made of cotton, nylon or
micro fiber and can be latex-backed, depending on consumer preferences. Based on customer
requirements, we make rugs of different sizes and weights including reversible rugs.
5. Basic Bedding and Decorative Bedding :-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 21
Welspun
Our basic bedding products includes mattress pads, blown and garneted pillows and basic
comforters while our decorative bedding products includes comforters, bed skirts, shams,
decorative pillows and bolsters. Most of these products are made of polyester fiber fill wadding.
The fill we use for each product varies according to customer requirements. Since the decorative
products provide the look and feel to the bedroom, the products are design-oriented.
6. "Value Added" Products :-
In addition to these products, Welspun also manufactures "value added" products such as
"quick dry towels" and "the perfect sheet". Welspun believes that these product offerings are
examples of how consumer research-driven innovation can enhance functionality in its product
offerings.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 22
Welspun
Brief History of Company: -
Brief History: -
Located near two crucial ports, Kandla and Mudra on the Western coast of India;
Kutch offers several location advantages besides its abundant natural resources. Easily
available cotton and skilled manpower are a few to begin with. The two international
ports and national highways are connected with a well development bank and World
Bank, Kutch is ready to emerge as an industrial capital.
Today, thanks to government initiatives to make power supply and water available, Kutch
has received a fresh lease on life .The strength and determination of the people here has
put Anjar on the map of progress and prosperity. A success story that is an inspiration to
all.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 23
Welspun
No. of Employees in This Department: -
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 24
Welspun
The Number Of Employees In The Manufacturing And Production Department Are 5 –
6Thousand. They works in the three shifts .
“Production process”
There are five stages :-
1. Cultivating and Harvesting :-
2. Preparatory Processes :-
3. Spinning :-
4. Weaving :-
5. Finishing :-
1. Cultivating and harvesting
Cotton is grown anywhere with long, hot dry summers with plenty of sunshine and low
humidity. Indian cotton, gossypium arboreum, is finer but the staple is only suitable for hand
processing. American cotton, gossypium hirsutum, produces the longer staple needed for
machine production. Planting is from September to mid November and the crop is harvested
between March and May. The cotton bolls are harvested by stripper harvesters and spindle
pickers, that remove the entire boll from the plant. The cotton ball is the seed pod of the cotton
plant, attached to each of the thousands of seeds are fibers about 2.5 cm long.
Ginning :-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 25
Welspun
The seed cotton goes in to a Cotton gin. The cotton gin separates seeds and removes the
"trash" (dirt, stems and leaves) from the fiber. In a saw gin, circular saws grab the fiber and pull
it through a grating that is too narrow for the seeds to pass. A roller gin is used with longer staple
cotton. Here a leather roller captures the cotton. A knife blade, set close to the roller, detaches
the seeds by drawing them through teeth in circular saws and revolving brushes which clean
them away.
The ginned cotton fiber, known as lint, is then compressed into bales which are about 1.5
m tall and weigh almost 220 kg. Only 33% of the crop is usable lint. Commercial cotton is priced
by quality, and that broadly relates to the average length of the staple, and the variety of the
plant. Longer staple cotton (2½ in to 1¼ in) is called Egyptian, medium staple (1¼ in to ¾ in) is
called American upland and short staple (less than ¾ in) is called Indian.
The cotton seed is pressed into a cooking oil. The husks and meal are processed into
animal feed, and the stems into paper.
Issues :-
Cotton is farmed intensively and uses large amounts of fertilizer and 25% of the world’s
insecticide. Native Indian variety were rainwater fed, but modern hybrids used for the mills need
irrigation, which spreads pests. The 5% of cotton-bearing land in India uses 55% of all pesticides
used in India. Before mechanization, cotton was harvested manually and this unpleasant task was
done by the lower castes, and in the United States by slaves of African origin
1.
2. processes- preparation of yarn DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 26
Welspun
Ginning, bale-making and transportation is done in the country of origin.
Opening and cleaning
Platt Bros. Picker Cotton mills get the cotton shipped to them in large, 500 pound bales.
When the cotton comes out of a bale, it is all packed together and still contains vegetable matter.
The bale is broken open using a machine with large spikes. It is called an Opener. In order to
fluff up the cotton and remove the vegetable matter, the cotton is sent through a picker, or similar
machines. A picker looks similar to the carding machine and the cotton gin, but is slightly
different. The cotton is fed into the machine and gets beaten with a beater bar, to loosen it up. It
is fed through various rollers, which serve to remove the vegetable matter. The cotton, aided by
fans, then collects on a screen and gets fed through more rollers till it emerges as a continuous
soft fleecy sheet, known as a lap.
Blending, Mixing & Scotching :-
Scotching refers to the process of cleaning cotton of its seeds and other impurities. A
scotching machine for cotton was first invented in 1797, but didn't get much attention until it was
introduced in Manchester in 1808 or 1809. By 1816 it had been generally adopted. The scotching
machine worked by passing the cotton through a pair of rollers, and then striking it with iron or
steel bars called beaters.
The beaters, which turn very quickly, strike the cotton hard and knock the seeds out. This
process is done over a series of parallel bars so as to allow the seeds to fall through. At the same
time a breeze is blown across the bars, which carries the cotton into a cotton chamber.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 27
Welspun
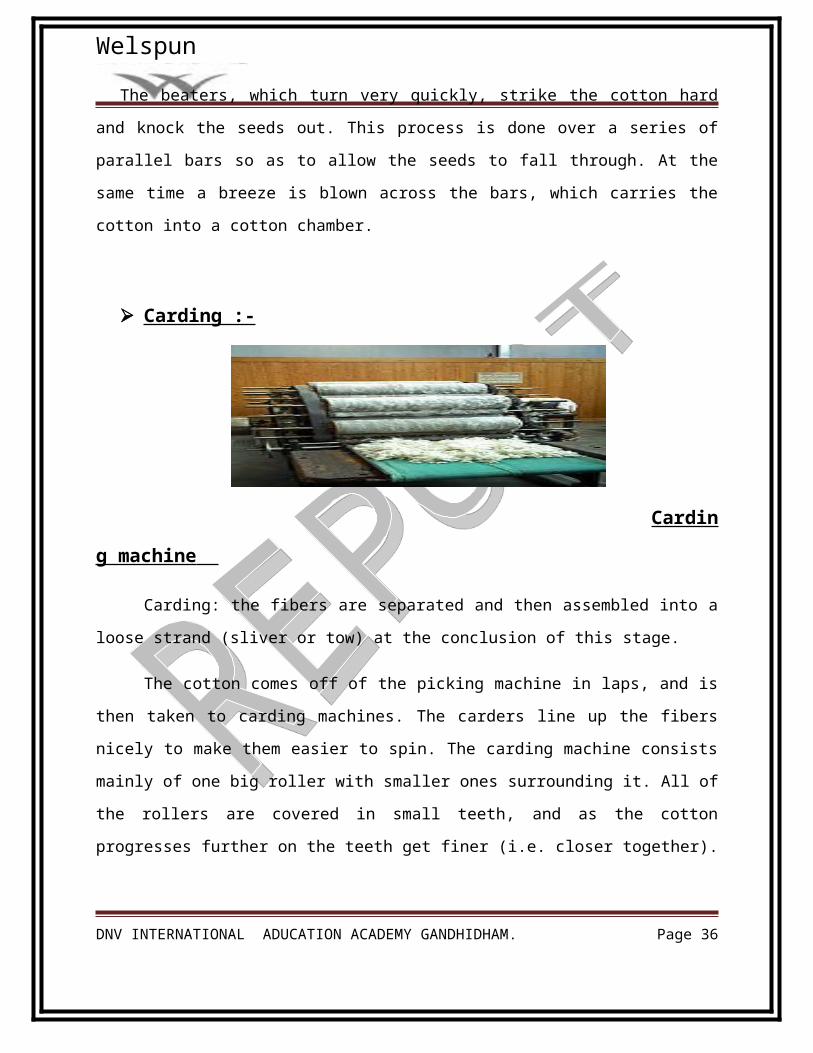
Carding :-
Carding machine
Carding: the fibers are separated and then assembled into a loose strand (sliver or tow) at
the conclusion of this stage.
The cotton comes off of the picking machine in laps, and is then taken to carding
machines. The carders line up the fibers nicely to make them easier to spin. The carding machine
consists mainly of one big roller with smaller ones surrounding it. All of the rollers are covered
in small teeth, and as the cotton progresses further on the teeth get finer (i.e. closer together). The
cotton leaves the carding machine in the form of a sliver; a large rope of fibers.
Note: In a wider sense Carding can refer to these four processes: Willowing- loosening the
fibers; Lapping- removing the dust to create a flat sheet or lap of cotton; Carding- combing the
tangled lap into a thick rope of 1/2 in diameter, a sliver; and Drawing- where a drawing frame
combines 4 slivers into one- repeated for increased quality.
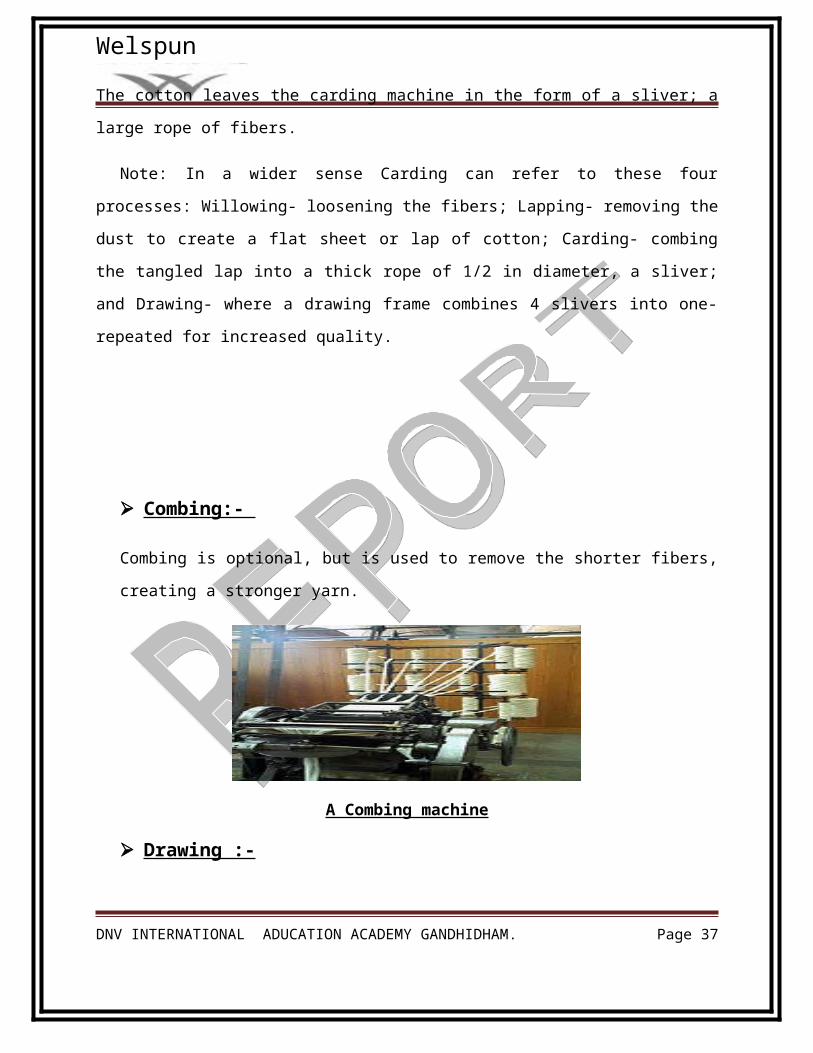
Combing:-
Combing is optional, but is used to remove the shorter fibers, creating a stronger yarn.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 28
Welspun
A Combing machine
Drawing :-
The fibers are straightened several slivers are combined. Each sliver will have thin and
thick spots, and by combining several slivers together a more consistent size can be reached.
Since combining several slivers produces a very thick rope of cotton fibers, directly after
being combined the slivers are separated into roving’s. These roving’s (or slubbings) are then
what are used in the spinning process.
Generally speaking, for machine processing, a roving is about the width of a pencil.
Drawing frame: Draws the strand out
Slubbing Frame: adds twist, and winds on to bobbins
Intermediate Frames: are used to repeat the slubbing process to produce a finer yarn.
Roving frames: reduces to a finer thread, gives more twist, makes more regular and even
in thickness, and winds on to a smaller tube.
3.Spinning- yarn manufacture
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 29
Welspun
Spinning :-
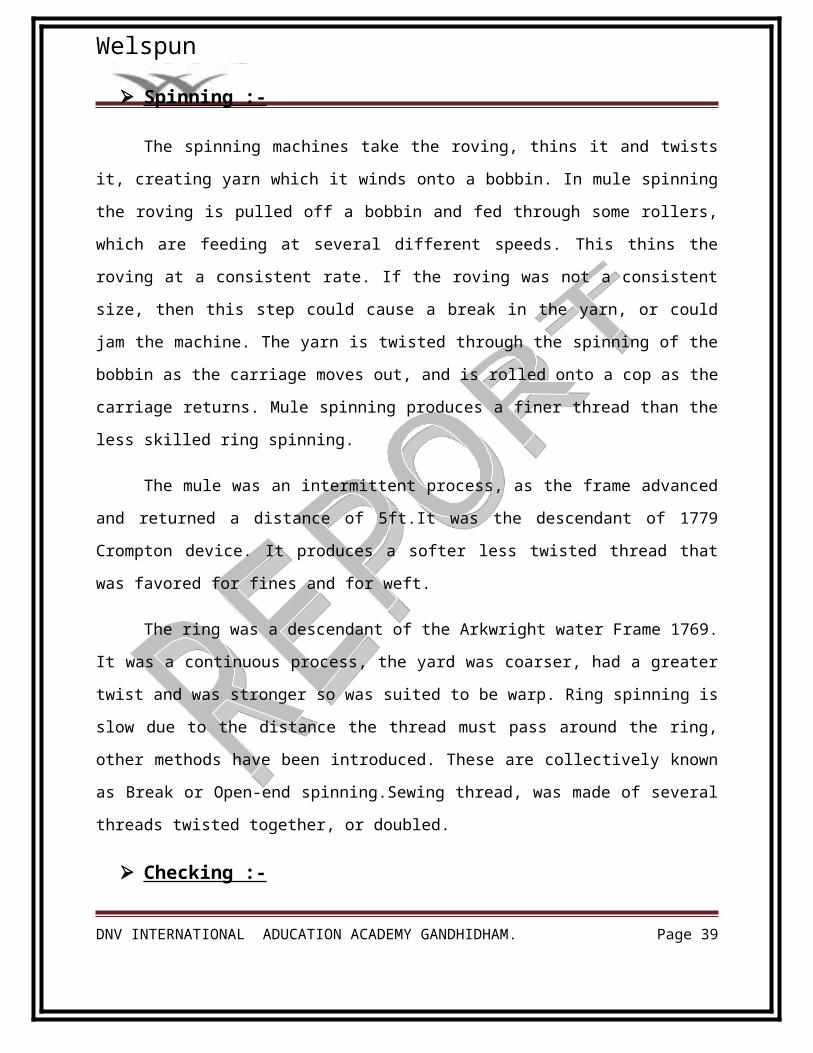
The spinning machines take the roving, thins it and twists it, creating yarn which it winds
onto a bobbin. In mule spinning the roving is pulled off a bobbin and fed through some rollers,
which are feeding at several different speeds. This thins the roving at a consistent rate. If the
roving was not a consistent size, then this step could cause a break in the yarn, or could jam the
machine. The yarn is twisted through the spinning of the bobbin as the carriage moves out, and is
rolled onto a cop as the carriage returns. Mule spinning produces a finer thread than the less
skilled ring spinning.
The mule was an intermittent process, as the frame advanced and returned a distance of
5ft.It was the descendant of 1779 Crompton device. It produces a softer less twisted thread that
was favored for fines and for weft.
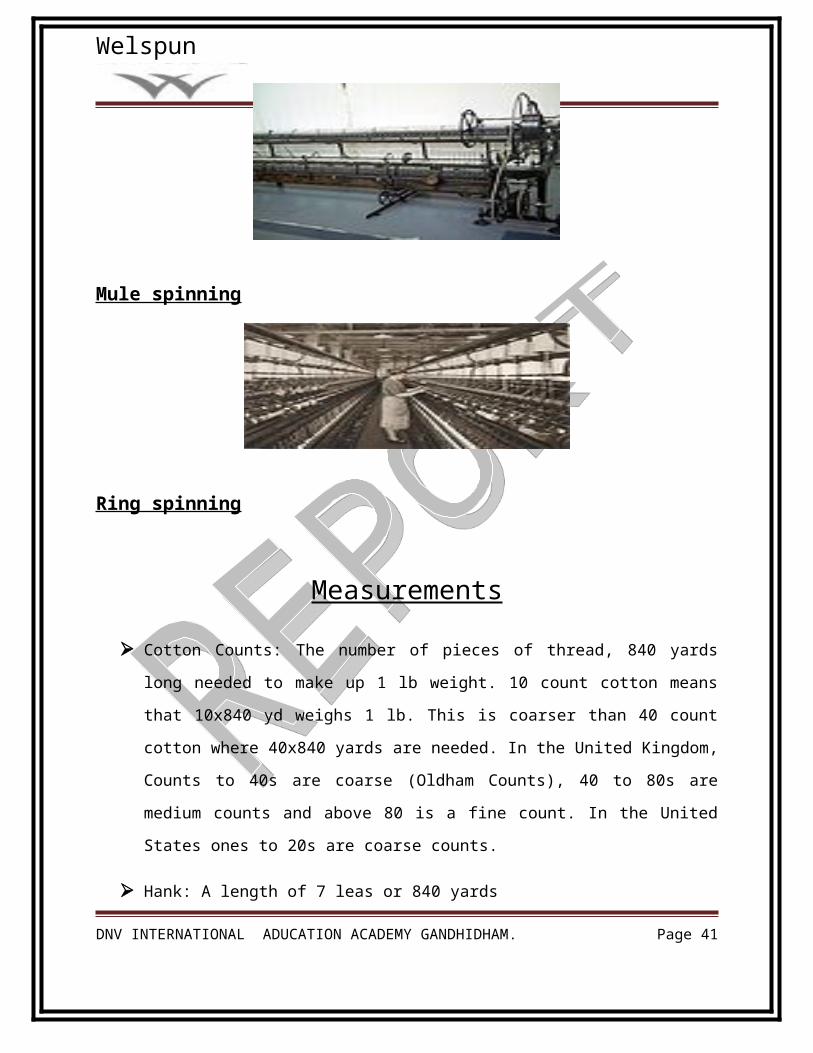
The ring was a descendant of the Arkwright water Frame 1769. It was a continuous
process, the yard was coarser, had a greater twist and was stronger so was suited to be warp.
Ring spinning is slow due to the distance the thread must pass around the ring, other methods
have been introduced. These are collectively known as Break or Open-end spinning.Sewing
thread, was made of several threads twisted together, or doubled.
Checking :-
This is the process where each of the bobbins is rewound to give a tighter bobbin.
Folding and twisting :-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 30
Welspun
Plying is done by pulling yarn from two or more bobbins and twisting it together, in the
opposite direction that in which it was spun. Depending on the weight desired, the cotton may or
may not be plied, and the number of strands twisted together varies.
Gassing :-
Gassing is the process of passing yarn, as distinct from fabric very rapidly through a series of
Bunsen gas flames in a gassing frame, in order to burn off the projecting fibers and make the
thread round and smooth and also brighter. Only the better qualities of yarn are gassed, such as
that used for voiles, poplins, venetians, gabardines, many Egyptian qualities, etc. There is a loss
of weight in gassing, which varies' about 5 to 8 per cent., so that if a 2/60's yarn is required 2/56's
would be used. The gassed yarn is darker in shade afterwards, but should not be scorched.
Mule spinning
Ring spinning
Measurements
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 31
Welspun
Cotton Counts: The number of pieces of thread, 840 yards long needed to make up 1 lb
weight. 10 count cotton means that 10x840 yd weighs 1 lb. This is coarser than 40 count
cotton where 40x840 yards are needed. In the United Kingdom, Counts to 40s are coarse
(Oldham Counts), 40 to 80s are medium counts and above 80 is a fine count. In the
United States ones to 20s are coarse counts.
Hank: A length of 7 leas or 840 yards
Thread: A length of 54 in (the circumference of a warp beam)
Bundle: Usually 10 lb
Lea: A length of 80 threads or 120 yards
Denier: this is an alternative method. It is defined as a number that is equivalent to the
weight in grams of 9000m of a single yarn. 15 denier is finer than 30 denier.
Tex: is the weight in grams of 1 km of yarn.
The worsted hank is only 560 yd
4. Weaving- fabric manufacture
The weaving process uses a loom. The lengthways threads are known as the warp, and the
cross way threads are known as the weft. The warp which must be strong needs to be presented
to loom on a warp beam. The weft passes across the loom in a shuttle, that carries the yarn on a
pirn. These pirns are automatically changed by the loom. Thus, the yarn needs to be wrapped
onto a beam, and onto pirns before weaving can commence.
Winding :-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 32
Welspun
After being spun and plied, the cotton thread is taken to a warping room where the winding
machine takes the required length of yarn and winds it onto warpers bobbins
Warping or beaming :-
A Wrapper
Racks of bobbins are set up to hold the thread while it is rolled onto the warp bar of a loom.
Because the thread is fine, often three of these would be combined to get the desired thread
count.
Sizing :-
Slasher sizing machine needed for strengthening the warp by adding starch to reduce
breakage of the yarns .
Drawing in, Looming :-
The process of drawing each end of the warp separately through the dents of the reed and the
eyes of the healds, in the order indicated by the draft.
Pirning (Processing the weft) :-
Pirn winding frame was used to transfer the weft from cheeses of yarn onto the pirns that
would fit into the shuttle
Weaving :-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 33
Welspun
At this point, the thread is woven. Depending on the era, one person could manage
anywhere from 3 to 100 machines. In the mid nineteenth century, four was the standard
number. A skilled weaver in 1925 would run 6 Lancashire Looms. As time progressed new
mechanisms were added that stopped the loom any time something went wrong. The
mechanisms checked for such things as a broken warp thread, broken weft thread, the shuttle
going straight across, and if the shuttle was empty. Forty of these Northrop Looms or
automatic looms could be operated by one skilled worker.
The three primary movements of a loom are shedding, picking, and
beating-up .
Shedding :-
The operation of dividing the warp into two lines, so that the shuttle can pass
between these lines. There are two general kinds of sheds-"open" and "closed." Open
Shed-The warp threads are moved when the pattern requires it-from one line to the other.
Closed Shed the warp threads are all placed level in one line after each pick.
Picking :-
The operation of projecting the shuttle from side to side of the loom through the
division in the warp threads. This is done by the Over pick or under pick motions. The
over pick is suitable for quick-running looms, whereas the under pick is best for heavy or
slow looms.
Beating-up :-
The third primary movement of the loom when making cloth, and is the action of
the reed as it drives each pick of weft to the fell of the cloth.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 34
Welspun
A Draper loom in textile museum, Lowell, Massachusetts
The Lancashire Loom was the first semi-automatic loom. Jacquard looms and Dobby
looms are looms that have sophisticated methods of shedding. They may be separate looms, or
mechanisms added to a plain loom. A Northrop Loom was fully automatic and was mass
produced between 1909 and the mid 1960s. Modern looms run faster and do not use a shuttle:
there are air jet looms, water jet looms and rapier looms.
Measurements
Ends and Picks :-
Picks refer to the west, ends refer to the warp. The coarseness of the cloth can be
expressed as the number of picks and ends per quarter inch square, or per inch square. Ends is
always written first. For example: Heavy domestics are made from coarse yarns, such as 10's to
14's warp and weft, and about 48 ends and 52 picks.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 35
Welspun
5. Finishing- processing of textiles
The grey cloth, woven cotton fabric in its loom-state, not only contains impurities,
including warp size, but requires further treatment in order to develop its full textile potential.
Furthermore, it may receive considerable added value by applying one or more finishing
processes.
1. Design :-
Depending on the size that has been used, the cloth may be steeped in a dilute acid and then
rinsed, or enzymes may be used to break down the size.
2. Scouring :-
Scouring, is a chemical washing process carried out on cotton fabric to remove natural
wax and non-fibrous impurities (e.g the remains of seed fragments) from the fibers and any
added soiling or dirt. Scouring is usually carried in iron vessels called kiers. The fabric is boiled
in an alkali, which forms a soap with free fatty acids. (saponification). A kier is usually enclosed,
so the solution of sodium hydroxide can be boiled under pressure, excluding oxygen which
would degrade the cellulose in the fiber. If the appropriate reagents are used, scouring will also
remove size from the fabric although desizing often precedes scouring and is considered to be a
separate process known as fabric preparation. Preparation and scouring are prerequisites to most
of the other finishing processes. At this stage even the most naturally white cotton fibers are
yellowish, and bleaching, the next process, is required.
3. Bleaching :-
Bleaching improves whiteness by removing natural coloration and remaining trace impurities
from the cotton; the degree of bleaching necessary is determined by the required whiteness and
absorbency.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 36
Welspun
Cotton being a vegetable fiber will be bleached using an oxidizing agent, such as dilute sodium
hypochlorite or dilute hydrogen peroxide. If the fabric is to be dyed a deep shade, then lower
levels of bleaching are acceptable, for example. However, for white bed sheeting’s and medical
applications, the highest levels of whiteness and absorbency are essential.
4. Mercerizing :-
A further possibility is mercerizing during which the fabric is treated with caustic soda
solution to cause swelling of the fibers. This results in improved luster, strength and dye affinity.
Cotton is mercerized under tension, and all alkali must be washed out before the tension is
released or shrinkage will take place. Mercerizing can take place directly on grey cloth, or after
bleaching. Many other chemical treatments may be applied to cotton fabrics to produce low
flammability, crease resist and other special effects but four important non-chemical finishing
treatments are:
5. Singeing :-
Singeing is designed to burn off the surface fibers from the fabric to produce smoothness.
The fabric passes over brushes to raise the fibers, then passes over a plate heated by gas flames.
6. Raising :-
Another finishing process is raising. During raising, the fabric surface is treated with sharp
teeth to lift the surface fibers, thereby imparting hairiness, softness and warmth, as in flannelette.
7. Calendaring :-
Calendaring is the third important mechanical process, in which the fabric is passed between
heated rollers to generate smooth, polished or embossed effects depending on roller surface
properties and relative speeds.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 37
Welspun
8. Shrinking (Sanforizing) :-
Main article: Sanforization finally, mechanical shrinking (sometimes referred to as
sanforizing), whereby the fabric is forced to shrink width and/or lengthwise, creates a fabric in
which any residual tendency to shrink after subsequent laundering is minimal.
9. Dyeing :-
Finally, cotton is an absorbent fiber which responds readily to coloration processes. Dyeing,
for instance, is commonly carried out with an anionic direct dye by completely immersing the
fabric (or yarn) in an aqueous dyebath according to a prescribed procedure. For improved
fastness to washing, rubbing and light, other dyes such as vats and reactives are commonly used.
These require more complex chemistry during processing and are thus more expensive to apply.
10.Printing :-
Printing, on the other hand, is the application of color in the form of a paste or ink to the
surface of a fabric, in a predetermined pattern. It may be considered as localized dyeing. Printing
designs on to already dyed fabric is also possible.
Economic, environmental and political consequences of cotton
manufacture
The growth of cotton is divided into two segments i.e. organic and genetically modified.
Cotton crop provides livelihood to millions of people but its production is becoming expensive
because of high water consumption, use of expensive pesticides, insecticides and fertilizer. GM
products aim to increase disease resistance and reduce the water required. The organic sector was
worth $583 million. GM cotton, in 2007, occupied 43% of cotton growing areas. The
consumption of energy in form of water and electricity is relatively high, especially in processes
like washing, de-sizing, bleaching, rinsing, dyeing, printing, coating and finishing. Processing is
time consuming.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 38
Welspun
The major portion of water in textile industry is used for wet processing of textile (70 per
cent). Approximately 25 per cent of energy in the total textile production like fiber production,
spinning, twisting, weaving, knitting, clothing manufacturing etc. is used in dyeing. About 34 per
cent of energy is consumed in spinning, 23 per cent in weaving, 38 per cent in chemical wet
processing and five per cent in miscellaneous processes. Power dominates consumption pattern
in spinning and weaving, while thermal energy is the major factor for chemical wet processing.
The techniques used to process these fibers in yarn are essentially the same as with natural
fibers, modifications have to be made as these fibers are of great length, and have no texture such
as the scales in cotton and wool that aid meshing.
Use of Technology or Machinery: -
EDI & RFID in Welspun USA.
SAP R/3 - Integrates operations, marketing supply chain.
Reverse auction HNS.
Welspun is a leading practitioner of safety and have received the
safety certification of OHSAS - 18001 (HSE) and the ISO 14001 for
environment consciousness.
Preserving the ecological balance - Effluent treatment plants and the
Waste dispersal plants located in and around the Welspun City.
Integration with Customers Market Intelligence: Conducts Grid
analysis of top retailers with respect to Product range.
Ongoing Market Research for evaluation of:
Fast Moving Items best selling SKUs.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 39
Welspun
Profit margin expectation.
Collection of Samples to understand global developments.
Quality Control during Production
Process
Quality control is the more traditional way that business have used to manage quality.
Quality control is concerned with checking and reviewing work that has been done. Under
traditional quality control, inspection of products and services takes place during and at the end
of operation process.
There are three main points during the production process
when inspection is performed:
1. When raw materials are received prior to entering production.
2. Whilst the products are going through production process.
3. When products are finished – inspection or testing takes place before products are
dispatched to customers.
The problem with this sort of inspection is that it doesn’t work very well!
There are several problems with inspection during traditional
quality control:
1. The inspection process does not add any “value”. If there were any guarantees that no
defective output would be produced , then there would be no need for an inspection
process in the first place.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 40
Welspun
2. Inspection is costly , in terms of both tangible and intangible cost. For example material,
labour, time, employee morale, customer goodwill and lost sales.
3. It is sometime done to late in the production process. This results into defective and non
acceptable actually being received by customers.
4. It is usually done by wrong people – e.g. by a separate “quality control inspection team”
rather than by the workers themselves.
5. Inspection is not often compatible with more modern production techniques.
6. Working capital tied up in stock which cannot be sold.
7. This is often disarrangement as to what constitutes a “quality products”. For example to
meet quotas , inspectors may approve goods that don’t meet 100% confirmation giving
the message to workers that it doesn’t matter if their work is a bit sloppy.
As result of above problems , many businesses focused their efforts on improving quality by
implementing quality management techniques which emphasizes the role of quality assurance.
As Deming wrote:
“ Inspection with the aim of finding bad ones and throwing them out is too late, inefficiently
and costly. Quality comes not from inspection but from improvement of the process.”
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 41
Welspun
Raw Materials
The First step in production process is of Buying Cotton from the other firms they Import
Cotton from many firms all over the world. Specially Nepal, Pakistan, China etc. From India
they import cotton from SANKAR firm. The Cotton which has been brought from these areas
has been in much quantity & has been refreshed or cleaned by other heavy machines with proper
under guidance of the supervisors. The Cotton which is brought is loaded in Spleasles. Cleaning
has been done with the help of employees.
Measures taken for Pollution Control
Welspun City is additionally a prime example of continuous efforts of protecting the
environment with a strong emphasis on a-forestation. The township is in the process of turning
itself in the creation of the largest green belt in the area, with a veritable forest of about 500,000
trees which includes the Jatropha tree, the drought resistant perennial whose seeds is used to
produce bio-diesel.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 42
Welspun
Selection of Raw Material Suppliers: -
Self sufficiency of raw materials :-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 43
Welspun
India has a vast pool of raw materials for textiles, both natural and man-made11.Cotton
textiles and clothing account for approximately one-third of global textile trade. China, India and
US accounts for approximately two thirds of global cotton production. Further, India is a country
which has a surplus cotton production as a result of its increased productivity in the last few
years. Other Asian countries such as China, Bangladesh, Pakistan, Thailand and Indonesia are
net importers of cotton. India's self sufficiency in cotton provides it a strong competitive
advantage in global textile and clothing trade
Storage of Raw Materials: -
Material is mainly stored in a huge warehouses which are situated at near the production
plant so it can be easily transported for processing in the plant.
Steps Taken for Safety of Raw Materials
Industrial center is your comprehensive source for safety and environmental product and
supplier information. You can view the latest safety and environmental product information,
articles, events, research and associations. Also search our Online Supplier Directory, which is
broken down into alarms, anti-fatigue, Emergency response, ergonomics, eye protection, fall
protection, foot protection, gates, hand protection, head protection, hearing protection, lockout,
tag out, machine guarding, mats, medical equipment, first aid, monitoring equipment, protective
clothes, rails, respiratory protection and safety software subcategories. It’s all here to help you
streamline your buying process, increase productivity, save time and save money.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 44
Welspun
Recruitment and Selection: -
The process of recruitment has been undertaken for the appointment of the
employees. They give advertisement in newspapers or magazine or a journal with full
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 45
Welspun
information like person required for the particular post with special knowledge & Experience in
that field, & then select accordingly.
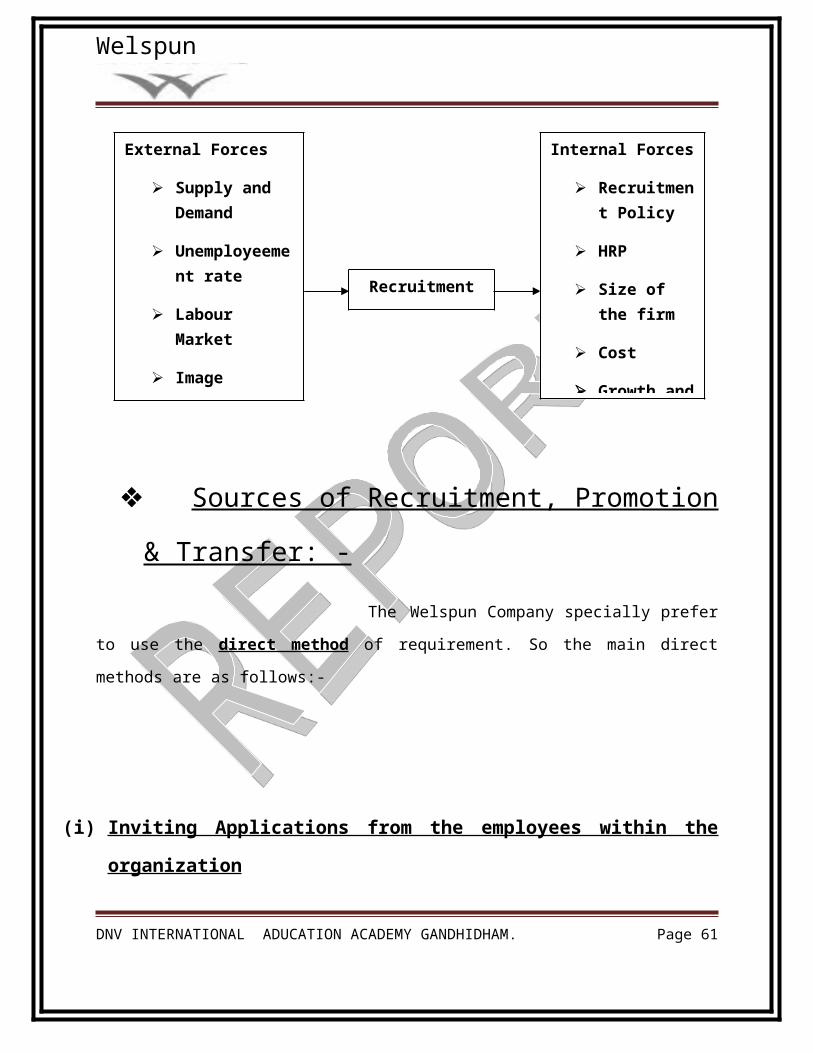
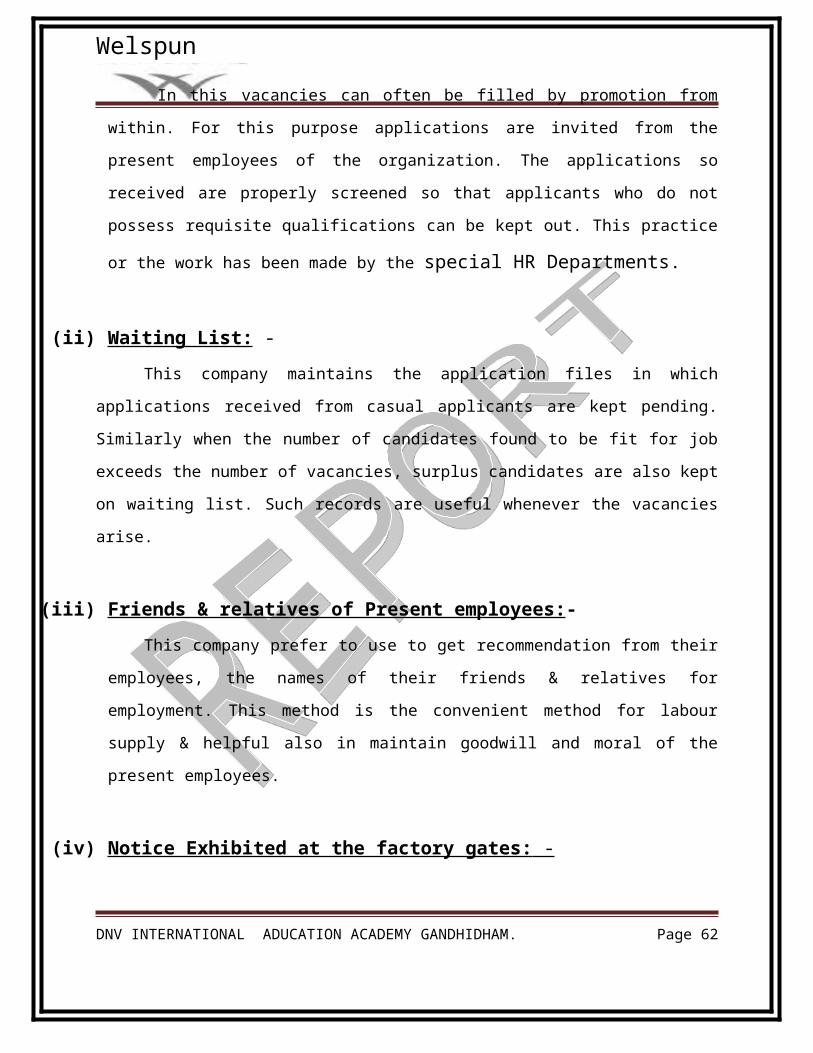
Sources of Recruitment, Promotion &
Transfer: -
The Welspun Company specially prefer to use the direct method of
requirement. So the main direct methods are as follows:-
(i) Inviting Applications from the employees within the organization
In this vacancies can often be filled by promotion from within. For this purpose
applications are invited from the present employees of the organization. The applications so
received are properly screened so that applicants who do not possess requisite qualifications
can be kept out. This practice or the work has been made by the special HR Departments.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 46
Recruitment
Internal Forces
Recruitment Policy
HRP
Size of the firm
Cost
Growth and expansion
External Forces
Supply and Demand
Unemployeement rate
Labour Market
Image
Political and Social
Welspun
(ii) Waiting List: -
This company maintains the application files in which applications received from casual
applicants are kept pending. Similarly when the number of candidates found to be fit for job
exceeds the number of vacancies, surplus candidates are also kept on waiting list. Such records
are useful whenever the vacancies arise.
(iii) Friends & relatives of Present employees: -
This company prefer to use to get recommendation from their employees, the names of
their friends & relatives for employment. This method is the convenient method for labour
supply & helpful also in maintain goodwill and moral of the present employees.
(iv) Notice Exhibited at the factory gates: -
The Boards has been hanging at the gates of the factory, showing that certain
types of workers are required. This method of requirement can be safely used for the
unskilled only. It is hardly used for recruitment permanent employees.
(v) Advertisement in newspapers: -
When Experiences employees are not available through other sources, companies resort
to advertising. In this case, the most appropriate newspaper or journal can be used for the
post concerned.
Welfare, Motivation of Employees and
training : -
Welfare and Motivation of Employees:-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 47
Welspun
The Company provides the safety for the workers like as Helmet, Mask, Hand Glows etc.
Company also not forgets about the Employees Welfare. It provides In its sincere efforts to
improve the lives of children “Welspun Vidya Mandir”, a school up to class 10, affiliated under
the Central board of Secondary Education, India (CBSE) and “Welspun Anganvadi”, a pre-
primary school for children has been set up for children of Welspun employees and local
families. It also provides the Canteen facility, Medical Facility, and also provides the
Insurance Facility.
1. Fair wages or salary has been provided to the employees working in various
departments.
2. They has been provided good working condition, like airy area with proper ventilation,
noise control instrument etc.
3. Employees’ safety measures have also been taken care like providing mask at a non-
conditioning department.
4. Helmets & Shoes has been given to the people for their safety.
5. Big Canteen facility has been given to the employees.
6. Proper & with regular time gap Interval has been made in various departments.
7. Quarters has been given to the people who are working in the top level of the company.
8. Regular PF has been taken from the employee’s salary for the future welfare.
9. BUS service has been provided to the employees who are living far from the Industry.
Motivational Policy of the company:-
o PROVIDENT FUND
o BONUS
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 48
Welspun
o RETIREMENT BENEFIT
o MEDICAL FACILITY
o GROUP TERM INSURANCE
o EMPLOYEMENT INSURANCE SCHEME
o CHILD EDUCATION SCHEME
Training of Employees :-
The employees which are selected & then they had been given the training
according to the work handled over to them like training to machine operators who are standing
over the machine, training to the person who checks the pieces produced, supervisors are also
given training to see that all the product had been finished without any default.
There is various other training like give knowledge of economics, human
relation, & Administration to the employees working over there.
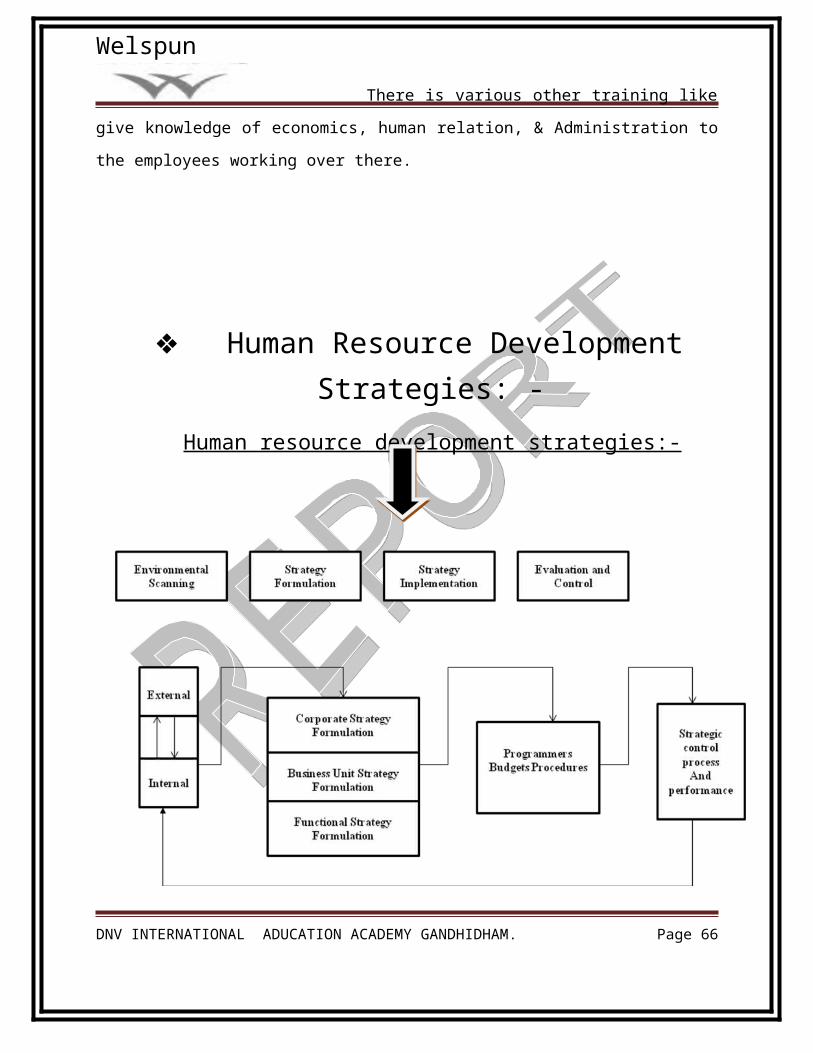
Human Resource Development Strategies: -
Human resource development strategies:-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 49
Welspun
Management Levels: -
Management Level:-
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 50Top Level
Director
CEO
Middle Level
Welspun
Welspun
Working Hours
Daily three shift of 8 hours per shift
First shift 08:00 am to 04:00 pm
Second shift 04:00 pm to 12:00 am
Third shift 12:00 am to 08:00 am
In between every shift they provide recess of one 1 hour
Flexi timing policy (for corporate office)
o This policy is provided to staff members on need basis and will be considered on
case to case basis.
o The flexibility provided above should be used in consultation with immediate
superior without affecting the work and with a prior sanction from HR
department. All the employees are however required to be present in the office
during the core time mentioned above.
ATTENDENCE AND IDENTITY CARD
The company provides identification cum punching card. Apart from the company’s name and
address, the card has necessary details like employees’ name and code no. etc. This card is the purpose
for identity and security. In case of any damage or loss of the card by any employee he/she will have to
inform HR Dept. so that a duplicate card will be issued on extra charge. In case any employee resigns or
terminated from the service company. He/she has to return the card to HR Dept.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 51
Labour Level
Labour
(Contractor)
Welspun
CODE OF CONDUCT
a. OBJECTIVE :-
To have mutual trust, sense of belongingness and bring team spirit in the organization
and to ensure continuous improvement.
b. POLICY :-
The management will ensure that the below is practice by all employees:
An endeavor to act at all time in the interest of the company
A serious of personal responsibility for quality output.
Adherence to the company’s rules and regulations, conditions of the services and
disciplinary provisions.
A sincere endeavor to established friendly relationship with fellow workers and faithfully
carrying out instructions given by the supervisor and managers Personal care of the
property and equipment and also amenities provided for use of the employees
Constructive co-operation in maintaining good relation in improving the quality of work
and working conditions.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 52
Welspun
The Management Discussion and Analysis (MD&A) should be read in conjunction with
the Audited Consolidated Financial Statement of Welspun India Ltd ("Welspun" or the
"Company"), and the notes thereto for the year ended March 31, 2010. This MD&A covers
Welspun's financial position and operations for the year ended March 31,2010. Amounts are
stated in Indian Rupees unless otherwise indicated. The numbers used in the analysis are on a
consolidated basis, the corresponding number for the previous year have been regrouped and
reclassified wherever necessary.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 53
Welspun
I. Forward-Looking Statements;-
This report contains forward-looking statements, which may be identified by their use of
words like 'plans', 'expects', 'will', 'anticipates', 'believes', 'intends', 'projects', 'estimates' or other
words of similar meaning. All statements that address expectations or projections about the
future, including but not limited to statements about the Company's strategy for growth, product
development, market position, expenditures, and financial results, are forward-looking
statements. Forward-looking statements are based on certain assumptions and expectations of
future events. The Company assumes no responsibility to publicly amend, modify or revise any
forward looking statements, on the basis of any subsequent developments, information or events.
"Welspun has performed exceedingly well in the last one year. We have not only
achieved the highest ever sales in all product categories, but are also looking at increased
production, by way of debottlenecking of our existing capacities. Our efforts in product
innovation, state-of-art designs and our dedicated effort on sustainability will help us to reach the
position of being the " largest Home Textile Company in the world.
Rajesh R. Mandawewala, Director
II. BUSINESS ORGANIZATIONWelspun India Limited (WIL) is a leading manufacturer of a wide range of home textile
products. WIL, through Welspun Global Brands Limited (WGBL), is a strategic vendor to
some of the top global retailers. Its manufacturing, sales and distribution network is spread
over 32 countries. Worldwide, it is ranked among the top 4 manufacturers of terry towels and
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 54
Welspun
rugs with capacities of 41,500 MT1 and 10,151 MT1 respectively. It is also one of the top
manufacturers' of bed sheets with a capacity of 45 million meters p.a. 1
WIL's major customers are WGBL and Welspun Retail Limited (WRL) who purchases
the terry towels, sheets and rugs manufactured by WIL for marketing and distribution in
international and domestic markets respectively. Pursuant to a scheme of arrangement, inter
alia, Marketing Division of the Company was transferred to WGBL with Appointed Date
being April 1, 2009. As mentioned in the scheme, WGBL acquired shares of WRL from the
Company and other promoters which resulted in WGBL's holding to 85% equity shares in
WRL. Resultantly, WGBL started operating as the international sales and marketing
intermediary of WIL. WIL's (through WGBL) major customers in the international market
are retail chains, specialty stores, fashion stores, merchants and importers. WRL caters to the
domestic market through a chain of company owned and franchisee retail outlets.
Umbrella of Products, Brand Name &
Positioning
In Welspun there is one of the kind textile mills which produce 2 products they are:-
(1) Terry Towels.
(2) Bed Linen.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 55
Welspun
These 2 products are the finest & the Best quality in the world. These products are mostly
exported to the top retailers of the Globe which includes most of the Fortune 100 companies like
Wal-Mart, Target & P.C Penny almost others.
Segmentation and Targeting
Warehouse & Dispatch:-
All the finished products have been stored in warehouse & have been dispatched at the time of
requirement. These all products has been exported to the other countries by method of
transporting.
In this plant generally 24 tons product has been made in 24 hours. Welspun
generally does not Export their product in the general market but they export their product in
USA, JAPAN, CHINA, and various other countries of the world.
Market Research, Marketing Strategy
A. MARKET STRUCTURE
Consumers :-
A majority of purchases in the home textiles segment are made for replacement purposes
and are discretionary in nature. The purchase of home textiles, therefore, gets deferred during
periods of economic slowdown and a subsequent economic upturn tends to be steeper than the
normal rate of consumption growth. Consumption patterns of households vary substantially
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 56
Welspun
across geographies due to differences in culture, traditions and tastes. In the household textiles
sector, Welspun believes that brand awareness among consumers is limited, as can be derived
from the high market shares for interior department stores, specialty chains and variety chains
operating with their own private label and textile discounters, while super and hyper markets sell
unknown or fancy brand names.
Importers purchase products from manufacturers abroad and we estimate that they
generally add a 30-40% mark-up to cover commissions, credit risk, after-sales service and the
cost of carrying a local inventory to meet small orders. In contrast to the agent, this importer
holds his own stocks at his own risk.
Wholesalers cater to specialist shops as well as to department stores and home shopping
companies. The wholesaler also holds stocks at own risk. This non-importing distributor
purchases from domestic manufacturers and importers. The mark-up of wholesalers, Welspun
estimates approximately 20-30%. Large retail companies are increasingly purchasing from
abroad, thereby bypassing this intermediary.
Purchasing agents are widely used by retailers and wholesalers due to their wide network
of contacts and knowledge of foreign markets. They do not carry their own stock but purchase
solely on the request from their customers.
Domestic manufacturers either import the raw material required for the finishing
operations or are primarily manufacturing products which are freight unfriendly or difficult to
manage with long supply chains. These manufacturers have the advantage of proximity to the
source of raw material as well as the customer.
Sales agents are independent intermediaries between the (foreign) manufacturer and the
retailer or retail organization, receiving a commission from the former. The sales agents do not
take title to the merchandise, they have a responsibility limited to present samples to potential
clients, obtaining orders, and forwarding these to the exporters.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 57
Welspun
Retailers constitute the final stage before products reach the consumer. A criterion for
dividing the market is the composition of the total assortment: wholly or partly specialized in
selling home textiles.
Competition:-
Welspun's efforts to sharpen competitive edge
Welspun has followed its defined strategy, improved product mix and optimized
utilization of assets. It has been successful in the optimization of raw material cost and major
input cost. Welspun is further expanding/modernizing its manufacturing capacities with an
objective to attain increase in volume with lower overhead, better quality and replacement /up
gradation of old technology with the world class technology.
Welspun targets cost optimization with an aim to become the lowest cost producer of
home textiles globally and further aims to become the preferred partner in home textiles for
global initiative with its business model.
II.5Market strategy
OVERVIEW OF THE INDIAN ECONOMY
India's GDP growth trend
Despite a challenging global economic environment, India's GDP grew at 7.2% in FY10,while
the manufacturing sector grew at 8.9%. It is expected to grow further at 8.5% inFY118 as per the
Economic Survey of India.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 58
Welspun
GDP Growth Trend in India
The overall macro-economic trends have resulted in rising per capita income, increased
consumerism and higher consumer spending. A large proportion of this higher consumer
spending is towards textiles, apparel and lifestyle products. The chief reason for this has been
India's changing demographic profile. The disposable income in India is also expected to
increase significantly over the next decade. Welspun believes that the above factors strongly
suggest an ongoing structural shift in the demand pattern for textiles within the domestic
markets. This indicates that the textile industry is on the threshold of higher consumer demand
and consequently higher growth.
India's economy is on the fulcrum of an ever-increasing growth curve. With positive
indicators such as stable 8-9 percent overall annual growth, rising foreign exchange reserves and
rapidly expanding FDI inflows, India has emerged as the second fastest growing major economy
in the world after China.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 59
Welspun
Company ProfileWelspun India, the flagship company of Welspun group was incorporated in the year
1985. Welspun India Ltd is the largest producer of Terry Towel in Asia and one of the 10 leading
in the world, possessing a state-of-the-art, fully integrated terry towel unit at Vapi, Gujarat. The
Company's Plant with state-of-the-art technology, has got ISO 9002 accreditation. Being an
environment friendly manufacturing process company, it has been awarded the OKOTEX
certification. The Company transferred the Spinning division with its assets and liabilities to
Welspun Cotton Yarn Ltd. WIL continues to manufacture terry towels, but the yarn spinning is
carried out by the new company - Welspun Cotton Yarn Ltd (WCYL). The demerger involved
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 60
Welspun
equity swapping in the ratio of 7:3. For every 10 shares of WIL, shareholders were issued seven
shares of WIL and three shares of WCYL.
In order to give impetus to the market share, the Company has embarked upon direct
marketing. The Company has set up a wholly owned subsidiary in the name of Welspun USA
Inc. in New York to focus on the US markets. It has started using Egyptian Cotton Yarn &
American Pima Cotton in the manufacture of premium quality towels and above same was
registered trademark user of 'Egyptian Cotton' & 'Supima'. The company has started direct
marketing by way of 100% subsidiary in USA and has made grounds for tie-ups with the best in
the market for floating the products in the market. The company chalked out a expansion plan by
setting up a 20 looms at an capital outlay of Rs. 35 crores which is under implementation and out
of which 11 looms have been installed and production has commenced. With this expansion the
capacity has been enhanced to 10800 MTPA.
The company has amalgamate Glofame Cotspin Industries Ltd with itself during May
2005. According to the scheme of amalgamation, Welspun India will issue 10 Equity Shares of
Rs. 10/- each for every 33 Equity Shares of Rs. 10/- each held by the shareholders of Glofame
Cotspin Industries Ltd. The Scheme became effective from 1st April 2004. During 2004-05 the
company has set up a new plant at Anjar, Gujarat at an investment of Rs.5.75 Billion.
This plant was set up for the new product category bed linens with a capacity of 35
million meters per annum. Further the company also undertook a capital expenditure for
construction of a commercial building and installation of processing equipments and Diesel
Generator Sets at Vapi at a cost of Rs. 6002.8 million. The company has also commenced its
commercial production of Toweling facility in March 2005, the spinning facility commenced its
commercial production in June 2005. The bed sheeting facility has commissioned and scheduled
to commence its commercial production at full capacity by September 2005. The company has
increased the installed capacity of Cotton Terry Towels by 12000 MTPA during 2004-05 and
with this expansion the total installed capacity of Cotton Terry Towels has increased to 23500
MTPA.
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 61
Welspun
A. Ratio Analysis
Welspun Group announced its results for the 3rdQuarter of FY 2011.
Consolidated Financial Summary (Figures in Rs. Millions)
particulars Q3FY11 Q3FY10 Growth% 9MFY11 9MFY10 Growth%
Sales 15862 16395 -3% 58604 57528 2%
Reported EBITDA
3154 3561 -11% 10493 10336 2%
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 62
Welspun
Interest 454 428 6% 1046 7190 -42%
Depreciation 653 511
PAT 1465 1668 -12% 5150 4439 16%
Cash PAT 2297 2300 7481 6191 21%
EPS 6.65 7.83 *-15% 23.26 20.19 *-11%
Reported EBITDA Margin
19.9% 21.7% 17.9% 18.0% 17.9% 18.0%
PAT Margin 9.2% 10.2% 11.3% 8.8% 15.12% 7.7%
Growth
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 63
Welspun
6 BIBLIOGRAPHY
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 64
Welspun
1. The whole information is collected from the following resources.
1. Live visit.
2. Internet.
3. www.welspun.com
2. With the costless help of teachers
Strengths of Indian textile Industry
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 65
Welspun
1. India has rich resources of raw materials of textile industry. It is one of the largest producers of cotton in the world and is also rich in resources of fibres like polyester, silk, viscose etc.
2. India is rich in highly trained manpower. The country has a huge advantage due to lower wage rates. Because of low labor rates the manufacturing cost in textile automatically comes down to very reasonable rates.
3. India is highly competitive in spinning sector and has presence in almost all processes of the value chain.
4. Indian garment industry is very diverse in size, manufacturing facility, type of apparel produced, quantity and quality of output, cost, requirement for fabric etc. It comprises suppliers of ready-made garments for both, domestic or export markets.
Weaknesses of Indian textile Industry
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 66
Welspun
1. Indian textile industry is highly fragmented in industry structure, and is led by small scale companies. The reservation of production for very small companies that was imposed with the intention to help out small scale companies across the country, led substantial fragmentation that distorted the competitiveness of industry. Smaller companies do not have the fiscal resources to enhance technology or invest in the high-end engineering of processes. Hence they lose in productivity.
2. Indian labour laws are relatively unfavorable to the trades and there is an urgent need for labour reforms in India.
3. India seriously lacks in trade pact memberships, which leads to restricted access to the other major markets.
8.EVALUATION SHEET
DNV INTERNATIONAL ADUCATION ACADEMY GANDHIDHAM. Page 67