-
8/17/2019 Welding Processes System Exploration Workshop
1/106
Welding Processes
-
8/17/2019 Welding Processes System Exploration Workshop
2/106
History of joining techniques
• During the Bronze age, metals were
used for domestic tools, weapons etc• The first development of
forge welding
was by the Syrians (1400 BC).
• Welding was then increasingly utilised in
response to military requirements forexample,riveting of suits
of armour.
• A commercial scale for bolting, riveting,
soldering and finally
welding was introduced.
2
-
8/17/2019 Welding Processes System Exploration Workshop
3/106
• A commercial scale for bolting, riveting,
soldering and finally welding was
introduced.
• Metal joining is required
Whenever the desired component cannot
be made by means of simple fabrication
processes such as casting, forging,
rolling, extrusion, etc.
3
-
8/17/2019 Welding Processes System Exploration Workshop
4/106
• Metal joining is indispensable to manufacturing
industrybecause it is necessary in large constructions,
components required for modern living.
4
-
8/17/2019 Welding Processes System Exploration Workshop
5/106
-
8/17/2019 Welding Processes System Exploration Workshop
6/106
6
-
8/17/2019 Welding Processes System Exploration Workshop
7/106
7
-
8/17/2019 Welding Processes System Exploration Workshop
8/106
8
-
8/17/2019 Welding Processes System Exploration Workshop
9/106
9
-
8/17/2019 Welding Processes System Exploration Workshop
10/106
10
-
8/17/2019 Welding Processes System Exploration Workshop
11/106
-
8/17/2019 Welding Processes System Exploration Workshop
12/106
-
8/17/2019 Welding Processes System Exploration Workshop
13/106
13
-
8/17/2019 Welding Processes System Exploration Workshop
14/106
14
-
8/17/2019 Welding Processes System Exploration Workshop
15/106
15
-
8/17/2019 Welding Processes System Exploration Workshop
16/106
16
-
8/17/2019 Welding Processes System Exploration Workshop
17/106
17
-
8/17/2019 Welding Processes System Exploration Workshop
18/106
18
-
8/17/2019 Welding Processes System Exploration Workshop
19/106
19
-
8/17/2019 Welding Processes System Exploration Workshop
20/106
20
-
8/17/2019 Welding Processes System Exploration Workshop
21/106
21
-
8/17/2019 Welding Processes System Exploration Workshop
22/106
22
-
8/17/2019 Welding Processes System Exploration Workshop
23/106
23
-
8/17/2019 Welding Processes System Exploration Workshop
24/106
24
-
8/17/2019 Welding Processes System Exploration Workshop
25/106
25
-
8/17/2019 Welding Processes System Exploration Workshop
26/106
26
-
8/17/2019 Welding Processes System Exploration Workshop
27/106
-
8/17/2019 Welding Processes System Exploration Workshop
28/106
28
-
8/17/2019 Welding Processes System Exploration Workshop
29/106
29
-
8/17/2019 Welding Processes System Exploration Workshop
30/106
30
-
8/17/2019 Welding Processes System Exploration Workshop
31/106
-
8/17/2019 Welding Processes System Exploration Workshop
32/106
-
8/17/2019 Welding Processes System Exploration Workshop
33/106
-
8/17/2019 Welding Processes System Exploration Workshop
34/106
-
8/17/2019 Welding Processes System Exploration Workshop
35/106
-
8/17/2019 Welding Processes System Exploration Workshop
36/106
-
8/17/2019 Welding Processes System Exploration Workshop
37/106
-
8/17/2019 Welding Processes System Exploration Workshop
38/106
-
8/17/2019 Welding Processes System Exploration Workshop
39/106
-
8/17/2019 Welding Processes System Exploration Workshop
40/106
Heat input
Heat Loss
-
8/17/2019 Welding Processes System Exploration Workshop
41/106
Heat Input
H = energy input, energy/unit length, joules /
H = Power/Travel Speed, = P/v
P = total input power, Watts
v = travel speed of heat source, mm/se
Describes energy per unit length delivered,
not rate of delivery
Used in codes & specifications
This energy does not all go entirely to the wo
-
8/17/2019 Welding Processes System Exploration Workshop
42/106
Heat Input for Arcs
H = P/v = EI/vE = Arc Voltage (Volts)
I = Arc Current (Amps)
EI = Process power, converted to Heat
v = Welding Travel Speed
Hnet = f 1H = f 1P/v = f 1EI/v
f 1 = Heat Transfer Efficiency
Not all the arc energy goes into the work
-
8/17/2019 Welding Processes System Exploration Workshop
43/106
Arc Lengthlong
short
f 1 = Heat Transfer Efficiency
-
8/17/2019 Welding Processes System Exploration Workshop
44/106
Reinforcement
Heat
Affected
Zone
Melted Base Metal
Aw = Cross Section of Weld = Am + Ar
For Autogenous Weld (no fil ler metal)
Aw = Am
Q =Heat Required to
elevate sol id to MP+ Latent Heat
of FusionHeat Required to melt
a Given Volume of Weld=
-
8/17/2019 Welding Processes System Exploration Workshop
45/106
Enthalpy of Melting
Q =Heat Required to
elevate sol id to MP+ Latent Heat
of FusionHeat Requi red to melt
a Given Volume of Weld
=
ofFusion LatentHeat L
remtemperatuusuallyroo perature InitialTemT
perature MeltingTemT
C massrgythermalenety HeatCapaciC
volumemass Density
LT T C Q
o
m
o
p
om p
,
/(
)/(
Not all the net heat transferred goes into melting
-
8/17/2019 Welding Processes System Exploration Workshop
46/106
Melting Efficiency
f 2 = Melting efficiency, the fraction of the process
heat
energy per unit length delivered to the metal which
is required to melt the metal
f 2 = QAw/Hnet
f 2 = QAwv/f 1EI
From previous slide:
Hnet = f 1H = f 1P/v = f 1EI/v
Melting Efficiency Depends On:
• Higher Thermal Conductivity - Lower Efficiency
• High Energy Density Heat Source - Higher Efficiency
-
8/17/2019 Welding Processes System Exploration Workshop
47/106
Polarity and Current Flow
I I
DCEP DCEN
Anode
Cathode
Cathode
Anode
Welding Electrode or "Electrode"
Work Electrode or "Work"
Straight
SPEN
Reverse
RPEP
-
8/17/2019 Welding Processes System Exploration Workshop
48/106
Conduction of Current in the Arc
Plasma
Electron
Ion
NeutralGas Atom
Ionization Free
RecombinationT>10,000K
Thermal
Cathode
Anode
Electrons Emitted
Electrons Absorbed
-
8/17/2019 Welding Processes System Exploration Workshop
49/106
-
8/17/2019 Welding Processes System Exploration Workshop
50/106
Thermionic Work Function
V
I I/e electrons/second
Energy into
Cathode
Anode
emitted electrons = I x WF
Energy deposited by
impinging electrons = I x WF
I/e electrons/second
(from arc)
(into anode)
Energy Required for electron to escape a solid surface
Work Function of pure Tungsten = 4.4 eV
Work Function of Thoriated W = 4.1 eV
-
8/17/2019 Welding Processes System Exploration Workshop
51/106
} }}
-
8/17/2019 Welding Processes System Exploration Workshop
52/106
Arc V-I Characteristic
Welding
PowerSource
A
V
Welding
Arc
I
V
V
I0
20
30
40
10
50 100 150 200 250 3000
h1
h2
h3
h=0
h
Unstable
-
8/17/2019 Welding Processes System Exploration Workshop
53/106
Ionization Potential
He 24.6 ev Ar 15.8
N 15.6
Fe 7.9
Na 5.1
P 4.3
-
8/17/2019 Welding Processes System Exploration Workshop
54/106
Open-Circuit Voltage
V
I
CC
CV
Voc
VocHot Start
Arc
-
8/17/2019 Welding Processes System Exploration Workshop
55/106
-
8/17/2019 Welding Processes System Exploration Workshop
56/106
Electrical Stability of the Arc
V
I
Rs
Unstable
Stable Arc
Source Arc willoperate here
-
8/17/2019 Welding Processes System Exploration Workshop
57/106
-
8/17/2019 Welding Processes System Exploration Workshop
58/106
Manual Arc Control
F
B
F
B
B>FF>B
hh
F
B
B=F
h
F = Feed RateB = Burn-Off Rate
-
8/17/2019 Welding Processes System Exploration Workshop
59/106
Manual Arc Control Inputs
V
I
Arc
Current Varies
h
h
Power
I
Source
Vary
V
I
Arc
Power
I
Vary Current
Source
Vary
-
8/17/2019 Welding Processes System Exploration Workshop
60/106
Self-Regulation of the Arc
VmF
B
h
ContactTube or Tip
Feed Rolls
Wire Spoolor Reel
WireFeeder CV
Power
SourceV
I
V
I
CV
I=F/k1
arc too
arc tooshort
long
currentdrops
currentrises
F=constant, I varies
BF
-
8/17/2019 Welding Processes System Exploration Workshop
61/106
-
8/17/2019 Welding Processes System Exploration Workshop
62/106
-
8/17/2019 Welding Processes System Exploration Workshop
63/106
-
8/17/2019 Welding Processes System Exploration Workshop
64/106
-
8/17/2019 Welding Processes System Exploration Workshop
65/106
Ave I
-
8/17/2019 Welding Processes System Exploration Workshop
66/106
Pulsed Arc
Tandom
Arc
-
8/17/2019 Welding Processes System Exploration Workshop
67/106
-
8/17/2019 Welding Processes System Exploration Workshop
68/106
-
8/17/2019 Welding Processes System Exploration Workshop
69/106
-
8/17/2019 Welding Processes System Exploration Workshop
70/106
-
8/17/2019 Welding Processes System Exploration Workshop
71/106
-
8/17/2019 Welding Processes System Exploration Workshop
72/106
-
8/17/2019 Welding Processes System Exploration Workshop
73/106
-
8/17/2019 Welding Processes System Exploration Workshop
74/106
-
8/17/2019 Welding Processes System Exploration Workshop
75/106
-
8/17/2019 Welding Processes System Exploration Workshop
76/106
-
8/17/2019 Welding Processes System Exploration Workshop
77/106
-
8/17/2019 Welding Processes System Exploration Workshop
78/106
-
8/17/2019 Welding Processes System Exploration Workshop
79/106
-
8/17/2019 Welding Processes System Exploration Workshop
80/106
-
8/17/2019 Welding Processes System Exploration Workshop
81/106
-
8/17/2019 Welding Processes System Exploration Workshop
82/106
-
8/17/2019 Welding Processes System Exploration Workshop
83/106
-
8/17/2019 Welding Processes System Exploration Workshop
84/106
-
8/17/2019 Welding Processes System Exploration Workshop
85/106
-
8/17/2019 Welding Processes System Exploration Workshop
86/106
-
8/17/2019 Welding Processes System Exploration Workshop
87/106
-
8/17/2019 Welding Processes System Exploration Workshop
88/106
-
8/17/2019 Welding Processes System Exploration Workshop
89/106
Resistance Welding Processes
-
8/17/2019 Welding Processes System Exploration Workshop
90/106
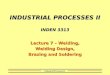
Principal Types of Resistance Welds
Spot Weld Seam Weld Projection Weld
Upset Weld Flash Weld
After Welding After Welding
Introduction to Resistance Spot
-
8/17/2019 Welding Processes System Exploration Workshop
91/106
Introduction to Resistance Spot
Welding
Resistance
Distance
Typical Equipment of Resistance
-
8/17/2019 Welding Processes System Exploration Workshop
92/106
Typical Equipment of Resistance
Spot Welding
(a) (b)
[Reference: Welding Process Slides, The Welding Institute]
Process Operation of Resistance Spot
-
8/17/2019 Welding Processes System Exploration Workshop
93/106
Process Operation of Resistance Spot
Welding
[Reference: Welding Process Slides, The Welding Institute]
Advantages of Resistance Spot
-
8/17/2019 Welding Processes System Exploration Workshop
94/106
Advantages of Resistance Spot
Welding
l Adaptability for Automation in High-Rate Production
of
Sheet Metal Assemblies
l High Speed
l Economical
l Dimensional Accuracy
-
8/17/2019 Welding Processes System Exploration Workshop
95/106
Basic Single Impulse Welding Cycle
Electrode Force
Welding Current
Welding Cycle
Squeeze Time Weld Time Hold
Time
Off
Time
[Reference: Welding Handbook, Volume 2, AWS, p.538]
Enhanced Welding Cycle
-
8/17/2019 Welding Processes System Exploration Workshop
96/106
Enhanced Welding Cycle
P
r e h e a t
T i m e
U
p s l o p e
T i m e
C o o l T i m e
WeldTime
C o o l T i m e
Preweld
Interval
Welding Cycle
Weld Interval Postweld Interval
D o w n s l o p e
T i m e
Q
u e n c h
T i m e
T e m p e r
T i m e
H o l d
T i m e
Pulse
ImpulseTempering
Current
Welding CurrentElectrode
Force
Forge Delay Time
Forge Force
[Reference: Welding Handbook, Volume 2,
AWS, p.539]
Squeeze time
-
8/17/2019 Welding Processes System Exploration Workshop
97/106
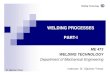
Contact-Resistance Measurement
Contact
Area
Electrode Force
Electrode Force
Small Current
Rec
Rec
Rsc
Rv
Rv
Rec
Rec
Rtotal
Rec = contact resistance
between electrode
and sheet surface
Rsc = contact resistance
at the faying surface
Rv = volume resistance of
the sheets
Resistivity as A Function of
-
8/17/2019 Welding Processes System Exploration Workshop
98/106
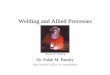
Resistivity as A Function of
Temperature
100 200 300 400 500 600 700 800
10
203040506070
8090
100110120
130
HSLA
Low Carbon
Temperature, °C
R e s i s t i v i t y , m W
- c m
[Reference: Welding in the Automotive Industry, D.W. Dickinson,
p.125]
-
8/17/2019 Welding Processes System Exploration Workshop
99/106
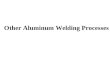
Temperature Gradient of A Spot Weld
End of
“Weld Time”20% of
“Weld Time”
WaterTemperature
Water
Water
Electrode
Electrode
Work
Welding Temperature
[Reference: Resistance Welding Manual, RWMA, p.1-4]
-
8/17/2019 Welding Processes System Exploration Workshop
100/106
Expulsion at Interfacial Surface
-
8/17/2019 Welding Processes System Exploration Workshop
101/106
Zhang et al, “Expulsion Modeling in RSW of Steel and Al
Alloys”,
AWS Sheet Metal Conf VIII, 1998
-
8/17/2019 Welding Processes System Exploration Workshop
102/106
Zhang et al, “Expulsion Modeling in RSW of Steel and Al
Alloys”,
AWS Sheet Metal Conf VIII, 1998
-
8/17/2019 Welding Processes System Exploration Workshop
103/106
Zhang et al, “Expulsion Modeling in RSW of Steel and Al
Alloys”,
AWS Sheet Metal Conf VIII, 1998
-
8/17/2019 Welding Processes System Exploration Workshop
104/106
Zhang et al, “Expulsion Modeling in RSW of Steel and Al
Alloys”,
AWS Sheet Metal Conf VIII, 1998
-
8/17/2019 Welding Processes System Exploration Workshop
105/106
Pulsing
Cool Time
Pulse 1 Pulse 2 Pulse 3
Pulse
Time
-
8/17/2019 Welding Processes System Exploration Workshop
106/106
Without Pulsing With Pulsing