-
WELDINGCLASSIFCATION:
Dr. G. R. C. PRADEEP Email: [email protected]
-
Welding: It is the process of joining similar dissimilarmetals
with / without application of heat, with / withoutapplication of
pressure and with / without addition of fillermaterial.
Weldability: It is the capacity of being welded intoinseparable
joints having specified properties such asdefinite weld strength,
proper structure etc. Weldabilitydepends on : (1) Melting point (2)
Thermal conductivity (3)Thermal expansion (4) Surface condition (5)
Change inMicro structure etc.These characteristics may be
controlled / corrected byproper shielding atmosphere, proper
fluxing material, properfiller material, proper welding procedure,
proper heattreatment before and after deposition.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Metallurgy of Weld
Dr. G. R. C. PRADEEP Email: [email protected]
-
Metallurgically there are 3 distinct zones in a welded
partnamely. In the weld, the metal solidities from the liquidstate.
Hence fusion welds are considered as castings andthe crystalline
structure will usually be columnar(Dendritic). The metallurgical
changes are due to theheating and subsequent cooling of the weld
and the heataffected zone of the parent materials. A random
graingrowth take place in the melt boundary. Within the
heataffected zone, the grains become coarse due to heat inputand a
partial recrystallization takes place. With increasingdistance from
the melt boundary, the grains become lineruntil the heat unaffected
zone with original grains isreached.Note: Further discussion on HAZ
is given in the next slides
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Grain-Coarsened-HAZ:The peak temperatures reached in the
grain-coarsened-HAZregion range extends from much above the upper
criticaltransformation temperature to just below the
solidustemperature (2000 to 2700oF). The microstructure is
austenite(for the most part). Any carbides, which constitute the
mainobstacle to growth of the austenite grains, dissolve
resultingin coarse grains of austenite and the likelihood of
martensitecan be considered. It depends on the carbon content of
steel.
Grain-Refinement-HAZ: This region comprisestemperature from just
above the lower critical transformationtemperature and up to 200oF
higher. Austenite is stillproduced and the likelihood of martensite
can be considered.It depends on the carbon content of steel.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Intercritical-HAZ: The temperatures in this region includethe
intercritical ranges, between the lower and upper
criticaltemperatures. Some austenite is produced in this
partiallytransformed range, such that very high potential
formartensite transformation exists. In medium and highcarbon
steels, this austenite can contain large amounts ofcarbon which has
a higher tendency to producemartensite on cooling.
Subcritical-HAZ: The subcritical-HAZ includes thetempered area
of the Fe-Fe3C phase diagram(since the heatof welding may be
sufficient for further tempering). Thereare no phase
transformations which take place in this areasince the lower
critical transformation temperature is notexceeded.
Dr. G. R. C. PRADEEP Email: [email protected]
-
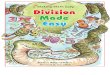
Types of Welds & Welded joints:The different types of joints
are Lap, Butt, Corner, etc.Butt Joints require edge preparation
like V, U, J, Bevel.V Joints are easier to make but amount of metal
to befilled increases with thickness. Hence other preparations
arepreferred for higher thicknesses.Double preparation is done for
still higher thicknesses.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
EDGE PREPERATIONS:
UV
J
BEVEL
-
Gas Welding:It is the process of generating the heat required
for meltingthe joint by burning a combustible gas with air/oxygen
in aconcentrated flame at high temp. It can weld mostcommon
materials.Fuel Gases for welding operations:Commercial fuel gases
have one common property: they allrequire oxygen to support
combustion. To be suitable forwelding operations, a fuel gas, when
burned with air/oxygen,must have the following:1. High flame
temperature2. High rate of flame propagation3. Adequate heat
content4. Minimum chemical reaction of the flame with base and
filler metalsDr. G. R. C. PRADEEP Email:
[email protected]
-
Among the commercially available fuel gases hydrocarbongases
such as propane, butane, LPG, natural gas are NOTsuitable for
welding ferrous materials due to their oxidizingcharacteristics and
are suitable for heating, bending, cutting.MAPP gas is a liquefied
petroleum gas mixed withmethylacetylene-propadiene (acetylene +
propane) and has aheat value a little less than acetylene and
suitable for weldingand cutting. Hydrogen also produces
low-temperature flameand is best for aluminium. Hydrogen flame is
non-luminous,commonly used for underwater welding and
cutting.Acetylene most closely meets all the above
requirementsAcetylene is also a hydrocarbon gas and when it reaches
itskindling temperature; the bond breaks and releases energy.
Inother hydrocarbons, the breaking of the bonds between thecarbon
atoms absorbs energy.
Dr. G. R. C. PRADEEP Email: [email protected]
-
(a) Oxy-Acetylene Welding:This is suitable for joining metal
sheets and plates havingthickness of 2 to 50 mm. Additional metal
called fillermetal is added to the weld in the form of welding
rodswhose composition is same as the part being welded. Oxygenis
stored at a pressure of 14 MPa. Acetylene decomposes in tocarbon
and hydrogen if stored as a gas and increases thepressure which may
cause explosion. Hence Acetylenecylinders are packed with porous
material (balsa wood,charcoal, corn pith, or portland cement) that
is saturated withacetone to allow the safe storage of acetylene.
These porousfiller materials help in the prevention of
high-pressure gaspockets forming in the cylinder. Acetone is a
liquid capableof absorbing 25 times its own volume of acetylene gas
atnormal pressure without changing the nature of the gas.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Video 1,2
-
Dr. G. R. C. PRADEEP Email: [email protected]
Chemistry of Oxy Acetylene ProcessThe most common fuel used in
welding is acetylene. It hasa two stage reaction;(1) The first
stage primary reaction involves theacetylene disassociating in the
presence of oxygen toproduce heat, carbon monoxide, and hydrogen
gas.2C2H2 + 2O2 = 4CO + 2H2 + Heat ---------- (1)(2) A secondary
reaction follows where the carbonmonoxide and hydrogen combine with
more oxygen toproduce carbon dioxide and water vapour.4CO + 2H2 +
3O2 = 4CO2 + 2H2O + Heat--------- (2)When you combine equations (1)
and (2) you will noticethat about 5 parts of oxygen is necessary to
consume 2parts of acetylene2C2H2 + 5O2 = 4CO2 + 2H2O + Heat
----------- (3)
-
Hence it can be seen that 2.5 volumes of oxygen is requiredfor
consuming of 1 volume of acetylene. In the first reaction35.6% of
total heat is generated at the inner cone by burningone volume of
Oxygen and one volume of acetylene suppliedfrom the cylinders. The
remaining 1.5 volumes of oxygen issupplied fromatmosphere.Types of
Flames:1. Neutral Flame: When oxygen and acetylene are suppliedin
nearly equal volumes, this is produced having a max.temperature of
3200oC. This is desired in most weldingoperations. It has sharp
brilliant Inner cone and outer conefaintly luminous with bluish
colour. Used for most weldingapplications for many metals like Mild
steel, Stainless steel,Cast Iron, Copper, Aluminium etc.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Carburizing Flame:There is excess of acetylene. This has 3
zones, sharp innercone, intermediate whitish cone, bluish outer
cone. Thelength of the intermediate cone is an indication of
theproportion of excess acetylene. If little excess of acetyleneis
used it is called reducing condition and is used for weldingHigh
carbon steel, Ni, non-ferrous Alloys, low alloy steel etc.If more
excess of acetylene is used it is called carburizingcondition and
is used for low carbon steels for carburizingheat treatment
purpose.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Oxidizing Flame:There is excess oxygen. It has inner cone with
purplish tingeand outer cone. This is used for non-ferrous alloys.
Such asCu-base and Zn-base alloys like Brass (Cu-Zn) and
bronze(Cu-Sn). The oxidizing atmosphere, in these cases, creates
abase metal oxide that protects the base metal. For example,
inwelding brass, the zinc has a tendency to separate and fumeaway.
The formation of a covering copper oxide prevents thezinc from
dissipating.
Dr. G. R. C. PRADEEP Email: [email protected]
-
(b) Air Fuel Gas Welding:This process uses a torch similar to a
Bunsen burner andoperates on Bunsen burner principle. The air is
drawn intothe torch as required and mixed with fuel gas. The gas
isthen ejected and ignited, producing an air-fuel flame. Thecommon
fuels used are natural gas, propane & Butane.This type of
welding has limited application because of lowtemp. This is
suitable for low melting point metals andalloys such as lead
etc.
c) Oxy Hydrogen Welding:-This was once used for welding low
temperature metals suchas Al, lead, Mg. The process is similar to
oxygen acetylene system with the only difference being a
specialregulator used in metering the hydrogen gas.
Dr. G. R. C. PRADEEP Email: [email protected]
-
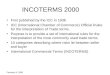
Gas Welding procedures:a) Leftward / Forward welding: The weld
is made working
from right to left. This is found most advantageous onplates up
to about 3 mm.
b) Right ward / back ward welding: The weld is madeworking from
left to right. This method provides bettershielding against
oxidation and slows down its cooling.Hence the weld metal is
denser, stronger and tougher.Welding speed is 20% to 25% higher and
fuelconsumption is 15% to 25% lower in this proceduresuitable for
over 12mm thick plates.
c) Vertical welding: This is often advantageous forthickness of
6mm and above. It does not require edgepreparation up to 15mm
thickness. Here the operatorstarts at the bottom and proceeds to
the top.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Leftward Welding
Rightward Welding
-
Gas cutting / Oxygen cutting:This used for cutting plates of
large thickness and also whencut is to be made along a specified
contour. The equipmentis similar to that of Gas Welding, but with a
different tip thesite of the hole depends on thickness to be cut.
The metal isheated to ignition / kindling temp. the Jet of Oxygen
causesrapid oxidization and blows away the oxide and moltenmetal
particles thus creating the cut (Kerf) (KindlingTemperature
Kindling temperature is the lowesttemperature at which a substance
bursts into flame)
Dr. G. R. C. PRADEEP Email: [email protected]
Video 3
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Oxygen Lance cutting: It is the process by which holes
arepierced in heavy blocks of metal by a jet of oxygen passingthro
a consumable steel pipe (M.S) called lance creatingvery high
temperatures (45000C) due to reaction of oxygenwith hot metal. The
pipe is packed with mixed metal wires ofiron, Al, Mg etc. Pure
oxygen gas is passed through the pipefrom one end from an oxygen
cylinder and regulator. Theother end of the pipe is preheated to
its kindling temperaturewith an oxy-acetylene torch. The wires in
the pipe burns inthe oxygen coming down the pipe to produce
enormous heatand a liquid slag of iron oxides and other materials,
whichdribbles and splashes out to longer distances depending
onoxygen flow rate. The flow of gas creates a combustion-friendly
environment and the high-temperature flameproduced can easily cuts
through steel, concrete (18500C)etc.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Application: Also used for opening of tap holes in blastfurnace,
making centering holes in heavy shafts, Cutting largemetal castings
or frozen metal spills in foundries,cutting concrete slabs and
large steel beams in demolition andrenovation of buildings etc.
Video 4
-
Arc Welding:It is a process of generating the heat required for
melting thejoint by means of an electric arc. This is most widely
usedthan Gas welding because of the ease of use and highproduction
rates.
Principle of Arc:An Arc is generated between two conductors of
Electricity,Cathode and Anode, when they are touched to establish
theflow of current and then separated by a small distance. Anarc is
a sustained electric discharge through the ionized gascolumn called
plasma between the two electrodes. Theelectrons liberated from the
cathode strike the anode at highvelocity, generating large amount
of heat (6000oC). About65% to 75% of total heat is liberated at
anode.
Dr. G. R. C. PRADEEP Email: [email protected]
-
It should be noted that Arc temperature depends upon theenergy
density of the arc column.
With AC the cathode and anode change continuously and asa result
temp. across the arc would be more uniformcompared to a DC arc.
Straight Polarity / DCEN (Direct Current Electrode ve) isused
for thick sheets. Here the W.P. is anode, thus moreheat is
liberated at the anode which gives deeper penetration.
Reverse Polarity / DCEP (Direct current Electrode +ve) isused
for thin sheets. Here penetration is small.
In AC welding, the penetration obtained is medium.
DC welding is more expensive and is used for difficulttasks.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Electrodes:The electrodes used can be consumable (same base
material)(or) Non-consumable (Tungsten, Carbon or Graphite).
Theconsumable electrode can be either coated (stick electrode)or
uncoated (bare electrode). The coatings serve a No. ofpurposes.1.
To facilitate establishment and maintenance of arc2. To produce
shield gas around arc & weld pool3. To provide formation of
slag to reduce rapid cooling.4. To introduce alloying elements not
contained in corewire.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Shielded Metal Arc Welding: (SMAW)Here a metal rod is used as
electrode. The temp. is about2400oc on -ve and 2600oc on +ve
electrodes respectively.This is called Shielded Metal Arc Welding
(SMAW) whenstick (coated) electrodes areused. This is a manual
processand used for general purposewelding. A.C is the
currentsource. D.C also can be used.This can be used forthicknesses
above 3mm.The main disadvantages areslow speed, slag
inclusion,moisture pick up by coatings,wastage of electrode
material etc.
Dr. G. R. C. PRADEEP Email: [email protected]
Video - 1
-
Flux cored Arc Welding: (FCAW)This is a variant of GMAW, where a
consumable tubularelectrode wire containing flux at the centre is
fed from a reel.DC is used. It is limited to steel and some types
of S.S.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 2
-
Carbon Arc Welding:Here, one or two rods ofcarbon are used as
veelectrodes and work is +ve.The temp. is about 3200ocon ve and
3900oc on +veelectrodes respectively.Here DC is always used asfixed
polarity is notobtained with A.C. This isused where no addition
offiller metal is required.Used for welding sheetsteel, Al, Cu
alloys likeBrass, Bronze etc.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 3,4
-
Atomic Hydrogen Welding: (AHW)Here an arc is maintained between
two non-consumabletungsten electrode, while a stream of hydrogen
gas underpressure is passed through the arc and around
theelectrodes. As the molecules of H2 pass thro the arc, theychange
into atomic state absorbing considerable amount ofenergy. Just
outside the arc, the atoms of H2 recombine intomolecules
liberations large amount of heat and produces atemp. of the order
of 4000oC. This process removes alloxygen and other gases which
form oxides and impuritiesand thus produces smooth, uniform, strong
and ductile weld.This is used for welding alloy steel, stainless
steel and mostnon-ferrous metals. This method is now obsolete
afterdevelopment of MIG and TIG.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Video 5
-
Submerged Arc Welding: (SAW)This is an automatic process
developed for high quality buttwelds in steel plates like large
container manufacturing,bridges construction, ship building,
penstocks, pressurevessels, other structural applications etc. The
arc is formedunder the layer of flux (Granular flux of coarse size)
and isnot visible. The bare electrode is fed from a reel through
agun/nozzle. Speeds up to 80 mm/s on thin plates anddeposition
rates up to 45 Kg/hr on thick plates are possible.Plate thicknesses
up to 25 mm can be welded in a single passwithout edge preparation
using DCEP. Deep penetration withhigh quality weld is possible.
gouge
Dr. G. R. C. PRADEEP Email: [email protected]
Video 6
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Stud Arc Welding (SW)It is a process for faster joining of the
studs to the workpieces such as M/C assemblies, motor assemblies,
automobileassemblies, structural assemblies etc. The equipment
consistsof a Gun similar to GMAW torch which holds the stud toweld.
An are is initiated between the stud and the workpiece which melts
the end of the stud and contact area ofwork piece. The stud is
pushed into the weld pool andcurrent is switched off simultaneously
and thus the stud getswelded to the work piece.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 7
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Gas Metal Arc Welding (GMAW) (or) Metal Inert Gas(MIG)
Welding:This is a gas shielded, metal are welding process, where,
theconsumable electrode wire is continuously fed from a reeland the
welding area is flooded with a inert gas which willnot combine with
metal. The wire is often bare (or) verylightly coated. This is
advantageousbecause of high welding speeds,No flux requirement,
welds manymetals The welding gun is eitherAir cooled / Water
cooled.D.C is the current source andmainly used for thick
plates.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 8
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Inert gases used:1. CO2 is used for steel,2. Ar (or) Ar He
mixture is used for Al (or) Cu3. Ar O2 [1 to 5 % of Oxygen is added
for better fluidityand improved arc stability] (or) He Ar mixture
is used forstainless steel4. Pure Ar gas is used for Titanium5. Ar
He mixture is used for Cu-Ni and high-Ni alloys.
Helium has higher thermal conductivity. So it gives higherarc
voltage for a given current and higher heat input.However, helium
being lighter (than argon and air) rises inturbulent manner and
tends to disperse into air. So higherflow rate will be required in
the case of helium shielding.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Modes of metal transfer in GMAW Welding:In GMAW, the filler
metal is transferred from the electrodeto the joint. Depending on
the current and voltage used,different ways of transfer occurs.
1. Short circuit / Dip Transfer: Here the electrode tip meltsand
forms a Globule of molten metal at tip. As theelectrode advances it
touches the W.P. short circuitoccurs. The tip is pinched by
electromagnetic forces andtransferred by surface tension into the
weld pool. This isused up to thicknesses of 5mm with small diameter
wires (upto 0.9 mm). Best for vertical welding and overhead
welding.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
1)
2)
3) 4)
-
2. Globular / Drop Transfer: It occurs at higher currents
thanthe first. The melted tip forms a big size drop (twice thewire
dia) at tip which is pinched by electromagnetic forcesand pulled by
gravity in to the weld pool. It causesexcessive spatter hence
usually avoided mode of transfer. Itmay sometimes cause short
circuit also.3. Spray Transfer: It occurs at higher currents than
thesecond. Here the molten metal is detached from tip by
theincreased electromagnetic pull irrespective of gravity force.It
produces very little spatter & used for thick plates (>6
mm)in flat and horizontal positions only. Wire diameters are
more.4. Pulsed Spray Transfer: The current is pulsed between
spraytransfer range and nearer to globular range cyclically so
thatit is suitable for all positions of welding. It is mainly used
forS.S as it reduces distortion and inter granular corrosion.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Tungsten Inert Gas (TIG) welding:This process was invented for
welding Al as Al forms anoxide layer immediately on exposing to
atmosphere. DCEPwas used in welding Al as it causes peeling of
oxide layer(Cathode cleaning process). A.C. was later found to
givebetter result. Filler material can be used if required in
TIGwelding by feeding as if in Gas welding. Pure tungsten isused
for DCEN for welding most of the metals. Thoriatedtungsten or
Zirconated tungsten is used for A.C and DCEPfor welding Al and Mg
alloys.This process is being widely usedfor thin sheets for
precisionwelding in nuclear, air craft, space craft,chemical
industries.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Video 9
-
Plasma Arc Welding: (PAW)It is extension a TIG. Difference is
constriction of arccolumn. Plasma is a high-temp. ionized gas and
occurs inany electric are between two electrodes. The ionized
gasgets hotter by resistance heating from the current
passingthrough it. If the arc is constrained by an orifice,
theproportion of ionized gas increases and plasma are weldingis
created. A non-consumable tungsten electrode with awater-cooled
nozzle is enveloped by a gas. The gas isforced past an electric arc
thro the constrained opening ofthe nozzle. The gas passing thro the
arc is dispersed andtemp. raises to the order of 11000oC to
14000oC.Application is in electronic, instrumentation, aero
spaceindustries. It can also weld Carbon steels, S.S, Cu, Brass,
Al,Ti, Monel, Inconel, Mo, Tantalum, Haste Alloys etc.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Video 10
-
Dr. G. R. C. PRADEEP Email: [email protected]
A lower flow rate of the orifice inert gas is maintained,
asexcessive flow rate may cause turbulence in the weld pool.This
flow rate is insufficient to shield the weld pooleffectively. Hence
inert gas at higher flow rate is also passedthrough outer gas
nozzle to protect the weld pool.
-
Arc Blow:Due to fixed polarity in D.C. Welding, magnetic lines
formin the W.P. When welding at the centre of W.P. these lines
areequally distributed on both sides so Arc will be straight.
Butwhile welding at the edges, the magnetic lines will try to
pullback the arc and itwill be deflectedtowards the W.P., asthese
lines will beformed only in thematerial. Thisphenomenon is
calledarc blow and causesspatter and improperbead geometry.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Keeping metal plates at entry and exit of the arc. Holding as
short an arc as possible to help the arc force
counteract the arc blow. Reducing the welding current - which
may require a
reduction in arc speed Changing the ground
positions. Inclining the electrode
with the work oppositeto the direction of arcblow as shown:
Reducing the Arc blow:
Dr. G. R. C. PRADEEP Email: [email protected]
-
Arc cutting:This is based on melting the metal by the heat of
anelectric arc and blowing molten metal by a jet of airsupplied
along the electrode and into the cut. This is usedfor cutting small
sections like pipes, angle channels,separation of gating system
from castings, etc.
Power sources in Arc Welding:Selection of power source is mainly
dependent on typewelding process. The open circuit voltage normally
rangesbetween 70-90 V and short circuit current ranges
between600-1000A in any welding transformer. Welding voltages
andwelding currents are lower as compared to open circuitvoltage of
the power source.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
a) Constant current type transformer (Non-Linear):In manual arc
welding since are length cannot becontrolled, the arc current is
controlled by the transformer.It has the drooping V-I
characteristic curve as shown. It canbe observed that a major
change in Arc voltage causes insignificant change in Arc
current.
b) Constant Voltage Transformer (Linear):It has a flat V-I
characteristic with a slight droop. This isused for continuous
electrode wire welding like GMAW,SAW and other automatic welding
processes. It can beobserved that a major change in Arc current
causes insignificant change in Arc voltage.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Note:1. Voltage required to generate arc at no load condition
iscalled Open Circuit Voltage (VOC )2. Current required during arc
generation is called ShortCircuit Current (ISC).
Duty Cycle:Duty cycle is the ratio of arcing time to the weld
cycle timeexpressed as percentage. If arcing time is continuously
5minutes then as per European standard it is 100% duty cycleand 50%
as per American standard. At 100% duty cycleminimum current is to
be drawn. The welding current whichcan be drawn at a duty cycle can
be evaluated from thefollowing equation:
Dr. G. R. C. PRADEEP Email: [email protected]
-
DR x IR2 = I2 x D100
Where I = Current at 100% duty cycleD100 = 100 % Duty cycleIR =
Current at required duty cycleDR = Required duty cycle
Duty cycle and associated currents are important as itensures
that power source remains safe and its windings arenot getting
damaged due to increase in temperature beyondspecified limit. The
maximum current which can be drawnfrom a power source depends upon
its size of winding wire,type of insulation and cooling system of
the power source.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Expressions:1.For a linear power source characteristic, the arc
voltageis given by :
V = Voc ((Voc / ISC) x I)Where I = Arc current
2.For a stable arc, in a constant voltage transformer,Varc =
Vtransformer
3.For a stable arc, in a constant current transformer,Iarc =
Itransformer
3.For a linear power source, the Arc length
Voltagecharacteristic is given by
V = a + blwhere l = Arc length, a, b = constants.
Dr. G. R. C. PRADEEP Email: [email protected]
-
4. The equation of the line can also be written as(V-V1) =
{(V2-V1) / (I2-I1)} (I-I1)
5. Heat required for melting =Volume melted x rate of
meltingVolume melted = Area of Joint x welding speed
6. Net heat supplied = HT x V x IHT = Heat transfer
Efficiency
7. Melting = Heat Reqd. to melt the joint / Net heat
supplied
Dr. G. R. C. PRADEEP Email: [email protected]
-
Resistance welding: (RW)This is a fusion welding process where
both heat and pressureare applied on the joint, but no filler metal
(or) flux is added.The heat necessary for the melting of the joint
is obtained bythe heating effect of the electrical resistance of
the joint.Here a low voltage (typically 1 V) and very high
current(typically 15000 A) is passed thro the joint for a very
shorttime (typically 0.25 sec.). This heats the Joint due to
thecontact resistance at the joint and melts it. The pressure onthe
Joint continuously maintained fuses the metal
parts.Electrodes:Copper in alloyed form is used for making
electrodes.Cu - Cd Alloys for non-ferrous materials like Al &
Mg.Cu Cr Alloy for mild steels and low alloy steelsCu with Be &
Co for S.S., Tungsten steels.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Note: The transformer in the machine converts low amperage,240V
shop line current in to high secondary amperage, lowvoltage welding
current, safe from electrical shock. Properearthing is also
important. (Range: 125V, 1000100,000 A)
-
Heat Balance:Proper fusion is obtained only when proper heat
balance isthere. This can be provided by increasing or decreasing
thecontact areas of the electrodes as follows for
differentcombinations.1.Small contact area for thin sheet, big
contact area for thicksheet.2. Large contact area is required for
high electricalconductivity and small contact area for low
electricalconductivity (Dissimilar metals)3. Smaller contact area
is required for higher thermalconductivity and large contact area
for low thermalconductivity (Dissimilar metals).
Dr. G. R. C. PRADEEP Email: [email protected]
-
Upset Butt welding: (UW)The parts to be welded are clamped edge
to edge in CopperJaws of welding M/c and brought together in Solid
contact,which forms a locality of high electric resistance. As
thecurrent flows here, the joint gets heated us and the
pressureapplied upsets the parts together.This is used for
non-ferrousmaterials and is used for weldingbars, rods, wires,
tubes, pipes etc.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 1
-
Flash Butt welding: (FW)Here the edges are brought together in
light contact. A highcurrent starts a flashing action between the
two surfaces andcontinues as reached. Theupsetting action will
cause meltedmetal to flash out through thejoint and forms like a
fin aroundthe joint. This is used for ferrousmaterials and is used
for weldingbars, rods, wires, tubes, pipes etc.This is not suitable
formaterials like lead, Tin, Zinc,Antimony, Bismuth etc.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 2
-
Percussion Welding:Here one part is heldstationary, and
otherpart is held in a clampmounted on slide whichis backed up
against pressurefrom a heavy spring. Duringwelding, the movable
clamp released rapid carries the partforward. When the distance
between the parts is approx.1.5mm, a sudden discharge of electrical
energy is released,causing intense Arc between the two surfaces. To
completethe weld it takes about 0.1 sec. No upset / flash occurs at
theweld. This is a automatic process and is limited to smallareas
of 144 mm2 max. and is suitable for welding smallwires to
electrical components.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 3
-
Spot Welding: (RSW)This is employed to join overlapping strips,
sheets or platesat small areas. This is widely used in electronic,
electrical, aircraft, automobile, home appliance industries for
bodyconstructions.
Projection Welding: (RPW)This is modification of spot welding.
One (or) both of thework pieces are embossed to produce
projections. Thecurrent and pressure employed on the embossing
flattens outthis projection resulting in good welds at point of
contact. Bythis process fastening attachments like nuts, brackets
handlesetc. can be welded to sheet metal in electrical,
electronic,domestic equipment.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
RSW
RPW
Video 4,5,6,7
-
Seam Welding: (RSEW)This is a method of making a continuous
joint between twooverlapping pieces of steel metal. The work is
placedbetween wheels which serve as conductors for
producingcontinuous welds. Used for pressure tight / leak proof
fueltanks in automobiles, seam welded tubes, drums, smallcontainers
etc.
Dr. G. R. C. PRADEEP Email: [email protected]
Video 8,9
-
Expressions:1. Heat required for melting = Vol melted x rate of
melting
= mL + mCp (Tm Ta)Where m = mass of metal melted = (vol melted x
)
L = Latent heat of fusion of the metalCp = Sp. Heat of metalTm =
Melting temp. of metalTa = Ambient temp. = Density of metal
2. Net heat supplied = I2 RT = V2T / R (Since V = IR)Where I =
Current (Amp)
R = Resistance ()T = Time for welding (sec)
3.Melting =Heat Reqd to melt the joint / Net heat supplied
Dr. G. R. C. PRADEEP Email: [email protected]
-
Thermit Welding: (TW)This is used for the welding of very thick
plates, like shiphulls, broken large castings, rail sections etc.
Thermit is amixture of finely divided Al (1 part) and Iron oxide
(3parts). The Process is based on the chemical reaction whereOxygen
leaves Iron oxide and combines with Al, producingAl. oxide and
superheated thermitsteel. [8Al + 3Fe3O4 4 Al2O3 + 9 Fe]The
temperature is around 3000oC.A wax pattern is first shaped
aroundthe parts to be welded. A sand mouldis prepared around it.
Pre heating isdone and wax is drained out. Thethermit mixture is
poured in to the mould and then pressureis applied after welding
temp. is reached.
Dr. G. R. C. PRADEEP Email: [email protected]
Video - 1
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Electro slag welding : (ESW)This is developed to weld very large
plates (200 mm section)without any edge preparation. Here a
consumable electrodeis used for filling the gap between the two
heavy plates. Theheat required for melting the plates and electrode
is obtainedinitially by means of an arc so that the flux will form
themolten slag. Then further heating is obtained by theresistance
heating of slag itself. For effective welding,vertical welding is
done to maintain a continuous slag pool,which is contained in the
gap with the help of water cooledcopper dam plates which move along
with the weld.Appln: Frames of heavy presses, rolling mills,
Locomotivesetc.
Dr. G. R. C. PRADEEP Email: [email protected]
Video2
-
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
BRIDGE GIRDER
-
Electron beam Welding: (EBW)Here a focused beam of electrons are
accelerated towardsthe anode from the electron gun which forms the
cathode.This is done with the help of a electro magnetic lens.
Thematerial in the path on the beam gets melted. Largerpenetrations
are possible here. No filler material / flux isneeded here. Here
the welding zone is narrow and hence welddistortions are
eliminated. (0.25mm 1mm dia beam can bepossible).Appln: Specially
suitable for welding dissimilar metals and
super alloys, turbine and air craft engine parts wheredistortion
is unacceptable, Air plane, automobile, farmequipment etc.
Dr. G. R. C. PRADEEP Email: [email protected]
Video3
-
Laser Beam Welding (LBW)Here a laser beam is directed on to the
joint to be welded.Narrow. Heat Zones (0.05 mm to 0.1mm wide) are
possiblehere and hence very small wires used in electronic
devicescan be welded. This is called Micro welding. They can alsobe
used for joining multi layer materials with differingthermal
properties. It can weld dissimilar metals and difficultto weld
metals like, Cu, Ni, S.S, Ti, Columbium etc. Widelyused in
Aerospace and electronic industries.The lasers used for welding
are:Solidstate lasers like Ruby - Neodymium (Nd); Nd - Glass;YAG
(Yttrium - Aluminium Garnet) etc.The chief gas laser is CO2
laser.
Dr. G. R. C. PRADEEP Email: [email protected]
Video4
-
Forge Welding:This is a oldest method. The ends to be joined are
heated toa temperature slightly below the solidus temperature
andpressure is applied so that a fusion joint is obtained. Theforce
can be applied by machines / continuously rotatingrolls /
manually.
Dr. G. R. C. PRADEEP Email: [email protected]
ART METAL HORSE SHOE
Video5
-
Friction Welding (FRW)One of the parts to be joined is axially
aligned and pressedtightly against another part and rotated at a
high speed (3000rpm). The friction between the parts rises the
temperature ofboth ends. The rotation is stopped abruptly and
pressure onfixed part is increased so that joining takes place.
Evendissimilar metals can be joined. Thisprocess is limited to
parts withrotational symmetry.
Dr. G. R. C. PRADEEP Email: [email protected]
Video6
-
Dr. G. R. C. PRADEEP Email: [email protected]
Friction welded parts in production applications span overwide
products for aerospace, agricultural, automotive,defense, marine
and oil industries.
Right from tong holds to critical aircraft engine componentsare
friction welded. Automotive parts like gears, enginevalves, axle
tubes, driveline components, strut rods, shockabsorbers are
friction welded.
Hydraulic piston rods, track rollers, gears , bushings, axlesand
similar parts are commonly friction welded foragricultural
equipment.
-
Diffusion Welding: (DFW)Also called Diffusion bonding is the
process of joining twoparts purely by diffusion, which can be
achieved bykeeping the two pieces in intimate contact under
pressure.This does not necessarily need heat. But its temperature
israised, the diffusion rate is increased. The joint is
formedwithout any filler metal and the microstructure
andcomposition at the interface are the same as those of the
basemetals. Pressure is applied which will cause local plastic
andcreep deformation at the temperature of operation. Bondingwill
take place due to diffusion and will depend ontemperature, time and
the pressure applied. An interlayer foilor coating may be used to
improve the bondingcharacteristics. This process makes it possible
to join metalto metal as well as metal to ceramic also.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Appln: Used by gold smiths tobond gold over copper, mostsuitable
for joining dissimilarmetals like Ti, Be, Zr, refractorymaterials,
composite materials etc.Diffusion bonding with superplastic forming
is widely used inaero space (Wing Structures).
Video7
-
Explosion welding: (EXW)Here, detonation of explosives is used
to accelerate a part tomove towards the other plate at a fast rate,
so that theimpact creates the joint. As the plate moves at
highvelocity and meets the other plate with a massive impact,very
high stress waves (of order thousands of MPa) createdbetween the
plates makes a clean joint. Application is forcladding of metals
for the purpose of corrosion prevention.Used for joining of
dissimilar metals like Titanium to steel,Al. to steel, Al to Cu
etc. Tantalum can be explosivelywelded to steel though the welding
point is higher thanvapourisation temperature of Steel.
Eg: Ship building, chemical Industry.
Dr. G. R. C. PRADEEP Email: [email protected]
Video8,9
-
Dr. G. R. C. PRADEEP Email: [email protected]
TITANIUM TO COPPER ALUMINIUM TO STEEL
-
Brazing:Here a filler material also called spelter is used,
whosemelting point is less than the melting point of parts to
bejoined. The parts to be welded are cleaned properly Flux(usually
Borax) is applied and then filler material is placed inbetween and
the parts are heated which melts the fillermaterial and it flows
into the space by capillary action. Thefiller materials are
copper-base alloys / silver base alloys.Brass is more commonly used
filler metal.Eg: Small LPG cylinders, Hydraulic Fittings,
HeatExchangers, Tube Manipulations, Machined AssembliesPressed
Assemblies etc
Dr. G. R. C. PRADEEP Email: [email protected]
Video10
-
Dr. G. R. C. PRADEEP Email: [email protected]
BRAZING OFWATCH ASSEMBLIES, CONNECTORS IN AUTOMOBILES
BRAZE WELDING OF COPPER TUBES, CYCLE FRAMES
-
Bronze Welding / Braze Welding:This process requires more heat
than Brazing and Tin isadded in filler metal for better flowing of
melted filler metal.This process is intermediate between true
welding and truebrazing. Here the parts are heated to a temp. of
meltingpoint of the bronze filling rod which contains 60% Cu and40%
Sn. During the operation, the edges of the parent metalare heated
by oxy-acetylene flame or some other suitable heatsource. Here the
filler metal reaches the Joint without thecapillary action since
the Joint gap is more. The filler metalenters the joint by
gravity.
Eg: Carbide inserts in tool shanks, carbide drill bits,
repairworks etc
Dr. G. R. C. PRADEEP Email: [email protected]
Video11
-
Soldering:This is a method of joining metal parts by means of
afusible alloy called solder, applied in the molten state.
Fluxesused in soldering are ammonium chloride, zinc chloride
etc.The solder is composed of Pb and Sn with a melting point of150
to 350oCSoft soldering: is used for sheet metal works that are
notsubjected to excessive loads.Hard Soldering: employed solders
whose melting temp. ishigher than soft solders.
Soft solder - lead 37%, tin 63%Medium solder - lead 50%, tin
50%Plumber solder - lead 70%, tin 30%Electricians solder - Lead 58%
, tin 42%
Dr. G. R. C. PRADEEP Email: [email protected]
Video12
-
Note: (1) During brazing or soldering flux is used
for:Dissolving oxides from the surfaces to be joined, Reducesurface
tension of molten filler metal i.e. increasing itswetting action or
spreadability, Protect the surface fromoxidation during joining
operation. (2) Any metal which has amelting point of < 4500C
cannot be used as filler material inbrazing or braze welding and
can only be used in soldering.
Dr. G. R. C. PRADEEP Email: [email protected]
SOLDERING OF COPPER TUBES, SEAT BELT BRACKETS, STEEL VALVE
TO SiC PLATE
-
Weld Defects:The defects in the weld can be defined as
irregularities inthe weld metal produced due to incorrect
weldingparameters or wrong welding procedures or wrongcombination
of filler metal and parent metal.Weld defect may be in the form of
variations from theintended weld bead shape, size and desired
quality.Defects may be on the surface or inside the weld
metal.Certain defects such as cracks are never tolerated but
otherdefects may be acceptable within permissible limits.Welding
defects may result into the failure of componentsunder service
condition, leading to serious accidents andcausing the loss of
property and sometimes also life.
Dr. G. R. C. PRADEEP Email: [email protected]
-
1) Poor Fusion Lack ofthorough and complete unionbetween the
deposited andpresent metal this appears as adiscontinuity in the
weld zone.Lack of fusion is because offailure to raise the
temperature ofbase metal or previouslydeposited weld layer to
meltingpoint during welding. Lack offusion can be avoided
byproperly cleaning of surfaces tobe welded, selecting
propercurrent, proper welding techniqueand correct size of
electrode.
Dr. G. R. C. PRADEEP Email: [email protected]
-
2) Under cutThis appears as a smallnotch in the weldinterface.
Main reasonsfor undercutting are theexcessive weldingcurrents, long
arclengths and fast travelspeeds.
Dr. G. R. C. PRADEEP Email: [email protected]
-
3) Porosity Porosity results whenthe gases are entrapped in
thesolidifying weld metal. These gasesare generated from the flux
or coatingconstituents of the electrode orshielding gases used
during welding orfrom absorbed moisture in the coating.Rust, dust,
oil and grease present on thesurface of work pieces or on
electrodesare also source of gases duringwelding. Porosity can also
becontrolled if excessively high weldingcurrents, faster welding
speeds andlong arc lengths are avoided, flux andcoated electrodes
are properly baked.
Dr. G. R. C. PRADEEP Email: [email protected]
-
4)Slag Inclusion These may bein the form of slag or any
othernonmetallic material entrapped inthe weld metal as these may
notable to float on the surface of thesolidifying weld metal.
However,if the molten weld metal has highviscosity or too low
temperatureor cools rapidly then the slag maynot be released from
the weldpool and may cause inclusion.Slag inclusion can be
prevented ifall the slag from the previouslydeposited bead is
removed, lowwelding current are avoided.
Dr. G. R. C. PRADEEP Email: [email protected]
-
5) Cracks Cracks occurwhen localized stressesexceed the ultimate
tensilestrength of material. Thesestresses are developed due
toshrinkage duringsolidification of weld metal.Cracks may be
developeddue to poor ductility of basemetal, high sulphur
/phosphorous and carboncontents, high arc travelspeeds i.e. fast
coolingrates, high hydrogen contentsin the weld metal etc.
Dr. G. R. C. PRADEEP Email: [email protected]
-
6) DistortionBending of components due to improper thermal
expansionsand contractions. Hence proper clamping and preheating is
tobe done to avoid distortion.
Dr. G. R. C. PRADEEP Email: [email protected]
-
7) Miscellaneous Defects Multiple arc strikes, spatter,grinding
& chipping marks,misalignment of weld beads,un removed slag,
etc.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Design Considerations:The selection of a welded joint and a
welding processinvolves the following considerations:1. The
configuration of the component or structure to bewelded, their
thickness and size.2. The service requirements, such as type of
loading and thestress generated.3. The location, accessibility and
ease of welding.4. The effects of distortion and appearance.5. The
costs involved in the edge preparation, the welding,post processing
of weld including machining and finishingoperations, Heat treatment
etc.Design guide lines:1. Product design should minimize the number
of welds.2. Components should fit properly before welding.
Dr. G. R. C. PRADEEP Email: [email protected]
-
3. Select designs that can avoid (or) minimize the need foredge
preparation.4. Weld bead size should be kept to a minimum to
conserveweld metal.5. Weld location should be selected so as not to
interfere withfurther processing of the part.Note:1.The correct
sequence in ascending order of their weldabilityfor most common
metals is : Al < Cu < CI < MS2. Due to improper surface
cleaning, hydrogen may enter into weld pool and get dissolved in
the weld metal. Duringcooling it diffuses in to HAZ developing
cracks due to theresidual stresses assisted by hydrogen coalescence
(growingtogether). This is called hydrogen embrittlement.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Welding of Cast Irons:They are difficult to weld because of high
carbon contentsand poor ductility.
Massive carbon deposits have a tendency to form in the
areasadjacent to the weld.
Thus a high carbon martensite tends to form in the HAZwhich has
very brittle micro structure that may lead to cracksduring welding
or after welding under load application.
CI is joined by Oxy Acetylene welding and SMAW. Properpre
heating and post heat treatment may be required.
Dr. G. R. C. PRADEEP Email: [email protected]
-
Dr. G. R. C. PRADEEP Email: [email protected]
Welding of Stainless Steel:Stainless steel is difficult metal to
weld because it containsboth Ni and Cr. The best method for welding
stainless steel isTIG welding. SMAW is also used but requires use
of a heavilycoated electrode. Low current setting with fast travel
speed ispreferred for stainless steel as certain stainless steels
aresubjected to carbide precipitation.
Ferritic stainless steels are generally less weldable
thanaustenitic stainless steels and require both preheating and
postweld treatments. Welding ferritic stainless steels can be
doneautogenously (or) with an austenitic stainless steel (or) using
ahigh nickel filler alloy (or) type 405 filler containinglow % Cr
(11%), low % C(0.08%) and small % Al (0.2%). Itcan be welded by
TIG, MIG, SMAW, PAW.
-
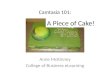
Dr. G. R. C. PRADEEP Email: [email protected]
WELD DECAYWeld decay is a form of intergranular corrosion,
usually foundin corrosion-resistant alloys like stainless steels or
certainnickel-base alloys and occurs as the result of sensitization
inthe HAZ during the welding operation. The corrosive attack
isrestricted to the HAZ. Positive identification of this type
ofcorrosion usually requires microstructure examination under
amicroscopy although sometimes it is possible to visuallyrecognize
welddecay if parallellines are alreadyformed in the HAZalong the
weld asshown.
-
Dr. G. R. C. PRADEEP Email: [email protected]
In this case, the precipitation of chromium carbides is
inducedby the welding operation when the HAZ experiences
aparticular temperature range (550oC~850oC). The precipitationof
chromium carbides will consume the alloying element chromium, from
a narrow band along the grain boundary andthis makes that zone
anodic to the unaffected grains. Thechromium depleted (consumed)
zone becomes the preferentialpath for corrosion attack or crack
propagation if under tensilestress. Weld decay can be prevented
through: Using low carbon (e.g. 304L, 316L) grade of S.S
electrodes. Using stabilized electrode grades alloyed with Ti (type
321)
or Nb (type 347). Ti and Nb are strong carbide- formers.They
react with the carbon to form the correspondingcarbides thereby
preventing chromium depletion.
Use post-weld heat treatment (PWHT).
-
Dr. G. R. C. PRADEEP Email: [email protected]