-
8/20/2019 welder's handbook.pdf
1/48
-
8/20/2019 welder's handbook.pdf
2/48
-
8/20/2019 welder's handbook.pdf
3/48
'T' joint
filletweld
buttweld
Butt joint
air must be excludedfrom heated area
electrode
arc
high currentlo w voltage
supply
blowpipefuel gas flame
-
8/20/2019 welder's handbook.pdf
4/48
-
8/20/2019 welder's handbook.pdf
5/48
-
8/20/2019 welder's handbook.pdf
6/48
-
8/20/2019 welder's handbook.pdf
7/48
nozzle to platedistance-kept atabout 19-25mm
arc length
shielding gas
gas nozzle
spool of wire
drive rolls keep constantwire feed speed
work
powersupply unitkeeps arclengthconstant
-
8/20/2019 welder's handbook.pdf
8/48
joints in flat position
overhead
verticalvertical
-
8/20/2019 welder's handbook.pdf
9/48
voltagehigh
correct
low
7 5 0 - 8
0 0
450 - 550
-
8/20/2019 welder's handbook.pdf
10/48
cross section of flux cored wires
flux
joint
-
8/20/2019 welder's handbook.pdf
11/48
tungstenelectrode
weld pool
-
8/20/2019 welder's handbook.pdf
12/48
-
8/20/2019 welder's handbook.pdf
13/48
w el d i n g c ur r en t
weld surfacesmooth at end ofweld run
current reduced in
steps
arc extinguished
crater of hole atend of weld
time
w el d i n g c ur r en t
-
8/20/2019 welder's handbook.pdf
14/48
-
8/20/2019 welder's handbook.pdf
15/48
pencil torch
swivel head torch
pencil torch
swivel head torch
torch body
ceramicnozzle
gas lens
tungstenelectrode
gas gas
uniform laminar gas flow
-
8/20/2019 welder's handbook.pdf
16/48
weldconsistsof overlappingcircular weld pools
pulse duration
waveform for pulsed TIG welding
c u r r e n t a m p
s
t i m e
l o w
l e v e l
p u l s e
m e a n
p u l s e
h i g h l e v e l
p u l s e
p u l s e h e
i g h t
direction of
welding
conventional TIG - welding speedprogressively increased from
A-B
pulsed TIG - constant travel speed
B A
-
8/20/2019 welder's handbook.pdf
17/48
clamp clampjointline
workpiece
copper backingbar with holes at5mm intervals
argon flows throughholes to protectunderside of weld
nozzle placedin contact sheetto give correctarc length
TIG spot welding is notrecommended for aluminium
-
8/20/2019 welder's handbook.pdf
18/48
plasmagas
work piece
tungstenelectrode
arc plasma jet
shieldinggas
direction of weld
keyhole
-
8/20/2019 welder's handbook.pdf
19/48
'T' joint
Corner joint
Butt joint
gap notgreater than half sheet thickness
no gap
-
8/20/2019 welder's handbook.pdf
20/48
7 5 _ 8 0
o
o
7 5 0 - 8
0 0
450 - 550
1 0 m m
5 0 m m
copperbacking bar
-
8/20/2019 welder's handbook.pdf
21/48
Single 'V'
Double 'V'
t
g
Rf
g
Rf
-
8/20/2019 welder's handbook.pdf
22/48
root-run supportedby groove inbar
copperbacking bar
filling passes
root run
capping pass
tack weld to hold backing strip
root-runfixed intobacking strip
-
8/20/2019 welder's handbook.pdf
23/48
roller manipulator
one driven unit and one idler
overhead
flat
vertical
branch
butt
flange
-
8/20/2019 welder's handbook.pdf
24/48
flange rotated
fillet butt
Unbacked butt joint
uniform root gap
Backed butt joint
backing strip
-
8/20/2019 welder's handbook.pdf
25/48
A-lack of inter-run fusion
B-lack of side fusion
A
BA
B
-
8/20/2019 welder's handbook.pdf
26/48
(stainless steel and aluminium)
-
8/20/2019 welder's handbook.pdf
27/48
-
8/20/2019 welder's handbook.pdf
28/48
better profile
less spatter
stable arc givesuniform width
smooth surface
-
8/20/2019 welder's handbook.pdf
29/48
-
8/20/2019 welder's handbook.pdf
30/48
-
8/20/2019 welder's handbook.pdf
31/48
700
600
500
400
300
200
100
50 100 150 200 250 300 350 400 450
1718
1516
1314
11
12
109
7
8
5
6
34
2
1
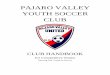
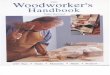
Melting rate of carbon steel filler wires m/min
Welding current A
W i r e
f e e
d s
p e e
d i n
/ m i n
0 . 8
m m
1 . 0
m m
1 . 2 m m
1. 6 m m
-
8/20/2019 welder's handbook.pdf
32/48
-
8/20/2019 welder's handbook.pdf
33/48
1 2 3
4
mmmmmmmmmm mmmmmmmmmm AAAAA VVVVV
-
8/20/2019 welder's handbook.pdf
34/48
-
8/20/2019 welder's handbook.pdf
35/48
6 5 o
- 7 5 o
removable backing
up to 3.2mm
1mm 1.6mm
4.8mm and thicker
gap=half sheet thickness
up to 3.2mm
no root gapno root gapno root gapno root gapno root gap
Typical conditions for TIG weldingTypical conditions for TIG
weldingTypical conditions for TIG weldingTypical conditions for TIG
weldingTypical conditions for TIG welding
Recommended joint preparation
-
8/20/2019 welder's handbook.pdf
36/48
Typical conditions for TIG weldingTypical conditions for TIG
weldingTypical conditions for TIG weldingTypical conditions for TIG
weldingTypical conditions for TIG welding
ensure surface alongjoint line is free ofoxides and grease up to
3.2mm - no gap
over 4.8m - 0.8mm gap
up to 3.2mm - no gapup to 3.2mm - no gapup to 3.2mm - no gapup
to 3.2mm - no gapup to 3.2mm - no gap
over 4.8mm - 0.8mm gapover 4.8mm - 0.8mm gapover 4.8mm - 0.8mm
gapover 4.8mm - 0.8mm gapover 4.8mm - 0.8mm gap
-
8/20/2019 welder's handbook.pdf
37/48
Typical conditions for TIG weldingTypical conditions for TIG
weldingTypical conditions for TIG weldingTypical conditions for TIG
weldingTypical conditions for TIG welding
no gap
up to 3.2mm thickness
1mm gap
4.8mm and thicker
-
8/20/2019 welder's handbook.pdf
38/48
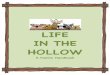
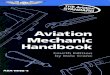
nozzle
cutting oxygen jet
preheat
flame
molten slag andmetal ejected from cut
cut face
PrinciplesPrinciplesPrinciplesPrinciplesPrinciples
Oxygen-fuel gas cutting is widelyused to cut:
It can produce a variety of edgeprofiles on plates, pipes and
sections
Cutting responseCutting responseCutting responseCutting
responseCutting response
Very good
Must use flux inoxygen jet.
Poor quality cut
Unsuitable
The cutting action depends on a
chemical reaction between oxygenand hot iron or steel.
A preheat-flame is used to raise thesurface of the metal to the
tempera-ture at which the reaction takesplace.
The heat from the reaction melts the
metal which is blown from the cut bythe oxygen
jet.MetalMetalMetalMetalMetal
MetalMetalMetalMetalMetal
Mild and lowcarbon steels
Stainless steel
Aluminium,copper etc
-
8/20/2019 welder's handbook.pdf
39/48
The essential equipment for cuttingcomprises:
Oxygen and fuel gas for the preheatflame are mixed in the
nozzle.
The type of nozzle is matched to thefuel gas.
For safety, hoses must be fitted withhose protectors at the
torch.
nut to connect to torch
flow
disk valve closedwhen gas flowreverses
headassembly
nut
cutting oxygen
pre-heat oxygen
pre-heat fuel
nozzle
seatings
Witt Super 78 and Air ProductsFlashback arrestors.
-
8/20/2019 welder's handbook.pdf
40/48
The preheat flame:The preheat flame:The preheat flame:The
preheat flame:The preheat flame:
Fuel gas can be:Fuel gas can be:Fuel gas can be:Fuel gas can
be:Fuel gas can be:
Apachi+™Apachi+™Apachi+™Apachi+™Apachi+™ — propylene based
gas,exclusive to Air Products PLC.
AcetyleneAcetyleneAcetyleneAcetyleneAcetylene — colourless
unsaturatedhydrocarbon.
PropanePropanePropanePropanePropane — liquified petroleum
based
gas.
Choice of fuel gas depends on:Choice of fuel gas depends
on:Choice of fuel gas depends on:Choice of fuel gas depends
on:Choice of fuel gas depends on:
Factor for choiceFactor for choiceFactor for choiceFactor for
choiceFactor for choice Apachi+Apachi+Apachi+Apachi+Apachi+
AcetyleneAcetyleneAcetyleneAcetyleneAcetylene
PropanePropanePropanePropanePropane
Time to start cut
Cutting speed
Fuel gas cost
Heating oxygen cost
Ease of handling
= best choice = worst choice
-
8/20/2019 welder's handbook.pdf
41/48
The aim is to produce a cut with:
The quality of a cut surface depends on a number of variablesThe
quality of a cut surface depends on a number of variablesThe
quality of a cut surface depends on a number of variablesThe
quality of a cut surface depends on a number of variablesThe
quality of a cut surface depends on a number of variables
VariableVariableVariableVariableVariable
ConditionConditionConditionConditionCondition
EffectEffectEffectEffectEffect
too low top edge rounded
too high undercutting
too low cutting stops
too high irregular face variable width
too low excessive melting; slag adheres to face
too high undercut; slag bridges bottom
too small cutting stops
too big top edge very rounded
Nozzle-to-platedistance
Cutting oxygen
pressure
Cutting speed
Preheat flame
kerf width
sharp edge
smooth face
no slag bridge
edge rounded
undercut slag adhering to face slag adhering to bottom edge
-
8/20/2019 welder's handbook.pdf
42/48
Manual cuttingManual cuttingManual cuttingManual cuttingManual
cutting is used for short cutsand the removal of defective
parts.
It is difficult to achieve a uniform cutwith manual techniques.
Variations intravel speed and nozzle-to-platedistance give
irregular cut faces.
Improved results can be obtained bythe use of guides for
straight lines . . .
. . . and radius bars for circles.
fixed template
constantdistance
-
8/20/2019 welder's handbook.pdf
43/48
Mechanised cutting produces asuperior finish to manual
operation.
A variety of mechanised traversingsystems are available or the
torchcan be moved along a straight line or
by hand to produce a complex shape.
More than one cut can be made atthe same time.
Mechanised systems can be used toprepare the edges of plate
prior towelding.
leadingnozzle
trailingnozzle
-
8/20/2019 welder's handbook.pdf
44/48
-
8/20/2019 welder's handbook.pdf
45/48
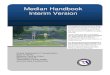
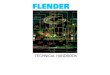
ceramic shroud
tungsten electrode
plasma gas
shielding gas
plasma (arc) stream
-
8/20/2019 welder's handbook.pdf
46/48
Aluminium
Stainless
Steel
-
8/20/2019 welder's handbook.pdf
47/48
-
8/20/2019 welder's handbook.pdf
48/48