Embed Size (px)
Citation preview
![Page 1: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/1.jpg)
WELCOME Trends & technological innovations changing the face of food & beverage processing
GEA Africa (Pty) Ltd
26 October 2017
JACO COETZEE
![Page 2: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/2.jpg)
GEA at a Glance
GEA is one of the largest suppliers of process
technology for the food industry and a wide range of
other industries.
The international technology group focuses on process
technology and components for sophisticated
production processes in various end-user markets.
The company is listed on the German MDAX stock
index and included in the STOXX® Europe 600 Index.
In addition, the company is listed in selected MSCI
Global Sustainability Indices.
GEA – “engineering for a better world”
2
Order intake (EUR)
4,674 million
Employees (FTEs)
16,937
Operating EBITDA (EUR)
566 million
Operating EBITDA margin
12.6%
Revenue (EUR)
4,491 million
Earnings per share (EUR)
1.48
![Page 3: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/3.jpg)
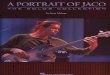
GEA Africa (Pty) Ltd
GEA Africa (Pty) Ltd
Source: GEA LIFE
3
South Africa
Angola
Kenya
Tanzania
Lybia
Nigeria
Ghana
Cameroon
Congo
Algeria
Morocco
Tunisia
Cote d'Ivoire
Egypt
Mozambique
Madagascar
Zambia
Zimbabwe
Botswana Namibia
Somalia
Ethiopia South Sudan
Northern Sudan
Uganda
Rwanda
Burundi
Eritrea
Djibouti
Central African
Republic
Chad
Niger Mali
Mauritania
Western
Sahara
Senegal
Guinea Bissau Guinea
Sierra Leone
Liberia
Burkina
Benin
Togo
Equatorial
Guinea
DRC Gabon
Malawi
110 FTE
130 FTE
11 FTE R & C: 272 FTE
BA-S_APC Uilities: 22 FTE
BA-S_APC Cross: 9 FTE
BA-S_SER: 1 FTE
GCC-FIN: 22 FTE
GCC-HR: 3 FTE
Total in Cluster: 329 FTE
![Page 4: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/4.jpg)
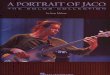
Our applications – in touch with GEA every day
4
Approx. one quarter
of processed milk
comes from GEA
production systems
Around every third
process line for
instant coffee was
installed by GEA
Every third chicken
nugget is produced
by GEA technology
Approx. every second
liter of beer is brewed
with the aid of systems
and process solutions
from GEA
Every second
container ship in the
world sails with GEA
marine equipment on
board
Each industry we serve
utilizes GEA’s industrial
refrigeration technologies
Every fourth liter of
human blood is
handled by GEA
equipment
More than one third
of all polymer
producer are using
GEA Drying
technology
Dairy Farming
and Processing
Food
Beverages
Pharma
Chemical
Utilities
Marine
GEA at a Glance
![Page 5: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/5.jpg)
Our ambition – be your no. 1 choice
5
We strive to be the
world’s leading global
technology group in
supplying smart solutions
for sophisticated process
industries. Our goal is to
be the customer’s
preferred partner in the
industries we serve.
GEA at a Glance
![Page 6: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/6.jpg)
Megatrends – understanding and taking advantage of opportunities
GEA at a Glance 6
GREATER FOOD SAFETY AND
QUALITY
Readiness of industry to invest
more for greater process reliability
certified hygienic/aseptic processes
and components to meet the strict
standards of the industry
GEA offers
ENERGY SCARCITY AND
STRICTER ENVIRONMENTAL
REGULATIONS
Greater interest in efficient and
resource-saving production
processes
intelligent engineering processes
for resource-economical
technologies, energy-saving
machines and processes, as well
as heat recovery
GEA offers
URBANIZATION WITH GROWING
MIDDLE CLASS
Growing demand for processed
food and medication
components and process
technology for processed food,
ready meals, fortified lifestyle
beverages and food, medications
GEA offers
![Page 7: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/7.jpg)
Groundbreaking innovations – recent examples
GEA at a Glance 7
GEA ColdSteam
• A controlled process for fast thawing of
meat by means of low pressure steam and
indirect heating in order to reduce
defrosting time and improve hygiene,
logistics, shelf life and increase yield in
consumer prod.
ColdSteam Defroster
GEA prolong
• High heating of milk leads to a more or less
significant loss of organoleptic and
nutritional quality of the milk
• Elimination of undesirable constituents like
dirt, blood, somatic cells, bacteria and
spores
multiple use means cost benefit
• GEA has been researching alternatives to
state of the art clarification
Alternative sugar clarification
process
GEA Sugar Clarification
Dairy Farming Food Beverage
![Page 8: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/8.jpg)
GEA prolong – multiple use means cost benefit
![Page 9: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/9.jpg)
Bacteria removal
Some microorganisms are forming heat resistant spores that can survive higher heating
processes than other microorganisms.
Thus the use of Bacteria Removing Separators is necessary especially for products that
require low heat processes such as some cheese milks.
The mechanical separation of spores and somatic cells is based on the different
densities:
• whole milk 1,011 g/ml
• skim milk 1,016 g/ml
• vegetative bacteria cells 1,070 g/ml – 1,115 g/ml
• aerobic spores 1,130 g/ml
• anaerobic spores 1,132 g/ml
Bacteria removing can be done in skim milk, standardised or
whole milk and in skim whey.
9
![Page 10: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/10.jpg)
10
Advantages of bacteria removal vs. heat treatment
• Heat destroys bacteria cells but not spores
when cell wall breaks enzymes, inhibitors and spores come into product
Cells remain in product
Still negative influence on product, reinfection possible!
• Separators remove cells and spores
no reinfection
enzymes and inhibitors are removed with the cells
no flavor or vitamin losses
inhibitors
enzymes
spore
![Page 11: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/11.jpg)
ESL-Milk and UHT-Milk
High heating of milk leads to a more or less significant loss of organoleptic
and nutritional quality of the milk like:
• Cooking flavour (in connection with serum protein denaturation)
• Loss of vitamins (thiamine – B1 / riboflavin – B2)
• Colour change because of Maillard – reaction (browning)
• Reduction of nutritional usability of the essential amino acid lysine
11
![Page 12: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/12.jpg)
12
Elimination of undesirable constituents
like dirt, blood, somatic cells, bacteria and spores!
• Bacteria removal clarifiers are used for the clarification of cheese milk since 1970
• GEA offers bacteria removal clarifiers from 3.000 l/h - 60.000 l/h.
Bacteria Removal Clarifiers
Ecoclear CSE 140 CSI 500
![Page 13: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/13.jpg)
13
Safe and gentle double bacteria removal with GEA prolong
Inflow – first bacteria removing separator
Raw milk contains bacteria and spores (even heat resistant
ones) which have to be removed with respect to the shelf life of
milk.
Recirculation for
renewed bacteria
removal
Inflow – second bacteria removing separator
During the first stage of bacterial removal a reduction of the total
bacteria count of about 90 percent and of Bacillus cereus of
about 80 percent is achieved.
First bacteria removing stage
Second bacteria removing stage
All-in-all a reduction of the total
bacteria count as well as
removal of Bacillus Cereus by
about 99 percent is achieved.
The minimum storage life of
fresh milk is prolonged to a
minimum of 21 days.
Recirculation for
renewed bacteria
removal
![Page 14: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/14.jpg)
14
High efficiency of the bacterial clarifiers from GEA
GEA prolong – Efficiency
Germ count Germ gram negative Spores
Reduction
Reduction
(overall)
Reduction
Entero- bacteria
Reduction
Pseudo-
Monades
Reduction
Bacillus Cereus
Bacterial Removal
Clarifier I
96.9 %
99.6 %
99.2 %
99.7 %
80.0 %
Bacterial Removal
Clarifier II
99.5 %
99.9 %
99.8 %
99.9 %
> 99.0 %
Conclusion: If there is a need for the most efficient bacteria removal two bacterial clarifiers
have to be installed.
![Page 15: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/15.jpg)
GEA prolong
0 10 20 30 40
GEA prolong
ESL Milk MF
ESL Milk directly heated
ESL Milk indirectly heated
pasteurised drinking milk
Shelf Life
days
15
![Page 16: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/16.jpg)
16
GEA prolong – Advantages
Proof of heat treatment
0 1000 2000 3000 4000 5000
whole milk
pasteurized milk
prolong milk
micro filtrated milk
heated direct
heated indirect
whole milk
pasteurized milk
prolong milk
micro filtrated milk
heated direct
heated indirect
ß-Lactoglobulin (mg/kg)
As an amino acid, ß-lactoglobulin has an essential nutritional significance.
For vitamin A and selenium it is an important transport protein.
![Page 17: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/17.jpg)
0 5 10 15 20 25 30 35
wohle milk
pasteurized milk
prolong milk
micro filtrated milk
heated direct
heated indirect
wohle milk
pasteurized milk
prolong milk
micro filtrated milk
heated direct
heated indirect
17
GEA prolong – Advantages
Proof of heat treatment
Lactulose (mg/kg)
A high lactulose value due to the heat treatment of the milk has a negative influence on
the sensory acceptance.
Higher contents in lactulose cooks’ taste is possible.
![Page 18: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/18.jpg)
No organoleptic or nutritional impairment of quality due to
additional heating
Gentle treatment maintains the authentic fresh milk flavour
Multiple use of double bacteria removing separation
Lower operating costs
Clearly extended shelf life of natural fresh milk
Easy integration into existing plants
Benefits of GEA prolong
Essential nutrients and vitamins remain in the product
18
![Page 19: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/19.jpg)
19
GEA DEFROSTING with ColdSteam T
![Page 20: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/20.jpg)
• Defrosting in open vats with running water
• Long defrosting time
• Loss of meat juice (yield loss)
• Food safety issues
• Drain / sewer issues
• Defrosting cabinets with hot air fans
• Long defrosting time
• Loss of meat juice (yield loss)
• Uneven defrosting temperatures
• Low guarantee of food safety
• Microwave tunnels with radio frequency waves
• Only suitable for tempering (max. -2.0 C)
• Difficult to defrost uniformly (above +0.0 C) - product heat spots
• High cost of ownership and maintenance
Defrosting/tempering solutions in the market
20
![Page 21: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/21.jpg)
• Time (quick)
• Space
• Production planning
• Price
• Availability
• Price
• Shelf life
• Logistics
Considerations we make every day:
21
… still a contradiction?
Fresh Frozen ColdSteam
Flexible
Easy logistics
Low space
Frozen Rates
No protein loss
(drip)
Natural quality
![Page 22: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/22.jpg)
ColdSteam T
A controlled process for fast thawing of meat by means of
low pressure steam and indirect heating in order to
reduce defrosting time and improve hygiene, logistics,
shelf life and increase yield in consumer products
![Page 23: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/23.jpg)
Let’s bring you back to reality again…
23
![Page 24: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/24.jpg)
Note: An improve yield will be expected, as protein will be kept in the meat, during the ColdSteam process. This will improve the water holding capacity ! (proteins can hold 3.3 times their own weight)
Product Process Yield %
Examples on overall process gain
24
90%
95%
100%
105%
110%
115%
120%
125%
Frozen Thaw Drip Injection Curing Filling Cook andChill
ColdSteam
Traditional
Earnings
Taste
Quality
![Page 25: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/25.jpg)
• Product: Beef Cuts
• Process time: 8 hours
• Added steam: 5 %
• Product: Beef Knuckles & Topside
• Process time: 8 hours
• Added steam: 3 %
Defrosting of beef products
25
![Page 26: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/26.jpg)
• Product: Chicken Wings
• Process time: 5 hours
• Added steam: 5 %
• Product: Chicken Breast
• Process time: 5 hours
• Added steam: 5 %
• Product: Whole Chicken
• Process time: 6 hours
• Added steam: 3 %
Defrosting of chicken products
26
![Page 27: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/27.jpg)
• Increased capacity compared to conventional defrosting techniques
• Gentle defrosting technology with elimination of purge (no drip loss)
• Substantial reduction of manual handling. Limiting the “Human Factor”
• Verified food safety by TNO (Institute of Applied Scientific Research)
• Small blueprint
• Short, automatically controlled process
• High food safety and traceability
• Low cost of ownership (no yield loss, low operating costs)
• High end product quality (bacteria killing process)
Benefits to remember
27
![Page 28: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/28.jpg)
Non-alcoholic beverages processing
GEA Sugar Clarification
28
![Page 29: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/29.jpg)
Sugar clarification - general
29
• Sugar clarification for non-EU projects
EU sugar clarity regulated by Council Directive 2001/111/EC
Sugar clarification is planned for non-EU projects – no regulation
Costumers require colourless and odourless sugar (<35 ICUMSA Units)(International Commission
for Uniform Methods of Sugar Analysis Ltd)
• Possible processes
Ion-exchanger
Membrane filtration/Separator
Activated Carbon (AC) with Kieselguhr as filter aid
Activated Carbon (AC) without Kieselguhr GEA DI SUGAR CLEAR
Refined sugar sugar appr.
100 ICUMSA
sugar appr.
1000 ICUMSA
![Page 30: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/30.jpg)
• GEA has been researching alternatives to state of the art clarification
• Analysis of sugar and AC to optimize the use of AC
• Method of clarification without activated carbon and kieselgur
• Separator and microfiltration
• clarification achievable,
• high CAPEX (separator and filtration)
• high OPEX (electrical consumption)
• Method of clarification without kieselgur (preferred)
• Special filter solution
• Very good clarification
• Moderate CAPEX
• Low OPEX
Alternative sugar clarification process
30
![Page 31: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/31.jpg)
Sugar clarification – Proven Technologies
31
AC press
AC Filter 2
AC Filter 1
![Page 32: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/32.jpg)
• Analysis of Sugar and AC
• Optimization of AC usage depending on sugar impurities
• No Diatomaceous earth
• Save OPEX
• Less handling
• Activated carbon can be re-used partly
• Re-dosing with fresh AC
• Processed for other uses (palletisation – heat generation)
Sugar clarification – Benefits of new development
32
![Page 33: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/33.jpg)
GEA offers a solution to clarify sugar with the lowest running costs. No other system on the
market from other suppliers are able to follow.
Combining proven technologies
OPEX saving of 199.680 EURO/year NET
Basis of the calculation:
13 t/h, 24 hours/day, 5 days/week, 50 weeks/year
63°brix, appr. 0,2% adding of Kieselguhr+pre-coating
Saving: appr. 2,56 Euro/tonne clarified sugar
Sugar clarification – Why GEA?
33
![Page 34: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/34.jpg)
Very high heat recovery, more than 80%
Almost no product losses
Highest usage of syrup due high accuracy of Brix
Environmental friendly: less waste, CO2 savings
Excellent cleaning, hygienic design according EHEDG
Low usage of activated Carbon, can be used more times
Low maintenance and operation costs
Long running time between cleaning of filters (depends on sugar quality)
Optional Activated Carbon press and dryer for optimum usage of sugar
Independent cleaning of filter during production: 24/7
Sugar clarification – Why GEA?
34
![Page 35: WELCOME [] · WELCOME Trends & technological innovations changing the face of food & beverage ... 26 October 2017 JACO COETZEE . GEA at a Glance GEA is one of the largest suppliers](https://reader042.pdfslide.us/reader042/viewer/2022031009/5b92779a09d3f2d9098b7210/html5/page/35.jpg)
gea.com