Embed Size (px)
Citation preview
Webcast
Weld Purging 2011
Ten best Practices
ARGWELD ® Weld Purging – Ten best practices 2
1.0 Monitor Oxygen Content to save time and prevent bad welds
3.0 Use the correct materials for best purging results.
2.0 Enclose purge volume tightly
4.0 Introduce purge gas slowly at the bottom of the purge zone
5.0 Don’t start welding until the oxygen level has reached the value you need
Continued:
ARGWELD ® Weld Purging – Ten best practices 3
7.0 Cleanliness is critical to obtain a good weld purge
10.0 Avoid supply pipe leaks to prevent air getting into the purge lines
8.0 Purge tack welds to stop contamination of main weld pool
9.0 Use a high quality purge gas
6.0 Keep purge gas flowing until temperature has fallen below the
oxidation level
ARGWELD ® Weld Purging – Ten best practices 4
1.0 Monitor Oxygen Content to save time and prevent bad welds
Don’t guess at weld purge time. Monitor it continuously.
Guessing can be time consuming and unnecessarily expensive.
Guessing can lead to
weld rejection.
Use a Weld Purge Monitor™
ARGWELD ® Weld Purging – Ten best practices 5
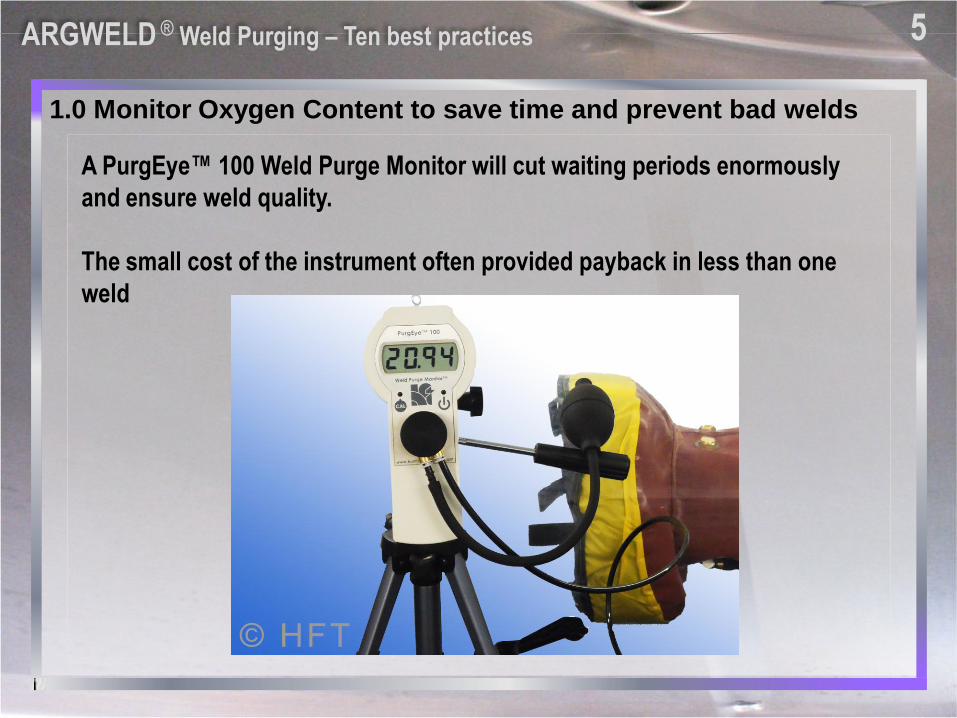
1.0 Monitor Oxygen Content to save time and prevent bad welds
A PurgEye™ 100 Weld Purge Monitor will cut waiting periods enormously
and ensure weld quality.
The small cost of the instrument often provided payback in less than one
weld
ARGWELD ® Weld Purging – Ten best practices 6
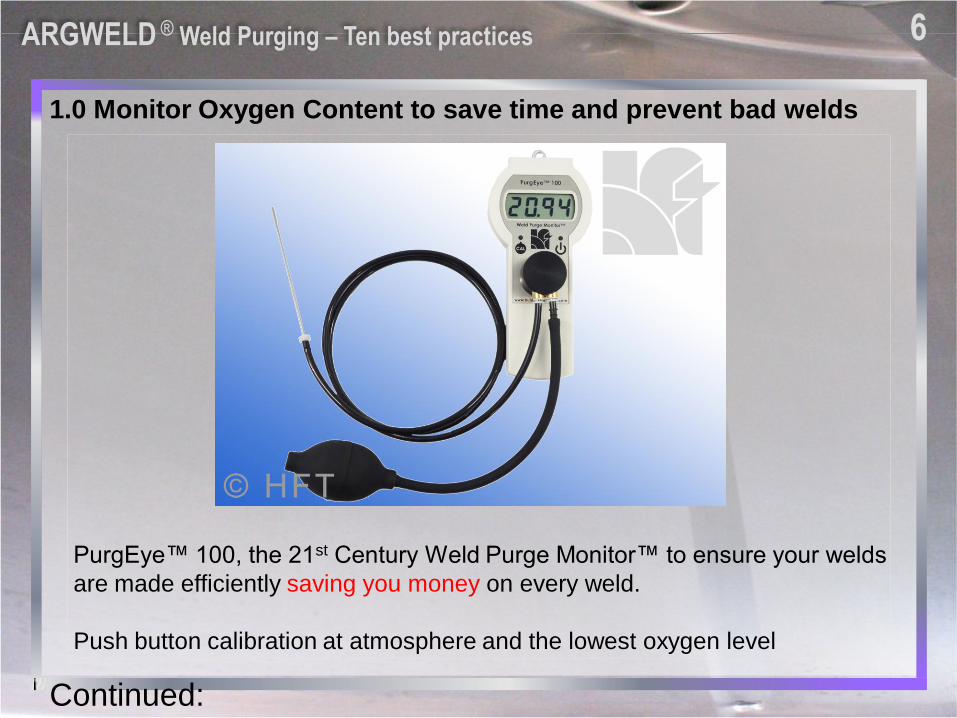
1.0 Monitor Oxygen Content to save time and prevent bad welds
Continued:
PurgEye™ 100, the 21st Century Weld Purge Monitor™ to ensure your welds
are made efficiently saving you money on every weld.
Push button calibration at atmosphere and the lowest oxygen level
ARGWELD ® Weld Purging – Ten best practices 7
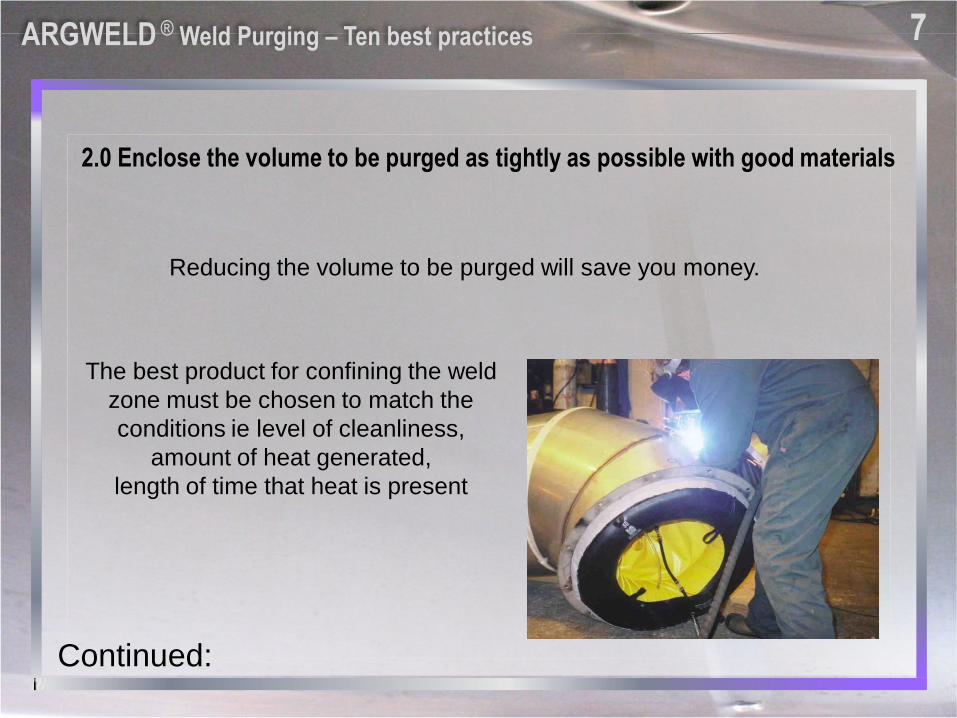
2.0 Enclose the volume to be purged as tightly as possible with good materials
Reducing the volume to be purged will save you money.
The best product for confining the weld
zone must be chosen to match the
conditions ie level of cleanliness,
amount of heat generated,
length of time that heat is present
Continued:
ARGWELD ® Weld Purging – Ten best practices 2
Continued:
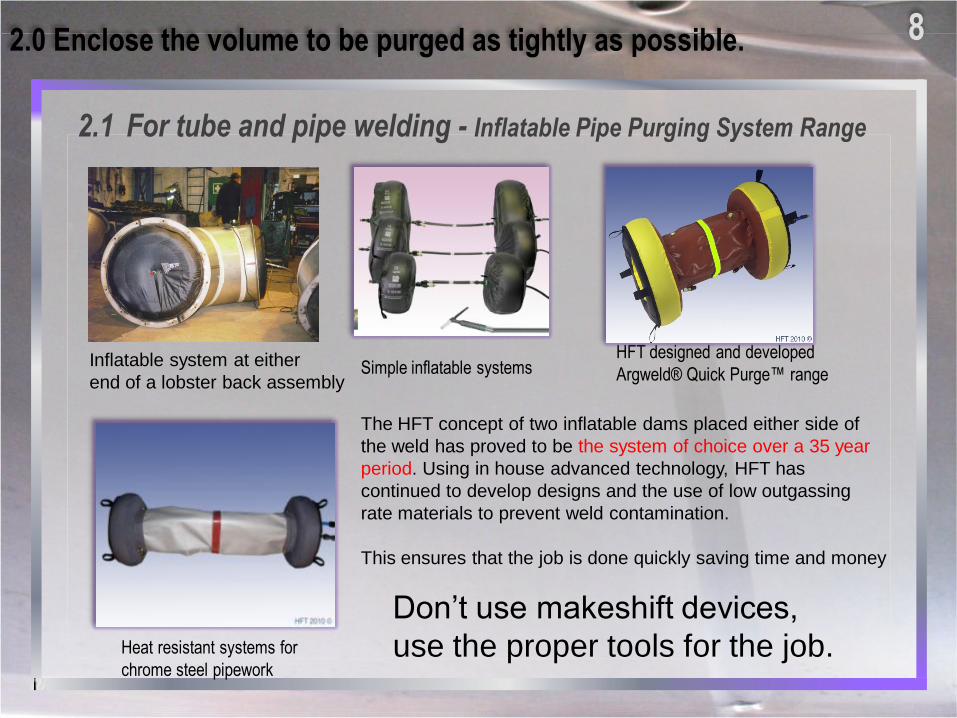
2.1 For tube and pipe welding - Inflatable Pipe Purging System Range
Simple inflatable systems
Heat resistant systems for
chrome steel pipework
HFT designed and developed
Argweld® Quick Purge™ range
2.0 Enclose the volume to be purged as tightly as possible. 8
The HFT concept of two inflatable dams placed either side of
the weld has proved to be the system of choice over a 35 year
period. Using in house advanced technology, HFT has
continued to develop designs and the use of low outgassing
rate materials to prevent weld contamination.
This ensures that the job is done quickly saving time and money
Inflatable system at either
end of a lobster back assembly
Don’t use makeshift devices,
use the proper tools for the job.
ARGWELD ® Weld Purging – Ten best practices 2
Continued:
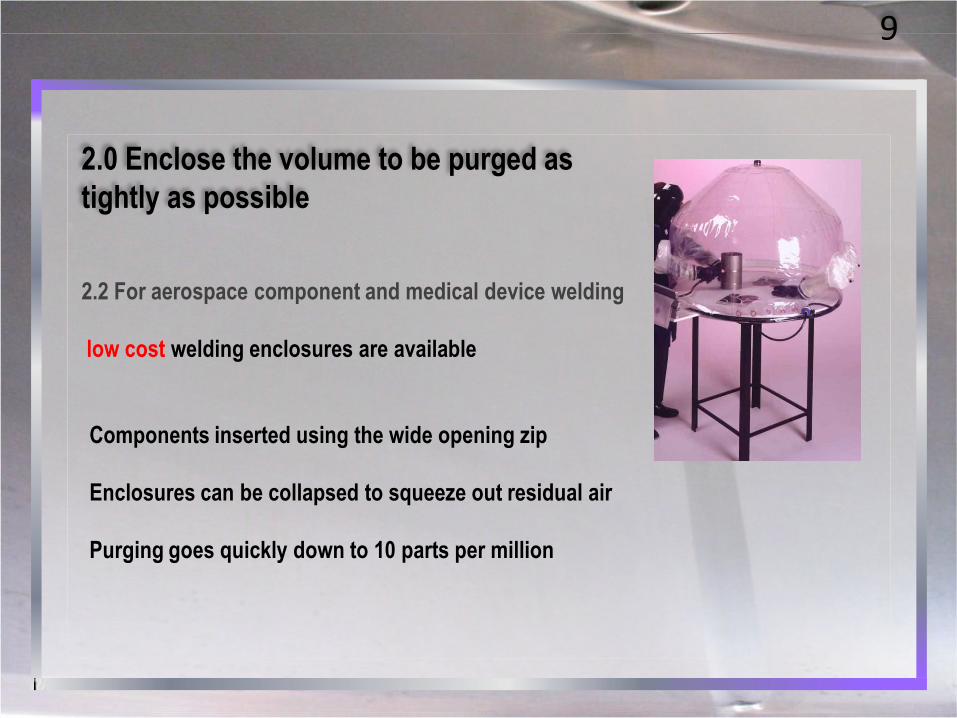
2.2 For aerospace component and medical device welding
low cost welding enclosures are available
2.0 Enclose the volume to be purged as
tightly as possible
9
Components inserted using the wide opening zip
Enclosures can be collapsed to squeeze out residual air
Purging goes quickly down to 10 parts per million
ARGWELD ® Weld Purging – Ten best practices 10
3.0 Select materials carefully and wisely
Check with experts whether your materials are going to be acceptable for
the duty, allowing for heat generated, gas temperature, volume and
surface area etc
All materials have a vapour pressure and give off harmful gases into a weld
zone
Or choose ready made products that have been designed with these
scientific conditions in mind.
ARGWELD ® Weld Purging – Ten best practices 8
3.0 Select materials carefully and wisely
Paper is not good for a
weld purging environment
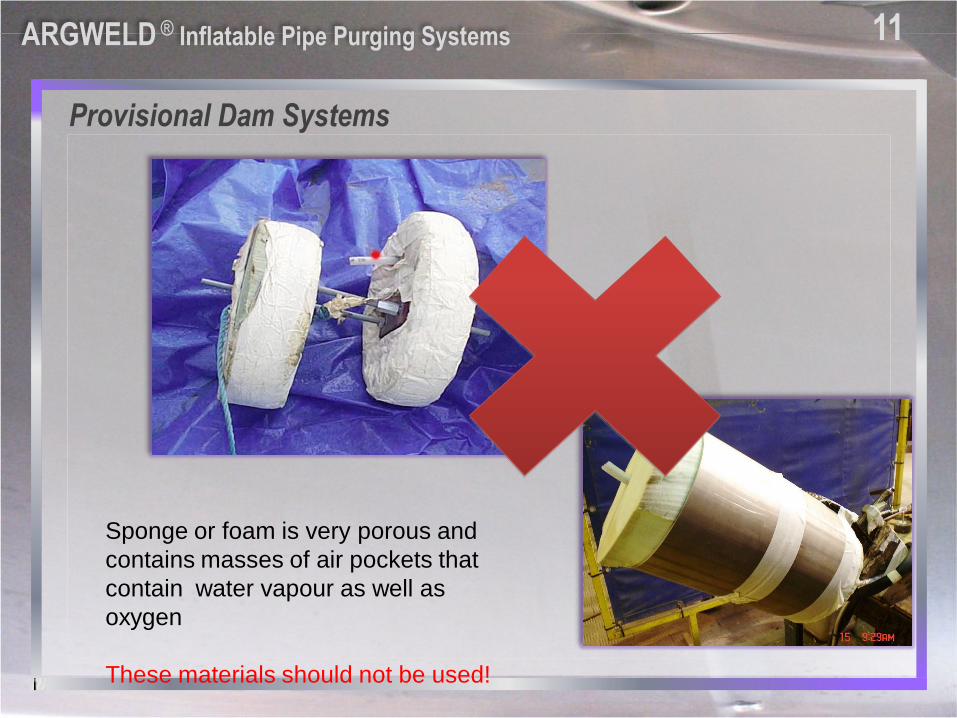
Provisional Dam Systems
ARGWELD ® Inflatable Pipe Purging Systems 11
Sponge or foam is very porous and
contains masses of air pockets that
contain water vapour as well as
oxygen
These materials should not be used!
ARGWELD ® Weld Purging – Ten best practices 12
3.0 Select materials carefully and wisely
Paper is not good for a
weld purging environment.
It has a high percentage of
Water and fibres that clog
filters
ARGWELD ® Weld Purging – Ten best practices 13
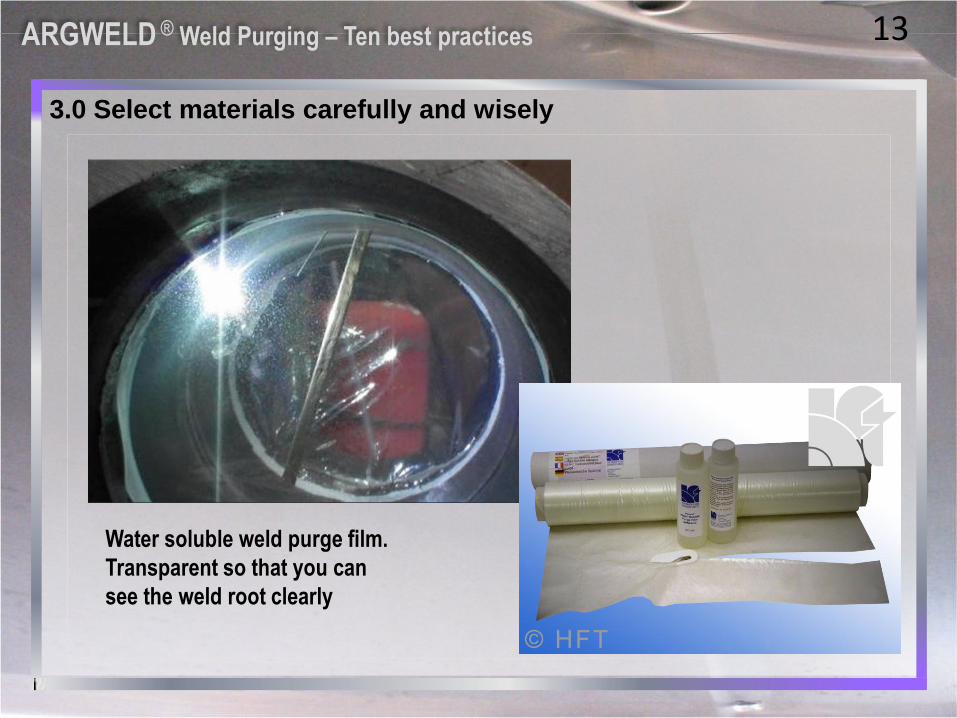
3.0 Select materials carefully and wisely
Water soluble weld purge film.
Transparent so that you can
see the weld root clearly
ARGWELD ® Weld Purging – Ten best practices 14
4.0 Introduce your purge gas slowly in the right place.
Helium is lighter than air and needs to be inserted at the top of a cavity.
Argon is heavier than air. Introduce it slowly at the bottom of the weld purge
space
The exhaust port should be at the highest point when using Argon.
(lowest when using Helium.)
Residual air will be pushed out of the exhaust, from where it can be
measured with your PurgEye™ Weld Purge Monitor™
By introducing the gas slowly and avoiding turbulence,
you will save enormous volumes of weld purge gas and
the costs resulting
ARGWELD ® Weld Purging – Ten best practices 15
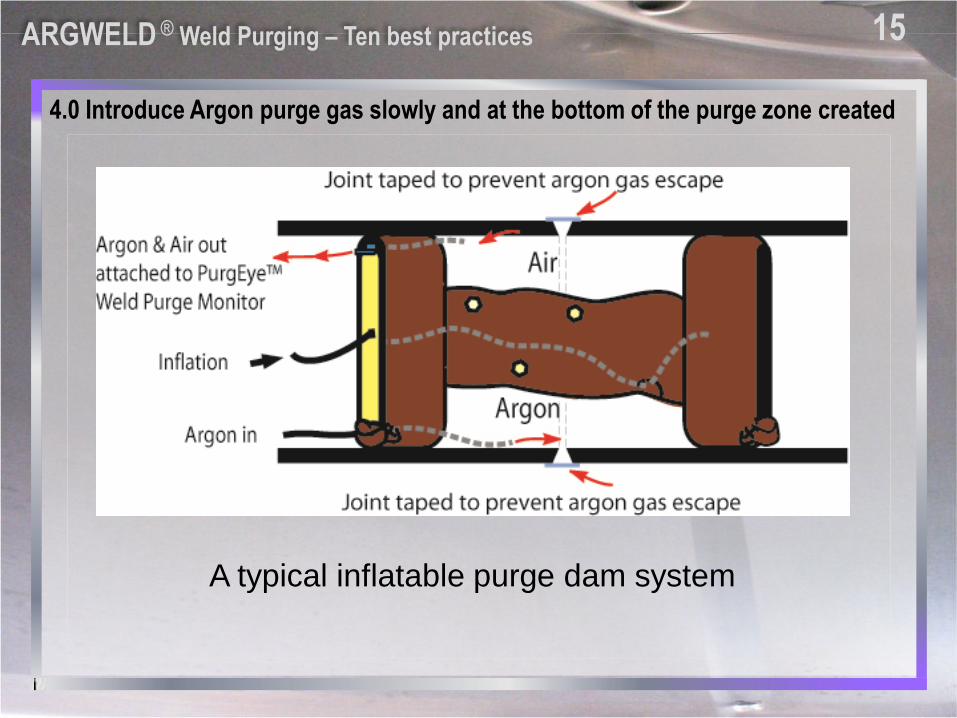
4.0 Introduce Argon purge gas slowly and at the bottom of the purge zone created
A typical inflatable purge dam system
ARGWELD ® Weld Purging – Ten best practices 16
5.0 Wait until the oxygen level has stabilised at the reading you need
before you start to weld. Usually less than 0.1%
Today, welders no longer have to guess at the oxygen level, or use
archaic methods such as the extinguishing of a flame when the oxygen
level falls.
They can use a Weld Purge Monitor™
No more canaries in the box at the
end of a pipe to go to sleep when the
oxygen level falls
ARGWELD ® Weld Purging – Ten best practices 17
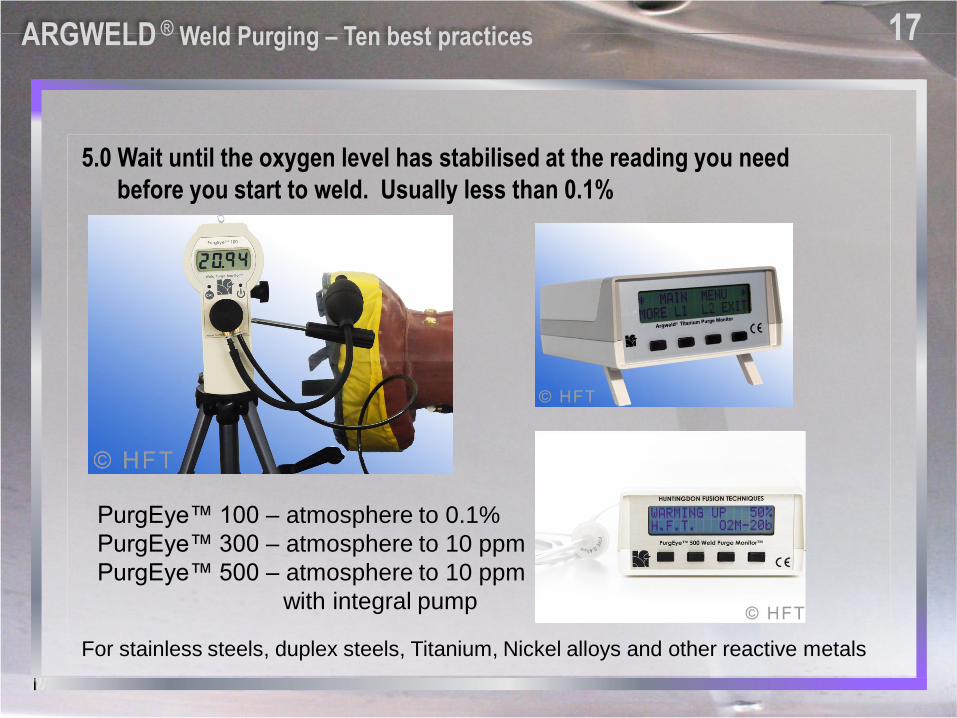
5.0 Wait until the oxygen level has stabilised at the reading you need
before you start to weld. Usually less than 0.1%
PurgEye™ 100 – atmosphere to 0.1%
PurgEye™ 300 – atmosphere to 10 ppm
PurgEye™ 500 – atmosphere to 10 ppm
with integral pump
For stainless steels, duplex steels, Titanium, Nickel alloys and other reactive metals
ARGWELD ® Weld Purging – Ten best practices 18
6.0 Keep the purge gas flowing until the material has cooled sufficiently.
Don’t stop the weld purge gas when the weld has finished !
Wait until the weld zone has cooled below the oxidation temperature.
Waiting that extra few minutes might save you days of work, cutting out a
badly oxidised weld for example
USING PROVISIONAL DAM SYSTEMS
19
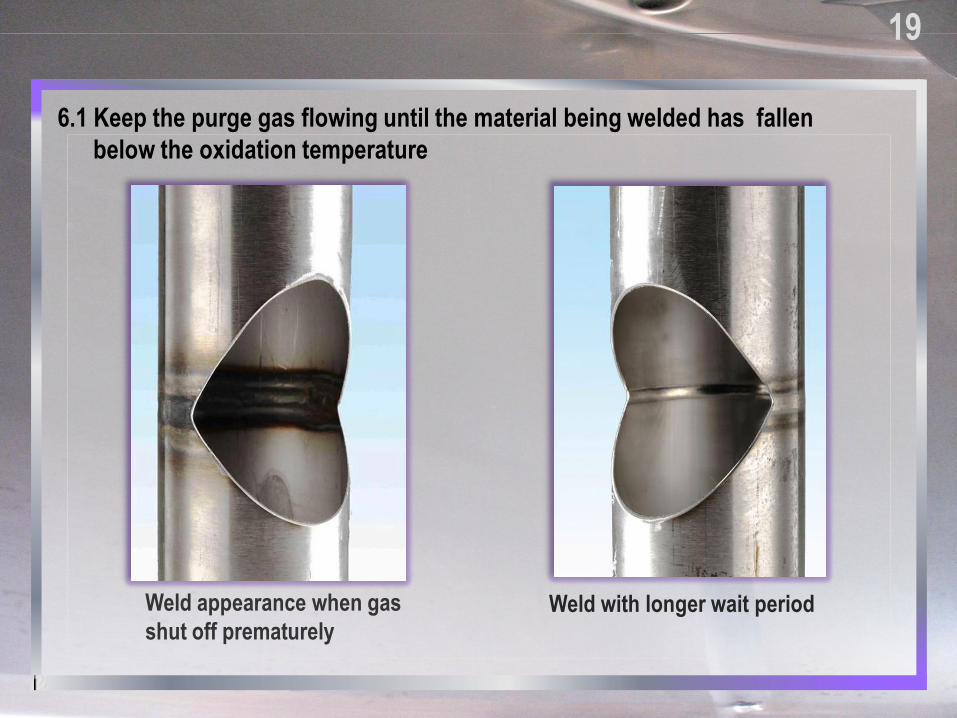
Weld appearance when gas
shut off prematurelyWeld with longer wait period
6.1 Keep the purge gas flowing until the material being welded has fallen
below the oxidation temperature
ARGWELD ® Weld Purging – Ten best practices 20
7.0 Cleanliness is critical in obtaining a good weld purge
Before two components are placed together for tack
welding,
ensure that the area around the joint has been
thoroughly cleaned from machining fluids, finger
greases, grinding dust and any other contamination.
ARGWELD ® Weld Purging – Ten best practices 21
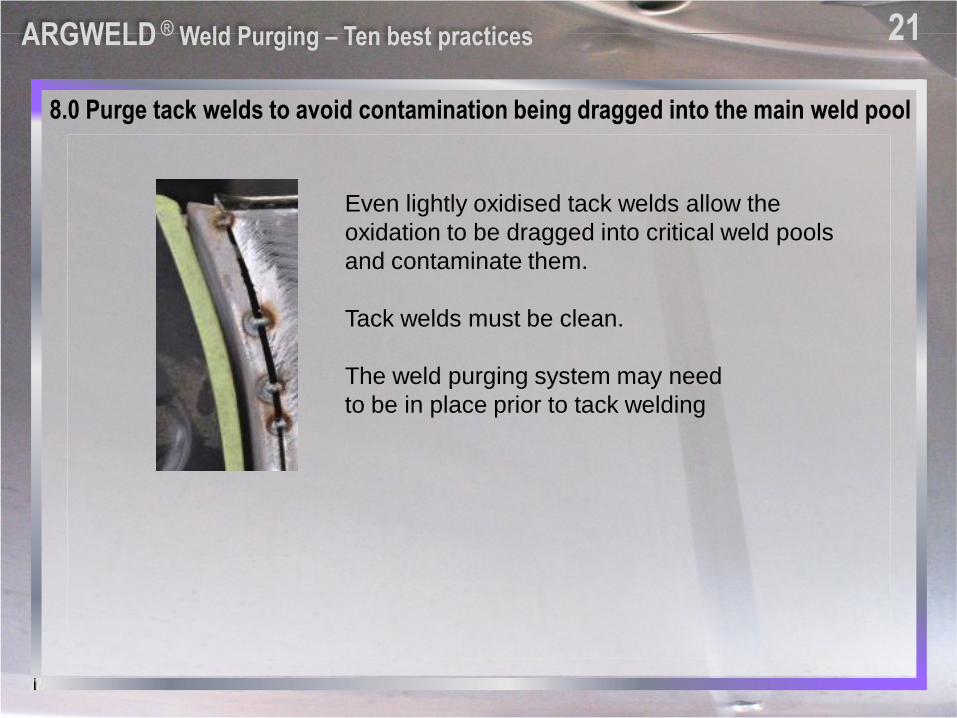
8.0 Purge tack welds to avoid contamination being dragged into the main weld pool
Even lightly oxidised tack welds allow the
oxidation to be dragged into critical weld pools
and contaminate them.
Tack welds must be clean.
The weld purging system may need
to be in place prior to tack welding
ARGWELD ® Weld Purging – Ten best practices 22
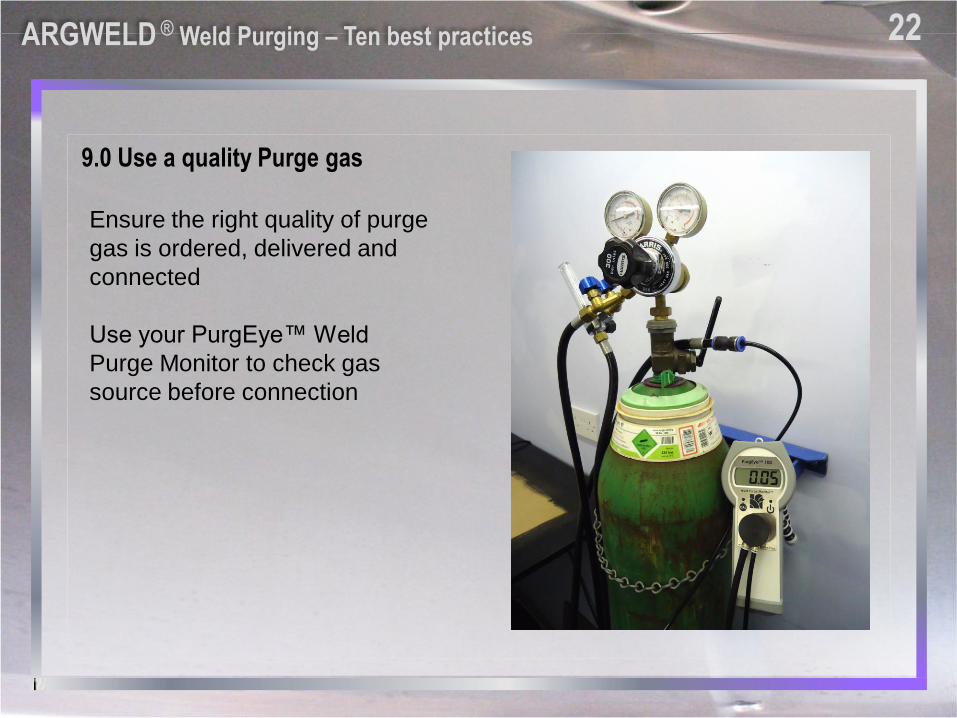
9.0 Use a quality Purge gas
Ensure the right quality of purge
gas is ordered, delivered and
connected
Use your PurgEye™ Weld
Purge Monitor to check gas
source before connection
ARGWELD ® Weld Purging – Ten best practices 23
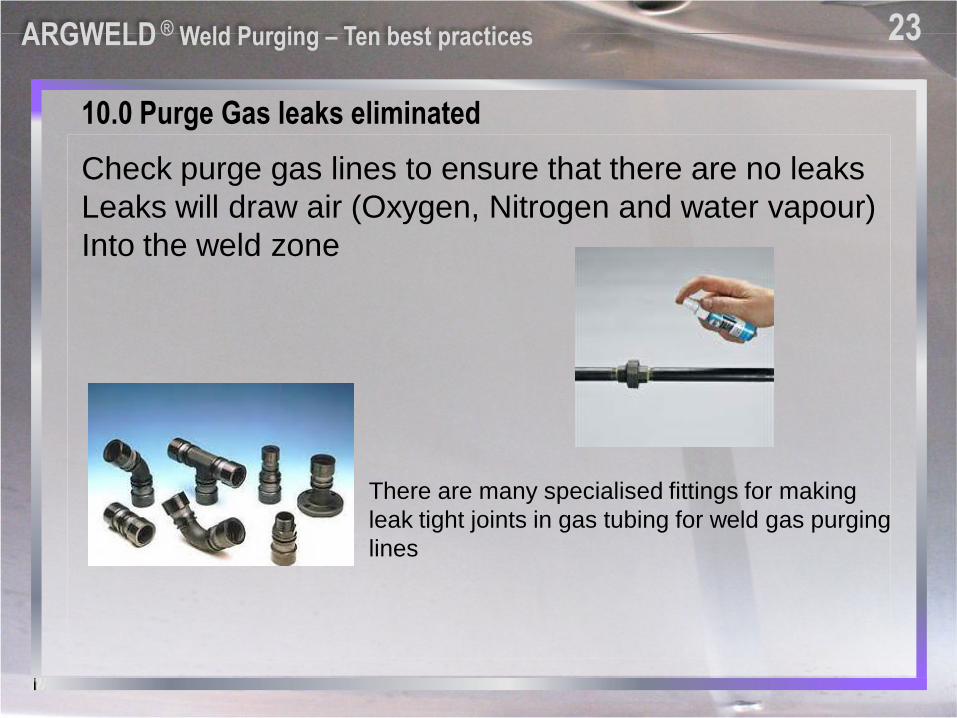
10.0 Purge Gas leaks eliminated
There are many specialised fittings for making
leak tight joints in gas tubing for weld gas purging
lines
Check purge gas lines to ensure that there are no leaks
Leaks will draw air (Oxygen, Nitrogen and water vapour)
Into the weld zone
ARGWELD ® Weld Purging – Ten best practices 24

Thank You
2011
All photos courtesy of Huntingdon Fusion Techniques Limited, UK.