Embed Size (px)
Citation preview
Table of ContentsExecutive Summary ii
Project Management 1
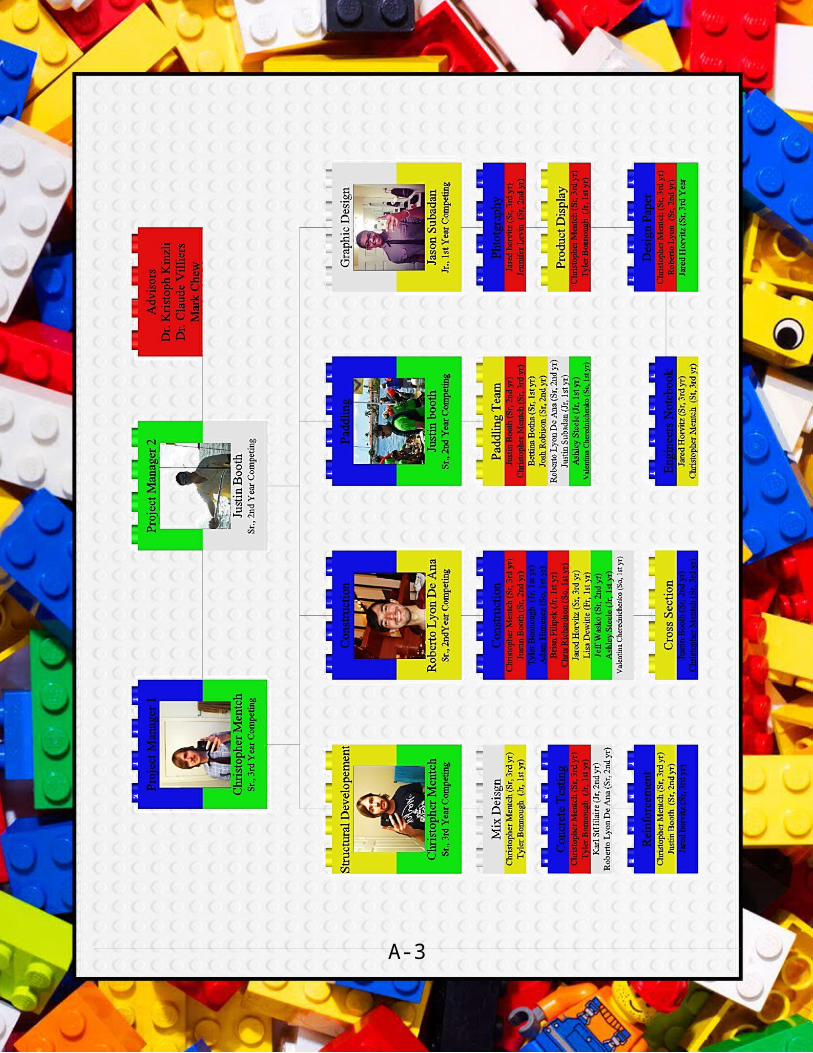
Organization Chart 2
Hull Design and Structural Analysis 3
Development and Testing 5
Construction 8
Project Schedule 10
Design Drawing 11
Appendix A - References A-1
Appendix B - Mixture Properties B-1
Appendix C – Bill of Materials C-1
Appendix D – Sample Calculations D-1
List of FiguresFigure 1: 60057 Hull Shape ii
Figure 2: Idealized Canoe Beam 1
Figure 3: Modelled Load on 2 Paddler Canoe 2
Figure 4: Moment Diagrams For Calculated Loads 3
Figure 5: Tensar Triax Reinforcement Being Placed 5
Figure 6: 28 Day Wet Set Compressive Curve 8
A-i
Executive Summary
60057 is the fifth concrete canoe produced by the Florida Gulf Coast University Concrete Canoe Team (FGCU-CCT). FGCU is located in southwest Florida, recently known as “Dunk City” and competes in the Southeastern Student Conference. Results from the Southeastern Student Conference from past year’s entries are as follows: 13 th place 2012 Tiburon, 12th place 2013 Reel Fast, and 6th place 2014 D’Nile.
60057 is the set number of a Lego Play Set that includes a Recreational Vehicle, and more importantly a canoe. Legos were chosen as a theme because they are strong and fun to build, which is the desired outcome of this project. The FGCU-CCT’s most significant goal was to improve the canoe structurally, as problems with shear failure and flexural cracking had been issues in past canoes. The secondary goal set was to improve in the races. Based on these goals, the FGCU-CCT created a project schedule with time dedicated to structural analysis, development and testing. Additionally, two project managers were assigned for the 2015 project, with focuses on structural development, and racing. A generous 3 months in the fall of 2014 were dedicated to development, and testing with the hopes of improving structural integrity. The majority of this development and testing time was spent optimizing the strength of the concrete mix, and considering new reinforcements. Additionally, a large period of time was dedicated to paddling practice, and team formation with hopes to improve competitiveness in racing.
60057 is 21’ feet long, 29” at it’s widest, and as deep as 15”. The exterior of the canoe is painted to look light Lego Building Blocks, and uses green, blue, red, yellow, and black blocks. The concrete used in the construction consists of Portland cement and metakaolin for cementious materials, 3M S38 microspheres and Poraver recycled glass beads as aggregates, Novomesh 950 and Fibermesh 150 fibers in the concrete and a Tensar Triax plastic geogrid as reinforcement. A wire mesh was also used as reinforcement in a small portion of the canoe. The resulting concrete mix achieved an average compressive strength of 3253 psi, and a calculated modulus of rupture of 321 psi. The wet unit weight of the primary mix was 60.7 lb/ft3 and dry unit weight of 60.1 lb/ft3. The overall weight of the canoe is estimated to be 240 lb.
The FGCU-CCT worked with a local boat mold manufacturer to have the canoe mold milled into any shape allowed within the rules, and simple improvements were made on the hull shape used for D’Nile to improve performance in the water. The similarity of 60057’s hull to D’Niles’s allowed the FGCU-CCT to use the practice canoe cast in 2013 to practice racing in a boat that handles like the race boat. This should help the FGCU-CCT improve performance in the races.
A-ii
Project Management
A few of the challenges in the construction of 60057 were limited resources in people, time, and finances. Proper management and allocation of these resources was essential to produce a high quality product. Certain individuals were given key leadership roles and areas of focus as seen in the organization chart. The 2015 canoe utilized two project managers: Christopher Mentch and Justin Booth. This allowed managers to provide more focus to quality assurance, and ensuring lab safety protocol was being followed. The project schedule on page 9 was created early in the fall of 2013 to allocate people and set deadlines. To overcome some of the financial burden FGCU-CCT reached out to the local community. A few companies were happy to provide materials at no cost to the team. This was obtained through relationships developed with employees of Marine Concepts and Cemex. The overall quality of 60057 was greatly improved by these partnerships.
The critical activities for the project were managed closely to keep the project on track. Testing, and development was started with the release of the 2015 competition rules in September of 2014. This team was given a 3 month window to develop the concrete mix, and structural reinforcement to be used. This task was managed by Structural Development Manager Christopher Mentch.
Additionally, mold construction was started as early as possible. The FGCU-CCT developed a relationship with mold manufacturer Marine Concepts which is pinnacle to the team’s ability to improve their design. However, Marine Concepts is a busy company, and working with them often involves a long lead time until a mold can be milled. For this reason, Project Manager Justin Booth was placed in charge of mold construction, and communication with FGCU-CCT’s partner.
Concrete casting and curing were next on the critical path. Preparation for casting was accomplished in one day, with casting occurring the next. Casting occurred in December of 2014, allowing the canoe to cure for 28 days during winter break.
The finishing process was the last of the critical activities that occurred from the middle of February to middle of March. Jason Subudan led the team in this process. Donations of concrete stain and sealer were received through Cemex and Scottfield to minimize cost.
In previous years, approximately 1,500 man hours were used for to design, and construction. The actual number of available hours was less due to new complications with class scheduling. It is estimated that approximately 1,300 man hours were dedicated to design and construction of 60057. However, the canoe captains collaborated throughout the process to maximize efficiency and maintain the project schedule. The FGCU-CCT was able to stay on track throughout the process because ample time had been allotted to critical activities to allow setbacks to be managed without negatively effecting the project timeline.
A-1
A-2
Hull Design & Structural Analysis
The asymmetrical hull shape of 60057 is heavily based on the hull shape used for the 2014 canoe D’Nile. This hull was a significant improvement over the traditional hull shapes used for the 2012 Tiburon, and 2013 Reel Fast. Both of the 2012, and 2013 boats struggled with hull speed, and tracking or turning problems. The 2012 Tiburon tracked well due to its small, full length keel that stretched the full length of the boat, but struggled significantly with turns. The keel was removed from the 2012 design for the 2013 Reel Fast boat, which greatly improved turning, but at the cost of tracking ability. Retaining the hull shape from D’Nile allowed the FGCU-CCT to practice using the practice canoe constructed for the previous year with little modification.
The hull shape used for both D’Nile and 60057 was developed based on research of racing canoes, kayaks, and other small man-powered boats such as rowing shells. The ultimate goal of this shape was to be able to perform 90, and 180 degree turns with great agility, while being able to move quickly in a straight line. The resulting hull shape, shown in Figure 1 below, is an asymmetrical tear drop shape with the widest point approximately ⅓ from the rear of the boat. The rear of the hull slopes upward to improve the boats ability to turn quickly. The first construction of this hull design was found to be very fast in the water, and turn very well. However, straight tracking was exceedingly difficult, and a small keel was added to the hull just behind the widest point of the boat. For D’Nile this keel was added after the canoe had been cast, and such application was difficult, and resulted in an effective, but crude keel. This keel significantly benefitted the tracking of the canoe, and has been refined for the production of 60057. This refinement is the only major change in hull shape from the 2014 iteration of the FGCU Concrete Canoe.
Figure 1: 60057 Hull Shape
The FGCU-CCT was fortunate enough to develop a relationship with local fiberglass boat mold manufacturer Marine Concepts. Marine Concepts donated a mold produced from high impact polystyrene on a 5-axis CNC mill. This partnership allows the FGCU-CCT to develop any hull shape that the rules allow.
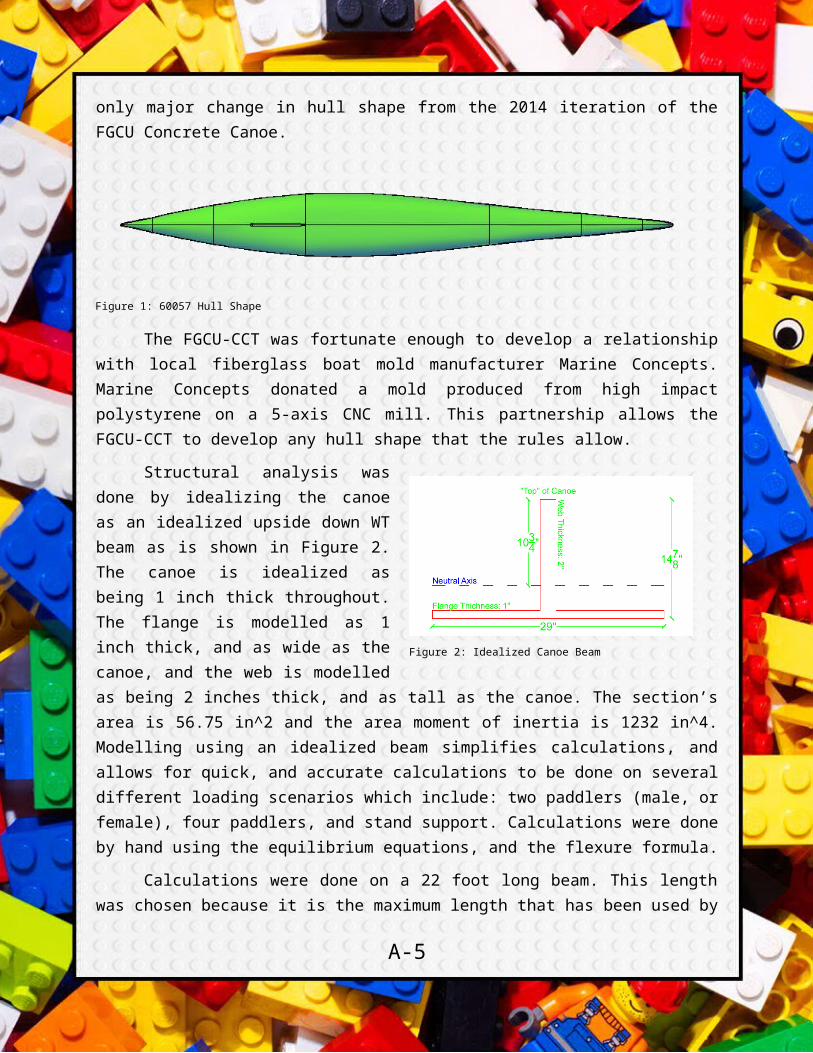
Structural analysis was done by idealizing the canoe as an idealized upside down WT beam as is shown in Figure 2. The
A-3
Figure 2: Idealized Canoe Beam
canoe is idealized as being 1 inch thick throughout. The flange is modelled as 1 inch thick, and as wide as the canoe, and the web is modelled as being 2 inches thick, and as tall as the canoe. The section’s area is 56.75 in^2 and the area moment of inertia is 1232 in^4. Modelling using an idealized beam simplifies calculations, and allows for quick, and accurate calculations to be done on several different loading scenarios which include: two paddlers (male, or female), four paddlers, and stand support. Calculations were done by hand using the equilibrium equations, and the flexure formula.
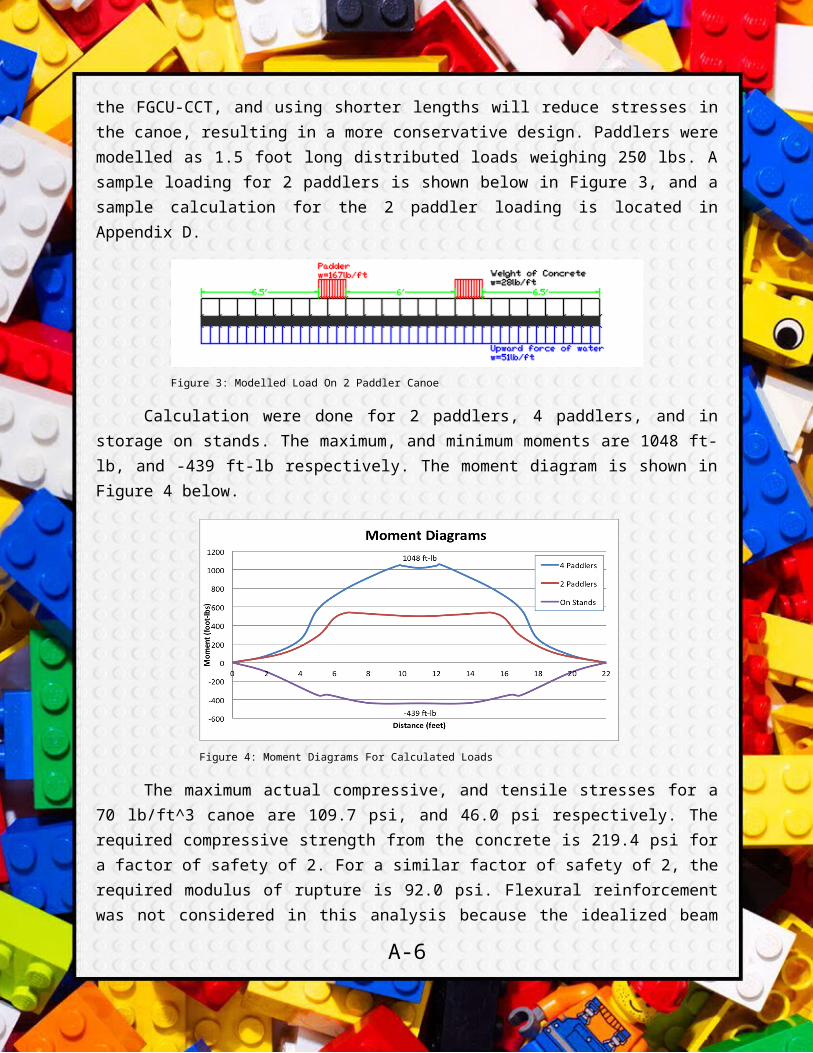
Calculations were done on a 22 foot long beam. This length was chosen because it is the maximum length that has been used by the FGCU-CCT, and using shorter lengths will reduce stresses in the canoe, resulting in a more conservative design. Paddlers were modelled as 1.5 foot long distributed loads weighing 250 lbs. A sample loading for 2 paddlers is shown below in Figure 3, and a sample calculation for the 2 paddler loading is located in Appendix D.
Figure 3: Modelled Load On 2 Paddler Canoe
Calculation were done for 2 paddlers, 4 paddlers, and in storage on stands. The maximum, and minimum moments are 1048 ft-lb, and -439 ft-lb respectively. The moment diagram is shown in Figure 4 below.
Figure 4: Moment Diagrams For Calculated Loads
The maximum actual compressive, and tensile stresses for a 70 lb/ft^3 canoe are 109.7 psi, and 46.0 psi respectively. The required compressive strength from the concrete is 219.4 psi for a factor of safety of 2. For a similar factor of safety of 2, the required modulus of rupture is
A-4
92.0 psi. Flexural reinforcement was not considered in this analysis because the idealized beam does not required beyond what could be expected from concrete in the uncracked state.
Development and Testing
Previous years of FGCU’s concrete canoes have been successful canoes in that floated, and held together well enough to get through the races. However, previous iterations of the canoe have struggled with various structural aspects including shear failure in the 2012 Tiburon and 2013 Reel Fast, and excessive cracking in the 2014 D’Nile. For the 2015 canoe, the Structural Development Team (FGCU-SDT) was concerned with reducing chances of these failures as much as possible.
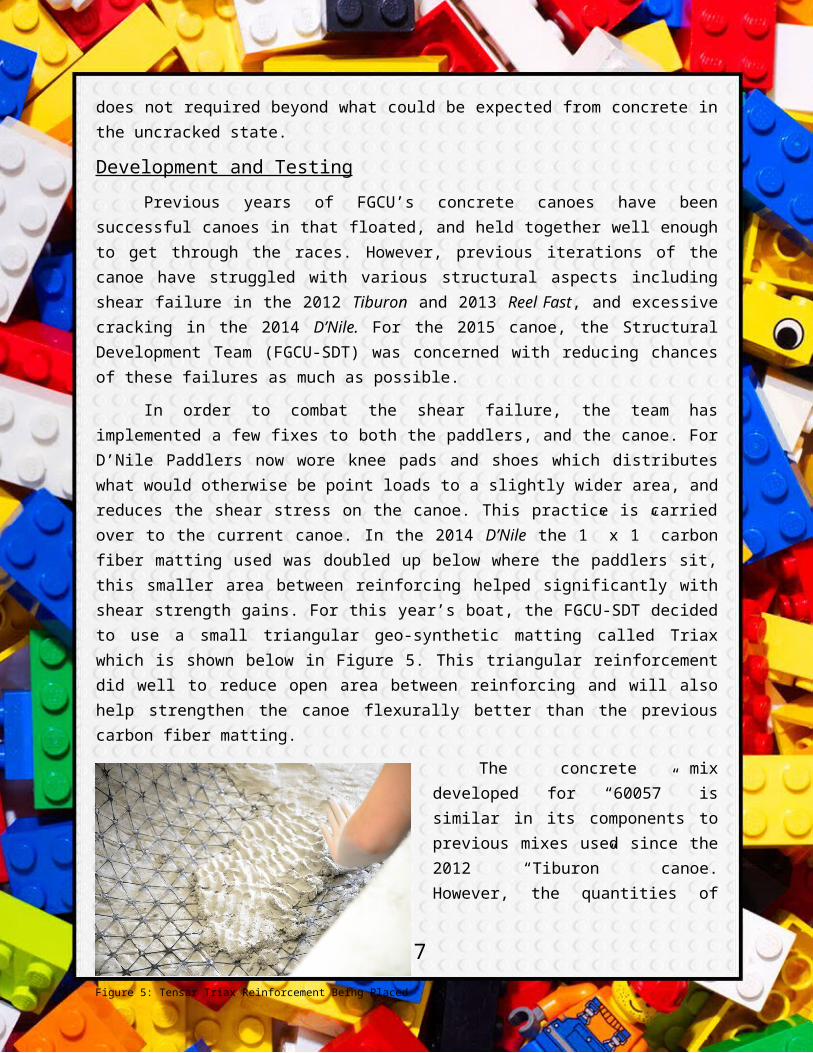
In order to combat the shear failure, the team has implemented a few fixes to both the paddlers, and the canoe. For D’Nile Paddlers now wore knee pads and shoes which distributes what would otherwise be point loads to a slightly wider area, and reduces the shear stress on the canoe. This practice is carried over to the current canoe. In the 2014 D’Nile the 1” x 1” carbon fiber matting used was doubled up below where the paddlers sit, this smaller area between reinforcing helped significantly with shear strength gains. For this year’s boat, the FGCU-SDT decided to use a small triangular geo-synthetic matting called Triax which is shown below in Figure 5. This triangular reinforcement did well to reduce open area between reinforcing and will also help strengthen the canoe flexurally better than the previous carbon fiber matting.
The concrete mix developed for “60057” is similar in its components to previous mixes used since the 2012 “Tiburon” canoe. However, the quantities of these materials were adjusted in order to optimize the concrete mix as much as possible.
The mixture uses Poraver recycled glass sphere as the dominate aggregate. Poraver is very lightweight, with specific gravity ranging from .85-.54, is a recycled material, and is more absorptive than many
other lightweight materials. Poraver’s relatively high absorption is ideal for a strong mix, as it promotes better bonding with the cement. Poraver was more heavily used for 60057 than previous canoes for this reason. In addition to poraver, 3M S32 Microspheres were used as an aggregate. They are minute, hollow glass beads with a compressive strength of 2,000 psi, and a specific gravity of .32. S32 was used in small quantity in order to reduce empty space in the aggregate that cement needs to fill. Aggregates were used in significantly different proportions in 60057 than they were in previous iterations of the canoe.
A-5
Figure 5: Tensar Triax Reinforcement Being Placed
Cementitious materials include grey Portland cement, and metakaolin. Grey Portland cement was chosen over white Portland cement that was used in previous years because it is believed to be stronger, and is more readily available. Like previous years, 60057 uses metakaolin as its sole cement replacer because it adds significant strength, and does not darken the final concrete. The major caveat of metakaolin as a cement replacer are its high water requirement. For this reason VMAR F100 was utilized to bring the water quantity near a reasonable level.
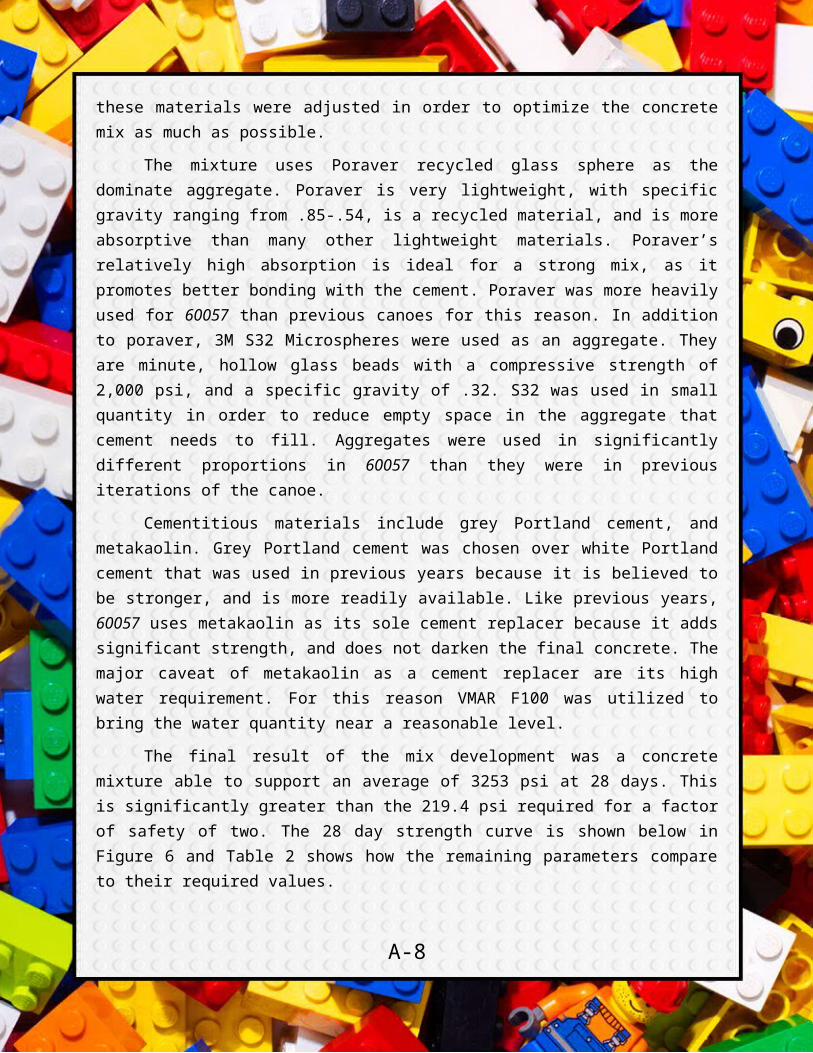
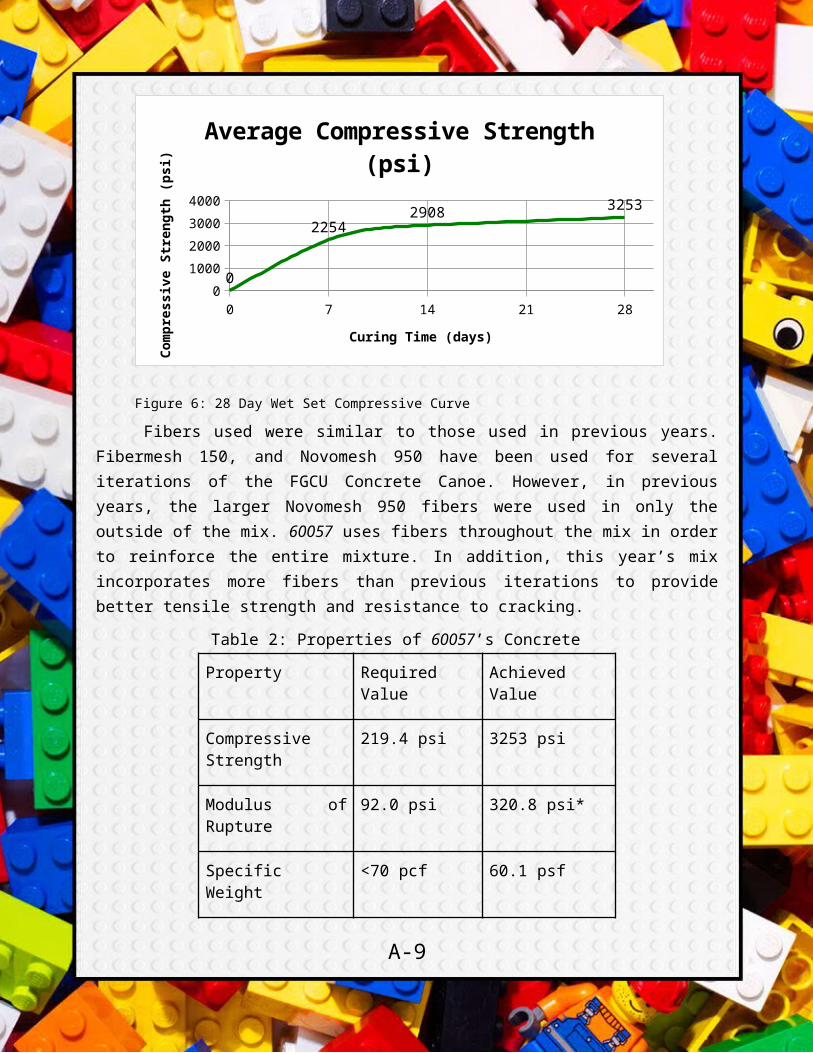
The final result of the mix development was a concrete mixture able to support an average of 3253 psi at 28 days. This is significantly greater than the 219.4 psi required for a factor of safety of two. The 28 day strength curve is shown below in Figure 6 and Table 2 shows how the remaining parameters compare to their required values.
Figure 6: 28 Day Wet Set Compressive Curve
Fibers used were similar to those used in previous years. Fibermesh 150, and Novomesh 950 have been used for several iterations of the FGCU Concrete Canoe. However, in previous years, the larger Novomesh 950 fibers were used in only the outside of the mix. 60057 uses fibers throughout the mix in order to reinforce the entire mixture. In addition, this year’s mix incorporates more fibers than previous iterations to provide better tensile strength and resistance to cracking.
Table 2: Properties of 60057’s Concrete
Property Required Value Achieved Value
Compressive Strength 219.4 psi 3253 psi
A-6
0 7 14 21 280
500100015002000250030003500
0
2254
29083253
Average Compressive Strength (psi)
Curing Time (days)
Com
pres
sive
Stre
ngth
(psi)
Modulus of Rupture 92.0 psi 320.8 psi*
Specific Weight <70 pcf 60.1 psf
*Calculated Based on λ=.75
Construction
The mold was milled out of high-impact polystyrene by a local company, Marine Concepts, using a computer numerical control (CNC) device. The foam mold was created in five different sections to allow for easy transport, storage, and release after curing was complete. Some of the benefits of this method of mold construction to FGCU-CCT were minimized risk to team members and extra time to work on display earlier on in the school year. An important difference in the polystyrene mold used this year was that a keel was added to the mold design that FGCU-CCT provided Marine Concepts, so the company could mill it directly on the foam mold. Like on last year’s canoe, D’Nile, the keel is located on the bottom of the canoe, just behind the widest point.
Another change in the new mold was the material it was coated with. This year, FGCU-CCT coated the inside of the female mold with KILZ 2 latex primer and sealant, which would be coated with carnauba wax two hours before casting like in previous years. The mold was secured with a frame made with 2” by 4” lumber components and supported with shims to keep the lumber and mold level. The seams of the mold were sealed with silicon once the support members were in place.
Like for previous concrete canoes, 1/16” linoleum flooring was used to cut the university’s name out to serve as the inlay material for the canoe. However, this year, no inlays were made in addition to the university’s name. The day prior to cast day was spent batching out the mixes into several easy-to-handle buckets. All the reinforcement material was also laid out, given shape, and cut to an appropriate size the day prior to cast day, including the Tensar Triax reinforcement and the steel mesh used in the keel.
Cast day was a labor intensive day requiring the participation of at least 14 team members. 3 team members were tasked with hand-mixing each batch, 8 others had to lay the mix
A-7
by hand, one member to place the reinforcement, one person constantly checking the concrete thickness, and one person serving as the construction manager, who ensured that all aspects of the process were operating efficiently. Prior to pouring the canoe, the team gathered to assign tasks and discuss each responsibility in detail, and the safety procedures to be followed. The construction manager was also responsible of ensuring that each team member complied with the safety guidelines set by the FGCU Department of Engineering.
Two hours prior to casting 60057, the mold was coated with carnauba wax to allow for a safe and easy release of the canoe out of the mold once the curing process is complete. Once a batch of concrete was mixed, the concrete was hand laid onto the female mold. The concrete was first poured into the keel opening, and the steel mesh was then pressed into the concrete. After that, the mix was compacted tightly onto the mold to a depth of 3/8”. The depth of each layer was determined and constantly checked using a depth checker made from toothpicks. One layer of steel mesh was laid on top of the first concrete layer in the keel, and then one layer of Tensar Triax reinforcement was laid on top of the first layer of concrete. The second layer of concrete was then gently placed on top of the Triax reinforcement. This layer was also made with a thickness 3/8” and was smoothed by hand and manicured with a plastic trowel.
For the curing process, FGCU-CCT used the same setup as in past years for Tiburon, Reel Fast, and D’Nile, where a sprinkler system was installed and set on a timer to run for 20 minutes every 8 hours for 25 days. Also, the system and canoe were covered with a plastic tarp, and a wet towel was placed inside the canoe to catch some of the water and keep the canoe moist in between the sprinkler system cycles.
After 28 days, FGCU-CCT was set to remove the canoe from the mold. The team followed the same method used on D’Nile and other past canoes, where the canoes were essentially “floated” out of the mold. The process started by injecting water into the seams around the canoe, and removing the wood framing around the mold, and giving the water time to seep down the seams and detach the canoe from the mold. However, the team noticed the water was taking a long time to go into the seams. The first attempt to pull the mold from the canoe ended up in failure, as the canoe got stuck to the latex paint. Since latex is not dissolved by water, and FGCU-CCT did not have any latex solvent available, the team was forced to proceed with dismantling the mold using hand-cutting tools. As predicted, the extensive vibrations and movement caused by cutting the mold ended up producing a large amount of small cracks all around the canoe, and enlargement of a few cracks that were already present.
After removing it from the mold, the canoe was allowed to dry at ambient temperature for 7 days prior to proceeding with any finishing. The canoe was initially sanded with an orbital sander, but this method was dropped because the vibration was causing some of the smaller cracks in the canoe to become larger. The team proceeded to sand the canoe by hand. After sanding the canoe, some formwork was added on top of the two ends of the canoe using small
A-8
cylinder molds cut out of PVC piping and filling the molds with concrete. This formwork resulted with the ends of the canoe resembling the top of a Lego brick.
The paint job on the canoe was designed to look like it was constructed with Lego bricks. The colors to be used were determined by looking at which colors and tones would serve to better represent the idea of a canoe built with Lego bricks, and adding the university’s representative colors as well. Once the painting process was complete, the canoe was coated with a water sealant.
A-9
ReferencesASTM C31. “Standard practice for making and curing concrete test specimens in the field,” C31-
03, http://www.astm.org/.ASTM C33-11/C33M-11. “Standard Specifications for Concrete Aggregates.”,
http://www.astm.org/.ASTM C39. “Standard test method for compressive strength of cylindrical concrete specimens,”
C39-05, http://www.astm.org.ASTM C138. “Standard test method for density (unit weight), yield, and air content (gravimetric)
of concrete,” C138-01, http://www.astm.org/.ASTM C150. “Standard specification for Portland cement,” C150-05, http://www.astm.org/.ASTM C188-09, “Standard Test Method for Density of Hydraulic Cement.”,
http://www.astm.org/.ASTM C1116 / C1116M - 10a “Standard Specification for Fiber-Reinforced Concrete”C08-42,
http://www.astm.org.ASTM D5370 - 06. “Standard Specification for Pozzolanic Blended Materials in Construction
Applications,” D34-03, http://www.astm.org/.ASTM D6913 - 04. “Standard Test Methods for Particle-Size Distribution (Gradation) of Soils
Using Sieve Analysis”, http://www.astm.org/. “Poraver Product Specifications” (copyright Poraver North America, 2010)
<http://poraver.com> (accessed September 2011)
“3M Scotchlite Glass Bubbles: K and S series Product Information.” (copyright 3M 2010). <http://multimedia.3m.com/mws/mediawebserver?mwsId=SSSSSu7zK1fslxtUOY_Zm82Uev7qe17zHvTSevTSeSSSSSS--&fn=S38%20Prod%20Info%20DMR.pdf > (accessed September 2011)
“Tensar International Corporation Triax 160 geogrid product specification sheet.”<http://www.tensarcorp.com/Downloads?currentPage=3&subPath=Specifications+MPDS&languageFilter=English&typeFilter=Tensar+MPDS+(Americas)> (accessed November 2015)
A-1
Mixture Proportions
Mixture ID: 60057 Structural Mix Design Proportions (Non SSD)
Actual Batched Proportions
Yielded ProportionsYD Design Batch Size (ft3): 0.25
Cementitious Materials SG Amount(lb/yd3)
Volume(ft3)
Amount(lb)
Volume(ft3)
Amount(lb)
Volume(ft3)
CM1 Portland Cement 3.15 507.03 2.580 4.695 0.0239 507.03 2.580
CM3 Metakaolin 2.50 217.30 1.393 2.012 0.0129 217.30 1.393
Total Cementitious Materials: 724.33 3.972 6.707 0.0368 724.33 3.972
Fibers
F1 Novomesh 950 0.91 2.50 0.044 0.023 0.0004 2.50 0.044
F2 Fibermesh 150 0.91 2.50 0.044 0.023 0.0004 2.50 0.044
Total Fibers: 5.00 0.088 0.046 0.0008 5.00 0.088
AggregatesA1 3M S32 Abs: 1% 0.32 98.23 4.920 0.910 0.0456 98.23 4.920
A2 Poraver .25-.5mm Abs: 28% 0.34 44.68 2.108 0.414 0.0195 44.68 2.108
A3 Poraver .5-1mm Abs: 20% 0.27 267.23 15.907 2.474 0.1473 267.23 15.907
Total Aggregates: 410.14 22.934 3.798 0.2123 410.14 22.934
WaterW1 Water for CM Hydration (W1a + W1b) 1.00 434.60 6.965 4.024 0.0645 434.60 6.965
W2 Water for Aggregates, SSD 1.00 66.94 0.620 66.94
Total Water (W1 + W2): 501.54 5.577 4.644 0.0645 501.54 6.965
Admixtures (including Pigments in Liquid Form)
% Solid
s
Dosage (fl
oz/cwt)
Water in Admixture (lb/yd3)
Dosage (fl oz)
Water in Admixture
(lb)
Dosage (fl
oz/cwt)
Water in Admixture
(lb/yd3)
Ad1 VMAR F100 lb/gal 16.00 0.00 1.07 0.000 16.00 0.000
Water from Admixtures (W1a): 0.00
Cement-Cementitious Materials Ratio 0.70 0.70 0.70
Water-Cementitious Materials Ratio 0.69 0.69 0.69
Slump, in. 0 0 0
M Mass of Concrete. lbs 1641.00 15.194 1641.00
V Absolute Volume of Concrete, ft3 27.0 0.25 27.0
T Theoretical Density, lb/ft3 = (M / V) 60.79 60.79 60.79
D Desired Density, lb/ft3 = (M / 27) 60.78 60.78 60.78
D Measured Density, lb/ft3 60.65
A Air Content, % =[(T-D)/Tx100%] 0.02% 0.02%
Y Yield, ft3 27.00 0.25 27.00
Ry Relative Yield = (Y/YD) 1.00
Bill of Materials
A-2
Bill of Materials
MaterialQuantit
y Unit Unit Cost Total PriceConcrete
Portland Cement 75.12 lb $
0.10 $
7.30
Metakaolin* 32.192 lb $
0.75 $
24.14
Poraver .25-.5mm 6.624 lb $
0.70 $
4.64
Poraver .5-1mm 39.6 lb $
0.70 $
27.72
3M S32 14.56 lb $
7.50 $
109.20
VMAR F100 16 fl oz $
0.23 $
3.75Reinforcement
Tensar Triax 140 sq ft $
0.31 $
43.08
Novomesh 950 0.368 lb $
5.00 $
1.84
Fibermesh 150 0.368 lb $
3.00 $
1.10Mold and finishing
CNC Machined Mold* 1 mold $
12,000.00
Sanding Pads 2 50 pack $
19.97 $
39.94
Linoleum (for inlays) 10 sq ft $
0.87 $
8.70
Foam Block (from waste) $ -
Sealer 3 gal $
30.00 $
90.00
Mold Release Wax 114 oz
container $
17.18
Scott field Stains* 12 pints $
15.00 $
180.00Production Costs
Total: $
12,558.60*Typically Donated
A-3
A-4
Sample Calculations
A-5
A-6