Embed Size (px)
Citation preview

JH/2018-04-10
Sales support – Heat Management projectsThe company expertise is preventive online cleaning of heat exchangers, ducts and SCRs in the Heat&Power and Pulp&Paper segments.
TechnologyInfrasound long range turbulence – Installation of one or two infrasound generators on the customer process. The infrasound cleaners have an effective range of 25 meters and works by preventing particles in the flue gas from adhering to surfaces of heat exchangers, ducts and SCRs. In general Infrasound can be used to prevent accumulation of dry soot on surfaces. Main affecting parameters are the fuel type, the flue gas temperature and the flue gas velocity. Infrasound is used for 2 seconds every 4 minutes to remove dry deposits before they can sinter on boiler surfaces. ROI depends on current situation, usually around 12 months Competitors are steam/air soot blowing, sonic horns, explosion cleaning, shot cleaning and manual cleaning.
(HISS) Optimization of soot blowing – Re-build of the soot blower poppet valve (during operation of the boiler). End-result is guaranteed steam savings around 35-40 % and reduced wear since less high-pressure steam is blown onto the heating surfaces. ROI depends on current situation, usually around 12 months. The following video show the principles of HISS-optimization: https://www.youtube.com/watch?v=JlHQqzkcZ6g&tCompetitors are soot blower suppliers central steam valve control, technologies that eliminate the need for soot blowing, etc.
Unique selling points depend on the application, but in general: Infrasound is a dry method for on-line cleaning, using low frequency long range turbulence, to prevent accumulation of dry soot in solid fuel fired boilers. The infrasound is omnidirectional and spreads with equal intensity in all directions. It only requires one turbulence generator per application and WIHMAB is the only supplier of this technology. The turbulence generated every 4 minutes for 2 seconds, is enough to maintain low and stable dP over tight applications where the soot is dry and powdery. The competition uses local and reactive cleaning solutions, which reactively remove deposits mechanically using steam/compressed air/high frequency sound/metal shots.
HISS (High Impact Soot blowing System) is a patented method of rebuilding existing soot blowers poppet valve (during boiler operation), to locally control the steam flow. The result is reduced steam consumption up to 50 %, reduced wear from high pressure steam on heating surfaces and gives the ability to operate the soot blowers twice as often, with the same amount of steam. This last point is especially relevant in recovery boilers, where soot blowers are operated 100 % of the time and cannot be operated more often with any other technology than HISS.The competition controls the steam flow by regulating the central steam valve of the header, which requires programming of the DCS and leads to pressure hammers and issues with condensate in the steam header, which increases wear.
The Cost Benefit Analysis is used to calculate the gains for each customer and the calculations are based on the answers to the questionnaires.
Page 1 of 12

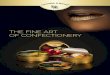
JH/2018-04-10Coal applicationsThese customers burn an expensive homogenic, fossil fuel and the combustion process has been around since hundreds of years. In the coal fired boiler, steam savings of about 50 % can be achieved with HISS soot blowing in the super heaters, evaporators and economizer. This reduces erosion and corrosion wear of the heat exchangers, while the saved steam can then be used to generate power instead. Infrasound is employed to keep the economizer, Ljungström air heaters and Selective Catalytic Reduction (SCR) reactors from clogging. These parts of the boiler have large cross-sections, making it hard to reach everywhere with any reactive cleaning device.
Fig 1. Modern coal fired boiler and WIHMAB applications (red)
The SCR must be kept clean to reduce harmful pollutants in flue gas. Otherwise the plant must pay penalties or shut down production. The air heater constitutes for 10 – 15 % of the thermal efficiency of the boiler and reduces fuel cost by approximately 10 MUSD, so keeping it clean is a high priority. By generating long range turbulence very often (every 4 minutes) in the large SCR reactor and air heater, accumulation of soot is prevented, while differential pressures are kept low and stable. Infrasound is particularly effective in the SCR since the turbulence spreads in all directions with the same intensity and cover each single channel in the catalyst module. Since the infrasound method is
Page 2 of 12

JH/2018-04-10completely dry, there is no condensation of flue gas, erosion or corrosion in the low flue gas temperature air heater.
For a coal fired boiler with a tubular air pre-heater, one infrasound cleaner is usually enough to keep the whole ECO/APH back-pass of the boiler clean. The super heaters usually tend to have a sticky ash, where the infrasound is less effective. In these areas, a combination of preventive infrasound and a reactive online cleaning equipment is recommended.
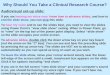
Fig 2. Compact CFB Coal fired boiler
Page 3 of 12

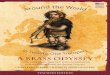
JH/2018-04-10Biomass applicationsThese customers burn an expensive homogenic, renewable fuel (peat, wood chips, sawdust etc.). The boiler can either be Grate, Bubbling- (BFB) or Circulating- Fluidized Bed (CFB). In the biomass fired boiler, the fouling is generally less aggressive than WtE boilers and soot blowing is generally performed 1 – 2 times per day. For biomass boilers with high alkaline content (sugar cane, straw, rice husks etc.) the fuel poses challenges and will need on-line cleaning more often.
By employing the off-the-shelf HISS One-way solution, it is possible to save up to 50 % of the soot blowing steam in the super heaters, evaporators and economizer. This reduces erosion and corrosion wear of the heat exchangers, while the steam saved can be used for power generation instead. By optimizing soot blowing even further with HISS Fouling Flex, the boiler steam temperature can be stabilized at a higher average temperature, increasing turbine efficiency accordingly, while the heating time of the steam headers is made more efficiently and the time for the whole soot blowing cycle is halved. Finally, the HISS Op Flex technology enables elimination of condensate issues in the soot blowers, which further reduces the wear of the heat exchangers.
Infrasound can be used in the whole back-pass of the boiler, like low temperature super heaters, economizer, air preheaters and SCR. By generating long range turbulence very often (every 4 minutes) in the boiler back-pass (ECO/SCR/APH), the accumulation of soot is disturbed and pushed back into the flue gas flow. This helps keeping differential pressures low and stable while soot blowing 50 – 100 % less than before. The steam soot blowing introduces humidity into the flue gas, which can have large affects in the colder parts of the boiler, if the flue gas is hygroscopic. Hygroscopic flue gas attracts water, forming larger and stickier particles. The combination of HISS and Infrasound, give an efficiency-increase of around 0.5 – 1 %, since the average flue gas outlet temperature is stabilized on a lower level, translating into reduced fuel costs per generated MWh.
Fig 3. Modern biomass fired CFB-boiler and WIHMAB applications (red)
Page 4 of 12

JH/2018-04-10Waste to Energy (WtE) applications
Waste (municipal and industrial) is a relatively heterogenic fuel, containing plastics and heavy metals. The difference from coal/biomass is that WtE customers are paid to burn as much fuel as possible. Therefore, the plant operations are less driven by thermal efficiency and more by process availability. Burning waste poses challenges, since the flue gas will be made up of much more different compounds, than when burning homogenic fuels like coal or biomass. As the flue gas is cooled down along the boiler process, elements cause various issues in the different parts of the boiler. The most common method for online cleaning of WtE boilers, is steam soot blowing. However, the steam soot blowing introduces humidity into the flue gas, which can have large affects in the colder parts of the boiler, if the flue gas is hygroscopic. Hygroscopic flue gas attracts water, forming larger and stickier particles. In this case, the dry infrasound is effective in reducing soot blowing to a minimum. The biggest concern with soot blowing in WtE boilers, is the wear of the heat exchangers, where condensate in the soot blowers is blasted onto the tubes, causing tube leaks. Here both HISS and Infrasound are ideal optimization solutions for the different parts of the boiler.
Fig 4. Soot blower mechanism to the left and tube leak on the right
Fig 5. Modern WtE-fired CFB-boiler and WIHMAB applications (red)
Page 5 of 12

JH/2018-04-10
With the off-the-shelf HISS One-Way solution, it is possible to save up to 50 % of the soot blowing steam of the retractable soot blowers, at the same time as eliminating condensate that can lead to tube leaks. This reduces erosion and corrosion wear of the heat exchangers, while the saved steam can then be used to generate power instead.
All HISS products can be coupled with the HISS Essentials UI, that diagnoses each soot blower, gives the real time status and helps maintenance stay one step ahead in their soot blower management program.
Infrasound can be used in the whole back-pass of the boiler, like economizer, air preheaters and SCR. By generating long range turbulence very often (every 4 minutes) in the boiler back-pass (ECO/SCR/APH), the accumulation of soot is disturbed and pushed back into the flue gas flow. This helps keeping differential pressures low and stable while soot blowing 50 – 100 % less than before. The steam soot blowing introduces humidity into the flue gas, which can have large affects in the colder parts of the boiler, if the flue gas is hygroscopic.
Black liquor recovery boiler applicationsThe goal of the black liquor recovery boiler in a pulp mill, is to recover the chemicals used in the wood cooking process as well as generate process steam for the mill. The fuel is black liquor, with a humidity around 20-25 %, which is a mix of process chemicals, lignin, water and some hemi-cellulose. For every ton dry solids of black liquor that is burnt, around 600 kg of pulp can be produced. The market price of unbleached Sulphate pulp is currently >1 000 USD/ton and todays pulp mills produce around 500 000 ton of pulp on an annual basis.
The dust content in the flue gas is very high and therefore numerous soot blowers are employed to keep the boiler surfaces clean. Without the soot blowers, the recovery boiler will not operate for long before it must be taken down for manual cleaning. Different from power boilers that operate their soot blowers 1 – 3 times per day, the recovery boilers soot blow continuously. This results in that between 5 and 10 % of the steam produced in the boiler, is used for soot blowing. A black liquor recovery boiler has between 25 and 200 soot blowers, depending on the size of the boiler. The average is around 60 – 80 soot blowers, operating at 24 bar steam pressure.
The recovery boiler is usually the most expensive equipment in the mill, costing around 100 MEUR. For that reason, mills want to operate the existing recovery boiler as hard as possible, even above the originally rated maximum continuous rate (MCR). This gives rise to higher flue gas flow rates and subsequent flow related issues, with fouling of areas where there earlier were none. In these cases, infrasound is a cost-efficient method for preventing accumulation and pushing the dust back into the flue gas flow and keeping the boiler running. Infrasound applications are given in below Figure 6.
Page 6 of 12

JH/2018-04-10
Fig 6. Black liquor recovery boiler (with infrasound applications in red)
Economizer, outlet duct and gooseneck – In this area the flue gas is characterized by dry particles that accumulate in low flue gas velocity areas, e.g. inside the tube bundles and on the baffle walls. Steam soot blowing is also generally performed less frequently in this area, which leads to large soot dislodgements once steam soot blowers are engaged. This can clog the soot pockets below and cause issues in the goose neck and flue gas cleaning further downstream. By employing infrasound for 2 seconds every 4 minutes, the release of soot from the economizer is much more continuous and easy to manage.
The flue gas coolers are found downstream the electrostatic precipitator (ESP) on larger black liquor recovery boilers, where the flue gas inlet/outlet temperature is 220/140⁰C. They are usually fitted with two or three fin-tubed bundles and a cross-section of 6 – 10 m2 and are cleaned with steam soot blowers. The soot is dry in this area but there are issues with soot blower steam condensation since the steam lines are long and usually outside the recovery boiler house. In some cases, when the soot blowers are operated, a large amount of soot is discharged in the duct and can be shown as a dark cloud exiting the stack. The low temperature and small spacing between the tubes, renders steam soot blowers less effective than for example in the super heaters or generator bank. By employing dry infrasound that travels through the flue gas cooler tube bundles without getting
Page 7 of 12

JH/2018-04-10shadowed/reflected, the issue with condensation is avoided while the release of soot from the flue gas cooler is much more continuous and have less impact on the emissions (particulate) levels.
Fig 7. Infrasound cleaner installed on flue gas cooler
Depending on the current operating conditions, there is sometimes a need for increased soot blowing in certain areas. The nose and the generator bank are two notoriously problematic areas when it comes to fouling. Plugging in these areas have numerous times led to unplanned outages for manual cleaning, at significant costs from loss of production. Plugging is best avoided by giving the operators all the tools available to use existing cleaning equipment as efficiently as possible. HISS Fouling Flex provides the operators with twice the soot blowing capacity, without consuming more steam than before. Or, the operators can save up to 45 % steam from the soot blowers. In general, the operators increase soot blowing by 30 % and still save 35 % steam compared to earlier traditional two-way soot blowing. When increasing the soot blowing capacity, the recovery boiler is better prepared to fend off future load increases and with the HISS Essentials UI, the soot blowers are monitored and diagnosed in real time, for the maintenance team to plan the soot blower management.
Page 8 of 12

JH/2018-04-10
Fig 8. Black liquor recovery boiler (HISS)
Page 9 of 12

JH/2018-04-10Selective catalytic reduction (SCR)During combustion at high temperature, formation of pollutants is currently inevitable. The type of fuel and combustion process determines the emission rate. To mitigate the release of these harmful emissions to the environment, flue-gas cleaning systems are employed. The most effective method is called Selective Catalytic Reduction (SCR), which achieves the lowest possible emissions of Nitrogen Oxides (NOx). The release of NOx is regulated in the same way as CO2, where penalties are imposed in junction with current regional legislation. SCRs are found in all applications where NOx is regulated, most common in coal-, wte-, gas- and cement applications.
Fig 9. Infrasound Cleaners concept for SCRs
There is a strong business case for Infrasound in SCRs. The Infrasound long-wave turbulence is ideal for preventive on-line cleaning of these tight applications where the deposits are dry and powdery and the flue gas temperature is lower than 400 degrees C. Cleaning mechanism shown in Figure 10 below.
The low absorption and long wave range, i.e. an economizer, exhaust gas duct or SCR reactor needs only one infrasound generator
Moves unhindered through obstacles and around corners, i.e. unaffected by tube bundles or catalyst layers
Spreads omnidirectionally from the source, with the same intensity in all directions, i.e. does not need to be directed at the deposits
Page 10 of 12

JH/2018-04-10
Fig 10. Infrasound Cleaners concept for SCRs
The infrasound induced turbulence (for 2 seconds every 4 minutes) changes the flue gas velocity profile, in each channel in the honeycomb monolith. This relatively high velocity closest to the walls, gives rise to a local under pressure at the surface of the pores. The result is a suction effect on the loose, dry deposits that have deposited on/inside the pores.
Smoke tube boiler applicationsIn heating plants up to 25 MWth a cost-efficient and compact way to recuperate the energy in the hot flue gas, is by means of a smoke tube boiler. As the name suggests in a smoke tube boiler, the flue gas passes inside tubes, surrounded by a water mantle cooling the smoke tubes. The boilers are normally mounted vertically and generally have three tube passes with between 150 and 400 tubes inside the boiler, ranging from hot in the center to cold in the outer parts.
On-line cleaning of smoke tube boilers is challenging and must be combined with manual cleaning as well. Traditional cleaning methods include compressed air blowing from the top of the boiler as well as manual cleaning of each individual tube. For the manual cleaning, the boiler must be taken offline and normally an oil-fired boiler is used to compensate the production loss. The manual cleaning is a dangerous work that can take up to one day and cost both man hours and oil consumption.
Most commonly, the fouling of a smoke tube boiler starts in the bottom turning chamber, where there is no automatic cleaning and where the compressed air blowing from the top does not reach. The fouling mechanism includes accumulation of so called “beard” at the inlet of the smoke tubes. As the beard grows, it is sucked into the tubes and eventually clog them. Since each tube constitute for 1 – 3 % of the heat transfer area of the pass, heat transfer is quickly deteriorated resulting in losses in thermal efficiency. Using long range infrasound, the smoke tubes are kept open in the bottom, avoiding said losses and prolonging the time between outages for manual cleaning. Figure 11 below show an example of “bearding” in a vertical smoke tube boiler.
Page 11 of 12

JH/2018-04-10
Fig 11. Vertical smoke tube boiler, with upper smoke tubes (top) and fouling ion the bottom turning chamber (bottom)
Page 12 of 12