Embed Size (px)
DESCRIPTION
save the world
Citation preview

WEAVING
TECHNOLOGY
Weaving
The textile art in which two distinct sets of yarns or threads, called the warp and the filling or weft (older woof), are interlaced with each other to form a fabric or cloth.
The warp threads run lengthways of the piece of cloth, and the weft runs across from side to side.
Yarn Preparation For Weaving Process
Weaving Principles
Basic Mechanism of Warp & Cloth Control
Weaving Structure
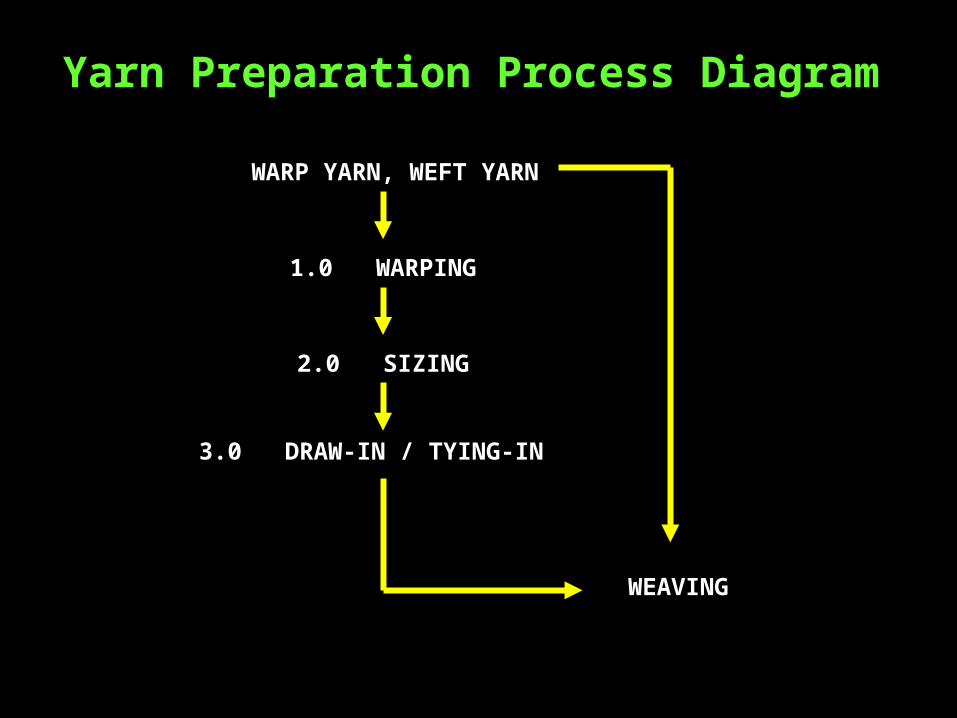
Yarn Preparation Process Diagram
WARP YARN, WEFT YARN
1.0 WARPING
2.0 SIZING
3.0 DRAW-IN / TYING-IN
WEAVING
1.0 WARPING
The warping process transfers the yarn from multiple packages to a section beam.
To produce a quality beam suitable for weaving, the following must be accomplished:
1) no lint, fly, wild yarn2) no high or low selvage3) maintain warper speed4) maintain braking systems5) no crossed or loose ends6) uniform tension across beam7) uniform tension beam to beam8) smooth section beams, rollers
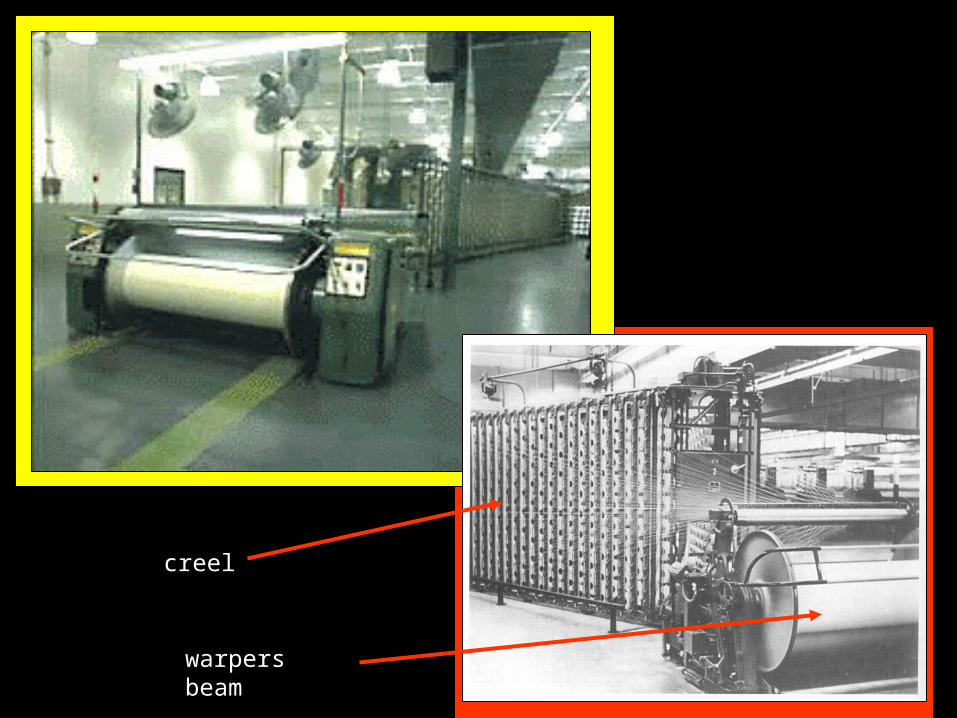
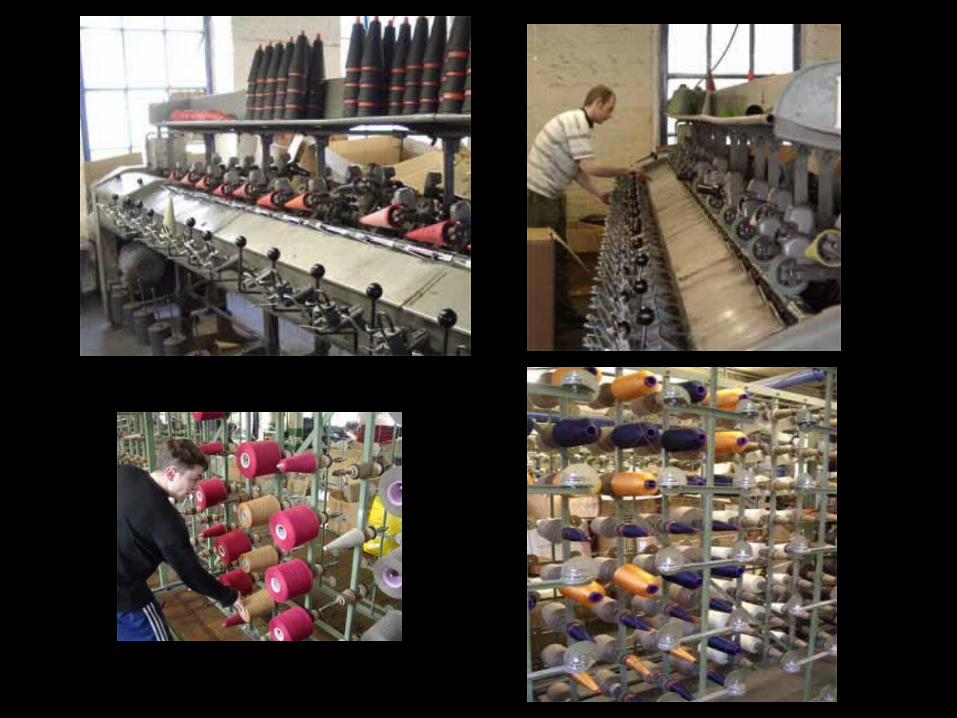
creel
warpers beam

• Application of sizing chemical to yarns
• The purposes of sizing process are :
1) To reduce the yarn hairiness that would interfere with the weaving process.
2) To protect the yarn from various yarn-to-yarn and
yarn-to-loom abrasion.
3) To increase the strength of the yarn
2.0 SIZING
● Random variations in tension ■ due to large, badly shaped knot ■ yam and fiber entanglements ■ knot tails entangling► To overcome weaknesses in the yam created by: ● Yam damage caused by the machine ● Weak places in the yam supplied ● Inadequate distribution of load over all warp ends ● Inadequate knotting or joining
Why Warp Yarns Need To BeStrengthened ??
► To overcome tension levels in the warp ● Constant average tension determined by:■ rate of take-up of cloth and let-off of warp■ contraction of warp due to crimp■ stretch of warp due to tension ● Cycling variations in tension■ due to shedding■ due to beat-up■ higher level in dense fabric■ highest tension in cycle is where a weak yam wil
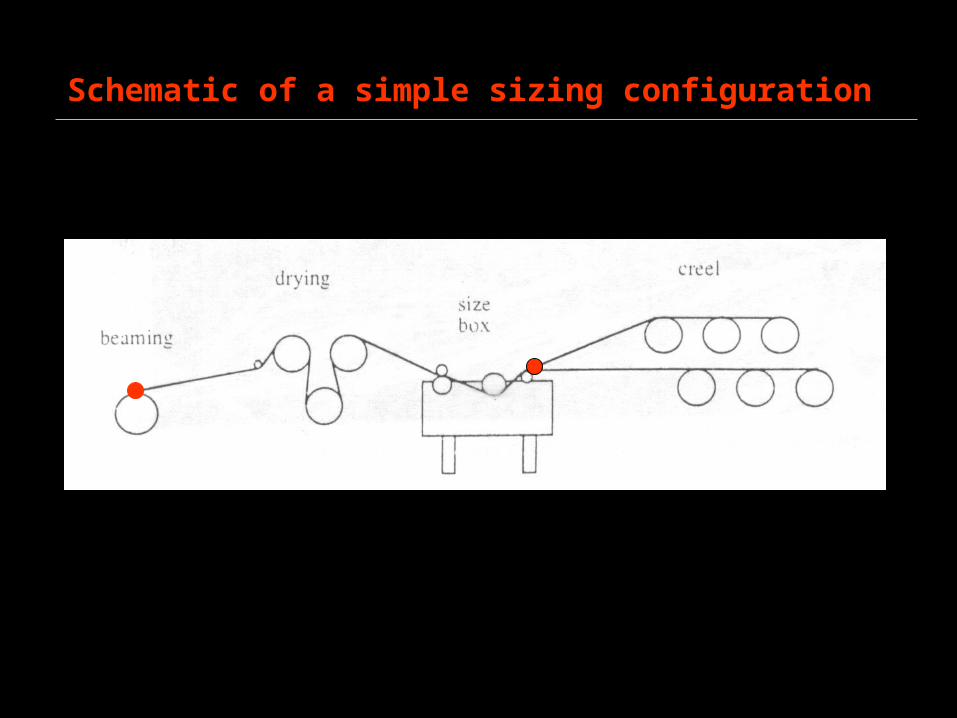
Schematic of a simple sizing configuration
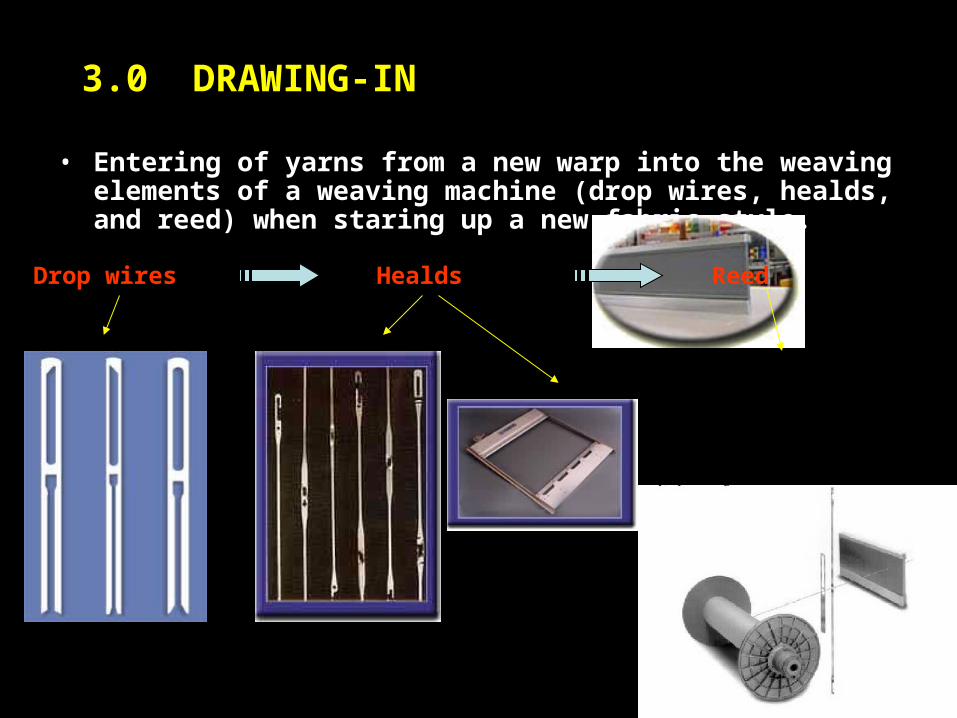
• Entering of yarns from a new warp into the weaving elements of a weaving machine (drop wires, healds, and reed) when staring up a new fabric style.
Drop wires Healds Reed
3.0 DRAWING-IN
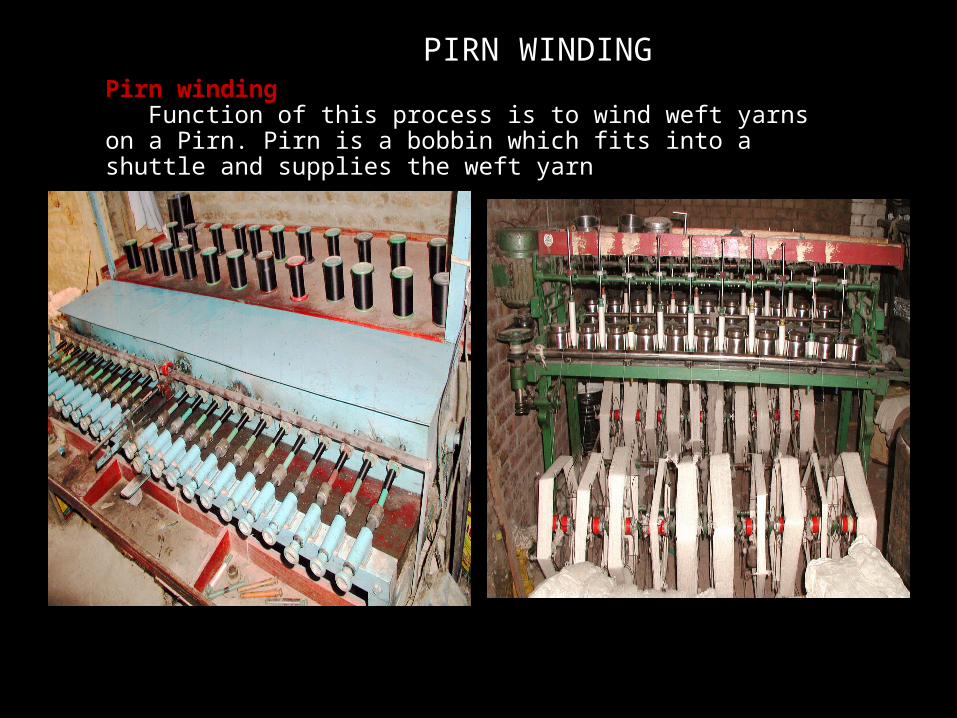
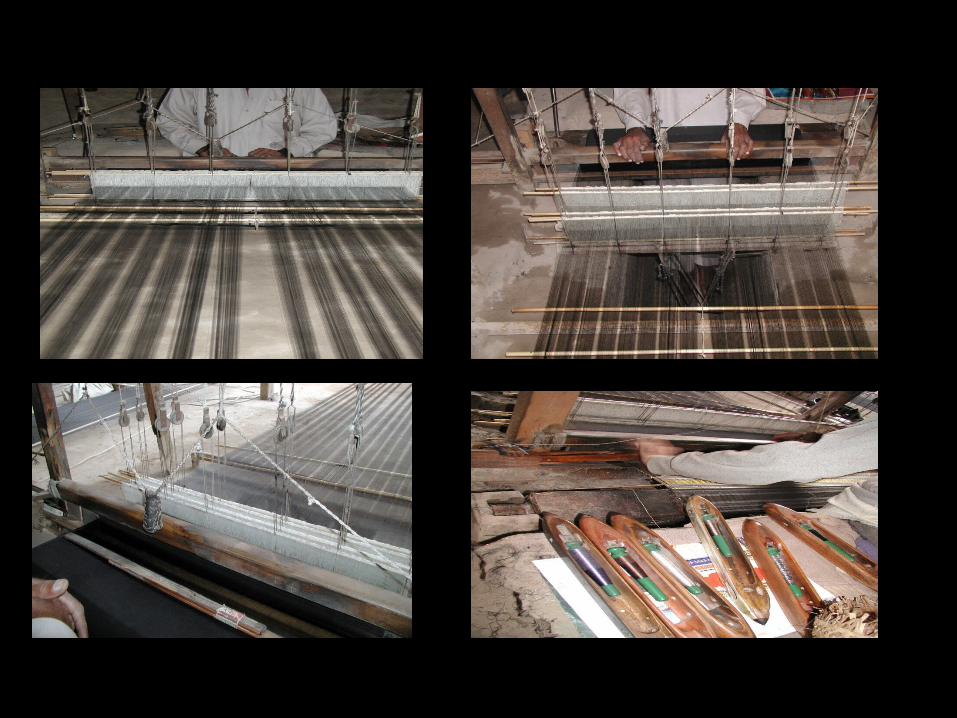
PIRN WINDINGPirn winding Function of this process is to wind weft yarns on a Pirn. Pirn is a bobbin which fits into a shuttle and supplies the weft yarn.
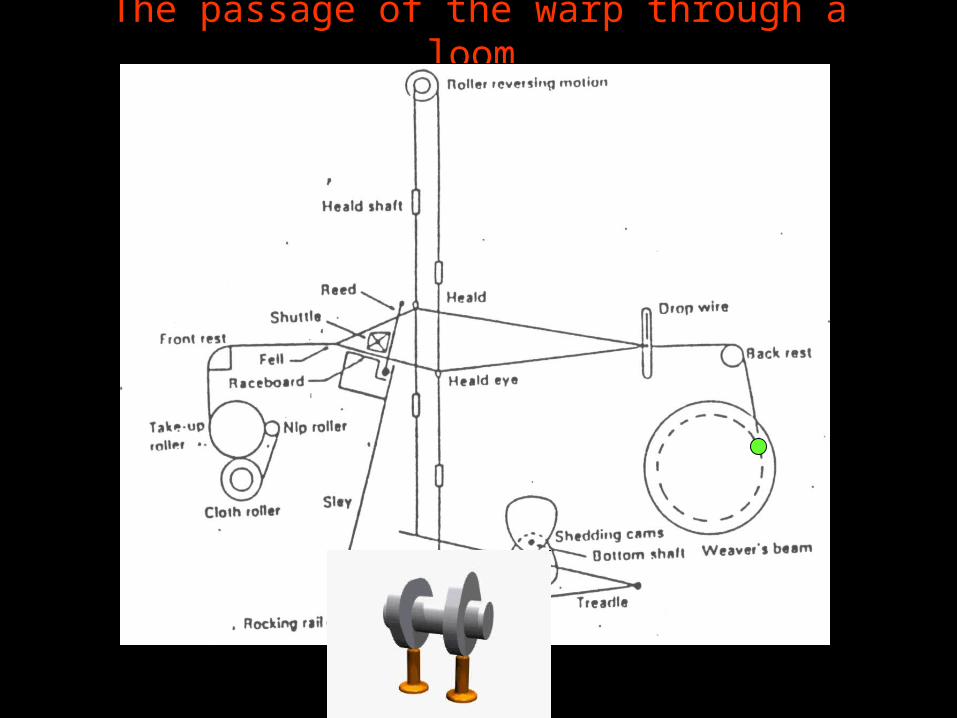
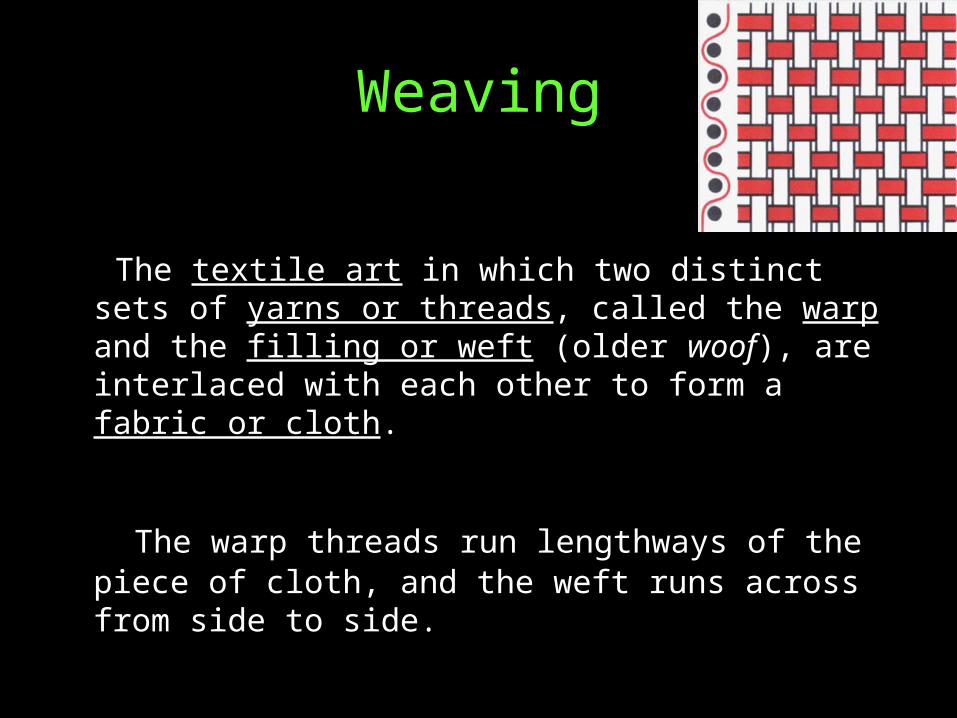
The passage of the warp through a loom
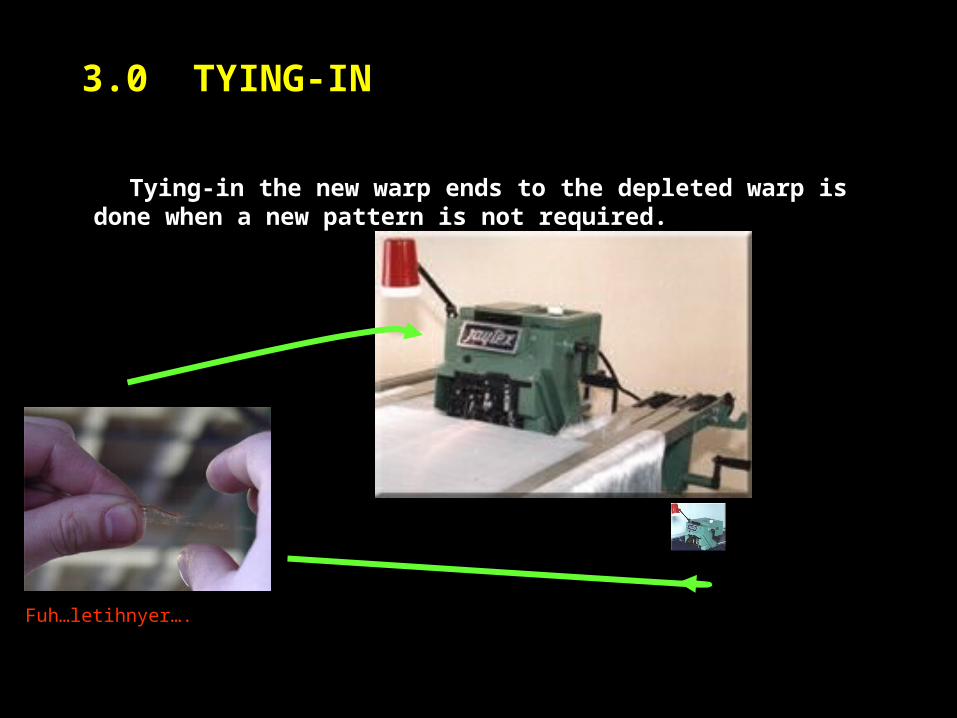
Tying-in the new warp ends to the depleted warp is done when a new pattern is not required.
Fuh…letihnyer….
3.0 TYING-IN
Weaving Principles
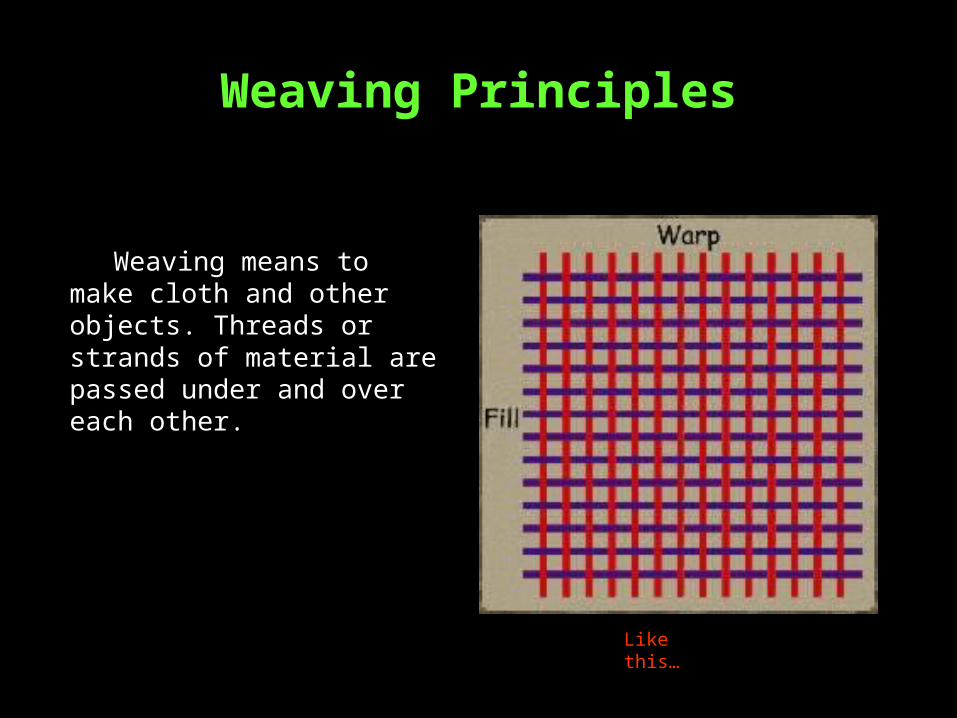
Weaving means to make cloth and other objects. Threads or strands of material are passed under and over each other.
Like this…
In order to interlace warp and weft threads to produce fabric on any type of weaving machine, three operations are necessary :
A) SheddingSeparating the warp threads, which run down the fabric into two layers to form a tunnel known as the shed
B) PickingPassing the weft thread, which traverses across the fabric, through the shed
C) Beating-upPushing the newly inserted length of weft, known as the pick, into the already woven fabric at a point known as the fell
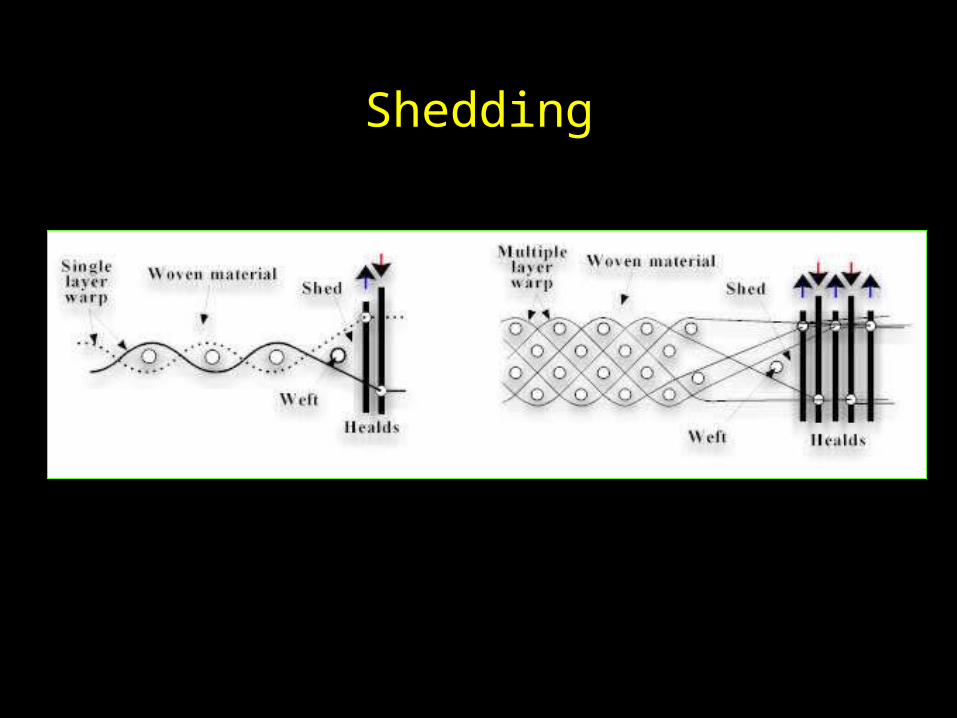
Shedding

Shedding

Picking

Beating
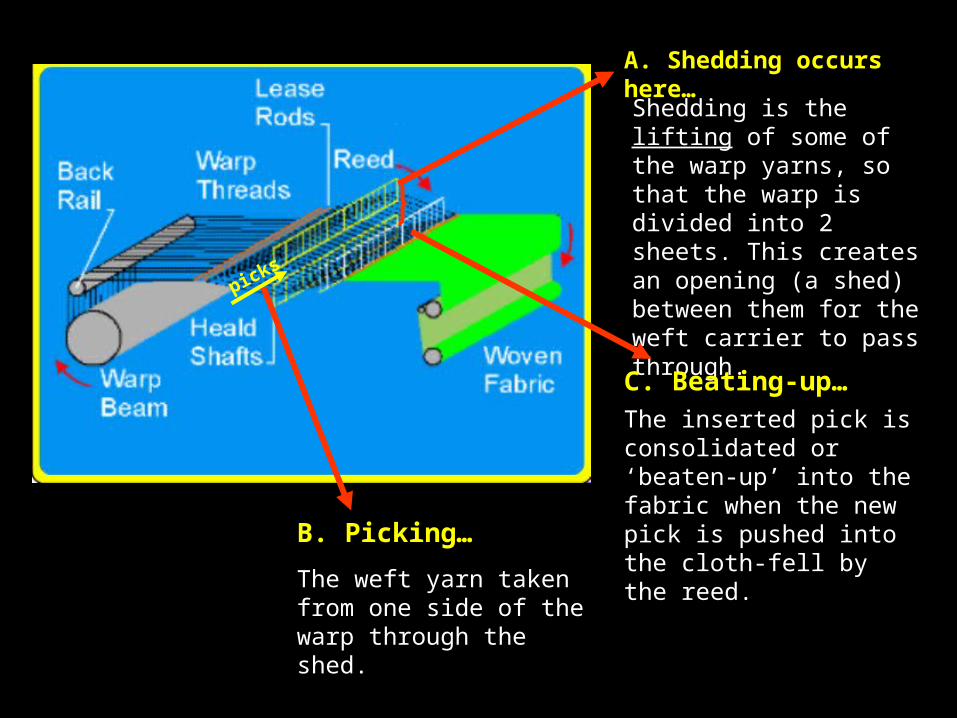
A. Shedding occurs here…
Shedding is the lifting of some of the warp yarns, so that the warp is divided into 2 sheets. This creates an opening (a shed) between them for the weft carrier to pass through.
B. Picking…
The weft yarn taken from one side of the warp through the shed.
C. Beating-up…
The inserted pick is consolidated or ‘beaten-up’ into the fabric when the new pick is pushed into the cloth-fell by the reed.
picks
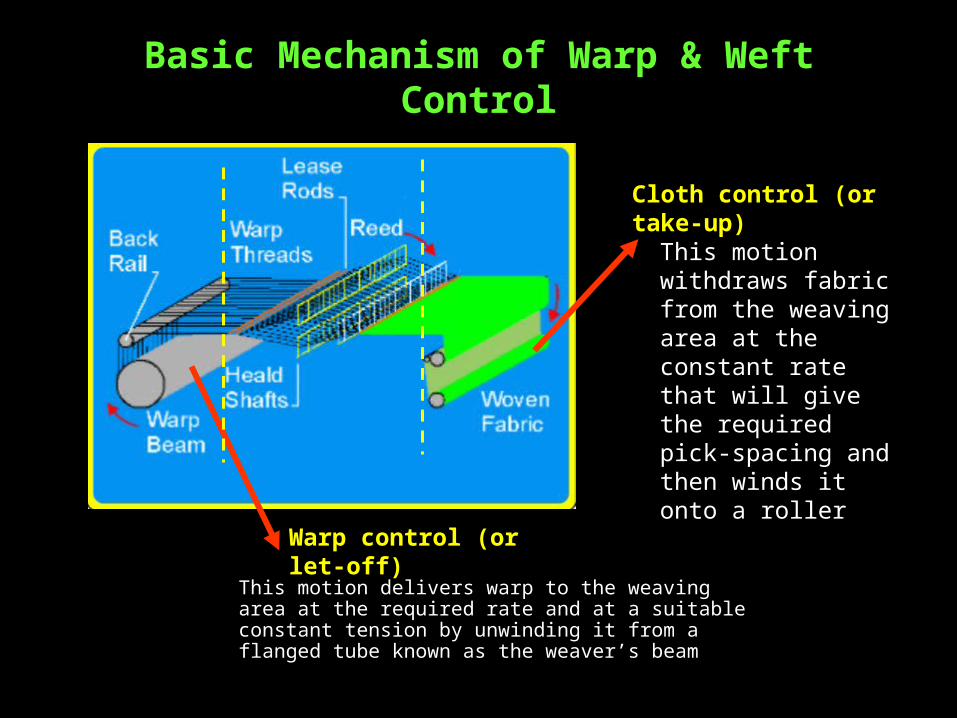
Warp control (or let-off)
This motion delivers warp to the weaving area at the required rate and at a suitable constant tension by unwinding it from a flanged tube known as the weaver’s beam
Basic Mechanism of Warp & Weft Control
Cloth control (or take-up)
This motion withdraws fabric from the weaving area at the constant rate that will give the required pick-spacing and then winds it onto a roller
Auxiliary Functions :
• Temples – hold the cloth firm at the fell to assist in the formation of a uniform fabric
• A drop wire assembly, one wire for each warp yarn, to stop the loom when a warp end is slack or broken
• A tension sensing and compensating whip roll assembly to maintain tension in the warp sheet
• A mechanism to stop the loom when a filling yarn breaks
• Filling feeders to control tension on each pick
• Pick mixers to blend alternate picks from two or more packages (up to eight)
• Filling selection mechanism for feeding multi-type filling patterns
• Filling selvage devices such as trimmers, tuckers, holders and special weave harnesses for selvage warp ends
Methods of weft insertion :
• Shuttle
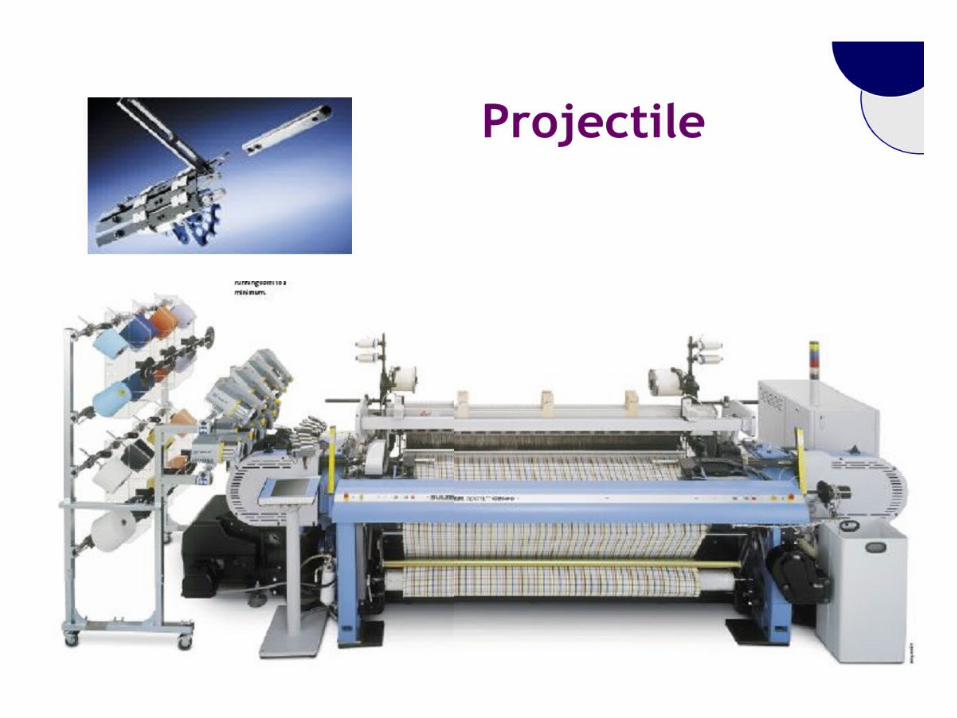
• single or multiple grippers or projectiles
• Rapiers
• Needles
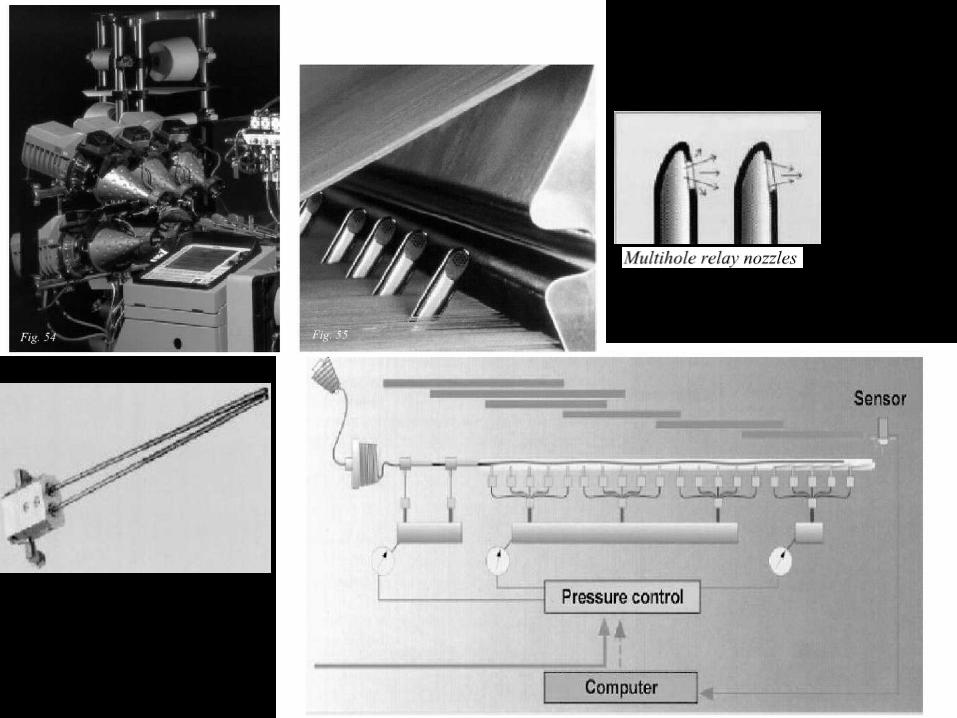
• fluid jet, water jet, or air jet
• various other method
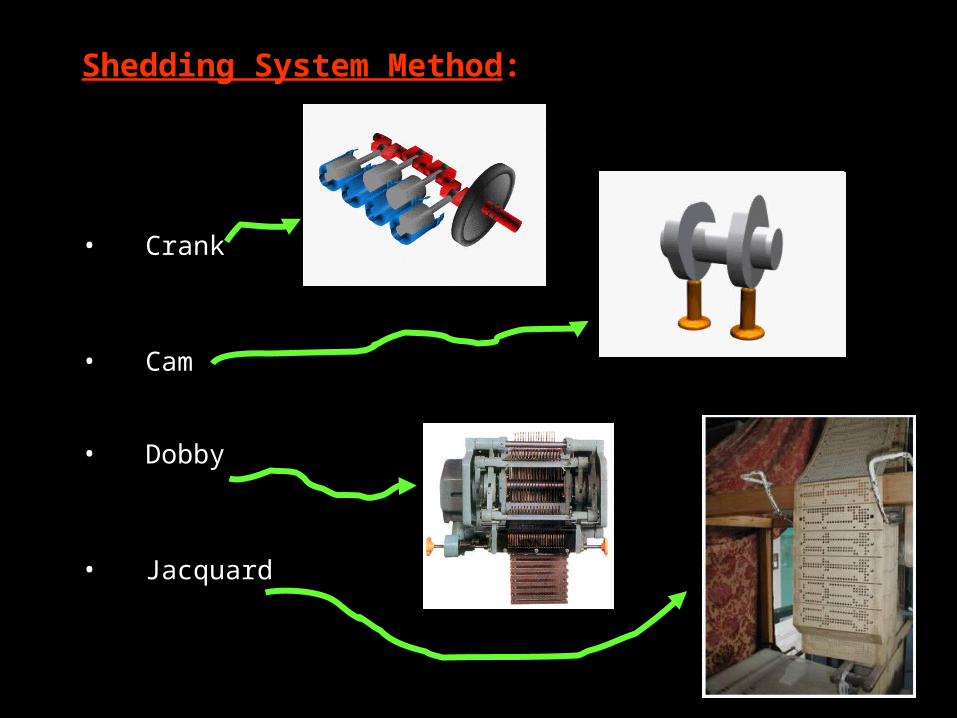
Shedding System Method:
• Crank
• Cam
• Dobby
• Jacquard
These are the machines used for weaving cloths. Looms are frames or machines made of wood, metal or plastic. There are many different kinds of looms but all looms perform the same function of holding the warp threads under tension in an
orderly manner and weaving the cloth.
Looms
There are three types of motions for the weaving process in a loom.
Primary Motions Secondary Motions
Auxiliary Motions
Primary Motions include:
Shedding Picking Beating -up
TYPES OF PRIMARY MOTIONS
SHEDDING
This motion separates the warp sheet into two groups so as to make a gap known as the shed for the insertion of pick.
PICKING
This motion propels a weft thread (a pick) through the shed.
Beating-up
This motion pushes a newly inserted pick to the fell of the cloth.
The basic purpose of these motions is to enable the weaving process to be
continuous.
The secondary motions include:
Let -off motion Take -up motion
Let off motion The basic function of this motion is to unwind warp threads from weaver’s
beam in such a way that fresh warp is presented to the weaving area under controlled tension & at the required rate.
Take up motion The basic function of this motion is to wind the woven cloth on to the cloth roller
at a specified speed.
SECONDARY MOTIONS
According to shedding motion
Tappet Shedding
In this motion 2-8 heald shafts can be used. Dobby Shedding
In this motion 2-24 heald shafts can be used. Jacquard Shedding
In this motion 2-2600 heald shafts can be used.
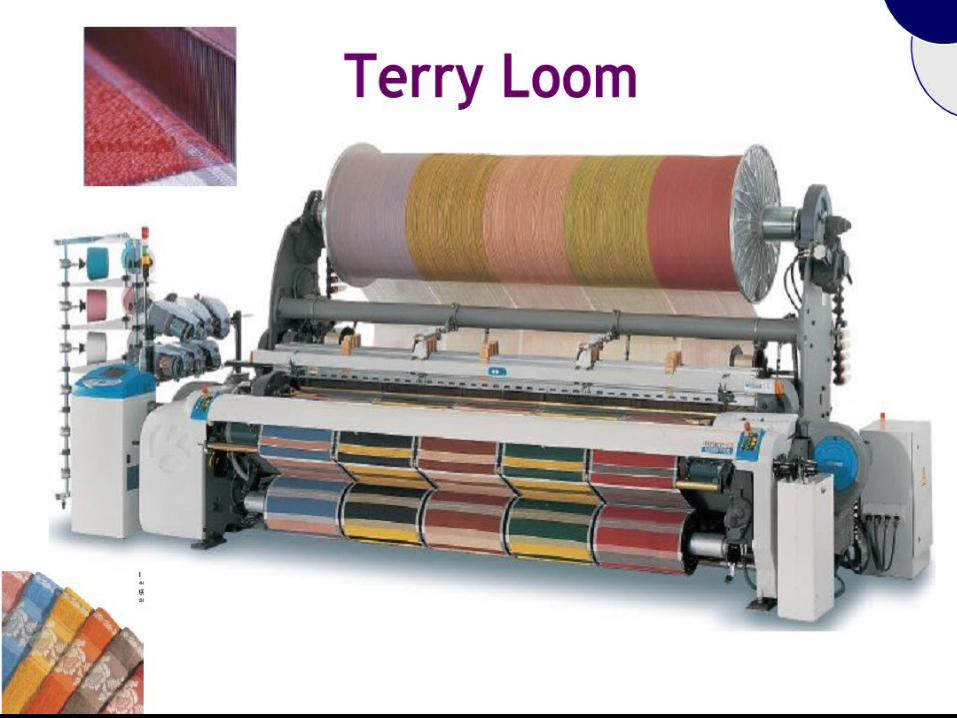
CLASSIFICATION OF LOOMS
Shuttle looms Hand looms Power looms
Shuttle-less looms Air jet loom Water jet loom Rapier loom Projectile loom
Classification of looms depending on picking motion

OLD HAND LOOMS
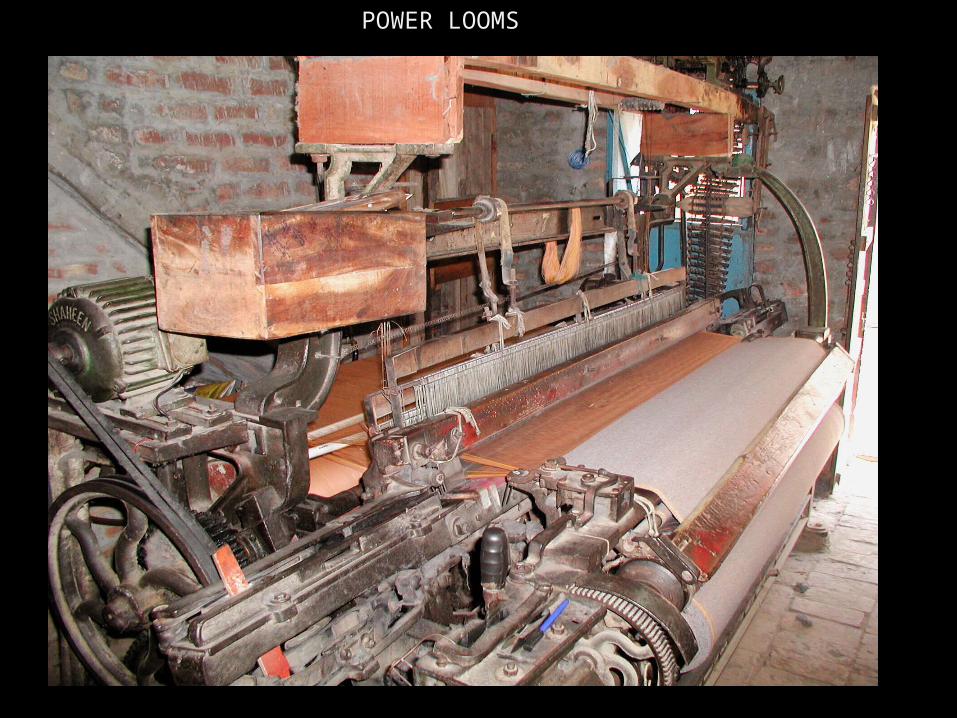
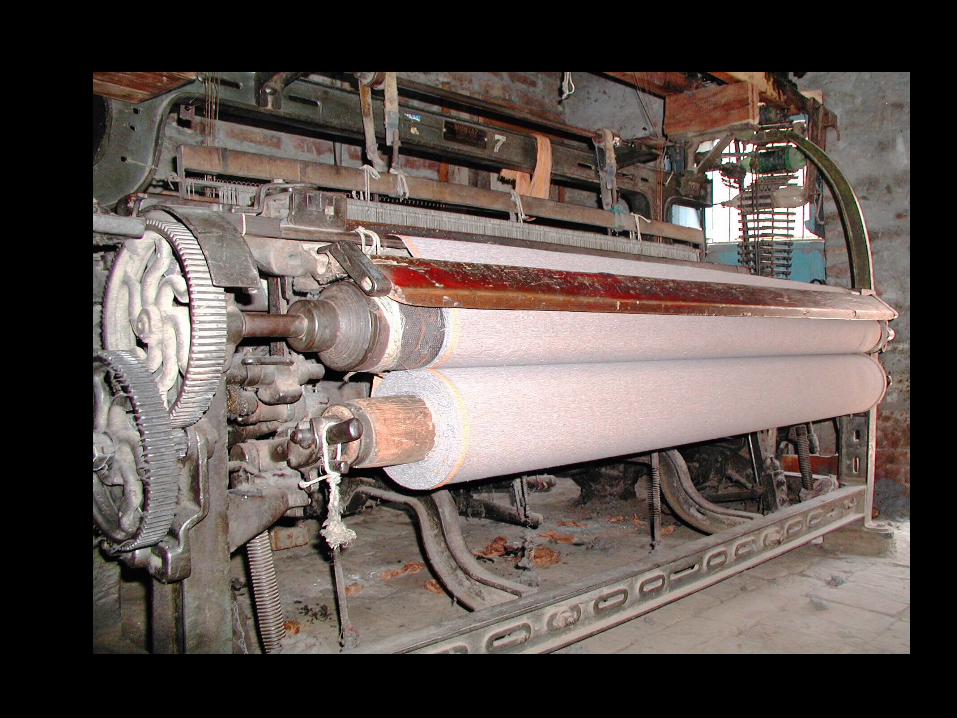
POWER LOOMS
Shuttleless loom
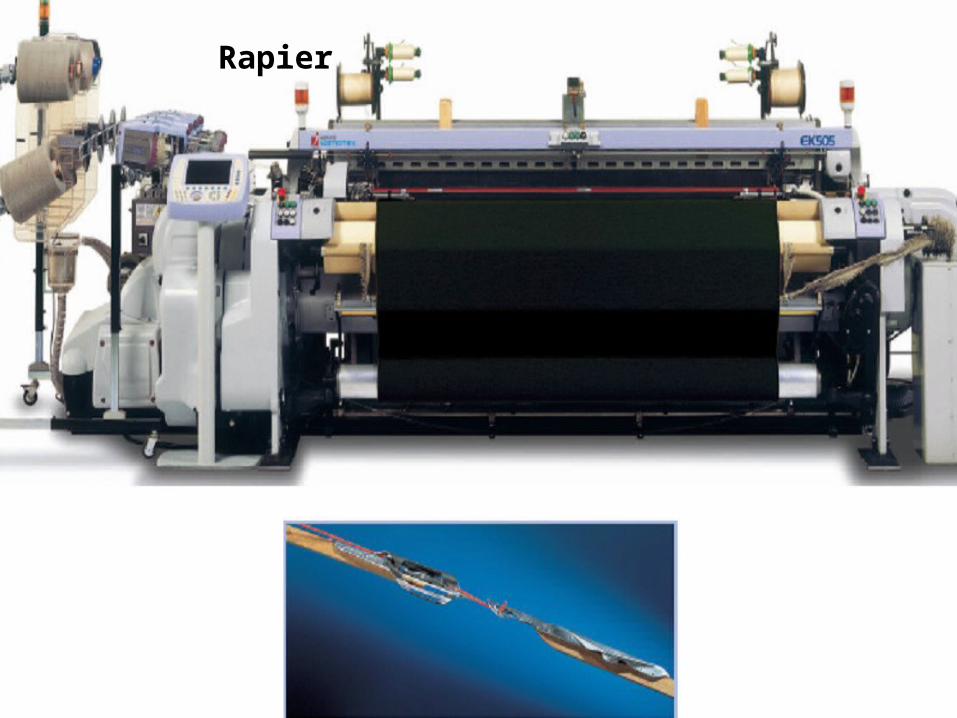
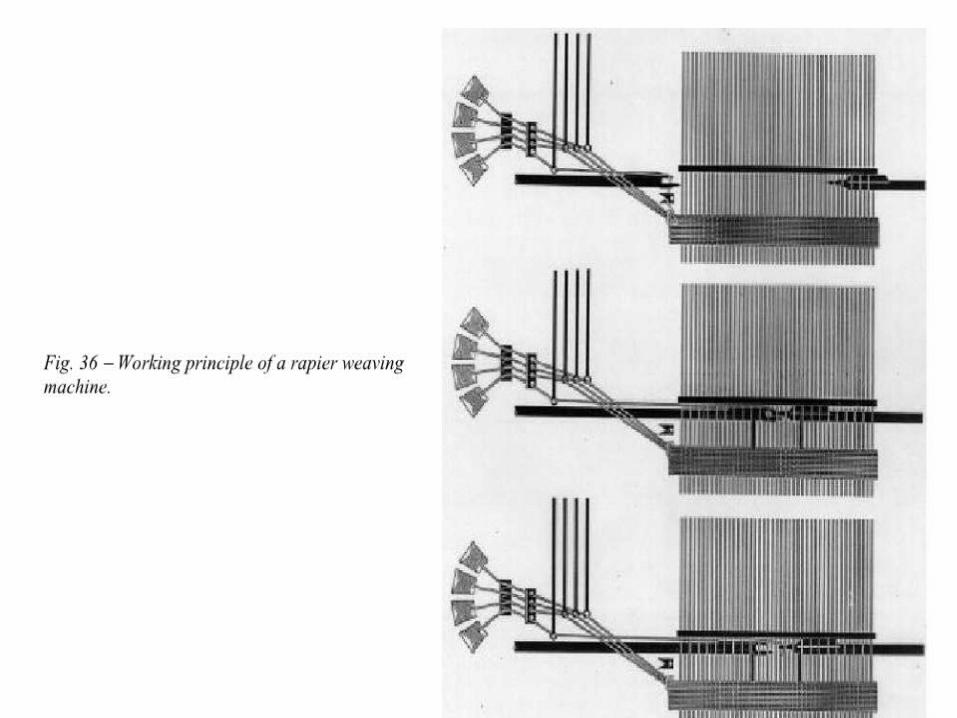
Rapier

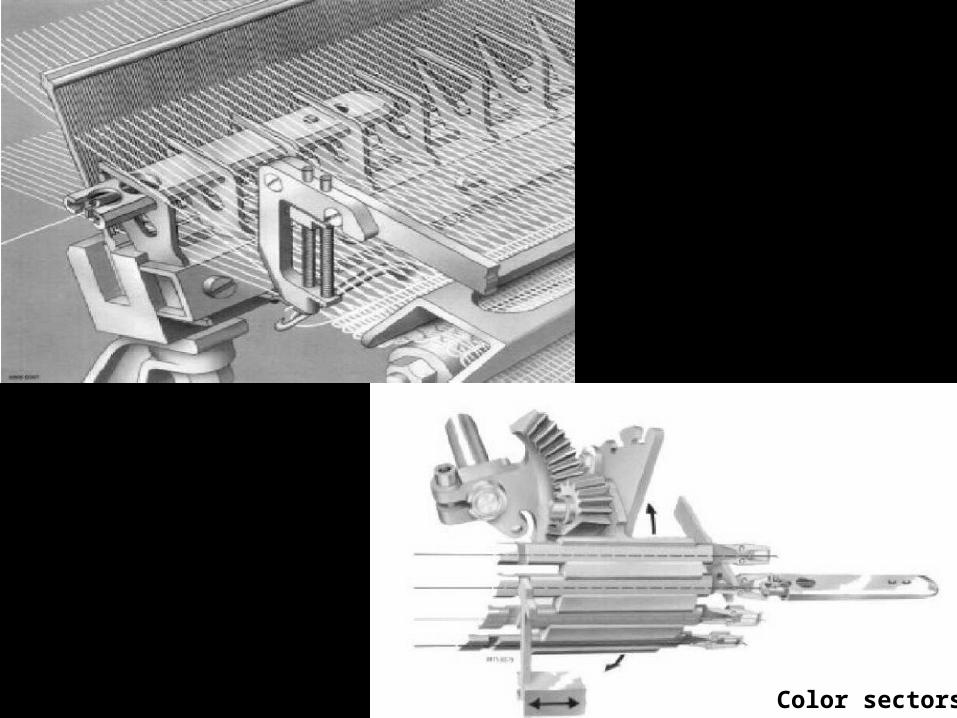
Color sectors

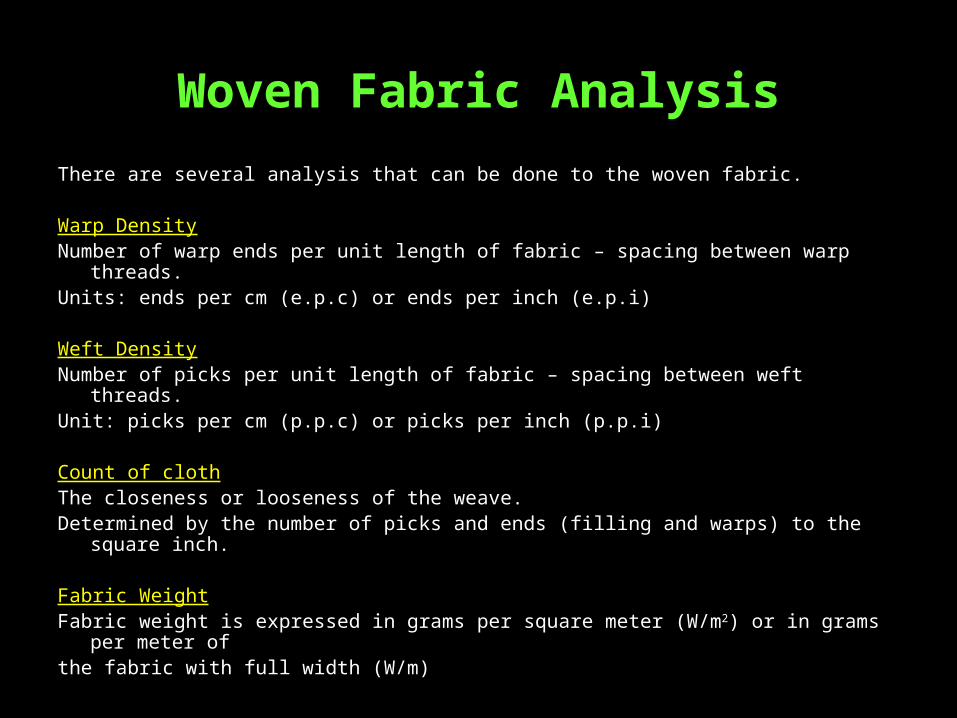
Woven Fabric Analysis
There are several analysis that can be done to the woven fabric.
Warp DensityNumber of warp ends per unit length of fabric – spacing between warp threads.Units: ends per cm (e.p.c) or ends per inch (e.p.i)
Weft DensityNumber of picks per unit length of fabric – spacing between weft threads.Unit: picks per cm (p.p.c) or picks per inch (p.p.i)
Count of clothThe closeness or looseness of the weave.Determined by the number of picks and ends (filling and warps) to the square inch.
Fabric WeightFabric weight is expressed in grams per square meter (W/m2) or in grams per meter of the fabric with full width (W/m)
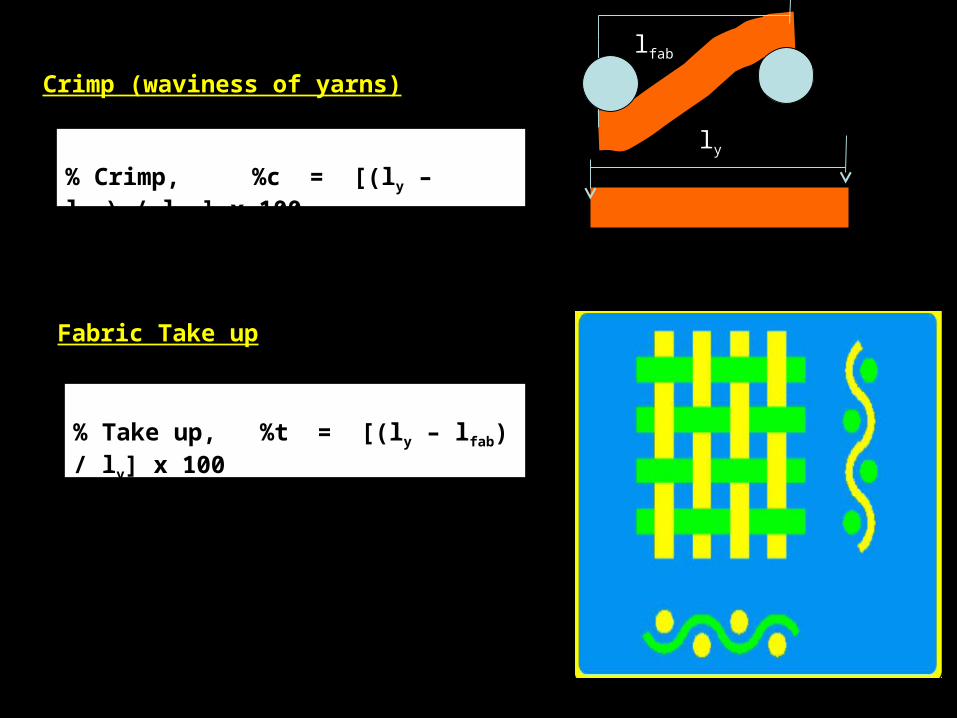
% Crimp, %c = [(ly – lfab) / lfab] x 100
Crimp (waviness of yarns)
Fabric Take up
% Take up, %t = [(ly – lfab) / ly] x 100
lfab
ly