Embed Size (px)
Citation preview
406014 SULZER TECHNICAL REVIEW 2/2002
MITCHELL R. DORFMANSULZER METCO
Within most industry segments, significant financiallosses may be incurred due to accelerated wear ofvarious components. In order to minimize the effectsof mechanical wear and extend product life, SulzerMetco has implemented thermal spray coatingsolutions into production and is further developingthem to meet even more demanding wearapplications.
Wear is defined as the un-wanted removal of material
from a surface as a result of me-chanical action. Mastering thewear process means controlling acomplex set of system and processvariables. This starts with a clearunderstanding of the component,its material history (alloy chemis-try, processing, surface hardness,grain size), the type of wear the component will see, and the type of environment (temperature,gas). For each type of wear, thereis a corresponding specific wearmechanism.
Thermal Spray CoatingsAgainst WearApplying coatings using thermalspray is an established industrialmethod for resurfacing metalparts. The process is characterizedby simultaneously melting andtransporting sprayed materials,usually metal or ceramics, ontoparts.The spray material is propelled asfine molten droplets, which, uponstriking the part, solidify and ad-here by primarily mechanical and,in some cases, metallurgical inter-action. Each layer bonds tena-
Wear-Resistant ThermalSpray Coatings
SULZER TECHNICAL REVIEW 2/2002 15
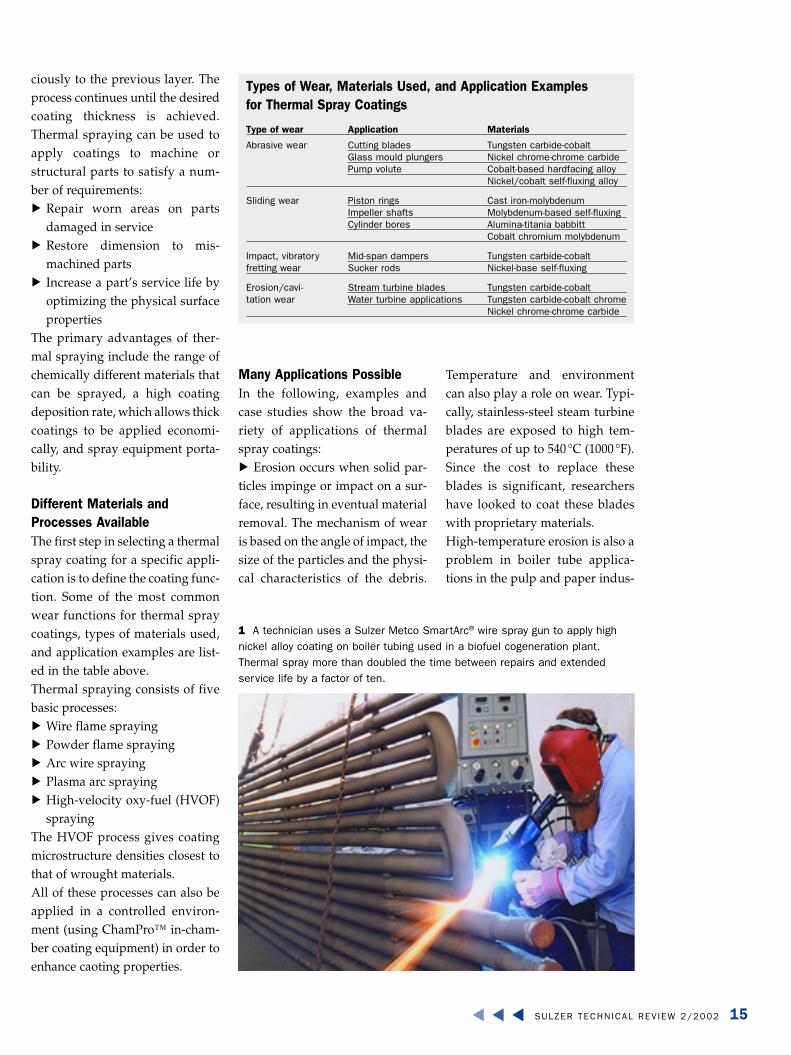
1 A technician uses a Sulzer Metco SmartArc® wire spray gun to apply highnickel alloy coating on boiler tubing used in a biofuel cogeneration plant.Thermal spray more than doubled the time between repairs and extendedservice life by a factor of ten.
ciously to the previous layer. Theprocess continues until the desiredcoating thickness is achieved.Thermal spraying can be used toapply coatings to machine orstructural parts to satisfy a num-ber of requirements:
Repair worn areas on partsdamaged in serviceRestore dimension to mis-machined partsIncrease a part’s service life byoptimizing the physical surfaceproperties
The primary advantages of ther-mal spraying include the range ofchemically different materials thatcan be sprayed, a high coatingdeposition rate, which allows thickcoatings to be applied economi-cally, and spray equipment porta-bility.
Different Materials andProcesses AvailableThe first step in selecting a thermalspray coating for a specific appli-cation is to define the coating func-tion. Some of the most commonwear functions for thermal spraycoatings, types of materials used,and application examples are list-ed in the table above.Thermal spraying consists of fivebasic processes:
Wire flame sprayingPowder flame sprayingArc wire sprayingPlasma arc sprayingHigh-velocity oxy-fuel (HVOF)spraying
The HVOF process gives coatingmicrostructure densities closest tothat of wrought materials. All of these processes can also beapplied in a controlled environ-ment (using ChamPro™ in-cham-ber coating equipment) in order toenhance caoting properties.
Many Applications PossibleIn the following, examples andcase studies show the broad va-riety of applications of thermalspray coatings:
Erosion occurs when solid par-ticles impinge or impact on a sur-face, resulting in eventual materialremoval. The mechanism of wearis based on the angle of impact, thesize of the particles and the physi-cal characteristics of the debris.
Temperature and environment can also play a role on wear. Typi-cally, stainless-steel steam turbineblades are exposed to high tem-peratures of up to 540 °C (1000 °F).Since the cost to replace theseblades is significant, researchershave looked to coat these bladeswith proprietary materials.High-temperature erosion is also aproblem in boiler tube applica-tions in the pulp and paper indus-
Type of wear Application Materials
Abrasive wear Cutting blades Tungsten carbide-cobaltGlass mould plungers Nickel chrome-chrome carbidePump volute Cobalt-based hardfacing alloy
Nickel/cobalt self-fluxing alloy
Sliding wear Piston rings Cast iron-molybdenumImpeller shafts Molybdenum-based self-fluxingCylinder bores Alumina-titania babbitt
Cobalt chromium molybdenum
Impact, vibratory Mid-span dampers Tungsten carbide-cobaltfretting wear Sucker rods Nickel-base self-fluxing
Erosion/cavi- Stream turbine blades Tungsten carbide-cobalttation wear Water turbine applications Tungsten carbide-cobalt chrome
Nickel chrome-chrome carbide
Types of Wear, Materials Used, and Application Examples for Thermal Spray Coatings

16 SULZER TECHNICAL REVIEW 2/2002
2 Sliding wear is common in automobile synchronizer rings and transmissionsystems. Sulzer Metco coatings are frequently used to extend product life by
producing a constant friction level and protecting against overloading.
3 Countless pieces of construction machinery, such as these concrete chisels, utilize hydraulic pistons to performwork. Sulzer Metco tungsten carbide/cobalt HVOF coatings on the pistons replace chrome plating.
try. In these applications, boilertubes are subjected to high-tem-perature corrosion (sulfidation)and erosion. In black-liquor recov-ery boilers, for example, the com-bination of char (solid particlesrich in sulfur) and the hot gas en-vironment results in metal wast-age of the tubes. In order to mini-mize this problem, nickel-based al-
loys high in chromium have beendeveloped (Fig. 1).
Key contributors to slidingwear are mechanical loading,types of loads, chemical media,temperature, as well as type andamount of lubricant. Sliding wearis common in automotive andheavy-duty piston ring applica-tions, synchronizer rings and
transmission systems (Fig. 2), au-tomotive and large-bore cylinderbores for gas transmission applica-tions, hydraulic rods for earth-moving equipment (Fig. 3), andlanding gears for mainframe aero-space applications that replacehard chrome plating. Sume®Sol, aSulzer Metco product, is an inno-vative coating solution for difficultsliding-wear applications.
Today, a number of applicationsare replacing hard-chrome platingwith alternative materials andprocesses. HVOF technology is anexcellent alternative due to envi-ronmental restrictions on chromeplating, ease of operation, quickturnaround, wide material selec-tion, and low cost. The U.S. Navyhas approved HVOF coatings toreplace hard chrome for hydraulicrods, and major aircraft manufac-turers have approved materialssuch as SM 5847 for landing gearapplications (Fig. 4).
Abrasive wear occurs with theremoval of material by particlesmoving across a surface. The par-ticles may be loose or part of an-other surface in contact with thesurface being worn. Examples ofabrasive wear applications are in

SULZER TECHNICAL REVIEW 2/2002 17
the agriculture and glass industry.Cutting blades and glass mouldplungers (Fig. 5) have cobalt-tung-sten carbide/self-fluxing alloys al-lied with either low- or high-ve-locity oxy-fuel gun processes. Thebenefit of fusing the coating is tocreate a metallurgical bond be-tween the substrate and coating.This improves the impact resist-ance. Important considerations forabrasive wear are the coatings ma-trix hardness and chemistry. Hard-ness and toughness typically runcounter to each other. Therefore,the alloy design has to be opti-mized for the application.Plasma and HVOF processes areused for less severe impact appli-cations. Tungsten carbide-cobalt(chromium) and nickel chromium-chromium carbide are the maincarbides of choice. Tungsten carbide-cobalt is used for low-temperature wear applications(400–500 °C), cobalt chromium
tungsten carbide coatings forcorrosive low-temperature wear,and nickel chromium-chrome car-bides for high-temperature wear(1000 °C). Typically, carbide coat-ings of cobalt chrome have over4–6 times the abrasive-wear resist-ance of hard-chrome plating andare approximately 30% better thannickel chrome-chromium carbide.Material hardness is not the onlyfactor in determining abrasive-wear resistance between materialsystems, however.
The majority of applications arebased not on one mechanism, butmany. A good example is a suckerrod coupling used in oil fieldpumping machinery, which seesabrasive, sliding, and corrosivewear. Another example is a pumpvolute used in the petroleum in-dustry, which encounters abra-sion, erosion, and corrosion.
The Key to a Successful CoatingBefore designing the proper coat-ing system, several factors must beevaluated. Technical considera-tions are based on an understand-ing of the wear mechanism and en-vironmental factors the engineer-ing parts are exposed to. Cost con-
siderations include the materialsused, gun and process employed,and the normal life of the compo-nents before they need to be re-paired. The combinations aremany, but the solution options areas great, and offer impressive ben-efits.
CONTACTSulzer Metco (US) Inc.Mitchell Dorfman1101 Prospect AvenueWestbury, NY 11590USAPhone +1 (1)516-338 22 51Fax +1 (1)518-338 24 88E-mail [email protected]
5 Abrasive materials wear causedby molten glass is controlled on mold plungers used in the
glass industry by application ofSulzer Metco cobalt/tungsten
carbide/self-fluxing alloys.
4 HVOF thermal spray replacementcoatings applied on airline landing gearinstead of hard chrome plating showbetter performance.