Embed Size (px)
Citation preview

WE CAN WORK UNDER PRESSURE
Corporate Information:
Name of business: C.S.T 29 PTY Limited
Business registration number: 2004/006596/07VAT number: 4310214780
Contact information:
Head OfficePhysical Address: 2 Huggett Str
Kempton Park1619GautengSouth Africa
Tel: + 27 11 394 0212Fax: + 27 11 394 0214E-mail: [email protected]
WorkshopPhysical Address: 17 Carolous Str
Trichardt2300SecundaSouth Africa
Tel: +27 17 638 1769Fax: +27 17 638 0948
1

Company OverviewOver the past 25 years C.S.T.29, together with our partner company, Power Technology Services in the U.K., have developed Hot Tapping and Line Stopping equipment of all sizes and pressures, with consideration to all products and temperatures, to suit our client requirements.
C.S.T.29 service Offerings:• Design• Fabrication• On-site welding• Pressure testing• Hot Tapping• Valve Management• Line stopping• Cold Cutting• Flange Facing Our procedures and our C.S.T. in-house expertise and equipment enables:The replacement, abandonment, additions and modifications of pipe work from 1/2“ up to 60” diameter without the need for shutdowns or interruptions to consumers or critical services.Combined with the technical back up of recognised local Design and Draughting Consultants, C.S.T.29 has become the African market leader in this highly specialised service field.Our equipment is available for sale and a maintenance service is also available.
2

Quick Facts In a South African context:
We, as C.S.T.29:
• Are members of SAPGA and is registered as a Gas Installer
• Comply to the South African PER and SANS 347
• Have appointed IRCA and work according to an ISO 9001: 2008 Quality System, introduced within C.S.T. 29 (Nov.2010), and we aim to get an IRCA 3 Diamond rating in 2011.
• Work according to the OHSact No.85 of 1993 and according to the OHS Construction Regulations (Aiming towards full OHSAS 18001 and 18002 compliance)
• Obtained a GREEN rating from Sasol Shared services on Safety and Quality.
3

Quick Facts In a South African context (Continued):
Our experience within C.S.T.29:
• 71 years fabrication experience.
• 43 years combined in-house experience in Hot tapping & Line stopping. • 15 years cross-country Petrochemical and Gas pipeline construction and maintenance experience.
• 9 years Valve management experience on water boards.
• 9 years Cold cutting experience.
• Are the local agents for EH Wachs Industrial & Utility products.
• Manufacture all our Hot Tap & line stop fitting locally at our workshop in Trichardt (Mpumalanga)
4

WE CAN WORK UNDER PRESSURE
HOT TAPPING:What does the Procedure say?
5

International Definition:
Hot Tapping:
“Hot Tapping is the precise process of drilling a hole in an on-stream operational piping system without spilling its contents or interrupting its flow.”
or in practical terms“Hot Tapping is a means by which access is made to the inside of an operational pipeline, using either a drill or a circular cutter.”
Hot Tap Applications include:
•Attachment of a branch connection to the line, •Installation of an internal probe or monitor, •To stop or redirect flow in a line for maintenance or repair purposes.•Implies positioning a branch fitting on an operating pressurised line, flowing or stagnant. Followed by cutting a hole in the header through the branch to allow connection to the flowing media. Normally implies using a welded fitting,
•Can also be applied as a repair method to remove defects, i.e. dents.
6

Factors, which govern standard, hot tapping a) Size on size hot taps is not permitted. The size of the hot tap branch shall be limited to a maximum of two pipe sizes smaller than the header size. b) Hot tapping nearer than 460 mm to flange or threaded connection or approximately 70 mm to a weld seam should be avoided. c) Hot taps shall not be made on circumferential or longitudinal welds. d) A hot tap shall not be made on the radius of any fitting.
e) Tie-ins with a bore of more than one-half the header shall require the use of a split tee (full encirclement fitting). Those on one half the headers bore or smaller shall be an integrally reinforced branch fitting, e.g. a weldolet or saddle type sweepolet whenever reinforcing is required. f) Some of the older hot tap equipment only allows hot tapping to be performed in the vertical up and down position. Enough free space with no obstruction above the pipe to be tapped shall be provided in these cases. Modern hot tapping machines do not have this restriction.
Extract from SASOL SGR-MOR-000011
7

HOT TAPPING
8

WE CAN WORK UNDER PRESSURE
Hot tap Configuration
9

Non Standard Taps
Off-Set TapAngle Tap
Bend Tap
Blind Tap
Inverted Tap
10

Hot Tap OrientationStandard vertical tap - no unusual problems
11

Angled vertical tap - no problems for angles less than 45 degrees
Hot Tap Orientation
12

As the angle of tap rotates around there becomes more chance of the swarf from the tap coming back towards the valve and the tapping machine adapter resulting in problems closing the valve and withdrawing the cutter fully.
Hot Tap Orientation
13

As the angle of tap rotates around there becomes more chance of the swarf from the tap coming back towards the valve and the tapping machine adapter resulting in problems closing the valve and withdrawing the cutter fully.
Hot Tap Orientation
14

The measuring rod will tend to fall out. It is also considerably harder to install the drilling machine into position.
Hot Tap Orientation
15

Clearance for Hot Tap
Longitudinal weld accessrestricted by adjacent
pipes
Longitudinal weld location at an alternative position in order to improve
weld access 16

Hot Tap Fittings
Hot Tap fittings are either bolted or welded to the header pipe line. Atapping/drilling machine is attached to the valve, which is attached to the hot tap fitting. A cutter, attached to the tapping machine is inserted into the hot tap fitting through the valve and the tap is made. In the case of a permanent valve, a branch connectioncan be made, allowing flow through the outlet.
Rules of Thumb:
For reduced-branch taps, weldneck flanges on a weld-o-let can be used, but the size of the branch must not exceed 50% of the header diameter, to ensure remaining strength is not compromised.Where the branch will exceed 50% of the header diameter, Hot Tap fittings are full-branch or reduced-branch split tees, designed for use with Tapping Machines.
17

18

WE CAN WORK UNDER PRESSURE
Fabrication
19

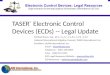
Fit up of split tee for AIA inspection before welding
Spit tee being machined to clients specification
12” #600 Line Stop valve being pressure tested.
20

Fabrication & Test Plan
HOT TAP - CLASS 150
Compliance to ISO 9001: 2008
21

CST29 Drilling Machine
22

WE CAN WORK UNDER PRESSURE
Hot Tap Fittings
23

Hot Tap Fittings:
Are equipped with ANSI Class 150, 300, 600, 900 or 1500 (SI PN 20, 50, 100, 150 or 250) weld neck RF or RTJ flanges.
The reduced-branch split tee fittings can also be furnished with “Completion-plug” flanges for use as bypass fittings. Full-branch fittings are available in 2" - 60"(63mm-1,500 mm).
Reduced-branch fittings are available in any size or pressure configuration to meet customer needs.Plugging (Stopple) Fittings allow a means of isolating the flow in apiping system for repair, maintenance or pipe relocation activities,by incorporating a completion plug inside the flange on the branch.
The only real difference between a hot tap and line stop split tee fitting is mostly the use of a “completion plug” flange in the neck of the line stop fitting.
24

WE CAN WORK UNDER PRESSURE
On Site Welding
25

In-Service Welding for Hot Taps:
Welding onto an in-service piping system requires specially qualified welding procedures and trained personnel.
The main concerns for in-service welding are:•Burn through•Hydrogen Cracking of Fillet Welds•Chemical Reactions from Heat
With modern day low hydrogen welding techniques and properly qualifiedprocedures and welders, the above are not normally a concern, within tested limits.
In practice pipe wall thickness' down to 4mm (0.156") have been successfully welded in-service, with the appropriate procedures, and in special circumferences 3mm (0.125”). However, the normally accepted practical minimum is 4.8 mm (0.188”).
On pipelines the weld procedure and welding qualification includes theprovision for qualification and testing with highest expected rate of heatloss, or restraint levels, and maximum carbon equivalent of the materials tobe welding.
26

In-Service Welding for Hot Taps (Continued):
Pipeline fittings are also normally also required to meet the CSA Z245.11 Steel fittings & CSA Z245.12 Steel flanges codes, where applicable. These specifications imply that all welds must be to ASME IX and subject 100% radiography to, ASME acceptance criteria.
On pressure piping systems (i.e. ASME B31.3 & ASME B31.1) there is no code, or regulatory requirement to consider any in-service welding consideration. It was highly recommended that ASME IX welding qualifications be supplemented by API recommended Practice 1107 for maintenance, however, API 1107 was due to be replaced by Appendix B in API 1104.
API 570 :Requires that all repairs and alterations to the piping system must be done by anorganisation acceptable to the jurisdiction and must be authorized by theinspector prior to its commencement.
All repairs and welding shall be done in accordance to the principles of ASME B31.3, or the code to which the piping system was built.
Any welding on piping components must be done in accordance with API Recommended Practice 2201, Procedures for Welding or Hot Tapping on Equipment Containing Flammable or combustible liquids.
27

In-Service Welding for Hot Taps (Continued):
API 2201 specifically indicates that ASME IX does not cover in-service welding conditions and that API 1107 should be used to qualify both welding procedures and welders on pipe containing flammable or combustible liquids.
In addition, API 570 requires that the inspector shall use, as a minimum the "Suggested Hot Tap Checklist" contained in API 2201 for hot tapping performed on piping components.
API 2201 requires:In advance of "hot tap" work the following should be prepared:•A detailed in-service welding procedure.•A hot-tap procedure.•A connection design.•Health, safety, fire protection, and other appropriate instructions.
*Always verify the header pipe wall thickness prior to in-service welding.
28

Welding Sequence of Split Tee Fitting (Split Sleeves):
Sequence of welding is important. Weld the longitudinal-type seams of full-encirclement fittings first. If factors permit, weld both longitudinal-seams simultaneously. Should factors prohibit this, alternate side-to-side to avoid excessive distortion.
Do not weld both circumferential-type seams simultaneously. This may introduce excessive stresses into the fitting and piping system.
Longitudinal- seams should never be welded to the header/carrier pipe.
Where a full penetration longitudinal weld is desired, the use of a Backing Strip is strongly recommended, which should be specified when doing the design.
29

WE CAN WORK UNDER PRESSURE
Pressure Testing
30

Pressure Testing of a Hot Tap Fitting or Split tee:
Prior to tapping the fitting should be pressure or leak tested. The pressure, or leak test, will subject the header pipe wall to an external pressure. The intention of the appropriate design code requirement may be for the hot tapping/line stop fittings to be internally pressure tested .Exceeding the piping system internal pressure may cause damage to the header pipe, making it difficult or impossible to complete the hot tapping and/or line stop operation, thereby compromising the integrity of the piping system . The allowed safe external test pressure depends on :
•The header (carrier) pipe diameter to thickness ratio, •Grade of material, •Roundness of the pipe •Local wall thickness loss•Corrosion•Mechanical damage, should also be a consideration.
*ASME VIII external pressures design principles can be applied, but there is a need to consider local deformation as well, which may result in causing a dent on the header pipe at the fitting branch opening location, during the pressure test.
31

32

Quality Management System: On Site - Inspection, Preparation, Works Instruction, Log Sheet
Hot Tapping and Linestopping
Tapping Machine Ser. No.
Class Rating
Size
Date of Last Service
EQUIPMENT CHECKLIST
Sequence TAPPING MACHINETick Applicable
YES NO N /A
Do You have a Job Card? If not, get one before proceeding
Is there a Green Ticket and Pressure Test Certificate?
If NO, pressure test the assembly first before proceeding 1Enough head Room above the tap for the tapping machine
2Enough travel for completing the Hot Tap
3Correct Tapping adapter fitted
4All bolts/ threads fastened
5Enough travel for completing the tap
6Correct Tapping adapter selected
7Tapping adapter aligned with cutter in center of adapter
8Correct Pilot installed
9Catch wires move freely on pilot
10At least two catch wires will catch coupon
11Correct Cutter Selected
12Cutter teeth in good condition
13Cutter Holder secured to cutter
14Pilot secured to cutter Holder
15Pilot retracts into tapping adapter
16Tapping Dimensions taken and recorded
17Completion Plug setting distances taken and recorded
18No openings to atmosphere for accidental product release
19Bleeder Valve Correct Pressure rating
ALL C.S.T. HOT TAPPING
IS DONE AGAINST A QUALITY CONTROL
PLAN
33

WE CAN WORK UNDER PRESSURE
Hot Tap Animation
34

35

36

37

38

39

40

41

42

43

44

45

Coupon retainedby ‘U’ Wire
46

47

48

49

50

51

52

53

54

Coupon retainedby ‘U’ Wire
55

Coupon and cutterare withdrawn
56

57

58

59

Vent offProduct
60

Productcleared
61

62

WE CAN WORK UNDER PRESSURE
Valve Management
63

Valve Management
Our aim is to save our clients, time and money by collecting critical data on all their Main Isolation, Cross Connection and critical valves across their distribution system. When the problematic valves have been identified we implement our fully automated Valve Exercising procedure on these valves to recover their performance. During the Valve Condition Analysis we also implement a basic exercising procedure. Periodically implementing a basic exercising procedure is critical as part of a successful valve maintenance program.
During our Valve Conditioning Analysis we collect comprehensive data on all the valves providing information such as:
What type of valve it is? Whether the valve is operable? Can it be repaired or should it be replaced? What is the amount of torque required to operate it? What is the position of the valve? Whether the valve is left or right hand turn? The amount of turns to open it? Its exact GPS location?
C.S.T. offers an extensive valve refurbishment service. Without the need for shutdowns and/or interruption to service. This service includes the Valve Condition Analysis, Valve Performance Recovery and the External Valve Refurbishment.
64

PTFE Injection. Valve Stem Packing seal
The PTFE compound injection is relatively unknown in South-Africa but has been successfully implemented worldwide for many years. The valve stem packing injection procedure consists of injections of a PTFE compound at the gland area and external stem. If the main bonnet is leaking C.S.T will inject the bonnet area at the same time. Any additional information regarding the procedure including the method statement and risk assessment is available on request. These procedures will increase the longevity and operability of the valve. C.S.T.29 aims to provide full Valve Reconditioning without the need for shutdowns, down time or interruption to services.
65

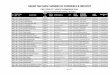
Valve chamber filled with water from leaking valve
C.S.T29 begins Valve leak sealing
Valve leak fixed and chamber dry! Cost Effective
66

WE CAN WORK UNDER PRESSURE
Definition Of A Line Stop
67

Line Stop Definition:
Line stopping or line plugging is a means of isolating a piping system to provide a shut off where none exists. This process serves as a control, or temporary valve on a pipeline, that
can be removed after alterations or valve replacements have been made on the isolated pipe section.
68

Typical size on size line stop fitting with
completion plug
69

WE CAN WORK UNDER PRESSURE
Line Stop Animation
70

71

72

73

74

75

76

77

78

79

80

81

82

83

84

Mid section can now be cut out by means of cold cutting and modified/repaired
85

Split frame cuts and bevels the line.
Line ready for welding.
86

WE CAN WORK UNDER PRESSURE
Cold Cutting
87

Trav L Cutter Cuts, bevels and for making Victaulic groves from 6 – 72 inch pipe diameter. Cuts any exotic metals including cement lined pipes Ideal for field pipeline and buried pipeline maintenance.
Split Frame
A full line of models cover 0,5 – 48 inch in pipe diameter Cuts and bevels Cuts any exotic metals including cement lined pipes Split frame spits to fit over inline pipe and is also capable of performing socket weld removal and chip less wheel cutting
Guillotine Saw Cuts from 2 - 36 inch in diameter size For the removal of redundant lines. Demolition work Cuts any exotic metals Off shore platform leg cutting applications Buried line maintenance
Cold Cutting
88

Split frame was used to cut the gas line (split frame uses cold cutting technology -
Safety No spark No flame No air born contamination No chance of Explosion Cost productive No Hot Work Permit
89

WE CAN WORK UNDER PRESSURE
Examples of Cold Cutting On Site
90

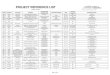
Two Trav-l’s cutting a 36” Water line
91

After modification/repair, themid section is connected tothe plugging housing
92

Mid section can now be re-pressurized through thevents and the plugging housing
93

Mid section can now be re-pressurized through thevents and the plugging housing
94

FLOW
Upstream head is removed first
95

FLOW
Followed by Downstreamplugging head
96

FLOW
Bypass can now be de-commissioned
97

Completion plug is lowered through valve into throat of flange
98

Drive Segment is advanced to secure plug in position of flange
99

‘O’ Ring provides pressure seal
100

All fittings blanked off - Job Complete
101

WE CAN WORK UNDER PRESSURE
Flange Facing
102

Flange Facing
Its designed to quickly and easily machine full faced and raised face flanges from 4” (101 .6 mm) to 24”(609.6mm) O.D. in any operating position. Utilizing a self centering l.D. mounted mandrel and automatic squaring fixture, precise flange alignment is assured. Just tighten the mandrel “expansion nut” - No other adjustments or measurements are needed.
Advantage Faces flanges from 4" (101.6mm) ID to 24“ (609.6mm) OD Record grove, RMS 500, 250, 125 and 63 finishes
103

WE CAN WORK UNDER PRESSURE
Thank You For Your Time
Steve GreenDirector
104