Embed Size (px)
Citation preview
.
‘3
Waste Reduction Guide Shipyards
Waste Reduction Assistance Program Alaska Health Project March 1992
01992, Alaska Health Project
The Alaska Health Project The Alaska Health Project is a private, non-profit organization
established to provide information about occupational and environmental health. The Alaska Health Project has been assisting Alaskan businesses with hazardous material concerns since 1986. We can assist you in the proper management and reduction of toxics use. We can provide you with basic information on how to educate yourself and specific information on products and wastes. Our services are free and confidential. We are not a regulatory agency, and are not affiliated with any government agency. Call the Alaska Health Project at 800-478-2864 (or 276-2864 in Anchorage) to reach our hazardous materials hotline or Waste Reduction Assistance PrOgraI - I l .
Alaska Health Project 1818 West Northern Lights Blvd., Suite 103 Anchorage, Alaska 99517 1-800-478-2864 or (907)276-2864 in Anchorage or out of state
Contents A. Waste Reduction Why and how to reduce waste in any business
B. Shipyard Tips Tips for reducing waste in your business
C. Chemical Safety The basics of chemical safety and how to set up a hazardous materials management program
D. Environmental Regulations A basic introduction to waste regulations and regulatory agencies
E. Worker Right-to-Know Law What the right-to-know law is about, and what it requires
F. How to Read a Material Safety Data Sheet (MSDS)
G. For More Information Partial directory of emergency numbers, resource organizations, vendors and services
Appendices ProJting from Waste Reduction in Your Small Business A guide to help you identify, implement and evaluate an industrial waste reduction program
Understanding the Small Quantity Generator Hazardous Waste Rules: A Handbook for Small Business
Hazardous Materials on Board
Acknowledgements This manual is funded as part of the Response/Ability program. This
manual is designed to assist you in identifying and implementing waste reduction in your business. The Alaska Health Project, through a grant with the Charles Stewart Mott Foundation, designed the Response/Ability program to help your business manage toxic materials effectively. The purpose of the Response/Ability program is to respond to your business from the Alaska Health Project’s Waste Reduction Assistance Program, helping your business improve the work and local environment to the best of its ability.
Chapter B was written by Carl Reller, M.A. Other chapters were researched and written by Kristine Benson, M.S., Margaret Drumm and David Kidd, M.S., P.E. Design by Margie Ann Gibson, Shooting Star Artworks. Printing by Color Art Printing Company, Inc. Special thanks to our local business and government reviewers.
_b
A. Waste Reduction
Reasons Waste reduction makes sense for
any business. By reducing waste, you can increase your profit margin and enhance your community’s quality of life. Reasons to reduce waste include:
1. High disposal costs -- Waste disposal is becoming more and more expen- sive as landfill and incineration costs rise, and landfills run out of space with the increasing flux of garbage. Strict hazardous waste regulations and liability are driving disposal costs even higher.
2. F‘inancial liability -- Generators of hazardous wastes are liable for their waste even after it is transported some- where else for disposal. This liability in- particularly susceptible (Gustauus). cludes potential mishandling by the trans- porter or disposal facility, and any future release of disposed wastes, such as a leak from a failed landfill containment system.
3. Public relations -- Waste reduction is perceived favorably by the community and can enhance a business’s public image. Potential pollution
Lack of precautions create unnecessary health risks. These leaking drums contained lead-based paint. Ingestion or inhalation of lead can cause nerve damage. Children are
Abandoned barrels with unknown contents pose a health threat. This is common throughout Alaska.
A - 1
from hazardous waste, as well as waste of nonrenewable re- sources, are wide- spread public con- cerns.
4. Safetyand health --Waste reduc- tion improves commu- nity quality of life. Re- duction or elimination of hazardous materi- als use and genera- tion improves worker and community safety and health conditions.
Hazardous waste cleanup is prohibitively expensive. This site, Alaska Husky Battery, was contaminated with lead acid and PCBs (Anchorage).
HOW Identzh wastes
Inventory all raw materials usage, including water and energy. Also inventory all outputs, including products and waste. Look at what is being hauled off as trash and what is released to the environment. Wastes include air emissions, wastewater, solids, and waste heat.
Encourage employees to assist you in identifylng wastes. This is an ongoing process. Inventory wastes as part of your regular business inventory.
Identi& your options to reduce waste: 1.Source reduction -- Reduce the creation of wastes.
Substitute. Substitute a raw material that is less toxic or nontoxic, or creates less waste, or a less toxic or more reusable or treatable waste. For example, use water-based paint rather than oil-based. Change the product. Change the product composition, conserve the product, or substitute a product which yields less waste. For example, use reusable coffee cups inplace of Styrofoam cups. Change the process. Look for production processes which create less waste, or which allow you to recover and reuse “wastes”. For example, add an oil ultraBlter to an engine to extend oil @e. Improve housekeeping
Improve resource and waste handling and storage to reduce and contain spills
schedule production to reduce waste of resources periodically inspect business facility and grounds for
existing or potential leaks, waste and spills train employees in materials handling and efficiency. For
.$
3 example, keep materials covered and protected from tempera- ture extremes, have shelvesfirmly anchored in a safe location to prevent spillage during earthquakes or if the shelf is bumped, and train employees to watch for and clean up spills. Separate wastes. A small amount of hazardous waste can contaminate a large volume of previously non-hazardous waste, making it all hazardous waste. Mixed wastes are more difficult to treat and/or dispose of, and may render an otherwise reusable waste useless.
2. Reuse waste. Once a waste has been created, waste reduction can still be achieved by recycling or reusing the waste. Recovered “wastes” are a resource.
Reclaim. I t may be necessary to reclaim waste before it can be reused. This might require varying levels of treatment. For example, Jilter air to recover chlorinated solvents: usefilters, centrifuges, and distilling units to reclaim liquid solvents; use oil/water separators to reclaim oil: or use drainboards to collect solventfiom cleaned parts. Recycle. Reduce the raw material used by recycling waste from within the production process or following consumer usage. For example, recycle metal shavings, recirculate wash water, or recycle paper. Reuse. Find another use for wastes. For example, burn used lubrication oil for space heating, compost waste organic mat- ter, or make note pads from used paper.
Choose and implement options
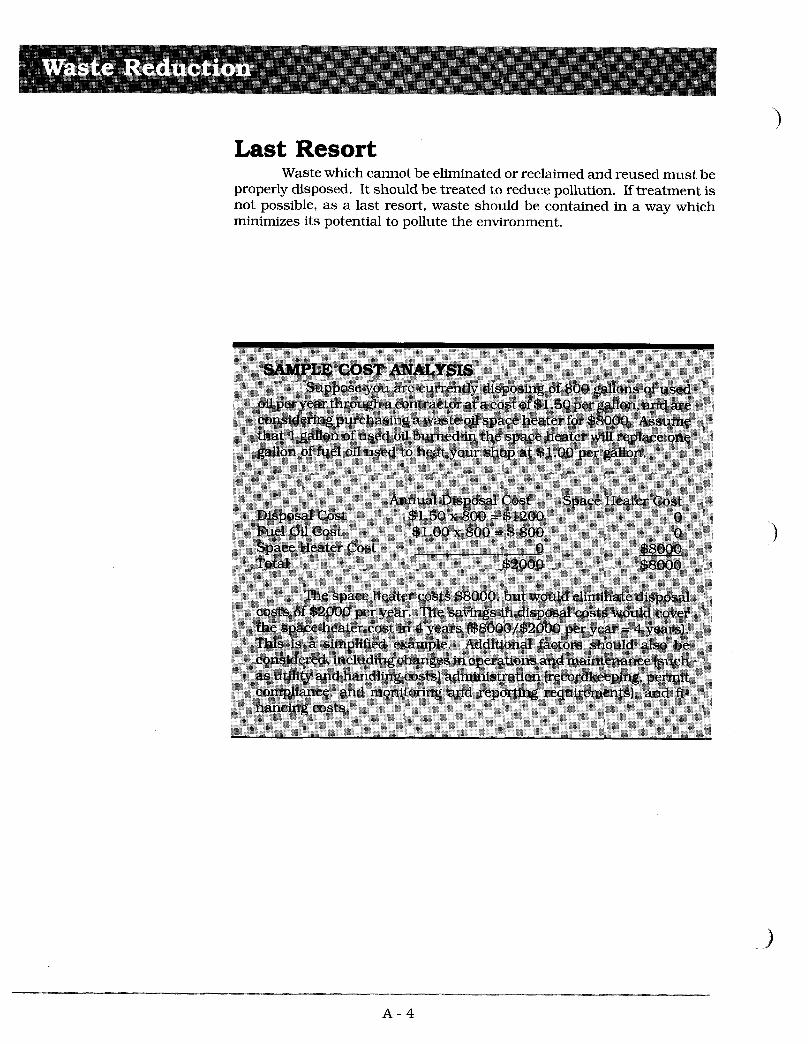
Choose simple, easily implemented options. You can build on them. Use a simple cost analysis to determine how cost effective your options are. Be sure to consider the cost of waste disposal to determine the best choice. Counter-current washing is one
way to reduce the amount of waste generated. Water from previous rinses is used for the first rinse. Fresh water is used only in thefinal rinse. The same method can be used for washing with solvent.
A - 3
Last Resort Waste which cannot be eliminated or reclaimed and reused must be
properly disposed. I t should be treated to reduce pollution. If treatment is not possible, as a last resort, waste should be contained in a way which minimizes its potential to pollute the environment.
A - 4
Shipyard Tips
Table of Contents Section
Marine Paint underwater paints alternatives to underwater paints topsides and interior paint alternatives to topsides and interior paints
Fiberglass resin acetone sanding dust alternatives
Dirt Removal degreasers cleaners mildew
Wastewater regulations wash water recycling bilge water oil/water separators
Paint Removal solvents blasting agents
Waste Oil precautions waste reduction disposal
Facility design cover drainage ventilation fuel storage
8 9 9 9
10 10 11 11 11
12 12 13
14 14 15 16
18 18 18 19 19
B - 1
B. Shipyard Tips
Marine Paint Marine paints must work under the harshest of conditions, contain
toxic metals, are expensive, and when spilled, impact sensitive aquatic habitats. In addition, pressures to get ships back into service and difficult working conditions demand quick paint drying times and short application periods. Alternatives to existing paints depend on relatively few manufac- turers and several large consumers. Over $1 billion is spent every year on marine paints. Perhaps the biggest manufacturer is “Courtaulds Coatings”, marketed as “International” who sell in excess of 30% of the worlds supply. The biggest consumers of marine paints are east Asian shipyards which paint more vessels than anywhere else. Small ships, boats, and naval fleets are painted close to home.
The use of marine paints contributes to pollution and poses serious health risks to workers. Using one gallon of oil-based paint releases hydrocarbons to the air equivalent to driving a large car for six months. Both the worker and community are placed at risk by paint solvents. Several studies found that painters who are regularly exposed to a number of solvents develop neurological damages such as cognitive impairment, mood disturbance, and aggressive impulses because of solvent neurotoxicity and brain poisoning.
)
Underwater Paints Antifouling underwater paints are EPA registered pesticides be-
cause these paints are designed to kill or inhibit the growth of living things. Therefore, people who work for companies which use antifouling paints are required to have a pesticide applicators license. Obtaining a license is relatively easy, involving minimum expense and a little training.
Most antifouling paints contain either tin (TBT) or copper. TBT paints work because they slowly leach tin into the water preventing the attachment and growth of marine fouling organisms like barnacles. TBT bottom paint came on the market about 10 years ago and is widely used because one coat can last for several years. Copper-based bottom paints require application more frequently, often every year. Thus, shipowners prefer TBT over copper because fewer expensive haul outs are needed. However, environmental regulations in North America, Australia, Japan, and Hong Kong are restricting the use of tin-based paint no matter where you live in the world.
Because of recent TBT restrictions most smaller ships and boats use copper paint. Aquatic organisms including fish, are extremely sensitive to antifouling paints. Neither copper nor tin are regulated as hazardous wastes, But in many states, including Alaska, any waste which kills fish under controlled conditions, is a hazardous waste regardless of what it contains. The fish-kill test is commonly called a bioassay or aquatic toxicity test. Consequently, if paint waste; such as, chips, dust, or sludge, fails one
)
B - 2
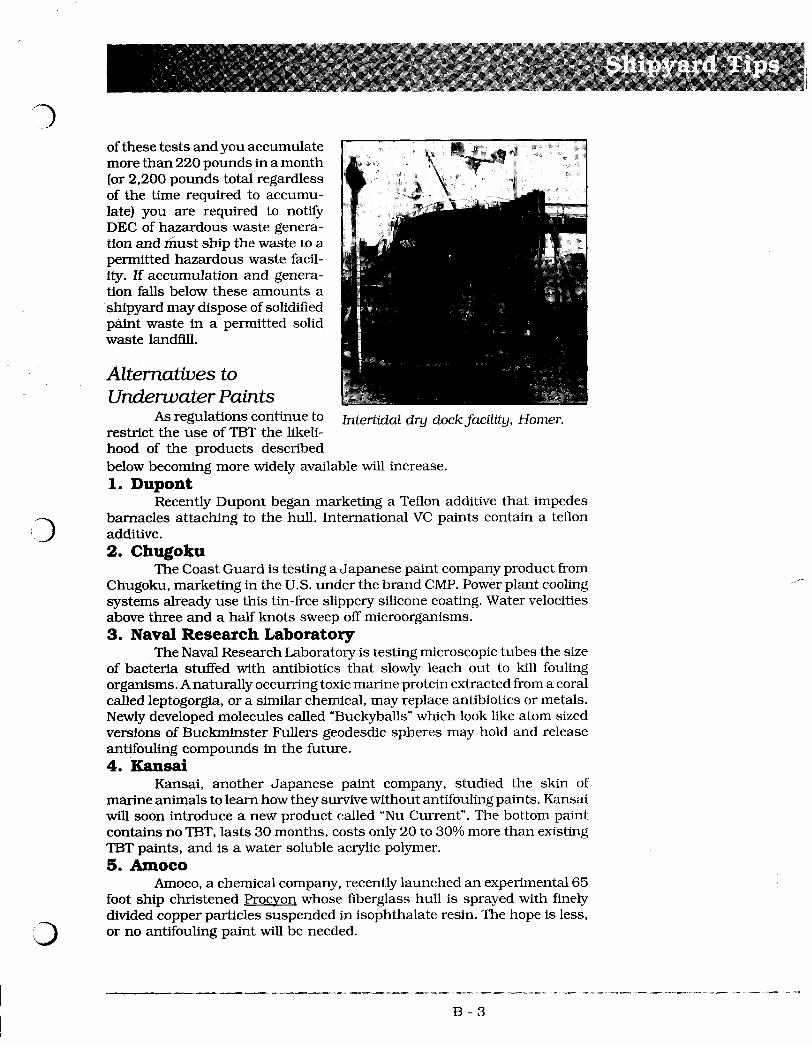
3 of these tests and you accumulate more than 220 pounds in a month (or 2,200 pounds total regardless of the time required to accumu- late) you are required to notify DEC of hazardous waste genera- tion and fiiust ship the waste to a permitted hazardous waste facil- ity. If accumulation and genera- tion falls below these amounts a shipyard may dispose of solidified pBint waste in a permitted solid waste landfill.
Alternatives to Underwater Paints
regu1ations to Intertidal dry dock facility, Homer. restrict the use of TBT the likeli- hood of the products described below becoming more widely available will increase. 1. Dupont
Recently Dupont began marketing a Teflon additive that impedes barnacles attaching to the hull. International VC paints contain a teflon additive. 2. Chugoku
3 The Coast Guard is testing a Japanese paint company product from
Chugoku, marketing in the U.S. under the brand CMP. Power plant cooling systems already use this tin-free slippery silicone coating. Water velocities above three and a half knots sweep off microorganisms. 3. Naval Research Laboratory
The Naval Research Laboratory is testing microscopic tubes the size of bacteria stuffed with antibiotics that slowly leach out to kill fouling organisms. Anaturally occurring toxic marine protein extracted from a coral called leptogorgia, or a similar chemical, may replace antibiotics or metals. Newly developed molecules called “Buckyballs” which look like atom sized versions of Buckminster Fullers geodesdic spheres may hold and release antifouling compounds in the future. 4. K a n s d
Kansai, another Japanese paint company, studied the skin of marine animals to learn how they survive without antifouling paints. Kansai will soon introduce a new product called “Nu Current”. The bottom paint contains no TBT, lasts 30 months, costs only 20 to 30% more than existing TBT paints, and is a water soluble acrylic polymer. 5. Amoco
Amoco, a chemical company, recently launched an experimental 65 foot ship christened Procvon whose fiberglass hull is sprayed with finely divided copper particles suspended in isophthalate resin. The hope is less, or no antifouling paint will be needed.
B - 3

6. Monel A shipbuilding material called MONEL was used on a private boat
with success. Because MONEL contains high percentages of copper and nickel no antifouling paints were required. 7. Copper Sheets
Last but not least is the original bottom protection, sheets of thin copper. Built in 1951 the ship Wanderer I11 still had the original copper sheathing used to protect the bottom nearly 40 years later. Copper sheets were 0.8 to 1.0 mm thick and fastened with copper nails 16 to 20 mm long placed 3/4" apart.
Topsides and Interior Paint Chlorinated rubber and vinyl paint protect hulls above the waterline
and decks. But some of these coatings contain up to 85% solvents. In fact, DOW Chemical plans to phase out many types of marine paints in the near future. Because solvents are a health risk, cause air pollution, and deplete ozone, new environmental regulations are forcing manufacturers to de- crease the amount of solvents released when the paint dries. For example, chlorinated rubber paints are popular because they are easily touched up but are responsible for pollution at every stage of use from the production of chlorine to the chemical paint manufacturer, to the end product user. Chlorinated rubbers contain carbon tetrachloride, which causes cancer, and may be classified as a hazardous waste if generated or stored above regulated concentrations and quantities.
Alternatives to Topsides and Interior Paints 1. Epoxy Urethane
An alternative to chlorinated rubber paint is epoxy-urethane containing less than 15% solvents. Epoxy-urethane can be painted over most other surfaces. A disadvantage to epoxy and urethane are the catalysts and hardeners that induce strong allergic reactions.
2. Water Based a. acrylic
Another alterative is a Rohm & Haas product supplied to paint makers as Maincoat HG54. This industrial acrylic water borne emulsion can be used in marine applications. b. latex
In the future DuPont's experiments with improved, although still chlorinated, latex paints may prove more effective as moisture barriers with better abrasion resistance and adhesion than cur- rently available latex paints. Currently available exterior latex paints function well as interior marine paints.
J Fiberglass
Fiberglass is a combination of a hardened plastic resin and reinforc- ing fibers. Polyester resin is the most common plastic followed by epoxy,
B - 4
3
vinyl ester, and nylon among oth- ers. Fibers most often used are either random chopped strands of mat or woven glass cloths. High strength and light weight applications demand the use of synthetic fibers like Kevlar and carbon.
Fiberglass building and repair require that partially hard- ened plastic resins react with a catalyst such as methyl ethyl ketone peroxide. During the short interval between mixing and setting, resins must evenly and thoroughly penetrate reinforcing fibers.
Excess catalyzed resin must be removed from tools and clothes before hardening. Resins may harden prematurely because of excessive catalyst, warm temperatures, long application times, inappropriate shape container, or mixing new and old batches of catalyzed resin. Haste and rapidly hardening resins force workers to wash everything quickly with solvents in order to prevent tools, people, and equipment from becoming one solid sticky mess. This improper use of solvents is a threat to health.
Styrene, a component of polyester resins, increases the risk of cancer. Acetone is a listed hazardous waste. Sanding dust when inhaled, damages the respiratory system increasing the risk of cancer and is a severe skin irritant.
Female mold for 50 footJiberglass jishing boat, Seattle.
Resin 1. Storage
Improper storage conditions cause waste. Direct sunlight heats and eventually thickens all resins. Store unopened barrels on their side, in a cool place, and out of direct sunlight. If you must keep resins in a hot place consider ordering without accelerator, which can be added when needed.
If in doubt concerning the shelf life of a resin give it the “pour test”. If it pours you can use it. First, filter through a nylon stocking or paint filter to remove chunks of gelatinous resin; then if necessary, thin with up to 10% styrene (not acetone).
Beware of standing water on top of drums. A loose bung can lead to a contaminated barrel. The loss of product added to disposal costs can make this a $1,000 mistake. If wet resins are unknowingly used as building materials liabilities could extend to damage claims. 2. Use
Mix small batches of resin. Keep several sizes of mixing containers so you only mix as much as you need. The best containers are open and flat, like plastic dish pans. Catalyzed resin releases heat during polymeriza- tion so avoid the use of deep round containers that retain heat causing premature hardening. Mix excessive catalyzed resin with scraps of mat or woven roving. Pour the scraps into a mold and save for use in filling voids during repair or construction.
B - 5
Acetone In the past acetone was stored in open drums. Resin spattered
workers dunked their arms past the elbow and washed their faces with acetone. As the acetone got dirtier workers had to dunk more frequently to keep resin from hardening on their bare skin. Hopefully, the use of protective clothing now makes this practice a rarity. 1. Health Effects
As acetone exposure levels increase health effects become more severe from dizziness to sleepiness and eventually unconsciousness. Repeated skin exposure may lead to open sores allowing other toxic substances to penetrate the skin and cause further problems. Once absorbed through the lungs or skin acetone is metabolized slowly and may accumulate in the body from day to day. 2. Storage
Acetone is highly flammable and the vapors can explode. Keep a minimal amount in the shop area. Consult local fire codes for proper building design. Fire extinguishers should be readily available as well as spill clean up materials. 3. Use
If you pour acetone out of barrels consider a stand that automati- cally retums the barrel to an upright position. The area used for pouring acetone should be well ventilated and free of switches, sparks, and flame. 4. Spills
A dripping valve can empty an acetone barrel. If more than two five gallon buckets of soil are contaminated from an acetone spill you must manage the contaminated soils as hazardous waste.
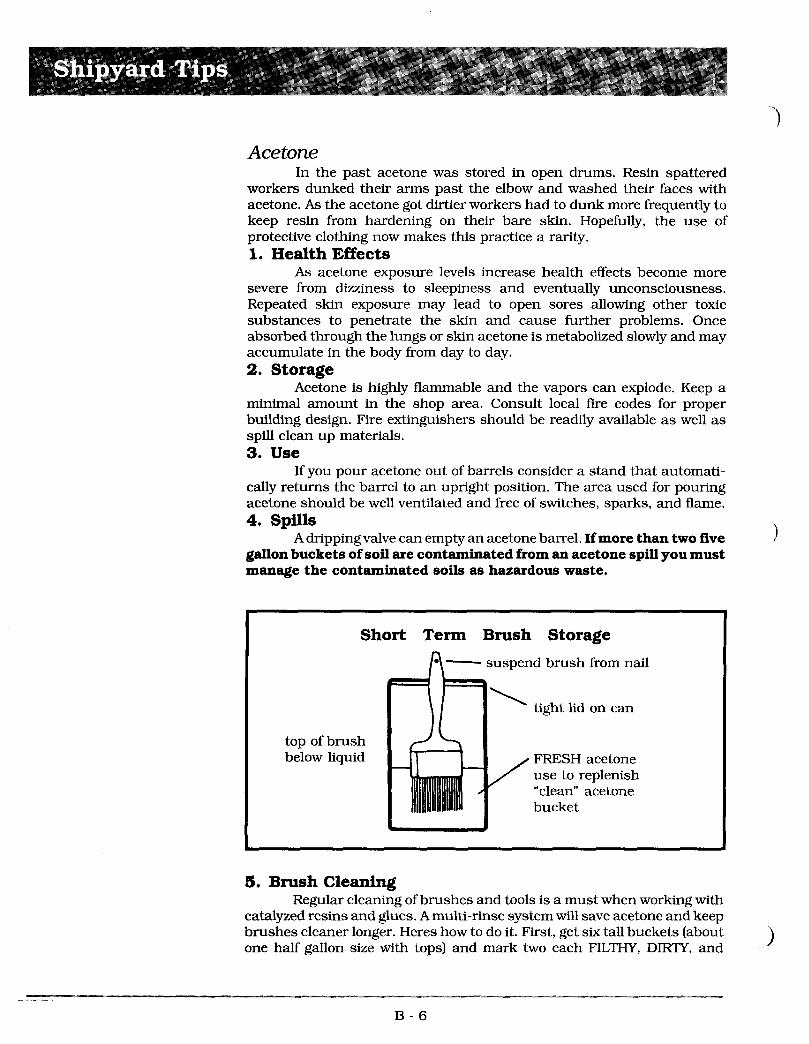
top of brush below liquid
Short Term Brush Storage A- suspend brush from nail
tight lid on can
FRESH acetone use to replenish “clean” acetone bucket
5. Brush Cleaning Regular cleaning of brushes and tools is a must when working with
catalyzed resins and glues. A multi-rinse system will save acetone and keep brushes cleaner longer. Heres how to do it. First, get six tall buckets (about one half gallon size with tops) and mark two each FILTHY, DIRTY, and
‘3
3
CLEAN. Put a rag in the bottom of one and pour three or four inches of acetone into the other. A designated area should be set aside for cleaning.
When cleaning resin brushes remember: fiberglassing is not paint- ing. Whereas paint only dries in thin layers, resin cures best in thick layers. Therefore, treat paint brushes gently but think of a resin brush as a shovel.
When storing resin brushes and tools for more than several days save on acetone use by washing in soapy water followed with clean water
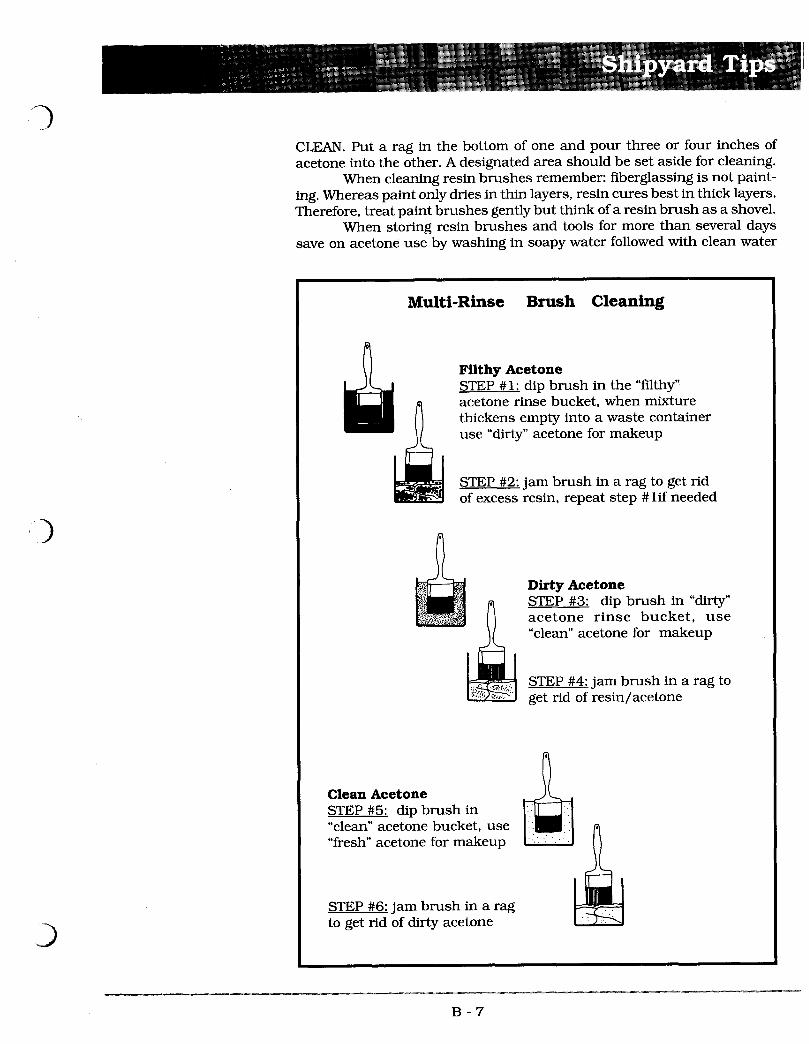
Multi-Rinse Brush Cleaning
PYlthy Acetone STEP # 1 : dip brush in the “filthy” acetone rinse bucket, when mixture thickens empty into a waste container use “dirty” acetone for makeup
STEP #2: jam brush in a rag to get rid of excess resin, repeat step #lif needed
Dirty Acetone STEP #3: dip brush in “dirty” acetone rinse bucket, u se “clean” acetone for makeup
I A , STEP #4: jam brush in a rag to get rid of resin/acetone
Clean Acetone STEP #5: dip brush in “clean” acetone bucket, use “fresh” acetone for makeup
STEP #6: jam brush in a rag to get rid of dirty acetone
B - 7
\
rinses. Several sets of brushes and tools will allow one set to dry while using the other. Using the following methods acetone consumption can be kept down to about a gallon per day per person. ONLY an exempt small quantity generator (less than 220 pounds/month of hazardous waste) may evapo- rate the rag/resin/acetone mixture into a solid before landfilling. A large quantity generator (more than 220 pounds/month or 2,200 pounds accu- mulated) must store acetone soaked rags, uncatalyzed resin/acetone, and waste acetone as a hazardous waste, send this waste to a permitted facility and keep all solvent waste in tightly covered, dated, and labeled containers.
Sanding Dust Fiberglass sanding dust ruins mo-
tor bearings, can wreck your lungs, and gives a miserable skin rash. Immediately after sanding clean all surfaces with a shop vacuum, preferably a vacuum with a High Efficiency Particulate Air filter (HEPA). With care the spread of sanding dust can be minimized. If sanding is a regular part of your work consider attaching the hose of a large shop vacuum directly to the sander or purchasing equipment designed for this purpose such as the industrial FEIN sanding system (800-441-9878) which claims to remove 98% of the dust before it becomes airborne.
Shipyard warning SQn.
1 Eliminate sanding between coats with the use of a laminating
resin. Eliminate sanding the final coat by using wax additives that will
convert a laminating into a finishing resin. Careful workmanship eliminates most sanding. An enclosed or dedicated area should be used for sanding and
repair work.
Alternatives Before using polyester resins consider whether or not they are
needed. Covering a plywood boat with fiberglass may solve leaks for a short time but seldom holds up under repeated use. A better solution is repair or rebedding. If you are working on a fiberglass boat evaluate composite construction: that is, mechanical fastening with ample bedding compound.
Dirt Removal A clean ship is a safe ship because slippery surfaces contribute to
falls both below decks and overboard, either one of which can be fatal. A clean ship is good business because fish hold dirt may cause a buyer to reject the catch. A clean ship lasts longer because oily surfaces accumulate grit causing clogged filters and component wear.
Removing dirt causes three problems. The simplest problem is where to put the dirt. Usually the best place is the dump - not on the ground, not behind the boat house, and not in the water. The second problem occurs
B - 8
when dirt removal causes air pollution. Airborne dirt particles cany pollutants, which by themselves are not volatile. Metals, oils, and paint adsorb onto small particles of dirt. Particles smaller than 10 microns are trapped by the lungs where they cause both direct damage and lesions that allow toxins to enter sensitive lung tissues; therefore, keep dust to a minimum. The third problem occurs when dirt is washed away. Liquid wastes are difficult to control, pick up, or store. Consequently dirt sus- pended in water is often flushed down to the beach or storm drain. Dirty water on its way to the sewage treatment plant should first pass through an oil/water separator to trap grit and oil. The preferred disposal method for dirty water is into a sewer system connected to the city sewage treatment plant. See the waste water section for more on dirty water.
Degreasers “Grez-Off‘ removes grease both quicker and safer than “Gunk,
“CRC”, or “Starbrite”. And “Grez-Off‘ uses sodium metasilicate not petro- leum compounds and chlorinated solvents, and is cheaper than many other cleaners. Practical Sailor recently tested seven degreasers and recom- mended “Grez-Off‘ manufactured by Knight Marketing Corporations under a variety of labels followed by “DriveAway”. Both of these products have a pump bottle thus eliminating use of aerosols and pressurized containers.
J cleaners Soaps, solvents, and abrasives remove dirt, oil, and stains. Cleaners
may require dilution with water; such as, trisodium phosphate (TSP) still the cheapest and best. TSP works so well that care must be taken around varnish, aluminum and some paints. Hydrochloric and oxalic acids attack stains and if neutralized with baking soda before discharge present minimal environmental threat. Other cleaners require full strength application for waterline removal of tar and oil. “Fantastick by DOW Chemical and “Y- 10” by Propco are solvent based cleaners. A strong gel called Y-10 applied in small amounts to specific problem areas minimizes the amount needed. Use full strength cleaners only for dirt the diluted ones won’t touch. Finally as a last resort abrasives remove any dirt but also part of the ships surface with it.
3
Mildew Black, gray, or green spots appear as a result of inadequate
ventilation. Some fungus types (also called mold and mildew) like Ascomy- cetes, produce colored spores within the wood or surface thus staining. Others like Basidiomycetes, penetrate and degrade wood as well. Both cause unpleasant odors and contribute to allergic reactions in some people.
Fungicides are toxic to people as well as fungus. Never use fungi- cides near food or drinking water. Although TBT is approved by the EPA for interior use, Washington state issued a health advisory concerning interior use of TBT because of multiple documented health problems.Application of disinfectants like household bleach or the less volatile oxalic acid diluted 1:3 with water, removes surface mildew stains as well as specialty products
containing quaternary amines and costing X50 more. But once the fungus penetrates a surface it is extremely difficult to remove. Improved air circulation is the best way to prevent mildew.
Wastewater Regulations
In the past ship wash water drained down the beach. In the future the discharge of any water; including any run off from any part of the yard, will require a permit under the federal "Storm Water Discharges Associated with Industrial Activity" permit system. Among the many industries affected are shipyards. EPA published draft regulations regarding this permit system on August 15, 1991 (see Federal Register Vo1.56, No. 159, pages 40948 to 41006). These regulations may drastically affect the operation of every shipyard. Depending on where you are located either the federal (in Alaska & Idaho) or the state government (in Washington & Oregon) will issue the permits. Although regulations are not final the major parts are unlikely to change. 1. Notice of Intent
First, every ship yard will be required to file a Notice of Intent (NOI). Failure to file a NO1 could result in substantial fines of up to $10,00O/day.
2. Prohibitions Non-permitted discharges are
prohibited as are the release of report- able quantities of hazardous sub- stances. A pollution prevention com- mittee is required to:
identify risk areas, inventory materials, inspect and maintain equip
ment, train employees, and keep records.
3. Limitations Runoff may not be toxic to fish
and invertebrates based on a standard 96 hour bioassay test. 4. Monitoring and reporting
Sampling and analysis ofwaste water may be required to include oil
Posted environmental policy statement at shipyard.
and grease, biological and chemical oxygen demand, nitrogen, phospho- rous, and others. 5. Permit conditions
A facility may either be covered under a specific permit for a particular operation or as part of a general permit for similar facilities in the same region.
Wash Water Recycling The Philadelphia Naval Shipyard experimented with a recycled
waste water system. Hot concentrated citric acid (10%) and triethanolamine (7%) sprayed on metal surfaces removed rust and grease. Oil and dirt were separated from the wastewater and make up soap added as needed. Technology adopted from the electroplating industry removed metals like lead, chromium, and cadmium with electrodialysis. Although expensive, the system paid for itself in 1.3 years then saved $6 l,OOO/year because of decreased oily water disposal costs.
Bilge water A clean bilge smells sweet and eliminates odors that can make a ship
unfit for living and working. Clean bilges contribute to long life for corrosion prone structural keel members. However, bilge water nearly always con- tains oil, fuel, stagnant water, and microorganisms, a mixture Antarctic circumnavigator, David Lewis, dubbed “octopus vomit”. If the vessel ever floods oily bilge water will ruin gear and coat every nook and cranny with a filthy, oily mess.
Some ships still drain crankcase oil directly into the bilge. Inacces- sible leaks from built-in fuel tanks typically produce chronic oily/water problems. One of the first environmental laws in this country was in reaction to unrestricted dumping by ships. Today, the U.S. Coast Guard prohibits the discharge of anything into navigable waters if it causes a sheen or contains more than 15 ppm oil. Oil/water emulsions are also regulated in many locations.
Take steps to avoid oily bilge water such as installing an absorbent lined drip pan under the engine. Check fuel tank fittings. Vent fuel breathers to the ship exterior. Store lubricants in an absorbent lined box. Change fdters over a bucket to catch the inevitable dribble. And if you must use detergents to clean the bilge do so only after wiping down oily surfaces with absorbent pads. Detergents only work at the surface. Gloved hands and tools remove thick oil layers best - as 10,000 workers learned cleaning up the EXXON-VALDEZ oil spill. The best detergents to use are ones that release oil from the surface yet do not cause an emulsion.
Oil/ Water Separators Ships must either store all their bilge water until they get to port or
have an oil/water separator on board. Recently, several large ships were caught hauling oily bilge/ballast water to Alaska for disposal at an unauthorized facility and were fined the maximum penalty of $lO,OOO/ discharge. Oily water can be a big problem. Shipyards are affected by oily water problems because repair work may mean removing and treating bilge or ballast water. In addition, many municipal sewer utilities require waste water to contain less than 100 ppm oil.
Treatment of oily water requires an oil/water separator. Oil/water separators are also called API (American Petroleum Institute) or CPI (Coalescing Plate Interceptors) separators. CPI units use less than a fifth the 3
B - 11
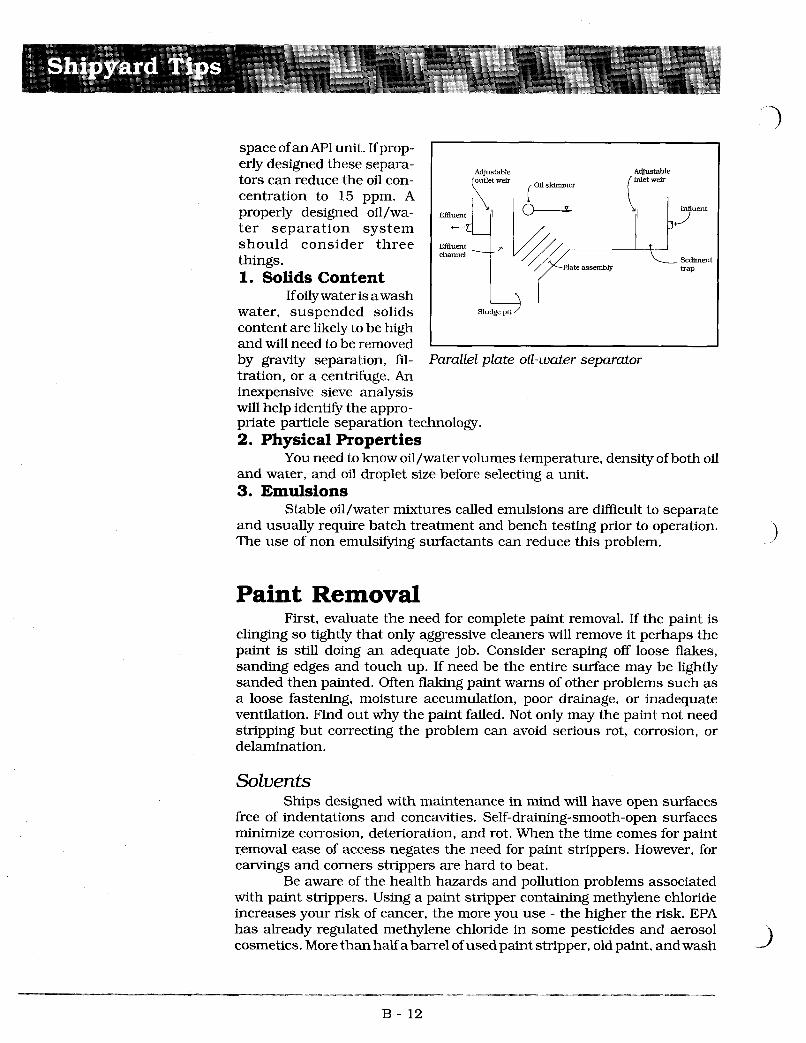
space of anAP1 unit. If prop- erly designed these separa- tors can reduce the oil con- centration to 15 ppm. A properly designed oil/wa- ter separation system should consider three things. 1. Solids Content
If oily water is a wash water, suspended solids content are likely to be high and will need to be removed
channel
AdJustable
Sediment
by gravity separation, fil- tration, or a centrifuge. An inexpensive sieve analysis will help identify the appro- priate particle separation technology.
Parallel plate oil-water separator
2. Physical Properties
3. Emulsions
You need to know oil/water volumes temperature, density of both oil and water, and oil droplet size before selecting a unit.
Stable oil/water mixtures called emulsions are difficult to separate and usually require batch treatment and bench testing prior to operation. The use of non emulsifylng surfactants can reduce this problem. 1
Paint Removal First, evaluate the need for complete paint removal. If the paint is
clinging so tightly that only aggressive cleaners will remove it perhaps the paint is still doing an adequate job. Consider scraping off loose flakes, sanding edges and touch up. If need be the entire surface may be lightly sanded then painted. Often flaking paint warns of other problems such as a loose fastening, moisture accumulation, poor drainage, or inadequate ventilation. Find out why the paint failed. Not only may the paint not need stripping but correcting the problem can avoid serious rot, corrosion, or delamination.
Solvents Ships designed with maintenance in mind will have open surfaces
free of indentations and concavities. Self-draining-smooth-open surfaces minimize corrosion, deterioration, and rot. When the time comes for paint removal ease of access negates the need for paint strippers. However, for carvings and comers strippers are hard to beat.
Be aware of the health hazards and pollution problems associated with paint strippers. Using a paint stripper containing methylene chloride increases your risk of cancer, the more you use - the higher the risk. EPA has already regulated methylene chloride in some pesticides and aerosol cosmetics. More than half a barrel of used paint stripper, old paint, and wash I
water may be a regulated hazardous waste depending on the solvents in the stripper.
Also take notice that some strippers like “Epifane” imported from Holland list only methanol as an ingredient and fail to mention methylene chloride. Recently, the publication Practical Sailor compared labels and performance of commonly available strippers. Two companies who market non-methylene chloride strippers include Parks and 3M.
“Safest Stripper” by 3M is nonflammable. The active ingredient, dibasic esters, is claimed to be noncarcinogenic. “Safest Stripper” works well on enamels taking a little longer than more volatile products but will not remove catalyzed paints.
“NO-Drip” sold by Parks, contains methanol, toluene and acetone. None of these compounds are known carcinogens: however, the mixture is volatile and flammable. Avoid “Pro-Strip” by Parks which contains methyl- ene chloride.
Blasting Agents Sand or hydro-blasting generates debris full of metal and paint
residues. Hydro-blasting may wash the paint chips into the ocean or down the sewer. 1. Types
A serious loop hole in environmental laws allows mining related companies to sell “exempt” hazardous waste as a consumer product. Fireman’s Fund Insurance Company and Hazen Research found Tuf Kut, Comer Blast, Green Diamond, and militarv mecification blasting media contained a variety of toxic metals including arsenic, lead, chromium, and nickel at excessively high concentrations. Klean Blast tested much cleaner. Check the source of your blasting media carefully and use a product like mean Blast (800) 356-7323 or its equivalent.
Other blasting media include types which can be recycled, reused, dissolve, or disappear.
Steel shot is effective on heavily rusted hulls and can be reused many times. Iron rich spent grit can be sent to Western Services (206) 671- 7035 in Washington as feedstock for making cement.
Plastic beads are more effective on aluminum than steel shot and can be reused several times before disintegration.
Sodium bicarbonate, an abrasive marketed by Arm & Hammer is used in a portable stripping system using crystals of baking soda and pressure water. The baking soda dissolves leaving a wet paint residue.
Frozen carbon dioxide blasting pellets protect soft materials like aluminum and evaporate leaving a dry paint residue. But the refrigeration equipment and pellet maker are expensive. 3 _. _____
B - 13
Disposal Waterlogged grit leaches out paint residues and is heavy. Disposal
facilities calculate costs by weight; therefore, water soaked wastes means both unnecessarily high costs and leachate problems. Determining whether or not a waste is hazardous can only be done by testing and inventory control. If more than 10 gallons (220 pounds) of spent grit fails TCLP or bioassay test requirements, or you accumulate more than two barrels (2,200 pounds) at any time, you are facing RCRA disposal requirements. Otherwise, bag it up and send to the local landfill before it accumulates.
Waste Oil Barrels and buckets of waste oil stand in rows behind most
businesses and shops in Alaska. Handle waste oil carefully. Don’t pour it on the ground or down the sewer. The most environmentally responsible management option is rerefining. Unfortunately “rerefining” means ship- ment to California, which is expensive for communities away from the road. A less preferable option is burning waste oil for energy recovery. “Burning” means blending with other fuels or burning in a unit specifically designed for waste oil combustion.
Precautions Do not mix other wastes with used oil because the result is often
unburnable or unrecyclable hazardous waste. Do not mix brake cleaner, electrical cleaner, carburetor cleaner, degreasers, antifreeze, or gasoline, with used oil. Although waste oil itself is not a major problem the ease with which toxic substances are introduced into oil, both knowingly and by mistake, in part because of inadequate controls, causes millions of dollars of damages. Even a careful generator of waste oil may not be able to prove that oil dumped years ago is not the source of newly discovered contami- nation.
B - 14
‘3 1. Label
Clearly label the containers in which waste oil is stored: you can also use a color code. Instruct all employees on the importance of following the labeling system. This will prevent contamination of the waste oil. 2. Store
3. Covers
4. Inspection
5. Spill Planning
Store waste oil carefully to avoid contamination and spills.
Cover drums to protect from rain and snow. Plastic drum lids are available to keep the tops of drums dry.
Inspect drums regularly for rust and punctures.
Plan for containment of spills. Keep drums in a bermed area lined with an impermeable membrane. Consider purchasing a quality, double walled tank to avoid having to deal with drums. 6. Training
Train employees to handle waste oil properly.
Waste Reduction You can reduce the amount of waste oil that you generate by
extending the life of lube oil. Oil life can be greatly extended by only changing the oil when analysis shows it is time and adding a bypass filter to keep the oil cleaner longer. To extend the life of oil, you can do the following. 1. Maintenance
Maintain your engine properly. Leaks and drips account for an estimated 100 million gallons of lubricating oil lost nationwide each year. 2. Product quality
Use a high-grade make-up oil to maintain additive levels. The Motor Vehicle Manufacturers Association published a report in October 1990 that found more than 10% of the lubricating oils on the market are substandard and misrepresent their quality. 3. Testing
Oil change intervals are conservative because some lubricants are of inferior quality and engine manufacturers make oil change interval recommendations based on the worst probable case. You may be able to greatly extend the oil life by simply testing the oil before changing. Portable battery powered oil testers work well and are economical for large engines. For an engine with a 5 gallon oil sump as much as $1,000 could be saved in lubricating oil over a 25,000 hour operational period. 4. Filtration
Install a bypass oil filter on the engine. By keeping the oil cleaner the engine will have a longer useful life.
Oil often does not “wear out” but rather needs changing because additives are depleted, soot or dirt buildup, water and fuel contamination, or products of oxidation. In a properly running engine, oil that is kept clean with the additive levels maintained will be an effective lubricant for many times the normal service life. Alaska Health Project is conducting research on oil analysis and filtration from 1991 to 1993 and will soon have more information on effectiveness and cost benefits.
B - 15
Disposal Waste oil can be bumed in a
specially designed burner, an indus- trial boiler, or an engine. There are specific requirements governing waste oil bumed for energy recovery. This section outlines these regulations. 1. Classification
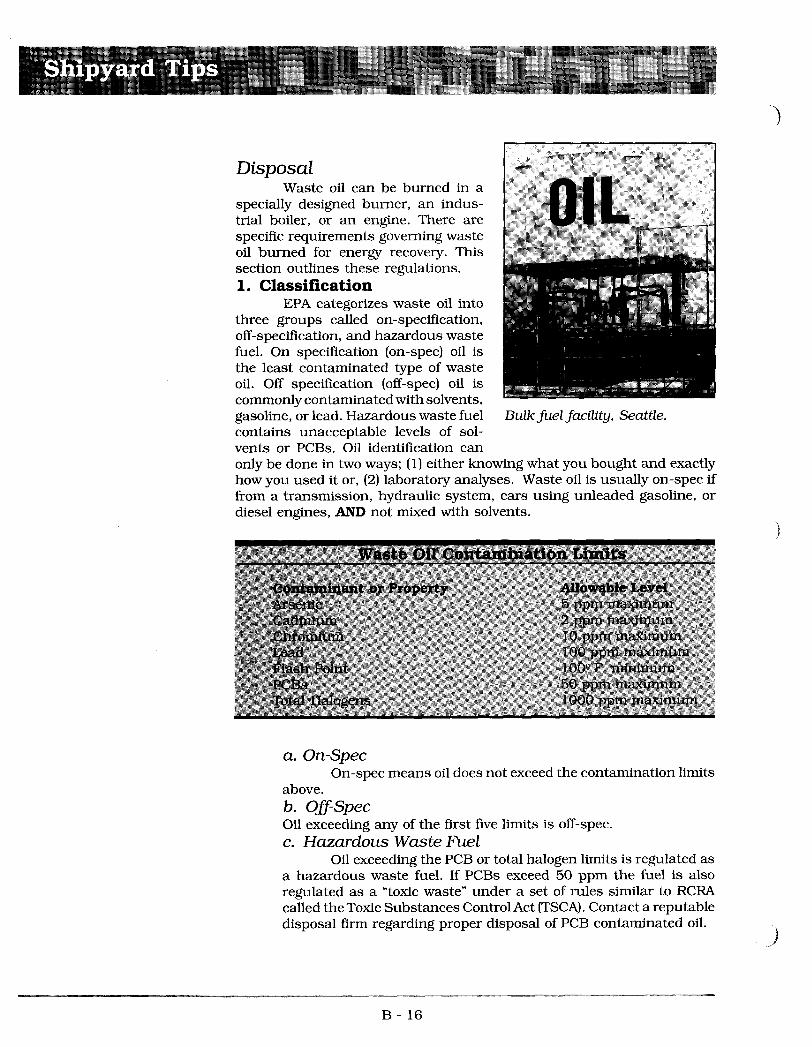
EPA categorizes waste oil into three groups called on-specification, off-specification, and hazardous waste fuel. On specification (on-spec) oil is the least contaminated type of waste oil. Off specification (off-spec) oil is commonly contaminated with solvents, gasoline, or lead. Hazardous waste fuel contains unacceptable levels of sol- vents or PCBs. Oil identification can only be done in two ways: (1) either knowing what you bought and exactly how you used it or, (2) laboratory analyses. Waste oil is usually on-spec if from a transmission, hydraulic system, cars using unleaded gasoline, or diesel engines, AND not mixed with solvents.
Bulkfuelfiility, Seattle.
Waste Qfl Contamination Limits - - -
Coataminant or Property Allowable Level A s s e n i C 5 ppm maximum Cadmfum 2 ppm maximum Chromium 10 ppm maximum
A h a d 100 ppm maximum Flash Point 100QF minimum PCBS 50 ppm maximum Total Halogens 1000 ppm maximum
a. On-Spec
above. b. Off-Spec Oil exceeding any of the first five limits is off-spec. c. Hazardous Waste Fuel
Oil exceeding the PCB or total halogen limits is regulated as a hazardous waste fuel. If PCBs exceed 50 ppm the fuel is also regulated as a “toxic waste” under a set of rules similar to RCRA called the Toxic Substances Control Act (TSCA). Contact a reputable disposal firm regarding proper disposal of PCB contaminated oil.
On-spec means oil does not exceed the contamination limits
1
3 2. Burning Waste Oil
On-spec or off-spec oil generated in your own shop or a household may be burned in a waste oil burner. Off-spec oil may be neither collected nor burned from other buildings not on the same property. For example, if a company has two shops in the same town off-spec oil generated at one shop may not be legally burned at the other one.
a. Buming On-Spec Oil EPA allows burning on-spec waste oil in small waste oil
burners. Accepting and burning any waste oil from someone else is risky business and may be against the law. Laboratory analysis should accompany all waste oil shipments.
Waste oil burners are designed specifically to burn waste oil, and fit conveniently into a shop. EPA restricts waste oil burners to less than 500,000 BTU/hour (approximately 3 gallons/hour) to limit the amount of localized air pollution. Installation of a waste oil burners may decrease disposal costs, minimize liability, and lower heating fuel bills. I t is legally required and necessary for protection of life that the burner be vented to the outside to prevent carbon monoxide and lead poisoning. b. Buming On-Spec Oil
Off-spec oil can only be shipped to industrial facilities, utility boilers, or furnaces as defined in 40 CFR 260.10 for burning. Storing, shipping and burning off-spec oil is a regulated activity. Alaska examples are the Kenai Unocal plant, Fairbanks Fort Wainwright, Sitka's Alaska Pulp Co., Ketchikan Pulp Co., and Seward Fisheries. c. Buming Hazardous Waste Oil
Waste oil in large quantities with over 1,000 ppm haloge- nated solvents (about four drums or 2,200 pounds) or with more than 50 ppm PCBs (any volume) can only be burned at a permitted hazardous waste incinerator, which means long distance shipping often as far as Texas. d. Loop Holes
If you neither generate more than half a barrel in any 30 day period nor accumulate 4 barrels at any time you can legally b u m contaminated oil that would otherwise be required to go to a hazardous waste incinerator (except any amount of oil with more than 50 ppm PCBs is still regulated). But remember, you are operating an "exempt" hazardous waste burner. Commercially available small waste oil burners DO NOT destroy chlorinated solvents and PCBs. Instead dioxins and furans accumulate in the ash and escape up the stack. Several studies found entire building complexes contaminated inside and out with dioxins from burning chlorine contaminated fuel. In addition, burning hazardous waste oil gives off acid gasses that will eventually destroy the burner. e. Buming Waste Oil in Diesel Engines
Diesel engine manufacturers such as Caterpillar, Cummins, and International Harvester studied the effects of blending waste oil with diesel fuel and recommend filtering waste oil and blending at the ratio of 1:20 (1 part waste oil with 20 parts diesel fuel or 5%'). 'Cummins Bulletin #74T 5-6. MAY 1974: CAT Bulletin #62.0. SEP 1974: lntemational Harvester Bulletin #01- 74-01. FEB 1974.
B - 17
After 100,000 miles of testing Cummins found engine wear on internal moving parts was normal, fuel consumption and perfor- mance unaffected, and insignificant fuel filter plugging. f. Reporting requirements
Burning oil that your shop generates or collected from households requires periodic testing and storage of records for three years. If off-spec oil is burned from sources other than households additional reporting is required. g. Regulations
Consult 40 CFR 266 Subpart E for specific and complete regulatory information on waste oil burning.
Facility Design Cover
Workers do good, safe, spill free work when protected from wind, rain, and sun. Translucent pan- eled roofs waste less en- ergy because overhead electrical lights are not needed during the day. Either fabric or solid walls keep out driving rain. Usu-
On site hazardous material storage, Sun Diego.
ally the wall facing the water is absent or sealed off with a curtain. Floor size should be three times wider and one and half times longer than the boat. The floor should be free of obstructions and interior walls or roof supports. Between the floor and roof should be sufficient space to walk on the upper deck free of obstructions.
Drainage Poor drainage results in standing pools of water. Sanding a boat
bottom while standing in water has fatally electrocuted people. Also consider the floor drain system in terms of spill response. Are hazardous materials and wastes stored away from the drains? Can the drain be sealed off to contain a spill? Many boat yards have dirt floors and slope toward the water. Thus spills may be hard to control.
Shops with paved floors should have all floor drains hooked up to an oil water separator before discharge to the sewer. A drain and separator may also be designed to release accumulated water during the night to keep sewers from freezing. Dry sumps, dry wells, or septic systems need a non domestic waste water discharge permit from the state. Check the Waste Water section for more information.
,l
B - 18
Ventilation Because of their size and nature boat shops often are well ventilated
but the opposite is true of working below decks. The inside of a boat is a confiied space. Vapors and gasses rapidly fill confined spaces. Either a lack of oxygen or toxic gases can cause death. Fellow workers attempting rescue may likewise perish in tragic events claiming multiple lives.
Any solvent use below deck should be thoroughly evaluated. Non- flammable solvents such as chlorinated hydrocarbons are both acutely toxic and generally increase the risk of cancer. Flammable solvents explode and bum. Fans used to pull out vapors are a source of ignition from electrical motors. Generally it is safer to blow fresh air in than pull contaminated air out. A ventilation system with ducts and explosion proof motors is essential if much work is to be done in a confined space. Self contained breathing apparatuses may be required. Supplied air lines need a good source of breathing quality air. Beware of air compressors powered by gasoline engines. Carbon monoxide from the exhaust and breathing air is a lethal combination.
Install a general shop ventilation system; benefits include increase in worker comfort, decrease in worker exposure to chemicals and particu- lates, and decreased fire hazard from removal of fumes. An air-to-air heat exchanger will reduce heating costs of this system, and is simple to install and operate.
Fuel Storage Leaks from full fuel tanks can lead to spills and fires. Fuel removed
from tanks that is contaminated with water and dirt can be easily salvaged for future use with portable filter systems. Underground storage tank leaks can be minimized with careful maintenance, surveillance, and record keeping of fuel supplies. An estimated that 25% of all underground storage tanks leak. Extensive regulations specify minimum frequency of testing, monitoring, and secondary containment measures. Above ground tanks are more easily monitored for leaks, but also have potential fire hazard concerns, which are regulated under the Uniform Fire Code.
B - 19
C. Chemical Safety1
“State Officials Tracking Benzene Contamination in Wells”, “Work- ers Exposed to Toxic Gases”, “Corporation Fined for Illegal Dumping”; these types of headlines are becoming common and can make a businessperson lose sleep. Businesses find themselves dealing more and more with environmental regulations. This is expensive for a large company which must hire consultants and technical staff to deal with regulatory concerns. Small businesses often feel overwhelmed by the maze of requirements.
People may debate the effectiveness of regulations and enforcement, but the threat of toxic chemicals is very real. Chronic exposure to even minute levels of benzene can cause cancer. A small amount of fuel leaking from an underground tank could contaminate an aquifer with enough benzene to put people at risk who drank water from that well.
Hazardous materials create a variety of problems for businesses, including regulatory compliance headaches, worker exposures, and in- creased liability and expense. To deal with hazardous materials, businesses should focus on becoming informed, drawing up an inventory, planning for proper handling, storage, and disposal, and training workers. The plan should focus on reducing the use and creation of hazardous materials and hazardous wastes to avoid creating problems.
There are many separate regulations dealing with hazardous mate- rials, but the best approach is to deal with the entire issue as one concern, and to address all aspects in one plan. What follows is a basic approach to develop and implement a hazardous material management plan.
’1 ._
Sumps should not be used for waste disposal. Storage and work areas should provide complete containment of spills of hazardous or toxic chemicals. Spills should be kept out of sewers, drainelds, or s tormdrains.
1. Become informed
First, gather basic informa- tion about hazardous and toxic mate- rials in your business. Keep current by reading trade journals and news- paper articles about these issues. The regulatory agencies (the federal Envi- ronmental Protection Agency and Occupational Safety and Health Agency, and the state Department of Environmental Conservation and Department of Labor) often have lit- erature and give seminars on these subjects. The Alaska Health Project can also provide information on haz- ardous materials and waste reduc- tion.
IThis section is adapted from an article that flrst appeared in Alaska Business Monthly, November 1990.
c - 1
Hazardous materials are substances that are flammable, reactive, corrosive, radioactive, or toxic. Examples include paint thinner, muriatic acid, lubrication oil, gasoline, and typing correction fluid.
2. Inventory your facility To effectively manage hazardous materials, you first need an accu-
rate idea of what hazardous materials you use and what hazardous wastes you generate. A review of records and a walk-through of your shop will help to determine what materials and processes are actually used. A walk- through will often turn up materials in the shop that you had no idea were there.
Use labels, material safety data sheets (MSDS), and lab tests to determine if materials are hazardous. Once you have determined what materials are used in your shop, you can research their ingredients by different means:
A. Look for any of the following on product labels:
B. Read the material safety data sheet (MSDS) for each material. Alaska Right-to-Know legislation requires that manufac- turers and distributors provide MSDS sheets for materials that may be dangerous. Material Safety Data Sheets give you information on the make-up of the chemical, the dangers it presents to workers, and proper handling procedures. Information on how to read an MSDS is provided in a separate section of this manual.
C. Have a lab test the material for hazardous characteristics.
Many of the hazardous materials that you use will become hazardous wastes when discarded. A hazardous waste is a material that is no longer fit for its intended use and is listed in the regulations or has the hazardous characteristics defined in the regulations (flammability, reactivity, corro- siveness or toxicity). EPA's publication, Understanding the Small Quantity Generator Hazardous Waste Rules: A Handbook for Small Businesses is also included in this manual and can be very helpful in describing the different types of hazardous waste and how they must be handled.
3 3, Handling and storage
The materials that you identified in your inventory must be handled carefully to avoid accidents. Hazardous materials
' should be carefully stored to avoid spills and fires. Spillable materials should be stored in a bermed, lined, and covered area. Flammable materials should be kept in a fire locker. Underground storage tanks should be monitored for leakage and should meet the regulations or should be moved aboveground in a lined and bermed area. Non-compatible materials (acids and bases, corrosives and flammables) should be stored separately.
4, Emergency plan Formulate an emergency plan for
dealing with spills or emissions. This plan should include a designated emergency coordinator, a layout of your shop with . ?
Chemicals should be clearly labeled with appropriate precautions. Workers should be instructed in proper handling and storage and provided with appropriate protective gear.
2 hazardous materials storage areas shown, and posted emergency telephone numbers. Identifjr possible emergency situations, and have emergency containment and cleanup materials ready, such as personal protective clothing, absorbent materials, booms, pumps, or neutralizing solutions. Information on the hazardous materials kept in your facility should be provided to the local emergency planning and response personnel.
5, Worker safety Hazardous materials can affect workers with immediate and
long term effects. The hazardous materials you have identified in your shop can cause a variety of health problems in workers. These include skin irritations, internal organ effects, central nervous system effects and cancer. Hazardous materials must be handled and used properly to avoid exposures to workers. Over the lifetime of a worker, exposures can accumulate and cause a great deal of harm.
Exposures to hazardous materials occur through skin contact, inhalation, or through the mouth. Hazardous materials enter the body in three ways: absorption through the skin, inhalation through the lungs, and ingestion through the digestive system. These three routes of exposure must be cut off to protect workers. The basic methods of protecting workers in order of preference are:
The hierarchy of worker safety A. Substitute a less toxic chemical or process for the hazardous one. B. Isolate the worker from the hazard. Create a barrier to keep the
J
hazard away from the worker. For example, adequate ventilation should be provided for employees working around harmful vapors.
At the AZaska Husky Battery site in Anchorage, lead, acid, and PCB contamination required extensive cleanup. Here, a worker is going through the decontamination line before leaving the site.
C. Use personal protective gear. This is the least preferred alternative, because it is the least effective. If the process cannot be modified or iso- lated, the worker must be protected with gloves, protective clothing, face shields, and respirators.
Workers should be careful to wash after using hazardous materials and to avoid smoking, eating, drinking, or touching sensi- tive body parts (eyes, mouth, penis, rectum, vagina) when around hazardous materials.
6. Train workers Your workers need to know their role
in your hazards management plan. Training can be incorporated into existing worker right-to-know or safety training.
Employers are required to provide a worker training program under the worker right-to-know laws. The program should have Material Safety Data Sheets available for all hazardous materials on the job site, labelling of all containers, worker training on proper usage of hazardous materials, and a worker right-to-know poster displayed in the work site. For more information on worker right-to-know laws, refer to Section “ E in this manual.
7. Minimize wastes generated Minimize the wastes that you produce. This will decrease the amount
of waste you need to deal with. There are many ways to reduce toxics and waste. Alternatives are listed in order of preference:
A. Source reduction Substitute less hazardous materials or modify processes.
For example: Substitute water or citrus based degreasers for petroleum
solvents. The degreasers often work just as well as the petroleum solvents but are Zess toxic and more readily biodegradable.
Use a bypass oilfilter on equipment. An add-on bypass filter can greatly extend the @e of lubrication oil in an engine; extended oil li$e means less waste oil generated.
Separate hazardous wastes from non-hazardous wastes. Be carefil to avoid mixing wastes to prevent a large contamination problem and to allow recovery and reuse of pure wastes.
Soy oil based inks are growing inpopuhrity in the newspaper industry. They are less hazardous than petroleum based inks, give better “mileage”, and are less likely to rub o n
Use high emciency spray paint guns to minimize overspray.
c - 4
3 B. Recycling
Wastes can often be recycled within an operation to recover resources:
Solvent stilk are used to recover a clean and usable product from a contaminated batch of solvent. They can tum 10 gallons of hazardous waste solvent into Sgallons of usable product and 1 gallon of waste sludge.
C. Treatment Wastes can be treated to make them less hazardous: Waste jker bath from photo processing units can be run
through a silver recovery unit to recover valuable silver and avoid heavy metal contamination in the sewer.
Oil-contaminated water_fi-om vehicle wash racks can be run through an oil/water separator. The wash water can then be reused.
For more information on waste reduction, refer to Section A in this manual.
8. Manage the wastes that are generated properly
H a z a r d o u s wastes should be prop- erly contained and mani- fested for shipment to an authorized disposal fa- cility. Small businesses inhchorage can use the municipal hazardous waste collection station to cheaply and easily dis- pose of their hazardous wastes.
\ - 1
Special precautions are necessary when transporting hazardous substances. Loads must be manvested, packaged, and secured following strict requirements. This open bed load is poorly contained. Covered beds wrovide better wrotection.
c - 5
D. Environmental Regulations
Public awareness and concern over safety, health, and the environ- ment has grown steadily in this country, resulting in a growing array of regulations. New legislation and policies are constantly under considera- tion. This section reviews the current regulatory framework for environ- mental concerns in Alaska; however, it is by no means comprehensive, but only a basic overview. Worker safety, public health, and environmental health are related, but regulations fall under the jurisdiction of a variety of agencies and programs which often overlap or leave gaps.
The Players The Federal EPA
The U.S. Environmental Protection Agency (EPA) oversees environ- mental regulations at a national level. The EPA is responsible for ensuring that federal environmental regulations are complied with in each state. States can administer some of the federal programs under the oversight of the EPA. To administer federal programs, the state program must meet or exceed the EPA's standards.
The State ADEC 3
The Alaska Department of Environmental Conservation (ADEC) administers environmental regulations in Alaska. The ADEC administers some federal (EPA) programs such as the Clean Air Act and parts of the Resource Conservation and Recovery Act (RCRA) as well as non-federal state programs. The ADEC also provides technical assistance for environmental compliance.
Local Government In general, local govemment has the option of adopting and enforcing
environmental regulations which are more stringent than state and federal regulations. Local boroughs and cities may have their own regulations. For example, Anchorage has a more extensive community right-to-know pro- gram than the rest of the state, and the Kenai Peninsula Borough recently required more stringent remedial action for oil-contaminated soil than the *
state.
Others Depending on the nature and location of your business, other
agencies may also have jurisdiction and environmental regulations you should be aware of. These include:
The federal OSHA (Occupational Safety and Health Admini- stration) regulates worker safety and health. In Alaska, the federal regulations are enforced by the state OSHS under federal oversight, except on federal land and offshore, which is regulated directly by the federal OSHA.
3
D - 1
.I The state OSHS (Occupational Safety and Health Section of
the Department of Labor) administers worker safety and right-to- know programs. Section E of this manual describes Alaska's worker right-to-know law in more detail.
The State and Local Fire Marshal - The Uniform Fire Code regulates the placement and installation of fuel storage tanks, such as for oil and gas.
The Department of Transportation - Federal, state, and sometimes local regulations govern transport and handling of haz- ardous substances.
The U.S. Coast Guard enforces pollution control within their jurisdiction, including MarPol, the Marine Pollution Control Act, which prohibits dumping of waste in U.S. waters.
Local Publicly Owned Treatment Works ( P O W and land- fill owners/operators may restrict what they can accept through the sewage system or as solid waste, respectively.
The Programs This is not a comprehensive list of environmental regulations, but an
introduction.
RCRA, Resource Conservation and Recovery Act Federal hazardous waste regulations: standards for generators and
transporters of hazardous waste and for owners and operators of hazardous waste treatment, storage, and disposal facilities, and for owners and operators of underground storage tanks. 40 CFR 260-28 1 (Title 40 of the Code of Federal Regulations, Parts 260-28 1).
What is a hazardous waste? For regulatory purposes, a waste is considered hazardous when it is
specifically listed in the regulations or it has one or more of the following charac tens tics :
Ignitability: Does the waste catch fire easily or would it contribute to a fire by providing oxygen or other gases?
Reactivity: Can the waste react violently, either by itself or when it is mixed with water or exposed to heat or pressure? Is it explosive?
Corrosivity: Is the waste corrosive? Will it bum skin or erode metals? Is it caustic?
Toxicity: Would the waste cause health problems to humans, animals, or plants if they are exposed to it, such as by inhalation or ingestion?
Generator status - Requirements for hazardous waste generators depends on the
volume and type of hazardous waste produced. To determine your generator status, refer to the EPA publication enclosed in this binder: Understanding the Small Quantity Generator Hazardous Waste Rules: A Handbook for Small Businesses.
D - 2
CERCLA, Comprehensive Environmental Response, Compensation, and Liability Act
Federal “Superfund” contaminated site cleanup and liability provi- sions. Authorizes EPA cleanup involvement in the event of an actual or threatened release of a hazardous substance or pollutant that may present an imminent or substantial danger to public health and welfare. 40 CFR
A “hazardous substance” is defined to include RCRA waste, TSCA chemicals (see paragraph onTSCAbelow), pollutants as defined in the Clean Air Act, toxic or hazardous pollutants as defined in the Clean Water Act, and additional hazardous substances designated by the EPA.
Those who spill a hazardous substance or pollutant are liable for cleanup costs. Potentially responsible parties include facility owners and operators, ex-owners and ex-operators, generators, transporters and lend- ing institutions (“Cradle-to-grave” responsibility). Liability includes all cleanup costs, damages to natural resources, cost of certain health assess- ment or health effects studies, and up to three times the cost of a government cleanup, if the responsible party refuses to do the cleanup or takes too long.
, 1 300-304.
SARA, Superfund Amendments and Reauthorization Act, Title III
Federal community “right-to-know’’ legislation. Storage and re- leases of toxic and hazardous chemicals must be reported. Provides for the establishment of local emergency planning committees. 40 CFR 350-372.
Toxic Substance Control Act (TSCA) Requires premanufacture testing of new chemicals and identifica-
tion and possible testing of all existing chemicals. The EPA can place restrictions on chemicals which pose “unreasonable risk,” as for PCBs (polychlorinated biphenyls, Part 761) and asbestos (Part 763). 40 CFR 700-
S-J 799.
D - 3
Safe Drinking Water Act Establishes national MCLs (maximum contaminant levels) and
secondary standards (guidelines) for drinking water. In conjunction with RCRA, establishes the Underground Injection Control (UIC) program to protect ground water from contamination. 40 CFR 14 1 - 143 (drinking water) and 144-149 (UIC).
Clean Water Act Establishes the NPDES (National Pollution Discharge Elimination
System) permit program to prevent pollution of waterways. EPA is required to set effluent standards for toxic pollutants and to include limits for toxic pollutants in NPDES permits. Spills of “reportable quantities” of oil and hazardous substances into waterways are prohibited. 40 CFR 104- 140 and 400-47 i.
Hazardous Materials Transportation Act Regulates interstate transportation of hazardous materials through
the U.S. Department of Transportation, including packaging, labeling, and shipping of approximately 16,000 hazardous materials. 49 CFR 106-107, 17 1- 179.
Clean Air Act
1 Specifies National Ambient Air Quality Standards (NAAQS). Primary standards protect human health, while secondary standards protect plants, animals, and property. States are required to have State Implementation Plants (SIPS) to ensure compliance with NAAQS.
In 1990, this act was extensively amended. Title I11 Hazardous Air Pollutants establishes a program to control 189 pollutant chemicals. The EPA must identify major sources of these pollutants by industry, and then develop technology standards based on priority. “Major sources” are industries which emit 10 tons/year of a listed pollutant, or 25 tons/year of a combination of listed pollutants. Targeted industries will include degreas- ing, printing, publishing, dry cleaning, and paint removers.
Title VI Stratospheric Ozone Protection requires production phase- out of CFCs, 1, 1 , l-trichloroethane, and HCFCs. Non-essential products which release CFCs or 1 , 1 , 1 -trichloroethane during use or manufacture will be prohibited 2 years after enactment.
Title 18, Alaska Administrative Code, Environmental Conservation
Title 18 of the Alaska Administrative Code, Chapters 15 through 95 (18 AAC 15-95) implements Title 46 of the Alaska Statutes on Water, Air, Energy, and Environmental Conservation. Title 18 regulations range in scope from food service quality control to litter, wastewater, and mining provisions.
The array of environmental regulations is complex and confusing, but ignorance is not bliss. Even small businesses need to be familiar with the relevant regulations. Compliance with these regulations is crucial to ensure a safe working and living environment and to protect against potentially enormous liability.
3
D - 5

E. Worker Right-to-Know Law
The Alaska Right-to-Know Law (AS.60.068) requires all employers, as of July 1, 1984, to collect and provide employees with information about health effects for hazardous exposures at their job sites. Employers are required to provide training on proper handling procedures and precautions for hazardous exposures. In June 1987, the Governor approved a change to expand the statute to include hazardous physical agents, such as noise, radiation, and vibration, as well as hazardous chemical substances.
These are the employer's major responsibilities under the law:
Collect and maintain a file of Material Safety Data Sheets (MSDSs) and Physical Agent Data Sheets (PADSs) for any hazardous chemicals and physical agents present in the workplace. Post, or post notice of the workplace location of MSDSs and PADSs and provide them to employees upon request. MSDSs must be provided by manufacturers. PADSs are available from the Alaska Department of Labor.
1. A Chemical and Physical Agents Inventory
2. Label all Hazardous Materials Containers This includes bags, barrels, boxes, cans, cylinders, drums, reaction
vessels, etc. Portable containers need not be labeled if the chemicals are taken from a labeled container, and the portable container is for the immediate use (within the shift) of the employee who makes the transfer. The label must i d e n w the product, give appropriate hazard warnings, and give the name and address of the manufacturer or a responsible party.
' .>
3. Safety Training for Employees Conduct a safety training program for each new work assignment
informing employees of: A) the location and properties of the hazardous substance or physical agent, B) the known or suspected health ef- fects, C) the nature of any operation that could result in exposure to hazardous substances or physical agents, D) any necessary handling or hygi- enic practices or precautions, and E) the location, proper use, and limi- tation of personal protective equip- ment used in the workplace. Worker safety training is required.
Here, workers are being trained in hazardous waste sampling by the Alaska Laborers Training School.
3
4. Plant Hazard Communication Plan
tains: You must have a written hazard communication plan which con-
A) A list of hazardous substances and physical agents in the workplace. B) Methods to inform employees of the hazards of non-routine tasks. C) Methods to inform employees of the hazards of chemicals in unlabeled pipes. D) Methods to inform on-site contractors and their employees of potential hazards. This plan must be made available to workers and/or unions.
5. Right-to-Know Poster Display a poster with information about worker rights under the law
(available from the Department of Labor Occupation Health and Safety Section [OSHS]).
Employees may request safety and health information about a product or exposure. Employers must supply an MSDS or equivalent information or a PADS for a hazardous physical agent. Chemical information should include:
the product name and chemical name the name and address of the manufacturer principal hazardous components fire and explosion hazard data health hazard information precautions to follow during spills and leaks proper disposal methods handling and storage practices
All employers should have this information available, so employees can get it during the same shift they request it. If this information is not available, the employer must contact either OSHS or the product‘s manu- facturer within three days of the employee’s request. OSHS has an information retrieval system to assist employers. Workers also may use this system to obtain health and safety information about hazardous workplace exposure.
If the employer does not provide information within 15 days of an employee’s request, the hazardous exposure in the workplace must be eliminated.
E - 2
I > F. HowtoReada Material Safety Data Sheet (MSDS)
Most information presented to workers under the Alaskan right-to- know legislation will be in the form of a material safety data sheet (MSDS). This same document often is referred to as the OSHA Form 20. Alaskan workers should have a basic understanding of this document in order to effectively utilize their right to know about hazardous materials in the workplace. The following section briefly outlines the important sections of an MSDS.
Section I Identifies the manufacturer and the product. Note in particular the
“emergency telephone number.”
Section I1 Hazardous Ingredients
Lists most product ingredients for which there is an OSHA (or Alaskan) standard. Also lists the percentage of the ingredient, and its threshold limit value (TLV). A TLV measurement is the amount of the hazardous substance in the air which is thought to be harmless to most workers exposed repeatedly to it. A trained worker or industrial hygienist with proper equipment usually can make the appropriate measurement.
$1
Section I11 Physical Data
Lists selected chemical data which can be useful in deciding how dangerous a product is. For example, if the vapor density is considerably greater than air (air = l), the substance may collect in low places and be a particular hazard to workers in low-lying, confined spaces.
Section IV Fire and Explosion Data
A flash point near or below 100°F indicates a particularly unstable substance which might catch fire or explode as the result of static electricity or a cigarette. The flammable limits refer to the range of vapor concentra- tions in air which will explode if heat is added. The lower the percentage of the LEL (lower explosive limit), the less of the substance has to be in the air before it is likely to explode. ‘3
F - 1
Section V Health Hazard Data
This section often provides insufficient quality data. Long term health hazards such as cancer or reproduction problems usually are not mentioned. The health hazards associated with the ingredients should be established with additional research beyond the information provided in the MSDS.
Section VI Reactivity Data
Gives information on conditions that could cause the product to react dangerously or to decompose and release dangerous materials.
Sectiori VI1 Spill or Leak Procedures
Gives instructions for handling spills.
Section VI11 Special Protection Information
Gives information on the minimal protective equipment and ventila- tion to be used with the product.
Section IX Special Precautions
Lists unique hazards for those working with the product and protective measures.
F - 2
G. For More Information
Emergency Hotlines Alaska Division of Emergency Services call 91 1 or 800-478-2337
Alaska Department of Environmental Conservation, Oil and Hazardous Spill Substance Reporting 800-478-9300
Chemtrec - Chemical Transporters Emergency Center 800-424-9300 If you are transporting a chemical and have an emergency, they can give immediate advice for handling the problem and can contact the product shipper.
Poison Control Center 800-478-3 193 Recommend treatment and emergency care for accidental and acute poisonings.
National Response Center (Coast Guard) 800-424-8802 To report a major spill of hazardous substance to a navigable waterway. They will contact local agencies. (2
G - 1
Agencies Alaska Department of Environmental Conservation
Oil and Hazardous Substance Spill Reporting 800-478-9300 Pollution Prevention Program Hotline 800-478-2864 Pollution Prevention Program Office 907-465-5275 A free non-regulatory assistance program to help Alaska’s busi- nesses and communities prevent pollution through waste reduction and recycling.
Regional Offices Northern Regional Office (Fairbanks) 907-452-17 14 Southcentral Regional Office (Anchorage) 907-563-6529 Southeast Regional Office (Juneau) 907-465-535 1
Alaska Department of Labor, Occupational Safety and Health Section (OSHS)
Consultation 907-269-4940 Compliance 907-269-4955
U.S. Occupational Safety and Health Administration 800 321-OSHA
A hotline to report emergency threats to worker safety such as fire 1 or release of toxic substances
Alaska Health Project 276-2864 (Anchorage) 800-478-2864 (statewide)
A non-profit public service organization which provides free and confidential consultation on waste reduction, and occupational and environmental health.
Chemical Referral Center 800-262-8200 When you give them a product brand or chemical name, they can tell you how to contact the manufacturer to request health and safety information, Operated by the Chemical Manufacturer’s Associa- tion.
Environmental Protection Agency Anchorage Office 907-27 1-5038 Juneau Office 907-586-76 19 Seattle Region X Office 800-424-4372 Pollution Prevention Office 202-245-3557 RCRA/Superfund/Recycling Hotline 800-424-9346 If you use, store, or are disposing of a hazardous waste, this is an information service to assist in understanding the EPA regulations under the Resource Conservation and Recovery Act (RCRA) and the Superfund law.
G - 2

SARA Title 111 Hotline 800-535-0202 Small Business Ombudsman
For assistance on how to meet any of the EPA requirements, or for assistance to small businesses on environmental matters.
(SBO) Hotline 800-368-5888
National Institute for Occupational Safety and Health (NIOSH) Anchorage office 907-56 1-8209 National office 800-356-4674 Provides information and help regarding hazardous conditions on the job, such as poor ventilation and chemical exposure.
Organizations Halogenated Solvents Industry Alliance 800-332-4742
Industry Cooperative for Ozone Layer Protection
A non-profit industry cooperative to share information in response to concern over use of solvents.
(ICOLP) 202-737- 1419
National Association of Solvent Recyclers 202-463-6956 1333 New Hampshire Avenue SW, Suite 1100
' Washington, DC 20036
Pacific Northwest Pollution Prevention
41 1 University Street, Suite 1200 Seattle, WA 98 10 1 A foundation that promotes pollution prevention by supporting research grants and information services.
Research Center 206 223-1151
Vendors and Services DISCLAIMER - This list is provided for informational purposes only. I t is not complete and does not constitute endorsement of any kind.
Coolant Recycling Alaska Envirocare - antifreeze recycling units 907 349-4669 P.O. Box 111131 Anchorage, AK 9951 1
Alaska Gly-Clean - antifreeze recycling P.O. Box 203153 Anchorage, AK 99520
3
907-229-1431
G - 3
BG Distributors of Alaska Cool’r Clean’r purification systems 3380 C Street, Suite 105 Anchorage, AK 99502
907 276-8002(in Anchorage) or 800 478-8005 (in Alaska)
ECCO, Inc. - glycol recycling plant 907 562-6688
Western Pacific Industries - “Bad Ethyl” coolant reclaimers 17601 S . Figueroa Street Gardena, CA 90248
NuERA Technologies - Kleer-Flo recycler
213 327-0900
907 345-641 1
ASHRAE (American Society of Heating,
- information on refrigerant recovery, recycling and alternatives 1791 Tullie Circle NE Atlanta, GA 30329
Refrigeration and Air Conditioning Engineers) 404 636-8400
Oil Testing Analysts, Inc. P.O. Box 23200 Oakland, CA 94623
Professional Services Industry 646 S. Brea Canyon Road Walnut, CA 91789
Oil Bypass Filters
Amsoil Synthetic Lubricants 5773 Old Seward Highway Anchorage, AK 995 18
DSR Companies - B.O.S.S. filters 225 W. 92nd Avenue Anchorage, AK 995 15
Maintenance Lubrication Services - Harvard filters 96 19 42nd Ave. Edmonton, Alberta T6E 5R2
800 424-0099
800 367-5608
907 563-3277
907 522-3234
403 462-2420
G - 4
3 MRO Sales - Gulf Coast filters 8001 Petersburg, Suite 106 Box 110418 Anchorage, AK 995 1 1-04 18
New Tech N W Distributing - Purifiner filters 262 10 Pacific Highway So. # 10 1 Kent, WA 98032
Trailer Craft - Spinner I1 filters 3 1 16 Commercial Dr. Anchorage, AK 99501
Oily Water Treatment Cascade Machinery and Electric Inc. - Oily water treatment 4600 E. Marginal Way South P.O. Box 3575 Seattle, WA 98 124-3575
Marvin Company Inc. - Oily water treatment P.O. Box 509 Redmond, WA 98073
c '-1 Northwest Power - Oily water treatment 2366 Eastlake E., Suite 234 P.O. Box 12128 Seattle, WA 98102-0128
Wetco Inc. - Citrus-based degreasers; oily water treatment 1614 Post Rd. Anchorage, AK 99501
Paint stripping CDS Group - Sodium bicarbonate abrasive cleaning system 503 McKeever, # 15 10 Arcola, TX 77583-9805
Cold Jet, Inc. carbon dioxide pellet blasting equipment Cincinnati, OH
907 344-4452
206 850-1701
907 563-3238
206-762-0500 or
800-289-0500
206-88 1-3944
206-324-6880 or
800-395-6880
907-276-41 15
800 332-5424
513 831-3211
Drake and Associates 619 452-3790 Pauli & Griffin plastic media blasting equipment San Diego, CA
G - 5
M-I Drilling Fluids, Co. crushed walnut shells blasting media 721 W. 1st Street Anchorage, AK 99501
Milpark Drilling Fluids crushed walnut shells blasting media 4792 Business Park Blvd. Anchorage, AK 99503
Oligvie Mills, Inc. Envirostrip wlieat starch blast media 6121 Baker Road, Suite 101 Minnetonka, MN 55345
Stripping Technology, Inc. plastic media blasting equipment 2725 East Ginter Road Tuscon, AZ 85706
Swift Equipment Co. AcuStrip sodium bicarbonate blasting equipment
Seattle, WA 98108 P.O. BOX C-81435
Parts Cleaning and Solvent Recovery Environmental Technology RB degreaser Port of Sanford Manufacturing Facility Sanford. FL 32771
Gleason Research, Inc. Solvent stills and used oil space heaters P.O. Box 771 171 Eagle River, AK 99577
Inland Technology, Inc. 2612 Pacific Highway East, Suite C Tacoma, WA 98424
Orange - Sol, Inc. 4802 Loretta Lane Anchorage, AK 99507
RGF Environmental Systems - Water recycling pressure cleaner 2600 N W 55th Ct. Suite 230 Fort Lauderdale, FL 33309
907 274-5564
907 561-1951
800 366-6445
602 741-0501
206 763-8050
407-32 1-7910
907-694-2299
206-922-8932
907-563-5070
800-842-777 1
G - 6

3 Van Waters and Rogers Inc. - Citrikleen degreaser
Anchorage, AK 995 1 1-2589
907-344-7444 P.O. Box 112589 or
800-478-7444
Wetco, Inc. - see “Oily Water Treatment”
Recycling Anchorage Recycling Center Recycling, balers, and compactors 6161 Rosewood St. Anchorage, AK 99518
907-562-2267 or
800-478-2267
Battery Specialists of Alaska - Battery recycling
Anchorage, AK 99501 800-478-553 1
907-276-525 1 1939 E. 5th Avenue or
GK Equipment - Baler and compactors 22023 70th Ave. Kent, WA 98032
Industrial Materials Exchange Information on markets for industrial products 172 20th Avenue Seattle, WA 98122
OBERG International Inc. Oil filter press 6120 195th Street N.E. Arlington, WA 98223
206-575-3050
206-296-4633
800 848-8228
Also check with your local borough and/or city for recycling options.
Silver Recove y AgCo Metalex Corp 3701 South Road Lynwood, WA 98037
Eastman Kodak, Inc.
Konica Imaging Charles Street Glen Cove. NY 11542
Oxford Asseying and Refining, Inc. 3406 Arctic Blvd. Anchorage, AK 99503
206-743-7886
800-242-2424, ext. 60
516-674-2500 or
800-645-6252
907-561-5237
G - 7
Soy Oil Ink Alaska Printers Supply (will special order) 915 W. Northern Lights Blvd. Anchorage, AK 99503
J.M. Huber Corporation 333 Thomall St. Edison, N J 08818
General Printing Ink 63 1 Central Avenue Carlstadt, N J 07072
907-277-7543
20 1-906- 1760
201-933-4500
Used Oil Burners Gleason Research, Inc. - see “Parts Cleaning”
NuEra Technologies - Black Gold space heaters 907-345-64 1 1 P.O. Box 112332 Anchorage, AK 9951 1-2332
Reznor Waste Oil Heating Systems 730 Berentsen Lane Fairbanks, AK 99712
) 907-457-1537
or 800-478-9276
G - 8





























