Embed Size (px)
Citation preview
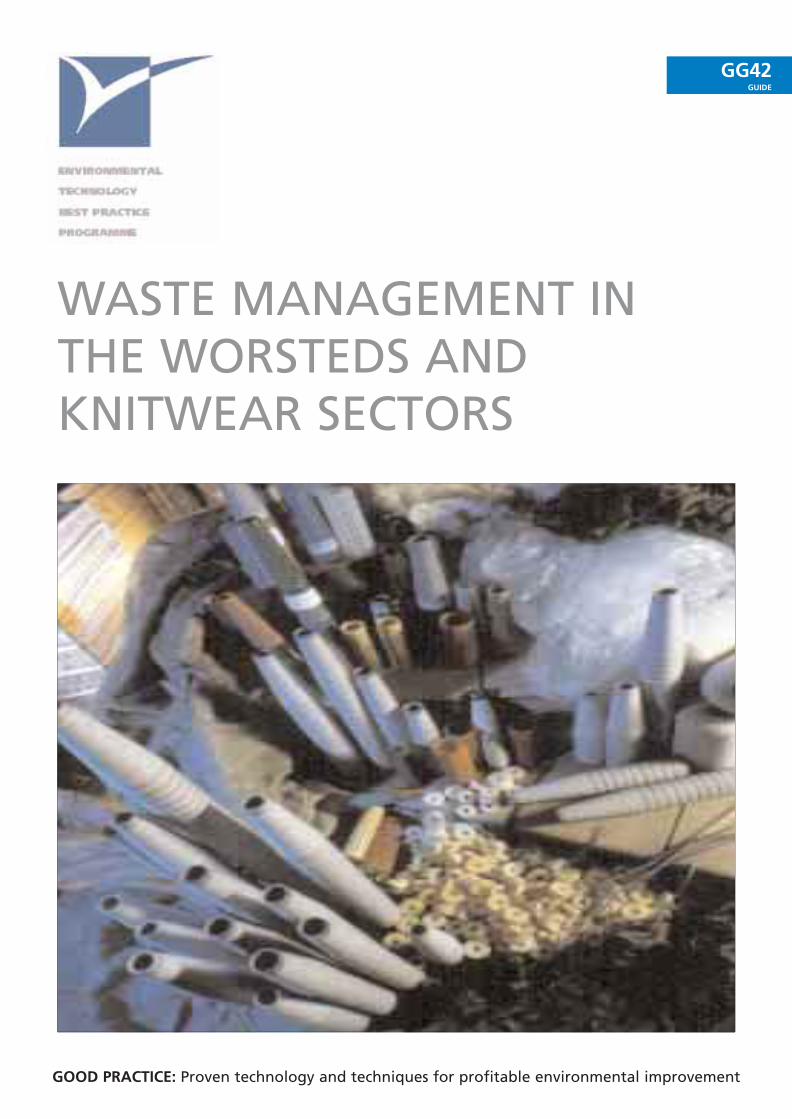
GOOD PRACTICE: Proven technology and techniques for profitable environmental improvement
GG42GUIDE
WASTE MANAGEMENT INTHE WORSTEDS ANDKNITWEAR SECTORS
© Crown copyright. First printed September 1996. This material may be freely reproduced except for sale or advertising purposes.
Paper made from 100%post-consumer waste
WASTE MANAGEMENT INTHE WORSTEDS ANDKNITWEAR SECTORS
This Good Practice Guide was produced by the
Environmental Technology Best Practice Programme
Prepared with assistance from:
ECOTEC Research and Consulting Ltd
The Environmental Technology Best Practice Programme is a joint Department of Trade and Industryand Department of the Environment initiative managed by AEA Technology plc through ETSU andthe National Environmental Technology Centre.
The Environmental Technology Best Practice Programme promotes the use of better environmentalpractices that reduce business costs for UK industry and commerce.
The Programme concentrates on two ‘permanent themes’ to achieve its aims:
WASTE MINIMISATIONManagement methods for systematically reducing emissions to land, water and air.
COST-EFFECTIVE CLEANER TECHNOLOGYTechnological solutions for reducing waste at source.
While these themes are applicable to every industrial sector, the Programme supplements them byfocusing on ‘areas of special attention’ which can either be an industrial sector or a particularpollutant.
The Programme provides all areas of industry and commerce with information and advice onenvironmental technologies and techniques. This is achieved through the elements described on theopposite page.
For more information about the Programme please phone the Environmental Helpline on 0800 585794
Proven technology andtechniques for profitable environmental improvement.
Good Practice Guides are handbooks
that provide detailed guidance on
proven technologies and techniques
that save money and reduce waste
and pollution.
Good Practice Case Studies are prime
examples of proven, cost-effective
technologies and techniques that
have already improved environmental
performance. Independent experts
evaluate projects that have been
implemented in industrial companies,
and the details are published in
Programme literature. In return for
co-operating with this process, host
companies are eligible for access
payments of up to £10 000.
New technology andtechniques for profitableenvironmental improvement.
The aim of New Practice is to help UK
industry and commerce to adopt new
technologies and techniques that
save money and reduce waste and
pollution.
New Practice Case Studies are the
first commercial applications of
innovative measures that improve
environmental performance. As with
Good Practice, independent experts
evaluate the projects and the details
are published in Programme
literature. In return for co-operating
with this process, host companies are
eligible for access payments of up to
£50 000.
Tomorrow’s technology andtechniques for profitable environmental improvement.
This is the Programme’s Research
and Development element.
It supports work progressing novel
environmental technologies and
techniques. The results of Future
Practice projects are published to
encourage companies to take up
successful developments.
GOODPRACTICE
NEWPRACTICE
FUTUREPRACTICE
BEST PRACTICE IN ACTIONenvironmental improvements that save money
ENVIRONMENTAL PERFORMANCE GUIDESthe benchmark for profitable environmental improvement
ENVIRONMENTAL HELPLINE 0800 585794the gateway to the Environmental Technology Best Practice Programme
The Programme’s Environmental Helpline has access to a wide range of environmental information. It offers
free advice to companies on technical matters, environmental legislation, conferences and promotional
seminars. For smaller companies, a free counselling visit may be offered at the discretion of the Helpline
Manager.
Environmental Performance Guides contain data on current environmental performance for a particular
industry sector, technology or operation and are compiled on the basis of replies to confidential questionnaires.
The Guides enable individual companies to compare their performance with that of others undertaking similar
operations and to identify potential areas for improvement.
For more information about the Programme please phone the Environmental Helpline on 0800 585794

This Guide is one of a series of four guides on solid waste management in the textiles industry. Eachof the four guides has been designed as a stand-alone document for the sector concerned:
■ worsteds and knitwear;
■ woollens;
■ cotton and man-made fibres;
■ garment manufacturing.
The worsteds and knitwear sectors generate substantial amounts of solid waste in the form of woolwaste, cardboard and plastic yarn cones, and packaging. Waste in the spinning sector amounts toabout 3% of wool consumption, while equivalent levels for weaving and knitwear range from 5%to 20%, the higher figure being typical of the cut and sew knitwear sector. This Guide seeks toencourage companies to minimise their waste and, where waste is unavoidable, to dispose of it inthe most cost-effective way.
There are three guiding principles in waste management: reduce, re-use and recycle. To reducewaste generation, companies - irrespective of their size and turnover - should initiate and implementa systematic approach. This involves making someone responsible for waste (the ‘waste manager’),determining the scale of the waste problem, monitoring and analysing waste production, designingand implementing an appropriate plan of action, and reviewing progress to ensure that wastemanagement targets are being met.
Improvements can be made in almost every area of activity - materials purchase, delivery andhandling, packaging and the whole area of machinery and maintenance. Education, training andmotivation have a particularly important role to play. Unless most staff in a company are committedto waste minimisation, the implementation of a plan of action will prove an uphill struggle.
Where waste cannot be prevented, much greater emphasis should be placed on: the re-use ofmaterials and packaging, preferably at the local level; recycling, where re-use is inappropriate; and,as a last resort, the most cost-effective methods of disposal. Various possible markets exist for woolwaste, including: wool merchants and reclaimers; the shoddy clothing, uniforms and blanketmanufacturing sectors; flock and felt manufacturers; and various agricultural and industrial outlets.Card and paper waste can also be recycled, while opportunities for plastics recycling have beenboosted by the development of new processes.
The impending Producer Responsibility Obligations (Packaging Waste) Regulations, due to come intoforce in December 1996, will require obligated businesses to recover and recycle specified tonnagesof packaging waste in line with the targets in the EC Directive on Packaging and Packaging Waste.This will give added impetus to the need to develop, in particular, recovery and recycling schemesfor packaging waste.
The principles discussed are applicable to every sector of the worsteds and knitwear sectors. As thecase histories highlighted in the Guide demonstrate, companies adopting a structured wastemanagement approach become more efficient and more profitable.
S U M M A R Y
Section Page
1 Introduction 11.1 Why you need to control your waste 11.2 The purpose and structure of this Guide 2
2 General waste management principles 42.1 ‘Reduce, re-use, recycle’ 42.2 Other important principles 4
3 A systematic approach to waste management 6
4 Generic waste management measures 104.1 Waste prevention 104.2 Waste re-use, recycling, disposal and sale 12
5 Waste management opportunities in spinning 165.1 Achievable waste reduction targets 165.2 Waste prevention 165.3 Waste re-use and recycling 17
6 Waste management opportunities in weaving 196.1 Achievable waste reduction targets 196.2 Waste prevention 196.3 Waste re-use, recycling, disposal and sale 21
7 Waste management opportunities in knitting 237.1 Achievable waste reduction targets 237.2 Waste prevention 237.3 Waste re-use, recycling, disposal and sale 25
8 Markets for solid waste 268.1 Wool waste 268.2 Card and paper waste 278.3 Plastics waste 278.4 Markets within company groupings 28
9 Conclusions and action plan 29
Appendix Useful contacts 31
C O N T E N T S

Reducing waste has always been a profit opportunity for any industry and, in recent years, wasteminimisation has gained ground in the UK. There have been a number of demonstrationprogrammes, for example, the Aire and Calder Project and the Leicestershire Waste MinimisationInitiative. These have shown that waste minimisation makes companies more efficient, moreprofitable and more environmentally friendly.
A company involved in one such waste minimisation initiative had originally estimated its annualwaste costs at something over £70 000, although no single person or department could quantifythe precise value or volume of the waste streams. A waste survey showed the true figure to bemuch larger and possible savings of £1.4 million were initially identified. While waste levels in thetextile industry are not on this scale, very significant savings can be made.
1.1 WHY YOU NEED TO CONTROL YOUR WASTE
The levels of solid waste (wool and packaging) generated by the worsteds and knitwear textilesindustries are substantial, despite the fact that the industry has traditionally been regarded as‘thrifty’.
In addition to the raw material waste, most companies in the textiles sector dispose of largequantities of cardboard and plastic yarn cones, plastic bags and cardboard cartons, often withoutrecovering any revenue and sometimes at significant cost.
As well as reducing your profits, your solid waste is also a significant environmental burden,especially if it is disposed of to landfill. The new landfill tax will increase your disposal costs - anotherreason for reducing the amount of wool and packaging waste disposed of in this way.
1
I N T R O D U C T I O N1
section
1
Wool waste in the worsteds and knitwear sectors
Spinning sector Waste = 3% by weight of wool consumption.
A spinner processing 2 500 tonnes of wool/year produces around 75 tonnes of woolwaste. At a typical yarn price of around £10/kg, this is equivalent to £750 000/year.
Weaving sector Waste = 5% by weight of wool consumption.
A mill processing 400 tonnes of worsted yarn per year produces around 20 tonnes ofwool waste. At £10/kg of yarn this represents a loss of around £200 000/year.
Knitwear sector Waste = 5% by weight for fully fashioned and shaped knitwear and20% by weight or more in the cut and sew area.
A company processing 200 tonnes of yarn per year in the manufacture of cut and sewknitwear can easily generate 40 tonnes or more of waste per year. At £10/kg of yarnthis is equivalent to a product loss worth £400 000.
The fact that profit margins in the textile industry are low (generally less than 5% of turnover)greatly enhances the significance of these costs and product losses.
In December 1996 the UK Producer Responsibility Obligations (Packaging Waste) Regulations, whichwill put into effect the EC Directive on Packaging and Packaging Waste, are expected to come intoforce. The exact form of the regulations is not yet decided but some basic principles are known:
■ everyone handling more than 50 tonnes of packaging or packaging materials a year will beaffected by the regulations;
■ targets of 50% recovery and 15% recycling, by material, of packaging waste by 2001 will beset;
■ businesses will not be asked to track and recover/recycle the actual packaging that theythemselves produce, but to recover and recycle a tonnage of packaging waste calculated onthe basis of the tonnage of packaging and packaging materials they handled in the previouscalendar year;
■ the obligation on companies to meet these targets will vary according to whether theyperform the activities of: manufacturing packaging raw materials; converting raw materialsinto packaging; product packing and filling; selling packaging to consumers or final users;
■ companies can register individually with the relevant Environmental Agency or they can joina collective scheme and pass on their obligation to the scheme;
■ re-usable packaging which is used for a minimum of three trips or rotations will be exempt.
These regulations may therefore affect companies in the worsted and knitwear sectors, and theirsuppliers and customers, depending on their tonnages of packaging or packaging materials and the‘activities’ (bullet point 4 above) that they perform. Minimising your use of packaging and using re-usable packaging will help you reduce your obligations under the regulations or even exempt youfrom them altogether.
1.2 THE PURPOSE AND STRUCTURE OF THIS GUIDE
The Environmental Technology Best Practice Programme has produced this Guide to help textilecompanies to voluntarily reduce their waste and therefore improve both their environmentalperformance and their competitive position.
This Guide provides a structured framework that will help you to adopt a systematic approach towaste minimisation and waste management. It suggests a wide range of practical initiatives,including many ‘common-sense’, no-cost/low-cost measures that will allow you to obtain maximumbenefit from your existing equipment. It also examines some of the new technologies that you maywant to consider. The various options described are broken down into technical (machinery-related)and non-technical measures for ease of reference.
More specifically, this Guide seeks to help you to:
■ reduce your direct operating costs by increasing yield, minimising the use of packaging andreducing waste disposal costs;
■ increase your revenue from unavoidable waste;
■ improve overall site efficiency;
■ improve product quality;
■ make your company more attractive to ‘green’ customers and investors.
2
section
1
You may believe that solid waste from the textile industry is harmless, but every kg of waste isharming your bottom line and taking up valuable landfill space.
This Guide is divided into a number of sections:
■ general waste management principles;
■ a systematic approach to waste management;
■ generic waste management measures;
■ waste management opportunities in spinning, weaving and knitting;
■ markets for solid waste.
It also includes a number of case histories. These highlight the considerable cost savings that havebeen achieved by companies applying common-sense waste minimisation and waste managementmeasures.
This Guide is one of a series of four guides on solid waste management in the textiles industry. Eachof the four guides has been designed as a stand-alone document for the sector concerned:
■ worsteds and knitwear;
■ woollens;
■ cotton and man-made fibres;
■ garment manufacturing.
3
section
1
You may think that you are good at waste management; most companies do until they beginto see what others achieve.
To make sure that you maximise the benefits, make good practice your standard practice.
2.1 ‘REDUCE, RE-USE, RECYCLE’
Many of you will be familiar with the saying ‘Reduce, Re-use, Recycle’. Although you may not havegiven this saying much thought, perhaps regarding it as merely another ‘green’ cliché, it does neatlydescribe the three key approaches to waste management.
■ Reduce
Reducing waste in the worsteds and knitwear sectors is all about preventing waste at sourceand hence improving efficiency. This should be your first priority in any waste managementprogramme as, ultimately, it costs more to deal with waste downstream. Preventionmeasures are of three main types:
- more efficient product design;
- more efficient production practices and procedures;
- more efficient production machinery.
■ Re-use
If you cannot prevent waste you should, wherever possible, re-use it in more or less its existingform. Re-use should, preferably, take place either on site or within the same locality orcompany/group. Your aim should be to simplify transport requirements and collection costs,thereby making re-use at this level a more attractive option.
■ Recycle
Only if you cannot re-use your textile and other waste should you considerrecycling/reclamation options, probably with the help of a recycling specialist.
If none of these approaches is possible, your waste will pass via the skip to a landfill site orincinerator. This will cost your company money and make it less profitable.
2.2 OTHER IMPORTANT PRINCIPLES
You should also consider a number of other important principles:
■ What comes in must go out. Once you have taken into account work in progress and stockchanges, the difference between the mass of materials (wool and yarn) that you buy and thatwhich you ship to your customers, is waste.
■ Every waste has its source. If you are not sure at what point in your spinning or weavingprocess the waste is being generated, you will have trouble reducing it. Many worsteds andknitwear companies do not know which processes generate which waste or the quantityinvolved.
■ Every effect has its cause. If you don’t fully understand the causes of the waste yourcompany produces, you will find it difficult to make the necessary distinction between wastethat can be avoided and waste that is unavoidable.
■ Understanding leads to control which leads to efficiency which leads to quality.Understanding how the various waste streams are caused will allow you to control them. Thisin turn will give rise to greater process efficiency and improved product quality.
■ Getting it ‘right first time’ is always simpler and cheaper than correcting faults. Timespent planning waste prevention, if it is done properly, is never wasted.
4
section
2
G E N E R A L W A S T E M A N A G E M E N TP R I N C I P L E S
2
■ People make things happen. Unless you involve everyone in your company, your wasteminimisation programme will be an uphill struggle. The best programme results are achievedby involving your staff and providing them with relevant feedback. Initiate a ‘no-blame’system and encourage everyone to participate, thus increasing the level of motivation andcommitment.
■ Waste reduction will always be economic at some stage. If it is not economic for youto reduce waste today, it may be tomorrow. You should therefore review the situationregularly since disposal costs, materials costs and external pressures invariably increase ratherthan diminish.
■ Most waste can be sold to raise revenue if you look hard enough for markets.Markets change so you should review, on a regular basis, who is buying what and for whatpurpose.
5
section
2
Your most important task is to re-examine the way each part of your manufacturing operationworks. Ask yourself and others the following questions:
■ Does it really need to be done this way?
■ Are we really producing the maximum product from the material consumed?
Never be put off by those who say, ‘It has always been done this way’.
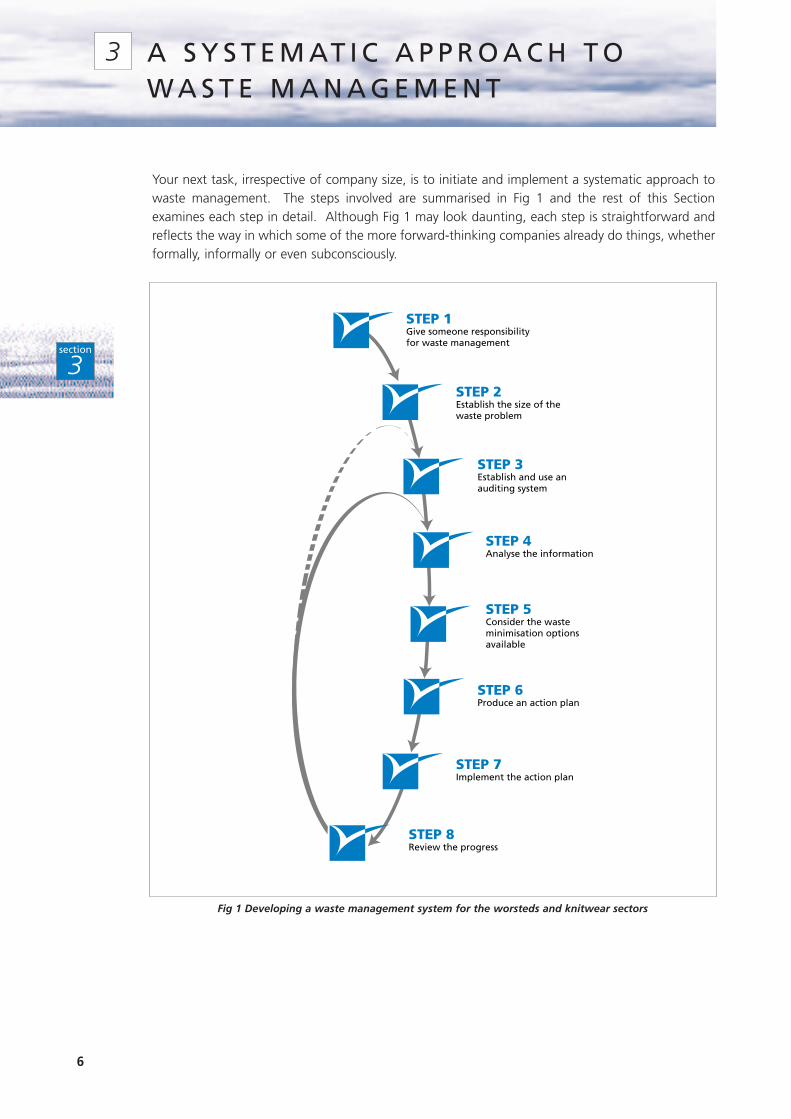
Your next task, irrespective of company size, is to initiate and implement a systematic approach towaste management. The steps involved are summarised in Fig 1 and the rest of this Sectionexamines each step in detail. Although Fig 1 may look daunting, each step is straightforward andreflects the way in which some of the more forward-thinking companies already do things, whetherformally, informally or even subconsciously.
6
section
3
A S Y S T E M AT I C A P P R O A C H T OW A S T E M A N A G E M E N T
3
Fig 1 Developing a waste management system for the worsteds and knitwear sectors
STEP 1Give someone responsibilityfor waste management
STEP 2Establish the size of the waste problem
STEP 3Establish and use an auditing system
STEP 4Analyse the information
STEP 5Consider the waste minimisation optionsavailable
STEP 6Produce an action plan
STEP 7Implement the action plan
STEP 8Review the progress
Step 1: Give someone responsibility for waste management
In most small and medium-sized companies there is no need for the position of waste manager tobe a full-time post. You can choose an appropriate member of staff (eg the Health & Safetyrepresentative), train them, and make their role as waste manager an additional/complementaryresponsibility. However, you must give the individual concerned both the authority and theresources to do the job properly. He/she must also have a good understanding of the way in whichthe company and its processes work.
Step 2: Establish the size of the waste problem
You will only gain commitment to a waste minimisation/management programme if you firstestablish clearly how much waste the company is producing and how much this is costing in termsof materials and disposal costs. The information can be found, even in the smallest worsteds andknitwear companies, by examining purchase and despatch records. As noted in Section 2.2, thedifference between the two, excluding work in progress and stock changes, is waste.
No worsteds/knitwear company is too small to have a waste minimisation policy. Managementshould demonstrate its commitment at an early stage by approving such a policy or by including awaste minimisation component in the company’s overall environmental policy, where one exists.Where your company is part of a group, you should encourage all the other companies within thatgroup to co-operate in adopting a similar continuous improvement approach. The benefits of co-operation are much greater than working in isolation.
Step 3: Establish and use an auditing system
The waste manager must know how much wool and packaging waste is being produced by eachprocess/department. It may also be useful to know how much waste is being produced by eachmachine/operator within each process/department. Regular records are therefore essential. Initiatea ‘no-blame’ system to encourage participation by the operators themselves.
Where possible, generate records on a daily or weekly basis and keep them centrally. Your storemancan record yarn usage and waste in a central log. Alternatively, each process operator can keepappropriate records at the machine/process location. The waste manager can then maintain anoverall record of consumption and waste generation in a central waste management file or book.If you have access to a computer, it is easier in the long run to enter all these records onto aspreadsheet. This will save time and simplify subsequent analysis.
Step 4: Analyse the information
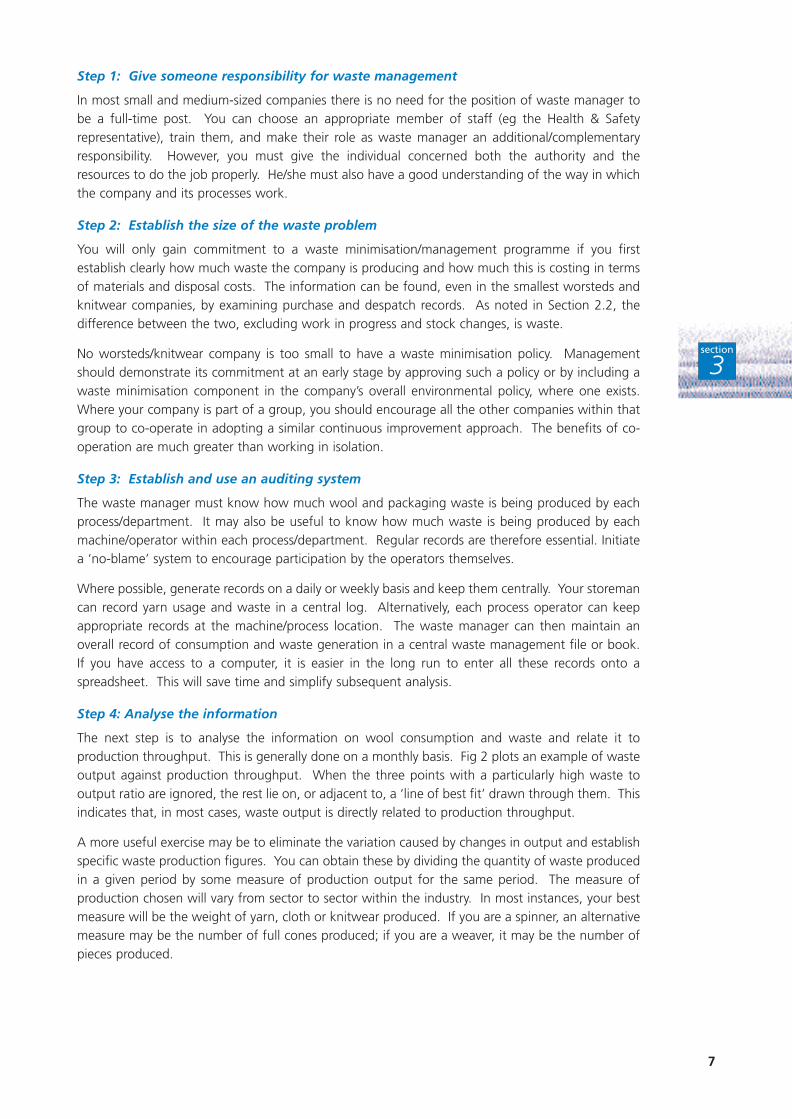
The next step is to analyse the information on wool consumption and waste and relate it toproduction throughput. This is generally done on a monthly basis. Fig 2 plots an example of wasteoutput against production throughput. When the three points with a particularly high waste tooutput ratio are ignored, the rest lie on, or adjacent to, a ‘line of best fit’ drawn through them. Thisindicates that, in most cases, waste output is directly related to production throughput.
A more useful exercise may be to eliminate the variation caused by changes in output and establishspecific waste production figures. You can obtain these by dividing the quantity of waste producedin a given period by some measure of production output for the same period. The measure ofproduction chosen will vary from sector to sector within the industry. In most instances, your bestmeasure will be the weight of yarn, cloth or knitwear produced. If you are a spinner, an alternativemeasure may be the number of full cones produced; if you are a weaver, it may be the number ofpieces produced.
7
section
3
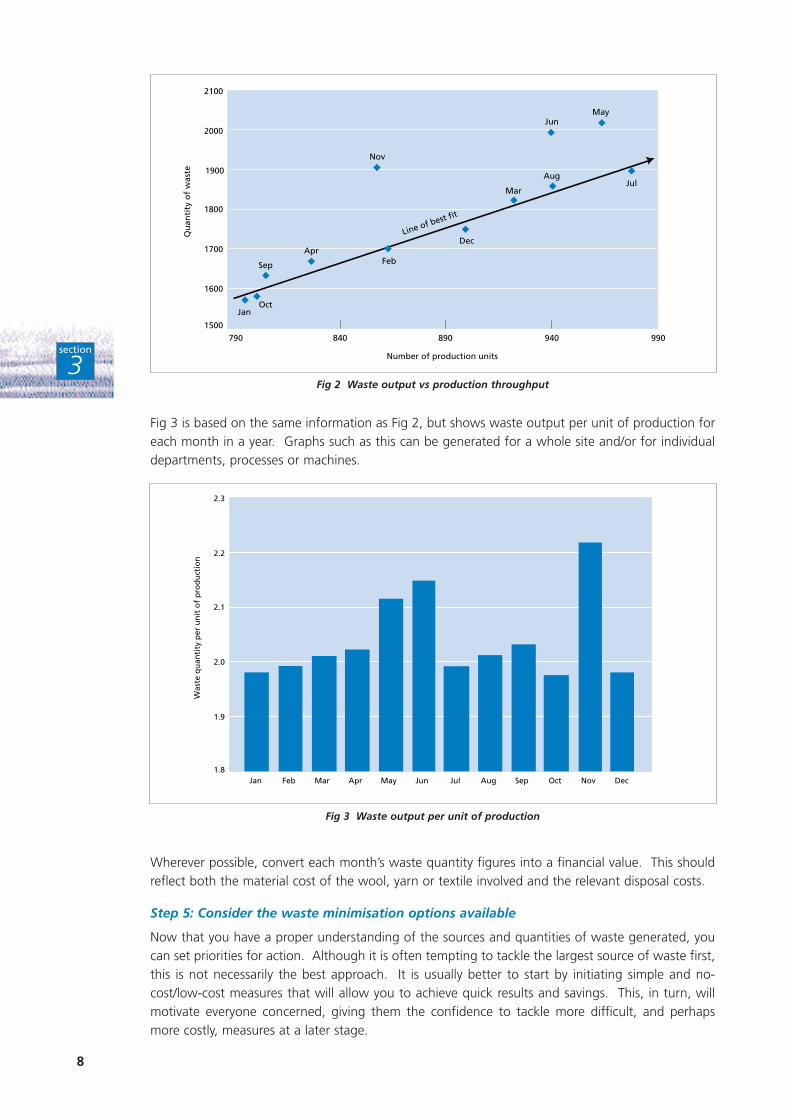
Fig 3 is based on the same information as Fig 2, but shows waste output per unit of production foreach month in a year. Graphs such as this can be generated for a whole site and/or for individualdepartments, processes or machines.
Wherever possible, convert each month’s waste quantity figures into a financial value. This shouldreflect both the material cost of the wool, yarn or textile involved and the relevant disposal costs.
Step 5: Consider the waste minimisation options available
Now that you have a proper understanding of the sources and quantities of waste generated, youcan set priorities for action. Although it is often tempting to tackle the largest source of waste first,this is not necessarily the best approach. It is usually better to start by initiating simple and no-cost/low-cost measures that will allow you to achieve quick results and savings. This, in turn, willmotivate everyone concerned, giving them the confidence to tackle more difficult, and perhapsmore costly, measures at a later stage.
8
section
3
1.9
2.0
2.1
2.2
2.3
1.8Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec
Was
te q
uan
tity
per
un
it o
f p
rod
uct
ion
2100
2000
1900
1800
1700
1600
1500
JanOct
Sep
Apr
Nov
Feb
Dec
Mar
Aug
JunMay
Jul
790 840 890 940 990
Number of production units
Qu
anti
ty o
f w
aste
Line of best fit
Fig 2 Waste output vs production throughput
Fig 3 Waste output per unit of production

Sections 4 - 7 of this Guide identify a range of measures for the worsteds and knitwear industriesthat you may wish to consider. These are both generic and specific to individual operations.
You may also like to telephone the Environmental Helpline on 0800 585794 for additional freeadvice on environmental matters.
Step 6: Produce an action plan
Your action plan should include sensible and achievable waste reduction targets that are based onyour knowledge of existing waste levels for each process. Your plan and its targets should be agreedby your company board, which should be fully committed to its implementation.
Step 7: Implement the action plan
Everyone in your company should be involved in the action plan. You should make them aware ofthe potential benefits - improved company profitability, better job security, etc - and you shouldprovide regular feedback on progress to date to keep everyone interested and aware of thecontinuing need for vigilance. The methods you use to get these messages across will depend onyour company size. Options include presentations, newsletters and notice-boards.
Step 8: Review the progress
It is important to review progress regularly. Initially, reviews should take place about every sixmonths, later switching to once a year. It is also helpful to review the success of the auditing system.You should pay particular attention to the accuracy and relevance of the information collected.
9
section
3
Generic waste management measures in the worsteds and knitwear sectors fall into two categories:
■ waste prevention;
■ waste re-use, recycling, disposal and sale.
4.1 WASTE PREVENTION
4.1.1 Education, training and motivation
■ Appoint one member of staff as waste manager and make him/her responsible forintroducing waste management practices - much can be achieved by one person devotingonly a few hours every month to waste management issues.
■ Materials costs in the worsted industry are high, with yarns typically costing £8 - £12/kg.Make sure that operators are aware of the value of the materials that they are handling andthe economic/environmental consequences of wastage. Aim for maximum impact. ‘Wewould save £5 000/year’ has much greater impact than ‘We would reduce waste by 1%’.
■ Use staff training (eg Health & Safety training) to emphasise the environmental and economicimplications of production losses caused by waste. Ensure that all employees are aware ofthe correct procedures for reducing waste and provide them with all that they need to do thiseffectively. Give staff a one-day refresher training course, perhaps every three years.
■ Prepare written procedures to help machine operators use the equipment as intended by themanufacturers (ie as efficiently as possible). Display written procedures on posters/chartsclose to the relevant machine/process.
■ Encourage employees to report apparent changes in waste levels immediately and to talk tomanagement about particular production problems.
■ Chart machine production and wastage on a regular basis perhaps on wipe-clean charts closeto the relevant machine/process. This may highlight problems with the machine itself or withparticular batches of yarn.
■ Publicise waste production facts and waste minimisation progress reports prominently withinthe company (eg on staff notice-boards). Make staff aware that it is their responsibility tohelp to increase the company’s profitability and that progress is being made.
■ Provide feedback and reward and/or praise staff when they have achieved a wastemanagement target as this will help to maintain interest and motivation. If practical, set upa bonus payment scheme linked to the savings that result from reduced waste generation.
10
section
4
G E N E R I C W A S T E M A N A G E M E N TM E A S U R E S
4
Worker Incentive Scheme
To reduce wastage, one spinning company has set up an incentive scheme for machineoperators. The less waste they generate, ie the quicker the operator notices breakagesand reconnects the yarn, the bigger the bonus they will receive. The company hasintroduced the scheme as part of a continuous improvement and waste minimisationprogramme.
■ Establish a waste-saving suggestions scheme with a financial reward attached.
■ Make sure that the staff who make key decisions about recycling are aware of the quantitiesof waste produced. Managers often underestimate the amount of waste generated becausethey don’t always see it or deal directly with it. They may therefore believe that it is not worththe effort of, for example, finding a company to purchase and recycle plastic waste.
4.1.2 Materials purchase, delivery and handling
Remember to:
■ avoid over-ordering wool or yarn;
■ encourage your suppliers to adopt a ‘just-in-time’ delivery approach to avoid unnecessarystorage costs and the danger of materials becoming damaged or contaminated;
■ refuse to accept torn bags and damaged or contaminated supplies of wool or yarn;
■ make sure that those who handle the wool/yarn make every effort to avoid contamination;
■ keep wool/yarn covered whenever possible to avoid contamination;
■ keep all wool/yarn clearly segregated and labelled in separate areas of the warehouse; yarnmix-ups can easily result in materials wastage.
4.1.3 Packaging
■ In your role as a supplier, minimise the amount of packaging that you use to protect theproduct. Most companies over-package goods, thereby passing on an unnecessary wastedisposal problem to their customers. Establish with your customers the minimum level ofpackaging that would be acceptable.
■ Where it is appropriate, use returnable plastic crates rather than cardboard and/or plasticwrapping. Similarly, ask your suppliers to do the same.
■ Consider the use of deposit-return schemes for such items as plastic cones and crates.
4.1.4 Machinery
■ Ensure that machine start-up procedures and settings are properly documented and used tominimise start-up waste.
■ When considering the purchase of new equipment, take into account its potential for wasteproduction. A less expensive machine may generate more waste, and prove more costly inthe long-term. When these factors are taken into consideration, the payback may be shorter.
■ When buying new equipment, ensure that other stages of the manufacturing process do notlimit the benefit that can be realised. What you require is a manufacturing system that isoptimised overall, not just at one stage.
■ Keep track of developments in machinery and equipment by regularly reading one or twoworsteds and knitwear industry trade journals. Ask equipment suppliers to keep you up-to-date by sending brochures on their most recent machinery.
■ Consider drawing up a long-term business plan that maps out all the potential savings fromcapital investment in machinery.
4.1.5 Maintenance
■ Establish a planned, preventive maintenance programme that includes checking/correcting:
- machine settings;
- lubrication;
- the tightness of nuts and bolts;
- wear and tear.
11
section
4
A planned maintenance programme can reduce the number of unscheduled stoppages andrestarts that can be a major source of waste. Planned maintenance can also help to reduceoverall maintenance costs.
■ Keep a maintenance schedule and make sure that maintenance staff record all inspectionsand maintenance activities.
■ Many companies organise their maintenance through a preventive maintenance computersoftware package. Such software will flag up planned maintenance activities on a daily basisuntil they are completed, thereby ensuring that no maintenance jobs are forgotten.
■ Ensure that all machines are regularly cleaned. This can eliminate material contamination andhence waste.
4.1.6 Other measures
■ Listen to the people who operate the spinning/weaving/knitting processes. They usuallyknow their machines well and are therefore in the best position to observe changes andrecommend corrective actions and improvements.
■ Share the responsibility for waste management by making each department or operatoraccountable for its or his/her own waste generation.
■ Eliminate untidiness about the factory. Apart from reducing the risk of contamination andfire, this will signal that ‘the factory is going to be well run, with low wastage and improvedefficiency’. This establishes the right overall culture for waste minimisation.
■ Manufacture only the amount of yarn, material, etc ordered by your customers. Overproduction is merely throwing away the product and your profits.
■ Always keep to customer requirements and specifications to reduce rejection levels. Knowyour capabilities and stay within them. Where possible, agree tolerance levels that willaccommodate a realistic level of error.
■ Be aware of new waste minimisation developments within the worsteds and knitwear sectorsand, if practicable, adopt them.
4.2 WASTE RE-USE, RECYCLING, DISPOSAL AND SALE
4.2.1 General
■ Consider all waste from your production processes as a potential source of income.
■ Separate all waste at source. This will overcome the difficulties of sorting at a later stage,which is generally an uneconomic proposition. Where possible, clearly label or colour-codewaste containers.
■ Keep a record of all waste to facilitate overall waste management activities.
■ Remove sorted waste from working areas at regular intervals. This will avoid unnecessarycontamination and the risk of mixing with other waste.
■ Ensure that full waste containers are well sealed to avoid unnecessary contamination bywater, etc.
■ Investigate all avenues for your waste. If you are part of a multi-site company or group, findout whether your waste could be re-used or recycled by another site or part of the group.Find out if other companies in your area are willing to purchase or take your waste for theirown use. It is essential to look constantly for new markets. Do not regard all your waste asgeneral waste just because no alternative comes to mind.
■ Consider setting up or joining a local waste minimisation club or waste exchange scheme,perhaps with the help of one of the organisations listed in the Appendix.
12
section
4
■ Make full use of waste exchange directories and specialist companies (see Appendix). Makeenquiries in your area about recycling companies.
■ When dealing with waste merchants and recyclers, ring round and negotiate to get the bestpossible deal. Prices can vary considerably from merchant to merchant and from week toweek. In some cases, it may be worth accepting a nominal amount - for cardboard and paperfor example - in exchange for free collection of other general waste. Review the marketregularly and do not get locked into long-term contracts that may become unfavourable ifmarket conditions change.
■ If appropriate, consider increasing the size of the waste skips/containers that you are using.The fewer journeys the waste company has to make, the cheaper disposal should become.In some cases a greater volume of waste should allow a higher price to be negotiated.
■ If you are one of the larger companies in the sector, consider purchasing or hiring a wastecompactor. A compactor can dramatically cut down on the number of skip ‘lifts’ requiredfor waste removal. This, in turn, reduces the costs of disposal.
■ Consider purchasing or leasing a baler. A baler can reduce the volume of low-density wastesuch as paper and plastic bags, thus saving storage space and reducing the number ofcollections required.
■ Consider joint purchase or leasing and operation of a waste compactor or baler. The mostappropriate site can then act as a ‘recycling centre’ for other local sites, perhaps keeping allwaste revenues in exchange for the service provided (ie free waste disposal). This approachwill be most practical for worsteds/knitwear companies that are part of a group or that haveclose relationships with other companies in the area, perhaps through a local wasteminimisation club.
■ Where waste quantities are very small, consider using the local authority’s waste recyclingfacilities. This can represent a free disposal route for bulky waste (eg plastic bags) and couldhelp to reduce the number of general waste skip lifts required.
4.2.2 Wool waste
■ Never consider redundant stock as waste. Consider storing all larger quantities of surplusyarn (eg those in currently unfashionable colours) for use in subsequent production runs. Youcan never be sure when a certain yarn or colour will once again be in demand and worth itsfull value. Alternatively, make an effort to find other possible customers.
■ Where you do need to dispose of surplus yarn, find the most profitable option. Contactseveral waste merchants to obtain the best deal for the amount and type of waste that yourcompany is producing. Remember that some textile merchants tend to specialise, and hencemay give a better price for one particular type of waste than for others.
■ Always sort wool/yarn waste at source and divide according to its value. For example,separate:
- ‘soft’ unprocessed waste from ‘hard’ processed waste;
- undyed yarns from dyed yarns;
- wools and wool-rich blends from cottons and man-made fibres.
■ Collect all wool waste as, generally, it has some value. Train your staff to sort even smallamounts of waste at source and to store them for future sale.
■ Never leave yarn on cones. This reduces the value of the yarn and ‘wastes’ the cone.
13
section
4
4.2.3 Packaging waste
The worsted and knitwear textiles sector generates significant quantities of packaging waste in theform of cardboard, paper, plastics and hessian.
■ Re-use all cardboard cartons internally, either on your site or within the company or group.In many cases, cartons can be re-used for deliveries or for transport between company/groupsites. In other cases it may be possible to establish formal or informal arrangements withother local companies who use cartons.
■ Where re-use is not an option, sort all cardboard waste at source to maximise revenue. Inparticular, separate out cardboard cartons. There is a well-established market for cartons, andthey will attract a far higher price than general card waste. Carefully flatten them tominimise storage volume and transport requirements.
■ Check that you are not disposing of containers that still contain wool/yarn.
■ Find companies that specialise in the re-sale or recycling of scrap cardboard cartons (seeAppendix).
■ When re-used yarn cartons have reached the end of their useful life, add them to the paperand cardboard waste for recycling rather than to the general waste.
■ Ensure that the different categories of waste remain as uncontaminated as possible. Thishelps to maintain waste value. Cover all card/paper skips and label them clearly to preventthem being mixed with other waste such as valuable yarn cones, metal waste, etc.
■ Shop around for the best deal when seeking a merchant to dispose of your cardboard andpaper waste as there is considerable variation in the prices offered. Remember that even thefree removal of card and paper will be of benefit since this will at least reduce the volume,and hence the cost, of general waste disposal. Review the market regularly as prices/chargescan alter significantly with time.
■ Re-use all large hessian and plastic bags internally, for example for collecting wool and paperwaste.
■ Find merchants for the more unusual waste such as hessian bags. Merchants do exist whodeal in this type of waste.
■ If no profitable use can be found for plastic bags, allow employees to take them home fordomestic use (eg in waste bins, for collecting garden rubbish, etc). This reduces the volumeof general waste and hence disposal costs.
■ Establish a separate storage area/container for plastics waste such as worn out yarn cones,spindles and plastic bags. You may be surprised at how quickly this waste accumulates intosaleable quantities.
14
section
4
The importance of separating waste at source.
Small commission weavers and knitters use a considerable variety of material and yarntypes but generate only small quantities of each individual yarn waste. If this waste isnot carefully separated at source it quickly becomes mixed up and is then uneconomicto separate. One company noted that, when it had collected a large quantity of suchwaste over a long period of time and employed someone on a temporary basis to sortit, the sorting process took three months, while the value of the sorted product paidonly one week of the sorter’s wages!
The message? Separate at source - it’s the only way.
4.2.4 Yarn cones
■ Where practicable, re-use yarn cones on your own site. Plastic cones can be used many times.Cardboard cones can be re-used two or three times.
■ Where appropriate, return used cones to the original yarn supplier for re-use. If this is notpracticable (eg with a non-UK supplier), find out which local spinners and dyers use this typeof cone and come to some arrangement with them over supply.
■ Where possible standardise on one type of cone to facilitate re-use. Talk to your tradeassociation and equipment suppliers about the possibility of cone standardisation across theindustry.
■ Talk to your equipment suppliers about adapter kits that will allow machines (eg creels andlooms) to accept a wider variety of cones.
■ If all else fails, separate plastic and cardboard yarn cones and sell them to recyclers.
15
section
4
5.1 ACHIEVABLE WASTE REDUCTION TARGETS
Although some spinners are installing new equipment where cash flow and borrowing conditionspermit, this capital-intensive route is not the only way of achieving improved efficiency and reducedwaste. Several companies in the spinning sector are achieving impressive results using a continuous‘monitoring to manage’ approach to waste management. Furthermore, one large spinningcompany is managing to achieve a steady reduction in waste year on year; in 1995/96 wasteproduction was down approximately 0.6% on the previous year.
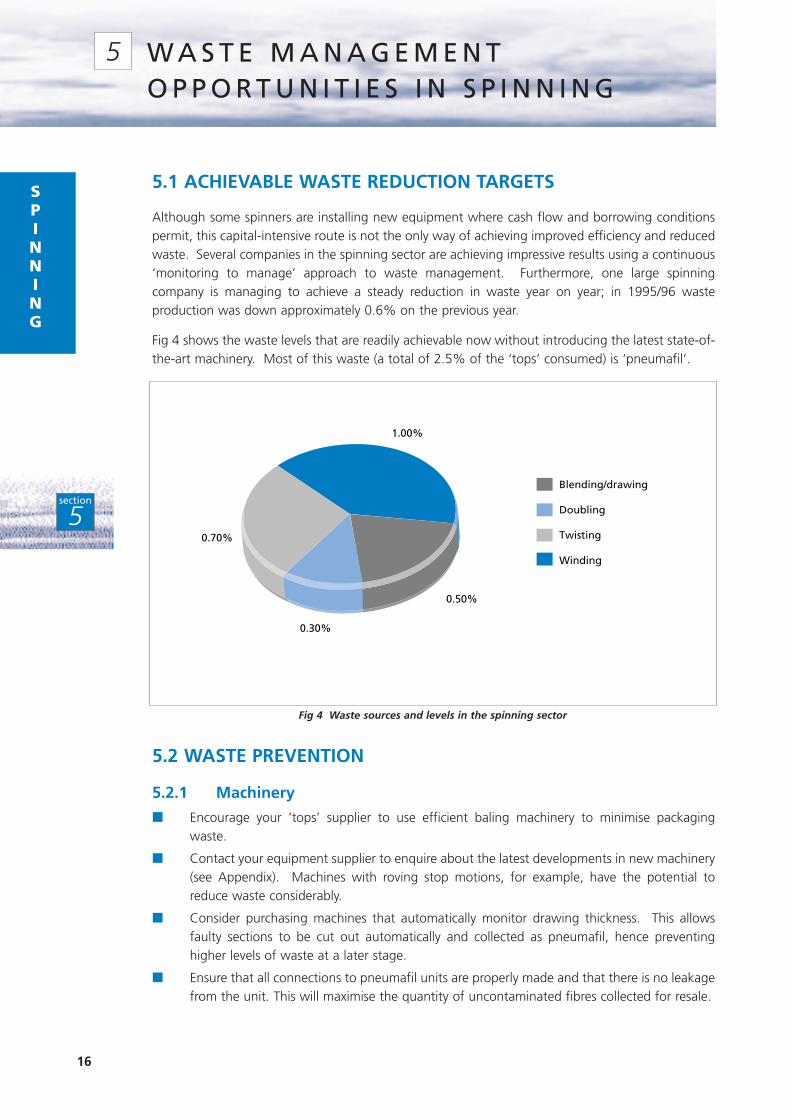
Fig 4 shows the waste levels that are readily achievable now without introducing the latest state-of-the-art machinery. Most of this waste (a total of 2.5% of the ‘tops’ consumed) is ‘pneumafil’.
5.2 WASTE PREVENTION
5.2.1 Machinery
■ Encourage your ‘tops’ supplier to use efficient baling machinery to minimise packagingwaste.
■ Contact your equipment supplier to enquire about the latest developments in new machinery(see Appendix). Machines with roving stop motions, for example, have the potential toreduce waste considerably.
■ Consider purchasing machines that automatically monitor drawing thickness. This allowsfaulty sections to be cut out automatically and collected as pneumafil, hence preventinghigher levels of waste at a later stage.
■ Ensure that all connections to pneumafil units are properly made and that there is no leakagefrom the unit. This will maximise the quantity of uncontaminated fibres collected for resale.
16
section
5
W A S T E M A N A G E M E N TO P P O R T U N I T I E S I N S P I N N I N G
5
Fig 4 Waste sources and levels in the spinning sector
Blending/drawing
Doubling
Twisting
Winding
1.00%
0.50%
0.30%
0.70%
SPINNING
■ Make sure that humidity and temperature control equipment is properly maintained. Less-than-optimum conditions will result in increased breakages in the thread, reducedproductivity, lower product quality and more waste.
5.2.2 Other measures
■ Make sure that your tops supplier provides bales that suit your working practices and allowyou to maximise plant efficiency. In some cases this may mean changing to 300 - 400 kgbales which, in any case, offer advantages to the tops supplier (see above).
■ Monitor waste according to the type and quality of wool used. This will allow you to buildup a picture of the levels of waste that can be expected in each case; in general, the betterthe quality of the wool the fewer the breakages and the lower the waste levels. You mayfind that wool from one supplier gives rise to less waste than the same grade of wool froma different supplier. In some cases it may be worth paying a little more for the wool tops toreduce wastage.
■ Where possible, supply yarn in carefully sealed cardboard cartons. This avoids the need towrap yarn cones in individual plastic bags and will save you and your customers effort andmoney.
5.3 WASTE RE-USE AND RECYCLING
5.3.1 Wool waste
■ In the initial converting and blending process, save any tops left over from one blend to putdirectly back into the next blend of the same quality. Never consider left-over tops as waste.
■ Where you have dyeing facilities on site, operate a system of dyeing on the cone whereverpossible, rather than dyeing in hanks. Dyeing in hanks means that yarns are far more likelyto knot, thereby producing lengths of yarn that cannot be wound.
17
section
5
Efficient baling of tops
Traditional tops suppliers get 27 x 8 kg wool ‘bumps’ into a cylindrical vacuum-extracted bale,giving a total weight of around 220 kg. Paper is generally used in the base of the bale toprotect the wool from contamination. The bale is first sealed in a large polythene bag, to allowthe air to be extracted, and then in a hessian outer, which is stitched for strength.
Semi-automatic balers are available which compress the tops bumps hydraulically within ametal frame, allowing 36 x 10 kg wool bumps to be packaged into a 360 kg rectangular bale.The new-style bale is wrapped in one, thick, polythene outer and is manually or automaticallystrapped. This has given rise to the following economic and environmental benefits:
■ only one person is needed for the entire baling operation, rather than three;
■ transport costs have been reduced due to a 60% increase in bale weight and becausethe rectangular bale shape allows more bales to be fitted into a standard shippingcontainer;
■ the new system eliminates the need for paper and card in the bale and for a hessianouter.
Prior to compression, permanent wooden formers underneath support the bale within themetal frame to prevent the wool being contaminated by bumps dragging on the ground.
SPINNING
5.3.2 Yarn cones
■ Minimise the types of yarn cone in use wherever possible. This will facilitate cone re-use andreduce costs for all concerned. It is far easier for a weaver or knitter to deal with largequantities of one type of cone than small quantities of many different types. Discuss the issuewith your customers to establish the best practicable solution.
■ Where possible, use thick multi-trip plastic cones as opposed to thin single-use cones. Theformer can tolerate many trips if they are returned to the spinner by the customer. The useof non-collapsible pressure dye cones can also eliminate the need for rewinding yarn afterdyeing. This removes one process entirely and contributes further to cost cutting.
■ Consider the possibility of a deposit-return system to encourage the return of valuablepressure dye cones. Talk to your customers about this.
■ Note that even cardboard cones are more hardy than is commonly believed and can,potentially, tolerate two or three trips. Consider initiating a low-charge, deposit-returnscheme for cardboard cones.
■ Lobby your trade association and equipment suppliers; encourage them to set an industrystandard for cones and cone labelling that will facilitate cone re-use.
■ Wherever possible use true cone-shaped (as opposed to cylindrical) yarn cones. These fitneatly inside one another and allow a high overall packing density, thereby reducing cone-return transport costs.
■ Co-ordinate cone collections in your area whenever possible to ensure maximum transportefficiency. This may be possible through a local waste minimisation club.
5.3.3 Packaging waste (hessian and plastic bags)
■ Return tops bags to your supplier, if possible. If not, re-use tops bags around the site to collectcontaminated/dirty waste.
18
section
5 The use of multi-trip yarn cones
One spinner reduced plastic yarn cone wastage by maximising the use of re-usablecones. Rugged ‘pressure dye cones’, which can tolerate a minimum of eight roundtrips via the dyer and weaver/knitter, are used wherever possible. Although such conescost 10 - 12p each, the cost per trip, given an average life of 10 - 12 trips, is only 1p.This represents a considerable saving over one-trip plastic cones which currently costapproximately 3 - 4p each.
Although many spinners build the cost of the cone into the cost of the yarn, somecompanies have introduced a deposit-return system which explicitly identifies the costof the cone. Many weavers and knitters appreciate both the lower cost of the yarnand the opportunity to return the cones.
SPINNING
6.1 ACHIEVABLE WASTE REDUCTION TARGETS
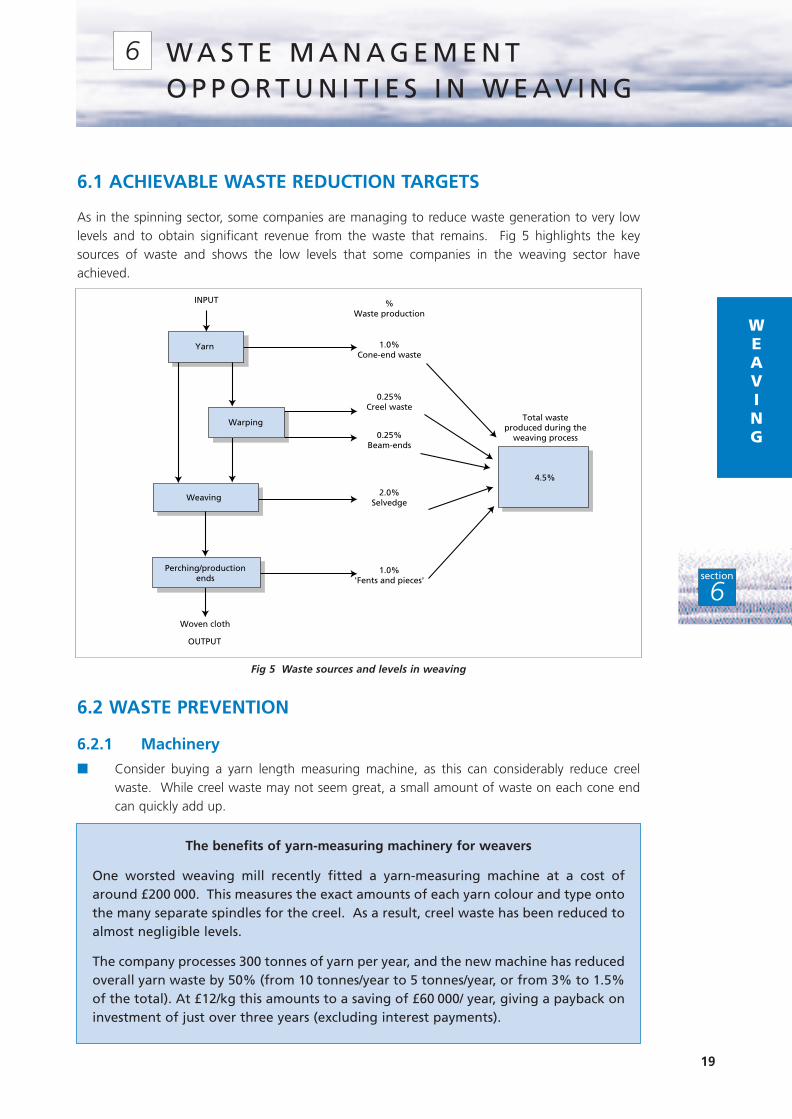
As in the spinning sector, some companies are managing to reduce waste generation to very lowlevels and to obtain significant revenue from the waste that remains. Fig 5 highlights the keysources of waste and shows the low levels that some companies in the weaving sector haveachieved.
6.2 WASTE PREVENTION
6.2.1 Machinery
■ Consider buying a yarn length measuring machine, as this can considerably reduce creelwaste. While creel waste may not seem great, a small amount of waste on each cone endcan quickly add up.
19
section
6
W A S T E M A N A G E M E N TO P P O R T U N I T I E S I N W E AV I N G
6
INPUT
Yarn
Warping
Weaving
Perching/productionends
%Waste production
1.0%Cone-end waste
0.25%Creel waste
0.25%Beam-ends
2.0%Selvedge
1.0%'Fents and pieces'
Total waste produced during the
weaving process
4.5%
Woven cloth
OUTPUT
Fig 5 Waste sources and levels in weaving
The benefits of yarn-measuring machinery for weavers
One worsted weaving mill recently fitted a yarn-measuring machine at a cost ofaround £200 000. This measures the exact amounts of each yarn colour and type ontothe many separate spindles for the creel. As a result, creel waste has been reduced toalmost negligible levels.
The company processes 300 tonnes of yarn per year, and the new machine has reducedoverall yarn waste by 50% (from 10 tonnes/year to 5 tonnes/year, or from 3% to 1.5%of the total). At £12/kg this amounts to a saving of £60 000/ year, giving a payback oninvestment of just over three years (excluding interest payments).
WEAVING
■ Make sure that your creel is fitted with tensioners and stop-motions that work effectively.This will reduce the number of breakages and hence wastage.
■ Consider purchasing a modern warping machine. Newer machines can eliminate crossedends, producing perfect warps with less wastage. Some of the latest warping machines canalso eliminate the need for a creel.
■ Always purchase looms with stop-motion devices (ie drop-pins and ‘magic-eyes’) fitted toboth the warp threads and the weft threads.
■ When considering the purchase of new looms, take into account the loom’s level of wastegeneration. While the older rapier looms produce a wide, 50 mm selvedge on each side (100 mm total and an inherent wastage of around 7%), the latest rapier models produce only40 mm of selvedge waste in total - a 60% reduction. Similarly, the latest air-jet loomseliminate the need for a selvedge on the weft feed side and tuck in the selvedge on theopposite side using a mechanical /pneumatic device. However, you should remember that atuck-in selvedge, while attractive to the weaver, generally ends its life as waste in the garmentmanufacturing industry where it is regarded as an unusable part of the fabric.
■ Keep up with all machine developments via trade journals and equipment suppliers. Thereare, for example, new looms (rapier and air-jet) under development that, in conjunction withthe long-established stop-motion mechanism, allow automatic rethreading of broken yarnand machine restart. This reduces machine down-time and minimises fabric defects andfaults. Other developments include mechatronic ‘yarn presenters’ and automatic brakingsystems (devices that reduce thread breakages and improve product quality by maintaining amore constant thread tension). Such devices can make cone standardisation more practicalsince the cone angle (eg 4° or 9°) no longer has a direct impact on weft thread tension.
■ Give careful consideration to the savings potential of various loom attachments. While thesewill add to the cost of new looms, the payback is often shorter than you might imagine.
6.2.2 Other measures
■ Talk to your supplier about minimising the amount of packaging used for delivering yarn, etc.In most cases it is acceptable for yarn to be delivered in sealed cardboard cartons withoutindividual plastic wrappings.
■ Use a light box to ‘perch’ (check) material as soon as it comes off the loom. Correct any faultson the loom immediately to avoid a recurrence in subsequent pieces.
■ Take care when marking pieces of material with order numbers. Keep the area used as smallas possible.
20
section
6
State-of-the-art warping machines
One Scottish company has recently reduced its measured length and warping waste bypurchasing a new state-of-the-art sample warping machine. The fabric design isentered into a computer which tells the machine which thread to pick up from whichcone as it ‘builds’ the warp section. The machine can therefore use full cones of yarn,eliminating the need for pre-winding onto a creel. The machine cost £130 000 and hasresulted in a 2% reduction in yarn consumption. At a yarn cost of £12 - 15/kg it hasalready proved to be well worth the initial outlay.
An added benefit of the new machine is that patterns can be quickly changed,allowing small fabric orders to be woven - clearly a good way of using up smallamounts of yarn.
WEAVING
■ Manufacture only the amount (length) of material ordered by the customer. Overproductionis merely throwing away the product and the profits.
6.3 WASTE RE-USE, RECYCLING, DISPOSAL AND SALE
6.3.1 Wool waste
■ Where economically feasible, mend all material faults.
■ Consider purchasing or hiring a head winding machine - this allows cone-end residues to berewound onto a new cone to produce a large usable cone.
■ Consider the option of weaving lower quality fabrics with mixed remnants of yarn and thenoverdying the resulting fabric.
■ Where waste quantities are small, provide separate storage containers within easy reach ofseveral looms to allow the simple separation of wool types, colours, etc at source.
6.3.2 Cone waste
■ Encourage your yarn supplier to deliver yarn on re-usable plastic cones wherever possible.
■ Talk to your supplier about the possibility of deposit-return schemes for cones. Evencardboard cones should be returned to the spinner/dyer where practicable, since they can beused for rewinding after dyeing.
■ Where return to the supplier is not practicable, re-use cones on-site or within thecompany/group. Vertically integrated companies (or those that are part of a verticallyintegrated group), should pass cones back to the group spinners or dyers for re-use.
■ When you need to purchase additional cones (eg to allow the splitting of full cones onto part-cones or spindles for the creel), buy used cones wherever possible to encourage recyclingwithin the industry.
■ Where cones cannot be returned or re-used, sell them to plastic and cardboard recyclers.There may even be a company in your area that can use the cones and is willing to removethem from your site free of charge.
6.3.3 Packaging waste
■ Check with your yarn supplier about the possibility of receiving goods on returnable palletsand containers. This has already become standard practice in some companies.
■ Separate carton and other cardboard waste to maximise its value and reduce disposal costs.
21
section
6
Reduced cloth ‘mark-up’ wastage
One weaver in West Yorkshire originally used 30 cm of finished cloth per piece formarking up the order number, etc. The company then realised that, at £80/metre, itwas throwing away £24/piece, a wastage level of around 0.5%. This ‘mark-up’ sectionhas now been reduced to a maximum of 10 cm, reducing wastage to less than 0.2%.
Revenue from the sale of plastic cones
One small commission weaver in West Yorkshire produces around 90 kg of plastic conewaste per week, for which it receives around 15p/kg from a plastics recycler. While thisseems a small amount, the annual saving is typically around £650.
WEAVING
22
section
6
Cardboard separation and sale
Until recently, cardboard packaging was costing a mill in the Bradford area around £4 200/year in disposal costs. Sorting allowed the number of normal waste skip lifts tobe halved, saving around £2 000/year. While revenue from the cardboard itself onlyamounts to around £100/year, the total benefit of £2 100/year makes a very worth-while contribution to the bottom line.
WEAVING
7.1 ACHIEVABLE WASTE REDUCTION TARGETS
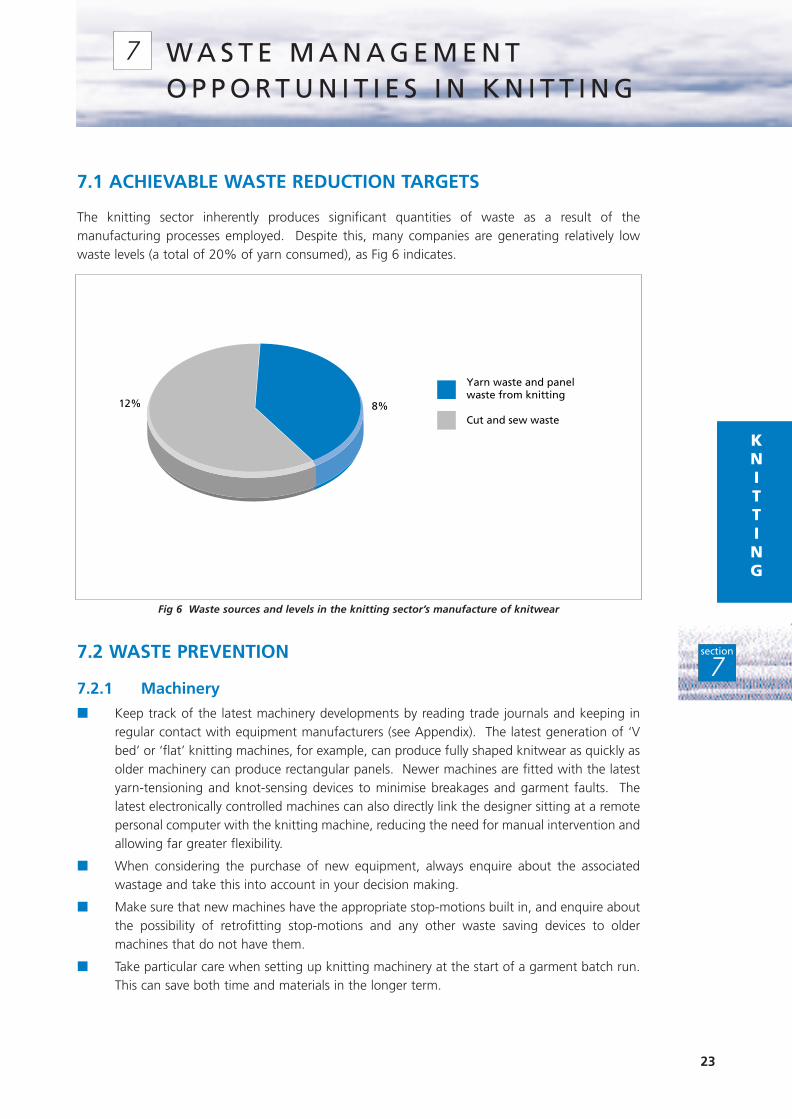
The knitting sector inherently produces significant quantities of waste as a result of themanufacturing processes employed. Despite this, many companies are generating relatively lowwaste levels (a total of 20% of yarn consumed), as Fig 6 indicates.
Fig 6 Waste sources and levels in the knitting sector’s manufacture of knitwear
7.2 WASTE PREVENTION
7.2.1 Machinery
■ Keep track of the latest machinery developments by reading trade journals and keeping inregular contact with equipment manufacturers (see Appendix). The latest generation of ‘Vbed’ or ‘flat’ knitting machines, for example, can produce fully shaped knitwear as quickly asolder machinery can produce rectangular panels. Newer machines are fitted with the latestyarn-tensioning and knot-sensing devices to minimise breakages and garment faults. Thelatest electronically controlled machines can also directly link the designer sitting at a remotepersonal computer with the knitting machine, reducing the need for manual intervention andallowing far greater flexibility.
■ When considering the purchase of new equipment, always enquire about the associatedwastage and take this into account in your decision making.
■ Make sure that new machines have the appropriate stop-motions built in, and enquire aboutthe possibility of retrofitting stop-motions and any other waste saving devices to oldermachines that do not have them.
■ Take particular care when setting up knitting machinery at the start of a garment batch run.This can save both time and materials in the longer term.
23
section
7
W A S T E M A N A G E M E N TO P P O R T U N I T I E S I N K N I T T I N G
7
12% 8%
Yarn waste and panelwaste from knitting
Cut and sew waste
KNITTING
7.2.2 Other measures
■ Consider switching more of your knitwear manufacture away from ‘cut and sew’ towards‘shaped’ production. The latest flat knitting machinery, as noted above, will give you thebenefit of producing fully-fashioned knitwear at a considerably lower cost.
■ Always take careful note of customer size specifications when knitting panels. This willminimise the amount of waste produced when panels are cut to shape.
■ At the start of a new batch, make test garments out of cheaper yarn or yarn left in store.
■ When mistakes occur during sizing, ‘size down’ or ‘size up’ the batch of garments whereverpossible. Garments can often be sized down from ‘medium’ to ‘small’ and still be acceptablewithin the terms of the customer’s specification and tolerances.
■ Consider accepting deliveries of yarn that is unwrapped but packed in cardboard cartons. Ifa carton is well sealed with tape, the risk of contamination is extremely small.
24
section
7
The benefits of advanced knitting machines
One of the larger knitting firms in the Midlands has replaced some of its older 1980sknitting machines with new machines that are capable of producing separate (ratherthan joined) and shaped pieces. Although the cost (£80 000/machine less the valuerecovered from the sale of the old machines) was high, the benefits of the newmachines are numerous:
■ an improved product with better shape;
■ reduced labour costs in garment preparation, with no need for:
- removal of the panel chain stitch;
- cutting of the panel;
- pressing of the panel;
- overstitching;
■ reduced yarn/panel waste.
Material waste has been reduced from around 24%, including knitting and cuttingwaste, to around 5%. Given an annual use of around 200 tonnes of yarn, this amountsto a saving of approximately 38 tonnes/year. With lambswool costing around £11/kg,and panel waste usually being worth less than £1/kg, the wool saving alone representsaround £380 000/year. The payback period is expected to be less than three years.
The company is also benefiting because it can now produce a better product morecheaply than when a high waste level had to be allowed for in the product price. Thisallows the company to be more competitive in a difficult market.
KNITTING
7.3 WASTE RE-USE, RECYCLING, DISPOSAL AND SALE
7.3.1 Wool waste
■ Companies/groups that manufacture a variety of garments should use surplus yarn, forexample from the knitting of sweaters, for the knitting of socks, gloves and other small items.If your company or group does not manufacture small garments itself, make contact withcompanies in your area that do.
■ Wherever possible, use up small amounts of yarn in the subsequent manufacture ofpatterned knitwear.
■ When knitting unpatterned knitwear, use undyed yarns wherever possible. The completedgarments can then be dyed to meet the customer’s colour requirements. This makes yarn re-use considerably easier and significantly reduces waste.
■ Consider purchasing an unroving machine to rewind valuable yarns onto cones for reknitting- some winding machines remove knots and splice the yarn to give a higher quality recoveredyarn.
■ Mend panels and garments where this is an economic option.
■ Sort all knitted waste according to panel size and material.
■ Sell the larger damaged panels to children’s knitwear manufacturers. This will bring in greaterrevenue than selling them to waste merchants.
■ Develop relationships with customers such as market traders and wholesalers willing topurchase ‘seconds’, ‘thirds’ and production overruns. Consider the possibility of opening afactory shop to sell garment seconds to the general public.
■ Find the most profitable option for disposing of surplus wool. In some cases, single cones orpart-cones can be sold through retail wool shops to the domestic market at a priceapproaching their original value.
■ Re-use materials internally wherever possible, eg use damaged cotton panel sections formachine cleaning.
7.3.2 Other waste
■ Re-use all large plastic bags internally wherever possible. Large polythene bags can, forexample, be used for transporting garments around the shop floor.
25
section
7
The efficient use of undyed yarns and cone ends in the knitwear sector
Several companies use undyed yarns at every opportunity to facilitate yarn re-use.When self-coloured garments are produced, they are knitted in white yarn and thendyed as whole garments. This means that most yarns can be re-used in subsequentbatches. Where odd cones of coloured yarn remain from the knitting of patternedgarments, these are kept for use as minor colours in future patterns, and for theknitting of samples or collars and cuffs. Consequently yarns are very rarely sold on aswaste.
KNITTING
8.1 WOOL WASTE
As with most markets, the market for wool waste varies considerably over time. While traditionalmarkets for wool waste have diminished, some new markets are developing. It is therefore worthkeeping track of the latest developments and market prices. The main markets for wool waste arenoted below.
8.1.1 Wool merchants and reclaimers
Wool merchants and reclaimers (sorting/shredding/reblending) are located predominantly in theWest Yorkshire and East Midlands regions. A selection of these firms is identified in the Appendix.Some merchants do specialise in certain fibres and will buy predominantly from one particular sector,although trade in wool waste alone is extremely rare.
In some cases there may be an advantage in dealing predominantly with one supplier. Some firmsoffer contracts lasting six months, during which period they are obliged to collect all waste, albeitat a variable price. However, it is worth ringing round the merchants occasionally to get the bestprice for your particular type and quantity of waste. Prices vary considerably as a result ofinstabilities in both the domestic and foreign markets. It is also in your interests to encourage yourwaste merchants to consider all possible markets for their waste, including those noted below.
8.1.2 Shoddy clothing, uniforms and blanket manufacture
The severe decline in UK worsted and knitwear manufacturing during the 1960s, 1970s and 1980shas encouraged the rise of a handful of new shoddy manufacturing companies supplying clothingparticularly to the more ethnically-oriented markets. This sector has the potential to expand furtherand should therefore be considered as a possible market for textile waste. The leading company inthis field already takes around 500 tonnes of textile waste annually.
Lower quality wool fibres continue to be used in blanket manufacture and, to a lesser extent, in themanufacture of uniforms. Some companies in the woollens sector believe that there is a shortageof good waste from the worsteds sector, and so may not consider the worsteds sector whensourcing wool fibres.
8.1.3 Flock and felt manufacture
Another important user of waste (particularly garment waste) is the flock and needle felt industry.Many of these companies are interested in finding new secure sources of material to supplementtheir existing supply of used garments - often in short supply. Some flock and felt companies areprepared to consider the use of fibre waste, either from wool merchants or direct from companies.It is, therefore, worth contacting flock and felt manufacturers directly (see Appendix).
The overall market for flocks and felts is estimated at 50 000 tonnes/year. Traditional uses aresummarised below.
Use Approximate market size
Filling for mattresses/upholstery 35 000 tonnes/year
Traditional carpet underlay 5 000 tonnes/year
Sound insulation and anti-rattle pads for vehicles 4 000 tonnes/year
26
section
8
M A R K E T S F O R S O L I D W A S T E8
27
section
8
The mattress/upholstery market has improved in recent years as a result of the increased need to useless flammable materials. Furthermore, as more traditional markets have declined (eg automotiveuses), new market opportunities have developed. These include:
■ Seed-impregnated felt ‘reclamation blankets’, now being used, for example, in the innovativeLandlife derelict land reclamation scheme on Merseyside. The ‘blankets’ are laid on bare orrotovated ground to provide a firm base in which seedlings can grow. This market coulddevelop, particularly if a derivative product can be developed for home gardeners.
■ Biodegradable geotextiles. These textile meshes and webs are now used extensively in civilengineering and landscaping to provide soil stability, enhance plant rooting and screen outweeds. Loose fibres can even be used in conjunction with jute/hessian/polypropylene,providing a possible re-use route for wool sacking and short-fibre waste.
8.1.4 Agricultural markets
Short-fibre waste, including extraction fan filter waste and sweepings, can also be used in theagricultural sector. ‘Shoddy manure’ and other wool wastes are currently used as fertilisers, offeringvaluable nutrient content and good water retention characteristics. Wool waste is also occasionallyused for cattle bedding. Although modern farming techniques had been slowly eliminating thismarket, the rise of organic farming is helping to halt the decline.
The presence of chemical traces can limit the use of wool waste in agriculture. It is therefore worthexploring whether such waste could be used in derelict land schemes like the Landlife scheme, oreven to produce a cheap peat substitute for use in the garden. In the latter case it would beimportant to ensure that there was no chance of contaminants entering the food chain.
8.1.5 Industrial markets
A sizeable market for cloth waste exists in the industrial sector. Such waste is used as wipes and, insome cases, in chemical spillage kits. It may be possible to sell certain waste directly to local firmsinvolved in engineering, printing, surface coating, etc.
8.2 CARD AND PAPER WASTE
The UK has numerous card and paper waste merchants and recyclers, both large and small. Someof these are listed in the Appendix. However, the market for paper and cardboard waste tends tofluctuate greatly and this is reflected in the prices paid. The price can also vary considerably fromcompany to company, depending on such factors as volume and degree of contamination. It iscertainly worth ringing round paper/card merchants regularly to get the best deal. You should alsobe aware that there is a separate market for cardboard cartons and boxes, which attract a muchhigher price than normal card waste.
8.3 PLASTICS WASTE
The market for plastics waste is growing, and there are now many plastics recyclers operatingthroughout the country. The price paid varies, depending on type of plastic, cleanliness andquality/grade. Many recyclers have recently invested in full washing equipment which should allowgreater use of contaminated plastics (for example dirty tops bags). In addition, the EREMA andREMAPLAN processes have made the re-use of dirtier feedstocks possible for extrusion andcompression moulding respectively. Even if you have been unable to find a market for plastics wastein the past, it is certainly worth contacting recyclers and waste exchange companies again in thelight of these new developments.
Granulation machinery, while expensive to buy and hire, allows plastics to be sold at a much higherprice direct to moulding companies, eliminating the recyclers/merchants. This would only beworthwhile for larger companies and formal or informal company groupings that produce largequantities of plastics waste.
8.4 MARKETS WITHIN COMPANY GROUPINGS
Groups of companies, particularly those that are vertically integrated, are in an ideal position to re-use their waste by passing it to other parts of the operation. This avoids the need to pay for disposalor waste exchange services and also reduces material costs. The grouping need not be a commercialone. In some cases there may be scope for informal arrangements between local companies,perhaps using environment business clubs and waste minimisation clubs as the linking mechanism.The aim should be overall minimisation of waste across the group of companies in question,preferably co-ordinated from a central point.
28
section
8
29
section
9
This Good Practice Guide has provided you with:
■ a set of waste management principles;
■ a systematic waste management approach;
■ practical ideas for reducing waste and increasing the revenue from waste that is unavoidable.
Many of the practical ideas are already being implemented within the textiles industry, and examplesthroughout the document demonstrate how companies that have adopted this positive approachto the management of solid waste are achieving real bottom-line savings.
This Guide also makes it clear that some of the measures suggested involve little or no cost, and areappropriate to companies of all sizes. In other cases, the measures do require some capitalexpenditure although, often, the payback period will be less than three years.
For large companies wishing to take further waste minimisation steps, a more detailed, systematicapproach to waste reduction is discussed in a series of three complementary Guides:
■ Saving Money Through Waste Minimisation: Raw Material Use (GG25)
■ Saving Money Through Waste Minimisation: Reducing Water Use (GG26)
■ Saving Money Through Waste Minimisation: Teams and Champions (GG27)
For smaller companies and growing businesses further ideas may be found in:
■ Cutting Costs by Reducing Waste: A Self-help Guide for Growing Businesses (GG38)
■ Finding Hidden Profit - 200 Practical Tips for Reducing Waste (ET30)
All these publications are available free through the Environmental Helpline (0800 585794).
C O N C L U S I O N S A N D A C T I O NP L A N
9
ACTION PLAN
The message is clear. If you want your company to stay ahead or at least keep up withthe competition then
‘Make Good Practice YOUR Standard Practice’.
More specifically:
Read the Waste Management Principles summarised in Section 2.
Initiate a Waste Management System, as detailed in Section 3.
Decide which Generic Waste Management Measures (Section 4) are appropriate toyour company and begin to implement them NOW.
Consider the waste management measures specific to your industrial sector(Sections 5, 6 or 7). Identify those that are appropriate and begin to implementthem NOW.
If waste is unavoidable, keep up to date with market changes (Section 8) andmake sure you obtain the best possible price.

30
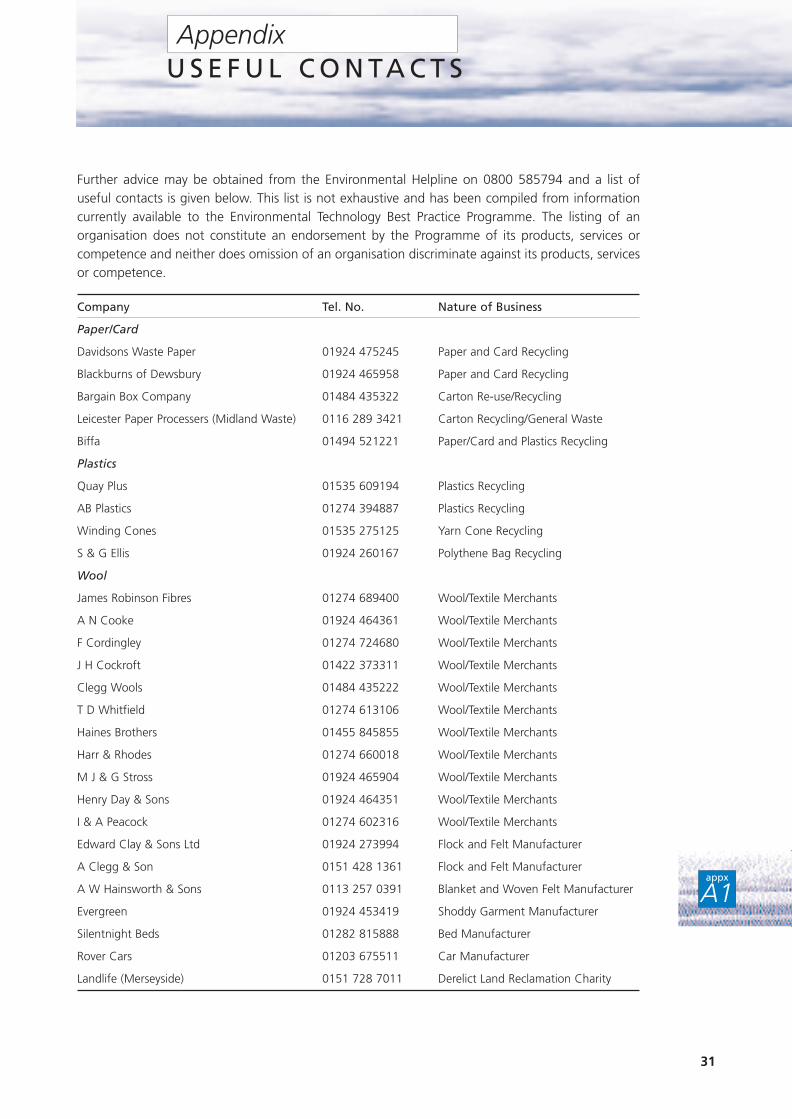
Further advice may be obtained from the Environmental Helpline on 0800 585794 and a list ofuseful contacts is given below. This list is not exhaustive and has been compiled from informationcurrently available to the Environmental Technology Best Practice Programme. The listing of anorganisation does not constitute an endorsement by the Programme of its products, services orcompetence and neither does omission of an organisation discriminate against its products, servicesor competence.
Company Tel. No. Nature of Business
Paper/Card
Davidsons Waste Paper 01924 475245 Paper and Card Recycling
Blackburns of Dewsbury 01924 465958 Paper and Card Recycling
Bargain Box Company 01484 435322 Carton Re-use/Recycling
Leicester Paper Processers (Midland Waste) 0116 289 3421 Carton Recycling/General Waste
Biffa 01494 521221 Paper/Card and Plastics Recycling
Plastics
Quay Plus 01535 609194 Plastics Recycling
AB Plastics 01274 394887 Plastics Recycling
Winding Cones 01535 275125 Yarn Cone Recycling
S & G Ellis 01924 260167 Polythene Bag Recycling
Wool
James Robinson Fibres 01274 689400 Wool/Textile Merchants
A N Cooke 01924 464361 Wool/Textile Merchants
F Cordingley 01274 724680 Wool/Textile Merchants
J H Cockroft 01422 373311 Wool/Textile Merchants
Clegg Wools 01484 435222 Wool/Textile Merchants
T D Whitfield 01274 613106 Wool/Textile Merchants
Haines Brothers 01455 845855 Wool/Textile Merchants
Harr & Rhodes 01274 660018 Wool/Textile Merchants
M J & G Stross 01924 465904 Wool/Textile Merchants
Henry Day & Sons 01924 464351 Wool/Textile Merchants
I & A Peacock 01274 602316 Wool/Textile Merchants
Edward Clay & Sons Ltd 01924 273994 Flock and Felt Manufacturer
A Clegg & Son 0151 428 1361 Flock and Felt Manufacturer
A W Hainsworth & Sons 0113 257 0391 Blanket and Woven Felt Manufacturer
Evergreen 01924 453419 Shoddy Garment Manufacturer
Silentnight Beds 01282 815888 Bed Manufacturer
Rover Cars 01203 675511 Car Manufacturer
Landlife (Merseyside) 0151 728 7011 Derelict Land Reclamation Charity
31
U S E F U L C O N TA C T SAppendix
appx
A1
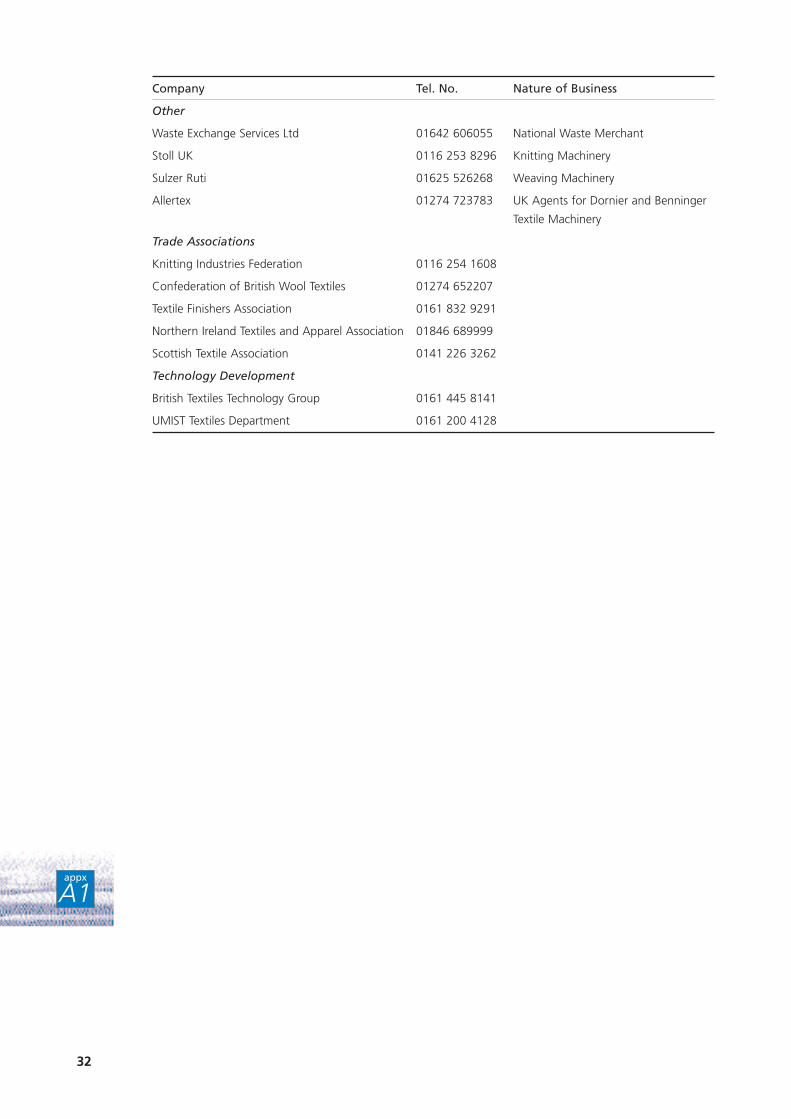
Company Tel. No. Nature of Business
Other
Waste Exchange Services Ltd 01642 606055 National Waste Merchant
Stoll UK 0116 253 8296 Knitting Machinery
Sulzer Ruti 01625 526268 Weaving Machinery
Allertex 01274 723783 UK Agents for Dornier and Benninger
Textile Machinery
Trade Associations
Knitting Industries Federation 0116 254 1608
Confederation of British Wool Textiles 01274 652207
Textile Finishers Association 0161 832 9291
Northern Ireland Textiles and Apparel Association 01846 689999
Scottish Textile Association 0141 226 3262
Technology Development
British Textiles Technology Group 0161 445 8141
UMIST Textiles Department 0161 200 4128
32
appx
A1