Embed Size (px)
Citation preview

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
222
Abstract—the article presents the results of an
experimental–analytical study of the cyclic fracture process in a
locally austempered ductile iron (LADI). A heat treatment is
realized in such a way as to form three layers with different
microstructure, mechanical properties and resistance to cyclic
loading. The fracture criterion, the stress intensity factor K,
dependent on stresses of cyclic loading and induced residual
stresses, was chosen as a criterion for analyzing the process of
cyclic fracturing. The limiting values of threshold stress intensity
factor range ΔKth were determined for the compact tension (CT)
specimens after application of loading and they were found to be
different. It was determined that residual stresses increase the
ΔKth factor when the crack propagation rate is less than 10-11
m/cycle.
Index Terms—cracking threshold, residual stresses.
I. INTRODUCTION
Austempered ductile iron (ADI) is a specially heat-treated
cast iron with spheroid graphite. It has good properties of
strength, plasticity, fracture toughness, fatigue and resistance
to wear, and is therefore widely used in engineering practice
to produce the engineering elements in various fields of
industry, e.g., transportation and the mineral mining
industries, for the manufacturing of gears, shafts, etc. [1], [2].
The process of heat treatment involves three stages, the
duration of which depends on the shape and size of the
element to be produced. For large gears and supports, needed
when producing mining equipment in the mineral industry,
austempering with induction heating of a localized zone is
applied. This technique replaces the conventional
heat-treating process and provides the desired ADI
microstructure in the required zone and depth [3]-[5]. The
locally austempered ductile iron (LADI) is obtained by using
high frequency induction heating or by applying direct
electric current [6]. Application of the LADI makes it
possible to obtain almost the same properties as conventional
ADI [7]. However, due to the different micro structural
transformations in heat- affected and unaffected zones,
residual stresses are induced. These zones significantly
influence the fatigue, i.e., the fracturing indicators [8]-[10].
The conventional method in this experimental and analytical
investigation is replaced by another one, aiming to evaluate
several factors of the separate layers, namely the static and
cyclic properties of the material, its microstructure, in
homogeneity and other factors.
II. SPECIMENS
SG cast iron was chosen as the basic material for
producing the layered cast iron specimens. The mechanical
properties of SG cast iron are presented in Table 1.
Table 1. Cast iron mechanical properties
Cast iron R0.2, MPa Rm, MPa Z, %
SG 630-634 863-933 3.7-6.7
The threshold stress intensity factor ranges of ΔKth =
7.9-9.1 MPa·m1/2
were determined for the compact tension
(CT) specimens by applying the known techniques [11].
Eight work-pieces of larger bars for preparing the CT
specimens (dimensions: 65 mm 62.5 mm 25 mm) were
produced for performing the cyclic tests. The work-pieces for
the austenitizing were placed in an induction heating furnace
and heated up to the temperature required for austenitizing
(900 oC). Then the work-pieces were placed in an isothermal
transformation chamber where they were kept for the
conventional duration for the austempering. The heat
treatment was applied in such a way as to form three different
layers in the specimen. Cuts were made in the CT specimens
to ensure that the fatigue crack started in the hard layer
(heat-treated layer), further propagating through the
subsequent perpendicular to the intermediate and mild layers
of the crack front (Fig. 1). The arrangement of layers was
determined by the measurements of etching and hardness.
The mechanical properties of the separate layers were quite
different. The properties of the mild layer during heat
treatment changed insignificantly. Table 2 shows that the
plasticity of the hard layer slightly increased. The properties
of the intermediate layer were conditional. It was difficult to
establish them precisely enough. The heat treatment process
is hard to control, and therefore the size and the location of
the intermediate layer in the investigated CT specimens are
different. The thicknesses of the layers are shown in Table 2.
The thickness of the hard layer Lh varies within the bounds of
27.5 mm and 36.5 mm when analyzing all the specimens,
while that of the intermediate layer varies within the bounds
of 1 mm and 4 mm. The remaining CT specimens can be
described as the mild (thermally unaffected) layer. The
different locations and thicknesses of the layers described
above result in different impacts on the cyclic fracturing
indicators.
Fatigue Crack Propagation in Locally
Heat-Treated Ductile Iron Mindaugas Leonavičius, Algimantas Krenevičius, Gediminas Petraitis, Arnoldas Norkus
Vilnius Gediminas Technical University, Saulėtekio al. 11, 10223, Vilnius, Lithuania

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
223
Hard layer (temperad layer)
Intermediate layer
Mild layer
LmLh15
a
W
1.2
W
Li Fig. 1 Arrangement of layers in CT specimens
Table 2. Thicknesses of layers in CT specimens after
austempering
Specimen
Hard layer
size Lh,
mm
Intermediate
layer size Li,
mm
Mild layer
size Lm,
mm
1 32.3 1.0 16.7
2 27.5 2.5 20.0
3 27.7 3.0 19.3
4 31.0 3.0 16.0
5 31.8 1.0 17.2
6 31.5 2.0 16.5
7 36.5 4.0 9.5
8 33.5 1.0 15.5
The microstructure and the hardness were investigated for
specimen 5: the thickness of the hard layer is Lh = 31.8 mm,
that of the intermediate layer is 1 mm and that of the mild
layer is 17.0 mm. The properties were determined at five
points, namely at 5 mm, 17 mm, 33 mm, 47 mm, and 59 mm
from the side of the cut, as shown in Fig. 2.
Fig. 2 Microstructure and hardness measurement points
Cylindrical specimens (Fig. 3) for identifying the
mechanical properties were produced from the CT
specimens. Then tension tests were performed with the
specimens. Analysis of the determined mechanical properties
shows that the microstructure, hardness and mechanical
properties of the heat-treated parts differ significantly from
the properties of the basic cast iron and those of the
non-heat-treated part.
Fig. 3 Cutting scheme and dimensions of tension specimens
The determined mechanical properties are presented in
Table 3.
Table 3. Mechanical properties
Layer Rpr,
MPa
R0.2,
MPa
Rm,
MPa
E,
GPa
Z,
%
mild 492 607 869 165 3.3
mild 490 602 864 164 2.9
intermediate 490 603 864 163 2.8
intermediate 494 608 874 163 3.2
hard 748 957 1261 162 3.6
hard 756 963 1254 159 4.1
The microstructures are shown in Fig. 4. An initial
microstructure of the SG cast irons is shown in Fig. 4a. It
consists of pearlite with slight inclusions of ferrite and
spherical graphite. The microstructure of the heat-treated part
is shown in Figs. 4b, 4c, 4d, and 4e. A coarse-needle
martensite, spheroid graphite, several cementite inclusions
and a residual austenite are resident for the microstructure.
The microstructure at the level of 59 mm, corresponding to
the heat-unaffected part of the specimen, is shown in Fig. 4f.
It consists of pearlite, ferrite and graphite. The microstructure
of the intermediate layer (thickness 1 mm) consists of trostite,
ferrite, and pearlite and spheroid graphite. The microstructure
of the heat-treated part is characteristic of that of austempered
ductile iron. The heat-unaffected part corresponds to that of
normalized iron. The microstructure of the other specimens is
common. The microstructure of the non-treated layers is the
same for all specimens except for specimen 3, where more
ferrite was detected compared with the other specimens. The
coarse-needle martensite in the heat-treated part was detected
only for specimens 4 and 7. The martensite of specimen 6 is
medium-sized. Fine-needle martensite was identified for
specimen 1. Residual cementite was found in specimens 4, 5,
6 and 7 but was missing in specimens 1, 3 and 6. The
intermediate layer usually consists of trostite, ferrite
(specimens 3, 4, 5, 8), in some cases with inserts of cementite
(specimens 1, 2, 6, 7) and fine plate pearlite (specimen 4).
The hardness was determined at the same locations where the
microstructure was determined, as mentioned above (Fig. 2).
At the distances of 5 mm, 17 mm, and 33 mm (hard layer) it
was 388 BHN, 401 BHN, and 401 BHN, at 47 mm
(intermediate layer) it was 302 BHN, and at 59 mm (mild
layer) it was 285 BHN. The hardness of the other specimens
was similar. The large magnitude of hardness is conditioned
by the martensite.
5 3 1
4 2 6
5
31
14
12
M1
0

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
224
(a) (b)
(c) (d)
(e) (f)
Fig. 4 Structures of layers: initial (a), heat treated layer at 5 mm (b), 17 mm (c), 33 mm (d), 47 mm (e),
Non-heat-treated layer at 59 mm (f)
III. EXPERIMENTS
Cyclic loading tests were performed to determine the
threshold stress intensity factor range ΔKth in different parts
of the specimens. CT specimens made from heat-treated
work-pieces were tested. The test procedures conform to the
standard ASTM E647 [11], but introducing a modification to
determine the threshold crack propagation rates,
corresponding to their lower magnitudes (identified during
the exploitation of real structures) and their durability
(serviceability) exceeding 25 years. The determined
thresholds correspond to the cases of crack propagation rates
being less than 10-11
m/cycle. The procedure for determining
the threshold involves an initial pre-cracking with a
subsequent gradual decreasing of the load magnitude until
the crack stabilizes for the fixed number of cycles. The
procedure is repeated several times for the tested specimens,
i.e., to determine the various thresholds corresponding to the
different crack sizes. Such an approach makes it possible to
identify the crack propagation through the separate layers
under investigation. The relationships of crack propagation
rates vs. the stress intensity factor range were developed by
processing the test data of eight CT specimens (Fig. 5).
Referring to ASTM E647 to calculate the stress intensity
factor K, the following formula was employed:
,minmax KKK
.6.572.14
32.1364.4866.01/2)(
,/
,/
43
22/3
2/1
f
Wa
fBWFK
(1)
where K is the stress intensity factor, F is the tension force,
B = 25 mm is the specimen width, W = 50 mm is the specimen
base length, f() is the geometrical function, and a is the
crack size (depth) (Fig. 1).
100 μm 100 μm
100 μm
100 μm 100 μm
100 μm

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
225
(a)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crack size a, mm
19,0
27,5
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
□ – 19.0
○ – 27.5
(b)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crack size a, mm
19,0
27,5
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
◊ – 17.0
Δ – 18,9
(c)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crack size a, mm
15.6
18.0
22.9
34.1 mild
37.4 mild
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
○ – 15.6
□ – 18.0
◊ – 22.9
▲ – 34.1
27.5ggfd
fdfghdfg
h34dfgh
dfgh34,1 (d)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crack size a, mm
15.1
20.3
24.1
27.5
30.4
44.7 mild
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
○ – 15.1
□ – 20.3
◊ – 24.1
Δ – 27.5
+ – 30.4
(e)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crack size a, mm
15.4
23.9
26.6
27.4
33.9 mild
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
○ – 15.4
□ – 23.9
◊ – 26.6
Δ – 27.4
● – 33.9
(f)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crack size a, mm
15.3
18.3
28.8
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
○ – 15.3
□ – 18.3
◊ – 28.8
(g)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crack size a, mm
17.6
24.3
32.6
36.1
40.1 mild
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
○ – 17.6
□ – 24.3
◊ – 32.6
Δ – 36.1
● – 40.1
(h)
1e-12
1e-11
1e-10
1e-9
1e-8
1e-7
5 10 15 20 25 30
crak size a, mm
17.5
21.2
25.0
31.8
38.3 mild
39.6 mild
5 10 15 20 25 30
ΔKth (MPa∙√m)
10-8
10-10
10-12
da
/dN
(m
/cy
cle)
a, mm
○ – 17.5
□ – 21.2
◊ – 25.0
Δ – 31.8
● – 38.3
Fig. 5 Relationships for crack propagation rates (da/dN) vs. stress intensity factor range (ΔKth) of specimens: (a) specimen 1, (b)
specimen 2, (c) specimen 3, (d) specimen 4, (e) specimen 5, (f) specimen 6, (g) specimen 7, (h) specimen 8.

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
226
The thresholds of all the specimens depending on crack
size and corresponding to a rate of less than 10-11
m/cycle
were determined for different layers. These were different:
for the hard layer ΔKth = 7.72-16.72 MPa m , for the
intermediate layer ΔKth = 10.1 MPa m , for the mild layer
ΔKth = 9.5-14.62 MPa m . The significant difference in the
determined magnitudes of the thresholds shows the influence
of the residual stresses and microstructure. The stresses in the
hard layer change when the notches in the CT specimens are
made. At an initial stage of cyclic loading, when the crack
size is 15.6-20 mm, the ΔKth for the layer and the base
material are similar. When the crack exceeds 20 mm, the ΔKth
increases to 16.72 MPa m , as the compressed mild layer
constrains the opening of the crack. When the crack passes
the intermediate layer, the ΔKth quickly declines until the
magnitude of 9.5 MPa m .
IV. DISCUSSION
The residual stresses have a great influence on fatigue
fracturing and its indicators, and one can find many
techniques for determining these stresses [12]-[14]. The
relationships (Fig. 6) of the thresholds vs. crack size were
developed on the basis of the performed experimental data to
evaluate the influence of the residual stresses.
a)
10 20 30 40 a (mm)
20
16
12
8
ΔK
th (
MP
a√m
)
notch crack
b)
10 20 30 40 a (mm)
20
16
12
8
Δ
Kth
(M
Pa√
m)
c)
10 20 30 40 a (mm)
20
16
12
8
ΔK
th (
MP
a√m
)
d)
10 20 30 40 a (mm)
20
16
12
8
ΔK
th (
MP
a√m
)
e)
10 20 30 40 a (mm)
20
16
12
8
ΔK
th (
MP
a√m
)
f)
10 20 30 40 a (mm)
20
16
12
8
ΔK
th (
MP
a√m
)
g)
10 20 30 40 a (mm)
20
16
12
8
ΔK
th (
MP
a√m
)
h)
10 20 30 40 a (mm)
20
16
12
8
ΔK
th (
MP
a√m
)
Fig. 6 Relationships of threshold stress intensity factor range (ΔKth) vs. crack size (a) for specimens : (a) specimen 1, (b)
specimen 2, (c) specimen 3, (d) specimen 4, (e) specimen 5, (f) specimen 6, (g) specimen 7, (h) specimen 8; ○ – crack tip before
intermediate layer; ● – crack tip beyond intermediate layer

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
227
Fig. 7 shows the generalized relationship (obtained via
processing the experimental data of all specimens, given in
Fig. 5) of the threshold vs. crack size.
Fig. 7 Generalized relationship for specimens 3, 5, 7 and 8 of
threshold stress intensity factor range (ΔKth) vs. crack
size (a): ○ – hard layer; ● – mild layer
Analysis of the relationships of the thresholds vs. crack
sizes shows that the threshold increases when the crack
approaches the intermediate and mild layers, and reduces
when it enters the mild layer. The maximum magnitude of
ΔKth is reached just prior to the intermediate layer (Figs. 6b,
6g, 6h). The processed experimental data resulted in the
following relations:
mean: ,503.1423.0th aK (2)
upper limit: ,734.343.0th aK (3)
lower limit: .032.143.0th aK (4)
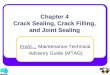
The images of the fractures in specimens 3 and 5 are
presented in Fig. 8. It can be seen that at the first stages
of cyclic loading many focuses of cracks appear in the
vicinity of the notch. Further, when increasing the number of
loading cycles and when the crack size reaches approx. 2-3
mm from the top, the main crack is formed. One can also
identify the separate layers of different structure in the
fractures.
(a)
(b)
Fig. 8 Fractures of CT specimens 3 (a) and 5 (b)
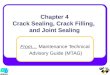
The images of the separate zones, obtained by scanning
electronic microscopy (SEM), are presented in Fig. 9. It can
be seen that the microstructures (presented in Fig. 4) of the
different layers have a great influence on the fracturing
process.
(a) (b) (c)
Fig. 9 SEM fracture images of 5th specimen at hard (a), intermediate (b) and mild layers (c)
Fig. 10 shows the crack propagation model with regard to
the influence of residual stresses. When residual stresses σr
do not develop (Fig. 10a), the characteristic pre-cracking
zone forms in the material and the crack opening gradually
increases through the specimen. In the presence of residual
compressive stresses (Fig. 10b), the pre-cracking zone and
the crack opening are smaller as residual stresses reduce the
effective stress intensity factor at the crack tip. As a result, the
threshold stress intensity factor increases, i.e., the fracture
process slows down. The tension stresses must be increased
up to σ', as shown in Fig. 10c, to continue the cracking
process.
Hard (40.2mm)
Mild (19.3mm)
Intermediate (3.0 mm)
Intermediate (1.0 mm)
Hard (46.8 mm) Mild
(17.3 mm)
a (mm)
ΔK
th (
MP
a·√
m)

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
228
(a)
σ
σpre-crack
a
pre-fracture
zone
(b)
σ
σ
pre-fracture
zone
transitional
layer
σr
σr
mild layer
hard
layer
(c)
σ'
σ'
pre-fracture
zone
σr
σr
a
Fig. 10. Crack growth model: (a) – at stresses σ, without
residual stresses; (b) – at stresses σ, with residual stress, crack is
closed (does not spread); (c) – for crack propagation the stresses
σ‘ =σ + σr are necessary
The threshold stress intensity range decreases when the
crack crosses the heat-affected layer.
V. CONCLUSIONS
1. During the localized austempering three layers with
different microstructures, hardnesses and mechanical
properties are formed comparing with a basic cast iron. The
developed residual stresses, which distribute unevenly along
the crack propagation direction, influence the loading cycle
and affect the process of cyclic fracturing.
2. For evaluation of the influences of cyclic loading, micro
structural changes and residual stresses on fracturing process
the stress intensity factor K was chosen. For the obtaining the
dependency ΔK-da/dN the experimental research methodizes
had involved the crack size and layers arrangement.
3. The thresholds determined for separate layers vary
within the wide range of 7.72 and 16.72 MPa·m1/2
in the case
when crack propagation rate is less the 10-11
m/cycle and it
rapidly decreases having passed the intermediate layer.
4. The test results yield the variation of ΔKth = 7.72-10.55
MPa·m1/2
related to the crack depth variation of 15.6-20 mm.
The increment of crack enlarges the ΔKth. This means that the
microstructure and the residual stresses change stress strain
state at crack tip so reducing the crack propagation.
VI. ACKNOWLEDGMENT
The equipment and infrastructure of the Civil Engineering
Scientific Research Center of Vilnius Gediminas Technical
University was employed for investigations.
REFERENCES [1] R. A. Harding, ―The production, properties and automotive
applications of austempered ductile iron,‖ Kovove Mater, vol.
45, pp. 1-16, 2007.
[2] K. L. Hayrynen, K. R. Brandenberg, and J. R. Keough,
―Applications of austempered cast irons,‖ AFS Transactions,
vol. 110, pp. 929-938, 2002.
[3] V. Rudnev, D. Loveless, R. Cook, and M. Black, ―Handbook of
Induction Heating,‖ New York: Marcel Dekker, pp. 11-14,
2003.
[4] E. S. Davenport, and E. C. Bain, ―Transformation of austenite
at constant subcritical temperatures,‖ Trans Am Inst Min
Metall Eng, vol. 90, pp. 117-44, 1930.
[5] E. Dorazil, ―High strength austempered ductile cast iron,‖
Prague, Ellis Horwood, p. 244, 1991.
[6] S. Tada, T. Abe, T. Takahashi, and H. Nemoto, ―Local
Austempering Treatment by Electric Current Zone Heating,‖
Journal of Japan Foundry Engineering Society, vol. 69(9), pp.
725-730, 1997.
[7] C. Bixler, K. Hayrynen, J. Keough, G. Pfaffmann, et al.
―Locally Austempered Ductile Iron (LADI),‖ SAE Technical
Paper 2010-01-0652, doi: 10.4271/2010-01-0652, 2010.
[8] D. H. Herring, ―A Discussion of Retained Austenite,‖
Industrial Heating, vol. 72(3), pp. 14-16, 2005.
[9] T. J. Marrow, H. Centinel, S. H. Macdonald, A. Venslovas, and
M. Leonavičius, ‖X–ray Tomography of Short Fatigue Cracks
in Ductile Iron,‖ In: Proceedings of the 14th Biennial
Conference on Fracture (ed Niemetz A, Rokach IV, Kocanda
D, Golos K), Krakow, Poland (ECF 14), Fracture Mechanics
Beyond 2000, vol. II/III, pp. 443–450, 2002.
[10] K. B. Rundman, ―Heat Treating of Ductile Irons,‖ ASM
Handbook, vol. 4, pp. 682-692, 1991.
[11] ASTM E 647-00. ―Standard Test Method for Measurement of
Fatigue Crack Growth Rates‖.
[12] K. Xu, J. He, and H. Zhou, ―Effect of residual stress on fatigue
behavior of notches,‖ Fatigue, vol. 16, pp. 337-343, 1994.
[13] M. Benedetti, V. Fontanari, B. R. Hohn, P. Oster, and T. Tobie,
―Influence of Shot Peening on Bending Tooth Fatigue Limit of
Case Hardened Gears,‖ Int. J. Fatigue, vol 24, pp. 1127-1136,
2002.
[14] Y. Sun, H. Choo, P. K. Liaw, Y. Lu, B. Yang, D. W. Brown,
and M. A. Bourke, ―Neutron diffraction studies on lattice strain
intermediate

ISSN: 2277-3754
ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT)
Volume 3, Issue 9, March 2014
229
evolution around a crack-tip during tensile loading and
unloading cycle,‖ Scripta Materialia, vol. 53, pp. 971-975,
2005.
AUHTOR’S PROFILE
Prof. Mindaugas Leonavičius. Professor of Dept.
of Strength of Materials of Vilnius Gediminas Technical University. Research interests: strength of materials, experimental mechanics, fracture
mechanics.
Prof. Algimantas Krenevičius. Professor of Dept.
of Strength of Metarials of Vilnius Gediminas Technical University.
Research interests: fatigue of structures, fracture mechanics.
Assoc. Prof. Gediminas Petraitis. In 2002 graduated Vilnius Gediminas Technical university. Since 2006 head of
Research Laboratory of Strength Mechanics of Vilnius Gediminas Technical
University. Research interests: high cycle fatigue, fracture mechanics.
Prof. Arnoldas Norkus. Professor at Vilnius Gediminas Technical University, Dept. of Geotechnical Engineering. Since
2007 Head of Dept. Research interests: soil mechanics, modeling of mechanical properties of materials, mechanics of structures