Upload
wallace-station
View
76
Download
0
Tags:
Embed Size (px)
Citation preview
Theory and Praxis of Capillary Viscometry- An Introduction
Authors:Prof. Dr.-Ing. habil. Jrgen Wilke Hochschule Anhalt Food and biotechnology (Process and environmental Technology Faculty)
Dr.-Ing. Holger Kryk Magdeburg
Dr.-Ing. Jutta Hartmann Rheinfelden
Dieter Wagner SCHOTT-GERTE GmbH Viscometry development dept.
Table of contents
Page
1 Viscosity Rheology ................................................... 2 2 Basics of capillary viscometry ................................. 52.1 2.2 Measurement principle ................................................. 5 Designs of glass capillary viscometers ......................... 5
3 Measurement of flow time .......................................... 73.1 3.2 3.2.1 3.2.2 Manual time measurement ........................................... Automatic time measurement ....................................... Tasks and particularities ............................................... Detection of the meniscus passage ............................. 7 7 7 7
4 Working equation of glass capillary viscometers ...................................... 94.1 Procedure for viscosity determination .......................... 9 4.1.1 Neglect of HC correction .............................................. 9 4.1.2 Calculation of HC correction resp. use of given table values ............................................ 10 4.1.3 Experimental determination of the individual HC correction ............................................. 12
5 Calibration ....................................................................... 14 6 Handling of capillary viscometers ........................ 156.1 6.2 6.3 6.4 General guidelines for the selection of the measurement system ........................ 15 Cleaning of capillary viscometers ............................... 16 Preparation of the measurement ................................ 17 Performing the measurement ..................................... 19
7 Causes of errors and special corrections ......... 237.1 7.2 7.3 Correctable errors and corrections ............................. 23 Uncorrectable errors .................................................. 24 Frequently occurring error symptoms, possible causes of errors, and ways of elimination ..................................................... 26
8 Special applications .................................................... 288.1 8.2 8.3 Testing of plastics ....................................................... 28 Determination of the viscosity of oils and additives .... 30 Testing of food ........................................................... 31
9 Formula signs and units used ................................ 33 10 Bibliography ................................................................... 35 11 Standards used in capillary viscometry ............. 37
1
1
Viscosity - RheologyThe relationship between dynamic viscosity h and density r is referred to as kinematic viscosity n:
Viscosity characterises the flow properties, the inherent friction of liquids and gases. If a fluid is trapped between two plane-parallel plates, it will require some amount of force to displace the upper plate. The fluid particles which are directly adjacent to the plates are firmly bonded to the surface by adhesion forces. In this process the fluid layer neighbouring the plate being displaced adopts the velocity of the plate. All neighbouring layers stay more and more behind with the increasing distance to the plate being moved. The cause for this phenomenon can be found in cohesion forces which counter-act the reciprocal dislocation of the individual layers.y
n =
h = [m2 / s] r
(1.5)
For reasons of convenience, the unit of mm2/s is used which then numerically corresponds to the former cSt (Centistoke) unit. In case of Newtonian liquids h will remain invariant if the shear rate changes with all other test conditions remaining unchanged. Moving a liquid molecule requires a potential hill to be surmounted which will lead to the following relationship if Maxwellian Boltzmann velocity distribution is being applied:
F
v
x
D = k
e
E visk RT
(1.6)
Figure 1 Basic model of the shearing operation in the case of laminar, stationary layer flow The fluid starts to flow inside the gap. A layered flow builds up (please ref. to Figure 1). The shear strain t (also referred to as s1,2) refers the quotient of force F and the boundary surface A of the liquid:
k Potentiality factor Evisk Measure of the height of the energy maximum (activation energy of viscous flow) R Gas constant T absolute temperature As a consequence of the differences in size, shape, and interaction between the molecules, h may change within very wide limits in the case of pure liquids. Examples: n-pentane 0.230 Water 1.002 Propane triol 1480 (Glycerine)
J =
F A
(1.1) mPa s (20 C) mPa s (20 C) mPa s (20 C)
The speed drop, i.e. the shear rate D, is the differential quotient:
D =
dv dy
(1.2)
According to Newton's Viscosity Law there is proportionality between the shear strain t and the shear rate D.
t=hD
(1.3)
The proportionality factor h is referred to as dynamic viscosity coefficient or, in short, as dynamic viscosity. The unit of measurement is Pa s, with the indication being made in mPa s i.e. in numerical conformity with the former unit cP (Centipoise):
In the case of liquids, and in contrast to gases, h will decrease in a strongly exponential manner with rising temperatures. As a rule, the decrease will be the higher, the higher the absolute values of viscosity are and the lower the temperature is, since the intermolecular interactions are decreasing with the magnifying thermal movement of the molecules. This effect indicates the major practical significance of viscosity, for instance, with regard to lubrication technology, as will be shown below.
D =
J = [Ns / m2 ] D
= [Pa s]
(1.4)
2
In the case of liquids a complex molecule structure and an increasing pressure lead to an increase in viscosity. As regards water, an anomaly occurs owing to the particular structure. If pressure increases, viscosity will pass through a minimum, since molecule aggregates are being formed the reciprocal friction of which is lower. In the case of liquid miscible phases h is in general not made up by the addition of h-values of the pure components. The viscosity of the miscible phase may be greater or smaller than h of the isolated components, or may be in between.
Shear-rate dependent flow behaviour: Dilatancy The shear viscosity increases with rising shear rate (for work hardening, please refer to Figure 2, curve b).
D
b
a
c DFigure 2 Viscosity curves of fluidsa - Newtonian fluid b - Fluid with dilatant flow behaviour c - Intrinsic viscous fluid
The viscosity of the solutions of solid matters is frequently greater than the one of the pure solvent. The indication is mostly given in terms of relative or specific viscosity (please refer to chapter 8). A particular behaviour can be observed with the concentration-dependability of viscosity of electrolyte solutions. If the liquid layers are moving at different velocities, the deformation of the ion cloud will cause the occurrence of additional inter-ionic interacting forces which will affect friction between the individual layers. H. Falkenhagen used the theory of inter-ionic interactions, applicable to highly diluted electrolyte, solutions to derive the Limit Law of Viscosity:
Plasticity The flow of the liquids begins only from a minimum shear strain. Below this yielding point the substance behaves like a solid matter. Examples: - Paints, varnish/lacquer - Food (mayonnaise) - Toothpaste - Vaseline BINGHAM substances: t = f (D) is linear above the yielding point. CASSON substances: t = f (D) is non-linear above the yielding point.
D C = D0 + K
c
(1.7)
D c Viscosity at ion concentration c D 0 Viscosity of the pure solventat same temperature K Constant depending on the following influencing variables: - Temperature - Relative permittivity - Ionic valence - Ionic mobility Non-Newtonian flow behaviour Disperse systems, concentrated polymer solutions, and melts of macro molecules show a marked nonNewtonian behaviour with increasing shear rates. In their case there is a non-linear dependency between shear strain and shear rate.
Pseudo-plasticity (intrinsic viscosity) These substances are characterised by Newtonian behaviour at low shear rates. At high shear rates h will increase with the shear rate (please refer to Figure 2, curve c). Examples: - Lacquer/varnish - Thermoplastics - Lubricating oils (multigrade oils) - Glues - Additives
3
In addition to these effects a shear-time dependent flow behaviour can be observed with some nonNewtonian matters:
The complex nature of this field of work has lead to the crystallisation of an original term, i.e. rheology (science of flow behaviour). Rheometry deals with the specific methods and procedures of determining rheological characteristics. Within this nomenclature viscometry is a partial discipline of rheometry. Principles of viscosity measurement Rheological measurement procedures are mainly based on mechanical methods, since tension and elongation are mechanical values which are determined on the basis of a defined deformation of the sample. The simultaneous measurement of the electrical, magnetic, and optical properties which may change during the deformation or flow process of the fluids is becoming more and more interesting.
t = f (D, t) h = f (D, t)This means that shear viscosity is influenced by the duration of the shearing action (please refer to Figure 3).
hb a c
ts Figure 3 Dependency of shear viscosity on the shear timea = shear-time independent flow behaviour b = Rheopexy c = Thixotropy
Figure 4 shows the major manners of realising the deformation of the sample.4 2 3 5 6 M2 v v a b c 1 2 M1
The following distinction is made: Thixotropy Shear viscosity decreases at constant shear rate with increasing shear time (typical for sol/gel transformation). Rheopexy Shear viscosity increases at constant shear rate with increasing shear time. Rheopexy can, for instance, be seen with PVC plastisols. They are used for corrosion protection on metals. If the coating rate is increased the material becomes more thick-flowing. Rheopex liquids are characterised by a gradual structure formation under shearing strain. In addition to these viscous properties one can observe the occurrence of elasticities (1st and 2nd normal-stress difference) acting perpendicularly to the flow direction. The combination of viscous and elastic behaviour leads to the description of viscoelastic fluids. Polymer solutions, and recently also biopolymers exhibiting molecular-structure dependent viscoelastic properties of this kind meet with more and more technological interest, e.g. in the production of paints and coatings, food, cosmetics, and pharmaceutics.
2
Figure 4 Measurement principles of viscometersa = Capillary viscometer b = Rotational viscometer c = Falling-ball viscometer 1 = Capillary 2 = Sample 3 = Coaxial cylinder 4 = Torque sensor 5 = Measurement ball 6 = Glass cylinder M1, M2 = Measurement marks
The present brochure covers the methodological and metrological particularities of low-pressure capillary viscometers, the most important of which, in turn, are the glass capillary viscometers. They are in particular suited for viscosity measurements with Newtonian liquids with a kinematic viscosity of more than 0.3 mm2/s. Perfection in the manufacture and the sophisticated quality-assurance methods form the basis of standardised measurement systems which are meeting today highest accuracy requirements as to reproduction incertainties and absolute measurement incertainty.
4
2
Basics of capillary viscometryThe first measurement principle can be used for the design of continuos viscometers the measurement accuracy of which is depending on the achievable measurement incertainty in differential-pressure measurement and the stabilisation of a defined volume flow. This issue is approached in a satisfactory manner the design of device in the form of comparison measurement methods. An application of this can be found in solution viscometry where the viscosity of the pure solvent is used as a reference liquid. The measurement itself is made, inter alia, on the basis of a pneumatic Wheatstone bridge. Another application of the first measurement principle is viscosity measurement on plastics melts. This process involves short capillaries, frequently gaps of a predefined geometry (high-pressure capillary viscometry).
2.1 Measurement principleInside the capillary viscometers, the velocity drop required for viscosity measurement is built up in the form of a laminar tube flow within a measurement capillary. Under idealised conditions
laminar, isothermal flow stationary flow condition Newtonian flow behaviour of the liquid pressure-independence of viscosity incompressibility of the liquid wall adherence of the liquid neglect of the flow influences at the entry and exit of capillary of sufficient lengththe liquid flows in coaxial layers towards the pressure drop through the capillary. A parabolic velocity flow occurs (please refer to Figure 5).
R
r
vmax
v
2.2 Designs of capillary viscometersIn the case of low-pressure capillary viscometers the imaging signal used for viscosity is the time required by a defined liquid volume to flow through a measurement capillary. The driving force is the hydrostatic pressure of the liquid column. To achieve higher shear rates, it is possible to use over-pressure. Irrespective of the specific design, the mostly U-shaped glass bodies have ball-shaped extensions the volume of which determines the quantity of the sample. Measurement marks on the glass body, or accurately defined fixed sensors, allow the measurement of the passage time of the boundary layer between the sample and the air (meniscus), a process which enables the passage time of a product volume restricted in such a manner to be measured with measurement incertainties < 1/10 s.
v=0 Figure 5 Velocity profile with laminar tube flow
The Hagen-Poiseuille Law is the physical basis of viscometers working according to the capillary principle /1, 2, 3, 4/:
FR ,p V = 8LD t
4
(2.1)
With regard to viscosity measurement, this results in two different fundamental measurement principles:
Measurement of the differential pressure at a constant volume flow of the sample through the capillary Measurement of the volume flow through the capillary at a given differential pressure.
5
Figure 6 shows the two fundamentally different viscometer types after OSTWALD and UBBELOHDE. 2 3
In this way the hydrostatic pressure of the liquid column is independent of the sample quantity being filled in. In addition, owing to the geometrical shaping of the levelling bulb (6), the influence of surface tension on the measurement result is almost eliminated. In the case of the UBBELOHDE Viscometer, too, the measurement is aimed at the time required by the liquid meniscus to sink from the annular measurement mark M1 down to the annular measurement mark M2. In the case of very strongly tinted, opaque liquids, it can be possible that a visual detection of the meniscus passage through the measurement marks is impossible owing to the wetting of the tube. For manual operation, the Reverse-Flow Viscometer (please refer to Figure 7) is used in such cases.
M1 M27 L 10
8
hm6
L 7
a) Figure 6
b)
4
Glass capillary viscometers after a) UBBELOHDE and b) OSTWALD
With both viscometers the liquid being examined is filled through the filling tube (3) into the storage container (4). Considering that the mean pressure height in the case of the OSTWALD Viscometers depends on the filling height, the prescribed measurement volumes have to be observed under any circumstances. For this reason filling is done using a pipette. To perform the measurement, the sample is sucked into the tube (2). The measurement aims at the time the meniscus requires to sink from measurement mark M1 to measurement mark M2 (annular measurement marks). In the case of the UBBELOHDE viscometers the transition point from the capillary (7) to the levelling bulb (6) has the shape of a ball joint being the end point of an additional venting tube (1) /32, 33/. After filling the sample through the tube (3) into the container (4), the venting tube is closed. Depending on the operational mode, i.e. pressing or sucking action, the sample is filled by over-pressure applied to tube (3) or by suction via the tube (2) into the reference level vessel (6), the capillaries (6), the measuring sphere (8), and at least up to half of the pre-run sphere (9). After venting tube (1), the liquid column in the levelling bulb breaks off. At the exit of the capillary the socalled suspended level develops (also refer to Figure 22). For this reason only a limited sample quantity - max., min. filling marks (10) - may be filled in. After ventilating tube (2) the sample flowing out of the capillary will flow off along the inner wall of the levelling bulb (6) in the form of a film. 3 = M1 5 = M2 7 = M3hm 2hm1
L
Figure 7 CANNON-FENSKE Reverse-Flow Viscometer The sample is filled into the spherical extension of the capillary tube (2). The tube (1) is closed during thermostatisation and opened at the beginning of the measurement. The imaging signal used for viscosity is the time required by the meniscus to flow through the measurement marks M1, M2 and M3 at the reverse-flow (1). The standard viscometer introduced was the CANNON-Master instrument with a capillary diameter of 0.45 mm and a capillary length of 400 mm. With the determination of the viscosity of water h = 1.0019 [cP] 0.0003 [cP] 1) (20 C), it was possible to define a viscosity scale. The capillaries of viscometers used for industrial applications are usually shorter (70 - 250 mm).
6
__________________________________________ 1)
National Bureau of Standards, USA, 1953
3
Measurement of the flow time3.2.2 Detection of the meniscus passage This task requires the use of sensors responding to the difference between the material properties of the air and the product being analysed during the passage of the meniscus through the measurement marks. Optical sensors During the meniscus passage the optical conditions such as refraction and reflection within the detection plane are changing. This leads to a change n the radiation intensity of the light arriving from the transmitter at the receiver (please refer to Figure 8). For the measurement of time, for instance, the analogous signal provided by a photo diode is transformed into a pulse used for the start and stop of the time measurement. Specific threshold values of the analogous signal may be defined for the "filled" or "empty" status. Advantage: Versatile application, simple set-up Disadvantage: Highly tinted or opaque liquids, especially those which adhere strongly to the wall, cannot me measured. On the viscometers from SCHOTT-GERTE all optical sensors are accommodated in a measurement tripod made of metal or plastic. Within the tripod the fixation rack and the glass viscometer are fastened using a clamping mechanism. Figure 8 shows the arrangement of the optical sensors within the measurement tripod on the viscometer. The light is guided out of the tripod head through fibre optics into the tripod legs up to the upper and lower measurement plane. The watertight sealing enables the measurement tripods to be placed in liquid thermostats. Owing to high precision in the glass-technological and mechanical production as well as through measures of quality assurance it is ensured that the glass bodies and tripods are freely interchangeable, with the certified viscometer constants remaining valid.
3.1 Manual timingIn the most simple case the flow time is taken by an operator using a stop watch. Glass viscometers manufactured for this purpose have annular measurement marks burnt in above and below the measurement sphere (please refer to Figures 6, 7). The disadvantages of this method are obvious:
Subjective observation errors or differences in the reaction time of the operator at the beginning and end of the timing lead to increasing reproducibility incertainties and, under certain circumstances, to systematic errors. In the case of opaque substances the meniscus cannot be seen. One has resort to Reverse-Flow Viscometers with their more awkward handling and reduced accuracy.
3.2 Automatic timing3.2.1 Tasks and particularities In the case of automatic capillary viscometers an electric signal has to be generated during the passage of the air/sample or sample/air boundary layer, respectively, through the measurement marks. This electrical signal is required as
a start and stop signal for the timing process and as a status signal for the automatic operation (filling, emptying of the capillaries).The detection and transformation of a time signal does not pose any metrological problems. In practical viscosity measurement the measurement incertainties are determined by the fluid-dynamic circumstances and the detection of the meniscus passage through the measurement marks. The manufacturer of the measurement device has to ensure by design and production measures that the viscometer constant will not change even if the measurement conditions should deviate from the calibration conditions (e.g. measurement and calibration temperature). As a result, there would be incidental errors which would have to be determined and identified for each device separately. Otherwise the user himself would have to perform calibration. And this is the point where low-pressure capillary viscometry has a decisive advantage over other viscosity measurement procedures. The well-adapted selection of materials, the engineering-technological mastery of the production processes, and the sophisticated methods of quality assurance enable a calibration of the viscometers to be made.
1
2
Figure 8
Arrangement of the optical sensors on the viscometer 1 = Optical fibre input 2 = Optical fibre output
__________________________________________ 1)
National Bureau of Standards, USA, 1953
7
Conductivity sensors Electrolytically conductive measurement liquids (solutions of salts, acids, bases) can be detected using small-sized electrodes melted into the measurement plane in the glass wall. For signal generation the electrical resistance is measured. Advantage: Simple set-up; detection of tinted and opaque liquids Disadvantage: The sample must be electroconductive; the supply lines to the sensors are to be protected against water penetration if liquid thermostats are being used. Thermal-conductivity sensors Small-sized thermistors (NTC resistors), melted in on the level of the measurement plane, are heated up. As a result to the improved thermal conductivity of the liquid the thermistor will cool down at the air/sample transition, and its electrical resistance will diminish. Advantage: Measurement-signal generation is independent of the tint, transparency, and conductivity of the product being analysed. Disadvantage: More demanding production owing to the required melting-in of the sensors; incrustation and contamination hazard in the case of thermally decomposable samples. Figure 9 shows a TC Viscometer from SCHOTTGERTE. In the tube axis the thermistors with a diameter of < 1 mm in the sealed-in head portion are clearly visible. U [V ]14 b 12 10 8 6 4 a 2 0 1 s 2 3 4
t [s ]
Figure 10
TC sensor signala during filling and b during emptying S - switch point of the timer device
Ultrasonic sensors The propagation of sound waves in the frequency range > 20 kHz is different in gases and liquids, and owing to the changing sound impedance (product of sonic speed and specific weight) the waves are reflected from boundary layers. In the case of the echo process (reflection) a sound head, attached to one side of the measurement mark and acting both as emitter and receiver, detects whether gas or liquid is present in the measurement plane. The radiation process uses separate emitting and receiving modulators located at opposite tube positions. Advantage: The signal formation is independent of other sample properties, i.e. the application of the process is versatile; no sealing in the glass required Disadvantage: Coupling of the sound heads bears production-technological difficulties, especially in the case of an application in liquid thermostats; greater signal-processing efforts required; higher price Gas-ionisation spark-discharge detection The electrodes melted in on the level of the detection planes are connected to a high-voltage generator. If the liquid, acting as an electrical insulator, uncovers the electrodes a spark discharge will occur in the gas chamber if a sufficiently high breakdown voltage is selected. The electrical pulse is used as a control signal. Advantage: Detection is possible in dull, opaque liquids Disadvantage: The process cannot be used in the presence of least traces of water in the product being analysed (water contents > 0.5 %); high-voltage requires extensive insulation.
upper NTC sensor
lower NTC sensor
Figure 9
TC Viscometer from SCHOTT-GERTE
The essential factor for safe operation is a good dynamic behaviour. Figure 10 shows the signal course resulting developing during filling and run-off (measurement process) through the changing thermal conductivity in the surrounding of the sensor. To compensate the influence of the sample on dynamics, the SCHOTT-GERTE viscosity measurement devices perform an automatic calibration. The working point of the start/stop timing is adaptively set by the device software during the filling process of the capillaries on the basis of a respectively determined dynamic ID value.
8
4
Working equation of glass capillary viscometersThe basic hydrodynamic process was first examined by Hagenbach /5/ and Couette /6/. The difference between the measured and theoretical flow time tH is therefore referred to as Hagenbach-Couette Correction Time (or, in short, HC correction or Hagenbach correction): tH = tg - t (4.3)
In the metrological sense, the working equation represents the statistical characteristic of capillary viscometers. The user uses them for the determination of viscosity on the basis of the flow time. The starting point is formed by the flow model in the form of the Hagen-Poiseuille Law (equation 2.1). The driving force is the hydrostatic pressure of the liquid column in the form of the mean pressure height hm (please refer to Figures 6, 7). Considering that the volume flow V is recorded via the measurement of the flow time t, the following equation results for kinematic viscosity n:
This results in the following corrected working equation for glass capillary viscometers:
n = K (tg - tH)
(4.4)
n =
p R 4 g hm h = t r 8LV
(4.1)
The smaller the flow time is, the greater becomes the Hagenbach-Couette Correction Time. Curve b in Figure 11 shows the real course of the characteristic. In practical viscosity ciple three ways Hagenbach-Couette mine the kinematic analysed. measurement there are in printo take into account the Correction and thus to deterviscosity of the product being
In addition to the flow time, equation (4.1) contains only constants and geometric details. For a given viscometer they can be summarised into one characteristic magnitude, the so-called viscometer constant K:
n=Kt
(4.2)
In order to take into account the tolerances which are inevitable in the manufacture of the devices, K is determined for each individual viscometer by way of a calibration (please refer to Chapter 5). According to equation (4.2) there is a linear correlation between kinematic viscosity and flow time. Figure 11 shows this correlation in the form of a characteristic (curve a).
4.1 Methods of viscosity determination4.1.1. Neglect of HC correctionThe selection of a capillary with a small diameter, adapted to the viscosity of the product being analysed, involves long flow times. In this case HC correction takes such a small value that a correction may be omitted within the framework of the required accuracy. The flow times to be observed if HC correction is neglected in order not to exceed a relative error e can be calculated according to equation (4.5) or equation (4.6), respectively:
n
a
nt tg
b
1
mV 2 tg 19.95 L Kt1
(4.5)1 2 1 3
Figure 11
a ideal and b real viscometer characteristic
V 2 tg 4.9 (e L) K
R
-
(4.6)
When applying the flow model in the form of the Hagen-Poiseuille Law, additional pressure losses occurring at the capillary ends are not taken into account. Owing to the finite capillary length, however, the pressure losses occurring at the in- and outflow affect measurement accuracy. As a consequence of these additional pressure losses the measured flow time tg is greater than the time t resulting from Hagen-Poiseuille Law.
m = empirical coefficient of HC correction m = 1.12 (Re > 100) /N10/ Equation (4.5) is applicable to viscometers with sharp-edged capillary ends. When using viscometers with funnel-shaped capillary ends, equation (4.6) should be used /N10/.
9
4.1.2. Calculation of HC correction resp. use of given table valuesThe manufacturer calculates HC correction times on the basis of the geometrical dimensions as a function of the flow time and states them in the device descriptions. Understanding the calculation algorithm requires first an explanation of the theoretical basics of Hagenbach-Couette Correction. Figure 12 shows the true march of pressure in the capillary /7/. The deviations from the ideal march result from hydrodynamic processes in the in- and outflow zone of the capillary. They are taken into account in the flow model (please refer to Figure 13) in the form of additional terms.,p le
L
l
Figure 12
Axial march of pressure in the capillary
Dr
Hagen-Poiseuille Law
Hagenbach-Couette Correction
Viscous portion
Pressure loss owing to the increase in the kinematic energy of the liquid when flowing into the capillary
Pressure loss owing to the formation of the parabolic velocity profile in the flow path Ie
Pressure loss owing to the increased wall friction inside the flow-in path Ie
Dp=
8DVL FR4
+
r 2
V
2
+
H 2
+
D pC
(4.7)
Figure 13
Flow model with correction termsThis correlation was confirmed by Kerstin, Solokov, and Wakeham /8/ by a numerical solution of the Navier Stokes' equations.
The mean flow rate v in the capillary results from:
v =
V R2 F
(4.8)
D =
mHV , p F R4 8 F (L + n R) 8 V (L + n R)
(4.10)
In this way the following corrected Hagen-Poiseuille Law for the determination of viscosity results from equation (4.7), Figure 13:
D =
, pc F R4 HV , p F R4 8F L 8VL 8VL
(4.9)
Couette did already take into account the pressure loss Dpc by way of adding a fictitious length n R to the capillary length L in equation (4.10).
An explicit determination of the Couette correction poses problems in terms of metrology. However, since the viscometer constant K is determined by way of calibration, Couette correction is implicitly taken into account in the form of a mean value. Couette correction within the Hagenbach correction term of equation (4.10) is considered concurrently in the form of the empirically determined parameter m. Therefore this correction is often briefly referred to as Hagenbach correction in literature /12, N6 ... N10/.
10
For a given glass capillary viscometer
D p = r g hmand
(4.11)
For Re > 100 the value as calculated was confirmed in experiments. In the case of Re numbers below 100 m will drop sharply and retain only approx. 30 - 40 % of its initial value at Re = 25/12/. With Re < 10, m is so small that it can be neglected /13/. If the capillary ends are funnel-shaped, m will be a function of the Reynolds number all across the metrologically utilised flow-time range. Cannon, Manning, and Bell /14/ arrived at the following functional correlation:
V V = , tg
(4.12)
with equation (4.13) being derived as working equation.
n =
p R 4 g hm mV tg 8VL 8 p L tg
(4.13)
m = 0.037 Re
(4.15)
Parameter m mainly depends on the shape of the capillary ends and the Reynolds number (Re). The Reynolds number is an important nondimensional similitude characteristic for fluidic description of incompressible fluids:
Equation (4.15) forms the basis of the calculation of HC correction according to the applicable standards /N6, N8, N10/. In this way the following working equations result for viscometers with sharp-edged or funnel-shaped capillary ends:
Re =
Vvr 2V = h p R n tg
(4.14)
sharp-edged capillary ends
It characterises the flow shape, i.e. laminar or turbulent, conditioned by inertia and friction (viscosity). Depending on the production technology the capillary ends of viscometers may be sharp-edged or funnelshaped (please refer to Figure 14).
n = K t -
B tg(4.16)
B =
1.12 V 8 FLB = 2.5 /N6/ (4.17)
UBBELOHDE Viscometer:
tH =
B K tg
funnel-shaped capillary endsIf Hagenbach-Couette correction in the form of a time correction according to equation (4.4) is used, the HC correction time is calculated as follows:
n = Kt-
E tg2 3 2 1
aFigure 14a - sharp-edged
bCapillary ends of viscometersb - funnel-shaped
(4.18)
E =
1.66 V
L (2 K R) 2E K t g2(4.19)
With regard to sharp-edged capillary ends a constant value of m = 1.12 was calculated on a theoretical basis /9, 10, 11/. This value is also contained as a maximum guidance value in /N10/. For reasons of production technology, however, ideally sharply cut capillary ends are not realisable.
tH =
11
The E / K correction terms for UBBELOHDE and Micro UBBELOHDE Viscometers can also be taken from the relevant DIN standards /N6, N7/. For reasons of production technology, capillary viscometers from SCHOTT-GERTE have funnelshaped capillary ends. The correction times tH are given in the operation instructions.
2. Determination of the Hagenbach correction tH for the flow time tg by way of linear interpolation between the values t H1 und t H 2 :
1 1 t H 2 = t H 1 - K 12 tg tg 2 1
(4.21)
4.1.3. Experimental determination of the individual HC correction In the case of small flow times HC correction will have a increased influence on the measurement result. In addition, owing to after-flow effects of the liquid and the beginning of the deformation of the suspended level, the viscometer characteristic of UBBELOHDE Viscometers is affected. If falling short of the measurement range as recommended in the operating instructions is inevitable, an individual HC correction for the respective viscometer has to be determined in experiments. To do so, two standard liquids of a known viscosity are to be used, with the viscosity of the product being analysed lying between the viscosities of the standard liquids. The smaller the difference between the viscosities, the more accurate the result of the correction procedure.
K 12 =
tH 1 - tH 2 1 1 tg 1 tg 2
(4.22)
Figure 15 illustrates the correction procedure:t Ht H 2
c
t H
tH 1
a b
Realisation of the correction procedure: 1. Determination of individual values for the Hagenbach correction with the standard liquids:
1 /tFigure 15 individual Hagenbach correction /N9/
tH i = t g i -
ni K
i = {1;2}
(4.20)
a Hagenbach curve according to equation (4.19) b real course of the individual Hagenbachcorrection c interpolation straight line
12
Examples of viscosity determination Viscosity measurement of n-decane at J = 23 C (n 1.21 mm2/s) with UBBELOHDE Viscometers 1. Case Selection of a viscometer with capillary 0 K = 0.00098 mm2/s2 L = 90 mm V = 5.7 ml mm D = 0.36 mm hm = 130 Measurement range according to operating instructions: 0.2 ... 1.2 mm2/s mean measured flow time: tg = 1234.57 s 3. Case Selection of a viscometer with capillary Ic K = 0.0303 mm2/s2 L = 90 mm V = 5.7 ml mm D = 0.84 mm hm = 130 Measurement range according to operating instructions: 3 ... 30 mm2/s mean measured flow time: tg = 39.95 s
HC correction time is approx. 0.3 s. This corresponds Calculated HC correction to approx. 0.024% of the flow time. This means that according to equation (4.19): neglecting the HC correction time would not cause tH = 1.03 s any significant change of the measurement result. The measurement range of the viscometer was fallen short of. Furthermore, the HC correction time is Calculation of viscosity: above the max. correction time of tH = 0.66 s as indin = K tg cated in /16/ for precision measurements. 2/s2 1234.57 s n = 0.00098 mm = 1.21 mm2/s In this case a viscometer with a smaller capillary diameter should be resorted to. If this is impossible, the individual HC correction time for precision measurements has to be determined in an experimental manner.
2. Case Selection of a viscometer with capillary I K = 0.0105 mm2/s2 L = 90 mm V = 5.7 ml mm D = 0.84 mm hm = 130 Measurement range according to operating instructions: 1.2 ... 10 mm2/s mean measured flow time: tg = 116.05 s Calculated HC correction time according to equation (4.19): tH = 0.69 s Calculation of viscosity: n = K (tg - tH)
n = 0.0105 = 1.211
mm2/s2 (116.05 - 0.69) s mm2/s
13
5
CalibrationThe constants of the test specimens are determined on the basis of kinematic viscosity of the test liquid and the flow time (please refer to Figure 16). To ensure a high statistical certainty, two measurement cycles involving seven flow-time measurements each are run, with the first measurement of the respective measurement cycle being considered as preliminary test. The measurement temperature is 23 C 0.01 K. It is verified using at least two officially gauged mercury capillary-column thermometers with a resolution of 0.01 K. Each calibration can guarantee the metrological correctness of the viscometer constants only for a limited period of time. It is therefore recommended to check the constants on a regular basis or to have them checked by the manufacturer, respectively. The check may be done either by comparison measurements using reference standard sources (please see above) or with calibrating oils from the Deutsche Kalibrierdienst (DFD) (German Calibration Service). However, if regular oils are being used, the limitation of the accuracy of the test procedure caused by the incertainty of the regular-oil viscosity indication should be noted. Considering that this incertainty is in general above the measurement incertainties stated for glass capillary viscometers, this calibration method is not recommended for precision measurements. Please refer also to DIN 51 561 - 4, Part 4: Viscometer calibration and determination of measurement incertainty, taking into account the user note /N9/.
The viscometer constant K is determined individually for each glass capillary viscometer by way of calibration. By careful calibration in combination with the use of high-quality measurement and testing means and close-tolerance reference standard sources the manufacturer guarantees a reproducible calibration of highest precision. Measurement and reproducibility incertainties of calibration have a direct influence on the measurement incertainty of the viscometers. Measurement principle The determination of the constants is done by a simultaneous flow-time measurement in the viscometers to be calibrated (test specimens) and in the reference standard sources the constants of which were determined by the "Physikalisch-Technische Bundesanstalt (PTB)" (Federal Physico-Technical Institute) in Brunswick. Realisation In a thermostat bath with a constant temperature of 0.01 K the flow time of a test liquid through a multitude of glass capillary viscometers is measured. Test liquids are no reference standard sources. Their viscosity is only known within a tolerance range of 10 % around a guidance value. The test liquids used are mono-substances or mineral-oil products with narrow boiling profiles. Two of the viscometers are reference standard sources the flow times of which is used to calculate the kinematic viscosity of the test liquid. Owing to the use of two Reference Viscometers a functional test is carried out automatically during calibration.
Test specimens
Reference Viscometer
P1
P2
P3
R1
R2
n 1 = K R 1 (t g R 1 - t H R 1 )
n 2 = K R2 (t gR2 - tHR2 )
K P1
n = t gP1 - t HP1Calibration of glass capillary viscometers
n=
n1 + n 2 2
Figure 16
14
6
Handling of glass capillary viscometers
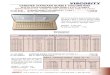
6.1 General guidelines on the selection of the measurement systemSelection of the viscometer type The following viscometers from SCHOTT-GERTE can be used for viscosity measurement with transparent liquids: For automatic viscosity determination, to be used in particular with opaque oils and emulsions, TC-UBBELOHDE Viscometers are the choice. Owing to the fact that the thermistor sensors are glasssealed and melted hermetically tight in the viscometers, it is, for instance, also possible to measure conductive and highly aggressive liquids. Capillary selection The measurement range of the viscometers is determined by the capillary diameter (0.25 ... 10 mm). Each capillary diameter has a capillary number and a viscometer type number assigned which is indicated on a test certificate. To select a viscometer, the viscosity of the substance to be analysed has to be estimated. The selection as such is based on a rough calculation of the flow time exclusive of the HC correction according to equation (4.2). In accordance with the DIN standard, the min. flow time to be sought after should be 200 s /N10/ for most viscometers. However, trials have shown that it is also possible to realise shorter flow times without impairing the measurement accuracy. When using micro viscometers the flow time can be reduced to 30 s. According to the most recent research results, even flow times down to approx. 10 s /15, 34, 35/ are possible if individual HagenbachCouette Correction with automatic flow-time measurement is applied. In the operating instructions of the viscometers the min. flow times are stated as a function of the capillaries. Table 1 shows as an example the measurement ranges as a function of the capillary diameter for UBBELOHDE Viscometers.
UBBELOHDE Viscometer OSTWALD Viscometer CANNON-FENSKE-Routine ViscometerThese include devices for both manual or automatic measurements involving optoelectronic detection of the meniscus passage. In addition it is possible to use TC-UBBELOHDE Viscometers equipped with thermistor sensors. Owing to the advantages referred to in chapter 2, UBBELOHDE Viscometers should be preferred over the other types in most applications. In the case of measurements involving low-foaming or bubbling liquids one should use OSTWALD or TCUBBELOHDE Viscometers, since foam of bubbles affect the functioning of the photoelectric barriers. In the case of highly foaming liquids, however, TCUBBELOHDE Viscometers should not be used, since the thermistors' function may be affected by adhering foam particles. In addition, no clear detection of the meniscus passage is possible in the presence of intense formation of foam. For determining the viscosity of mixed substances containing highly volatile components and matters reacting with the ambient air, the use of OSTWALD or CANNON-FENSKE Routine Viscometer is recommended. If only sample or solvent small quantities are available, the use of Micro UBBELOHDE or Micro OSTWALD Viscometers is favourable. For reason of thermally caused volume changes of the product being analysed, high- or low-temperature measurements should always be performed using UBBELOHDE Viscometers. CANNON-FENSKE Reverse-Flow Viscometers for manual measurement of the viscosity of opaque liquids, or BS/IP/RF U-Tube Reverse Flow Viscometers (from approx. 6000 mm2/s) for highly viscous substances are available.
15
Table 1
Measurement ranges of UBBELOHDE Viscometers /16/ K (guidance value) [mm2/s2] 0.001 0.003 0.005 0.01 0.03 0.05 0.1 0.3 0.5 1 3 5 10 30 50 100 Measurement range [mm2/s] 0.2 ... 1.2 0.5 ... 3 0.8 ... 5 1.2 ... 10 3 ... 30 5 ... 50 10 ... 100 30 ... 300 50 ... 500 100 ... 1000 300 ... 3000 500 ... 5000 1000 ... 10000 3000 ... 30000 6000 ... 30000 > 10000
Capillary Capillary diameter no. [mm] 0 0c 0a I Ic Ia II IIc IIa III IIIc IIIa IV IVc IVa V 0.36 0.46 0.53 0.63 0.84 0.95 1.13 1.50 1.69 2.01 2.65 3.00 3.60 4.70 5.34 6.40
In addition, SCHOTT-GERTE offers a KPG utility pipette for determining the optimally suited capillary number for the respective measurement task.
6.2 Cleaning of capillary viscometersCareful cleaning of viscometers is an essential prerequisite for an exact and reproducible measurement value. Practical experience has shown that increased scattering of the flow times is in most cases caused by contamination. In this context even smallest quantities of microscopically small particles of dust within the viscometer may lead to standard deviations of up to several per cent. Particles which adhere firmly to the capillary wall and are frequently almost invisible are often the cause of systematic measurement errors. Errors of this type, leading to an increase of the flow times, can hardly be told from the individual values of a measurement series. The larger the capillary diameter, the smaller is the danger of contamination. In addition to solid particles, oil or fat films adhering to the internal wall of the viscometer may affect the flow times. In particular when measuring substances with a higher surface tension (e.g. aqueous media) droplets, adhering to the wall and affecting the measurement result, may occur during the start-up process. This is why it is recommendable to measure only substances with similar properties in one and the same viscometer. If this is impossible, a particularly careful cleaning process has to be carried out. As a principle, all cleaning agents should be filtered prior to use using glass frits with a corresponding pore width. Paper filters have a tendency of losing fibres and are thus not recommendable. Initial cleaning Especially as a result of transportation and storage, severe contamination may occur so that a thorough initial cleaning is inevitable. The following cleaning agents have proven to be suitable: concentrated sulphuric acid with an addition of potassium dichromate (chromic-sulphuric acid mixture); when working with chromic-sulphuric acid mixture, extreme care has to be taken; chromium(VI) compounds are toxic a solution consisting of 15 % hydrochloric acid and 15 % hydrogen peroxide Cleaning methods: 1. Fill the viscometer completely with one of the above cleaning substances 2. Let the cleaning substance act for at least 12 hours 3. Rinse the viscometer using distilled water 4. Rinse with a filtered, miscible, highly volatile solvent, e.g. with acetone 5. Dry by way of purging with dry, dust-free air or in a drying cabinet They use of highly alkaline solvents may lead to irreversible leaching in the glasses which may even cause a change in the viscometer constant.
16
Initial cleaning Immediately after each measurement, the viscometer has to be cleaned using suitable solvents. The use of a vacuum pump has proven suitable for this purpose. Cleaning method when using a vacuum pump: 1. Connect the vacuum pump via a liquid trap to the capillary tube 2. Fill the cleaning liquid into the filling tube and the venting tube (in the case of UBBELOHDE Viscometer) 3. Periodically close the filling and the venting tube while the liquid is being sucked off A pulsating liquid column will occur, dissolving even set-in contamination 4. Repeat the cleaning process two or three times 5. Rinse with a highly volatile solvent 6. Dry by way of sucking dry, dust-free air through the assembly Cleaning method without a vacuum pump: 1. Fill the cleaning liquid into the filling tube 2. Suck the liquid several times into the measurements sphere 3. Clean the remaining viscometer parts by shaking the viscometer 4. Empty the viscometer 5. Repeat the cleaning process two to three times 6. Rinse using a filtered, highly volatile solvent 7. Dry by purging with a dry, dust-free air or in the drier In particular when cleaning without a vacuum pump, it is furthermore recommended to wait for an additional 20 to 30 minutes prior to the beginning of the cleaning cycle. If measurements are not made immediately subsequent one to another, the cleaned viscometers are to be stored in a dust-free environment. Immediately prior to the next measurements, the glass body is to be rinsed and dried once again. If the viscometer was not in use for several weeks, cleaning should be done using one of the substances suitable for initial cleaning after an action time of at least one hour. The same cleaning process should also be performed if scattering of the measurements values above the repeatability limit specified for the viscometer, or systematic measurement errors, occur during operation, with such errors not being eliminated by cleaning using one of the correspondent solvents. In order to minimise the likelihood of the occurrence of such errors from the onset, regular cleaning of the viscometers using the liquid specified for initial cleaning is also recommended at larger timely intervals.
Automatic cleaning Especially for examinations of mineral oils in UBBELOHDE or CANNON-FENSKE Routine Viscometers, SCHOTT-GERTE is offering the AVS 26 Viscometer Cleaner. Using this device it is possible to clean viscometers without having to take them out of the thermostat baths. This process requires special viscometers with an attached rinsing tube. The AVS 26 Viscometer Cleaner works in combination with the automatic viscosity-measurement devices of the AVS series. Several rinsing programs are available. During the rinsing process the viscometer cleaner pumps solvent alternately through all tubes of the viscometer. The device is intended for use with up to two solvents. The rinsing process may be followed by a drying cycle. For automatic cleaning, the maximum viscosity limit of the product being analysed is approx. 8000 mm2/s at 25 C. The use of an automatic rinser, however, does not release the user from a periodical, careful manual cleaning.
6.3 Preparation of the measurementPreparation of the sample Solid particles contained in the sample to be examined have a similar effect on the measurement result as contamination in the viscometer For this reason, you should immediately prior to performing the measurement: Carefully clean and dry all parts coming in contact with the substance to be measured, filter the samples - low-viscosity samples: glass filter, porosity 2 to 4 (10 - 100 mm) - highly viscous samples: sieve, mesh width 0.3 mm. Paraffin or resin-containing products as well as substances with a pour-point of less than 30C below the testing temperature are to be treated thermally prior to performing the measurement. The measurement temperature must be at least 20C higher than the pour-point.
17
Filling UBBELOHDE and OSTWALD Viscometers The substance to be examined is to be filled into the liquid reservoir via the filling tube. Considering that the average pressure height of the OSTWALD Viscometer depends on the filling quantity, the sample volumes for OSTWALD and Micro OSTWALD Viscometers indicated in table 2 are to be adhered to in any case. For this reason, a pipette is to be used for filling. UBBELOHDE Viscometers have two division marks on the reservoir vessel showing the minimum and maximum filling quantity. In case of Micro UBBELOHDE Viscometers there is only one mark which is to be adhered to within a tolerance range of about 1 mm. This means that more accurate dosing is not required. It should only be ensured that the opening of the venting pipe on the reference level vessel is above the liquid level. Considering that air bubbles occurring during the measurement process may lead to scattering of the measurements values, it has to be ensured that no bubbles occur during the filling of the viscometers. For this purpose, the viscometer is held in a slightly inclined position, and the liquid is filled in such a manner that it will float down into the reservoir vessel along the filling tube without any bubbles occurring. Best results when filling UBBELOHDE Viscometers were achieved using throw-away syringes with an attached glass-tip filter. When using syringe filters, prior filtration is not necessary. Especially when filling in substances of a higher viscosity into OSTWALD Viscometers the pipette should be immersed deeply into the filling tube in order to prevent after-flow errors. Table 2 Filling quantities for various viscometer types Viscometer type OSTWALD Micro OSTWALD UBBELOHDE Micro UBBELOHDE CANNON-FENSKE Routine CANNON-FENSKE Reverse Flow BS/IP/RF U-Tube Reverse Flow Filling quantity [ml] 3 2 15 - 22 3 - 4 5 - 12 approx. 12 approx. 20
Filling CANNON-FENSKE Routine Viscometers CANNON-FENSKE Routine Viscometers (please refer to Figure 17) are held upside down for filling. The capillary tube (1) immerses into the liquid to be measured, while suction is upheld at the other tube until the liquid has reached the annular mark M2. After filling, the viscometer is restored to normal measuring position. Considering that filling a Reverse Flow Viscometer is somewhat more complex, reference is made at this point to the standards /N5, N28, N47/ as well as to the operating instructions.
Figure 17 CANNON-FENSKE Routine Viscometer 1 2 3 4 5 6 7 8 9 tube with capillary venting tube reservoir lower timing mark M2 upper timing mark M1 pre-run sphere capillary measuring sphere tube extension
18
Suspending the viscometers in the racks SCHOTT-GERTE offers for all viscometer types fixation racks or holders, respectively, which ensure a stable, vertical suspension of the viscometers in the thermostat bath. In addition, they protect the viscometers from breaking. Prior to the measurement, UBBELOHDE Viscometers are to be suspended in the racks provided for this purpose, and fixed in position by pressing the spring downwards.
The test temperature should be kept constant both locally as well as timely in a range between + 15 C up to + 100 C at an accuracy level of 0.01 K. Outside the indicated temperature range major fluctuation cannot be avoided in each case, but these fluctuations should still not exceed 0.05 K either. If, in particular cases, extreme precision is required, it is recommended to keep the test temperature timely constant within a range of + 15 C to + 100 C at an accuracy level of 0.01 K, and outside this range at and a accuracy level of 0.03 K. The temperature should be checked using gauged mercury glass thermometers with a resolution of 0.01 K. The liquid bath and in particular the thermometer are to be protected from direct exposure to light sources. There recommended bath liquids are. below 0 C: antifreezers, e.g. glycerine + water 0 ... 80 C: distilled water + tap water 80 ... 105 C: water + glycol 105 ... 200 C: propylene glycol, silicone oil, paraffin oil The viewing thermostats of the CT series, developed by a SCHOTT-GERTE especially for capillary viscometry, meet the requirements with regard to the timely and local constancy of the temperature of the bath liquid. They are equipped with openings or inserts, respectively, for two (CT 52/2, CT 1650/2) or four capillary viscometers (CT 1650/4). Once filled and placed in the fixation rack or the holder, respectively, the capillary viscometers are hung into the thermostat bath the temperature of which was pre-adjusted. When using viewing thermostats of the CT series, special viscometer-rack inserts for manual measurement are available. Subsequently, the sample is exposed to thermostat treatment in the viscometer. When performing measurements using UBBELOHDE, OSTWALD or CANNON-FENSKE Routine Viscometers it is recommended to suck the liquids at least three times into the measurement sphere in order to speed up the heat transfer. This procedure is not possible the case of Reverse-Flow Viscometers. Their temperature adjustment should therefore be correspondingly longer. The following temperature-adjustment times are recommended:
Figure 18
UBBELOHDE Viscometer with fixation rack
6.4 Performing the measurementThermostat treatment Viscosity is highly depending on the temperature /24/. For this reason, the viscometers have to be treated in a thermostat during each measurement. The thermostats used are automatically controlled liquid viewing thermostats. The viscometer has to be immersed until the bath liquid is at least 2 cm higher than the liquid meniscus in the viscometer in its highest position.
10 min: 20 min: 30 min:
low-viscosity substances; high-viscosity substances, low-viscosity substances in the case of Reverse-Flow Viscometers; high-viscosity substances in the case of Reverse-Flow Viscometers.
19
Manual measurement For the measurement of the flow times, the liquid is sucked into the measurement sphere by applying a vacuum to the capillary tube. When using viscometers with a feeder sphere, the latter should be filled at least up to its half. Viscometers without a pre-run sphere are filled until the liquid meniscus is approximately 20 mm above the upper annular mark. If UBBELOHDE Viscometers are used, the venting tube should be closed with a finger tip prior to starting sucking in. Upon completion of the filling process the suction hose is removed from the capillary tube and, in the case of the UBBELOHDE Viscometer, the venting tube is released. When measuring highly viscous samples it is recommendable to keep the capillary tube closed after releasing the venting tube until the levelling bulb has run empty and the suspended level has built up. When examining highly volatile substances it is recommended to perform the filling of the measurement sphere by applying an over-pressure to the filling tube, if no bubbles occur in the liquid. Closing and opening the venting tube in the case of UBBELOHDE Viscometers should be done analogously. The measurement involves the period of time over which the lower for vertex of the meniscus sinks from the upper edge of the upper annular mark down to the upper edge of the lower annular mark. The stop watch used for timing should have a dissolution of at least 0.1 s. When the meniscus passage is detected, it has to be made sure that the annual mark is at eye level. Figure 19 (c) shows the proper detection of the meniscus passage.
In order to make the measurement values available for statistical evaluation the measurement process should be repeated several times. Especially in the case of UBBELOHDE Viscometers, on order to avoid any formation of bubbles, it should be noted that a renewed sucking or pressing up of the measurement substance must only begin when the drainage of the liquid from the capillary is completed. When using Reverse-Flow Viscometers, sucking the liquid into the measurements sphere is not applicable. To perform the measurement, the tube which was closed after filling, is opened on the side of the measurement sphere, and subsequently one measures the time over which the liquid rises from the lower to the upper annular mark. The CANNONFENSKE Reverse-Flow Viscometer is equipped with two measurement spheres one on top of the other, i.e. two measurement values are available after just one liquid passage. To repeat a measurement when using Reverse-Flow Viscometers, they have to be emptied, cleaned, and refilled after each measurement. If the repeatability limit of a measurement series (2.8 times the standard deviation) exceeds the reproducibility limit indicated for the specific viscometer, one has to assume the presence of external influences. In this case the measurements have to be repeated on a new part of the filtered sample after the viscometer has been cleaned. If only a maverick is present it may be deleted or, as a better alternative, be replaced by an additional measurement value. If necessary, a check for runaway values of this kind is to be performed /17/. The calculation of viscosity is done on the basis of the mean value of the flow times. Automatic measurement For automatic viscosity measurement using UBBELOHDE, OSTWALD, and CANNON-FENSKE Routine Viscometers, SCHOTT-GERTE offers the automatic viscosity measurement devices of the AVS series. Table 3 will give you an overview of the device program. The selection of the AVS/S, AVS-SK, and AVS/S-CF measurement tripods for automatic viscosity measurement with optical detection is determined by:
Figure 19
Detection of the meniscus passage in the case if manual measurement(a), (b) - wrong (c) correct
Viscometer type Bath liquid of the thermostats (metal tripod for non-aqueous media, PVDF measurement tripod as a corrosion-free option)For measurement using the TC-UBBELOHDE Viscometer no measurement tripod is required. The viscometer is clamped into a special fixation rack and suspended in the thermostat bath. The connection with the control unit is made using a cable which is plugged into a socket on the viscometer head.
20
Table 3
Automatic viscometer measurement devices from SCHOTT-GERTE AVS 310 AVS 350 Photoelectric barrier NTC sensor pressing 10 RS-232-C AVS 360 Photoelectric barrier NTC sensor sucking 10 RS-232-C AVS 450 Photoelectric barrier NTC sensor sucking 999 RS-232-C AVSPro Photoelectric barrier NTC sensor sucking 10 RS-232-C
Type of device
Meniscus detection Photoelectric barrier Working mode nmax Interface Special features pressing 10 RS-232-C
software control (optimal)
built-in printer fully automatic viscosity measurement system
nmax = max. number of programmable single measurements in repetitive operation
The viscometers are pneumatically connected to the AVS device via silicone or PTFE hoses. All automatic devices are microprocessor-controlled. An interface enables an external printer or computer to be connected. Parameterisation and the triggering of the automatic measurement cycle are done on the control unit.
The displacement of the measurement liquid within the viscometer is done via an internal diaphragm pump with pressing or sucking action. The pump is controlled in such a manner that an optimal pumping pressure for a reproducible filling of the measurement systems is built up as a function of the viscosity of the sample being analysed. For the Viscosity Measuring Units AVS 350 and AVS 360 a PC software is available which enables the control of up to 8 measurement devices and an evaluation of the measurement data.
Figure 20 shows a viscosity measurement station with 4 AVS 350 Viscosity Measuring Units.
Figure 20
AVS 350 Viscosity Measuring Units with UBBELOHDE and TC Viscometer and Viewing Thermostat
21
The AVSPro Automatic Viscosity Sampler is a fully automatic viscosity measurement system for routine measurements. This device performs measurements of kinematic and relative viscosity up to calculation and documentation work in an independent manner. Filling, emptying, and rinsing of the viscometers are integrated in the automatic course of the measurement. Operating guidance is via menu-control using a monitor, a mouse, and a computer keyboard.
The maximum viscosity limit of the product being analysed for use in the AVSPro Automatic Viscosity Sampler is approx. 800 mm2/s at 25 C. The AVSPro Automatic Viscosity Sampler may be operated with a maximum of eight Micro UBBELOHDE Viscometers equipped with TC Sensors in two thermostat baths at two different measurement temperatures simultaneously. Sample carriers for up to 16 sample bottles of 100 ml each, or sample carriers for a 56 sample bottles of 20 ml each can be used.
Figure 21 shows a viscosity measurement station with the AVSPro Automatic Viscosity Sampler.
Figure 21
AVSPro Automatic Viscosity Sampler equipped with 8 Micro UBBELOHDE Viscometers with TC Sensors in 2 Viewing Thermostats CT 53
22
7
Causes of errors and special corrections
7.1 Correctable errors and correctionsRising-height error Surface tension causes the liquid which is wetting the tube wall to climb by a distance of Dh. The size of the relative rising-height error e in terms of % can be calculated on the basis of the following formula: Thermal expansion of the capillaries and the measurement vessel During high- and low-temperature measurements the radius and the length of the capillaries, the volume of the measurement sphere, and the average pressure height of the viscometer will change owing to the large difference between the measurement and the calibration temperature. For this reason the viscometer constant has to be corrected in the case of precision measurements. The corrected device constant according to the equation (7.2): K = K (1 + a (J - J0)) hm - mean pressure height g - acceleration due to gravity r1 - radius of the upper reservoir vessel at the liquid meniscus r2 - radius of the lower reservoir vessel at the liquid meniscus s - surface tension of the measurement substance s0 - surface tension of the calibration substance r - density of the measurements substance r0 - density of the calibration substance (7.2)
A=
I 2 1 1 I ( - ) ( - 0 ) 100 % H0 g hm r1 r2 H
(7.1)
Viscometers from SCHOTT-GERTE are calibrated at a temperature of J0 = 23 C. The coefficient a of longitudinal expansion of the DURAN-glass used for production is 3.3 10-6 K-1.2)
Thermal expansion of the measurement substance In the case of UBBELOHDE Viscometers no correction is required, since the measurement result is largely independent of the substance quantity being filled in. If, in the case of viscometers without suspended level, the substance temperature should deviate from the measurement temperature during the process of filling the viscometer, a volume change of the measurement substance leading to a change of the viscometer constants will occur during the temperature adaptation. In this case the constants are to be corrected according to equation (7.3) for OSTWALD and CANNONFENSKE Routine Viscometers, or according to equation (7.4) for Reverse-Flow Viscometers.
In the case of precision measurements the influence of the rising-height error is to be noted with the following viscometer types, if the relation between surface tension and density of the measurement liquid deviates considerably from that of the substance used for a calibration: a) in the case of viscometers with a small pressure height, where the liquid flows from the upper vessel into another vessel the diameter of which is considerably different from the one of the upper vessel, e. g. CANNON-FENSKE Viscometer, OSTWALD Viscometer; b) in the case of all of pipette viscometers. In the case of UBBELOHDE Viscometers the correction will in general be no more than 0.1 to 0.2 % and can thus be neglected in most cases.
K = K (1 +
4 V (p 2 - p1 ) F Dm h m p22
)
(7.3)
K = K (1 -
4 V (p 2 - p1 ) F Dm2
)
(7.4)
h m p2
Dm - mean diameter of the liquid meniscus in the reservoir vessel r1 - density of the measurement substance at filling temperature r2 - density of the measurement substance at measurement temperature Registered trademark of SCHOTT GLAS, Mainz, Germany
2)
23
Inclination error Viscometers have to be used in the position in which they were calibrated. If the connection line between the centre points of the reference level vessels deviates from normal position, the mean pressure height of the viscometer will change. If, instead of the initial angle f0 the connection line compared to perpendicular is at an angle of f the corrected device constant is to be calculated according to: In the case of a temperature error of s 1K, the relative error in the viscosity measurement is:
A = Un s 100 %
(7.7)
K = K
cos f cos f 0
The temperature coefficient Un is determined according to the corresponding DIN standard /N4/. The temperature measurement should only be made fully in mass in gauged thermal metres with a resolution of 0.01 K. Their requirements imposed on the fair most bats to be used are it described in Chapter 6.4.
(7.5)
The fixation racks or holders offered by SCHOTTGERTE ensure a perpendicular suspension of the viscometer with a deviation < 1. This corresponds to a max. relative constant error of 0.02 %. This means that the inclination error can be neglected if these racks are being used. Local independence of the acceleration of the fall A correction is required if the acceleration of the fall at the calibration place g0 and the acceleration of the fall at the measurement place g are significantly different. Equation (7.6) is to be used to calculate the corrected device constant.
7.2 Uncorrectable errorsTurbulence Laminar flow is the basic requirement for viscosity measurement according to the capillary principle. Laminar flow is present if the Reynolds number Re is < 2300. Owing to the sensitivity to disturbance of the flow, it is useful to remain far below this value when performing measurements. For a given viscometer the Reynolds number can be calculated according to the following numeric-value equation:
K = K
g g0
(7.6)
Re = 63.7
V R K tg2
(7.8)
Accuracy of the watches If mechanical stop watches are being used, these have to be adjusted in such a manner that their max. accuracy error is less than 2 s per hour. In this case the occurring error is less than 0.05 %. Prior to beginning the measurements the watch should be wound up to exclude variations of the spring force. It is recommended to check the accurate march of the watches regularly using a time standard. If the time is measured electronically using a corresponding frequency standard, the frequency being used has to be constant and to correspond at least to 10-4 of the set value. Inaccurate adjustment and measurement of temperature Errors caused by inaccurate temperature adjustment or insufficiencies in the temperature stability or temperature measurement are frequently very large, since the viscosity of most of the liquids varies largely as a function of temperature /24/.
V = [cm3]
R = [cm]
K = [mm2/s2]
tg = [s]
Considering that Hagenbach correction will increase with an increase in the Reynolds number, one should work with a Reynolds number below 200 if this is possible in practice /N10/.
Disturbance of the suspending level in the case of UBBELOHDE Viscometers If viscosity measurements are performed with short flow times, a deformation of the suspended level may occur. This will lead to systematic measurement errors, since the average pressure height of the viscometer will change. In addition, one has to reckon with an increased scattering of the measurement values within the limit ranges between the disturbed and the undisturbed suspended level, and the influence of surface tension on the measurement result will increase.
24
Figure 22 shows various stages of level disturbance. Table 4 will give you an overview of the limit values of the Reynolds numbers and the flow times up to which in general no disturbances of the suspended level will occur for UBBELOHDE Viscometers (normal design). Considering further that the limits are also depending on the surface tension of the liquid and the shape of the capillary outflow, disturbances of this kind may even occur in the case of somewhat longer flow times. Table 4 Limit values of tg and Re (UBBELOHDE Viscometer) /N9/ Capillary no. tg [s] Re 0c 100 500 0a 75 500 I 60 300 Ic 60 100
Drainage errors Drainage errors are caused by the fact that a small liquid volume DV is adhering to the wall of the viscometer above the sinking liquid meniscus. DV will increase with the viscosity and the sinking velocity of the meniscus. The magnitude of the error is also influenced by the wettability of the wall, the surface tension of the liquid, and the geometry of the viscometer. Depending on the constructional shape of the device a shortening or extension of the flow times may occur. Radiation heat To avoid an uncontrolled heating up of the liquid to be tested by heat radiation, the liquid bath is to be protected from direct exposure to the sun or light sources. Cold lights or light sources with a premounted infra-red filter should be used for illumination preferably.
Start-up length One of the preconditions are for capillary viscometry is a parabolic velocity profile. For this reason the flow time has to be selected in such a manner that the start-length le for the formation of the profile is considerably smaller than the capillary length. According to Schiller /10/ the start-up length can be calculated as follows:
le = 0,115
V p n tg
(7.9)
Figure 22
Stages of distribution of the suspended level in the case of UBBELOHDE Viscometers /N9/(a) no disturbance - measurement can be used (b), (c), (d) disturbance - measurement cannot be used
25
7.3 Frequently occurring error symptoms, possible causes of errors and ways of error eliminationTable 5 gives a summary of some of the major error occurrences occurring during viscosity measurements using glass capillary viscometers, including their possible causes and ways of elimination. Errors which can be attributed to device defects as well as improper use of the automatic viscosity measurement devices are not listed in the table below. Table 5 Error symptom systematic measurement error: flow time too large with short flow times systematic measurement error: flow time too small with short flow times Frequently occurring errors when using glass capillary viscometers Error causes after-flow error, Hagenbach correction too small after-flow error, Hagenbach correction too large Possible error elimination experimental determination of the Hagenbach correction using substances having a similar viscosity and a surface tension as the measurement product (please refer to Chapter 4) as above, better: Viscometer with a smaller capillary diameter (please refer to Chapter 6.1)
systematic measurement error: substance quantity filled in was empty, clean and refill viscometer flow time too small with too small (please refer to Chapter 6.2 / 6.3) (Ostwald, CANNON-FENSKE or BS/IPRF U-Tube Reverse Flow Viscometer) systematic measurement error: substance quantity filled in was as above flow time too large too great (Ostwald, CANNON-FENSKE or BS/IP/RF-U-Tube Reverse Flow Viscometer) systematic measurement error: flow time too small with short flow times (UBBELOHDE Viscometer) systematic measurement error: flow time too small systematic measurement error: flow time too large disturbance of the suspended level select viscometer with a smaller capillary diameter, (please refer to Chapter 6.1 / 7.2) check temperature; if necessary, readjust thermostat
temperature of the bath liquid too high
contamination in the capillaries empty and clean viscometer (please refer to Chapter 6.2), repeat measurement temperature of the bath liquid too low check temperature, if necessary, readjust thermostat protect the thermostat from direct radiation exposure (please refer to Chapter 7.2), if necessary, replace thermostat
drift of the flow times
drift of the bath temperature
temperature-adjustment of the continue temperature adjustment until measurement substance not the time values are stable completed (please refer to Chapter 6.4) evaporation of a highly volatile apply pressing operating mode component; reaction of the product being analysed with the air
26
Continuation of table 5 Error symptom increased stochastic scattering of the measurement values Error causes contamination in the viscometer contamination in the product being analysed Possible error elimination empty and clean viscometer (please refer to Chapter 6.2); repeat measurement empty and clean viscometer; repeat the measurement with a filtered sample; if necessary, use a filter with a smaller pore width (please refer to Chapter 6.2/6.3) in the case calf pure matters with chemical and physical heat resistance, drive out bubbles by a shorter time increase of temperature clean and empty viscometer (please refer to Chapter 6.2); during refilling, ensure absence of bubbles (please refer to Chapter 6.3) excessive stochastic scattering oc- contamination of the curring during automatic measoptical sensors urements using optoelectric barriers (Baron possibility of total malfunction) remove the viscometer tripod from the thermostat bath; clean optical system using non-denatured alcohol on a soft cloth
air bubbles in the viscometer
errors triggered by the optouse a TC-UBBELOHDE, OSTWALD, or CANNONelectric barriers as a result of FENSKE Routine Viscometer the formation of bubbles, foam, (please refer to Chapter 6.1) or liquid lamellae transparent media: use optical flow-time measurement opaque media: use Reverse Flow Viscometer replace viscometer select a viscometer with a smaller capillary diameter (please refer to Chapter 6.1/7.2) set the heating and cooling of the thermostat in such a manner that at least two complete temperature cycles are completed during one viscosity measurement cycle replace the thermostat (please refer to Chapter 6.4)
excessive stochastic scattering oc- Incrustation of the sensors (in curring during automatic measthe case of thermally instable urements using TC Viscometers media) (possibility of total malfunction) wear and tear of the sensors increased stochastic scattering in the case of short flow times (UBBELOHDE Viscometers) periodically fluctuating flow times beginning deformation of the suspended level heating-up or cooling-down phases of the thermostats too long no timely stability of the bathliquid temperature (defective thermostat)
malfunction caused by air bubbles substance quantity filled in was UBBELOHDE Viscometer: during the sucking-in process of too small fill up the measurement substance; the liquid into the delivery vessel others: empty and clean viscometer; repeat measurement
27
8
Special application
8.1 Testing of plasticsMeasurement problem One of the major quality features of synthetic materials is the mean molecular weight of the polymer molecules. The molecular weight characterises the chain length of the polymer molecules which has a decisive influence on the processing properties of a synthetic material. The strain exerted on the plastic by the processing process may lead to changes in the polymer changes (as a rule a decay of the chains). Under certain circumstances the properties of the finished part might be changed to such an extent that it is no longer suitable for its intended purpose. In the research and development of polymers new polymers are being developed and produced. In this process, too, the chain length of the polymer molecules is of essential importance as to the characterisation of the finished product. This results in the following measurement tasks: Polymer research and development Solution That determination of the chain length, processing properties, and quality of a synthetic material is done in the form of viscosity measurements on solutions of the plastic in suitable solvents using capillary viscometers (solution viscometry). Table 6 will inform you about the solvents, viscometers, and the application of the relevant standards. The viscosity number (for a definition, please refer to Table 7) gives information about the processibility of plastic material. It plays a decisive role within the framework of quality control of the granules. In addition, it is important to verify the viscosity number of the finished plastic part. In most cases the indication of the viscosity number or of the relative viscosity (please refer to Table 7) is sufficient as a quality criterion of established plants. This requires the determination of the viscosity of the solvent and of the plastic solution (concentration is mostly 0.5 g/100 ml). Instead of the viscosity number the determination frequently involves the K value after Fikentscher /N21/. The determination of the mean molecular weight of the polymer molecules is done via the limiting viscosity number (please refer to Table 7). It is of particular importance in the range of research and development of polymers and of procedures and installations for their production and processing. In addition, it is an important feature as regards quality assurance in the case of special applications, such as plastic recycling and the processing of recycled plastics. To determine the limiting viscosity number, polymer solutions of different concentrations are produced (so-called dilute series /36/). The limiting viscosity number results from the extrapolation of the viscosity numbers to a concentration = 0.
Determination of the mean chain length of mean polymerisation degree of the polymer molecules Objectives: - Characterisation of the finished product - Optimisation of its chemical and physical properties Rating of polymerisation installations Determination of process parametersPolymer chemistry (polymer production)
Determination of the mean chain length or mean degree of polymerisation of the finished product (raw granules) Objectives: - Characterisation of the finished product - Quality assurance - Optimisation of the process parameters - Prevention of the production of spoiled batchesPolymer processing
Characterisation of the properties and the capabilities of the starting material (raw granules) Objectives: - Rating of plants for polymer processing - Determination of optimum process parameters Determination of the chemical and physicalproperties of the finished part Objectives: - Quality assurance - Optimisation of the process parameters
28
Table 6
Choice of applications for solution viscometry (as a rule, concentrations of 0.5 g/100 ml are weighted in and the measurements of viscosity are performed at 25 C). Abbreviation PA Solvent Formic acid (90%) Sulphuric acid (96%) m-cresol Dichloromethane Phenol / 1.2- dichlorobenzene (1:1 parts by weight) 2- chlorophenol m-cresol Dichloroacetic acid Cyclohexanone Tetrahydrofurane Decahydronaphthalene (Decalin) Toluol o-Xylol 1.2-Dichlorbenzol Chloroform Acetophenone Dichloromethane / Methanol (9:1 party vy volume) Capillaries I, Micro Ic II, Micro IIc II 0c Ic Ic II II, Micro IIc I Ic I I I I 0c I 0c 53 726 53 728, Sheet 4 7741, Part 2 DIN 53 727 53 727 53 727 7744, Part 2 53 728, Part 3
Polymer Polyamide
Polycarbonat
PC
Polyethyleneterephtalate PET Polybutyleneterephthalate PBT
Polyvinyl chloride Polyethylene 1) Polypropylene 1) Polystyrol 2)
PVC PE PP PS
Polymethycrylate 3) Cellulose acetate
PMMA CA
7745, Part 2 53 728, Sheet 1
1) 2)
For concentration, please refer to DIN 53 728, Sheet 4 Measurement temperature: 135 C 3) c = 0,26 g/l
Table 7
Definition of the terms used in dilute viscometry /18, N2/ Description dynamic viscosity
Calculated value
h n= h/r
kinematic viscosity relative viscosity, viscosity ratio relative viscosity change, specific viscosity Staudinger function, viscosity number inherent viscosity Staudinger index, limiting viscosity number, intrinsic viscosity
hr = h / hS(h - hS) / hS = hr - 1 Jv = 1 / c (h - hS) / hS Ln (h / hS) / c Jg = lim [1 / c (h - hS) / hS]c0
29
8.2 Viscosity determination of oils and additivesMeasurement problem Petroleum is a mixture of hydrocarbons. By way of vacuum distillation it is split up into different fractions (fuels and lubricants, please refer to Table 8). Table 8 Typical for fractions of the distillation of crude oil /19/ Boiling range [C ] below 20 30 ... 60 60 ... 90 85 ... 200 200 ... 300 300 ... 400 above 400 At high temperatures (for instance, in summer, when driving at full throttle; under extreme loads, e.g. when driving up a mountain) oil temperatures can raise up above 100 C. In this case, too, a still sufficient formation of lubricating film has to be ensured, so that the lubricating film will not break as a result of the insufficient viscosity in the places being subjected to friction. The life of an engine oil is limited, since in operation ageing and external matters are building up on the one hand (e.g. caused by oxidation of the basic oil, metal abrasion, formation of soot), and the additives are pooring down on the other (e.g. caused by the decay of the polymers owing to shearing action, oxidation, and thermal strain) /20, 21, 22/. The determination of viscosity is playing a major role in the production and development of doped oils (basic oil / additive mixtures). In the course of production, regular viscosity measurement ensures adequate quality control. As regards development on the other side, the focus is on the examination of the viscosity-temperature behaviour of new oil/additive mixtures. In the case of used engine oils the determination of viscosity can be used to determine whether the formation of the lubricating film will still be sufficient even at higher temperatures. Solution One of the frequently used characteristics of viscosity-temperature behaviour (VT behaviour) of a lubricating oil is the VI viscosity index. The VI of an oil can be calculated on the basis of the viscosities at 40C and 100C by using tables /N11/. The magnitude of the viscosity drop occurring with increasing temperature depends on the chemical composition of the oil under concern. A minor temperaturedependence of the viscosity will lead to a higher viscosity index. Multigrade, engine, and gear oils are characterised by a high VI /23/. The classification of an engine lubricating oil in socalled SAE viscosity classes is based on dynamic viscosity at -17.8 C (0 F) and kinematic viscosity at 98.9 C (210 F) /N12, N13/.
Fraction Natural gas Distillation of crude oil Ligroin or white spirit Gasoline Kerosene Fuel oils Lubricating oil and grease, paraffin, wax, asphalt
Viscosity is a decisive characteristic for the flowing and lubricating capabilities of an oil. The mixture of various raffinates leads to basic oils, with different viscosities. Their properties can be considerably improved by chemical additions or additives, such as viscosity-index improvers (VI improvers), detergents, dispersing agents, wear-and-tear reduction agents, and oxidation or corrosion inhibitors.
So it is, for instance, that lubricating oils form a lubricating film between the rubbing parts inside the engine which prevents a direct contact of the solid surfaces, and thus wear and tear. The thickness of this lubricating film depends on the viscosity of the oil. The viscosity of a mineral oil changes considerably with temperature. At low temperatures (for instance, in winter, during the cold start of the engine) the viscosity of the oil must still be low enough to enable the oil being pumped to the rubbing parts inside the engine.
30
Table 9 contains a list of examples of viscometers and accessories from SCHOTT-GERTE. Table 9 Measurement stations for viscosity measurements on oil and additives automatic measurement Viscometer manual measurement
UBBELOHDE CANNON-FENSKE Routine TC Viscometer (for dark oils)
UBBELOHDE CANNON-FENSKE Routine CANNON-FENSKE Reverse Flow Viscometer (for dark oils) BS/IP/RF U-Tube Reverse Flow Viscometer (for viscid and / or dark oils) Stop watch
Viscosity AVS 350, AVS 360, AVS 450 measurement AVSPro device (up to n 1200 mm2/at room temperature) Accessories
Thermostat and cooler Viscometer Cleaner AVS 26 (optional)
Thermostat and cooler
8.3 Testing of foodMeasurement problem The raw materials, semi-finishings, and finished products to be processed in food industry are characterised by very much different rheologic properties. Provenience, temperature, water percentage, intensity of the mechanical processing, storage time, and conditions of transportation are some of the factors influencing the mainly non-Newtonian flowing behaviour of food masses. But a number of fluids i