Embed Size (px)
Citation preview

VINTAGE PARTS MARKETING
PRODUCT LINE: SVCN7
HERITAGE COMPANY: Ingersoll-Dresser Pumps *Pacific Pumps **
CONFIGURATION: Horizontal, End SuctionSingle Stage, OverhungAPI OH2
TYPICAL APPLICATION: API Process Pump forRefinery, Petrochemical;Chemical, Industrial
VINTAGE: 1991 - 1996 *1989-1992 **
PRODUCT LIFESPAN: API 610 8th Ed. *(dated Aug 1995)
API 610 7th Ed.**(dated Feb 1989)
SUBJECT: Instruction, Operation andMaintenance (IOM) Manual
Notes: The SVCN7 design was the same for both API610 7th and 8th Editions.During 1993 IDP transitioned to the HPX.
NOTE: This information is intended for the use of Flowserve Employees.The information provided is based on standard catalogue / price bookinformation. Details for specific units or serial numbers may be different asa result of non-standard construction, and parts, repairs and upgradesprovided by Flowserve or third parties.

SVCN 7 PUMP INSTALLATION OPERATION & MAINTENANCE
- 1 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
TABLE OF CONTENTS
1. Introduction ...............................................................................................................................1-1 1.1 Safety...................................................................................................................................1-1 1.2 Safety notices.......................................................................................................................1-1 1.3 Construction ........................................................................................................................1-2
1.3.1 Pump Case ...................................................................................................................1-2 1.3.2 Bearing Housing..........................................................................................................1-2 1.3.3 Bearings.......................................................................................................................1-2 1.3.4 Bearing Lubrication.....................................................................................................1-3 1.3.5 Piping...........................................................................................................................1-3 1.3.6 Mechanical Seals and Packing ....................................................................................1-3 1.3.7 Head.............................................................................................................................1-3 1.3.8 Special Tools ...............................................................................................................1-3
1.4 OPERATING PRINCIPLES ...............................................................................................1-3 1.4.1 Energy Transfer ...........................................................................................................1-3 1.4.2 Shaft Seals ...................................................................................................................1-3
1.4.2.1 Mechanical Seal.......................................................................................................1-4 1.4.2.2 Packing ....................................................................................................................1-4
1.4.3 Bearing Lubrication.....................................................................................................1-4 1.5 Receipt Inspection ...............................................................................................................1-4 1.6 Lifting..................................................................................................................................1-5
1.6.1 Lifting Complete Unit .................................................................................................1-5 1.6.2 Lifting Driver...............................................................................................................1-5 1.6.3 Lifting Pump................................................................................................................1-5
1.7 Storage.................................................................................................................................1-6 1.7.1 Preparation For Storage...............................................................................................1-7 1.7.2 Storage Area ................................................................................................................1-7 1.7.3 Inspection and Maintenance ........................................................................................1-7
1.7.3.1 Six Months Prior to Installation ..............................................................................1-8 1.7.3.2 One Month Prior to Installation...............................................................................1-8
1.7.4 Painting and Preservation ............................................................................................1-8 1.7.5 Associated Equipment .................................................................................................1-9
1.8 Preparation For Installation & Operation ............................................................................1-9 2. Installation .................................................................................................................................2-1
2.1 Foundation and Piping.........................................................................................................2-1 2.1.1 Location.......................................................................................................................2-1 2.1.2 Piping...........................................................................................................................2-1
2.1.2.1 Suction Strainer .......................................................................................................2-1 2.1.2.2 Bypass Line .............................................................................................................2-2
2.1.3 Foundation...................................................................................................................2-2 2.1.4 Leveling the Baseplate ................................................................................................2-3 2.1.5 Grouting.......................................................................................................................2-5
2.2 Shaft Alignment...................................................................................................................2-5 2.2.1 Alignment Frequency ..................................................................................................2-6 2.2.2 Alignment Preconditions .............................................................................................2-6 2.2.3 Setting Motor Shaft Endspace .....................................................................................2-6
- iii - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
2.2.4 Tapping Driver Mount Pads........................................................................................ 2-8 2.2.5 Cold Alignment........................................................................................................... 2-9 2.2.6 Hot Alignment........................................................................................................... 2-13
3. OPERATION ............................................................................................................................ 3-1 3.1 Technical Data .................................................................................................................... 3-1
3.1.1 Effects of Specific Gravity.......................................................................................... 3-1 3.1.2 Effects of Viscosity..................................................................................................... 3-1 3.1.3 Changing the Pump Speed .......................................................................................... 3-1 3.1.4 Net Positive Suction Head (NPSH)............................................................................. 3-1 3.1.5 Minimum Continuous Stable Flow ............................................................................. 3-2
3.2 Control Notes ...................................................................................................................... 3-3 3.2.1 Minimum Flow Control .............................................................................................. 3-3 3.2.2 Thermal Control.......................................................................................................... 3-3 3.2.3 Pressure and/or Flow Control ..................................................................................... 3-3 3.2.4 Continuous Bypass Control ........................................................................................ 3-3
3.2.4.1 Continuous Bypass Sizing for Parallel Units .......................................................... 3-3 3.3 Lubrication.......................................................................................................................... 3-4
3.3.1 Lubrication Specifications .......................................................................................... 3-5 3.3.1.1 Synthetic Lubricants ............................................................................................... 3-5
3.3.2 Bearing Housing Preparation ...................................................................................... 3-6 3.3.3 Oiler Adjustment......................................................................................................... 3-6 3.3.4 Inspection.................................................................................................................... 3-6 3.3.5 Replenishment............................................................................................................. 3-7 3.3.6 Oil Change .................................................................................................................. 3-7
3.4 Pump Operation .................................................................................................................. 3-7 3.4.1 Operating Precautions ................................................................................................. 3-7 3.4.2 Pre-Operational Checks .............................................................................................. 3-7 3.4.3 Initial Start Up Procedure ........................................................................................... 3-8 3.4.4 Normal Start-Up.......................................................................................................... 3-9 3.4.5 Operating Checks...................................................................................................... 3-10 3.4.6 Securing the Pump .................................................................................................... 3-11
3.5 General Maintenance ........................................................................................................ 3-11 3.5.1 Routine Maintenance ................................................................................................ 3-11 3.5.2 TroubleShooting ....................................................................................................... 3-12
4. Maintenance .............................................................................................................................. 4-1 4.1 General ................................................................................................................................ 4-1 4.2 Packing................................................................................................................................ 4-2
4.2.1 Packing Removal ........................................................................................................ 4-2 4.2.2 Packing Installation..................................................................................................... 4-2
4.3 Disassembly ........................................................................................................................ 4-2 4.3.1 Head-Rotor Removal .................................................................................................. 4-2 4.3.2 Head Rotor Disassembly............................................................................................. 4-3
4.4 Inspection and Renewal of Parts ......................................................................................... 4-5 4.4.1 Cleaning ...................................................................................................................... 4-5 4.4.2 Inspection of Parts....................................................................................................... 4-5 4.4.3 Checking Shaft Straightness ....................................................................................... 4-6 4.4.4 Checking Fit Between Impeller Bore and Shaft.......................................................... 4-6
DO2604-12 iv

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
4.4.5 Checking Running Clearances.....................................................................................4-7 4.4.6 Replacing Stationary Wear Rings or Bushings ...........................................................4-7 4.4.7 Replacing Impeller Wear Rings ..................................................................................4-8
4.5 Assembly .............................................................................................................................4-9 4.5.1 Head-Rotor Assembly .................................................................................................4-9 4.5.2 Head-Rotor Installation .............................................................................................4-12
5. PARTS ORDERING AND SERVICING INFORMATION .................................................5-1 5.1 REGIONAL Sales OFFICES ..............................................................................................5-1 5.2 SERVICE Centers (North America)....................................................................................5-1 5.3 INTERNATIONAL OFFICES............................................................................................5-4
- v - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
1. INTRODUCTION This manual contains instructions for the installation, operation, and maintenance of your Flowserve pump. The instructions are written for the use of personnel with a general training in the operation and maintenance of centrifugal pumps.
Your pump has been designed to provide safe and reliable service. However, it is both a pressure vessel and a piece of rotating machinery. Operators must exercise good judgment and observe correct safety practices to avoid damage to the equipment and surroundings and to prevent personnel injury.
The pump has been designed for the pumping conditions specified in the customer’s order. Flowserve must be consulted prior to any significant change of conditions.
1.1 SAFETY It is assumed that your safety department has established a safety program based upon a thorough analysis of the hazards associated with your industry. Your safety program must be reviewed to ensure that it covers hazards associated with high speed rotating machinery before installing, operating, or performing maintenance on the pump and associated components covered by this manual. Correct installation and care of protective guards, shut down devices, and over pressure protection equipment are essential to any safety program and must be included.
If applicable to your operating environment, your safety program must also cover hazards which arise from the presence of electrical power, hot oil, high pressure and temperature liquids, toxic gases and liquids, or flammable gases or liquids.
Also essential are special precautionary measures to prevent the possibility of applying power to the equipment at any time when maintenance work is in progress. The prevention of rotation due to reverse flow should not be overlooked.
In general, all personnel should be guided by all the basic rules of safety associated with the equipment and the process.
1.2 SAFETY NOTICES Throughout this manual, you will encounter the words WARNING, CAUTION, and NOTE. These are intended to emphasize certain areas in the interest of operator safety and satisfactory pump operation/maintenance. The importance of these words is as follows:
WARNING A procedure, which, if not strictly observed, could result in personnel injury or loss of life.
CAUTION
A procedure which, if not correctly followed, could result in damage to, or destruction of, equipment.
- 1-1 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
NOTE
An operating procedure, condition, etc., which is essential to highlight.
1.3 CONSTRUCTION The SVCN 7 pump has these basic design features: it is centrifugal and single suction; it has a cantilever rotor and a centerline-supported, radially split case which is either single- or double-voluted. Its major components are case, head, rotor, ball bearings, bearing housing, and mechanical seal or packing. The case houses the impeller, the head contains the packing gland with packing or the seal parts, and the bearing housing supports both radial and thrust ball bearings. (The radial bearing is on the impeller end of the rotor; the thrust bearing is on the coupling end). There are renewable wearing rings on the impeller hub and skirt, in the head, and in the case; all are held in place by either tack welds or set screws that are staked in place. Holes are drilled in the impeller for balancing the hydraulic thrust load. Commonly a hook-type shaft sleeve prevents the packing or mechanical seal from wearing into the shaft. Cartridge seals are also used.
The following paragraphs contain a brief description of each optional feature with an engineering drawing reference that identifies its relevance to your pump. Some of the features are alterations of basic components such as the case, the head, and the bearing housing.
1.3.1 PUMP CASE Options in case design provide double-voluted construction for the case with a 4-in (100 mm) discharge nozzle and larger and single-voluted construction for the case with a 3-in (75 mm) or smaller, discharge nozzle. Vent, drain, and gauge connections are optional. Those incorporated in the case are shown by the pump and motor driver OUTLINE drawing. Drains are drilled through the inner volute of the double-volute pump. With any case design, all major parts of the pump can be removed as a unit (once the coupling spacer is removed) without disturbing the position of the case, the discharge and suction piping, or the driver.
1.3.2 BEARING HOUSING An air cooled bearing housing that incorporates a fan on the radial end of the bearing housing is standard on the SVCN 7 pump to expose more surface area to ambient air. This design improves heat dissipation generated by the bearings. In some sizes, an additional fan to provide forced air circulation is located at the bearing housing thrust end. SVCN 7 pumps with two fans are designated as "fan cooled". SVCN 7 pumps are available with water cooled bearing housings. The water cooled housing incorporates a sump cooling tube located in the bottom of the bearing housing. Water continuously flows through this tube and removes bearing generated heat which is dissipated in a heat exchanger or by some other means provided at the plant.
The bearing housing is drilled and tapped to provide for either pure mist or purge mist lubrication connections. Threaded holes are provided in the bearing housing for viewing oiling rings and are normally plugged with pipe plugs. These same holes may be used to connect a pure mist lubricating system.
1.3.3 BEARINGS The standard radial bearing is a single row, deep-groove (Conrad type) ball bearing. The standard thrust bearing is a duplex, single-row, 40-degree angular contact type (7000 series), installed back to
DO2604-13 - 1-2 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
back. A lock nut and washer are furnished with the thrust bearing. The radial bearing takes radial loads. The thrust bearing takes both radial and thrust loads.
1.3.4 BEARING LUBRICATION Ring oil with automatic oiler is the common method for lubricating bearings in the SVCN 7 pump. Other methods are purge mist or pure mist. To determine the system (or method) that is applicable to your pump, see the pump and motor OUTLINE drawing.
1.3.5 PIPING Factory-installed piping can consist of cooling water piping or steam piping; flush piping for the mechanical seal or packing; the specific piping configuration is depends on what the purchaser ordered. If piping is installed on your pump, the PIPING drawings define the configuration.
1.3.6 MECHANICAL SEALS AND PACKING The SVCN 7 pump is equipped with either packing and lantern ring, a single mechanical seal, double mechanical seal, tandem mechanical seal, or a single mechanical seal with packing rings. As referred to in this manual, the double mechanical seal consists of two single mechanical seals with their rotary washers (or rings) back-to-back and the tandem mechanical seal consists of two single mechanical seals with rotary rings and stationary seats in series; that is, ring-seat-ring-seat sequence. Hooked shaft sleeves are used with both packing and the mechanical seal and can only be removed by disassembling the pump. Cartridge seals may also used.
1.3.7 HEAD The head on the SVCN 7 pump has a packing gland or a seal plate and it is installed from outside the head. Only packing can be replaced without disassembling the pump. The head with packing gland incorporates a passageway and tapped boss for piping a lubricant to the lantern ring. Where the head accommodates a mechanical seal, no passageways or piping is installed unless specified by the purchaser. To determine what is supplied with your pump see the pump ASSEMBLY and MECHANICAL SEAL ASSEMBLY drawings.
1.3.8 SPECIAL TOOLS Ordinarily, special tools are not required for maintenance of the SVCN 7 pump. Should a special tool be required, it is described by a Flowserve engineering drawing. Its use would be covered in supplementary instructions for performing the particular task for which it was designed.
1.4 OPERATING PRINCIPLES
1.4.1 ENERGY TRANSFER The impeller is the means used to generate the head. As the liquid enters the eye of the impeller via the suction nozzle, the rotation of the impeller gives the liquid energy, causing a flow from the eye of the impeller to its outer edge. The greater part of the energy in the liquid as it leaves the impeller appears as velocity head, which is converted into pressure head as it moves through the voluted passage.
1.4.2 SHAFT SEALS For the SVCN 7, the shaft seal is either a mechanical seal or packing rings.
- 1-3 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
1.4.2.1 Mechanical Seal
There are many variations of the mechanical seal: typically, it is a precision device in which the face of a washer (or ring) that is retained to the shaft sleeve rotates against the face of a seat that is fixed to the seal end plate or the head. The sealing faces are highly polished. Loading is accomplished by a spring and hydraulic force pushing against the rotation washer. Some seals feature a rotating pumping ring, which speeds up the flow of liquid past the sealing faces, allowing the use of smaller heat exchangers for cooling the flushed liquid. To keep the mechanical seal at a nominal temperature, either pumpage or liquid from an external source is constantly circulated around the component parts while the pump is operating. Liquid from an external source flows into, and the heated (or flush) liquid flows out of, the seal chamber via flush piping. Dissipation of the heat in the flush liquid is sometimes accomplished by means of a heat exchanger, depending on the plant system.
1.4.2.2 Packing
A packing gland and packing box bushing retain the packing rings which are installed around the shaft sleeve. Even compression of the rings, staggered cuts, and a slight amount of packing leakage is required for satisfactory service; otherwise friction and heat will likely destroy the packing. Flowserve prefers to use a lantern ring with packing in order to circulate liquid from an external source around the packing, removing some of the packing-generated heat. The packing box bushing is usually pressed into the head from the outside but it may be designed for installation from the inside. In either event, it is tack welded or secured with set screws which are staked.
1.4.3 BEARING LUBRICATION The automatic oiler on the side of the housing maintains the oil level below the lowest balls of the bearings. The basic system is supplemented by oiling rings that turn with the pump shaft, splashing oil on unsubmerged balls. The purge mist, if installed, is blown into the housing from the plant's system. When the bearings are lubricated by a pure mist, ring oil is not used; the bearings are lubricated solely by droplets of oil in the mist.
1.5 RECEIPT INSPECTION Your pump was carefully checked at the factory prior to shipment to ensure compliance with the requirements of your order. It is suggested that the pump be inspected upon arrival. As a minimum, the following items should be checked:
1. Inspect the shipping containers for damage or moisture. The condition of the skid and covering is indicative as to the way the shipment was handled. Broken skids, torn coverings, bend hold-down bolts, broken straps, etc., indicate rough handling.
2. Remove the shipping enclosure and visually inspect all pump components for damage.
3. Inspect the preservative coating on various parts. If necessary, renew preservative in areas where it has been rubbed or scraped.
4. Inspect all painted surfaces. If necessary, touch up the areas where paint has been chipped or scraped.
5. Inspect all covers over pump openings and piping connections. If covers or seals for the covers are damaged or loose, they are to be removed, and a visual inspection made of the accessible interior areas for accumulation of foreign materials or water. If necessary, clean and preserve the interior parts as noted above to restore the parts to the as-shipped condition. Install or replace covers and fasten securely.
DO2604-13 - 1-4 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
6. The shipping papers should be checked to determine satisfactory arrival of any special tools, loose parts, and/or spare parts (if provided), which are usually preserved and packed in a box attached to the skid.
If any damage is indicated and/or parts are missing, notify the carrier and the nearest Flowserve office immediately.
Upon conclusion of the receipt inspection, the shipping enclosure should be resealed for storage or transport.
1.6 LIFTING
WARNING Make sure that any equipment used to lift the pump or any of its components is capable of supporting the weights encountered. Make sure that all parts are correctly rigged before attempting to lift.
1.6.1 LIFTING COMPLETE UNIT
WARNING Do not lift the complete unit by slinging from pump case and/or eye bolt on motor.
The coupling spacer must be removed from between pump and driver half couplings before lifting the complete unit.
To lift the pump and baseplate without the driver or the baseplate alone, sling from all four eye bolts.
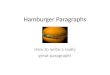
The pump, driver and baseplate can be lifted as a complete unit. Sling from all four eye bolts provided on baseplate side rails. Failure to use all four could result in permanent distortion of the baseplate. Use as long a sling as possible, or use a spreader arrangement. See Figure 1-1 below.
1.6.2 LIFTING DRIVER Refer to driver manufacturer’s instructions.
1.6.3 LIFTING PUMP
CAUTION
To avoid shaft distortion, never lift the pump by the shaft.
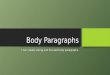
Rig lifting straps at coupling end of bearing housing and at stuffing box extension. Make sure straps are adjusted to obtain an even lift. See Figure 1-2 below.
- 1-5 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
Figure 1-1 Lifting Complete Unit
Figure 1-2 Lifting Pump
1.7 STORAGE
NOTE
Unless otherwise agreed, full responsibility and cost associated with the storage and inspection of this equipment rests with the purchaser.
During extended periods of storage prior to installation, precautions must be taken to protect the pump from deterioration. The various parts of the pump are protected prior to shipment by applying
DO2604-13 - 1-6 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
varying grades of preservative to the parts. However, during shipment and handling the preservatives are subjected to conditions that can cause their removal. Also, during extended periods of time the preservatives may deteriorate. The listed procedures should be followed to prevent deterioration of the pump during the extended storage period. These procedures may also be supplemented by the experience of the person performing the tasks.
1.7.1 PREPARATION FOR STORAGE Inspect the preservative coating on the various parts. If necessary, renew the preservative in areas where it has been rubbed or scraped off. Internal parts of the pump are protected with a petroleum-based rust preventative. External surfaces of parts that are required to be kept free of paint are coated with a petroleum-based rust preventative.
Inspect all painted surfaces. If necessary, touch-up areas where paint has been chipped or scraped. External surfaces are usually painted with a paint that combines a primer with a finish coat. See the contract specification for any non-standard paint requirements, or contact your nearest Flowserve office.
Inspect all covers over pump openings and piping connections. If the covers or seals for the covers are loose or damaged, remove them and visually inspect the accessible interior areas for accumulation of foreign matter and/or water. If necessary, clean and recoat the interior parts with preservative and/or paint to restore the parts to the as-shipped condition. Install or replace the covers and fasten securely.
If the pump was shipped in a sealed plastic covering, then the covering should be reinstalled prior to placing the pump in storage.
1.7.2 STORAGE AREA If at all possible, the pump and its component parts should be stored indoors where they will be protected from the elements. In no case should any pump element be subjected to extended periods of submergence or wetting prior to start up. If it is not possible to store the pump and its components indoors, precautions must be taken to protect them from the elements. Regardless of whether storage is indoors or outside, the storage area should be vibration free. All boxes marked for indoor storage must be stored indoors. When stored outdoors the pump and its components should be protected from dirt, dust, rain, snow, or other unfavorable conditions by heavy plastic sheets, canvas, waterproof burlap or other suitable coverings.
All equipment must be placed upon skids or blocks to prevent contact with the ground and surface contaminants. Equipment must be adequately supported to prevent distortion and bending.
When selecting a storage area, it should be taken into consideration that the deterioration of the equipment and the expenses involved in restoring the equipment at the time of installation will be proportionate to the class of storage provided.
1.7.3 INSPECTION AND MAINTENANCE The responsibility for setting up an inspection schedule rests with the purchaser and will be dependent upon the class of storage provided. Initially, inspection would occur weekly. Then, depending upon the conditions encountered in the inspection reports, inspection should continue weekly, monthly, or quarterly.
Each inspection should include the following steps, as a minimum:
1. Check that the pump supports are firmly in place.
- 1-7 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
2. Ensure that the nozzle coverings are firmly in place. Periodically (i.e., every third inspection) remove covers and visually inspect the accessible interior areas. If surface rusting has occurred, clean and repaint or recoat with preservatives. Replace covers.
3. Check that the pump covering (i.e., plastic or tarps) is firmly in place. Any holes or tears must be repaired to prevent entrance of dirt or water.
4. Check for any corrosion of the exterior surfaces. If rusting has occurred, clean and repaint or recoat with preservative.
5. Loosen case drain plugs to allow seepage of any accumulated moisture.
6. Inspect individually wrapped parts for signs of deterioration. If necessary, renew preservative and/or wrapping.
7. Document the results of the inspection and keep on file for later review.
1.7.3.1 Six Months Prior to Installation
Six months prior to the scheduled installation date, a Flowserve service representative is to be employed to conduct an inspection of the stored equipment. This inspection should include, as a minimum:
1. A review of all the inspection documentation for the stored equipment as kept on file by the owner.
2. An inspection of the storage area to determine the as-stored condition of the equipment prior to the removal of any protective coverings.
3. An inspection of the equipment with the protective coverings removed.
4. A partial or complete dismantling of the equipment may be required, depending on the length of storage, the class/type of storage provided, and the results of steps 1 through 3 above.
5. Restoration of painted or preserved surfaces, and/or replacement of gaskets, O-rings, packing or mechanical seals, and bearings.
Upon completion of the inspection the Flowserve representative shall submit a report to the purchaser, and to the FLOWSERVE Manager of Customer Service, stating in detail the results of the inspection.
1.7.3.2 One Month Prior to Installation
One month prior to installation of the equipment, a Flowserve representative is to be employed to conduct a final inspection. This inspection will be made to ensure that the requirements of the six-month inspection report were satisfactorily completed and that the equipment is ready for installation.
Upon completion of this inspection the Flowserve representative shall submit a final report to the purchaser, and to the FLOWSERVE Manager of Customer Service, advising them of the results of the final inspection.
1.7.4 PAINTING AND PRESERVATION Paints and preservatives used are either Flowserve standard or as required by the contract specification. Refer to your branch office through which the order was placed or Flowserve for the description of paints and preservatives used on this order.
DO2604-13 - 1-8 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
1.7.5 ASSOCIATED EQUIPMENT For motors, turbines, gears, or any other equipment supplied by Flowserve with your pump, see the specific storage requirements in the manufacturer’s manual in the back of this manual.
1.8 PREPARATION FOR INSTALLATION & OPERATION
WARNING Fumes from alcohol, acetone, petroleum solvents and other such chemicals are injurious to health and may ignite from a spark. Ensure that the area where they are used is well ventilated and has a fire extinguisher nearby.
After the equipment has been inspected and unpacked after receipt or storage, the pump surfaces must be cleaned and prepared for operation before installing the pump.
Internal and unpainted external surfaces of the pump (as well as items ordered separately) are protected with a petroleum-based rust preventative. This can be removed by wiping or flushing with a petroleum-based solvent.
Any painted surfaces that have been scratched or chipped should be touched-up with the appropriate paint.
- 1-9 - DO2604-13


SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
2. INSTALLATION
2.1 FOUNDATION AND PIPING
2.1.1 LOCATION The unit should be installed close to the source of the liquid to be pumped. The location must also allow adequate space for operation as well as for maintenance operations involving dismantling and inspection of parts. Head room is an important consideration because an overhead lift of some type is required for assembly and disassembly of the pump.
2.1.2 PIPING These units are furnished for a particular service condition. Changes in the hydraulic system may affect performance adversely. This is especially true if the changes reduce the pressure at the suction or if the liquid temperature is increased. When installing piping, Flowserve recommends:
1. that as the line is erected, a swab fitting the entire cross section of the pipe be pulled through each section to assure the removal of scale or other foreign material;
2. that suction and discharge piping should be of ample size, be installed in direct runs, and have a minimum of bends;
3. that a suction pipe equal to or one size larger than the pump suction nozzle is used;
4. that there is a straight length of pipe (approx. 8 to 10 times the pipe diameter) just upstream of suction nozzle (No double turns);
5. that the piping slopes in the correct direction;
6. that no high spots or pockets are present in which air or vapor can collect;
7. that piping supports, valves, and fittings are properly located, and all eccentric reducers or increasers are properly installed;
8. that the piping is installed to avoid excessive loads on the pump nozzles from poor alignment of piping or improper location of piping anchors;
9. that a check valve and a gate valve be installed in the discharge pipe of the pump. When the pump is stopped, the check valve will protect the pump against excessive pressure and will prevent the pump from running backward. The check valve should be installed between the gate valve and the pump nozzle in order to permit its inspection.
10. that a spool piece is installed in the suction line so that the suction strainer may be installed and removed with a pressure gauge between the strainer and pump.
2.1.2.1 Suction Strainer
In a new installation, great care should be taken to prevent dirt, scale, welding beads and other items from entering the pump, as it is particularly important to protect the numerous close running fits from abrasive matter present in new piping
The suction system should be thoroughly flushed before installing the suction strainer and connecting the suction piping to the pump.
The suction strainer should be installed between 5 to 20 pipe diameters upstream from the pump suction flange.
- 2-1 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
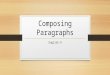
The Flowserve standard for suction strainers consists of a conical shaped steel plate. The plate has 1/16” perforations and is of sufficient size and thickness for the required flow. The open area of the strainer should have a minimum of a 3 to 1 ratio to the area of the pump suction (see Figure 2-1 Typical Suction Strainer below).
Preferred Directionof Flow
Cone Type Strainer
Figure 2-1 Typical Suction Strainer
Pressure gauges should be installed on both sides of the screen so that the pressure drop across the screen can be measured.
When the unit is being started, the gauges on each side of the screen should be carefully watched. An increase in the differential pressure between the two gauges indicates that the screen is becoming clogged with dirt and scale. At this point, the pump should be shut down, and the screen cleaned and/or replaced.
2.1.2.2 Bypass Line
Operation at low flows results in pump horsepower heating the liquid. A bypass may be required to prevent vaporization and subsequent pump damage. Refer to your local Flowserve office to determine if a bypass is required. Mechanical damage may result from continuous operation at flows less than specified.
2.1.3 FOUNDATION The foundation should be sufficiently rigid and substantial to prevent any pump vibration and to permanently support the baseplate at all points. The most satisfactory foundations are made of reinforced concrete. These should be poured well in advance of the installation to allow sufficient time for drying and curing. A rough finish top surface is best when applying grout.
The General Arrangement Drawing (In the back of this manual) will furnish anchor bolt locations, size of bolts, etc. See Figure 2-2 below.
Figure 2-3 below illustrates the recommended foundation bolt arrangement. Notice the large washer with lugs at the bottom. It should be welded to the bolt and pipe sleeve to prevent turning.
Allow a little more than the specified threaded bolt length above the rail of the baseplate. The excess can always be cut off if it is not needed.
DO2604-13 - 2-2 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
Washer
Pipe
Bolt
Allow bolts to project forgrouting under baseplate
Make this distance equalto flange on baseplate
Figure 2-2 Foundation Bolt Template
Allow ample threaded boltlength above rough concrete
Stuff waste around boltwhile pouring concrete
Pipe sleeve to be threetimes the diameter ofthe anchor bolt
Weld a large washer withlugs to the bottom of thebolt and pipe sleeve toprevent turning
Rough finishconcrete for grout
Figure 2-3 Foundation Bolt
2.1.4 LEVELING THE BASEPLATE Before putting the unit on the foundation, thoroughly clean the top of the foundation. Break off any loose pieces of cement and roughen the top with a chisel to afford a good hold for grout.
- 2-3 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
Prepare sufficient steel blocks of at least 1 in. (25 mm) thickness to be placed below each baseplate jacking screw furnished with the baseplate. The purpose of the plate is to spread the load of the screw without crushing the concrete below, and to provide a minimum of 1 in. (25 mm) grouting space below the baseplate.
Before leveling the baseplate, loosen the pump hold down bolts to eliminate any baseplate distortion.
The baseplate may be leveled using either the installed jacking screws, or using shims, or wedges as illustrated in Figure 2-4 below.
Figure 2-4 Leveling Baseplate With Wedges
Level the baseplate by using a machinist’s level on the machined surfaces of the pump and driver pads. Adjust the baseplate level by adjusting the leveling screws, or by adjusting the shim packs under the baseplate.
To adjust the shim pack thickness, carefully raise the baseplate by using either the baseplate jacking screws provided or by levering with a suitable pinch bar or by installing a low level hydraulic jack. Adjust the shim pack thickness and lower the baseplate.
Repeat this procedure in a logical manner at each bolt position until the baseplate is level. The baseplate must be level within 0.002 in. per ft. (0.17 mm per m).
When the baseplate is level, pull down the foundation bolts so they are snug. This may disturb the baseplate, so re-check the levels.
CAUTION
Before grouting, perform a rough shaft alignment. Final alignment will not be possible if this initial shaft alignment is not satisfactorily completed prior to grouting the baseplate.
DO2604-13 - 2-4 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
2.1.5 GROUTING
NOTE
The foundation must be allowed to cure for at least 7 days before grouting the baseplate.
Build a dam around the foundation as shown in Figure 2-5 after leveling the baseplate. If wedges were used to level the baseplate, it is a matter of local policy whether the wedges should be removed after grouting. If you wish to remove the wedges, carefully mark their locations before pouring grout.
Finished Grout
Leave top of foundation rough,do not finish with trowel.
Dam Concrete
Grouting 1 to 2inches deep
Figure 2-5 Grouting Baseplate
Use a good, high strength, non-shrink grout mix and install in accordance with the manufacturer’s instructions.
Holes are provided in the baseplate to permit pouring the grout and to act as air vents. Fill under the baseplate completely, stirring to assure correct distribution of the grout. Check to see that the grout flows under the edges of the baseplate evenly. Make sure the baseplate is vented correctly and all areas are thoroughly filled to prevent any resonant problems. Pour grout until level reaches top of dam. Allow to dry sufficiently to prevent grout from overflowing while completing the remaining grouting.
NOTE
Do not vibrate baseplate when grouting.
When the grout is thoroughly hardened, remove the dam. If the leveling wedges are removed, fill the holes they leave with grout.
2.2 SHAFT ALIGNMENT Shaft alignment is critical to good performance of your pump. Should you require assistance with alignment of your pump and driver contact Flowserve for a service representative.
- 2-5 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
NOTE
Flowserve recommends the use of either a double-dial indicator procedure as outlined below or a laser alignment procedure for coupling of this pump. If a laser alignment procedure is used, follow the procedures supplied by the laser alignment equipment manufacturer for alignment of the pump.
All adjustments during alignment should be made to the driver; the pump should be fixed in position on the baseplate. To emphasize the importance of this procedure, driver mount pads are machined low on the baseplate making it necessary to shim under the driver feet in order to raise the driver shaft even with the pump shaft. The following coupling procedures have been planned to ensure that both shafts are correctly aligned and coupled for extended operation.
2.2.1 ALIGNMENT FREQUENCY To ensure that the pump and driver are in accurate alignment, their shafts must be checked for alignment and corrected, if necessary, under these circumstances:
1. after connecting the plant piping to the pump;
2. after the first run, with the pump still hot from several hours of operation, with incoming liquid at its normal temperature, and before the pump goes on line for an extended period.
3. after the first slight increase in vibration appears following a long period in service or after a sudden increase in vibration.
2.2.2 ALIGNMENT PRECONDITIONS To simplify shaft alignment and prevent inaccuracy, ensure that the following steps are taken before performing shaft alignment:
1. Ensure that pump hold down bolts are tight.
2. Do not connect suction and discharge piping to pump until after completion of initial cold alignment.
3. Ensure that pads on baseplate and driver feet are thoroughly cleaned.
2.2.3 SETTING MOTOR SHAFT ENDSPACE
NOTE
If driver is motor with sleeve bearings, begin at step 1. If driver is motor with ball bearings or steam turbine, begin at step 3.
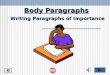
To prevent destruction of motor sleeve bearings, which are usually found in heavy-duty electric motors, locate your motor in relation to the pump so as to ensure a running clearance of 0.13 in (3 mm) between the thrust collar on the motor shaft and the face of the bearings (see Figure 2-6). To establish the required end space proceed as follows:
DO2604-13 - 2-6 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
SLEEVE BEARING(TYPICAL)
TOTAL LATERAL MOVEMENT
ADJUSTED LATERAL MOVEMENT
THRUST COLLAR (TYPICAL)0.5 in.
0.37 in. 0.13 in. Figure 2-6 Motor Shaft Running Clearance
1. Set motor on driver pads.
2. If the motor manufacturer has provided information on setting shaft end space in their manual in the back of this manual, use those instructions to set the motor shaft end space. If not, then set motor shaft end space as follows:
a. Push shaft into motor case until thrust collar butts against face of bearing as shown by Figure 2-6; then select a reference point on motor case and mark shaft with pencil.
b. Pull shaft out away from bearing face (that is, toward pump) as far as it will go; then using the same reference point that was selected in step a, mark shaft with pencil.
c. Measure distance between pencil marks; the distance (or total lateral movement) should be at least 0.5 in (13 mm).
d. Set end space by pushing shaft back in toward sleeve bearing 0.13 in (3 mm) (see Figure 2-6). At this setting, there will be adequate end space between thrust collars and bearing faces. For example, if total lateral movement is 0.5 in (13 mm) and the shaft is pushed back in toward bearing face 0.13 in (3 mm) as described, the end space or clearance is 0.13 in (3 mm) on the drive end and 0.37 in (10 mm) on the opposite end; 0.5 in minus 0.13 in equals 0.37 in.
CAUTION
After setting end space the motor shaft must not be moved prior to scribing location of hold down bolts.
3. Set driver so that distance between ends of driver and pump shafts is as specified by the General Arrangement drawing. Also, if you have a gear-type coupling verify that dimension D equals dimension L as shown by Figure 2-7; buttons as shown in figure are not installed on spacer where couplings are the diaphragm or disk type.
- 2-7 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
D
L
D=L
Figure 2-7 Measuring Distance Between Pump and Motor Shafts
4. If hold down bolt holes have not been tapped in driver mount pads, you should now proceed with task (see paragraph 2.2.4 below); otherwise, you may begin cold alignment (see paragraph 2.2.5 below).
2.2.4 TAPPING DRIVER MOUNT PADS Where driver mount pads have not been tapped for hold down bolts, they must be tapped before attempting to align driver to pump. Proceed as follows:
1. Bolt dial indicator bracket to driver half-coupling or driver shaft as shown in Figure 2-8.
PUMP (OR OTHER UNIT)HALF-COUPLING
SPACER (INSTALLED)
DRIVER (OR OTHER UNIT)HALF-COUPLING
DIAL INDICATORS
NOTE
TO PREVENT DEFLECTION OFINDICATORS THE BRACKETS MUSTBE RIGID IN CONSTRUCTION AND
SECURELY FIXED IN POSITION Figure 2-8 Dial Indicator Setup For Alignment
2. Set the bracket to the horizontal (9 o'clock) position. Zero the indicator, then rotate both shafts 180° to the 3 o'clock position; total indicator reading (TIR) in horizontal plane (between 9 o'clock and 3 o'clock points) shall not exceed 0.002 in (0.05 mm). If TIR is excessive:
a. hold distance between half-couplings and move driver frame to correct alignment in horizontal plane;
b. again rotate shafts and check readings;
DO2604-13 - 2-8 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
c. repeat steps a and b until 0.002 in (0.05 mm) TIR in horizontal plane is not exceeded.
3. Reverse position of dial indicator and bracket and repeat step 2.
4. Remove dial indicator and bracket.
5. Scribe location of hold down bolts on mounting pads, then remove driver from pad.
6. Drill and tap hold down bolt holes.
2.2.5 COLD ALIGNMENT
CAUTION
Since an accurate cold alignment is dependent upon both pump and motor being at ambient temperature, circulating oil (if applicable) must also be at ambient temperature.
The term "cold alignment" refers to the alignment of pump and driver when they are at, or near, ambient temperature. Since thermal growth affects their alignment, cold alignment should be considered a preliminary task that must be performed diligently before the pump is operated for the first time. To bring the motor shaft in cold alignment with pump shaft, proceed as follows:
1. Verify that the requirements of paragraphs 2.2.2, 2.2.3, and 2.2.4 have been satisfied.
2. Attach lifting equipment to driver and set it on its mount pads.
3. Check both pump and driver for soft foot at each hold down bolt as follows:
a. Tighten all hold down bolts to the torque recommended by the equipment manufacturer.
b. Install a dial indicator to read the vertical motion of a equipment foot. Loosen the hold down bolt for that foot until it is finger tight. The vertical motion should not exceed 0.002 in. (0.05 mm). If the vertical motion is excessive, correct it as follows:
1) Loosen all hold down bolts for that piece of equipment.
2) Lift the equipment and place a shim of a thickness equal to the vertical motion of the foot must be added underneath the soft foot.
3) Re-torque all hold down bolts to the recommended torque and perform the soft foot check on that equipment again.
If the vertical motion is within specification, then retorque the hold down bolt to the recommended torque.
c. Repeat step b. for all remaining equipment feet on the baseplate.
4. Check hubs for run out or possible bent shaft conditions and correct, if necessary, before proceeding with alignment.
CAUTION
When using a double indicator setup, each bracket must be checked for bar sag. Do not assume that similar brackets have identical sag.
5. Determine the distance from the bracket mounting point to the indicator reading point.
- 2-9 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
6. Securely attach the bracket to a length of rigid pipe, and install the indicator at the distance determined in step 5 above. (see Figure 2-9).
Pipe
Bracket Dial Indicator
Bracket Span Figure 2-9 Determining Bar Sag
7. Hold the pipe with the indicator facing up and set at "0". Without touching bracket, rotate the pipe 180° so that the indicator is facing down. Read the indicator and record the reading. This is the amount of bar sag.
8. Rotate the pipe again so that indicator is facing up. It must return to "0".
9. Repeat steps 7 and 8 to confirm reading.
NOTE
All indicator readings must be taken on the periphery or rim of the coupling hub or shaft, or on the opposite bracket. They must be recorded as viewed from the fixed unit (pump). (see Figure 2-10).
FIXED UNIT
3 12
3
6
9
1
2
4
3 12
3
6
9
1
2
4
MOVABLE UNIT
Figure 2-10 Alignment Orientation
10. Attach one bracket to the driver coupling hub or shaft, and the other to the pump hub or shaft. Each indicator will read on the opposite bracket, coupling hub, or shaft. (see Figure 2-8)
DO2604-13 - 2-10 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
11. Set the bar sag amount(s) determined in steps 5 through 9 above into the indicators as a plus amount (example: an indicated -0.003 would be set in as a +0.003) while in the upright (12 o'clock) position.
NOTE
Use of a shaft alignment graph, such as Flowserve Shaft Alignment Calculator (see Figure 2-11) aids and simplifies the alignment process. It graphically shows the position of the shaft centerlines in both the vertical and horizontal planes, the shims to be added or removed, and/or horizontal corrections to be made for accurate alignment. Further information may be obtained through the Flowserve Service Department.
Vertical Movement Calculations
Horizontal Movement Calculations
Movable Unit ScaleFixed Unit Scale
+50
+40
+30
+20
+10
0
-10
-20
-30
-40
-50
-60
+60
-50
-40
-30
-20
-10
0
+10
+20
+30
+40
+50
+60
-60
180
0
90270
3 Indicator
2
4
1
Set Bar Sag
+
÷ 2 =
2 =
÷ 2 =
4 =
180
0
90270
3 Indicator
2
4
1
Set Bar Sag
+
÷ 2 =
2 =
÷ 2 =
4 =
50 cm20 in.
100 cm40 in.
150 cm60 in.
200 cm80 in.
0 0
SHAFT ALIGNMENT CALCULATORCold Hot Pump Shop OrderMovable Unit Fixed Unit Measurement 1
Measurement 2 Date
Measurement 3 Location Customer
Figure 2-11 Shaft Alignment Calculator
12. Rotate both shafts 180° (to the 6 o'clock position) and record indicator reading(s).
13. Repeat steps 11 and 12 to verify accuracy.
14. Set the bracket(s) to the horizontal (9 o'clock) position. Set indicator(s) at "0". Bar sag is not applicable in the horizontal plane.
15. Rotate both shafts 180° (to the 3 o'clock position) and record indicator reading(s).
16. Repeat steps 14 and 15 to verify accuracy.
- 2-11 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
17. Measure the distance between dial reading points, and between dial reading point on fixed unit hub or shaft and each hold down bolt on movable unit (see Figure 2-12). Record these readings on the graph or by other suitable means.
Movable Unit
1
2
3
Fixed Unit
Figure 2-12 Alignment Measurement Points
18. Follow the directions on the graph sheet or use other suitable means to plot indicator readings.
NOTE
TIR in either the vertical or horizontal plane shall not exceed 0.002 in (0.05 mm). Readings on opposite sides must be opposite signs. Total angularity must not exceed 0.001 inch per 12 inches (0.03 mm per 305 mm).
19. Check hold down bolt positions on the graph or otherwise determine the amount of shims to be added for the vertical correction, and the movement required for the horizontal correction, if either exceeds maximums. If maximums are exceeded:
a. release driver hold down bolts, if installed;
b. using lifting equipment, lift driver and shim under feet for height correction;
NOTE
Horizontal movements should be controlled by jackscrews, if installed.
c. place dial indicators at the base adjacent to the inboard and outboard hold down bolt area so that the exact amount of horizontal movement can be controlled;
d. make necessary horizontal corrections while monitoring with indicators;
e. repeat steps 11 through 19 above to verify alignment setting.
DO2604-13 - 2-12 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
20. Tighten hold down bolts, then repeat steps 11 through 19.
21. Remove dial indicators and brackets and detach lifting equipment.
22. See paragraph 2.1.2, “Piping”, on page 2-1, and connect piping, as required.
23. Repeat steps 10 through 18 above and record readings. If TIR at either position of dial indicator exceeds 0.002 in (0.05 mm), correct distortion caused by piping, and recheck alignment; pump, piping, and driver must be secured in correct alignment before proceeding with hot alignment.
NOTE
Steps 24 and 26 apply only if your coupling is the gear type.
24. Install flat strap across hub of driver half-coupling by bolting to flange in two places.
NOTE
Unless hub is strapped down, it will vibrate when the motor is started in step 24.
25. Briefly operate driver in accordance with manufacturer's instructions and observe rotation of shaft; its rotation must correspond to the direction in which the pump is designed to turn.
26. Remove flat strap.
27. Secure coupling spacer between half-couplings, if not done previously.
28. Install coupling guard.
2.2.6 HOT ALIGNMENT
CAUTION
Gear-type couplings must be lubricated before running pump (see coupling manufacturer's instructions).
After completing a cold alignment of driver and pump, but before the pump is allowed to operate for an extended period, the pump must be operated for a short period until it reaches normal operating temperature (see paragraphs 3.4.3 and 3.4.5), then shutdown (see paragraph 3.4.6). Check the alignment immediately after shutdown (ideally, within 10-15 minutes) in order to determine whether the centerlines of the driver and pump shafts coincide when both units are hot. This coincidence is necessary to assure efficient extended operation of the pump. Requirements for a hot alignment check are:
1. Remove coupling guard.
2. Complete steps 10 through 18 of paragraph 2.2.5 starting on page 2-10 above.
NOTE
TIR in either the vertical or horizontal plane shall not exceed 0.002 in (0.05 mm). Readings on opposite sides must
- 2-13 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
be opposite signs. Total angularity must not exceed 0.001 inch per 12 inches (0.03 mm per 305 mm).
3. Check hold down bolt positions on the graph or otherwise determine the amount of shims to be added or subtracted for the vertical correction, and the movement required for the horizontal correction. If maximums are exceeded in this hot alignment:
a. allow units to cool down;
b. complete steps 19a through 19e, 20, and 21 of paragraph 2.2.5 starting on page 2-12 above;
c. repeat hot alignment procedure until TIR is within specifications.
DO2604-13 - 2-14 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
3. OPERATION
3.1 TECHNICAL DATA These pumps are furnished for a particular service condition. Changes in the hydraulic system may affect the pump’s performance adversely. This is especially true if the changes reduce the pressure at the suction flange or if the liquid temperature is increased. In case of doubt, contact the nearest Flowserve office.
3.1.1 EFFECTS OF SPECIFIC GRAVITY The capacity and total head in feet of liquid developed by a centrifugal pump are fixed for every point on the curve and are always the same speed. Neither capacity not total head will be affected by a change in the specific gravity of the liquid pumped. However, since the developed gauge pressure and the power required to drive the pump are a function of the specific gravity of the liquid, both will be affected in direct proportion by any change in the specific gravity. Therefore, a change in specific gravity will affect the discharge gauge pressure. Any changes should be noted, in that they may overload the pump’s driver.
3.1.2 EFFECTS OF VISCOSITY The pump is designed to deliver rated capacity and rated head for a liquid with a particular viscosity.
When contemplating operation at some viscosity other than for which the pump was originally designed and/or applied, the changed conditions should be referred to Flowserve for our recommendations.
3.1.3 CHANGING THE PUMP SPEED Changing the speed of a centrifugal pump changes the capacity, total head and brake horsepower. The capacity will vary in a direct ratio with the speed, whereas, the total head will vary as the square of the speed The brake horsepower will vary in the ratio of the speed cubed except in cases where the speed change also changes the efficiency of the pump. When contemplating speeds other than of the original condition, refer to Flowserve for recommendations.
3.1.4 NET POSITIVE SUCTION HEAD (NPSH) Any liquid, hot or cold, must be pushed into the impeller of the pump by absolute pressure, such as the atmospheric or vessel pressure from which the pump takes its suction.
The head in feet of liquid necessary to push the required flow into the pump is called the Net Positive Suction Head. This value, more commonly called NPSH, is measured above the vapor pressure of the liquid at the pumping temperature.
There are two kinds of NPSH: the NPSHR is the head required by the pump to cover the losses in the pump section - that is shown on the pump characteristic curve. The second, NPSHA, is the head available in the system, taking into account friction loss in suction piping, valves, fittings etc. In all cases the NPSHA, measured above vapor pressure, must exceed the NPSHR in order to push the liquid into the pump. Failure to have this will result in both bad performance and mechanical damage to the pump, and in certain cases actual pump failure.
- 3-1 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
3.1.5 MINIMUM CONTINUOUS STABLE FLOW The minimum continuous stable flow for this pump is listed on your pump data sheet.
0.6 0.7 0.8 0.9 1.01.0
1.5
2.0
2.5
3.0
3.5
4.0
Km Figure 3-1 Minimum Flow Correction Factor for NPSHA Margin
0 20 40 60 80 100 120
.20
.40
.80
1.00
1.20
.60
Percent of Design R.P.M.
KS
Figure 3-2 Correction of MCSF for Speeds Other Than Design Speed
DO2604-13 - 3-2 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
3.2 CONTROL NOTES
3.2.1 MINIMUM FLOW CONTROL In all cases, it is the customer’s responsibility to supply a system and/or control which assures that any pump within a system is not operated below its minimum flow condition.
In many cases, this is not a problem because the system is operating within its own flow range to assure product delivery. A simple high pressure alarm, shut down and/or bypass control can be used. However, in systems where product demand has high swings or where more than 100% capacity units are desired to support a product system, additional care must be taken.
3.2.2 THERMAL CONTROL The actual protection of the given unit is best provided by thermal sensors which read direct or “related to” fluid temperatures and respond accordingly by opening additional flow paths until the given unit re-establishes the acceptable temperature rise, and sets off alarms if not achieved within reasonable/normal time periods. (High limit could actually shut down unit).
3.2.3 PRESSURE AND/OR FLOW CONTROL Pressure and/or flow sensors can be used to hold the unit at higher flows by opening additional flow paths once a “high pressure limit” or “ low pressure limit” was indicated. Upon system reaching increased flow a “low pressure limit” or “high pressure limit” setting would close the bypass flow path. Care must be taken to allow for signal spread to avoid cyclic conditions.
3.2.4 CONTINUOUS BYPASS CONTROL This is not a desired system, as it requires an oversize bypass system as dictated below with excessive power losses and oversize pumping units, however, if used the following must be considered.
3.2.4.1 Continuous Bypass Sizing for Parallel Units
The limits and/or protection requirements of two or more units in parallel operation is dictated by the minimum flow of each particular unit and the performance tolerances of the pump and system.
The following is required to provide unit protection.
1. Determine the minimum flow of one of the units. This will be the smallest flow allowed for any of the units in the parallel system.
2. By general specification, while the rated head condition has a tolerance of +2% to -2% at the guarantee point, the tolerance at “shutoff” (low flow = 0) is +5% to -5%.
Therefore: draw two head capacity curves; one at -2% head at rated capacity and fared to -5% at shutoff, the other at 2% head at rated capacity fared to +5% at shutoff.
The lower curve represents the “weakest” pump in the system and the upper represents the “strongest” pump or pumps in the system.
At the minimum flow from step 1 above, find the Total Developed Head (TDH) of the Weakest pump. Draw a straight line at this TDH until it intersects the head-capacity curve of the strongest pump. Read the corresponding “Strong Pump Flow”.
The minimum flow of the pumps within the system can now be defined and provisions must be made in the system to assure the total capacity is not less than this.
- 3-3 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
Total Minimum Flow of Pumps in System = Minimum Flow
of Weakest Pump + (Total No. Pumps - 1) × (Strong Pump Flow)
Sample: (see Figure 3-3)
1. Assume the minimum flow for a single pump is 27 GPM.
2. Data for the head - capacity curve:
At the rated point:
Strongest pump head =( )
30003000 2
1003060+
×=
Weakest pump head =( )
30003000 2
1002940−
×=
At Shutoff:
Strongest pump head =( )
36003600 2
1003780+
×=
Weakest pump head =( )
36003600 2
1003420−
×=
From head capacity curve:
Minimum weakest pump flow = 27 gpm
Minimum strongest pump flow = 65 gpm
Total minimum flow of pumps in a typical application with 2 pumps operating in parallel.
Total Minimum Flow of Pumps in System = 27 + (2-1) (65) = 92 GPM
40003780
3420
3000
20 27 40 60 80 100CAPACITY GPM
STRONGEST PUMP
WEAKEST PUMP
Figure 3-3 Parallel Operation
3.3 LUBRICATION A “Trico” brand oiler is normally furnished with the pump unless otherwise specified. If your pump has oil mist type of lubrication, oiler and oiling rings are not provided. For bearings lubricated by
DO2604-13 - 3-4 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
pure mist systems, ensure that the pure mist system is installed on the pump bearing housing, and is operating in accordance with the manufacturer’s instructions. No further preparation is necessary.
3.3.1 LUBRICATION SPECIFICATIONS The ideal bearing lubricant is mineral oil, preferably of the turbine type. It should not contain free acid, chlorine sulfur or more than a trace of free alkali. It is suggested that the oil conform to the following physical characteristics. See Figure 3-4 for recommended viscosity at specified pumping and ambient temperature.
F
ISO 32 (150 SSU)Oiling Ring Lube
ISO 46 (220 SSU)Oiling Ring Lube
Pure Oil MistISO 46 (220 SSU)
Frame APumpage
Temperature
Ambient Temperature
C
1301201101009080706050
400
350
300
250
200
150
100
50
0
40
5040302010
C F
100
200
300
400
500
600
700
800
F
Pure Oil Mist ISO68 (315 SSU)
Frame B & CPumpage
Temperature
ISO 68 (315 SSU)
Ambient Temperature
C
1301201101009080706050
400
350
300
250
200
150
100
50
0
40
5040302010
C F
100
200
300
400
500
600
700
800
Figure 3-4 Recommended Viscosity at Specified Pumping and Ambient Temperature
Frame A Frame B Frame C 1×7 1.5×10.5 6×13 6×18 1.5×7 2×10.5 8×13 8×18 2×7 3×10.5S 3×15 10×18 3×7 3×10.5 4×15 6×21 1×8.5 4×10.5 6×15S 8×21 1.5×8.5 6×11 6×15LS 10×21 2×8.5 8×11 6×15L 3×8.5S 2×13 8×15 3×8.5 3×13S 10×15 4×8.5 3×13 3×17 4×13 4×17
Table 3-1 - Pump Frame by Pump Size
3.3.1.1 Synthetic Lubricants
If a synthetic lubricant (fire-resistant fluid) is to be used instead of the normal type oil for the lubrication of bearings, gears etc., the material of all gaskets and O-rings in contact with the lubricant must be compatible with the lubricant. Normal gasket materials will usually swell and deteriorate when immersed in synthetic lubricants, and normal paints will peel from internal walls of reservoirs and bearing chambers.
- 3-5 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
3.3.2 BEARING HOUSING PREPARATION Before filling the bearing housing reservoir, flush out the housing thoroughly with safety solvent and a leading grade of flushing oil, compatible with the lubricating oil that will be used.
3.3.3 OILER ADJUSTMENT
Plugged Port
Leveling Rod
Side Port
Adjusting Nut
Oiler Body
Locknut
Thumb Screw
Reservoir
0.47 to 0.50 in.(11.9 to 12.7 mm)
Figure 3-5 Trico Oiler
Fill the bearing housing via the housing vent, using the overflow plug to establish the correct level.
Release the thumb screw and remove the reservoir. Position the adjusting nut so that the rim of the reservoir is 0.47 to 0.50 in. (11.9 to 12.7 mm) above the centerline of the side port.
Fill reservoir with recommended oil and install on oiler body. Remove, fill, and reinstall reservoir as many times as required to fill the bearing housing up to the rim of the reservoir with no air bubbles in the reservoir.
Remove reservoir and ensure that the oil level is 0.47 to 0.50 in. (11.9 to 12.7 mm) above the centerline of the side port. Adjust adjusting nut as required and lock in place with lock nut.
3.3.4 INSPECTION Inspect the oil level in the bearing housing at least once a day. Inspect the condition of the oil at least weekly. Oil is always subject to gradual deterioration from use and contamination from dirt and moisture which is the cause of premature bearing wear.
DO2604-13 - 3-6 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
3.3.5 REPLENISHMENT Replenish the oil in the oiler as required. More frequent replenishment at high temperatures may be required.
3.3.6 OIL CHANGE Frequency of oil change is dependent on pump service and environmental conditions. As a general guide, the oil in the bearing housing should be changed after the first 500 hours of operation, and again every six months after that.
3.4 PUMP OPERATION
3.4.1 OPERATING PRECAUTIONS
WARNING When in the vicinity of caustic, corrosive, volatile, flammable, hot, cold, or otherwise hazardous liquids, wear protective clothing which is compliant with your organization’s local safety procedures.
When in the vicinity of toxic liquids or vapors, wear breathing protection which is compliant with your organization’s local safety procedures.
Do not allow sparking, flames, or hot surfaces in the vicinity of equipment which handles volatile or flammable liquids.
Do not perform any maintenance on or around the pump when it is rotating.
If unusual noise or vibrations occur, secure the pump as soon as possible.
1. Never operate the pump with the suction valve closed.
2. Never operate the pump with the discharge valve closed.
3. Never operate the pump unless it is completely filled with liquid and vented.
4. Never operate the pump unless an adequate liquid source is available.
5. Never operate the pump on liquids other than the one specified on the pump data sheet.
3.4.2 PRE-OPERATIONAL CHECKS The following steps should be followed at initial start up and after the equipment has been overhauled:
1. Prior to installing the pump, flush the suction side of the system to remove all deposit (slag, bolts etc.).
- 3-7 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
2. Ensure the pump and piping is clean. Before placing the pump in operation, the piping should be thoroughly back flushed to remove any foreign matter, which may have accumulated during installation.
3. Install the suction strainer (see paragraph 2.1.2.1, “Suction Strainer”, on page 2-1).
4. Fill the bearing housing with the appropriate oil to the correct level in accordance with section 3.3, “Lubrication”, on page 3-4. The bearings must receive a small amount of oil prior to starting to ensure adequate lubrication at start-up.
5. Turn pump rotor by hand or with a strap wrench to ensure it turns smoothly.
6. Ensure that the correct seal piping has been installed and that it is undamaged.
7. Ensure coupling is correctly aligned and lubricated, and pump and driver is satisfactorily doweled (see paragraph 2.2, “Shaft Alignment”, on page 2-5).
8. Ensure coupling guard is correctly installed.
WARNING The unit must not be operated unless coupling guard is securely and completely bolted in place.
9. Check torque of all bolting and plugs for tightness.
3.4.3 INITIAL START UP PROCEDURE 1. Close discharge valve if valve is not already closed, and then crack it open to ensure minimal
flow. (Do not start pump with a fully closed discharge valve). On first starts care must be taken not to cause a system water hammer.
2. Prepare the driver for start up in accordance with the driver manufacturer’s instructions.
3. Check the oil level in the bearing housing to ensure sufficient oil is available for bearing lubrication. Replenish oil as necessary in accordance with section 3.3, “Lubrication”, on page 3-4. Also ensure that bearing housing oil temperature is greater than 60°F (15.6°C).
4. Warm up pump.
The pump must be preheated prior to start up to avoid severe thermal shocks to the pump as the result of sudden liquid temperature changes. Unless otherwise specified, the temperature of the case must be within 100°F (38°C)-150°F (66°C) of the temperature of the liquid to be pumped at time of start up. Due to the heavy metal sections, the case temperature will lag the liquid temperature during such changes, and severe thermal stresses and subsequent misalignment of machined fits may result. It is therefore important to uniformly heat the pump casing. Top to bottom casing temperature differential should not exceed 75°F (24°C).
Preheating is accomplished by circulating a small amount of hot fluid through the case by utilizing vents, drains or bypass from discharge. Preheat pump slowly at a rate not to exceed 50°F (10°C) per hour.
5. Prime pump and ensure suction valve is open.
DO2604-13 - 3-8 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
CAUTION
Before starting or while operating the pump, the case and suction line must be completely filled with the liquid being pumped. The rotating parts depend on this liquid for lubrication and the pump may seize if operated without liquid.
6. Ensure pump recirculation line (if required) is open, clear and free of obstructions.
WARNING When venting or draining any vessel, which contains toxic, flammable, or otherwise hazardous fluids, ensure that the vented or drained fluid is piped to a safe collector, which will prevent release of the fluid into the surrounding area. Do not breath toxic vapors.
7. Check that pump is vented by observing leakage from case vent (if installed) and seal piping vent. Close vent when liquid is emitted.
8. Turn on cooling liquid and ensure correct flow exists (to cooler, gland etc.) as specified.
9. Double-check pump rotation by starting unit momentarily. The direction of input shaft rotation is counter clockwise when facing pump shaft from coupling end. Ensure that the pump coasts to a gradual stop.
CAUTION
If pump stops abruptly when driver is shut down, investigate for pump binding. Take necessary remedial action before resuming operation.
10. Start the driver in accordance with the manufacturer’s instructions and bring it up to speed quickly.
11. As soon as the pump is up to rated speed, slowly open discharge valve. This will avoid abrupt changes in velocity and prevent surging in the suction line.
12. Perform the operating checks outlined in paragraph 3.4.5 below.
13. After unit (particularly units in services 100°F (38°C) or more above ambient) has been operated a sufficient length of time to reach normal operating temperature and condition, the unit is to be shut down and a hot alignment check must be performed (see paragraph 2.2.6, “Hot Alignment”, on page 2-13).
3.4.4 NORMAL START-UP The starting procedure to be followed for normal start-up is the same as that for initial starting with the following exceptions:
1. The rotation check of step 9 does not have to be repeated if the pump driver has not been disturbed since the last pump operation.
- 3-9 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
2. The hot alignment check of step 13 does not have to be performed if the pump coupling has not been disturbed since the last pump operation.
3.4.5 OPERATING CHECKS
WARNING In the interest of operator safety the unit must not be operated above the nameplate conditions. Such operations could result in unit failure causing injury to operating personnel. Consult instruction book for correct operation and maintenance of the pump and its supporting components.
CAUTION
Operation at low flows results in pump horsepower heating the liquid. A bypass may be required to prevent vaporization and subsequent pump damage. Refer to your local Flowserve office to determine if a bypass is required. Mechanical damage may result from continuous operation at flows less than the specified minimum continuous stable flow.
Immediately after start up, and frequently during running check the following:
1. Check suction and discharge pressure gauges.
2. Check pressure gauges on each side of suction strainer.
CAUTION
Excessive tightening of the packing gland increases packing wear which in turn is apt to result in burned packing and a scored shaft sleeve.
3. After running pumping for 10 to 15 minutes, check for leakage around shaft sleeve. A pump with a mechanical seal should have no leakage. A pump with packing must have leakage; a nominal rate is five to fifteen drops per minute. To obtain this rate, secure the pump, then proceed as follows:
a. If leakage is insufficient, then loosen the packing gland nuts by a single flat.
b. If leakage is excessive, then tighten the packing gland nuts by a single flat.
Restart the pump and allow the leakage to stabilize for several minutes before checking leakage rate again.
4. Check for unusual noises.
DO2604-13 - 3-10 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
WARNING Operation of the unit without correct lubrication can result in overheating of the bearings, bearing failures, pump seizures and actual breakup of the equipment exposing operating personnel to physical injury.
5. Check oil level in bearing housing.
6. Ensure that the bearing oil temperature is within its normal operating range of 140 to 160°F (60 to 71°C). At no time should the bearing oil temperature exceed 180°F (82°C).
7. Check for adequate flow of cooling liquids.
3.4.6 SECURING THE PUMP The pump should be shut down rapidly to protect the internal wear parts which are lubricated by the liquid being pumped.
1. Shut down driver in accordance with the manufacturer’s instructions.
CAUTION
If pump stops abruptly when driver is shut down, investigate for pump binding. Take necessary remedial action before resuming operation.
2. Close the pump discharge valve. The pump suction valve should be closed only if required by system operation or maintenance.
3. Close valve in bypass line
4. Turn off cooling liquid.
5. If pump is subjected to freezing temperatures, it must be drained of liquid to prevent damage to the pump.
Before being put on the line (that is, started), the pump requires an external inspection for operational readiness and lube oil servicing; additionally, valves and auxiliaries that are pertinent to pump operation must be set up.
3.5 GENERAL MAINTENANCE These pumps have been designed to simplify maintenance and make service easy. Preventative maintenance and overhauls before serious troubles occur will reduce operating costs. The following section outlines the various steps necessary for the removal and replacement of all parts. If an overhaul is required, follow the specific instructions carefully. Contact the factory if additional information is needed.
3.5.1 ROUTINE MAINTENANCE
NOTE
This schedule is a recommendation only and is intended to be amended by site experience of the prevailing conditions.
- 3-11 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
It outlines recommendations for the pump only and must be supplemented by schedules for other equipment on the package.
Table 3-2 Recommended Maintenance Schedule
Frequency TaskDaily Check suction and discharge gauges.
Check for abnormal operating conditions (high/low temperature, flows, vibration, pressures etc.)
Check motor current/driver power. Check for leakage from seals and joints. Check all lubricant levels (i.e. bearing housing oilers, seal plan 52/53, seal
supply systems) (if applicable). Check for free flow of cooling medium (if applicable). Check stand-by pump is at applicable temperature and available to start as
required. Weekly Check unit vibration.
Check operators log for loss of unit performance. Monthly Check all lubricants for contamination by sample analysis.
Check all paint or protective coatings. Check all power/instrument cable glands for tightness.
Every Six Months Change all lubricants. Yearly Check foundation fixing, bolting, grouting for looseness, cracking or general
distress. Check unit alignment against previous inspection. Check calibration of instruments.
Every Three Years Check internal condition of pump and all auxiliary piping for corrosion/erosion.
Check internal pump components for wear.
3.5.2 TROUBLESHOOTING This chart presents the probable troubles that can occur to the pump along with the probable causes and remedies for the troubles.
Table 3-3 Troubleshooting Table
TROUBLE CAUSE REMEDYInsufficient capacity and/or
pressure Suction pressure or speed too
low Open suction valve wide. Check
power supply for correct voltage
Incorrect direction of rotation. Check driver instruction book. Excessive amount of air or
vapors in the liquid Check suction system for air
leakage and correct. Vent air. Tighten flange bolts.
Foreign material in impeller Dismantle pump and remove any foreign material.
Foreign material in suction line. Dismantle suction line and remove foreign material.
DO2604-13 - 3-12 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
TROUBLE CAUSE REMEDY Mechanical Causes:
Impeller damaged by foreign material.
Broken or damaged coupling.
Dismantle pump and correct.
Pump loses prime after starting. Insufficient liquid supply. Ensure that suction valve is wide open. Check for appropriate liquid level or blocked suction strainer.
Excessive amount of air or vapor in the liquid.
Check suction system for air leakage and correct.
Clogged impeller. Dismantle pump and correct. Suction pipe clogged. Remove foreign material. Pump vibration Loose mounting or coupling
bolts. Tighten bolts.
Misalignment. Check alignment and correct. Air or gas in liquid. Vent air and check suction for
leaks. Tighten flange bolts. Incorrect Installation. Baseplate not correctly
supported along rails. Foreign material in impeller
causing unbalance. Dismantle pump and remove
any foreign material. Mechanical Causes: Shaft bent Dismantle pump and replace
part or parts causing vibration.
Pump overloads driver False overload signal. Check starter controls. Wire/connections faulty Check for hot spots in lines. Speed too high. Check driver instruction
manual. Specific gravity too high. Check rated conditions. Pump bearings seized or
rotating element binding. Dismantle pump and replace
part or parts causing seizures or binding.
Pump stops abruptly. Pump binding at running fits. Dismantle pump and realign rotor in case.
High pump thrust bearing temperature rise.
Incorrect lubrication, including inadequate cooling.
Replenish oil with correct grade lubricant and ensure proper cooling capacity.
Insufficient oil. Add oil. Contaminated oil. Drain and refill with clean oil,
change filter. Excessive seal leakage. Seal faces damaged. Replace seal faces. Pump is noisy. Cavitation. Check that pump is primed.
Check for high suction temperature, increase static head. Check for obstruction in suction line.
- 3-13 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
TROUBLE CAUSE REMEDY Loose parts. Tighten or replace defective
parts. Noise in driver. Check driver with stethoscope. Check driver instruction section for trouble shooting instructions.
DO2604-13 - 3-14 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
4. MAINTENANCE
4.1 GENERAL Avoid serious or troublesome problems by systematic maintenance checks. Study Table 3-3, “Troubleshooting Table”, as an aid to your maintenance program.
Your pump is a precision machine. Take every precaution to avoid damage or even slight burrs to the shaft bearing areas, as well as any other ground finished surface when dismantling your pump.
It should be understood that the information contained in this manual does not relieve operating and maintenance personnel of the responsibility of exercising normal good judgment in operation and care of the pump and its components.
The SVCN 7 pump incorporates a pull-out element design, so it is not necessary to remove the case, detach the suction or discharge piping, or disturb the driver, in order to perform any regular maintenance on the pump.
All part numbers referenced in parenthesis below may be indexed to the Pump Assembly drawing or the Parts List, both located in the back of this manual.
Before performing any disassembly, maintenance and/or inspection on the unit, the following steps should be taken:
WARNING When in the vicinity of caustic, corrosive, volatile, flammable, hot, cold, or otherwise hazardous liquids, wear protective clothing which is compliant with your organization’s local safety procedures.
When in the vicinity of toxic liquids or vapors, wear breathing protection which is compliant with your organization’s local safety procedures.
Do not allow sparking, flames, or hot surfaces in the vicinity of equipment which handles volatile or flammable liquids.
When venting or draining any vessel which contains hazardous fluids, ensure that the vented or drained fluid is piped to a safe collector which will prevent release of the fluid into the surrounding area.
Before performing any maintenance on the pump, the driver controls must be in the OFF position, locked and tagged to prevent operation.
Thoroughly drain and dry the baseplate before any maintenance is performed on the pump. This will reduce the risk of personnel slipping on a wet surface.
- 4-1 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
1. Tag driver controls in the OFF position.
2. Isolate pump from the suction and discharge system and any other auxiliary systems.
3. Drain all operating fluids from the pump as follows:
a. Open the case drain valve, or remove the case drain plug, and allow the case to drain.
b. Remove the bearing housing drain plug and allow the bearing housing to drain.
c. Remove seal flush system drain plug(s), or disconnect and remove seal flush piping, and allow the seal flush system to drain.
4. Deenergize and/or remove any pump monitoring equipment, auxiliary services, or other equipment which may interfere with the maintenance or create a hazard to the personnel performing the maintenance.
4.2 PACKING If your pump is equipped with packing, then operations which involve removal and installation of packing rings may be performed without a general disassembly of the pump. If you wish to repack your pump, proceed as follows:
4.2.1 PACKING REMOVAL To remove packing (if installed), remove packing gland, then pull packing and lantern ring from stuffing box with packing removal hook.
4.2.2 PACKING INSTALLATION To install packing (if installed), proceed as follows:
1. Clean shaft sleeve and packing gland thoroughly with a petroleum-base agent such as kerosene or dry cleaning solvent and allow to dry.
2. Dip packing in a lubricating liquid which is compatible with your pumpage.
3. Slide first packing ring into box as far as possible by hand.
4. Slide a split sleeve (or an equivalent number of metal rings) against packing ring; install packing gland and bottom rings by evenly tightening gland; remove gland and metal rings.
5. Slide in another packing ring with split joint 90° from that of next lower ring and repeat step 4. Continue procedure, dispensing with metal rings as necessary, until all packing rings and lantern ring are installed. Make certain that lantern ring is installed in a manner that will insure free passage of lubricating liquid to rings (see ASSEMBLY drawing).
6. Tighten packing gland snugly and allow it to set approximately 10 minutes; then loosen packing gland nuts and tighten them finger tight.
7. Rotate shaft by hand, if possible, operate pump and check for nominal leakage: 5 to 15 drops per minute is required.
4.3 DISASSEMBLY
4.3.1 HEAD-ROTOR REMOVAL 1. Disassemble and remove the coupling guard and coupling spacer.
DO2604-13 - 4-2 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
2. Place a lifting strap around the yoke of the head (85) as illustrated below. Take a strain on the strap to support the weight of the head-rotor during removal.
Figure 4-1 Lifting Head-Rotor
3. Remove the head nuts (2666A). Install two jack screws in the head (85). Tighten jack screws evenly to separate head and case.
4. Carefully withdraw head-rotor from case until impeller (34) is clear of case (37). Move the head-rotor to area where disassembly will be performed.
5. Remove the head gasket (2988A) from the case (37) and/or head (85).
4.3.2 HEAD ROTOR DISASSEMBLY 1. Place the head-rotor on blocks in the horizontal position. Secure the head-rotor to prevent
tipping or rolling.
2. Using a torch, heat the pump half-coupling to about 300°F (149°C). Then use a coupling puller to remove it from the shaft (1). Remove the coupling key (2966B).
NOTE
The impeller nut (238) or inducer (3186) has left-handed threads.
3. Bend back the ear of the impeller lock washer (3151), then remove the impeller nut (238) or inducer (3186) and lock washer. Then remove the impeller (34), impeller key (2966A), and seal spacer sleeve (599) (if installed).
CAUTION
If your pump is equipped with a hook-sleeve type mechanical seal or packing, pay close attention to the seal sleeve when moving the head-rotor and removing the shaft from the seal.
4. Rotate the head-rotor so that it rests in the vertical position with the head (85) on the bottom. Support the head with wooden blocks to prevent damage to the shaft (1).
- 4-3 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
5. If your pump is equipped with a cartridge-type mechanical seal, rotate (or slide) the mechanical seal setting plates into their groove on the shaft sleeve and secure them in place, then loosen the set screws which secure the shaft sleeve to the shaft (1).
6. Attach lifting gear to the bearing housing (2998) to support its weight and prevent it from tipping over.
7. Remove the bearing-housing-to-head cap screws.
8. Carefully lift the bearing housing (2998) away from the head (85) and place it vertically on wooden blocks. Do not allow the end of the shaft (1) to touch the floor beneath the blocks. Secure the bearing housing to prevent it from tipping.
9. If your pump is equipped with a mechanical seal, remove the seal plate nuts (2666B), then remove the mechanical seal cartridge (3213A) or seal plate and shaft sleeve. If your pump is equipped with packing, remove the packing gland, lantern ring, and packing box. Remove and discard the seal plate gasket (2988B).
NOTE
If no pumpage has gotten into bearing housing and you plan to replace just the mechanical seal, omit the remaining steps; otherwise continue to disassemble pump as outlined.
10. Pull the outboard fan (2719) off of the shaft with its O-rings (1259E).
11. Loosen lock screw and remove inboard fan (2744) from shaft (1).
12. Remove end cover cap screws and bearing housing end cover (2999B). Remove the bearing isolator rotor (3043B). Remove and discard the O-ring (1259D). If installed, remove the outer oiling ring (2889B).
13. Using a wooden mandrel, push the bearing isolator stator (3044B) out of the end cover (2999B). Remove and discard the O-ring (1259C).
14. To avoid damage to the oiling rings (2889A) (if installed), position them as shown in Figure 4-2 below.
15. Remove the shaft assembly from coupling end of bearing housing. Retain and remove the bearing isolator rotor (3043A) when the shaft is removed. Remove and discard the isolator O-ring (1259B). Place the shaft in a soft-faced vise which will allow removal of the bearings (3036A/B).
16. Using a wooden mandrel, push the bearing isolator stator (3044A) out of the bearing housing (2998). Remove and discard the isolator O-ring (1259A).
17. Release the locking tab of the thrust bearing lock washer (3150). Remove the thrust bearing lock nut (453) and lock washer.
18. The thrust and radial bearings (3036A/B) can be removed by the use of a press or puller. Both bearings should be discarded and replaced with new bearings.
DO2604-13 - 4-4 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
Bent Wire
Oiling Rings(2889A)
Oiling RingRetainer (356)
Figure 4-2 Oil Ring Positioning for Shaft Removal
19. Remove the oiling rings (2889A), then loosen the oiling ring retainer screws and remove the oiling ring retainer (356).
4.4 INSPECTION AND RENEWAL OF PARTS After the pump has been disassembled for repair or overhaul, each part should be cleaned and inspected. Any parts deemed unacceptable for further use should be replaced with new parts, unless otherwise instructed. Detailed instructions are given in the following paragraphs.
4.4.1 CLEANING
WARNING Fumes from alcohol, acetone, petroleum solvents and other such chemicals are injurious to health and may ignite from a spark. Ensure that the area where they are used is well ventilated and has a fire extinguisher nearby.
When the pump is used in a steam or water circuit, all internal parts of the pump should be cleaned with a non-petroleum-based cleaning agent such as alcohol or acetone or a steam cleaner that uses steam from demineralized water. Petroleum-based agents such as dry cleaning solvent or kerosene may be used for cleaning when the cleaning agent will dissolve in the pumped liquid without ill effect. Petroleum-based agents should be used to clean the bearing housing and associated parts.
4.4.2 INSPECTION OF PARTS The following parts must be inspected for conditions that can impair pump operation before reassembling the pump. Unusable parts should be replaced rather than repaired, except as noted below. Some items are cross-referenced to a detailed procedure.
- 4-5 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
1. Inspect all parts for cracks, corrosion, or other damage, which could lead to failure of the part.
2. All painted surfaces should be inspected and touched up as necessary.
3. Inspect all abutting machined surfaces, gasket seating surfaces, and O-ring grooves and faces. These surfaces must be perfectly smooth and free of damage, foreign matter, or corrosion. Clean or replace these parts as necessary.
4. Check shaft (1) for straightness (see paragraph 4.4.3, “Checking Shaft Straightness”, below).
5. Inspect impeller (34) for cracks, damage, or erosion. Also check the impeller bore for correct fit with the shaft (see paragraph 4.4.4, “Checking Fit Between Impeller Bore and Shaft”, below). If eroded or damaged, the impeller must be repaired or replaced before final assembly. If the impeller is repaired, it must be dynamically balanced before final assembly.
6. Inspect wearing surfaces of wear rings (26A/B, 200A/B), seal spacer sleeve (599) or shaft sleeve, and packing box bushing (610) for damage, scouring, or erosion. Also check running clearances of these parts (see paragraph 4.4.5, “Checking Running Clearances”, below).
7. If your pump is equipped with an inducer (3186), then inspect the inducer and the suction nozzle insert (2852) for excessive wear, scouring, or erosion.
8. The mechanical seal (3213A) (if installed) should be disassembled and inspected in accordance with the manufacturer’s instructions located in the back of this manual. Specifically, the stationary and rotating seal faces should be inspected for wear or cracking and replaced as necessary. When reassembling the seal, all old gaskets and O-rings should be discarded and replaced with new parts.
4.4.3 CHECKING SHAFT STRAIGHTNESS
CAUTION
Application of heat to straighten shaft will cause more distortion.
When making the check do not turn the shaft in its lathe centers. It is possible for the lathe centers of a straight shaft to be off center slightly, resulting in a false indication of a bent shaft. Set shaft in soft-faced V-blocks or precision rollers and check straightness by taking dial indicator readings all along the shaft while it is rotated. Total runout of shaft must not exceed 0.0015 in (0.04 mm). If runout is exceeded, the shaft must be cold-straightened or replaced.
4.4.4 CHECKING FIT BETWEEN IMPELLER BORE AND SHAFT NOTE
A three-point micrometer is the preferred instrument for measuring bore; a stick micrometer is its alternate. When measuring with the three-point micrometer, measure close to the keyway. With stick micrometer, measure three places at 120-degree intervals.
The fit between the impeller bore and the shaft must be correct or vibration can occur. To check the fit, use a micrometer to measure diameter of bore under thickest metal near each end of the impeller keyway and the corresponding diameter of shaft. Then subtract the diameter of the shaft from the diameter of the impeller bore and divide by two to obtain the clearance. The clearance should be
DO2604-13 - 4-6 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
0.0005 in (0.013 mm) to 0.0015 (0.38 mm). If this clearance is exceeded, the impeller should be replaced.
4.4.5 CHECKING RUNNING CLEARANCES Running clearance is determined by measuring the inside diameter of the stationary part and the outside diameter of the rotating part, then taking the difference between the corresponding measurements and dividing by two to obtain the clearance. Measurements should be taken with a micrometer and each part should be checked for trueness or roundness by taking readings 90° apart. These parts should be replaced when running clearances have increased by 50 to 100% over the design clearances listed on the Pump Assembly drawing in the back of this manual. Wear rings should be replaced in accordance with paragraph 4.4.6 or paragraph 4.4.7 below.
4.4.6 REPLACING STATIONARY WEAR RINGS OR BUSHINGS
NOTE
For replacement of the case wear ring (26A) it is recommended that the case be removed from the system and transported to a suitable work area.
To replace a stationary wear ring (26A/B) or packing box bushing (610), proceed as follows:
CAUTION
Ensure that the parent part is not damaged during removal of the wear ring.
1. Remove the wear ring retainers.
2. Remove the old wear ring by placing the parent part in a lathe and turning out the wear ring. If this is not feasible, grind through the wear ring in two places and break the ring out of the parent part.
CAUTION
Do not bind or distort the wear ring.
Ensure that the temperature of the parent part is above 70°F (21°C) before installing wear ring.
3. Subcool the new wear ring in dry ice to shrink it; then, bottom the ring squarely in the bore of the parent part by using an aluminum drift and mallet to strike evenly around the circumference of the wear ring.
4. Allow the wear ring to return to ambient temperature before proceeding. Do not use any artificial heat source, such as a torch or heat gun, to warm the wear ring.
5. Verify trueness of the wear-ring-to-part fit as outlined below, or by an equivalent technique:
a. Set up the parent part in a lathe or milling machine so that the register face of the parent part can be used as a true side for a dial indicator. The centerline of the parent part must be aligned with the centerline of the machine's table, and the parent part must be parallel with table within 0.001 in. (0.03 mm).
- 4-7 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
b. Set up a dial indicator to run on the inside diameter of the wear ring and rotate the table (or chuck). Total runout must not exceed 0.0015 in (0.04 mm).
6. Install the wear ring retainers in the same manner they were installed previously.
7. Inspect the wear ring wear surface for damage.
4.4.7 REPLACING IMPELLER WEAR RINGS
NOTE
Whenever an impeller has new wear rings installed, it must be dynamically balanced before reassembly.
To replace an impeller wear ring (200A/B) proceed as follows:
CAUTION
Ensure that the parent part is not damaged during removal of the wear ring.
1. Remove the wear ring retainers.
2. Remove the old wear ring by placing the impeller in a lathe and turning off the wear ring. If this is not feasible, grind through the wear ring in two places and break the ring off of the impeller.
CAUTION
Do not bind or distort the wear ring.
4. Heat the new wear ring to 225°F (107°C) using a torch or induction heater, then slip the wear ring into place on the impeller. Ensure that the set screw holes in the wear ring line up with the set screw holes in the impeller.
5. Verify trueness of wear-ring-to-impeller fit as outlined below, or by an equivalent technique.
a. Set impeller with wear ring face up on table of vertical lathe and parallel with face of table.
b. Align centerline of impeller (that is, centerline of impeller bore) with centerline of table using bore as true surface for dial indicator. Alignment should be within 0.001 in (0.03 mm).
c. Clamp impeller in centered and parallel position.
d. Set up dial indicator to run outside diameter of wear ring and rotate table. Total runout must not exceed 0.0015 in (0.04 mm).
6. Install the wear ring retainers in the same manner they were installed previously.
7. Inspect the wear ring wear surface for damage.
DO2604-13 - 4-8 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
4.5 ASSEMBLY
4.5.1 HEAD-ROTOR ASSEMBLY
NOTE
If you only disassembled the pump to replace the mechanical seal, and the bearing housing is still intact, then begin reassembly at step 14 on page 4-11.
1. Install oiling ring retainer (356) and oiling rings (2889A), if installed, on shaft (1). Secure retainer to shaft by tightening set screws.
CAUTION
Bearings should be heated using either a dry heat convection oven or an induction heater which slowly heats the bearing and prevents magnetizing. Do not heat bearings with a torch or oil bath.
Ensure that the thrust bearings (3036B) are assembled as illustrated in Figure 4-3 below with the wide flanges of the outer race in contact in-between the two bearings.
Figure 4-3 Thrust Bearing Assembly
2. Heat radial bearing (3036A) and thrust bearing (3036B) to 200-230°F (95-110°C) and slide them up against their shoulders on the shaft (1).
3. Install the thrust bearing lock washer (3150) and lock nut (453) as follows:
a. Slide thrust bearing lock washer onto shaft, then thread lock nut onto shaft hand tight.
b. Spin outer races of thrust bearing several times, then tighten the lock nut. The lock nut should be tightened such that the outer races of the thrust bearing do not turn independently when spun, but can be moved independently by hand.
c. Allow the thrust bearings to cool to ambient temperature.
d. Loosen the thrust bearing lock nut to hand tight, then retorque the lock nut to the torque valuespecified in table below
Table 4-1 Thrust Bearing Lock Nut Torque
SKF Bearing Designation Lock nut Torque
- 4-9 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
7312 110 ft-lb (150 Nm) 7315 210 ft-lb (285 Nm) 7319 410 ft-lb (555 Nm)
e. Mount a dial indicator on the shaft to read on the outer thrust bearing races. Runout on the outer thrust bearing races should not exceed 0.0015 in. (0.04 mm). Tap the bearing races into place with a soft-faced mallet if necessary.
f. When bearing nut has been properly tightened and runouts are within specification, bend a lock washer tab into a slot on the lock nut.
4. Lift the bearing housing (2998) and place it vertically on wooden blocks. Ensure that the blocks are high enough to not allow the end of the shaft (1) to touch the floor beneath the blocks when it is installed. Secure the bearing housing to prevent it from tipping.
5. Suspend the shaft assembly vertically for installation into the bearing housing (2998). Position the oiling rings (2889A) (if installed) on the radial bearing (3036A) and oiling ring retainer (356) to prevent damaging them as the shaft assembly enters the bearing housing. Then lower the shaft assembly into the bearing housing.
6. If applicable, install the outer oiling ring (2889B) on the shaft.
7. Coat the mating surfaces of the bearing housing (2998) and bearing housing end cover (2999B) with Loctite Gasket Eliminator 504 sealant (or equivalent). Install bearing housing end cover and evenly tighten cap screws.
CAUTION
If you have oil mist lubrication, make sure that the oil drain holes are plugged on the thrust and radial sides of the
bearing housing to allow oil mist to pass through bearings. Use 3/8”-16U NC X 0.38” long setscrew for thrust side and
¼”-20UNC X 0.25” long set screw for radial side.
8. Carefully lift bearing housing (2998) and place it in a horizontal position. Secure the bearing housing to prevent tipping or rolling.
9. Determine thrust bearing axial clearance as follows:
a. Mount a dial indicator to read on end of shaft. Push on coupling end of shaft until shaft is all the way toward impeller end; then set the dial indicator to "0".
b. Thrust shaft toward coupling end and read indicator: Repeat steps a and b to confirm reading.
c. Clearance is correct if dial indicator is between 0.001 to 0.009 inch.
d. If dial indicator indicates travels less than 0.001 in. or more than 0.009 in., correct by machining the end cover.
10. Lubricate and install new O-rings (1259A/B/C/D) on each bearing isolator rotor (3043A/B) and stator (3044A/B). Using a wooden mandrel, push each bearing isolator stator and rotor over the shaft (1) until it is seated evenly in its proper location in the bearing housing (2998) or bearing housing end cover (2999B), as appropriate.
11. Lubricate and install new O-rings (1259E) in the outboard fan (2719). Then slide the outboard fan over the shaft until it is seated in its proper position against the bearing housing end cover (2999B).
DO2604-13 - 4-10 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
12. Slide the inboard fan (2744) onto the shaft (1). Position the inboard fan approximately 0.06 in. (1.5 mm) from the bearing housing and tighten the lock screw.
13. Determine shaft and impeller wear ring runout as follows:
a. With bearing housing clamped in position, fix dial indicator to bearing housing (2998) and touch dial indicator button to shaft (1). Indicator must be fixed tightly to housing.
b. Slowly, rotate shaft and record readings at 12, 3, 6, and 9 o'clock points. Total indicated reading (TIR) shall not exceed 0.0015 in (0.04 mm). If readings are excessive, set up may not be rigid.
If runout is excessive, disassemble the bearing housing assembly and check all parts for burrs, dirt and rough surfaces. Check the register face of the bearing housing for squareness, and its bore for roundness. Ensure that the bearings are bottomed against their shaft shoulders.
c. If you disassemble the bearing housing assembly, reassemble it in accordance with the procedure outlined above.
d. Remove the dial indicator.
e. Install the impeller key (2966A), seal spacer sleeve (599) or shaft sleeve, and impeller (34).
NOTE
The impeller nut (238) or inducer (3186) has left-handed threads.
f. Install impeller lock washer (3151), then install and tighten lock nut (238) or inducer (3186), but do not bend an ear on the lock washer. The impeller must be tight against the shaft shoulder with no play.
g. Fix dial indicator to bearing housing register face or another point so that it is rigid and touch indicator button to either wear ring (200A/B).
h. Slowly, rotate shaft and record readings at 12, 3, 6, and 9 o'clock points; TIR shall not exceed 0.0015 in (0.04 mm).
i. Repeat steps f and g to verify concentricity of other wear ring.
j. If runout is excessive, check fit of impeller on shaft (see paragraph 4.4.4, “Checking Fit Between Impeller Bore and Shaft”, on page 4-6) and impeller wear ring installation (see paragraph 4.4.7, “Replacing Impeller Wear Rings”, on page 4-8).
Should you be unable to determine the cause of excessive runout, contact the nearest Flowserve Service Office.
k. Remove the impeller lock nut (238) or inducer (3186), lock washer (3151), impeller (34), impeller key (2966A), and seal spacer sleeve (599) or shaft sleeve.
14. Install a new seal gland gasket (2988B) in the face of the head (85). Install the mechanical seal cartridge (3213A), mechanical seal gland plate and shaft sleeve, or packing box and shaft sleeve on the head (85), ensuring correct orientation of the gland taps (refer to the Seal Piping drawing in the back of this manual). Install and tighten the gland seal nuts (2666B).
- 4-11 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
15. Carefully lift the bearing housing assembly to a vertical position with the impeller end down. Lower the end of the shaft through the shaft sleeve until bearing housing (2998) rests on the head (85). Ensure that the shaft sleeve is retained in place on the shaft.
16. Install and tighten the bearing-housing-to-head cap screws.
17. If your pump is equipped with cartridge-type mechanical seals, tighten the set screws which secure the shaft sleeve to the shaft (1), then rotate (or slide) the mechanical seal setting plates out of their groove on the shaft sleeve and secure them in place.
18. Install the seal spacer sleeve (599) (if installed), impeller key (2966A), and impeller (34).
NOTE
The impeller nut (238) or inducer (3186) has left-handed threads.
19. Install the impeller lock washer (3151), then install and tighten the impeller nut (238) or inducer (3186) and bend a lock washer tab to secure the nut.
20. Using a dry heat convection oven or an induction heater, heat the pump half-coupling to about 300°F (149°C). Install the coupling key (2966B) and the pump half-coupling on the shaft (1).
21. Transport the head-rotor to the case or to storage, as required.
4.5.2 HEAD-ROTOR INSTALLATION 1. Install a new head gasket (2988A) on head (85).
NOTE
Use care when installing the head-rotor to avoid damage to the head gasket (2988A).
2. Carefully lift the head-rotor and slide it into place in the case (37).
3. Install and tighten the head nuts (2666A). Torque nuts evenly in a star pattern to the torque value listed below
NOTE
Values are based on slight lubrication of threads with Neolube (graphite in isopropanol) or equivalent.
Table 4-2 Torque Values
Stud Size ft-lb Nm 5/8 in. 120 163 3/4 in. 220 298 7/8 in. 340 461 1 in. 520 705
DO2604-13 - 4-12 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
1 1/8 in. 750 1,017 1 1/4 in. 1,050 1,424
4. Ensure that the rotor turns freely by turning the shaft with a strap wrench or by hand. Make any corrections or adjustments necessary.
5. If your pump is equipped with packing, install the packing in accordance with paragraph 4.2.2, “Packing Installation”, on page 4-2.
6. Reinstall the bearing housing drain plug and fill the bearing housing (2998) to the prescribed level with fresh lubricating oil (see paragraph 3.3, “Lubrication”, on page 3-4).
7. Reinstall the coupling spacer and coupling guard.
8. Reinstall all auxiliary piping or equipment which was removed for disassembly.
9. If the pump case and driver were not disturbed during the disassembly or assembly of the pump, then perform a hot alignment check in accordance with paragraph 2.2.6, “Hot Alignment”, on page 2-13. If the case or driver were disturbed, perform a cold alignment check in accordance with paragraph 2.2.5, “Cold Alignment”, on page 2-9.
- 4-13 - DO2604-13


SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
5. PARTS ORDERING AND SERVICING INFORMATION Flowserve sales offices and other facilities are located throughout the world. Contact the sales office nearest you for sales and service or for assistance with parts and repairs. Your computerized parts list follows the addresses listed below.
When ordering parts, always identify:
- pump serial number, size, and type
- part number as shown on ASSEMBLY drawing or PARTS LIST
- part name or description of the part
- quantity required
- parts which are required to be matched with each other
It is usually best to order matched parts as a complete set. But, if desired, the factory can supply one part in a set, for example: when the impeller wearing surfaces have been refaced, the wearing ring on the mating stationary part can be supplied in undersize. In such a case, the required undersize diameter must be stated in the order.
5.1 REGIONAL SALES OFFICES USA and Canada Flowserve Corporation (Pump Division) Millennium Center, 222 Las Colinas Blvd. 15th Floor, Irving, TX 75039-5421, USA Phone: (972) 443-6500 Fax: (972) 443-6800
Latin America Flowserve S.A. de C.V. Avenida Paseo de la Reforma 30 2nd Floor, Colonia Juarez Centro Mexico, D.F.Z.C. 06040 Phone: (52) 5705 5526 Fax: (52) 5705 1125
Asia Pacific Flowserve Pte Ltd (Pump Division) 200 Pandan Loop, 06-03/04 Pantech 21, Singapore 128388 Phone: (65) 775-3003 Fax: (65) 779-4607
Europe, Middle East & Africa Flowserve Limited (Pump Division) Harley House, 94 Hare Lane Claygate, Esher, Surrey KT10 0RB United Kingdom Phone: 44 (0) 1372 463 700 Fax: 44 (0) 1372 460 190
5.2 SERVICE CENTERS (NORTH AMERICA)
- 5-1 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
Baton Rouge Service Center 3904 Windsong Dr. Baton Rouge LA, 70817 Phone: (225) 293-5780 Fax: (225) 291-8134
Greer Service Center 2431 South Highway 14 Greer, SC 29650 Phone: (864) 879-7276 Fax: (864) 879-0997
Beaumont Service Center 2920 West Cardinal Dr. Beaumont, TX 77705 Phone: (409) 842-5594 Fax: (409) 842-5958
Benicia Service Center 6077 Egret Court Benicia, CA 94510 Phone: (707) 745-3773 Fax: (707) 746-1568
Boothwyn Service Center 11 Creek Parkway Boothwyn, PA 19601 Phone: (610) 859-0700 Fax: (610) 859-0711
Brantford Service Center 15 Worthington Drive (P.O. Box 40) Brantford, Ontario, N3T 5M5 Phone: (519) 753-7381 Fax: (519) 753-0845
Cleveland Service Center 6250 Halle Drive Cleveland, OH 44125 Phone: (216) 524-6155 Fax: (216) 524-3830
Chicago (West) Service Center 1400 Powis Court West Chicago, IL 60185 Phone: (630) 762-0245 Fax: (630) 762-8994
Vancouver Service Center 10400 NE 13th. Avenue Vancouver, WA 98686 Phone: (360) 573-5211 Fax: (360) 574-7656
Rancho Dominguez Service Center 1909 East Cashdan Dominguez Hills, CA 90220 Phone: (310) 608-4500 Fax: (310) 608-4540
Fairfield Service Center 142 Clinton Road Fairfield, NJ 07004 Phone: (973) 227-4565 Fax: (973) 227-6615
Greer Service Center 2431 South Highway 14 Greer, SC 29650 Phone: (864) 879-7276 Fax: (864) 879-0997
Houston Service Center 6832 Wynnwood Lane Houston, TX 77008 Phone: (713) 868-6666 Fax: (713) 868-6630
Leduc Service Center 4405-70th. St. Leduc, Alberta, T9E 7E6 Phone: (708) 986-7100 Fax: (708) 986-4854
Moosic Service Center Rocky Glen Road (P.O. Box 3055) Scranton, PA 18505 Phone: (570) 451-2200 Fax: (570) 451-2280
Sarnia Service Center 235 Henry Drive RR #4 Sarnia Ontario, N7T 7H5 Phone: (519) 336-3614 Fax: (519) 336-7410
Woodbridge Service Center 120 Vinyl Court Woodbridge, Ontario, L4L 4A3 Phone: (905) 856-1140 Fax: (905) 856-2010
Tampa Service Center 6405 Badger Drive Tampa, FL 33610 Phone: (813) 621-8869 Fax: (813) 621-1274
DO2604-13 - 5-2 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
- 5-3 - DO2604-13

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
5.3 INTERNATIONAL OFFICESEUROPE
Austria Industriestrasse B/6 A-2345 Brunn/GEB. Brunn Austria Phone: (43) 2236-31530 Fax: (43) 2236-33430
Belgium Göteborgweg 6 2030 Antwerp Belgium Phone: 32 3 5423649 Fax: 32 3 5441758
France (Arnage) Route d’Angers, 72234 Arnage Cedex, Arnage France Phone: 33 2 43405775 Fax: 33 2 43405817
France(Orleans) 21, Rue de La Mouchetiere, Parc d’ Activities d’Ingre 45240 Saint Jean de La Ruelle (Orleans) France Phone: 33 2 38708404 Fax: 33 2 38430092
Germany (Hamburg) Friedrich-Ebert-Damm 105 22047 Hamburg, Germany Phone: 49 40 69689 263 Fax: 49 40 69689 480
Germany (Leipzig) Auenallee 3 06254 Zweimen, Leipzig, Germany Phone: 49 346 3881817 Fax: 49 346 3881820
Italy (Augusta) Contrada Cozzo delle Forche 99011 Augusta (SR) Italy Phone: 39 0931 511326 Fax: 39 0931 511304
Italy (Caserta) S,S, 87 – Km. 19 81025 Marcianise (Caserta) Augusta Italy Phone: 39 0823 634232 Fax: 39 0823 634218
Italy (Desio) Via Rossini, 90/92 20033 Desio (Milan) Italy Phone: 39 0362 612251 Fax: 39 0362 628882
The Netherlands (Etten-Leur) Parallelweg 6 4878 AH Etten-Leur Netherlands Phone: 31 76 5028360 Fax: 31 76 5028359
Spain (Arganda) Cía Ingersoll-Dresser Pump S.A. Ctra. NIII Km. 24.300 28500 Arganda del Rey, (Madrid) Spain Phone: 34 91 876 07 50 Fax: 34 91 871 57 04
Spain (Coslada) Cía Ingersoll-Dresser Pump S.A. Avda Fuentemar 26-28 Pol 28820 Coslada (Madrid) Spain Phone: 34 91 660 46 00 Fax: 34 91 669 35 29
Spain (Tarragona) FLS S.A. / Pol. Industrial Riu Clar Crtra Tarragona-Constantí Parcela 155B Nave 4 43006 (Tarragona) Spain Phone: 34 977 54 44 00 Fax: 34 977 55 52 72
United Kingdom (Ellesmere Port) Unit 2, Inward Way, Rossmore Business Park, Ellesmerfe Port South Wirral L65 3EN, United Kingdom Phone: 44 151 3560555 Fax: 44 151 3556222
LATIN AMERICA
DO2604-13 - 5-4 -

SVCN 7 INSTALLATION, OPERATION, & MAINTENANCE
Mexico (Monterrey) Productividad # 200, Parque Industrial Promofisa CD. Guadalupe, N.L. C.P.67110 Mexico Phone: 528-327-5926 Fax: 528-327-5815 Mexico (Santa Clara) Santa Clara, Edo. De Mexico 55540 Ecatepec, Edo. De Mexico Phone: 525-699-9999 Fax: 525-788-0204
Mexico (Vera Cruz) AV. Del Puente No.157, COL. Las Americas 96480, Caotzacoalcos, Vera Cruz Mexico Phone: 525-921-5-2682 Fax: 525-921-5-2890
Venezuela (Maracaibo) AV.69 No. 149B-155, Zona Ind. 2 Etapa, Maracaibo, Estado Zuila, Venezuela Phone: 58-61-362653 Fax: 58-61-361771
Venezuela (Punto Fijo) AV. Raul Leoni. Edif. Trattoria D’Enzo, 1er Piso. Oficina 5 Punto Fijo, Estado Falcon, Venezuela Phone: 58-69-46-7744 Fax: 58-69-46-5544
Venezuela (Puerta La Cruz) AV. Las Flores. Centro Profesional Fabian, Piso 9. Oficina 94 Puerta La Cruz, Edo Anzoategui,
Venezuela Phone: 58-81-67402 Fax: 58-81-673677
MIDDLE EAST
United Arab Emirates Flowserve AL Mansoori Services C/O AL Mansoori Compound Corniche Road Mussafah, P.O. Box 26443 Abu Dhabi, U.A.E. Phone: 971-2-5542464 Fax: 971-2-5542169
Saudi Arabia P.O. Box 209 AL-Khobar 31951, Saudi Arabia Phone: 965-3-857-3146 Fax: 965-3-859-5284
ASIA / PACIFIC
Singapore 12 Tuas Avenue 20 Singapore 638824 Phone: 65-862-3333 Fax: 65-862-2701
- 5-5 - DO2604-13