Embed Size (px)
Citation preview

VIM 100 to V IM 3000
VIMVacuum I nduct ion Melt ing and Cast ing Furnaces
2
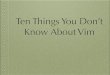
Vacuum induction melting is one of the mostcommon processes in secondary metallurgy. It makes possible the effective degassing ofthe melt and precise adjustment of alloy composition.
The application of vacuum in the inductionmelting process is indispensable for theproduction of high purity metals that reactwith atmospheric oxygen. The vacuum meltingprocess limits the formation of non-metallicoxide inclusions that are responsible for premature part failure.
Particularly critical applications such as jetengine parts demand the production of alloyswith a very low concentration of undesiredvolatile trace elements.
Applications:n Special steels, superalloys and
nonferrous alloysn Semi-finished products, such as:
Electrodes for remelting Ingots for wrought productsBar stock for investment casting
Final Products are used for:n Aerospacen Power generationn Electronicsn Chemicaln Medicaln Automotive
Vacuum Induct ion Mel t ing and Cas t ing: Indispensable for High Pur i ty Meta lsVIM Process Characteristics:
n Environmental friendlyn High flexibility and versatilityn Fast process changen High efficiency due to optimum refiningn Close compositional tolerancesn Precise temperature controln Removal of undesired elements
Vacuum induction melting enables an extremelyprecise adjustment of the alloy compositionand melt homogenization since
n melt temperature,n vacuum,n gas atmosphere,n pressure andn kinetics
can be adjusted independently.Several casting processes can be combined with VIM technology.
Melting/Refining Casting

3
Vacuum Induct ion Mel t ing enables a precise adjus tment of the al loy composit ion and melt homogenization of the “Master Al loy”.
Ind ispensable for High Pur i ty Meta lsCurrent processing route for products cast from VIM furnaces
Beside the Primary VIM Melting of the so called “MasterAlloy” further treatment and process steps are necessary to achieve the required physical, chemical and structuralproperties of the specific material.
Bar Stock, Ingots, Electrodes Final Products
ALD proprietary Technologies

4
ALD Vacuum Induction Melting and Casting: V IM Systems
VIM V3 Two-chamber system with one turntable for shortingots and another for long ingots. Lock withheated launder.
VIM Systems – Tailored to SolveCustomers’ Needs
ALD specializes in developing and implementingsystem designs tailored to customer specificneeds. From analyzing your needs to design, planning, engineering, construction, startup,we can do a customized job. Availabe for allVIM furnaces are:
n Additional induction coils for different melt materials and crucible sizes
n Ingot/mold turntable or rectangular car for pouring into several molds
VIM V2Single-chamber system with turntable. Chamber is opened for loading and unloadingafter each melt.
VIM-VIDPSpecial compact VIM furnace design withtiltable melt chamber: various casting systems can be adapted.
Refining/DegassingCharging Melting
n Vacuum locks for chargingn Temperature measurement and samplingn Inertgas purgingn Electromagnetic stirringn Vacuum-pumping systems specially
tailored for metallurgical usen Melting power-supplies using medium
frequency with modern transistor and thyristor converter
We do not only turn out standard products butsolve process-engineering and metallurgicalrequirements.
We offer a variety of basic versions:n VIM-VIDP
Special compact VIM furnace designn Ingot or continuous casting
VID, VIDEST (Destillation)VIDP - HCC (Horizontal continuous casting)
n VIM V2 Single chamber
n VIM V3 thru V12Multiple chamber designs with modular construction

VIM Systems
The VIM process : ALD solves process -engineer ing and metallurgical requirements.
VIM V5 Two-chamber system with large mold chamber, separated by vacuum-lock gates with mold cars.
VIM 11 Two-chamber system with large mold chamber, separated byvacuum-lock gates with mold cars.
5
Temperature measurement/Sampling Tapping into launder/tundish Casting into mold
VIM 12The VIM furnace one chamber system with horizontal melt chamber and moveable sidedoors for crucible coil service.
VIM V9Multi-chamber system with a compact movable mold chamber andturntable. The two chambers are separated by a casting valve.

6
ALD VIM Furnace References
25t VIM V5 Special Metals Corporation, Huntington, WV, USA
Melt/cast chamber with separate mold chamber for production of superalloys.
4/6 t VIM V6 Vacuumschmelze, Hanau, Germany
Production of Fe-Ni based electric/magneticmaterials. Multi-chamber system with a compactmovable mold chamber. Horizontal melting pot with a laterally movable door and furnace insert. Hydraulic tilting device and power cablesare arranged outside the vacuum.
1
2
3
1 Melting/Cast Chamber2 Charging Chamber3 Control Room
7
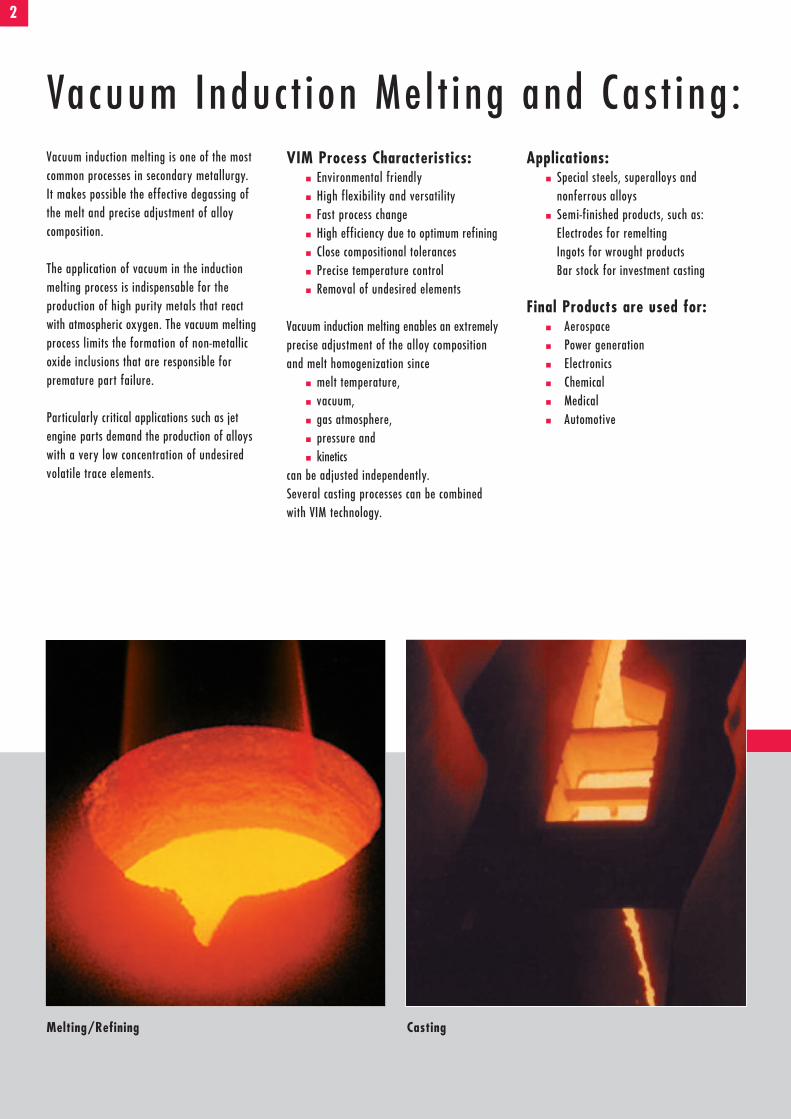
12 t VIM V6Baoshan, Shanghai No. 5 and Dongbei, Fushun Special Steel
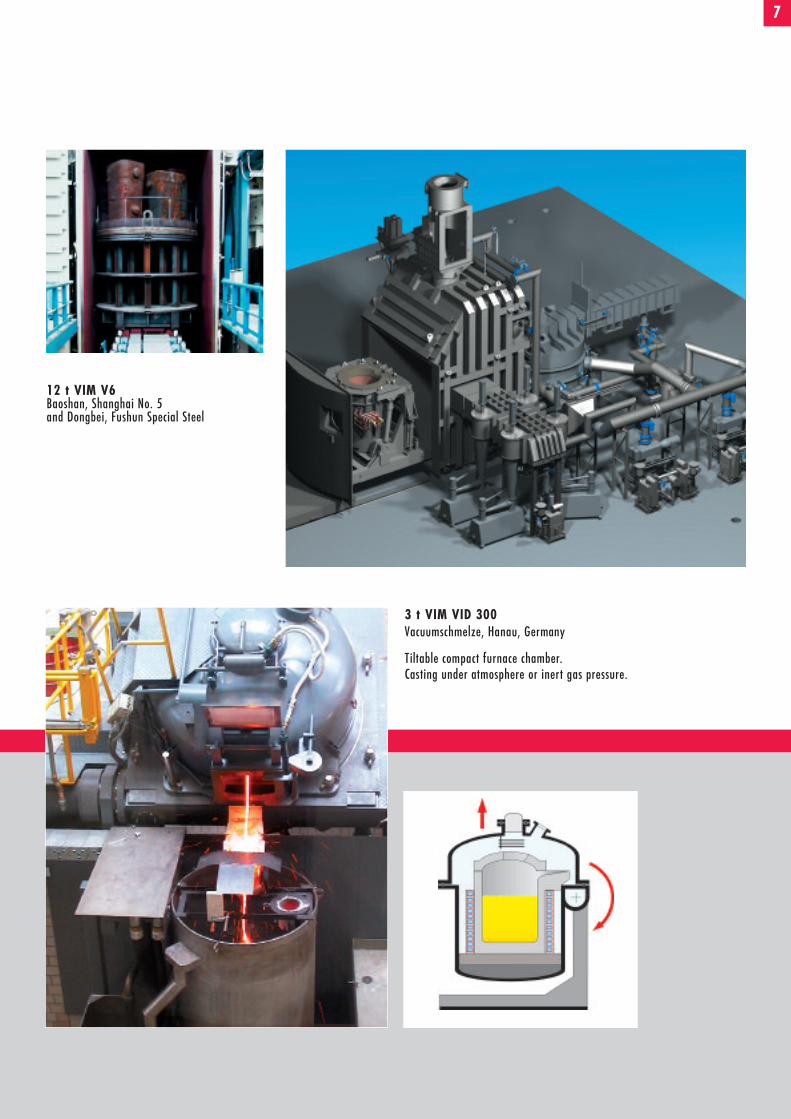
3 t VIM VID 300Vacuumschmelze, Hanau, Germany
Tiltable compact furnace chamber. Casting under atmosphere or inert gas pressure.

Melt Homogenization, Melt Stirring
3-Phase, 50 Hz Electromagnetic Stirringn Homogeneity
Chemical CompositionMelt Temperature
n Increased yield of adding volatile elementsn Shorter Degassing Time
E ssent ia l Features : C leanl iness , Homogenizat ion, Reproduc ib i l i ty, Preheat ing
8
Process Reproducibility/Control
PC/PLC-Control and Automation
Exact Process Controln Melt Bath and Pouring Temperaturesn Vacuum Conditionsn Leak-up Rate Controln Cooling Water Conditionsn Data Acquisitionn Maintenance Diagnostic Systemn Energy Managementn Melt-Trend Analysisn Pouring Weight
All relevant Process Steps are monitored via Video CamerasOperation of the Process primarily from the Control Room
Electromagnetic stirring
Improvement in Oxide Cleanliness
Removal of non-metallic inclusionsn Soft rinsing of inert gas through the
meltn Agglomeration at the cruciblen Flotation and agglomeration in a
transfer hot launder with slag barriers (dam and weirs)
n Additional ceramic filter – pore size 20-50 ppi
Above: Pre-heated transfer launder with barriers and filters for removal of inclusions
Left: Transfer launder with dam and weirs

9
Coil assembling Inhouse manufacturing ofcustomized induction coils
zat ion, Reproduc ib i l i ty, Preheat ing
Process Contro l : The “State - o f - t he - Ar t” ensures highes t degrees of reproducibil i ty.
Process Automation – “State-of-the-Art” with RemoteOperation and Data Logging
Proprietary Induction Coils for Vacuum Applications
n Manufactured inhousen Highly efficient and robust designn Special vacuum insulationn Extensive testing procedures
Highly customized Coil Design
n for different crucible sizes (prefired or rammed or bricked crucible)
n to different melt materials
Vacuum preheating of a VIM-VIDP Crucible Furnace
Corona test: special insulation test for vacuum applications

1
2
3
47
6
5
8
ALD VIM–VIDP Des ign
10
1 VIM-VIDP melting chamber2 Mold chamber3 Charging device4 Launder chamber5 Temperature measurement and
sampling device6 Vacuum system7 Power supply8 System control desk
Tiltable melting chamber with transfer launder and separate casting chamber
VIM-VIDP Advantages:
n Small Furnace Volume and lowest Desorption Rate (1:10 compared to chamber type)
n Small Vacuum Pumping System
n Fast Furnace Change < 1 hr between heats with hot crucible
n High Productivityn High Flexibilityn Power Cables and Hydraulic Lines
outside the melting chamber, no leakage risk

11
16 t VIM-VIDP 2000Böhler Edelstahl, Kapfenberg, Austria
2 t VIM-VIDP 400Advanced Technology & Materials (AT & M) Beijing, China
ALD VIM–VIDP References
20/30 t VIM-VIDP 3000 Thyssen Krupp VDM, Unna, Germany

Technical Data
W00
31.1
20.0
1e/1
2.01
/200
5/St
ALD Vacuum Technologies GmbHWilhelm-Rohn-Strasse 35D-63450 HanauTel.: +49 (6181) 307 - 0Fax: +49 (6181) 307 - 32 90
e-mail: [email protected]: www.ald-vt.de
JapanALD Thermo Technologies Far East Co., Ltd.6F. Shinjuku Nomura Bldg.1-26-2 Nishi-Shinjuku, Shinjuku-KuTokyo 163-0558Phone +81 (3) 3340 - 37 26Fax +81 (3) 3340 - 37 27
ChinaALD China Liaison Officec/o C&K Development Co., Ltd.Rm. 1102, South Office TowerHong Kong Plaza283 Huai Hai Zhong Rd. ShanghaiPhone +86 (21) 6385 - 55 00Fax +86 (21) 6384 - 03 11
USA / CanadaALD Vacuum Technologies, Inc.18, Thompson RoadEast Windsor CT 06088Phone +1 (860) 386 72 - 27 Fax +1 (860) 386 72 - 20
Great BritainALD Vacuum Technologies Ltd.First Floor276 High StreetGuildford, Surrey GU 1 3JLPhone +44 (1483) 45 - 44 34Fax +44 (1483) 30 - 66 41
Characteristic Units VIM VIM VIM VIM VIM VIM VIM VIM100 200 400 800 1000 1400 2000 3000
Crucible sizeCapacity (based on Ni) (metric tons) 1 2 4 6 8 12 24 30
Typical cycle timesNi-Co base alloy (h) 3-4 3-4 4-5 6-8 6-8 6-8 6-8 8-10Fe base alloys/special steels (h) 2-5 2-5 3-4 3-6 3-6 3-6 3-6 6-8
Mold/Ingot size According to customer specificationand combination
Operating pressureWith mechanical pump set (mbar) 10-1–10-2 10-1–10-2 10-1–10-2 10-1–10-2 10-1–10-2 10-1–10-2 10-1–10-2 10-1–10-2
With oil booster pump set (mbar) 10-2–10-3 10-2–10-3 10-2–10-3 10-2–10-3 10-2–10-3 10-2–10-3 10-2–10-3 10-2–10-3
Recommanded Power Supply for MeltingMF power at 600 V output (kW) 530 750 1500 2000 2400 3000 4000 5000Frequency (KHz) 250 – 500
Electr. connected Loads incl. Vacuum Pumping Unit (kVA) 200 200 250 250 250 300 300 350Line-voltage data According customer mains
Cooling WaterTotal consumption (∆t=10 °C) (m3 x h-1) approx. 80 approx. 120 approx. 200 approx. 250
Floor areaLength (L) x Width (W) L x W (m) 10 x 10 12 x 10 14 x 14 25 x 16Height (m) 8.5 9.5 10 12
RecommendedCrane capacity (metric tons) 15 15 20 30 30 50 60 70