Embed Size (px)
Citation preview

WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Dual Solidification Process of BN-350 Liquid Radioactive Waste Using High Technology Polymers and Newly Designed Encapsulation Techniques – 15198
Anatoliy Galkin *, Igor Yakovlev **, Nadezhda Bachilova *, Alexander Klepikov *, Aleksandr Blynskiy *, Turginbek Tolebayev ***, A. Abdulgalieva ***, Anatoliy Ivanov **, Dennis Kelley
****, Artem Gelis *****
* Nuclear Technology Safety Center
** MAEC-Kazatomprom LLP
*** Al-Farabi Kazakh National University
**** Pacific Nuclear Solutions
***** Argonne National Laboratory
ABSTRACT
Application of high technology polymers manufactured by Nochar, USA, for treatment of liquid radioactive waste (LRW) have demonstrated good results at test sites worldwide. At the BN-350 site (Actau, Kazakhstan), tests were conducted successfully on contaminated oil, alkaline and salt containing LRW. This paper describes the results of a joint research investigations carried out by the group of Kazakhstan and American specialists on immobilization of Nochar polymers, saturated with LRW into solid matrix complying with regulatory requirements for long term storage and/or disposal. Results of investigations carried out on selection of some materials based of sulfur composite and geocement stone for encapsulation and/or solidification of the polymers with LRW are presented in this paper.
INTRODUCTION
There are two significant waste issues for the BN-350 fast breeder reactor located in Aktau, Kazakhstan, which has been transferred to 50 years SAFESTOR status. Both issues involve the management, treatment and storage of liquid radioactive waste. The first issue involves the handling of metallic sodium coolant. Sodium coolant was converted into sodium hydroxide at the sodium processing facility (SPF) after the volume reduction of cesium by using cesium traps. SPF is currently in operation which has led to the development of a new solidification technology for sodium hydroxide called geocement matrix. The technology of sodium hydroxide immobilization is a geocement matrix comprised of chip materials such as blast furnace slag, caolin clay and bergmeal (diatomite). This technology was developed under a joint project (K-970) with the International Science and Technology Center, Moscow, in 2007 and presented at Waste Management 2008 [1]. The matrix is capable of isolating radionuclides, predominately Cs-137, thereby preventing its release into the environment during long term storage or disposition.
The second issue involves the accumulation of LRW during the operation life of the BN-350 reactor. The LRW streams include contaminated pump oil, alkali, high content salt solutions and slurry which have been stored in six above-ground tanks following evaporation. Long term storage of LRW in tanks expose hazardous and environmental threats due to tank wall corrosion which could lead to leaks. The design and construction of the liquid radioactive waste processing facility (LRWPF) is planned to begin operation in the near future; however, a sizable portion of LRW cannot be processed through the LRWPF because cementation technology will be used for encapsulation. Some of the waste streams are incompatible with cementation.
1
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
In pursuit of new options to treat some of the LRW streams, a high technology polymer manufactured by Nochar, USA, was selected for a solidification test program. These polymers have demonstrated good results at nuclear sites worldwide. At the BN-350 site, tests were conducted successfully on contaminated oil, alkaline and salt containing LRW. An ongoing test and research program is underway at BN-350 under a two year ISTC project (K-2057) that commenced in May, 2013, under the U.S. Department of Energy’s Global Initiatives for Proliferation Prevention program. Argonne National Lab is the lead U.S. DOE lab and Pacific Nuclear Solutions is the lead U.S. industrial partner.
In addition to the extensive test work involving the absorbing of LRW with polymers, work is underway to evaluate two newly designed techniques that capable to immobilize the polymer with LRW and create a final matrix that will comply with requirements for long term storage and/or disposal. It is obvious that polymers saturated with LRW do not meet the requirements for hardened waste as they represent hydrophilic gels (jelly) with zero strength. Therefore, to accommodate long-term storage, these polymers shall be immobilized into a solid and water-resistant matrix. A mixture of geocement was proposed to use as the matrix. Using a geocement stone as a matrix is of particular interest since it is planned to process sodium of BN-350 primary circuit into geocement stone (GCS) and additional use of GCS as a matrix for immobilization of LRW would significantly simplify and reduce the cost of LRW processing problem.
The immobilization and encapsulation technologies are 1) geocement with components of diatomite, kaolin clay, and blast furnace slag and 2) sulfur composite that is a new, innovative design. Experimental results on the immobilization of LRW with polymers into the geocement and sulfur composite matrices showed:
Polymer # 910 saturated with active LRW – pump oil can be immobilized successfully into both the geocement and sulfur composite matrices, meeting all of the regulatory requirements for long term storage and or final disposal.
Both matrices combined with polymer # 960 saturated with active LRW – salt and alkaline solutions, failed water resistance tests.
Experiments on immobilization of Nochar polymers with LRW into geocement matrix are described in our papers published earlier [2,3].The samples obtained with Nochar #910 polymer have shown good results on mechanical strength, leaching and water resistance, but the samples with Nochar #960 didn’t sustain the leaching and water resistance tests.
Preliminary experiments conducted on immobilization of Nochar #910 polymer saturated with LRW ( oil) into sulfur composite matrix have shown the mechanical strength, values several times higher than that required by regulatory requirements. Water resistance and leaching ability also showed the values lower than required by regulatory documents.
Two ways are foreseen for solving the problem of Nochar #-960+LRW management:
Selection of advanced materials for encapsulation that comply with regulatory requirements
Burning at moderate temperatures to avoid the thermal sublimation of Cs-137 and Sr-90 followed by immobilization into geocement and sulfur composite matrices.
Both options are considered in this paper.
EXPERIMENTAL TECHNIQUE
Research methods and equipment
2
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Optimization of compositions and research of properties of sulfur composite and geocement materials were carried out using the following physical and mechanical methods:
The specific surface of fillers was determined using PSH-4 device. Bulk density of fillers was determined according to GOST 8269.0-97 "Crushed rock and gravel from dense rocks and industrial waste products for construction works. Methods for physical and mechanical tests".
The average density of sulfur and geocement materials of different compositions was determined based on the requirements of GOST 12730.1-78 "Concrete. Methods for determination of density"and GOST 10181.1-81 "Concrete mixtures. Methods for determination of density".
Compressive and bend strengths of sulfur composite and geocement materials were determined on sample-cubes with geometric dimensions 20x20x20, 70x70x70 mm and sample-bars 40x40x160 mm. For our test we used hydraulic press of "Mastek" company.
.
Figure 1. Hydraulic testing press of “Mastek” type
Chemical resistance of sulfur composite and geocement materials was assessed by a change of compaction strength limit of the samples after a certain time of exposure in water environment. To simulate the atmospheric and underground water impact we used drinking water with pH = 6-7
Frost resistance of sulfur radiation-resistant composites was determined in accordance with the requirements of GOST 10060.0-95 "Concrete. Methods for determination of frost resistance" on the samples with the size of 20x20x20 mm. Freezing temperature applied was minus 18 ± 2°C and the test mode: freezing time - 3.5 hours, defrost time - 3.0 hours.
3
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Research of the structure of radiation-resistant composites was performed by x-ray method. Ionization radiographs were taken using the diffractometer "DRON-3.0" in the range of Bragg angles 0 from 5 to 35°. There were used copper anode and nickel filter. Speed of rotation of the goniometer was 1 deg/min. When determining the phase composition of researched radiation-resistant composites there was compared a set of interplanar spacings corresponding to them and intensities of the corresponding lines of radiographs with the data for the reference substances. The intensity was determined from the peak heights above the background.
The microstructure of radiation-resistant sulfur composites was studied by the scanning electron microscopy method.
Thermal analysis of polymer samples saturated with LRW was carried out by determining the temperature characteristics by the method of differential thermal analysis (DTA).
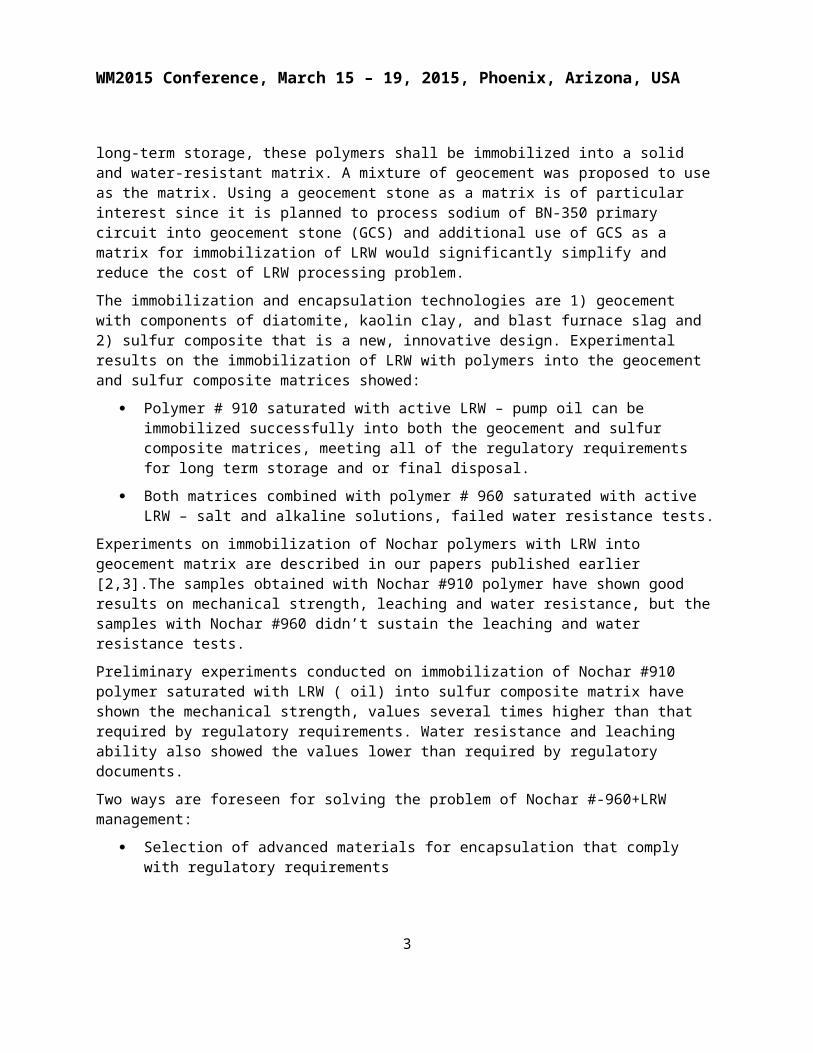
Samples of prepared according to various formulations have been tested for the following parameters (based on the state standards) represented in Table 1:
Table 1. Requirements to materials for LRW immobilization and encapsulation
Requirement to material Value Method of testing
Leaching rate (for Cs-137),
g/(cm2 day), (not more than)
1·10-3 Pursuant to GOST 29114
Mechanical strength (ultimate limit under
compression), MPa (kg/cm2), not less than
4,9(50) Pursuant to GOST 310.4
Radiation stability under irradiation, (Gr) 1·106 Variation of strength
Frost resistance (number of freezing /melting cycles),
not less than)30 Pursuant to GOST10060.1
Resistance to durable stay in water, days 90 Variation of strength
The following components were used in experiments on geocementation:
granulated blast-furnace slag and construction lime subjected to mutual grinding until the specific surface of not less than 3500 cm2/g has been achieved. Bulk density of slag-lime mixture was 1,1 g/cm3
enriched kaolin of Alekseevskoe deposit (Central Kazakhstan) dried up to 1% of residual moisture used as a clay mineral. Chilean mills have provided the production of homogeneous loose mass and fineness of grinding not more than 10% of residue on the screen No.008.
diatomite of Mugodzhar field (Aktuybinsk, Kazakhstan) used as mineral admixtures. Diatomite, consisting of diatomite shells for over 50% and containing over 70% of soluble silica, of a high
4

WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
porosity, low bulk density and high absorbency properties characterized by enhanced selectivity to cesium and strontium ions. Natural diatomite was dispersed down to complete pass through the sieve 0.14 (70-74 μm).
35% sodium hydroxide modeling the primary sodium processing product
Nochar polymer # 910 saturated with real oil LRW(1:3)
Nochar polymer # 960 saturated with real LRW (1:3) salt solution of 450g/l, 150g/l, and 2%NaOH concentrations
Experimental results and discussion
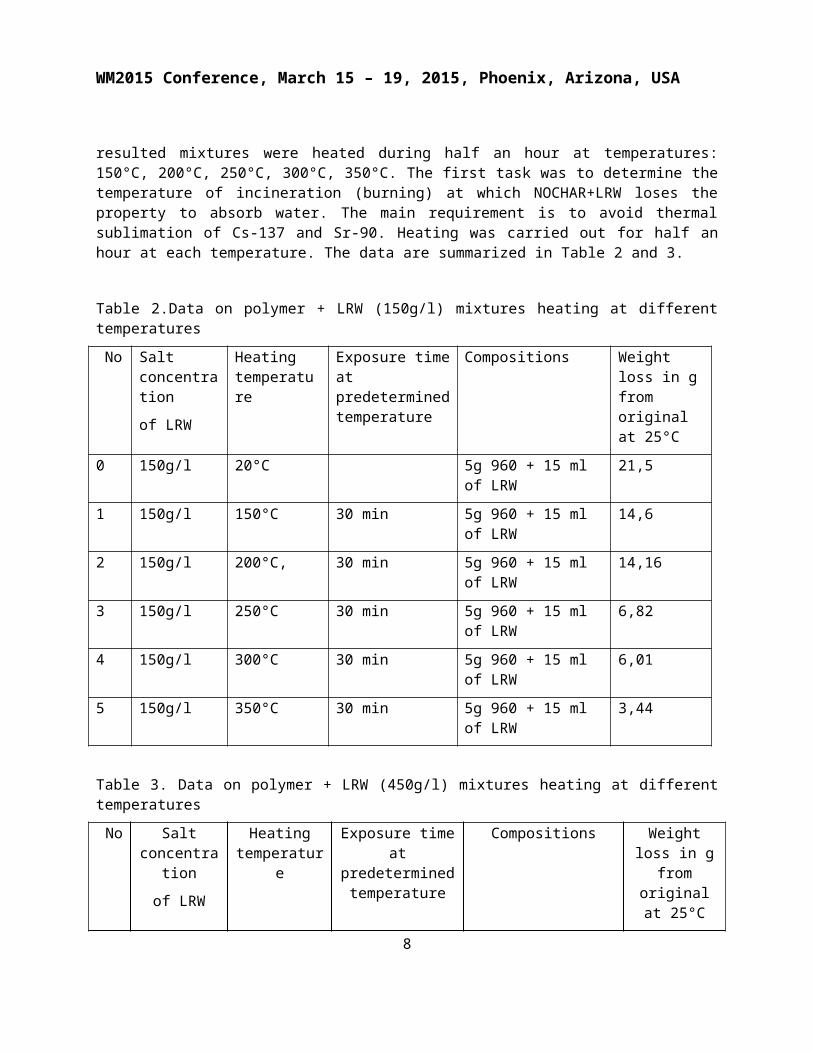
As based on the results of previously performed experiments the polymer 910 saturated by LRW (oil) proved to be “satisfactory” in terms of the requirements for testing samples after immobilization into GCS and sulfur composite, the main attention was paid to the work with the polymer 960 saturated by LRW (saline solutions), which continues to absorb water being in GCS and sulfur composite, which leads to destruction of samples. Guiding by the requirements to reduce the temperature, there was arisen an idea to determine the minimum temperature when the polymer 960 saturated by LRW would lose its properties so that further on it quits absorbing water and becomes technologically “satisfactory” as well for further immobilization into GCS and sulfur composite. For this purpose, the polymer 960 was saturated by LRW of two saline solutions 150 g/l and 450 g/l. The resulted mixtures were heated during half an hour at temperatures: 150°С, 200°С, 250°С, 300°С, 350°С. The first task was to determine the temperature of incineration (burning) at which NOCHAR+LRW loses the property to absorb water. The main requirement is to avoid thermal sublimation of Cs-137 and Sr-90. Heating was carried out for half an hour at each temperature. The data are summarized in Table 2 and 3.
Table 2.Data on polymer + LRW (150g/l) mixtures heating at different temperatures
No Salt concentration
of LRW
Heating temperature
Exposure time at predetermined temperature
Compositions Weight loss in g from original at 25°С
0 150g/l 20°С 5g 960 + 15 ml of LRW
21,5
1 150g/l 150°С 30 min 5g 960 + 15 ml of LRW
14,6
2 150g/l 200°С, 30 min 5g 960 + 15 ml of LRW
14,16
3 150g/l 250°С 30 min 5g 960 + 15 ml of LRW
6,82
4 150g/l 300°С 30 min 5g 960 + 15 ml of LRW
6,01
5 150g/l 350°С 30 min 5g 960 + 15 ml of 3,44
5
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
LRW
Table 3. Data on polymer + LRW (450g/l) mixtures heating at different temperatures
No Salt concentration
of LRW
Heating temperature
Exposure time at predetermined temperature
Compositions Weight loss in g from
original at 25°С
0 450g/l 20°С 5g 960 + 15 ml of LRW 23,3
1 450g/l 150°С 30 min 5g 960 + 15 ml of LRW 18,9
2 450g/l 200°С, 30 min 5g 960 + 15 ml of LRW 18,46
3 450g/l 250°С 30 min 5g 960 + 15 ml of LRW 10,94
4 450g/l 300°С 30 min 5g 960 + 15 ml of LRW 10,80
5 450g/l 350°С 30 min 5g 960 + 15 ml of LRW 2,69
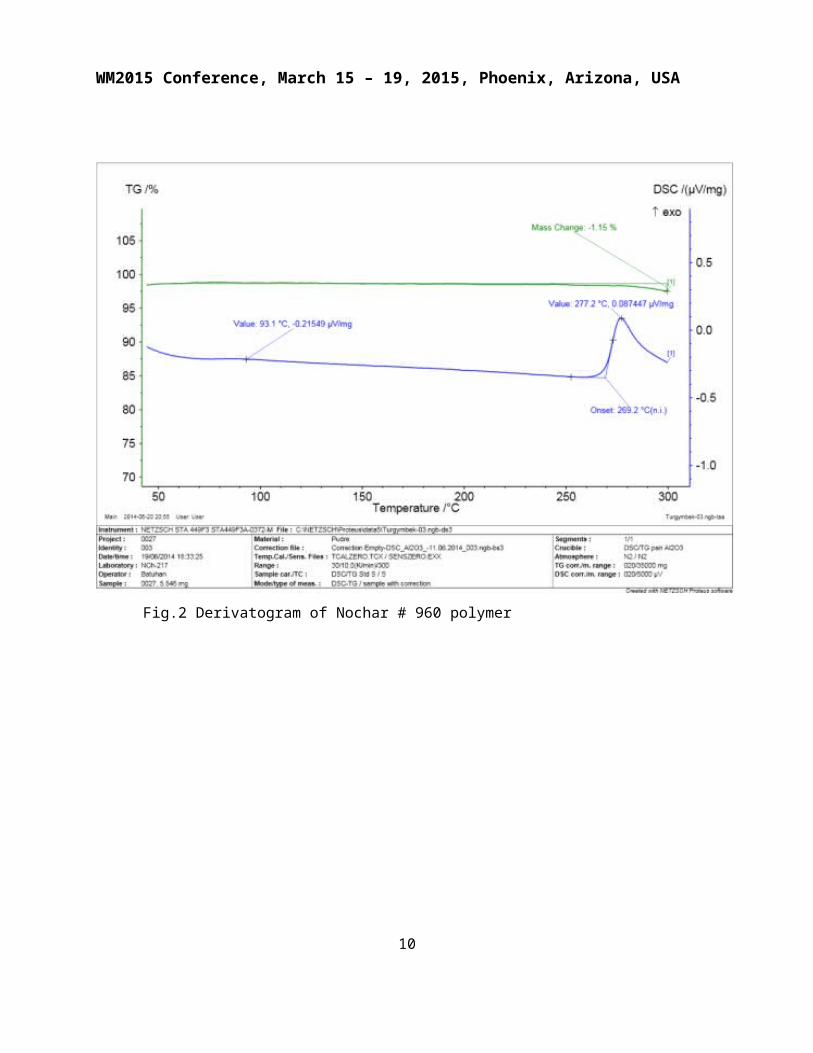
For comparison we present the derivatograms of polymer # 960 saturated with LRW (450 and 150 g/l). Unfortunately we doesn’t know Nochar polymers composition, but nevertheless we can see general tendencies. Derivatogram of Nochar #960 polymer is presented in Fig 2. Derivatograms of Nochar #960 polymer saturated with LRW (salt solutions 450g/l and 150 g/l) are shown in Fig. 3 and Fig. 4 correspondingly.
6
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Fig.2 Derivatogram of Nochar # 960 polymer
7
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
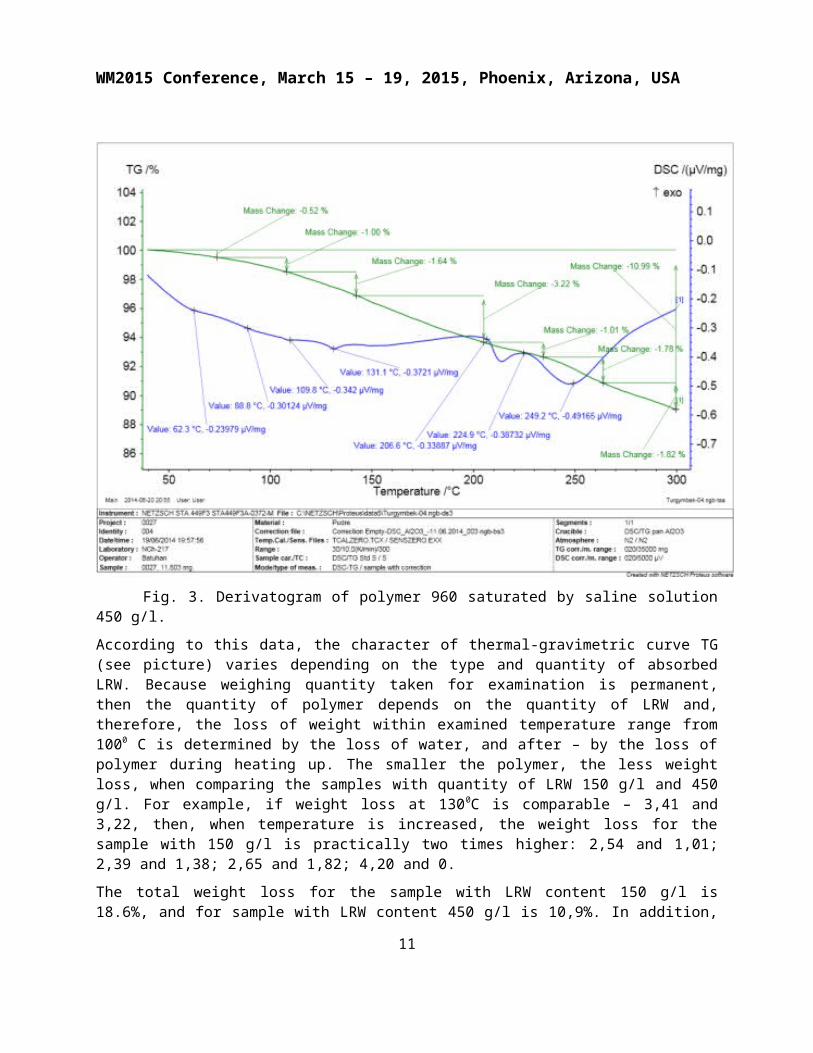
Fig. 3. Derivatogram of polymer 960 saturated by saline solution 450 g/l.
According to this data, the character of thermal-gravimetric curve TG (see picture) varies depending on the type and quantity of absorbed LRW. Because weighing quantity taken for examination is permanent, then the quantity of polymer depends on the quantity of LRW and, therefore, the loss of weight within examined temperature range from 1000 С is determined by the loss of water, and after – by the loss of polymer during heating up. The smaller the polymer, the less weight loss, when comparing the samples with quantity of LRW 150 g/l and 450 g/l. For example, if weight loss at 1300С is comparable – 3,41 and 3,22, then, when temperature is increased, the weight loss for the sample with 150 g/l is practically two times higher: 2,54 and 1,01; 2,39 and 1,38; 2,65 and 1,82; 4,20 and 0.
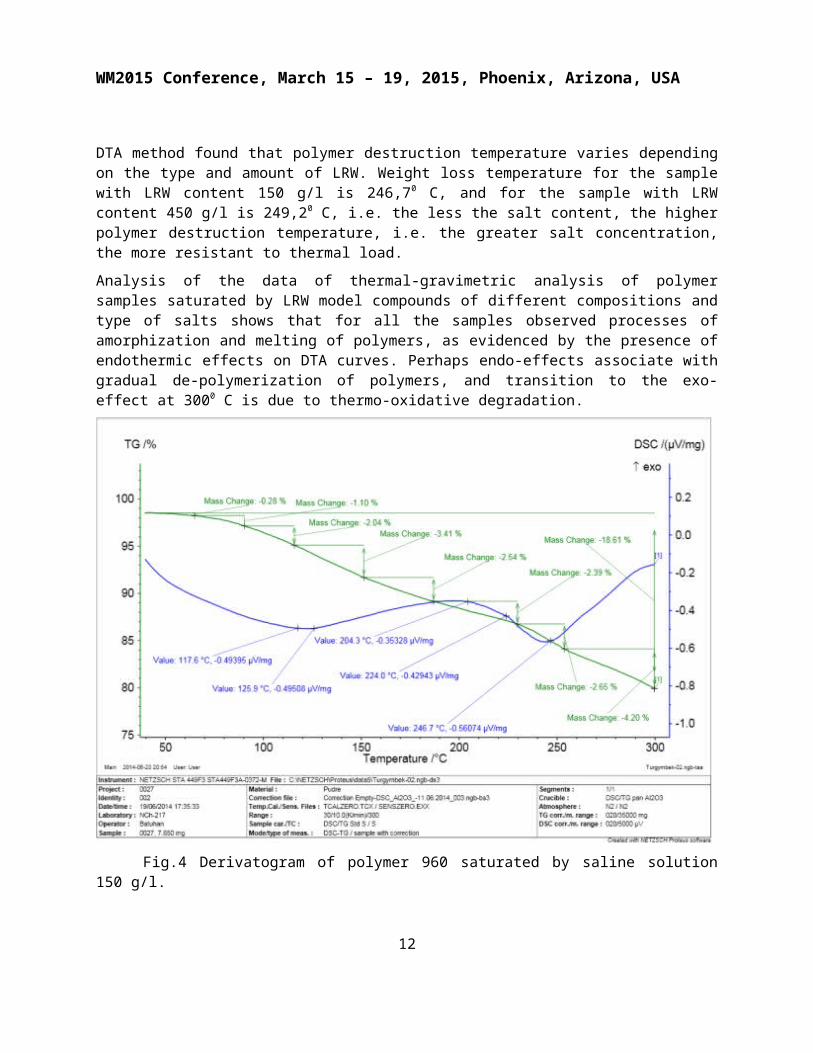
The total weight loss for the sample with LRW content 150 g/l is 18.6%, and for sample with LRW content 450 g/l is 10,9%. In addition, DTA method found that polymer destruction temperature varies depending on the type and amount of LRW. Weight loss temperature for the sample with LRW content 150 g/l is 246,70 C, and for the sample with LRW content 450 g/l is 249,20 C, i.e. the less the salt content, the higher polymer destruction temperature, i.e. the greater salt concentration, the more resistant to thermal load.
Analysis of the data of thermal-gravimetric analysis of polymer samples saturated by LRW model compounds of different compositions and type of salts shows that for all the samples observed processes of amorphization and melting of polymers, as evidenced by the presence of endothermic effects on DTA
8
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
curves. Perhaps endo-effects associate with gradual de-polymerization of polymers, and transition to the exo-effect at 3000 C is due to thermo-oxidative degradation.
Fig.4 Derivatogram of polymer 960 saturated by saline solution 150 g/l.
So the temperature range for heat treatment of saturated polymers shall be maintained in the range of 250 – 3000 C.
Thus, the technological parameter of sample processing is defined using a physical method for study, but due to the fact that the polymer compositions are unknown further decoding of derivatograms is difficult.
Very important is the issue of volatility of cesium-137 when heated up to 3000 C.
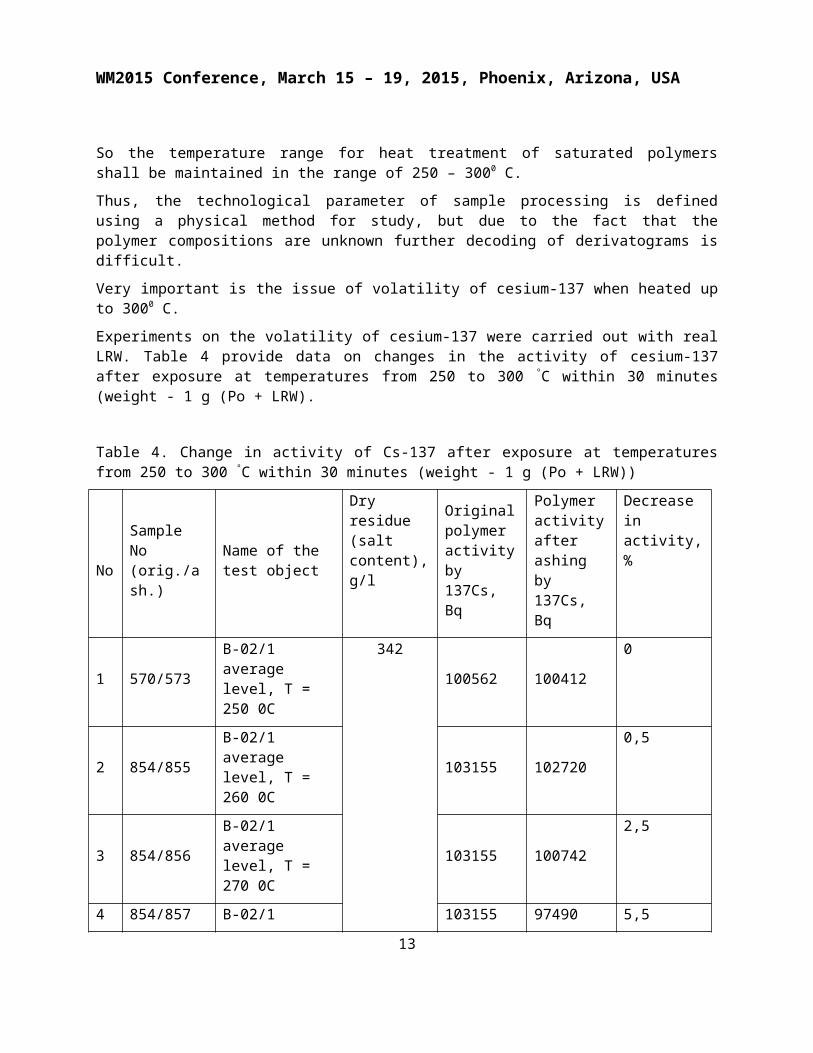
Experiments on the volatility of cesium-137 were carried out with real LRW. Table 4 provide data on changes in the activity of cesium-137 after exposure at temperatures from 250 to 300 ºС within 30 minutes (weight - 1 g (Po + LRW).
Table 4. Change in activity of Cs-137 after exposure at temperatures from 250 to 300 ºС within 30 minutes (weight - 1 g (Po + LRW))
No
Sample No (orig./ash.)
Name of the test object
Dry residue (salt content),
Original polymer
Polymer activity after
Decrease in activity, %
9
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
g/l activity by 137Cs, Bq
ashing by 137Cs, Bq
1 570/573 B-02/1 average level, Т = 250 0С
342
100562 100412 0
2 854/855 B-02/1 average level, Т = 260 0С 103155 102720 0,5
3 854/856 B-02/1 average level, Т = 270 0С 103155 100742 2,5
4 854/857 B-02/1 average level, Т = 280 0С 103155 97490 5,5
5 854/858 B-02/1 average level, Т = 290 0С 103155 94912 8
6 570/574 B-02/1 average level, Т = 300 0С 100562 72226 28,2
Analysis of the data in Table 4 shows that increasing of temperature up to 270-300 0С will be associated with difficulties to capture cesium by special incinerator filters.
Experiments with sulfur composite
In order to investigate the possibility to use sulfur as a binding agent for immobilization of LRW there were conducted experiments with the purpose to develop compositions, in which the sulfur is the binder.
Analysis of the references has shown the possibility of immobilization of LRW into sulfur-composite matrix.
However, the complexity of this work is that it is required to conduct immobilization of liquid materials, but sulfur binding properties are exhibited only in the transition from melt into crystalline state in the absence of liquid. At the same time, transfer of LRW into non-aqueous state is complicated due to necessity to evaporate water mixtures from diatomite filled with LRW before incorporation into sulfur-composite.
It was established experimentally that sorption properties of diatomite allow containing in the volume of porous space a significant amount of salt and radionuclide from LRW. There were prepared mixtures of diatomite and LRW model solutions with salt content 450g/l and 150 g/l, 2% alkali, and oil in a ratio 100 g of diatomite to 100 and 200 ml of LRW. Then the mixtures were evaporated to dry state, milled and used in experiments together with Nochar polymers ( #960 and #910), saturated with LRW, and natural sulfur was used as the binder.
The ratio of the filler and the binder was varied from 1:1 to 3:1, basic physical-mechanical properties of the samples were determined. It was found that sample properties significantly depend on type and amount of salt content.
The effect of polymer additives on the physical-mechanical properties of sulfur-composite was studied.
10
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
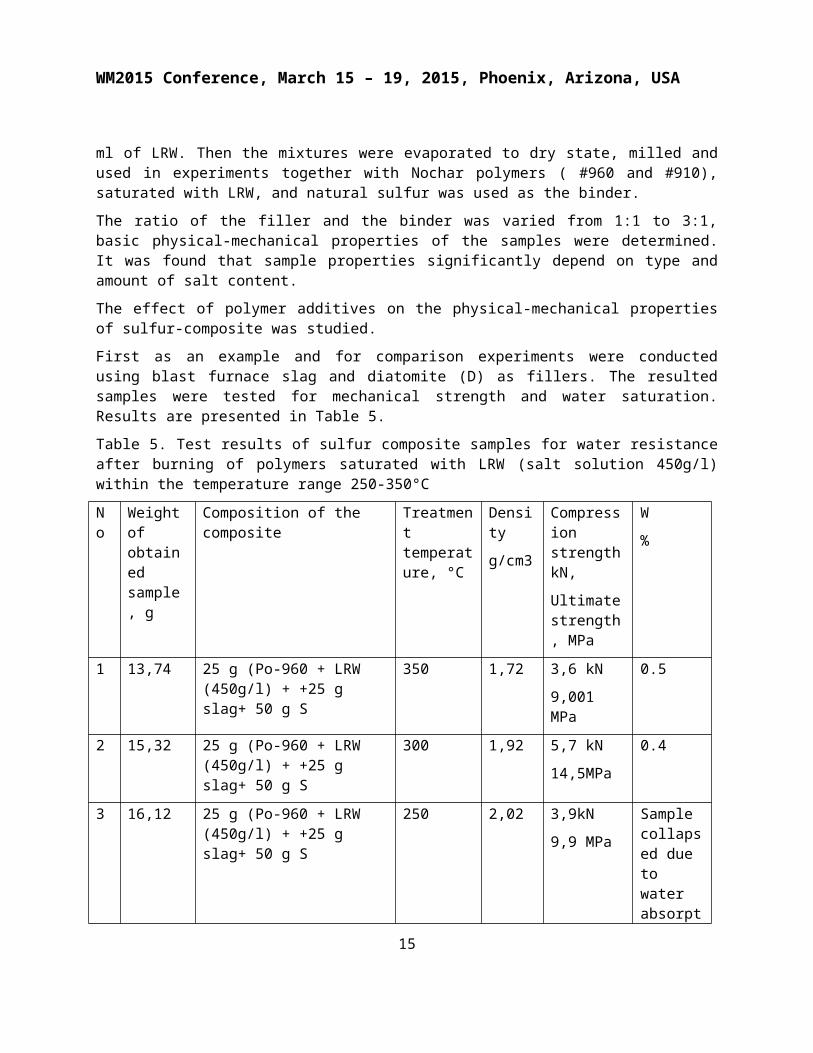
First as an example and for comparison experiments were conducted using blast furnace slag and diatomite (D) as fillers. The resulted samples were tested for mechanical strength and water saturation. Results are presented in Table 5.
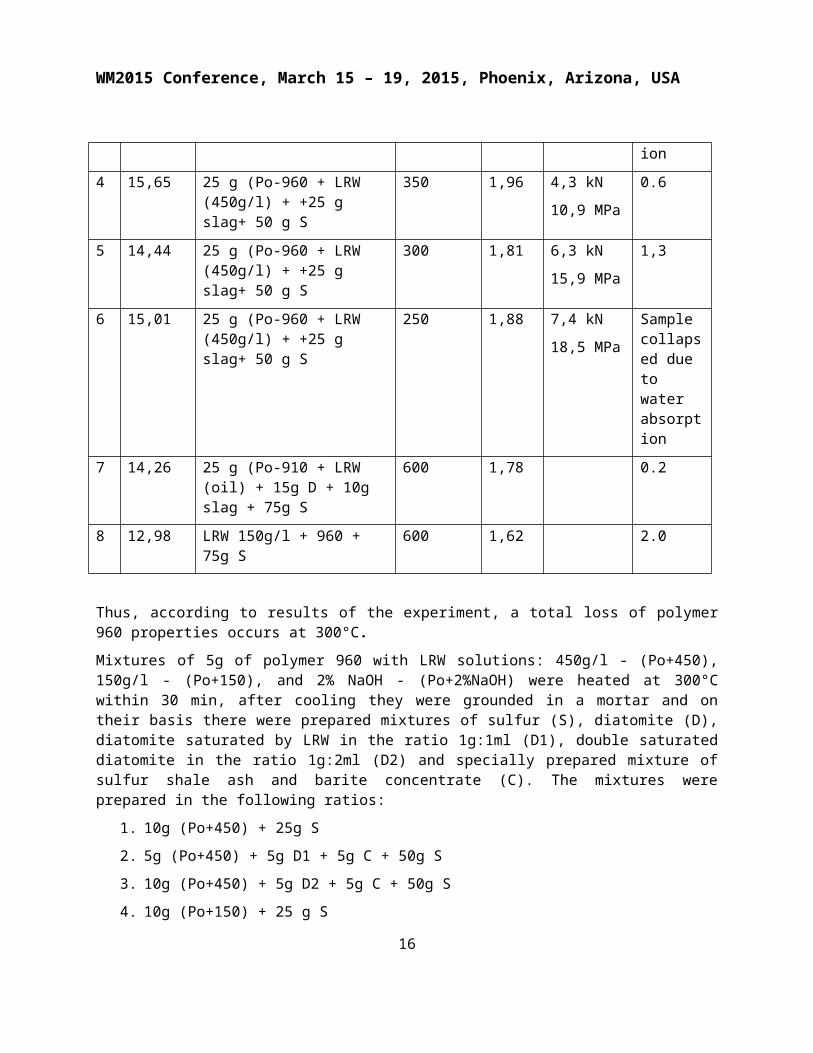
Table 5. Test results of sulfur composite samples for water resistance after burning of polymers saturated with LRW (salt solution 450g/l) within the temperature range 250-350°C
No
Weight of obtained sample, g
Composition of the composite Treatment temperature, °С
Density
g/cm3
Compression strength kN,
Ultimate strength, МРа
W
%
1 13,74 25 g (Po-960 + LRW (450g/l) + +25 g slag+ 50 g S
350 1,72 3,6 kN
9,001 MPa
0.5
2 15,32 25 g (Po-960 + LRW (450g/l) + +25 g slag+ 50 g S
300 1,92 5,7 kN
14,5MPa
0.4
3 16,12 25 g (Po-960 + LRW (450g/l) + +25 g slag+ 50 g S
250 2,02 3,9kN
9,9 MPa
Sample collapsed due to water absorption
4 15,65 25 g (Po-960 + LRW (450g/l) + +25 g slag+ 50 g S
350 1,96 4,3 kN
10,9 MPa
0.6
5 14,44 25 g (Po-960 + LRW (450g/l) + +25 g slag+ 50 g S
300 1,81 6,3 kN
15,9 MPa
1,3
6 15,01 25 g (Po-960 + LRW (450g/l) + +25 g slag+ 50 g S
250 1,88 7,4 kN
18,5 MPa
Sample collapsed due to water absorption
7 14,26 25 g (Po-910 + LRW (oil) + 15g D + 10g slag + 75g S
600 1,78 0.2
8 12,98 LRW 150g/l + 960 + 75g S 600 1,62 2.0
Thus, according to results of the experiment, a total loss of polymer 960 properties occurs at 300°С.
Mixtures of 5g of polymer 960 with LRW solutions: 450g/l - (Po+450), 150g/l - (Po+150), and 2% NaOH - (Po+2%NaOH) were heated at 300°С within 30 min, after cooling they were grounded in a mortar and on their basis there were prepared mixtures of sulfur (S), diatomite (D), diatomite saturated by LRW in
11
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
the ratio 1g:1ml (D1), double saturated diatomite in the ratio 1g:2ml (D2) and specially prepared mixture of sulfur shale ash and barite concentrate (С). The mixtures were prepared in the following ratios:
1. 10g (Po+450) + 25g S
2. 5g (Po+450) + 5g D1 + 5g С + 50g S
3. 10g (Po+450) + 5g D2 + 5g С + 50g S
4. 10g (Po+150) + 25 g S
5. 10g (Po+150) + 5g D1 + 5g С + 50g S
6. 10g (Po+150) + 5g D2 + 5g С + 50g S
Mixtures of polymer and LRW heated at 250°С within 2 hours
7. 5g (Po+2%NaOH) + 5g D1 + 5g С + 50g S
8. 5g (Po+2%NaOH) + 5g D2 + 5g С + 50g S
9. 5g (Po+450) + 5g С + 25g S
10. 5g (Po+150) + 5g С + 25g S
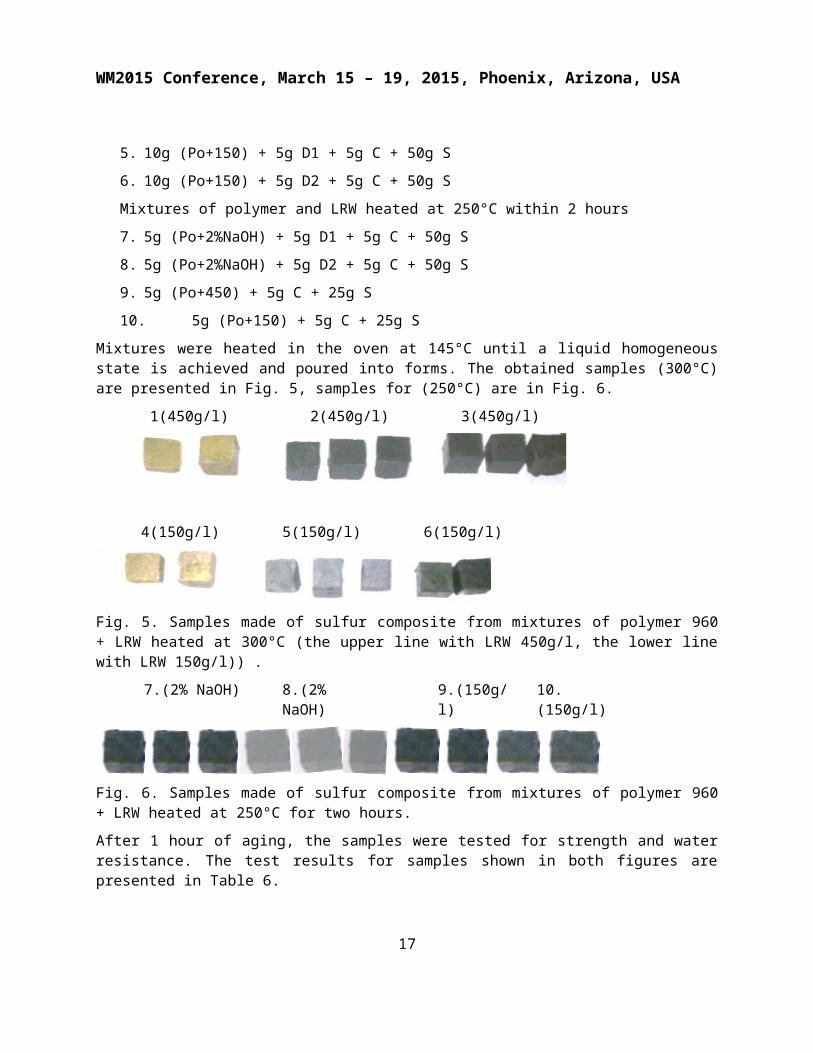
Mixtures were heated in the oven at 145°С until a liquid homogeneous state is achieved and poured into forms. The obtained samples (300°С) are presented in Fig. 5, samples for (250°С) are in Fig. 6.
1(450g/l) 2(450g/l) 3(450g/l)
4(150g/l) 5(150g/l) 6(150g/l)
Fig. 5. Samples made of sulfur composite from mixtures of polymer 960 + LRW heated at 300°С (the upper line with LRW 450g/l, the lower line with LRW 150g/l)) .
7.(2% NaOH) 8.(2% NaOH) 9.(150g/l) 10.(150g/l)
Fig. 6. Samples made of sulfur composite from mixtures of polymer 960 + LRW heated at 250°С for two hours.
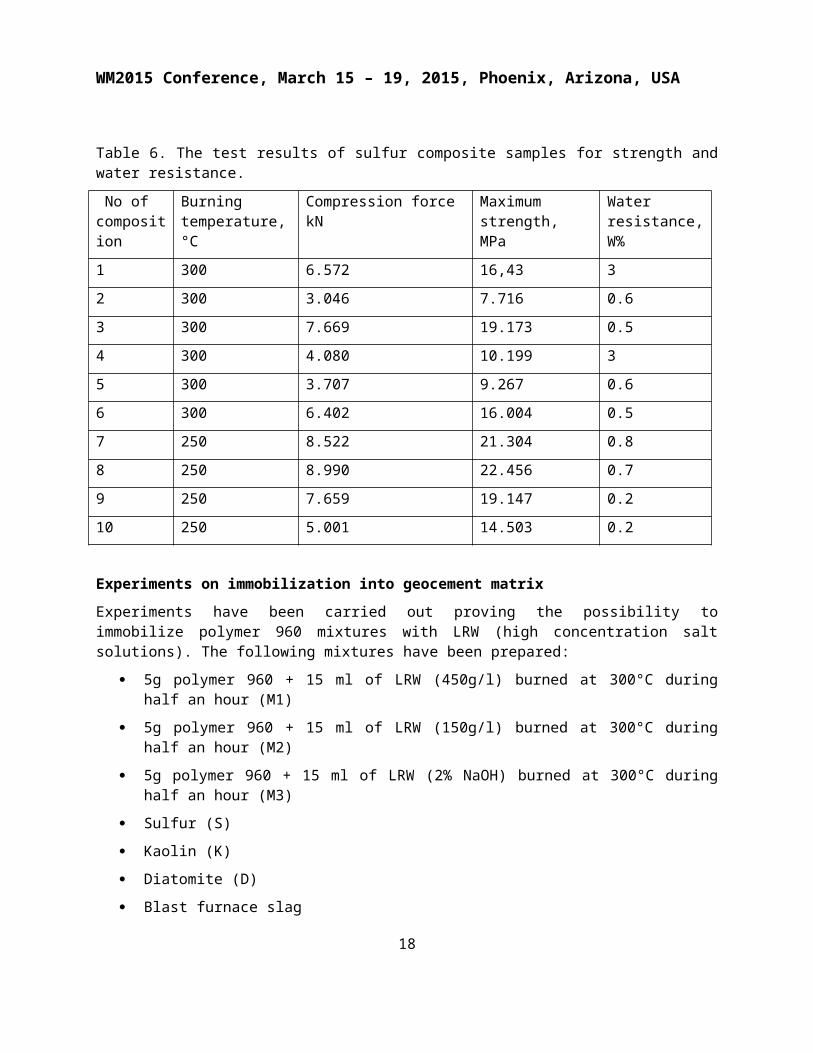
After 1 hour of aging, the samples were tested for strength and water resistance. The test results for samples shown in both figures are presented in Table 6.
12
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Table 6. The test results of sulfur composite samples for strength and water resistance.
No of composition
Burning temperature, °C
Compression force kN Maximum strength, MPa
Water resistance,W%
1 300 6.572 16,43 3
2 300 3.046 7.716 0.6
3 300 7.669 19.173 0.5
4 300 4.080 10.199 3
5 300 3.707 9.267 0.6
6 300 6.402 16.004 0.5
7 250 8.522 21.304 0.8
8 250 8.990 22.456 0.7
9 250 7.659 19.147 0.2
10 250 5.001 14.503 0.2
Experiments on immobilization into geocement matrix
Experiments have been carried out proving the possibility to immobilize polymer 960 mixtures with LRW (high concentration salt solutions). The following mixtures have been prepared:
5g polymer 960 + 15 ml of LRW (450g/l) burned at 300°C during half an hour (M1)
5g polymer 960 + 15 ml of LRW (150g/l) burned at 300°C during half an hour (M2)
5g polymer 960 + 15 ml of LRW (2% NaOH) burned at 300°C during half an hour (M3)
Sulfur (S)
Kaolin (K)
Diatomite (D)
Blast furnace slag
35% sodium hydroxide modeling the output product from primary sodium processing
Diatomite saturated with salt solution of 450g/l with ratio 1g D : 1ml 450g/l, dried and milled (D1)
In pursuance with the formulation of geocement stone production the following mixtures have been prepared:
1. 5g M1+ 10gD + 5gK + 50ml 35% NaOH + 80g Slag
2. 5g M2 + 10gD + 5gK + 50ml 35% NaOH + 80g Slag
3. 5g M3+ 10gD + 5gK + 50ml 35% NaOH + 80g Slag
13
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
4. 5g M1 + 10gD1 + 5gK + 50ml 35% NaOH + 80g Slag
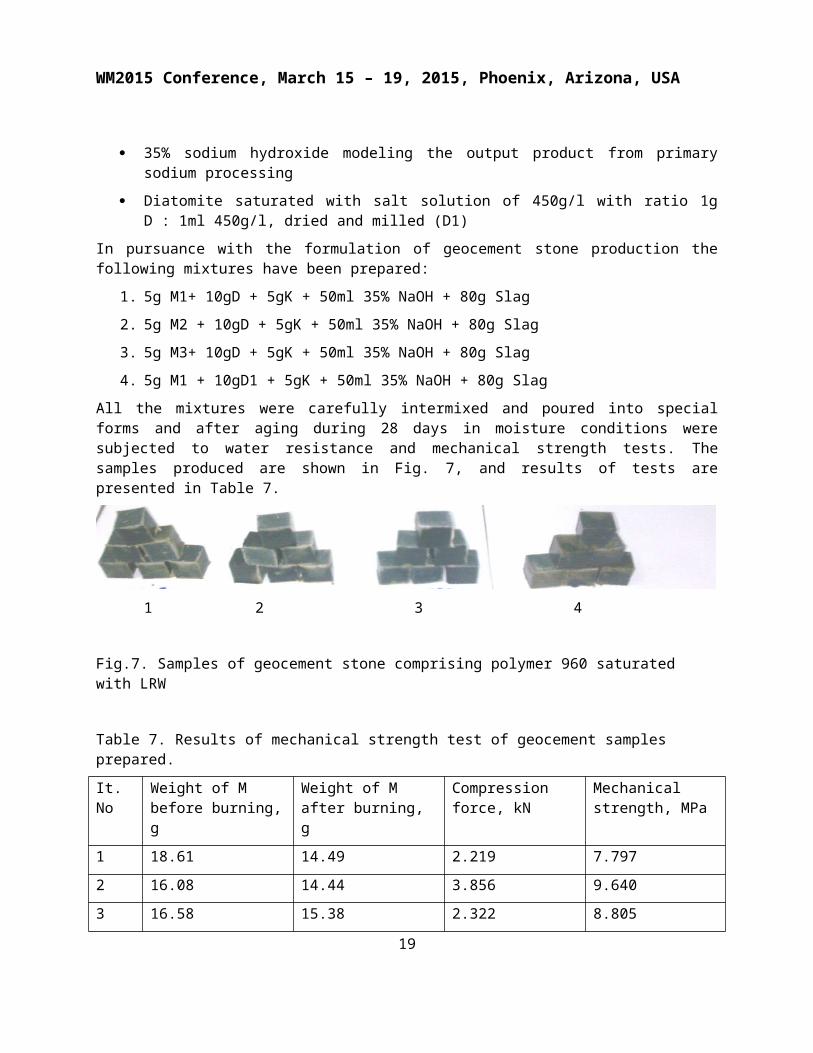
All the mixtures were carefully intermixed and poured into special forms and after aging during 28 days in moisture conditions were subjected to water resistance and mechanical strength tests. The samples produced are shown in Fig. 7, and results of tests are presented in Table 7.
1 2 3 4
Fig.7. Samples of geocement stone comprising polymer 960 saturated with LRW
Table 7. Results of mechanical strength test of geocement samples prepared.
It. No Weight of M before burning, g
Weight of M after burning, g
Compression force, kN
Mechanical strength, MPa
1 18.61 14.49 2.219 7.797
2 16.08 14.44 3.856 9.640
3 16.58 15.38 2.322 8.805
4 18.61 14.55 3.632 9.081
The water resistance test is in a progress. The samples did not destroy.
Selection of advanced materials for encapsulation that comply with regulatory requirements
An alternative way to cementing to solve the problem of RAW utilization is to create material – sulfur-composite for immobilization and/or encapsulation of radioactive waste. Technology for developing such a material is considered in this paper.
For fabrication of radiation-resistant sulfur-composite (RRS) it is reasonable to use thermoplastic binding substance (sulfur) as a binder; to use traditional fine materials as a filler, which are applied for preparation of radiation-protective concrete on the basis of mineral and organic binders (barite, carbonate rocks, mining waste and mineral processing, etc.).
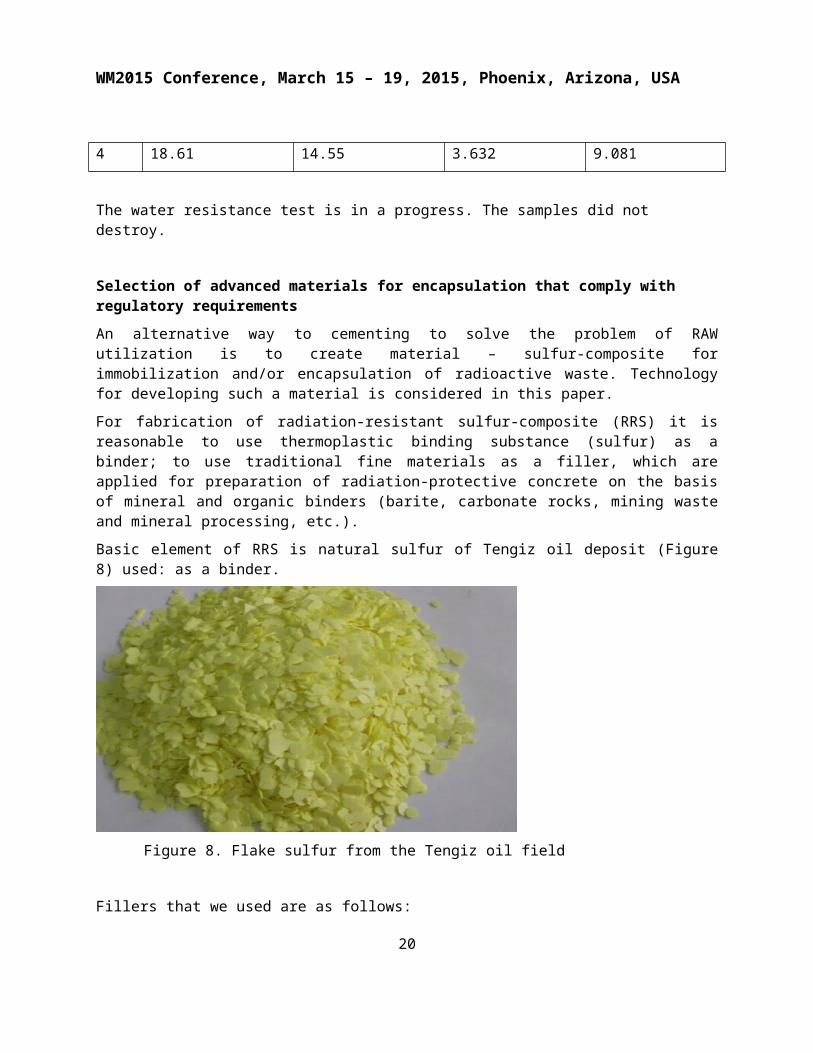
Basic element of RRS is natural sulfur of Tengiz oil deposit (Figure 8) used: as a binder.
14
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Figure 8. Flake sulfur from the Tengiz oil field
Fillers that we used are as follows:
Blast furnace slag
Barite concentrate
Chrysotile (natural nano-fibrous material from the Zhetygorinsky deposit)
Fluorspar
Shell limestone of Zhetybai deposit
Sulfur waste (pyrite dross(Fe2O3)
Shale ash
The main factors influencing the sulfur composite strength and radiation stability are as follows:
Sulfur transfer from natural crystalline state into polymeric modification is the main goal. Sulfur polymorphism and recrystallization have the destructive influence
Selection of fillers having high density such as barite, fluorspar, pyrite dross, shale
Components dispersion up to 5000 сm 2/g
Application of micro-reinforcing components for stabilization such as Chrysotile
Application of natural nano-dispersion components such as shell limestone
Application of plasticizing components such as the shale ash.
The samples of laboratory scale have been produced using milled and intermixed mixtures after heating in drying oven at temperature of 145C° followed by hot compacting in special forms.
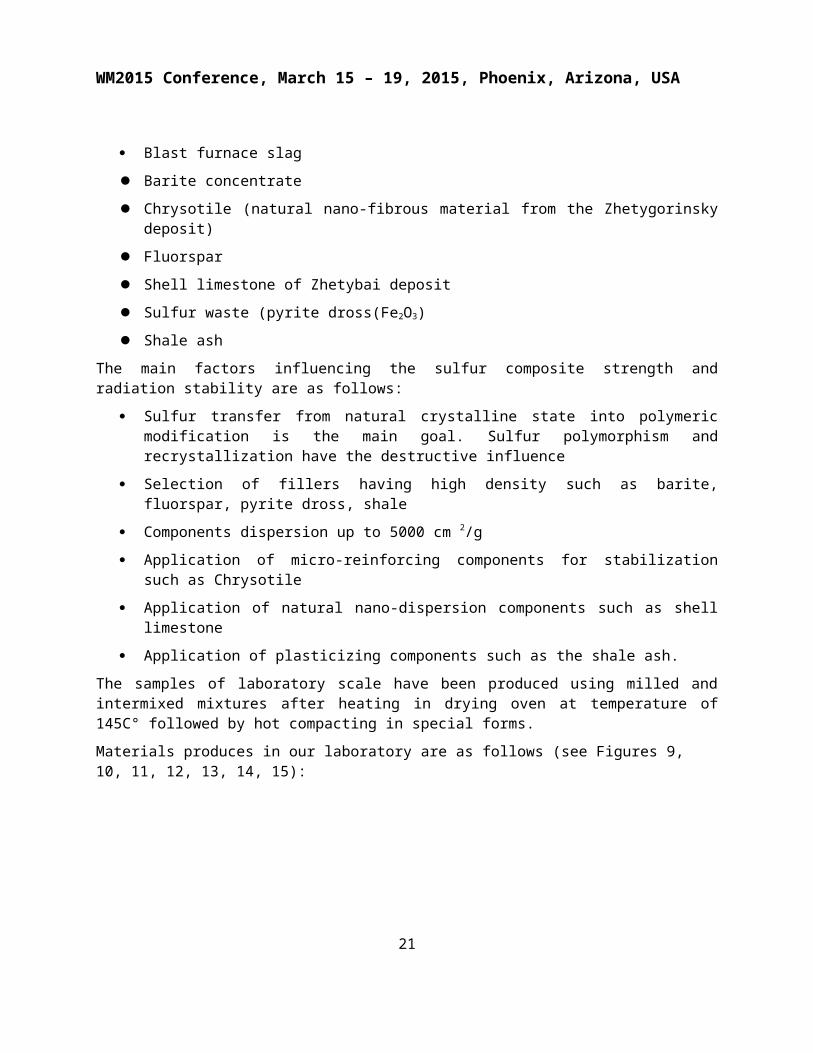
Materials produces in our laboratory are as follows (see Figures 9, 10, 11, 12, 13, 14, 15):
15
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Composition:
Sulfur - 45%
shell limestone - 30%
Barite concentrate - 20%
Pyrite dross - 5%
Parameters:
Water resistance coefficient -0,99
Density - 2,68 g/cm3
Compression strength – 32,3 MPa
Bending strength - 8,22 MPa
Fig. 9 Samples of radiation resistant sulfur composite on the basis of barite concentrate
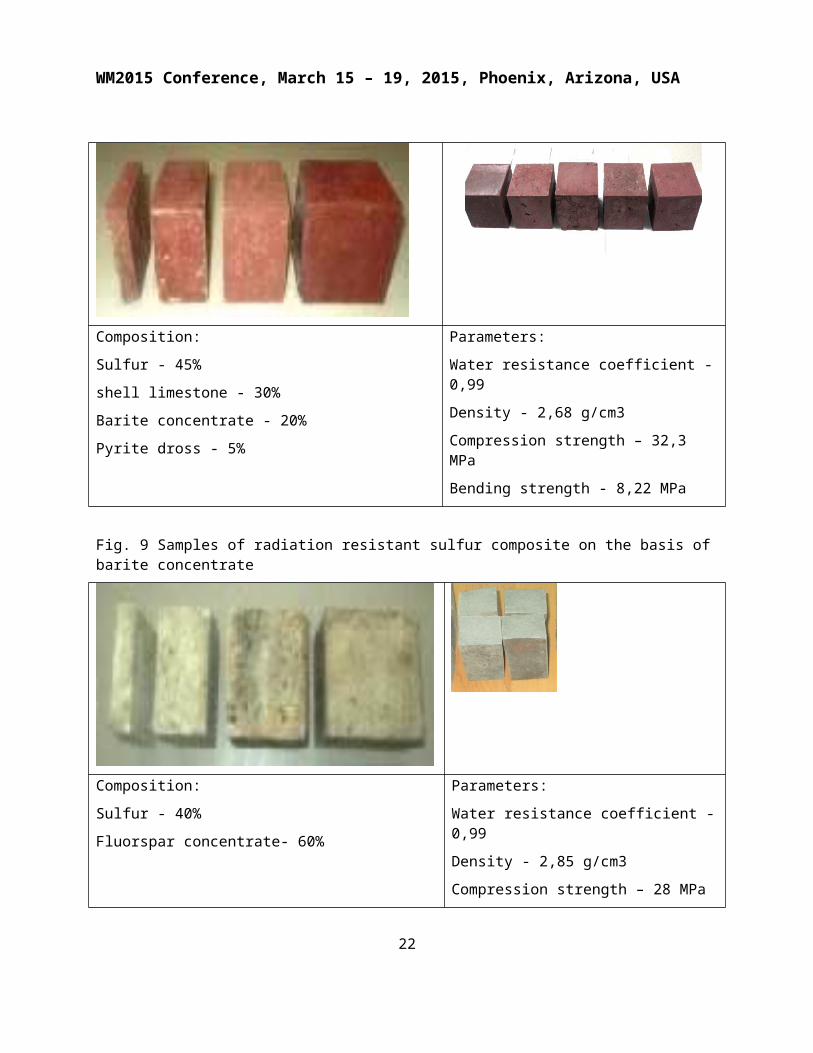
Composition:
Sulfur - 40%
Fluorspar concentrate- 60%
Parameters:
Water resistance coefficient -0,99
Density - 2,85 g/cm3
Compression strength – 28 MPa
Bending strength - 3,8 MPa
Fig. 10 Samples of radiation resistant sulfur composite on the basis of fluorspar concentrate
16
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
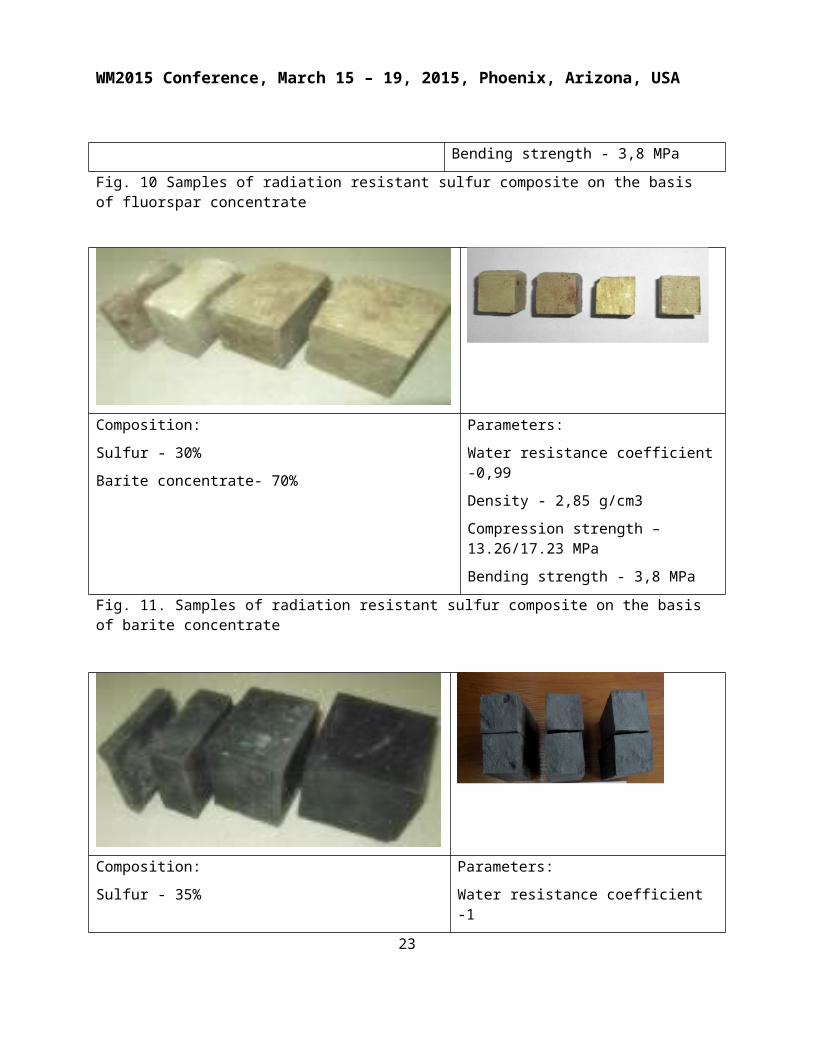
Composition:
Sulfur - 30%
Barite concentrate- 70%
Parameters:
Water resistance coefficient -0,99
Density - 2,85 g/cm3
Compression strength – 13.26/17.23 MPa
Bending strength - 3,8 MPa
Fig. 11. Samples of radiation resistant sulfur composite on the basis of barite concentrate
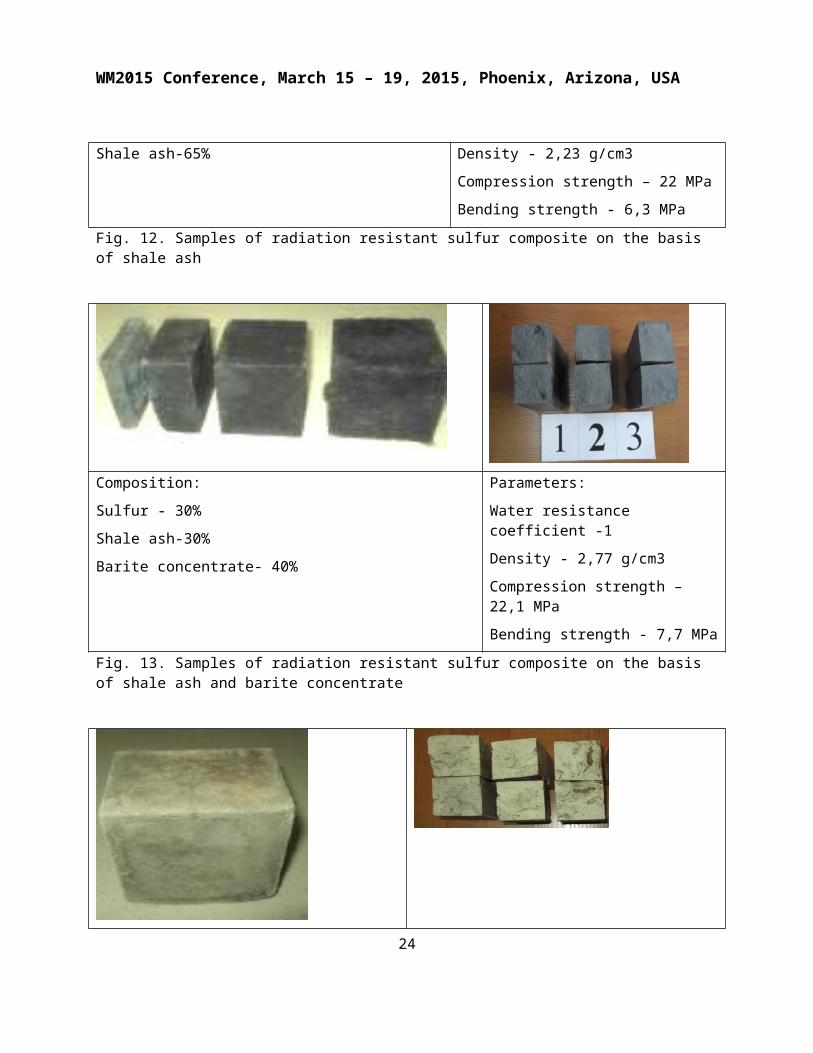
Composition:
Sulfur - 35%
Shale ash-65%
Parameters:
Water resistance coefficient -1
Density - 2,23 g/cm3
Compression strength – 22 MPa
Bending strength - 6,3 MPa
Fig. 12. Samples of radiation resistant sulfur composite on the basis of shale ash
17
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Composition:
Sulfur - 30%
Shale ash-30%
Barite concentrate- 40%
Parameters:
Water resistance coefficient -1
Density - 2,77 g/cm3
Compression strength – 22,1 MPa
Bending strength - 7,7 MPa
Fig. 13. Samples of radiation resistant sulfur composite on the basis of shale ash and barite concentrate
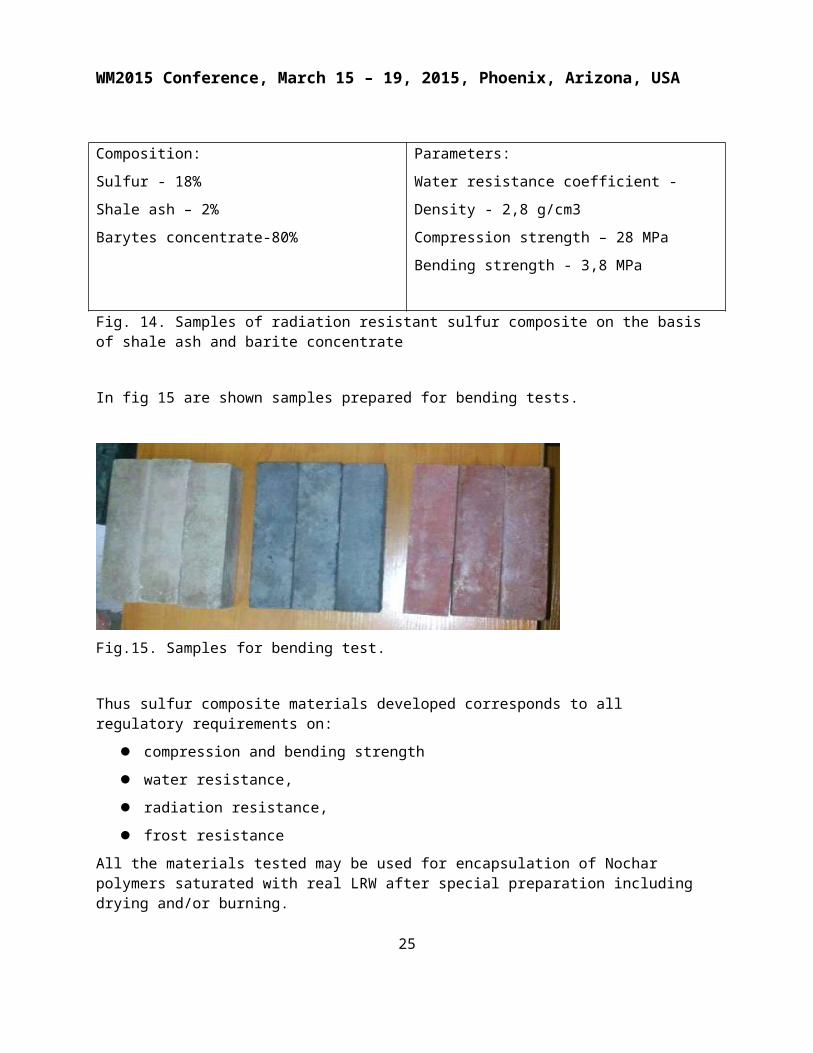
Composition:
Sulfur - 18%
Shale ash – 2%
Barytes concentrate-80%
Parameters:
Water resistance coefficient -
Density - 2,8 g/cm3
Compression strength – 28 MPa
Bending strength - 3,8 MPa
Fig. 14. Samples of radiation resistant sulfur composite on the basis of shale ash and barite concentrate
In fig 15 are shown samples prepared for bending tests.
18
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Fig.15. Samples for bending test.
Thus sulfur composite materials developed corresponds to all regulatory requirements on:
compression and bending strength
water resistance,
radiation resistance,
frost resistance
All the materials tested may be used for encapsulation of Nochar polymers saturated with real LRW after special preparation including drying and/or burning.
Containers of laboratory scale produced by hot compacting of sulfur composite mixture after heating at 145°C are shown in Fig. 16
19
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Fig.16. Laboratory scale containers produced
Encapsulation.
Experiments on encapsulation of polymer 960 mixtures with model LRW were carried out in three options:
Encapsulation of polymer 960 mixture saturated with model LRW (saline solution with salt concentration 450 g/l) immediately after saturation of polymer by LRW and drying for some time with a purpose to reduce the air release during container encapsulation.
Encapsulation of polymer 960 mixture and model LRW (saline solution with salt concentration 450 g/l) after heating of the indicated mixture within 1 hour at 2500 С followed by grinding, baking at 1500С under pressure and insertion into prepared container for further encapsulation .
Encapsulation of polymer 960 mixture and model LRW (saline solution with salt concentration 450 g/l) after heating of the indicated mixture within 1 hour at 2500 С followed by grinding together with added sulfur, baking at 1500С under pressure and insertion into prepared container for further encapsulation.
Containers with encapsulated materials have been placed into water for water resistance and leaching tests.
Example of the encapsulation (the first and third option) of polymer 960 and model LRW (saline solution with salt concentration 450 g/l) with description of the sequences of the steps performed for encapsulation are shown in Figures 17, 18, 19 and 20..
20
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Fig.17. Sulfur composite container of laboratory scale produced for encapsulation of polymer 960 saturated with model LRW (saline solution of 450g/l concentration)
21
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Fig. 18. Polymer -960 saturated withmodel LRW (saline solution 450g/l) after dryed at a temperature of 150°C and encapsulated in container made of sulfur composite by hot forming method. See above cut item of container.
22
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Fig. 19. Prepared cake and press-form for forming sulfur composite protective container in the experiment to reduce the ratio of external volume of the container to the volume of initial LRW
23
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
Fig. 20. Cake of dry Po-960 saturated by model LRW (saline solution 450g/l) after burning at a temperature of 290°C encapsulated in the container made from sulfur composite by hot forming method, in the experiment for reduction of the ratio of external volume of the container (SRW) to the volume of original LRW. Obtained the ratio of 1:1,6.
Stages of fabrication (figures 19 and 20):
saturation of Ро–960 by model LRW solution with 450g/salt content in the ratio 1:3 ( 90g Po-960 + 270 ml solution, jelly like sample);
heat treatment of jelly like Ро-960, saturated 960 by model LRW with 450g/salt content in the ratio 1:3 in muffle oven at a temperature of 2600С within 2 hours (dry mass);
grinding of dry heat treated mixture 180g with adding of 75g of S and 40g of mixture of sulfur and shale ash (in the ratio 1:3) until obtaining homogeneous dry mass;
obtaining of cake from prepared dry mass by compressing in special form under pressure after heating at a temperature of 1500C;
filling of the bottom part of the mold (Figure 18, left) by the molten sulfur composite mass with cooling until solidifying;
introduction of a cake into the mold with support in the hardened bottom pad with filling on the sides and top with the molten sulfur composite mixture until filling up of the mold;
heating of prefilled mold up to 1500C until softening of sulfur composite, filling the top part by hot sulfur composite, cooling under pressure.
CONCLUSIONS
1. The conducted experiments demonstrate feasibility and reasonability of developing technology of LRW immobilization in sulfur composite matrix for long-term storage.
2. The samples of sulfur composite obtained in experiments carried out on immobilization of polymer 910 saturated by real LRW (oil) in sulfur composite matrix show high water and leaching resistance meeting the requirements for long term storage and/or disposal.
3. Polymer # 960 saturated with LRW (high concentration salt solutions) and burned at temperature 300°C can be successfully immobilized into sulfur composite matrix that meets regulatory requirements
4. The possibility of common immobilization into geocement matrix is shown for polymer 960 saturated with LRW (high concentration salt solutions) preliminary burned at temperature 300°C and sodium hydroxide – product of primary sodium processing. Produced geocement matriz comply with the regulatory requirements for long term storage and/or disposal.
5. Polymer # 960 saturated with LRW (high concentration salt solutions) can be successfully encapsulated into containers made of sulfur composite. In order to reduce the volume of encapsulated mixtures of polymer and LRW the mixture have to be preliminary dried at temperature 150°C and burned at temperature 250-300°C before encapsulation.
REFERENCES:
24
WM2015 Conference, March 15 – 19, 2015, Phoenix, Arizona, USA
1. M. Burkitbayev, A. Galkin, N. Bachilova, K. Omarova, T. Tolebayev, A. Blynskiy, V. Mayev, D. Wells, A. Herrick, J. Michelbacher. Development of a New Material for Immobilizing of Radioactive High Concentration Sodium Hydroxide Product from the Sodium Processing Facility at the BN-350 Nuclear Power Plant in Actau, Kazakhstan WM 2008 Conference, 24-28 February 2008, Phoenix, Arizona (2008) 8028..
2. A. Galkin, N. Bachilova, A. Klepikov, A. Blynskiy, T. Tolebayev, A. Ivanov, I. Yakovlev, Dennis Kelly, A. Guelis. Common Immobilization of High Concentration Sodium Hydroxide Solutions Product of Sodium Coolant Processing and LRW Saturated NOCHAR Polimers into Geocement Matrix at the BN-350 Nuclear Power Plant in Aktau, Kazakhstan. Proceedings of VII international scientific-practical conference “Actual problems of uranium industry”, VII INPC – 2014,Almaty - September 25-27, 2014, p 390-397, p 367-373.
3. A. Ivanov, I. Yakovlev, A. Galkin, T. Tolebayev. Preliminary Results of Investigations on Nochar Polymers applicability for BN-350 LRW Management. Proceedings of VII international scientific-practical conference “Actual problems of uranium industry”, VII INPC – 2014,Almaty, September 25-27, 2014, p 390-397.
ACKNOWLEDGEMENTS
This study was carried out under the International Science and Technology Center (ISTC) Project K-2057, providing funding support from the United States.
25
![Determination of optimal location for installation of symmetry … · established GOST 32144 – 2013 values [3]. Following performed investigations, there is sufficiently high level](https://img.pdfslide.us/doc/110x75/5f89ce1ff104fd3c1c2b9c6a/determination-of-optimal-location-for-installation-of-symmetry-established-gost.jpg)

![Assessment of Adequacy of Behavior Models of Materials of ...[1] GOST 270-75, Rubber. Method of the determination elastic and tensile stress-strain properties. [2] GOST 252-75, Rubber](https://img.pdfslide.us/doc/110x75/60194eb512611006807b6a6f/assessment-of-adequacy-of-behavior-models-of-materials-of-1-gost-270-75-rubber.jpg)


























