Embed Size (px)
Citation preview

Table of Contents
OVERALL EXECUTIVE SUMMARY 5
PETROM 9
Background Discussion 9
In-Line Blending PETROBRAZI SA Refinery 12
Executive Summary/Background 12Project Description 12Developmental Priority 13Implementation Financing 13Project Capital Cost Estimate 13U.S. Export Potential 13Foreign Competition 13Impact on U.S. Labor 14Environmental Impact 14Proposed Terms of Reference and Budget Estimate 15Recommendations 20
In-Line Blending ARPECHIM PITESTI Refinery 21
Executive Summary/Background 21Project Description 21Developmental Priority 21Implementation Financing 21Project Capital Cost Estimate 22U.S. Export Potential 22Foreign Competition 22Impact on U.S. Labor 22Environmental Impact 23Proposed Terms of Reference and Budget Estimate 23Recommendations 28
Joint Feasibility Study of In-Line Blending at PETROBRAZI PLOIESTI Refinery and ARPECHIM PITESTI Refinery 29
Proposed Terms of Reference and Budget Estimate 29Recommendations 34
Amine Treating Revamp and Sulfur Recovery Unit ARPECHIM PITESTI Refinery 35
1

Executive Summary/Background 35Project Description 35Developmental Priority 35Implementation Financing 35Project Capital Cost Estimate 35U.S. Export Potential 35Foreign Competition 35Impact on U.S. Labor 36Environmental Impact 36Proposed Terms of Reference and Budget Estimate 36Recommendations 42
Propane Deasphalting Oil Unit Revamp ARPECHIM PITESTI Refinery 43
Executive Summary/Background 43Project Description 43Developmental Priority 43Implementation Financing 43Project Capital Cost Estimate 43U.S. Export Potential 43Foreign Competition 43Impact on U.S. Labor 44Environmental Impact 44Proposed Terms of Reference and Budget Estimate 44Recommendations 49
Delayed Coking Unit Revamp PETROBRAZI SA Refinery 50
Executive Summary/Background 50Project Description 50Developmental Priority 50Implementation Financing 50Project Capital Cost Estimate 50U.S. Export Potential 50Foreign Competition 50Impact on U.S. Labor 51Environmental Impact 51Proposed Terms of Reference and Budget Estimate 51Recommendations 56
S.C. RAFO S.A. 57
General Discussion 57
In-Line Blending RAFO Refinery 59
Executive Summary/Background 59Project Description 59Developmental Priority 60Implementation Financing 60Project Capital Cost Estimate 60U.S. Export Potential 60
2

Foreign Competition 60Impact on U.S. Labor 61Environmental Impact 61Proposed Terms of Reference and Budget Estimate 61Recommendations 66
STEAUA ROMANA 67
General Discussion 67
Lubricants/Mineral Oil Production STEAUA ROMANA Refinery 70
Executive Summary/Background 70Project Description 70Developmental Priority 70Implementation Financing 73Project Capital Cost Estimate 73U.S. Export Potential 74Foreign Competition 74Impact on U.S. Labor 75Environmental Impact 75Proposed Terms of Reference and Budget Estimate 75Recommendations 81
ROMPETROL 82
General Discussion 82
Sulfur Recovery from Sour Water and Acid Gases PETROMIDIA Refinery 82
Executive Summary/Background 82Project Description 83Developmental Priority 85Implementation Financing 85Project Capital Cost Estimate 86U.S. Export Potential 86Foreign Competition 86Impact on U.S. Labor 86Environmental Impact 86Proposed Terms of Reference and Budget Estimate 86Recommendations 94
3

CONCLUSIONS 95
APPENDIX A – CONTACTS 97
APPENDIX B – POSSIBLE PROJECTS FOR TDA CONSIDERATION 101
APPENDIX C – EBRD/ PETROM PRIVATIZATION 102
4

OVERALL EXECUTIVE SUMMARY
Under a contract with the U.S. Trade and Development Agency (TDA), Appropriate Energy Management (AEM) (DM Consultant) conducted a Definitional Mission (DM) for Romania in the oil and gas sector. The mission included meetings at the Rafo Refinery, near Bacau; meetings at the Steaua Romana Refinery in Cimpina; and series of meetings in Bucharest at the offices of Rompetrol and Petrom; as well as others.
The purpose of the DM was to examine the potential assistance through TDA funding of feasibility studies for the following projects:
Petrom Petrobrazi Refinery
1. Delayed Coking Unit Revamp2. In-Line Blending – Gasoline and Diesel
Arpechim Refinery1. Amine Treating Revamp and Sulfur Recovery Unit2. Propane Deasphalting Oil Unit Revamp3. In-Line Blending – Gasoline and Diesel
Rafo
Rafo Refinery1. In-Line Blending - Gasoline and Diesel
Omniplex
Steaua Romana Refinery1. Lubricants Mineral Oil Production2. New Terminal Operations3. Environmental Clean-up
Rompetrol
Petromidia Refinery1. Sulfur Recovery from Sour Water and Acid Gases; and Integrated System to Recover Solid
Sulfur and Produce Sulfuric Acid
Romania has ten refineries – with a total capacity of 34 metric ton per year. Romania has a significant over capacity in refining. Most international sources indicate that the average utilization rate is only 50% of operable capacity.
Arpechim, Petrobrazi, Petromidia, Petrotel, and Rafo refineries were designed to handle imported sour (high sulfur) crude oil. Arpechim, Petrobrazi, Petromidia, and Petrotel have fully integrated olefin and aromatics plants. Based upon atmospheric distillation, this definitional mission report addresses
As observed in the following table, this definitional mission addresses four of the largest refineries in the country – Arpechim, Petrobrazi, Petromidia, and Rafo. It also addressed one of the smallest refineries in the country – Steaua Romana.
Romania’s refineries were originally designed under a centrally planned communist regime, wherein generally all product streams were interconnected. Now with privatization, these refineries have to re-define their markets, sources of raw materials, and interrelationships with the other refineries.
5

For comparison purposes, the ten refineries are listed below with their main refining characteristics:
Effective Refining Capacity in RomaniaThousand Metric Tons Per Year (1998)
Refinery Location Atmospheric Vacuum Coking Catalytic Catalytic CatalyticDistillation Distillation Cracking Reforming Hydro
CrackingArpechim Pitesti 3,500 1,872 - 955 609 76 Astra Ploiesti 2,789 468 428 - - - Petrobazi Ploiesti 3,450 1,954 630 1,066 669 - Petrolub Bacau 398 259 - - - - Petromidia Midia 4,980 - 1,095 946 608 - Petrotel Ploiesti 5,179 2,787 572 1,041 572 - Rafinaria Darmanesti Darmanesti 797 - 473 - 149 - Rafo Onesti, Bacau 3,849 - 222 1,354 631 - Steaua Romana Cimpina 462 316 - - - - Vega Ploiesti 576 187 - - - - Total 25,980 7,843 3,420 5,362 3,238 76
In three of the projects examined during this definitional mission, US TDA had received requests for funding assistance for in-line blending feasibility studies for Arpechim, Petrobrazi, and Rafo Refineries.
Historically, blending has been performed on a batch basis. The new Euro standards mandated by Romanian law require low levels of sulfur content by legally mandated dates, as illustrated below:
ROMANIAN BLENDING REQUIREMENTS
Products Sulfur Content Limit Requirement Date Legislation
Gasoline Max. 0.015% After 01/01/2005 HG 732/2001Max. 0.005% After 01/01/2007
Diesel Max. 0.035% After 01/01/2005 HG 732/2001Max. 0.005% After 01/01/2007
Bunker Fuel Diesel Max. 0.2% After 01/01/2006 HG 142/2003Max. 0.1% After 01/01/2008
Heavy Oil/Mazut Max. 1% After 01/01/2007 HG 142/2003
Batch processing can take four times as long to complete with respect to an automated system. In order to produce the most economical blends and to meet the new Euro standards, Petrom (Arpechim and Petrobrazi refineries), and Rafo requested feasibility studies to implement fully automated in-line blending, with state of the art software and analyzers. In-line blending combines all components simultaneously at the proper ratios in a common piping header as they are transferred to final storage tanks. This automated process reduces the time to process blends, eliminates mixing tanks, and controls the quality of the blended gasoline or diesel thorough on-line process analyzers. TDA previously funded a feasibility study of this nature for gasoline-only for the Rompetrol Petromidia Refinery, whose installation of capital equipment will be completed in July 2003. The three projects addressed under this definitional mission are for
6

proposed feasibility studies of in-line blending for gasoline and for in-line blending of diesel, at each of these respective refineries.
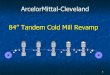
The systems in-line gasoline blending and in-line diesel blending are very similar. Generic illustrations follow of the in-line gasoline blending system and the in-line diesel blending systems.
Note: Graphic courtesy of FMC Energy Systems
Note: Graphic courtesy of FMC Energy Systems.
7

In addition to sulfur reductions in blending processes, these refineries also must comply with new air and water environmental standards:
ROMANIAN AIR AND WATER REQUIREMENTS
Subject Sulfur Content Limit Requirement Date Legislation
Air Max. 350micrograms/mc in 1 hour After 01/01/2007 Ordinance 592/2002Max. 125 micrograms/mc in 24 hours After 01/01/2007
Water Max. 0.5 mg/l After 01/03/2002 HG 188/2002
Based upon the country visit and the pre- and post- investigation, AEM recommends that TDA consider funding Feasibility Studies for:
PROJECTS RECOMMENDED FOR FEASIBILITY STUDIES
COMPANY REFINERY PROJECT AMOUNT
PETROMPetrobrazi Refinery
1. Delayed Coking Unit Revamp NR2. In-Line Blending – Gasoline and Diesel $ 150,635
Arpechim Refinery1. Amine Treating Revamp and Sulfur Recovery Unit2. Propane Deasphalting Oil Unit Revamp3. In-Line Blending – Gasoline and Diesel $ 150,635
Combined Study1. In-Line Blending - Gasoline and Diesel $ 216,240
RafoRafo Refinery
1. In-Line Blending - Gasoline and Diesel $ 154,735
OmniplexSteaua Romana Refinery
1. Lubricants Mineral Oil Production $ 124,842 2. New Terminal Operations NR 3. Environmental Clean-up NR
RompetrolPetromidia Refinery
1. Sulfur Recovery And Sulfuric Acid $ 331,045
NOTE: NR=NOT RECOMMENDED
8

PETROM
General Discussion
The National Oil Company, SNP Petrom, (Romania) requested US TDA assistance with five feasibility studies. At the Arpechim Refinery study support was requested for (1) Revamping Gas Treatment and Removal of CO2 and Sulfur Compounds, (2) Revamping of Propane Deasphalting Oil Unit, and (3) In-Line Blending Facilities. At the Petrobrazi Refinery, feasibility study assistance was requested for (1) Revamping of Delayed Coking Unit and (2) In-Line Blending Facilities.
Owning both Arpechim and Petrobrazi, Petrom is the largest refiner in Romania. Petrom operates 35.4% of the active refining capacity – approximately 8 million metric tons per year. In 2002, the two refineries processed 6.4 million tons of crude oil - representing 55% of the total crude processed in Romania. PETROM has improved its combined refinery utilization ratio from 84% in 2001 to 89% in 2002.
Petrobrazi (Nelson Index 11.7) and Arpechim (Nelson Index 8.0) are sophisticated complex refineries, which are flexible to satisfy market demand, and have ISO 9001 certificates. They produce liquefied petroleum gas, gasoline, jet fuel, diesel, light and heavy fuel oil, coke, bitumen, lubricating oils, sulfur, aromatics, etc.
In 2002, 35% of the gasoline (EN228) and 50% of the diesel (EN 590) produced were manufactured in accordance with European Union standards.
Both refineries are located near domestic crude oil fields, as well as, connected via pipeline to imported crude at the Port of Constanta on the Black Sea. In terms of distribution, refined petroleum products, the two refineries are connected to pipelines that serve the domestic market as well as export terminals at the Black Sea Port of Constanta and the Danube terminal at Giurgu.
In 2001, 29.8% of Petrom’s refined products sales were petrochemicals – primarily ethylene, propylene, polyethylene, acrylonitrile, carbon black, ethylene oxide, phenol, acetone, and maleic anhydride.
In compliance with Romanian legislation – Government Decision 732/2001 – issued in accordance with European Union Directive 98/70/EEC, Petron has committed to meet the new EU standards for gasoline and diesel by January 2005. Two of the proposed projects submitted for consideration by Petrom for TDA feasibility study funding are the in-line blending systems for the two refineries. Currently blending is performed through a largely batch process which is slower and more cost inefficient than a fully automated system.
UOP, a US based petrochemical company, has been performing studies, for one year of a three year period contract, of Petrom’s operations to identify profit enhancement opportunities. UOP, in conjunction with Solomon Brothers, have identified the following medium term strategies and investments in the refining and petrochemical sectors:
MEDIUM TERM INVESTMENT STRATEGY
Petrobrazi –
Catalytic Reforming Unit Revamp Fluid Catalytic Cracking (FCC) Unit Revamp Fluid Catalytic Cracking Heavy Gasoline Hydrodesulphurisation Unit Alkylation Unit TAME Unit
9

In-Line Blending C5-C6 Isomerization Unit Revamp Delayed Coking Unit Revamp Rehabilitation of Utilities (power supply, steam), and Sewage System Automation Upgrade – Implementation of DCS and Central Control Room Amine Treating Revamp and Sulphur Recovery Unit Waste Water pollution Reduction and Solid Residue treatment Units Rehabilitation Off-site Works (Tank Farm Systemization, Flare System)
PETROBRAZI PROCESS FLOWCHART
10

MEDIUM TERM INVESTMENT STRATEGY
Arpechim – FCC Heavy Gasoline Hydrodesuphurisation Unit Vacuum Distillate Hydrotreating Unit FCC unit Revamp New Hydrogen Unit AVD and VB Heaters Revamp Hydrocracking and Hydrodewaxing Base Oils Unit Revamp Steam Cracker Plant Revamp and Sewage System Safety and Reliability Improvement Works Amine Treating and SRU Revamp Modernization of Waste Water and Solid Residue Treatment Units
ARPECHIM PROCESS FLOWCHART
11

As indicated, the five projects, for which TDA assistance is requested, are integral to Petrom’s investment program for 2001-2005.
In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. In reviewing the annual report for 2001, Petrom, as a total corporation, had a net profit of approximately $15.7 million USD, which was down from the year 2000 profit of approximately $261.4 million USD. Petrom’s refining division, itself, was not profitable – losing $64.4 million in 2000 and losing $192.4 million in 2001. Profitability among Petrom’s holdings is driven by the production sector. However, given the overall company profitability, and the EBRD support, AEM believes that Petrom can finance the projects proposed for TDA feasibility study funding assistance.
In the performance of a definitional mission, one aspect to be examined is the potential for the investment project to actually be implemented - should TDA fund the feasibility study. A significant issue on the horizon for Petrom is its impending privatization.
As summarized in Appendix C of this report, EBRD has provided a $150 million loan to assist the government of Romania in privatizing Petrom. By the end of June, invitations for bidding should be issued, to offer 51% of Petrom to a private investor. Probably the successful bidder will be identified by the end of 2003, or the first quarter of 2004. The final tranche of the EBRD loan should be released to Romania by the second quarter of 2004. As part of this privatization process, Petrom is committed to spend $350 to $400 million per year from its monetary cash flows in investments within the company. Based upon discussions with funding sources - should privatization fail - Petrom would still be able to meet its investment requirements. If privatization is successful, the question arises would the new owners pursue these projects. It is felt that these projects identified for TDA feasibility study funding would successfully compete in any new owner’s capital budgeting process for implementation.
In-Line Blending PETROBRAZI SA Refinery
Executive Summary/Background
Petrom has proposed that TDA fund a Feasibility Study at the Petrobrazi Refinery, to define the appropriate steps to be taken in the conversion of the current gasoline and diesel blending system into automated in-line blending systems capable of producing tailored gasoline and diesel products. The current system is primarily a batch system, wherein blending agents are piped from holding tanks through manually operated mixing valves to a batch tank. A quality control sample is taken from the batch tank and additional blending elements are added to meet product specifications. An automated in-line blending process provides that all components are simultaneously combined at the proper ratios and mixed in a common piping header as the product is transferred to a final storage tank. A 40-hour batch process can be reduced to 10 hours by the automated system.
In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. It appears that Petrom has the financial capability to fund this installation. The project cost is estimated to be approximately $9-10 million.
Project Description
The current gasoline blending process used at the refinery is a batch system. Blending agents are piped from holding tanks through a series of pipes through manually operated mixing valves to a batch tank.
The overall project will consist of the replacement of pumps, metering skids, the blender, related piping, and the process-controlling unit. The process-controlling unit will be upgraded to reflect new tank data
12

acquisition systems, new analyzer systems, a new process computer, and the installation of blending process control software. In 2002, Petrobrazi processed 1,126,000 metric tons of gasoline, and 1,106,000 metric tons of diesel. The blending systems will need to accommodate planed growth in the output. Petrobrazi, Petromidia, and Rafo refineries have similar designs.
Developmental Priority
Vital to making the gasoline products competitive in the European market is the requirement that the gasoline meet the new European environmental standards. Since Romania wishes to become a full member of the European Union, the country must comply with this requirement.
Romania has adopted legislation, which mandates that gasoline after January 1, 2005, can have no more sulfur content than 0.015%, and after January 1, 2007, not more than 0.005%. Similarly, diesel cannot exceed 0.035% in 2005, and 0.005% in 2007. To produce these fuels in quantities to meet the legislative and market requirements, PETROM must adopt an automated in-line blending system.
Implementation Financing
In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. See general discussion about Petrom’s investment strategies above.
Project Capital Cost Estimate
Petrom staff has not estimated the cost of the in-line blending system cost. AEM would estimate the cost of the implementation of a gasoline and a diesel blending system at $8 to $10 million. A recently completed in-line gasoline-only blending system at the Petromidia Refinery, which is similar in construction to Petrobrazi, was approximately $7 million USD.
The overall project will consist of the replacement of pumps, metering skids, the blenders, related piping, and the process-controlling units.
The process-controlling units alone will cost between $1 and $2 million. The remainder of the costs will go toward the purchase of pumps, valves, and piping. The Feasibility Study will need to determine how much of the current equipment can be recycled.
U.S. Export Potential
For the Petrom Gasoline and diesel in-line blending rehabilitation, the U.S. export potential is at least $7 to $9 million USD.
American process software suppliers include: UOP, Bechtel, FMC Technologies, Pace Engineering, and ABB Lummus Crest. Pipes and valves suppliers include: Allied Industries, Ametek, Conley, Continental Fabricators, Naylor Pipe, and RAS Process Equipment. Pump suppliers include ABB, Aurora, Gould, Ingersoll Dresser, and Peerless.
It is probable that a single company such as FMC Blending and Transfer, UOP, or Bechtel will provide single turn-key installations for the respective gasoline and diesel systems.
Foreign Competition
13

Foreign competition, because of the location of the project and the fact that foreign competitors are currently active in the process conversions necessary to meet the EURO3 standards, should be strong. But the impetus should remain with American firms, based upon the TDA funded study recommendations. Given the small size of this project, this installation is likely to be performed by a single provider. Potential competition for process technology includes: Shell, Institute Francase de Petrol, Snamprogetti, and Mannesmann Anlagenbrau AG. Piping and valve suppliers include: Chemical Pipe and Vessel UK, Macaskill Engr. Ltd, and LentjesAnlagen-und Rohrleitungsbau Gmbh. Pumps could be supplied by Nuovov Pignone, Durco Ltd, KSB Aktienesellschaft, Stork, and Thyssen Maschinenbau.
Impact on U.S. Labor
The project will have a direct impact on employment in the United States through the manufacture of the materials for the project, and the installation of the components. The project is small, but adoption of U.S. technology is beneficial. The consultant performing the study should specify equipment based on U.S. standards, such as ASTM, which are internationally recognized.
Environmental Impact
This project will only have a positive environmental impact. The purpose of the project is to update operations to the in-line blending process to meet the new EURO and Romanian environmental standards for gasoline and diesel.
14

TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY:
PETROBRAZI IN-LINE BLENDING
Summary
The purpose of this Feasibility Study (FS) is to define the appropriate steps to be taken in the conversion of the current gasoline and diesel blending systems into automated in-line blending systems, capable of producing tailored gasoline products and tailored diesel products, at the Petrom Petrobrazi Refinery near Ploiesti, in Romania. The current systems are essentially batch systems, wherein blending agents are piped from holding tanks through manually operated mixing valves to the respective batch tanks. A quality control sample is taken from the batch tank and additional blending elements are added to meet product specifications. The proposed project would utilize appropriate software, automatic sensing equipment, and automated mixing valves to accurately achieve customer and Romanian mandated specifications. The primary emphasis will be placed on achieving product specifications in compliance with the quality prescriptions identified by the internal and/or external customers, with a special emphasis on achieving the new EURO standards for gasoline, and for diesel respectively. These modifications to the current blending operation should more efficiently utilize blending components, improve quality, reduce storage tank requirements, and achieve cost saving.
Feasibility Study – Scope of Work
General
The overall project will consist of the replacement of pumps, metering skids, the blenders, related piping, and the process-controlling units for gasoline blending and for diesel blending. The process-controlling units will be upgraded to reflect new tank data acquisition systems, new analyzer systems, a new process computer, and the installation of blending process control software. In 2002, Petrobrazi processed 1,126,000 metric tons of gasoline, and 1,106,000 metric tons of diesel. The blending systems will need to accommodate planned growth in the output.
i. Technical Analysis
In terms of evaluating the proposed system changes, the contractor will need to address the following issues: 1. The Feasibility Study will need to develop specifications, using ASTM and other internationally
recognized North American standards, and recommendations for the optimum systems, gasoline and diesel respectively, given the current equipment available and the full range of potential technology that can be applied. The study should present the range of potential technologies available, and recommend the optimum, as well as at least one alternative system. Since this is an adaptation, the study should determine the impact on current blending operations.
2. The study will need to identify the operability and lifetime of the new proposed systems.
3. The study will need to address the security of the systems.
4. The study will need to address the fundamental construction issues – pump modifications, piping changes, mixing valve specifications, and related storage tank changes. The study should also address the physical requirements of the electronic monitoring systems, the automated mixing valves, the system computer requirements, and the software requirements.
15

5. After a review of the refinery’s requirements, the study should identify the appropriate sizing, capacity, and quality control factors for the system.
6. The study should identify those aspects of the proposed system that would allow the system to adapt to future potential condition changes.
7. The study should identify the range of specific grades the revised system would be able to provide for the gasoline and for the diesel.
ii. Economic Analysis
The study will develop an economic analysis of the project and address the following issues:
1. The study shall identify the overall project costs such as construction capital, working capital, and operation and maintenance costs.
2. The study shall identify any cost saving of the proposed system compared to the current operating system.
3. The study will identify to what extent the costs of the project can be borne via internal cash flows, and what may be borne by Petrom’s internal cash flows, and what will be borne via supplier credits, EX-Im Bank, EBRD funding, commercial banks, etc.
iii. Financial Analysis
The investigation will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will identify the physical construction costs of the system.
2. The study will determine the optimum blending throughput of the proposed systems and identify the cost per unit of blending compared to alternatives. The study will identify the operation and maintenance costs. The study will identify applicable depreciation rates, return, insurance, taxes, and general and administrative expenses.
3. The study will identify changed revenue streams compared to the expected costs.
4. The study should identify potential funding sources, in addition to internal cash flow, for the actual project development and prepare appropriate materials that could be submitted to assist Petrom in applying for the funds.
The study will prepare basic financial application material, which covers the following fundamental materials. This application material must fit the format and satisfy the general best practices banking industry project financing forms, including a financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and Project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
16

Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and Regulatory information.
iv. Environmental Analysis
The study shall investigate the potential environmental factors related to the installation of the rehabilitated blending system. Issues to be examined include the following:
1. The study will address provisions for land based gasoline and diesel spills, as well as fire and explosion hazards. The study will determine whether Petrom has the capability to deal with spills, fire, explosion, and other environmental disasters or whether it will have to utilize the services of other private or public agencies.
2. The study will need to determine what environmental standards must be satisfied and identify the relevant regulatory agency. The study will also determine whether permission has been sought for this project and whether Petrom has examined the requirements to obtain appropriate permissions.
iii. Regulatory Issues
1. The study shall determine what regulatory authorities would have jurisdiction over this operation, as well as which applicable rules or regulations exist. Since the blending may be utilized to satisfy a European Union standard, the study will need to identify what international inspection or testing authorities have jurisdiction. The applicable EURO, national and international standards and regulations should be listed in the Feasibility Study.
2. The study will assess the potential cost impacts of any regulatory issues.
iv. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project.
vii. Implementation Plan
The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
i. Experience and capability of the firm, including a demonstrated ability to perform analysis of in-line gasoline and in-line diesel blending operations, feasibility studies and designs.
ii. Demonstration of the understanding of the task and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
17

iii. Qualifications and experience of staff in gasoline and diesel blending, planning, design, environmental assessment, and engineering feasibility analysis.
v. Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Process Engineer
Reviews current versus proposed technology, to include: materials receiving and handling, materials storage, tank farm hydraulics and instrumentation, automation and optimization, and operating procedures.
Blend Optimization Expert
Reviews quality of components used and blend receipts; assesses current versus proposed technology; and assesses the impact and savings of blend receipt optimization.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements.
Instrument/Electrical Engineer
Pursuant to information provided by the process engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design.
Automation Engineer
Pursuant to information provided by the process engineer, reviews existing operating systems controls and the proposed requirements, including the monitoring and control of all field mechanical and logical devises along with an integrated analyzer/optimization/control platforms; and makes final recommendations on the automation requirements utilizing current equipment and replacement equipment.
Construction Manager
Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment and piping, and overall practicality for construction.
18

Economics and Finance Specialist
Responsible for the preparation of a project economic model of the process changes, which includes revenue estimates for the blended commodities, feed stock and utility costs, and other direct and variable costs; loan amortization schedules; summary of economic parameters such as interest rates, terms, taxes, duties, and other; a twenty-five year cash flow analysis; probable financing strategies; and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
Local Support and Compliance Advisor
Responsible for reviewing existing Romanian regulations contingent to implementing the in-line blending, and prepare the overall compliance plan for implementing the automated system.
19

Feasibility Study – Budget
PETROM - PETROBRAZI IN-LINE BLENDING
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the following table:
Petrobrazi In-Line Blending Feasibility Study Budget
Direct Labor Man Month Monthly Cost Total CostProject Manager 1 $ 23,000 $ 23,000 Process Engineer 1.25 $ 21,100 $ 26,375 Blend Optimization Expert 0.75 $ 17,100 $ 12,825 Mechanical Engineer 0.5 $ 17,500 $ 8,750 Instrument/Electrical Engineer 0.5 $ 17,500 $ 8,750 Automation Engineer 0.75 $ 17,500 $ 13,125 Construction Manager 0.5 $ 17,100 $ 8,550 Economics & Finance Specialist 0.5 $ 8,200 $ 4,100 Support & Compliance 0.5 $ 6,500 $ 3,250 Total Labor 5.5 $ 108,725
ExpensesTravel (Round Trips@Rate) 8 $ 2,800 $ 22,400 Local Transport $ 3,000 Per Diem Bucharest (Days@Rate) 16 $ 220 $ 3,520 Per Diem Other (Days@Rate) 90 $ 111 $ 9,990 Comm & Misc $ 3,000 Total Expenses $ 41,910
Total Project Cost $ 150,635
RECOMMENDATIONS
AEM recommends that TDA grant Petrom $150,635 to conduct a Feasibility Study to rehabilitate the current in-line gasoline and diesel blending systems, respectively, for the Petrobrazi refinery. If funding for both Petrobrazi and Arpechim is considered by TDA, then AEM recommends that a single feasibility study contract be issued to examine both refineries and respective gasoline and diesel blending systems at each refinery. Since both refineries are owned by Petrom, are located in the same general geographic area, have improvements financed in a similar manner, and even in the same oil producing region, there is synergy, allowing cost savings for a single study of both refineries. Following the discussion of Arpechim, is a proposal for a joint study of both plants.
20

In-Line Blending ARPECHIM PITESTI Refinery
Executive Summary/Background
Petrom has proposed that TDA fund a Feasibility Study at the Arpechim Refinery, to define the appropriate steps to be taken in the conversion of the current gasoline and diesel blending system into automated in-line blending systems capable of producing tailored gasoline and diesel products. The current system is primarily a batch system, wherein blending agents are piped from holding tanks through manually operated mixing valves to a batch tank. A quality control sample is taken from the batch tank and additional blending elements are added to meet product specifications. An automated in-line blending process provides that all components are simultaneously combined at the proper ratios and mixed in a common piping header as the product is transferred to a final storage tank. A 40-hour batch process can be reduced to 10 hours by the automated system.
In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. It appears that Petrom has the financial capability to fund this installation. The project cost is estimated to be approximately $9-10 million.
Project Description
The current gasoline blending process used at the refinery is a batch system. Blending agents are piped from holding tanks through a series of pipes through manually operated mixing valves to a batch tank.
The overall project will consist of the replacement of pumps, metering skids, the blender, related piping, and the process-controlling unit. The process-controlling unit will be upgraded to reflect new tank data acquisition systems, new analyzer systems, a new process computer, and the installation of blending process control software. In 2002, Arpechim processed 647,000 metric tons of gasoline, and 1,144,000 metric tons of diesel. The blending systems will need to accommodate planed growth in the output. Arpechim has about 57% of the gasoline production that Petrobrazi manufactures and 94% of the volume of fuel oil that Petrobrazi produces. Arpechim is a somewhat different design than Petrobrazi, Petromidia, and Rafo refineries. If one compares the flow charts in the general discussion above, one notes that the Arpechim refinery uses a visbreaker, propane deasphalting, and a lubricants line. Visbreaking is simpler and cheaper than normal thermal crackers, but it only destroys 20 – 30% of the pitch. However for the project in question, in-line blending, which addresses the blending of the refined products, to all intents and purposes, the feasibility study should largely be the same as that for Petrobrazi.
Developmental Priority
Vital to making the gasoline products competitive in the European market is the requirement that the gasoline meet the new European environmental standards. Since Romania wishes to become a full member of the European Union, the country must comply with this requirement.
Romania has adopted legislation, which mandates that gasoline after January 1, 2005, can have no more sulfur content than 0.015%, and after January 1, 2007, not more than 0.005%. Similarly, diesel cannot exceed 0.035% in 2005, and 0.005% in 2007. To produce these fuels in quantities to meet the legislative and market requirements, PETROM must adopt an automated in-line blending system.
Implementation Financing
21

In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. See general discussion about Petrom’s investment strategies above.
Project Capital Cost Estimate
Petrom staff has not estimated the cost of the in-line blending system cost. AEM would estimate the cost of the implementation of a gasoline and a diesel blending system at $8 to $10 million. A recently completed in-line gasoline-only blending system at the Petromidia Refinery, which is similar in construction to Petrobrazi, was approximately $7 million USD. This is the same estimate as that provided for Petrobrazi. Arpechim has a slightly different and better tank farm layout, but they export via rail. They will need a metering skid for their connection to the Compet pipeline. They will not need as large pumps as Petrobrazi to load the blended materials than Arpechim, since Arpechim loads trucks and rail cars. The overall impact is that the final capital cost for Arpechim should be lower than Petrobrazi, but insufficient detail is available at this time to be more definitive. The final differences will be established by the feasibility study.
The overall project will consist of the replacement of pumps, metering skids, the blenders, related piping, and the process-controlling units.
The process-controlling units alone will cost between $1 and $2 million. The remainder of the costs will go toward the purchase of pumps, valves, and piping. The Feasibility Study will need to determine how much of the current equipment can be recycled.
U.S. Export Potential
For the Petrom Gasoline and diesel in-line blending rehabilitation, the U.S. export potential is at least $7 to $9 million USD.
American process software suppliers include: UOP, Bechtel, FMC Technologies, Pace Engineering, and ABB Lummus Crest. Pipes and valves suppliers include: Allied Industries, Ametek, Conley, Continental Fabricators, Naylor Pipe, and RAS Process Equipment. Pump suppliers include ABB, Aurora, Gould, Ingersoll Dresser, and Peerless.
It is probable that a single company such as FMC Blending and Transfer, UOP, or Bechtel will provide single turn-key installations for the respective gasoline and diesel systems.
Foreign Competition
Foreign competition, because of the location of the project and the fact that foreign competitors are currently active in the process conversions necessary to meet the EURO3 standards, should be strong. But the impetus should remain with American firms, based upon the TDA funded study recommendations. Given the small size of this project, this installation is likely to be performed by a single provider. Potential competition for process technology includes: Shell, Institute Francase de Petrol, Snamprogetti, and Mannesmann Anlagenbrau AG. Piping and valve suppliers include: Chemical Pipe and Vessel UK, Macaskill Engr. Ltd, and LentjesAnlagen-und Rohrleitungsbau Gmbh. Pumps could be supplied by Nuovov Pignone, Durco Ltd, KSB Aktienesellschaft, Stork, and Thyssen Maschinenbau.
Impact on U.S. Labor
The project will have a direct impact on employment in the United States through the manufacture of the materials for the project, and the installation of the components. The project is small, but adoption of U.S.
22

technology is beneficial. The consultant performing the study should specify equipment based on US standards, such as ASTM, which are internationally recognized.
Environmental Impact
This project will only have a positive environmental impact. The purpose of the project is to update operations to the in-line blending process to meet the new EURO and Romanian environmental standards for gasoline and diesel.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY:
ARPECHIM IN-LINE BLENDING
Summary
The purpose of this Feasibility Study (FS) is to define the appropriate steps to be taken in the conversion of the current gasoline and diesel blending systems into automated in-line blending systems, capable of producing tailored gasoline products and tailored diesel products, at the Petrom Arpechim Refinery near Pitesti, in Romania. The current systems are essentially batch systems, wherein blending agents are piped from holding tanks through manually operated mixing valves to the respective batch tanks. A quality control sample is taken from the batch tank and additional blending elements are added to meet product specifications. The proposed project would utilize appropriate software, automatic sensing equipment, and automated mixing valves to accurately achieve customer and Romanian mandated specifications. The primary emphasis will be placed on achieving product specifications in compliance with the quality prescriptions identified by the internal and/or external customers, with a special emphasis on achieving the new EURO standards for gasoline, and for diesel respectively. These modifications to the current blending operation should more efficiently utilize blending components, improve quality, reduce storage tank requirements, and achieve cost saving.
Feasibility Study – Scope of Work
General
The overall project will consist of the replacement of pumps, metering skids, the blenders, related piping, and the process-controlling units for gasoline blending and for diesel blending. The process-controlling units will be upgraded to reflect new tank data acquisition systems, new analyzer systems, a new process computer, and the installation of blending process control software. In 2002, Arpechim processed 647,000 metric tons of gasoline, and 1,144,000 metric tons of diesel. The blending systems will need to accommodate planned growth in the output.
i. Technical Analysis
In terms of evaluating the proposed system changes, the contractor will need to address the following issues: 1. The Feasibility Study will need to develop specifications, using ASTM and other internationally
recognized North American standards, and recommendations for the optimum systems, gasoline and diesel respectively, given the current equipment available and the full range of potential technology
23

that can be applied. The study should present the range of potential technologies available, and recommend the optimum, as well as at least one alternative system. Since this is an adaptation, the study should determine the impact on current blending operations.
2. The study will need to identify the operability and lifetime of the new proposed systems.
3. The study will need to address the security of the systems.
4. The study will need to address the fundamental construction issues – pump modifications, piping changes, mixing valve specifications, and related storage tank changes. The study should also address the physical requirements of the electronic monitoring systems, the automated mixing valves, the system computer requirements, and the software requirements.
5. After a review of the refinery’s requirements, the study should identify the appropriate sizing, capacity, and quality control factors for the system.
6. The study should identify those aspects of the proposed system that would allow the system to adapt to future potential condition changes.
7. The study should identify the range of specific grades the revised system would be able to provide for the gasoline and for the diesel.
ii. Economic Analysis
The study will develop an economic analysis of the project and address the following issues:
1. The study shall identify the overall project costs such as construction capital, working capital, and operation and maintenance costs.
2. The study shall identify any cost saving of the proposed system compared to the current operating system.
3. The study will identify to what extent the costs of the project can be borne via internal cash flows, and what may be borne by Petrom’s internal cash flows, and what will be borne via supplier credits, EX-Im Bank, EBRD funding, commercial banks, etc.
iii. Financial Analysis
The investigation will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will identify the physical construction costs of the system.
2. The study will determine the optimum blending throughput of the proposed systems and identify the cost per unit of blending compared to alternatives. The study will identify the operation and maintenance costs. The study will identify applicable depreciation rates, return, insurance, taxes, and general and administrative expenses.
3. The study will identify changed revenue streams compared to the expected costs.
4. The study should identify potential funding sources, in addition to internal cash flow, for the actual project development and prepare appropriate materials that could be submitted to assist Petrom in applying for the funds.
The study will prepare basic financial application material, which covers the following fundamental materials. This application material must fit the format and satisfy the general best practices banking
24

industry project financing forms, including a financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and Project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and Regulatory information.
iv. Environmental Analysis
The study shall investigate the potential environmental factors related to the installation of the rehabilitated blending system. Issues to be examined include the following:
1. The study will address provisions for land based gasoline and diesel spills, as well as fire and explosion hazards. The study will determine whether Petrom has the capability to deal with spills, fire, explosion, and other environmental disasters or whether it will have to utilize the services of other private or public agencies.
2. The study will need to determine what environmental standards must be satisfied and identify the relevant regulatory agency. The study will also determine whether permission has been sought for this project and whether Petrom has examined the requirements to obtain appropriate permissions.
vi. Regulatory Issues
1. The study shall determine what regulatory authorities would have jurisdiction over this operation, as well as which applicable rules or regulations exist. Since the blending may be utilized to satisfy a European Union standard, the study will need to identify what international inspection or testing authorities have jurisdiction. The applicable EURO, national and international standards and regulations should be listed in the Feasibility Study.
2. The study will assess the potential cost impacts of any regulatory issues.
vii. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project.
vii. Implementation Plan
The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
25

Consultant Evaluation Criteria
The evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
ii. Experience and capability of the firm, including a demonstrated ability to perform analysis of in-line gasoline and in-line diesel blending operations, feasibility studies and designs.
ii. Demonstration of the understanding of the task and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
iii. Qualifications and experience of staff in gasoline and diesel blending, planning, design, environmental assessment, and engineering feasibility analysis.
viii. Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Process Engineer
Reviews current versus proposed technology, to include: materials receiving and handling, materials storage, tank farm hydraulics and instrumentation, automation and optimization, and operating procedures.
Blend Optimization Expert
Reviews quality of components used and blend receipts; assesses current versus proposed technology; and assesses the impact and savings of blend receipt optimization.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements.
Instrument/Electrical Engineer
Pursuant to information provided by the process engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design.
26

Automation Engineer
Pursuant to information provided by the process engineer, reviews existing operating systems controls and the proposed requirements, including the monitoring and control of all field mechanical and logical devises along with an integrated analyzer/optimization/control platforms; and makes final recommendations on the automation requirements utilizing current equipment and replacement equipment.
Construction Manager
Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment and piping, and overall practicality for construction.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the process changes, which includes revenue estimates for the blended commodities, feed stock and utility costs, and other direct and variable costs; loan amortization schedules; summary of economic parameters such as interest rates, terms, taxes, duties, and other; a twenty-five year cash flow analysis; probable financing strategies; and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
Local Support and Compliance Advisor
Responsible for reviewing existing Romanian regulations contingent to implementing the in-line blending, and prepare the overall compliance plan for implementing the automated system.
27

Feasibility Study – Budget
PETROM - ARPECHIM IN-LINE BLENDING
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the following table:
Arpechim In-Line Blending Feasibility Study Budget
Direct Labor Man Month Monthly Cost Total CostProject Manager 1 $ 23,000 $ 23,000 Process Engineer 1.25 $ 21,100 $ 26,375 Blend Optimization Expert 0.75 $ 17,100 $ 12,825 Mechanical Engineer 0.5 $ 17,500 $ 8,750 Instrument/Electrical Engineer 0.5 $ 17,500 $ 8,750 Automation Engineer 0.75 $ 17,500 $ 13,125 Construction Manager 0.5 $ 17,100 $ 8,550 Economics & Finance Specialist 0.5 $ 8,200 $ 4,100 Support & Compliance 0.5 $ 6,500 $ 3,250 Total Labor 5.5 $ 108,725
ExpensesTravel (Round Trips@Rate) 8 $ 2,800 $ 22,400 Local Transport $ 3,000 Per Diem Bucharest (Days@Rate) 16 $ 220 $ 3,520 Per Diem Other (Days@Rate) 90 $ 111 $ 9,990 Comm & Misc $ 3,000 Total Expenses $ 41,910
Total Project Cost $ 150,635
RECOMMENDATIONS
AEM recommends that TDA grant Petrom $150,635 to conduct a Feasibility Study to rehabilitate the current in-line gasoline and diesel blending systems, respectively, for the Arpechim refinery. If funding for both Petrobrazi and Arpechim is considered by TDA, then AEM recommends that a single feasibility study contract be issued to examine both refineries and respective gasoline and diesel blending systems at each refinery. Since both refineries are owned by Petrom, are located in the same general geographic area, have improvements financed in a similar manner, and even in the same oil producing region, there is synergy, allowing cost savings for a single study of both refineries. Following this discussion is a proposal for a joint study of both plants.
28

Joint Feasibility Study of In-Line Blending Gasoline and of In-Line Blending of Diesel at PETROBRAZI PLOIESTI Refinery and ARPECHIM PITESTI Refinery
General Summary
If funding for both Petrobrazi and Arpechim is considered by TDA, then AEM recommends that a single feasibility study contract be issued to examine both refineries and respective gasoline and diesel blending systems at each refinery. Since both refineries are owned by Petrom, are located in the same general geographic area, have improvements financed in a similar manner, and even in the same oil producing region, there is synergy, allowing cost savings for a single study of both refineries. Skill requirements for the feasibility teams would remain the same, and combining the two refinery studies under the same feasibility study should cut logistics costs.
Terms of Reference for a combined refinery study follow along with a proposed budget.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY:PETROBRAZI AND ARPECHIM IN-LINE BLENDING OF GASOLINE AND
DIESEL
Summary
The purpose of this Feasibility Study (FS) is to define the appropriate steps to be taken in the conversion of the current gasoline and diesel blending systems into automated in-line blending systems, capable of producing tailored gasoline products and tailored diesel products, at the Petrom Petrobrazi Refinery near Ploiesti, Romania, and at the Petrom Arpechim Refinery near Pitesti, in Romania.. The current systems are essentially batch systems, wherein blending agents are piped from holding tanks through manually operated mixing valves to the respective batch tanks. A quality control sample is taken from the batch tank and additional blending elements are added to meet product specifications. The proposed project would utilize appropriate software, automatic sensing equipment, and automated mixing valves to accurately achieve customer and Romanian mandated specifications. The primary emphasis will be placed on achieving product specifications in compliance with the quality prescriptions identified by the internal and/or external customers, with a special emphasis on achieving the new EURO standards for gasoline, and for diesel respectively. These modifications to the current blending operation should more efficiently utilize blending components, improve quality, reduce storage tank requirements, and achieve cost saving.
Feasibility Study – Scope of Work
General
The overall capital project will consist of the replacement of pumps, metering skids, the blenders, related piping, and the process-controlling units for gasoline blending and for diesel blending at each of the refineries. The process-controlling units will be upgraded to reflect new tank data acquisition systems, new analyzer systems, a new process computer, and the installation of blending process control software. In 2002, Petrobrazi processed 1,126,000 metric tons of gasoline, and 1,106,000 metric tons of diesel. In 2002, Arpechim processed 647,000 metric tons of gasoline, and 1,144,000 metric tons of diesel. The blending systems will need to accommodate planned growth in the output.
i. Technical Analysis
In terms of evaluating the proposed system changes, the contractor will need to address the following issues separately for each refinery:
29

1. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for the optimum systems, gasoline and diesel respectively, given the current equipment available and the full range of potential technology that can be applied. The study should present the range of potential technologies available, and recommend the optimum, as well as at least one alternative system. Since this is an adaptation, the study should determine the impact on current blending operations.
2. The study will need to identify the operability and lifetime of the new proposed systems.
3. The study will need to address the security of the systems.
4. The study will need to address the fundamental construction issues – pump modifications, piping changes, mixing valve specifications, and related storage tank changes. The study should also address the physical requirements of the electronic monitoring systems, the automated mixing valves, the system computer requirements, and the software requirements.
5. After a review of the refinery’s requirements, the study should identify the appropriate sizing, capacity, and quality control factors for the system.
6. The study should identify those aspects of the proposed system that would allow the system to adapt to future potential condition changes.
7. The study should identify the range of specific grades the revised system would be able to provide for the gasoline and for the diesel.
ii. Economic Analysis
The study will develop an economic analysis of the project and address the following issues:
1. The study shall identify the overall project costs such as construction capital, working capital, and operation and maintenance costs.
2. The study shall identify any cost saving of the proposed system compared to the current operating system.
3. The study will identify to what extent the costs of the project can be borne via internal cash flows, and what may be borne by Petrom’s internal cash flows, and what will be borne via supplier credits, EX-Im Bank, EBRD funding, commercial banks, etc.
iii. Financial Analysis
The investigation will provide recommendations on the financial viability of the proposed projects at each refinery based upon the preceding technical analysis.
1. The study will identify the physical construction costs of the systems.
2. The study will determine the optimum blending throughput of the proposed systems and identify the cost per unit of blending compared to alternatives. The study will identify the operation and maintenance costs. The study will identify applicable depreciation rates, return, insurance, taxes, and general and administrative expenses.
3. The study will identify changed revenue streams compared to the expected costs.
4. The study should identify potential funding sources, in addition to internal cash flow, for the actual project development and prepare appropriate materials that could be submitted to assist Petrom in applying for the funds.
30

The study will prepare basic financial application material for each refinery and combined application material, which covers the following fundamental materials. This application material must fit the format and satisfy the general best practices banking industry project financing forms, including a financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and Project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and Regulatory information.
iv. Environmental Analysis
The study shall investigate the potential environmental factors related to the installation of the rehabilitated blending system. Issues to be examined include the following:
1. The study will address provisions for land based gasoline and diesel spills, as well as fire and explosion hazards. The study will determine whether Petrom has the capability to deal with spills, fire, explosion, and other environmental disasters or whether it will have to utilize the services of other private or public agencies.
2. The study will need to determine what environmental standards must be satisfied and identify the relevant regulatory agency. The study will also determine whether permission has been sought for this project and whether Petrom has examined the requirements to obtain appropriate permissions.
ix. Regulatory Issues
1. The study shall determine what regulatory authorities would have jurisdiction over these operations, as well as which applicable rules or regulations exist. Since the blending may be utilized to satisfy a European Union standard, the study will need to identify what international inspection or testing authorities have jurisdiction. The applicable EURO, national and international standards and regulations should be listed in the Feasibility Study.
2. The study will assess the potential cost impacts of any regulatory issues.
x. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the respective refinery projects.
vii. Implementation Plan
31

The Feasibility Study will provide an implementation plans for each respective refinery, which will recommend the consultants expectations for the orderly development of the projects. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
iii. Experience and capability of the firm, including a demonstrated ability to perform analysis of in-line gasoline and in-line diesel blending operations, feasibility studies and designs.
ii. Demonstration of the understanding of the task and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
iii. Qualifications and experience of staff in gasoline and diesel blending, planning, design, environmental assessment, and engineering feasibility analysis.
xi. Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Process Engineer
Reviews current versus proposed technology, to include: materials receiving and handling, materials storage, tank farm hydraulics and instrumentation, automation and optimization, and operating procedures.
Blend Optimization Expert
Reviews quality of components used and blend receipts; assesses current versus proposed technology; and assesses the impact and savings of blend receipt optimization.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements.
Instrument/Electrical Engineer
32

Pursuant to information provided by the process engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design.
Automation Engineer
Pursuant to information provided by the process engineer, reviews existing operating systems controls and the proposed requirements, including the monitoring and control of all field mechanical and logical devises along with an integrated analyzer/optimization/control platforms; and makes final recommendations on the automation requirements utilizing current equipment and replacement equipment.
Construction Manager
Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment and piping, and overall practicality for construction.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the process changes, which includes revenue estimates for the blended commodities, feed stock and utility costs, and other direct and variable costs; loan amortization schedules; summary of economic parameters such as interest rates, terms, taxes, duties, and other; a twenty-five year cash flow analysis; probable financing strategies; and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
Local Support and Compliance Advisor
Responsible for reviewing existing Romanian regulations contingent to implementing the in-line blending, and prepare the overall compliance plan for implementing the automated system.
33

Feasibility Study – Budget
PETROM – COMBINED FEASIBILITY STUDY FOR PETROBRAZI AND ARPECHIM IN-LINE BLENDING OF GASOLINE AND OF DIESEL
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the following table:
Combined Feasibility Study For PETROBRAZI & ARPECHIM In-Line Blending
Direct Labor Man Month Monthly Cost Total CostProject Manager 1.5 $ 23,000 $ 34,500 Process Engineer 2 $ 21,100 $ 42,200 Blend Optimization Expert 1.25 $ 17,100 $ 21,375 Mechanical Engineer 0.75 $ 17,500 $ 13,125 Instrument/Electrical Engineer 0.75 $ 17,500 $ 13,125 Automation Engineer 1.25 $ 17,500 $ 21,875 Construction Manager
0.75 $ 17,100 $ 12,825
Economics & Finance Specialist 0.5 $ 8,200 $ 4,100 Support & Compliance 0.75 $ 6,500 $ 4,875 Total Labor
9.5 $ 168,000
ExpensesTravel (Round Trips@Rate) 8 $ 2,800 $ 22,400 Local Transport $ 5,000 Per Diem Bucharest (Days@Rate) 16 $ 220 $ 3,520 Per Diem Other (Days@Rate) 120 $ 111 $ 13,320 Comm & Misc $ 4,000 Total Expenses $ 48,240
Total Project Cost $ 216,240
RECOMMENDATIONS
AEM recommends that TDA grant Petrom $ 216,240 to conduct a Feasibility Study to rehabilitate the current in-line gasoline and diesel blending systems, respectively, for the Petrobrazi and Arpechim refinery respectively. If funding for both Petrobrazi and Arpechim is considered by TDA, then AEM recommends that a single feasibility study contract be issued to examine both refineries and respective gasoline and diesel blending systems at each refinery. There is synergy, allowing cost savings for a single study of both refineries.
34

Amine Treating Revamp and Sulfur Recovery Unit ARPECHIM PITESTI Refinery
Executive Summary/Background
Petrom proposes to revamp the existing “Amine treatment and Sulfur Recovery Unit” (Claus technology) in order to reduce the sulfur dioxide pollution and obtain better sulfur recovery levels. The capacity of the unit is 252,000 metric tons per year. The estimated cost of the project is $12 million USD.
Project Description
Petrom proposes that a study identify projects to be implemented that would: (1) either utilize an adaptation of the current solvent or implement a new solvent to provide an efficient treatment process; (2) select a suitable procedure for improving the existing treatment process; (3) develop recommendations for the procurement of equipment made of corrosion resistant steel carbon; and (4) develop recommendations to improve the existing Claus technology using a technology that allows reducing the sulfur to the lowest level.
Developmental Priority
Petrom believes the proposed project would improve the quality and purity of the product (fuel gas), increase profitability, decrease energy consumption, increase reliability and safety in operation, and decrease emissions. This project is identified as a medium term investment project for the Arpechim refinery by the consulting firm UOP and Solomon Brothers doing a three year study of Arpechim and Petrobrazi refineries.
Implementation Financing
In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. See general discussion about Petrom’s investment strategies above.
Project Capital Cost Estimate
Petrom has indicated an estimated project cost of $12 million USD. No additional breakdown of costs was provided.
U.S. Export Potential
Petrom has indicated that they will provide detail engineering, construction and installation works, and utilities. Petrom provided no estimates of potential international purchases. AEM would estimate that the US export potential is $3 - $5 million USD.
Potential US suppliers include TPA Baker-Howe, APL, Jacobs, TKK, UOP, US Filter Company, Parsons, Unocal, Amoco, Marathon, Bechtel, Scientific Design, Honeywell, Emerson, Foster Wheeler, McGraw Edison Co, Belco Technologies, ConocoPhillips, Mustang Engineers and Constructors, and Sulzer Chemtech USA.
Foreign Competition
35

Strong foreign competition exists in these technology areas – Haldor Topsoe (Danish); Shell (Netherlands); Kellogg (United Kingdom); Sud-Chemie, Gas Technology Products LLC, and SiirtecNigi,
Impact on U.S. Labor
The impact on US labor will be a function of the amount of goods and services supplied in support of this contract. The products of the revamped system will not compete with US refiner’s output.
Environmental Impact
Petrom did not quantify any environmental impacts. This project should primarily focus on environmental issues. As indicated in the overall executive summary and the discussions about the Rompetrol proposal contained within this report. Romania has enacted legislation to bring its air, water and waste environmental standards into compliance with those of the European Union. As illustrated in the Rompetrol proposal, the wastewater must be reduced in sulfur products, but also of ammonia products. Stronger air quality standards must be met to dramatically reduce sulfur dioxide emissions. Improved sulfur dioxide removal also allows the refinery to increase its throughput of high sulfur oil, improving its profit margins by allowing lower cost feedstock.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY:ARPECHIM PITESTI Refinery –
Amine Treating Revamp and Sulfur Recovery Unit
Summary
Petrom proposes to revamp the existing “Amine treatment and Sulfur Recovery Unit” (Claus technology) in order to reduce the sulfur dioxide pollution and obtain better sulfur recovery levels. The capacity of the unit is 252,000 metric tons per year. The estimated cost of the project is $12 million USD.
The primary goals of the modernization proposal are to would improve the quality and purity of the product (fuel gas), increase profitability, decrease energy consumption, increase reliability and safety in operation, and decrease emissions.
Feasibility Study – Scope of Work
General
The objective of the Feasibility study will be to develop the necessary details, project implementation guidelines, costs, schedules, and financing sources recommendations and options to produce a complete project plan sufficient to satisfy the general best practices requirements of the banking industry for project financing.
The final report should satisfy the following objectives: either utilize an adaptation of the current solvent or implement a new solvent to provide an efficient
treatment process; select a suitable procedure for improving the existing treatment process; develop recommendations for the procurement of equipment made of corrosion resistant steel carbon; develop recommendations to improve the existing Claus technology using a technology that allows
reducing the sulfur to the lowest level.
The current system consists of a amine treatment unit of 132,000 tons per year, which treats the gas from the naphtha hydrotreating unit, gas from the gasoil hydrotreating unit, as well as the byproducts of the fluidized catalytic cracker Feed Hydrotreater unit, and the lub base oil hydrocracking unit. The second
36

amine unit has a throughput of 120,000 tons per year and treats the byproduct of the fluidized catalytic cracker unit. The Feasibility Report should be sufficiently detailed to facilitate financing; to establish a project development plan; and to provide the basis for the issuance of tenders for the implementation of the proposed system.
i. Technical Analysis
1. The Feasibility Study (FS) contractor will review the current system and Petrom’s proposed goals and develop recommendations to meet those goals, and the increased environmental requirements establish by Romania. The study should provide actual and various modernization scenarios. Each should be reviewed, as well as the current proposal.
2. The FS contractor will document, analyze, evaluate, and recommend the optimum configuration and technology to meet Petrom’s needs. The consultant should consider, but is not limited to considering the following processes:
Direct Sulfur Recovery Process, developed by Research Triangle Institute, Parson Hi-Activity Process, Amoco’s Cold-bed Absorption Process, Delta Hudson Process, IFP Tail Gas Treatment Lo-Cat Process, licensed by US Filter Company, Marathon Oil’s Hysulf Process, Recycle Selectrox Process, developed by Parsons and Unocal and licensed through UOP,
Where possible the results of the evaluation will be presented in a tabular form, to include licensing requirements where applicable, with all evaluation criteria clearly listed. The tabular format should include the country of licensing in the tables. The FS consultant shall review the complete collection of potential technology. The consultant’s review should provide information on the following:
site availability, equipment specifications, process descriptions, design bases, block flow diagrams, energy and material balances, operating cost estimates, capital cost estimates, feedstock requirements, product specifications, production factors, and internal transfer pricing.
3. The FS contractor will evaluate which equipment currently existing on site can be re-utilized or retrofitted to meet the new requirements, and provide a cost comparison for replacement as opposed to retention, and the adequacy of retention with the new objectives. Equipment and design specifications will be based upon internationally recognized US standards such as ASTM. The cost comparison should indicate retrofit costs of current equipment, expected service life, operations and maintenance considerations, and salvage value. It should indicate the cost of new equipment and respective suppliers, the expected service life, operations and maintenance considerations, and salvage value. The contractor should indicate the impacts on operational throughput by performing retrofits, as opposed to installing new equipment.
4. The study will provide a list of all modernization items and activities with detailed descriptions of the type and estimated cost of equipment, estimated installation requirements and costs, testing and operational requirements, licensing requirements, and schedules for implementation.
37

ii. Economic Analysis
The feasibility contractor shall prepare a project economic model of the current system and the proposed improvements, including: revenue estimates for the new products in terms of the commodity sales of the solid sulfur, and the
overall economic impacts of the increased throughput on operating revenues for the refinery, costs of any additional inputs to the system, and any differences in utility costs, other direct and variable costs, loan amortization schedules, summaries of all economic factors used in the analyses such as terms,
interest rates, taxes, duties, etc., 25 year cash flow analysis, and recommended financing strategies.
iii. Financial Analysis
The Feasibility Study will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will estimate the physical construction costs of the system, the impacts on product pricing and operational costs, and the cost impacts of constructing the system.
2. The study shall determine estimates of the operation and maintenance costs, applicable depreciation rates, return, insurance, taxes and general and administrative expenses.
3. An estimate shall be made of the potential revenue streams, and the savings achieved compared to the expected costs to develop a pay back period.
4. The study should identify potential funding sources for the actual project development and prepare appropriate materials that could be submitted to assist Petrom in applying for the funds.
The study will prepare basic financial application material, which cover the following fundamental materials. This application material must fit the format and satisfy the general best practices banking industry project financing forms: identifying the financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and regulatory information.
iv. Environmental Analysis
38

The study shall investigate the potential environmental factors related to the improvements, discussed herein, that will bring the refinery into compliance with the Romanian NTPA 001 regulation for water, as well as the Ordinance 592 on air quality.
Issues to be examined include the following:
1. A review of the environmental permit for the operation of Arpechim, with recommendations related to current compliance and with future compliance, both addressing the current operational configuration and the proposed configuration.
2. The study will identify potential atmospheric environmental factors related to the proposed system.
3. The study will identify any operating fluids that will need to be disposed.
4. The study will identify any waste management changes required as a result of the increased recovery and production of solid sulfur.
5. The study will determine which environmental standards must be satisfied and identify the relevant regulatory agency.
iv. Regulatory Issues
1. The study should determine which regulatory authorities, if any, has jurisdiction over these operations.
2. The study will determine what rules or regulations exist are applicable to this project and all recommendations will be consistent with all applicable national and international regulations.
3. The study will assess the potential cost impacts of any regulatory issues.
vi. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project. Specifications for equipment should be in internationally recognized US standards, such as ASTM, API, etc.
vii. Implementation Plan
The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The overall evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
Experience and capability of the firm, including a demonstrated ability to perform sulfur recovery related feasibility studies and designs - international experience is preferred.
Demonstration of the understanding of the task, and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
Qualifications and experience of staff in sulfur recovery in refining and petrochemical operations planning, design, environmental assessment, and engineering feasibility analysis.
39

Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Process Engineer
Reviews current versus proposed technology, to include: amine, sulfur recovery, and tail gas treatment in a complex refinery.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements.
Instrument/Electrical Engineer
Pursuant to information provided by the process engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design. Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment and piping, and overall practicality for construction.
Environmental Engineer
Reviews environmental regulations, process design specifications of the existing facilities and the proposed facilities, and develops plans and recommendations for the process engineer and the project manager to respond to all environmental related factors.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the process changes, as described in the technical discussion above, and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
40

Amine Treating Revamp and Sulfur Recovery UnitARPECHIM PITESTI Refinery
Feasibility Study – Budget
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the table below.
ARPECHIM PITESTI Refinery - Amine Treating Revamp and Sulfur Recovery Unit
Direct Labor Man Month
Monthly Cost Total Cost
Project Manager 1.5 $ 23,000 $ 34,500 Process Engineer 2 $ 21,100 $ 42,200 Mechanical Engineer 2 $ 17,500 $ 35,000 Instrument/Electrical Engineer 0.5 $ 17,500 $ 8,750 Environmental Engineer 2 $ 17,500 $ 35,000 Economics & Finance Specialist 2 $ 8,200 $ 16,400 Support & Compliance 1 $ 6,500 $ 6,500 Total Labor 11 $ 178,350
ExpensesTravel (Round Trips@Rate) 10 $ 2,800 $ 28,000 Local Transport $ 3,500 Per Diem Bucharest (Days@Rate) 16 $ 220 $ 3,520 Per Diem Other (Days@Rate) 100 $ 111 $ 11,100 Comm & Misc $ 3,500 Total Expenses $ 49,620
Total Project Cost $ 227,970
AEM does not recommend that TDA grant Petrom funds for a feasibility study to revamp the amine and sulfur recovery systems. Petrom needs to amend its application to provide a complete description of its current and greater specification of its intentions in the revamping process. A rough estimate of the equipment involved for each of the respective changes is needed. Petrom needs to provide some quantification of the impacts expected to be achieved by the changes – for example, what additional revenues will be derived from the increase in sulfur production or the fuel gas production. What are the expectations for energy savings. How will reliability and flexibility be increased in the operations. Petrom’s goals and the modifications proposed are too ill defined to do more than generate a generic term of reference for a feasibility study which may or may no satisfy their ultimate needs. On a generic basis, AEM would estimate that a feasibility study of the revamping of the amine unit and sulfur recovery would be approximately $227,970.
41

Propane Deasphalting Oil Unit Revamp ARPECHIM PITESTI Refinery Executive Summary/Background
Petrom proposes that US TDA assist them through the funding of a feasibility study to revamp the propane deasphalting oil unit to increase the deasphalted oil; increase the feedstock to the Fluidized Catalytic Cracking Unit (FCC), provide more valuable feedstock for the lube base oil production; decrease energy consumption; and increase reliability and flexibility in the operations.
A pre-feasibility study is currently in progress. The estimated cost of the project is $11 million USD.
Project Description
The project consists of the following activities:1. Revamp of the extraction columns 2. Revamp of the solvent recovery columns3. Heat transfer improvement 4. Process and utilities piping 5. Advanced Automation System
Developmental Priority
The desired effects of the proposed modifications are to increase the deasphalted oil output, increase the feedstock to the fluidized catalytic cracker (FCC) Unit, provide more valuable feedstock for lub base oil production, decrease energy consumption, and to increase the reliability and flexibility of the operation. The current UOP auditors have identified this project as part of a group of priority projects. The current system has a capacity of 330,000 metric tons per year.
Implementation Financing
In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. See general discussion about Petrom’s investment strategies above.
Project Capital Cost Estimate
Petrom has indicated that the total estimated cost of the investment would be $11 million USD.
U.S. Export Potential
Petrom has indicated that they will provide detail engineering, construction and installation works, and utilities. Petrom provided no estimates of potential international purchases. AEM would estimate that the US export potential is $3 - $5 million USD.
Potential US exporters would include UOP, Scientific Design, Honeywell, Emerson, Foster Wheeler, McGraw Edison Co, Belco Technologies, ConocoPhillips, Mustang Engineers and Constructors, and Sulzer Chemtech USA.
Foreign Competition
Potential foreign competition include: Shell, Institute Francase de Petrol, Snamprogetti, and Mannesmann Anlagenbrau AG, Chemical Pipe and Vessel UK, Macaskill Engr. Ltd, LentjesAnlagen-und
42

Rohrleitungsbau Gmbh, Nuovov Pignone, Durco Ltd, KSB Aktienesellschaft, Stork, and Thyssen Maschinenbau.
Impact on U.S. Labor
The impact on US labor will be a function of the amount of goods and services supplied in support of this contract. The products of the revamped system will not compete with US refiner’s output.
Environmental Impact
Petrom has not identified any environmental impacts with positive or negative . Potentially there could be both air and water environmental impacts.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY: Propane Deasphalting Oil Unit Revamp
ARPECHIM PITESTI Refinery
Summary
The purpose of this Feasibility Study (FS) is to define the appropriate steps to be taken in Revamping the propane deasphalting oil unit at the Arpechim refinery. Petrom’s goal in proposing this project for the 330,000 metric ton per year unit is to increase the production of deasphalted oil, increase the feedstock for the FCC unit, provide more valuable feedstock for lube base oil production, decrease energy consumption, and increase reliability and flexibility in the operations.
Feasibility Study – Scope of Work
General
The overall project will consist of the revamp of the extraction columns, revamp of the solvent recovery columns, improve heat transfer, improve the process and utilities piping, and install an advanced automation system.
i. Technical Analysis
In terms of evaluating the proposed system changes, the contractor will need to address the following issues: 1. The Feasibility Study will need to develop specifications, using ASTM and other internationally
recognized North American standards, and recommendations for the revamp of the extraction columns. The consultant will determine the nature of the current liquid-liquid extraction device – mixer-settler and countercurrent vertical towers. If the current unit is a mixer-settler design, the consultant will develp recommendations to convert the system to a countercurrent or other design which would have improved characteristics. In addressing the improved design, the consultant shall recommend the optimum design characteristics, whether a rotating disk contactor, or a fixed element/slat tower. The consultant will develop a matrix for all changes that illustrates the changes impacts, as well as the impact of the variables of solvent-to-feed ratio, type of solvent, and extraction conditions on the levels of deasphalted lube stock produced.
2. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for the revamp of the solvent recovery columns. Since the products of the current process are going to be transferred to an FCC Feed Hydrocracker, the consultant will examine and make recommendations for alternative heavier-than-propane solvents, and what impacts the changes in solvents will have on the current processes. The
43

consultant should examine multiple-effect evaporation processes. It is expected that a triple effect evaporation would reduce utilities costs to 54% of that associated with a single effect evaporation.
3. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for the improvement of heat transfer.
4. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for the improvement of the process and utilities piping.
5. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for the installation of an advanced automation system.
6. The study will need to identify the operability and lifetime of the new proposed systems.
7. The study will identify the impact of the proposed changes on the utilities. The analysis of changes, should establish the optimum deasphalted oil production, based not only upon the operations of the DAO unit, but the impact of the DAO quality on the investment and operating costs of the downstream processing units.
8. The study will need to address the fundamental construction issues.
9. After a review of the refinery’s requirements, the study should identify the appropriate sizing, capacity, and quality control factors for the system.
10. The study should identify those aspects of the proposed system that would allow the system to adapt to future potential condition changes.
ii. Economic Analysis
The study will develop an economic analysis of the project and address the following issues:
1. The study shall identify the overall project costs such as construction capital, working capital, and operation and maintenance costs.
2. The study shall identify any cost saving of the proposed system compared to the current operating system.
3. The study will identify to what extent the costs of the project can be borne via internal cash flows, and what may be borne by Petrom’s internal cash flows, and what will be borne via supplier credits, EX-Im Bank, EBRD funding, commercial banks, etc.
iii. Financial Analysis
The investigation will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will identify the physical construction costs of the system.
2. The study will determine the optimum design of the proposed systems and identify the cost per unit compared to alternatives. The study will identify the operation and maintenance costs. The study will identify applicable depreciation rates, return, insurance, taxes, and general and administrative expenses.
3. The study will identify changed revenue streams compared to the expected costs.
44

4. The study should identify potential funding sources, in addition to internal cash flow, for the actual project development and prepare appropriate materials that could be submitted to assist Petrom in applying for the funds.
The study will prepare basic financial application material, which covers the following fundamental materials. This application material must fit the format and satisfy the general best practices banking industry project financing forms, including a financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and Project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and Regulatory information.
iv. Environmental Analysis
The study shall investigate the potential environmental factors related to the revamping of the propane deasphalting oil unit. Issues to be examined include the following:
1. The study will address and quantify the impact on air and water emissions produced from the proposed system changes and indicate the potential that Petrom has to bring this process into compliance with the new Romanian air quality standards enacted.
2. The study will need to determine what environmental standards must be satisfied and identify the relevant regulatory agency. The study will also determine whether permission has been sought for this project and whether Petrom has examined the requirements to obtain appropriate permissions.
3. The sulfur distribution between the DAO and the asphalt are a function of the DAO yield. In developing recommendations for the optimization of the system and yield, estimates should be made of the amount of sulfur that will be transferred to the respective products and its impacts on the other operating units within the refinery, as well as its compliance with environmental regulations.
xii. Regulatory Issues
1. The study shall determine what regulatory authorities would have jurisdiction over this operation, as well as which applicable rules or regulations exist.
2. The study will assess the potential cost impacts of any regulatory issues.
xiii. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project.
45

vii. Implementation Plan
The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
iv. Experience and capability of the firm, including a demonstrated ability to perform analysis of propane deasphalting oil units, feasibility studies and designs.
ii. Demonstration of the understanding of the task and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
iii. Qualifications and experience of staff in planning, design, environmental assessment, and engineering feasibility analysis.
xiv. Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Chemical Engineer
Reviews current versus proposed technology, and recommends improvements.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements. Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment, and overall practicality for construction.
Instrument/Electrical Engineer
Pursuant to information provided by the chemical engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications
46

for new equipment; and defines power distribution system improvements required to support the proposed revised process design. Develops recommendations for the new automation system.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the propane deasphalting oil revamp changes, which includes revenue estimates, feed stock and utility costs, and other direct and variable costs; loan amortization schedules; summary of economic parameters such as interest rates, terms, taxes, duties, and other; a twenty-five year cash flow analysis; probable financing strategies; and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
47

Feasibility Study – Budget
PETROM – ARPECHIM PITESTI Refinery Propane Deasphalting Oil Unit Revamp
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the following table:
PROPANE DEASPHALTING OIL UNIT REVAMP
Direct Labor Man Month
Monthly Cost Total Cost
Project Manager 1.5 $ 23,000 $ 34,500 Chemical Engineer 3 $ 21,100 $ 63,300 Mechanical Engineer 2 $ 17,500 $ 35,000 Instrument/Electrical Engineer 1.5 $ 17,500 $ 26,250 Economics & Finance Specialist 1.5 $ 8,200 $ 12,300 Total Labor 9.5 $ 171,350
ExpensesTravel (Round Trips@Rate) 8 $ 2,800 $ 22,400 Local Transport $ 3,500 Per Diem Bucharest (Days@Rate) 20 $ 220 $ 4,400 Per Diem Other (Days@Rate) 106 $ 111 $ 11,766 Comm & Misc $ 4,000 Total Expenses $ 46,066
Total Project Cost $ 217,416
RECOMMENDATIONS
AEM does not recommend that TDA grant Petrom funds for a feasibility study to revamp the propane deasphalting oil unit. Petrom needs to amend its application to provide a complete description of its current deasphalting system, and greater specification of its intentions in the revamping process. A rough estimate of the equipment involved for each of the respective changes is needed. Petrom needs to provide some quantification of the impacts expected to be achieved by the changes – for example, what additional revenues will be derived from the increase in deasphalted oil, and the displacement of purchased feedstock for the lube base oil production. What are the expectations for energy savings. How will reliability and flexibility be increased in the operations. On a generic basis, AEM would estimate that a generic feasibility study of the propane deasphalting oil unit would be approximately $217,416.
48

Delayed Coking Unit Revamp PETROBRAZI SA Refinery
Executive Summary/Background
The purpose of this Feasibility Study (FS) is to define the appropriate steps to be taken in Revamping the Delayed Coking Unit at the Petrobrazi refinery. Petrom’s goal in proposing this project for the 800,000 metric tons per year unit is to increase safety in operation, reduce energy consumption, and increase economic efficiency. The current operation has four drums. In terms of competition for capital spending under the current or privatized company, a project of this nature should be considered a reasonably high priority project.
Project Description
The overall project will consist of the replacement of eliminating an intermediate quench tower, a revamp of heat exchangers, refurbish of the furnace, changes to the coke cutting system, converting the coke condensation and purging systems to comply with environmental regulations, and installing a DCS control system.
Developmental Priority
The desired effects of the proposed modifications are to increase liquid product output by decreasing coke yield and product recovery, to improve coke quality and assure the market sale, to decrease energy consumption, to increase reliability and safety in operation, and to decrease emissions. With new air quality regulations, the refinery will need to place the air releases of this unit with legal ordinance requirements. Increasing the volatiles from the coke as well as providing a higher quality coke for sale should improve the profit stream. The current UOP auditors have identified this project as part of a group of priority projects.
Implementation Financing
In order to finance these projects, Petrom proposes to utilize Petrom’s cash flow, supplier credits, commercial bank loans, and the European Bank for Reconstruction and Development. See general discussion about Petrom’s investment strategies above.
Project Capital Cost Estimate
Petrom has estimated to total capital cost of the proposed changes to be $10 million USD. Petrom provided no additional estimated breakdown of costs.
U.S. Export Potential
Petrom has indicated that they will provide detail engineering, construction and installation works, and utilities. US export potential is estimated to be $5 million USD.
Potential US exporters would include UOP, Scientific Design, Honeywell, Emerson, Foster Wheeler, McGraw Edison Co, Belco Technologies, ConocoPhillips, Mustang Engineers and Constructors, and Sulzer Chemtech USA.
Foreign Competition
Potential foreign competition include: Shell, Institute Francase de Petrol, Snamprogetti, and Mannesmann Anlagenbrau AG, Chemical Pipe and Vessel UK, Macaskill Engr. Ltd, LentjesAnlagen-und
49

Rohrleitungsbau Gmbh, Nuovov Pignone, Durco Ltd, KSB Aktienesellschaft, Stork, and Thyssen Maschinenbau.
Impact on U.S. Labor
The impact on US labor will be a function of the amount of goods and services supplied in support of this contract. The products of the revamped system will not compete with US refiner’s output.
Environmental Impact
Petrom did not quantify any environmental impacts for this project, though they have indicated that they believe the revamping will reduce emissions. Romania has enacted ordinance Number 592/2002 to bring air quality standards in compliance with EU standards by 2007. See the table in the overall executive summary.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY: PETROBRAZI REFINERY – DELAYED COKING UNIT REVAMP
Summary
The purpose of this Feasibility Study (FS) is to define the appropriate steps to be taken in Revamping the Delayed Coking Unit at the Petrobrazi refinery. Petrom’s goal in proposing this project for the 800,000 metric tone per year unit is to increase safety in operation, reduce energy consumption, and increase economic efficiency. The current operation has four drums.
Feasibility Study – Scope of Work
General
The overall project will consist of the replacement of eliminating an intermediate quench tower, a revamp of heat exchangers, refurbish of the furnace, changes to the coke cutting system, converting the coke condensation and purging systems to comply with environmental regulations, and installing a DCS control system. The desired effects of the proposed modifications are to increase liquid product output by decreasing coke yield and product recovery, to improve coke quality and assure the market sale, to decrease energy consumption, to increase reliability and safety in operation, and to decrease emissions.
i. Technical Analysis
In terms of evaluating the proposed system changes, the contractor will need to address the following issues: 1. The Feasibility Study will need to develop specifications, using ASTM and other internationally
recognized North American standards, and recommendations for the elimination of an intermediate quench tower.
2. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for a revamp of the heat exchangers.
3. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for the refurbishing of the furnace - to include an examination of new burners and re-piping of the furnace outlets directly to the coke drums. The consultant will examine modifications that might increase the run length of the heater, for example, on-line spalling as compared to steam-air decoking or pigging. Examination should also consider coker furnace air preheating.
50

4. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for changes to install a new coke cutting system. The consultant will determine what system is currently utilized and make recommendations for modification or complete replacement. The consultant should examine various hydraulic options, differing boring and cutting tools, and any innovations beyond the use of hydraulic systems.
5. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for bringing the coke condensation and purging system into compliance with environmental regulations.
6. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for an examination of the installation a coker automatic drum un-heading system. An automatic coke drum unheading device improves the safety of the decoking of the drums. The consultant should make recommendations on the nature and type of system, for example a hydraulically operated system, and address the operations that should be performed by the system – separation of the head and moving it out of the way, removing the bottom cover, raising the coke chute, and reassembling the system. It should address the physical characteristics most appropriate to the Petrobrazi plant, that is, cart as opposed to a skid and cradle.
7. The Feasibility Study will need to develop specifications, using ASTM and other internationally recognized North American standards, and recommendations for the installation of a DCS controls system.
8. The feasibility study will also examine alternatives to the design configuration of the plant which would improve delayed coking operations, such as placing a residue desulfurizer in the process before the delayed coking unit.
9. The study will need to identify the operability and lifetime of the new proposed systems. The quality and yields of delayed-coking respond to three variables – temperature, pressure, and recycle ratio. In analyzing the above listed changes to the Petrobrazi system, the consultant will need to indicate the impacts of the on these primary operating characteristics. The consultant will also identify the impacts of the changes on the feedstock variables (characterization factor, degree of reduction, Conradson carbon, sulfur content, and metallic constituents); on the processing variables (as mentioned above the time, temperature, and pressure cracking interrelationships; recycle-to-feedstock ratio; and coke removal factors); and the engineering variables (batch, semi-continuous, or continuous; capacity and size factors, coke-removal equipment; and coke handling, storage, and transportation).
10. The study will identify the impact of the proposed changes on the utilities – both the continuous utilities for the delayed coker, and the intermittent utilities required for the decoking and coke-drum blowdown systems; and identify other methods of improving energy efficiency such as using a light gas oil pumparound on the fractionator.
11. The study will need to address the fundamental construction issues.
12. After a review of the refinery’s requirements, the study should identify the appropriate sizing, capacity, and quality control factors for the system.
13. The study should identify those aspects of the proposed system that would allow the system to adapt to future potential condition changes.
ii. Economic Analysis
The study will develop an economic analysis of the project and address the following issues:
1. The study shall identify the overall project costs such as construction capital, working capital, and operation and maintenance costs.
51

2. The study shall identify any cost saving of the proposed system compared to the current operating system.
3. The study will identify to what extent the costs of the project can be borne via internal cash flows, and what may be borne by Petrom’s internal cash flows, and what will be borne via supplier credits, EX-Im Bank, EBRD funding, commercial banks, etc.
iii. Financial Analysis
The investigation will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will identify the physical construction costs of the system.
2. The study will determine the optimum design of the proposed systems and identify the cost per unit compared to alternatives. The study will identify the operation and maintenance costs. The study will identify applicable depreciation rates, return, insurance, taxes, and general and administrative expenses.
3. The study will identify changed revenue streams compared to the expected costs.
4. The study should identify potential funding sources, in addition to internal cash flow, for the actual project development and prepare appropriate materials that could be submitted to assist Petrom in applying for the funds.
The study will prepare basic financial application material, which covers the following fundamental materials. This application material must fit the format and satisfy the general best practices banking industry project financing forms, including a financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and Project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and Regulatory information.
iv. Environmental Analysis
The study shall investigate the potential environmental factors related to the revamping of the delayed coking system. Issues to be examined include the following:
52

1. The study will address and quantify the impact on air emissions produced from the proposed system changes and indicate the potential that Petrom has to bring this process into compliance with the new Romanian air quality standards enacted.
2. The study will need to determine what environmental standards must be satisfied and identify the relevant regulatory agency. The study will also determine whether permission has been sought for this project and whether Petrom has examined the requirements to obtain appropriate permissions.
xv. Regulatory Issues
1. The study shall determine what regulatory authorities would have jurisdiction over this operation, as well as which applicable rules or regulations exist.
2. The study will assess the potential cost impacts of any regulatory issues.
xvi. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project.
vii. Implementation Plan
The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
Experience and capability of the firm, including a demonstrated ability to perform analysis of delayed coking systems, feasibility studies and designs.
Demonstration of the understanding of the task and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
Qualifications and experience of staff in planning, design, environmental assessment, and engineering feasibility analysis.
Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
53

Chemical Engineer
Reviews current versus proposed technology and recommends improvements.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements. Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment, and overall practicality for construction.
Instrument/Electrical Engineer
Pursuant to information provided by the chemical engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design. Develops recommendations for the new DCS control system.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the coking revamp changes, which includes revenue estimates, feed stock and utility costs, and other direct and variable costs; loan amortization schedules; summary of economic parameters such as interest rates, terms, taxes, duties, and other; a twenty-five year cash flow analysis; probable financing strategies; and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
54

Feasibility Study – Budget
PETROM – PETROBRAZI REFINERY – DELAYED COKING UNIT REVAMP
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the following table:
PETROBRAZI DELAYED COKING REVAMP
Direct Labor Man Month
Monthly Cost Total Cost
Project Manager 2 $ 23,000 $ 46,000 Chemical Engineer 4 $ 21,100 $ 84,400 Mechanical Engineer 3 $ 17,500 $ 52,500 Instrument/Electrical Engineer 2 $ 17,500 $ 35,000 Economics & Finance Specialist 1.5 $ 8,200 $ 12,300 Total Labor 12.5 $ 230,200
ExpensesTravel (Round Trips@Rate) 8 $ 2,800 $ 22,400 Local Transport $ 3,500 Per Diem Bucharest (Days@Rate) 20 $ 220 $ 4,400 Per Diem Other (Days@Rate) 140 $ 111 $ 15,540 Comm & Misc $ 5,000 Total Expenses $ 50,840
Total Project Cost $ 281,040
RECOMMENDATIONS
AEM does not recommend that TDA grant Petrom funds for a feasibility study to revamp the delayed coking process. Petrom needs to amend its application to provide a complete description of its current delayed coking system, greater specification of its intentions in the revamping process, for example, what is intended in revamping the heat exchangers or eliminating the intermediate quenching tower. A rough estimate of the equipment involved or each of the respective changes is needed. Petrom needs to provide some quantification of the impacts expected to be achieved by the changes – for example, what are the current atmospheric discharges and what will be the effect of the changes; what will the improved quality of the coke generated in revenues over that of the current coke product; and how much additional gases, coker naphtha, and coker gasoil are expected to be produced and what is the economic value that results. On a generic basis, AEM would estimate that a generic feasibility study of delayed coking would be approximately $281,040.
55

S.C. RAFO S.A.
General Discussion
S.C. Rafo S.A. Onesti Refinery has been in operation for approximately forty years. Originally commissioned in 1956-1957 to process the sweet crude oil produced from Romanian oil fields, during the period of 1979-1986, a second refinery was commissioned to process imported sour crude oil with a nameplate throughput of 3,500,000 tons per year of the sour crude.
In October 2001, the company was privatized to Romanian investors. Canon Services owns 90.973 % of the shares, S.C. Imperial Oil S.A. owns 6.847%, and others 2.1796%
The refinery processes approximately 2,400,00 tons per year of sweet and sour crude oil, against a rated capacity of 2,750,000 tons per year. It is currently capable of producing Euro 2 and3 gasoline and diesel fuels on a batch basis. Beginning in 2003, Rafo expects to produce Euro 4 on a batch basis. Since April 2002, the Euro 3 automobile fuels have mainly been exported.
The refinery has a high Nelson Index factor of 8.69 – the index is an industry standard for rating the complexity of a refinery.
Rafo operates with licensed technologies: UOP, USA – catalytic reforming, catalytic cracking, paraxylene separation (PAREX) and metaxylene isomerication (IMX); SELAS, France – hydrogen plants; PETROLITE, Germany – crude oil electric desalting; and SULZER, Switzerland – Mellapak trays for the atmospheric and vacuum distillation unit.
Rafo has implemented the ISO 9001:2000 quality management system standard as certified by TUV Germany in May 2002.
Sour crude from Central Asia is shipped to the plant via a 340 kilometer (211 miles) pipeline from the Port of Constanta on the Black Sea. Rafo is adjacent to local Romanian production fields. However, those fields may be on the decline. Refined products are shipped by railway to the Oil Terminal at Constanta, and elsewhere in Eastern Europe.
The refinery is a fully integrated system with primary processing units, secondary processing units for crude oil distillates, deep conversion units, and complex units for aromatic hydrocarbon manufacturing. The aromatic hydrocarbons include benzene, toluene, orthoxylene, ethylbenzene, praxylene, methaxylene. A processing flow chart follows on a succeeding page. The following is a listing of the revenue percentage by product or service provided by the refinery.
Rafo Refinery Revenue Percentageby Product Type for FY 2002
Revenue PercentageGasoline 38%Diesel 35%Other Products 4%Components 15%Fuel Oil 2%Coke 1%Liquified Gases 4%Residual Products 0%Services 1%Goods 0%Total 100%
56

As can be observed from the preceding table, Gasoline and Diesel amount to 73% of the refinery’s revenues. With the Romanian legislated standards for sulfur limits in accordance with EU standards, Rafo would have to switch its refining process to focus only on sweet petroleum, or invest in updated equipment to match the blending requirements of the law. A batch blending system takes four times as long to process blending requirements, as compared to an automated in-line system. Greater accuracy in the blending process is accomplished by the automated system.
57

In-Line Blending RAFO Refinery
Executive Summary/Background
Rafo Refinery has requested US TDA assistance to fund a feasibility study to implement an automated in-line blending process for gasoline and for diesel. The current batch processing requires long blending hours, too many re-blends, and finished products that significantly exceed the specifications, which drains the resources of the refinery.
Project Description
Rafo’s initial proposal was for an in-line automated gasoline feasibility study, which they amended during the field visit to include an automated diesel in-line blending study. Since the throughput for diesel and gasoline are roughly the same magnitude, the expectations for savings, etc. should roughly be of the same magnitude.
For the gasoline system, Rafo indicates that the project will include: Upgrade the tank farm within the boundaries of the existing footprint by installing automated motor
valves and electronic tank level gauging; Install a complete gasoline in-line blending unit with a 200 cubic meter per hour capacity, compete
with in line process analyzers, gasoline recipe optimization software package and blend supervisory and control optimization software suites;
Reroute the piping in the tank farm to accommodate the in-line blending process; and reposition and upgrade the pump station.
Funding estimates for the gasoline in-line blending system described above include: $1.5 million USD for tank farm upgrade, purchase and installation of automated motor valves, and
electronic tank gauging; $6 million USD to install the gasoline in-line blending system complete with in-line process analyzers,
gasoline recipe-optimization software package, and blend supervisory and control optimization software suites.
$0.5 million USD to reroute piping in the tank farm to accept the blending system; and $0.8 million to reposition the pump station and to purchase adequate pumps to upgrade capacity to
meet the in-line blending requirements.
For the gasoline in-line blending system, Rafo has estimated the expected capital investment at $8.8 million USD.
The in-line diesel blending operations would not utilize the same in-line blending system, but some synergy is expected.
AEM would estimate that the addition of an in-line diesel blending system in conjunction with the acquisition of in-line automated gasoline blending system would increase the overall expected investment to approximately $11.8 million USD.
Developmental Priority
Fierce competition exists among the private and state-owned refineries. All the competitors must decrease the bottom line cost of production in order to maintain and increase their operating margins.
Romania has adopted legislation, which mandates that gasoline after January 1, 2005, can have no more sulfur content than 0.015%, and after January 1, 2007, not more than 0.005%. Similarly, diesel cannot exceed 0.035% in 2005, and 0.005% in 2007. To produce these fuels in quantities to meet the legislative
58

and market requirements, Rafo must adopt an automated in-line blending system or be an uneconomic performer.
Rafo has identified the following savings and impacts resulting from the implementation of a gasoline automated in-line-blending system. Similar impacts would be expected for the implementation of the diesel in-line system: decrease operation cost by $1 USD per ton of crude oil and increase throughput by 20%; decrease human resource requirements to operate the tank farm by 50%; increase refinery flexibility to react to the market, provide for a larger spectrum of gasoline formulae,
and provide customized gasoline “just in time” with the optimum allocation of Rafo’s resources; improve supply structure and lower supply cost by allowing quantities of lower quality crude to be
processed – increasing the pool and availability of supplies.
Rafo expects an increase in diesel consumption next year in the Western and Eastern markets of Europe.
Recent studies by the Romanian public institutions IPIP and INCERP, in a modernization strategy analysis, recommended the in-line blending as a crucial modernization strategy.
Implementation Financing
Current industry rates for gasoline in-line blending projects of similar capacity are approximately 16 to 20 months return on investment, similar expectations exist for diesel in-line blending. Monthly savings from the gasoline in-line system alone are expected in the range of $350,000 to $450,000.
Rafo Onesti refinery will cover some 15% of the project cost from its own resources, and the balance of the funds from investment banks in Romania or elsewhere.
Project Capital Cost Estimate
Rafo has estimated that the capital cost of the in-line gasoline blending system will be approximately $8.8 million. AEM would estimate that the project cost would increase an additional $3 million or more in order to also add an in-line diesel blending system. This would bring the total cost up to $11.8 million or more. A key variable in the revised cost would the tank farm upgrades.
U.S. Export Potential
The US commercial firms have a strong presence in this field. Supplier credits and Ex-Im financing will play a key role. It is expected that potential US sales could approach $8 to $9 million dollars. Usually a single contractor packages the entire in-line blending skid complete with line process analyzers, the gasoline or diesel optimization software package, the blend supervisory and control optimization software, the automated motor valves, the electronic tank level gauging systems, and the pumps. Local works inside the tank farm will probably be performed through local contractors, but performed under the supervision of the in-line blending contractor.
American process software suppliers include: UOP, Bechtel, FMC Technologies, Pace Engineering, and ABB Lummus Crest. Pipes and valves suppliers include: Allied Industries, Ametek, Conley, Continental Fabricators, Naylor Pipe, and RAS Process Equipment. Pump suppliers include ABB, Aurora, Gould, Ingersoll Dresser, and Peerless.
It is probable that a single company such as FMC Blending and Transfer, UOP, or Bechtel will provide single turn-key installations for the respective gasoline and diesel systems.
Foreign Competition
Foreign competition, because of the location of the project and the fact that foreign competitors are currently active in the process conversions necessary to meet the EURO standards, should be strong. But
59

the impetus should remain with American firms, based upon the TDA funded study recommendations. Given the small size of this project, this installation is likely to be performed by a single provider. Potential competition for process technology includes: Shell, Institute Francase de Petrol, Snamprogetti, and Mannesmann Anlagenbrau AG. Piping and valve suppliers include: Chemical Pipe and Vessel UK, Macaskill Engr. Ltd, and LentjesAnlagen-und Rohrleitungsbau Gmbh. Pumps could be supplied by Nuovov Pignone, Durco Ltd, KSB Aktienesellschaft, Stork, and Thyssen Maschinenbau.
Impact on U.S. Labor
The project will have a direct impact on employment in the United States through the manufacture of the materials for the project, and the installation of the components. The project is small, but adoption of U.S. technology is beneficial. The consultant performing the study should specify equipment based on US standards, such as ASTM, which are internationally recognized.
Environmental Impact
This project will only have a positive environmental impact. The purpose of the project is to update operations to the in-line blending process to meet the new EURO and Romanian environmental standards for gasoline and diesel. The ISO 14001 Environmental Management System Standard has been implemented.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY:RAFO IN-LINE BLENDING
Summary
The purpose of this Feasibility Study (FS) is to define the appropriate steps to be taken in the conversion of the current gasoline and diesel blending systems into automated in-line blending systems, capable of producing tailored gasoline products and tailored diesel products, at the Rafo Refinery near Onesti, in Romania. The current systems are essentially batch systems, wherein blending agents are piped from holding tanks through manually operated mixing valves to the respective batch tanks. A quality control sample is taken from the batch tank and additional blending elements are added to meet product specifications. The proposed project would utilize appropriate software, automatic sensing equipment, and automated mixing valves to accurately achieve customer and Romanian mandated specifications. The primary emphasis will be placed on achieving product specifications in compliance with the quality prescriptions identified by the internal and/or external customers, with a special emphasis on achieving the new EURO standards for gasoline, and for diesel respectively. These modifications to the current blending operation should more efficiently utilize blending components, improve quality, reduce storage tank requirements, and achieve cost saving.
Feasibility Study – Scope of Work
General
The overall project will consist of the replacement of pumps, metering skids, the blenders, related piping, and the process-controlling units for gasoline blending and for diesel blending. The process-controlling units will be upgraded to reflect new tank data acquisition systems, new analyzer systems, a new process computer, and the installation of blending process control software. The capacity of the proposed gasoline in-line system would be 200 cubic meters per hour. Estimates of the diesel capacity will be developed through the feasibility study.
i. Technical Analysis
In terms of evaluating the proposed system changes, the contractor will need to address the following issues:
60

1. The Feasibility Study will need to develop specifications, using ASTM and other internationally
recognized North American standards, and recommendations for the optimum systems, gasoline and diesel respectively, given the current equipment available and the full range of potential technology that can be applied. The study should present the range of potential technologies available, and recommend the optimum, as well as at least one alternative system. Since this is an adaptation, the study should determine the impact on current blending operations.
2. The study will need to identify the operability and lifetime of the new proposed systems.
3. The study will need to address the security of the systems.
4. The study will need to address the fundamental construction issues – pump modifications, piping changes, mixing valve specifications, and related storage tank changes. The study should also address the physical requirements of the electronic monitoring systems, the automated mixing valves, the system computer requirements, and the software requirements.
5. After a review of the refinery’s requirements, the study should identify the appropriate sizing, capacity, and quality control factors for the system.
6. The study should identify those aspects of the proposed system that would allow the system to adapt to future potential condition changes.
7. The study should identify the range of specific grades the revised system would be able to provide for the gasoline and for the diesel.
ii. Economic Analysis
The study will develop an economic analysis of the project and address the following issues:
1. The study shall identify the overall project costs such as construction capital, working capital, and operation and maintenance costs.
2. The study shall identify any cost saving of the proposed system compared to the current operating system.
3. The study will identify to what extent the costs of the project can be borne via internal cash flows, and what may be borne by Rafo’s internal cash flows, and what will be borne via supplier credits, EX-Im Bank, EBRD funding, commercial banks, etc. Given the financing requirements of Rafo, particular emphasis will be placed upon preparing potential financing plans and identification of potential sources of finance.
iii. Financial Analysis
The investigation will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will identify the physical construction costs of the system.
2. The study will determine the optimum blending throughput of the proposed systems and identify the cost per unit of blending compared to alternatives. The study will identify the operation and maintenance costs. The study will identify applicable depreciation rates, return, insurance, taxes, and general and administrative expenses.
3. The study will identify changed revenue streams compared to the expected costs.
61

4. The study should identify potential funding sources, in addition to internal cash flow, for the actual project development and prepare appropriate materials that could be submitted to assist Rafo in applying for the funds.
5. Given the critical nature of funding for this project, additional emphasis must be placed on preparing supporting financial documentation to establish confidence among lending institutions that the project is a viable project with reasonable fast returns on investment. In addition to the basic listing of data, as discussed above, the contractor will prepare a comprehensive project economic model which includes the expected implementation costs; revenue estimates for the respective products; feedstock and utility costs; other direct and variable costs; transfer pricing as indicated; loan amortization schedules; a summary of all economic parameters used in the economic analysis such as interest rates, terms, taxes, duties, etc.; a 25 year cash flow analysis; most likely and recommended financing strategy; and a series of alternative marketing strategies reflecting the impacts of the marketing strategies on project finances.
The study will prepare basic financial application material, which covers the following fundamental materials. This application material must fit the format and satisfy the general best practices banking industry project financing forms, including a financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and Project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and Regulatory information.
iv. Environmental Analysis
The study shall investigate the potential environmental factors related to the installation of the rehabilitated blending system. Issues to be examined include the following:
1. The study will address provisions for land based gasoline and diesel spills, as well as fire and explosion hazards. The study will determine whether Rafo has the capability to deal with spills, fire, explosion, and other environmental disasters or whether it will have to utilize the services of other private or public agencies.
2. 16. The study will need to determine what environmental standards must be satisfied and identify the relevant regulatory agency. The study will also determine whether permission has been sought for this project and whether Rafo has examined the requirements to obtain appropriate permissions.
v. Regulatory Issues
1. The study shall determine what regulatory authorities would have jurisdiction over this operation, as well as which applicable rules or regulations exist. Since the blending may be utilized to satisfy a
62

European Union standard, the study will need to identify what international inspection or testing authorities have jurisdiction. The applicable EURO, national and international standards and regulations should be listed in the Feasibility Study.
2. The study will assess the potential cost impacts of any regulatory issues.
vi. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project.
vii. Implementation Plan
The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
1. Experience and capability of the firm, including a demonstrated ability to perform analysis of in-line gasoline and in-line diesel blending operations, feasibility studies and designs.
2. Demonstration of the understanding of the task and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
3. Qualifications and experience of staff in gasoline and diesel blending, planning, design, environmental assessment, and engineering feasibility analysis.
4. Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Process Engineer
Reviews current versus proposed technology, to include: materials receiving and handling, materials storage, tank farm hydraulics and instrumentation, automation and optimization, and operating procedures.
Blend Optimization Expert
63

Reviews quality of components used and blend receipts; assesses current versus proposed technology; and assesses the impact and savings of blend receipt optimization.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements.
Instrument/Electrical Engineer
Pursuant to information provided by the process engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design.
Automation Engineer
Pursuant to information provided by the process engineer, reviews existing operating systems controls and the proposed requirements, including the monitoring and control of all field mechanical and logical devises along with an integrated analyzer/optimization/control platforms; and makes final recommendations on the automation requirements utilizing current equipment and replacement equipment.
Construction Manager
Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment and piping, and overall practicality for construction.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the process changes, which includes revenue estimates for the blended commodities, feed stock and utility costs, and other direct and variable costs; loan amortization schedules; summary of economic parameters such as interest rates, terms, taxes, duties, and other; a twenty-five year cash flow analysis; probable financing strategies; marketing analysis; and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
Local Support and Compliance Advisor
Responsible for reviewing existing Romanian regulations contingent to implementing the in-line blending, and prepare the overall compliance plan for implementing the automated system.
64

Feasibility Study – Budget
PETROM – RAFO IN-LINE BLENDING
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the following table:
Direct Labor Man Month Monthly Cost Total CostProject Manager 1 $ 23,000 $ 23,000 Process Engineer 1.25 $ 21,100 $ 26,375 Blend Optimization Expert 0.75 $ 17,100 $ 12,825 Mechanical Engineer 0.5 $ 17,500 $ 8,750 Instrument/Electrical Engineer 0.5 $ 17,500 $ 8,750 Automation Engineer 0.75 $ 17,500 $ 13,125 Construction Manager 0.5 $ 17,100 $ 8,550 Economics & Finance Specialist
1 $ 8,200 $ 8,200
Support & Compliance 0.5 $ 6,500 $ 3,250 Total Labor 6.75 $ 112,825
ExpensesTravel (Round Trips@Rate) 8 $ 2,800 $ 22,400 Local Transport $ 3,000 Per Diem Bucharest (Days@Rate)
16 $ 220 $ 3,520
Per Diem Other (Days@Rate) 90 $ 111 $ 9,990 Comm & Misc $ 3,000 Total Expenses $ 41,910
Total Project Cost $ 154,735
RECOMMENDATIONS
AEM recommends that TDA grant S.C. Rafo S.A, Onesti, $154,735 to conduct a Feasibility Study to rehabilitate the current in-line gasoline and diesel blending systems, respectively, for the Rafo refinery. The refinery appears to be making a strong attempt at recovery. However, because of the poor financial state of the refinery, it will be difficult to obtain financing for the implementation of the two in-line blending systems. However, for the fourth largest refinery in Romania, it is imperative for operational cost savings, increased revenues, and market competition for Rafo to make these changes. Absent US TDA support, and the completion of this feasibility study, Rafo may not be able to develop sufficient financial documentation to obtain the required financing. The financial and market analysis performed as part of this feasibility study will be a crucial factor.
65

STEAUA ROMANA
General Discussion
Steaua Romana Refinery is a joint stock company located, in the middle of the town of Campina, in the Prahova Valley - an area with tradition in oil extraction and refining since 1861.The refinery was set up in 1895. At that time it was considered, both in size and capacity, one of the first companies in the oil refining sector in Europe, and is the oldest company operating in the Romanian petroleum industry.
Omniplex Chemicals is the primary shareholder in the company. Ownership is indicated in the following table:
Steaua Romana Refinery Shareholder Structure
Shareholder Percentage of OwnershipOmniplex Chemicals 49.34%Suate Surmen 31.00%SIF Muntenia 5.70%Others 13.96%Total 100.00%
Primary Production Functions
The principle facilities at the refinery consist of the following:
Athmospheric and vacuum distillation plant – 565,000 tons/year proccesing capacity Vacuum Distillation Unit – 125,000 tons/year processing capacity
66

Neutralizing and Planishing Facility – 172,000 tons/year processing capacity Paraffin Plant – 11,000 tons/year processing capacity Steam-Electric Station (Production of steam and electricity) Aluminium Sulphate Plant – 6,000 tons/year processing capacity Bitumen Plant – 24,000 tons/year processing capacity
The refinery is able to process 450,000 tons of paraffinic crude oil per year.
The flow chart that follows, provided by Steaua Romana, illustrates the operations processes in the refinery:
The refinery produces: Straight Run Naphtha Lamp Kerosene
67

White Spirits Liquid For Non-Industrial Use – type M Light Marine Fuel Solvexol 200 (Solvent) Liquid Light Fuel (LLF Type 3) GasOil 0.2 Sulfur Fuel Oil Type 40/45 1% Sulfur (LSFO) Vacuum Distillate (LSVGO) Paraffin Wax Natural Vaseline – Pharmaceutical Grade Technical Vaseline Paraffin-free Bitumen for Roads (D25/40) Paraffin-based Industrial Bitumen (85/100) Oil for the Textile Industry (TE6 and TE16) Oils for Compressors (K68 and K150) Oil for Finer Mechanisms (MF19) Aluminum Sulfate
All refining activities, developed in Romania, during the Communist regime were designed to operate in an integrated and centralized system, each of them being specialized. In this particular case, Steaua Romana Refinery was using as raw material paraffinic crude oil, and has been delivering mineral oil fractions to Petrotel and Astra Romana refineries, currently owned by other private owners. At the same time, the refinery was the main supplier of straight run naphtha, paraffinous oil fractions and vacuum gas oil for the Petrobrazi Refinery (Petrom), Arpechim Pitesti (Petrom).
In the last decade, due to the country’s transition to a market economy, several of the Romanian refineries were privatized, which led to different development and marketing policies, concerning specific product strategies and competition.
Steaua Romana has made the market decision to focus on the lubricants and paraffin niche – a specialty area with little or no competition in the region. Toward that end, the refinery management has aggressively sought additional marketing agreements, and identified additional sources of supply.
Steaua Romana has identified three projects, which would benefit significantly from USTDA assistance in the form of the funding of feasibility studies:1. Lubricants Mineral Oil Production – Production of lubricants using the existing semi-finished
products within the refinery, increasing the value of 26,899 metric tons of semi-products by $187 USD per ton of semi-products, which in turn would generate a revenue from operations of $8,500,000 USD per year. The estimated investment cost would be $8,200,000 USD.
2. New Facilities For Light Petroleum Products Finishing, Pumping, Storing, Handling, and Loading – This project is estimated to generate an additional revenue of $2.25 USD per ton of delivered product, amounting to $207,000 USD per year. Total capital investment is estimated to be $735,000 USD.
3. Cleaning Polluted Sites – During the Communist era and before, waste oil solids and liquids were dumped into lagoons and a lake with no treatment or disposal. These ten-hectares of lagoons and an eight-hectare lake are located in the center of the town and create a major environmental hazard, but are a source for oil recycling. Recovery of the oil will generate $2.145 million USD per year. The estimated cost of the environmental clean up is $2.3 million USD.
The second project listed above essentially is a rehabilitation and expansion of the terminal operations for the refinery. Like many of the smaller refiners in Romania, delivery of finished products is performed via road and railroad. The current facilities are antiquated and only, e.g., allow the loading of one tanker truck at a time. However, the overall eventual capital investment is far below the general level that TDA usually supports. The project is a worthwhile project, but the DM consultant has not considered it for review. If USTDA funds a larger study of refined or finished petroleum delivery for the smaller, or the entire refining sector of distribution, including terminaling systems, this project should be considered. A Petrom
68

subsidiary currently manages 2,454 kilometers of refined product pipelines, but this is inadequate to transport the refined products. Sixty-five percent, of refined oil products, is transported by railroad.
The third project listed above is also significantly below the capital investment level that USTDA normally considers for funding. The environmental situation is severe and needs addressed. If the situation is not remedied, the government authorities may shut down the refinery’s operations. However, the plant has until 2015 to resolve the issue. The DM consultant, AEM, could not, as a result of the small investment capital size of the project, recommend that US TDA fund the feasibility study.
The first project is a worthwhile project, which will enhance the long-term survival of this refinery, and falls within TDA’s general funding parameters.
Lubricants/Mineral Oil Production STEAUA ROMANA Refinery
Executive Summary/Background
The original lubricants manufacturing facilities in the plant are under partial demolition at this time, because of environmental issues raised by the government. This proposal would be to install a new lubrication line within the facility to treat semi-finished product, such as VGO (gasoil), RF I, RF III, and Fraction IV, also so-called paraffinic products, to produce value added lubricants, which would increase revenues by $8.5 million per year. These paraffinic products are currently sold to other refineries. The lubricants would be sold to a larger base of end use customers with a significantly increased revenue stream, by this value-added activity of conversion to lubricants.
Project Description
The following is a generic diagram of a lubricant oil refinery configuration.
69

Essentially the Steaua Romana proposal would be to re-establish and/or construct equipment to create the central column of this diagram. Essentially on the generic plant design shown above, Romana would establish the furfural extraction plant and the MEK dewaxing operations (MEK or methyl ethyl ketone is one form of crystallizing agent – there could be other choices – and also waxes herein mentioned are the same as paraffin in the Romana application).
The following is a diagram of the proposed addition to the lubrication’s plant:
70

Fundamentally, a Furaldehyde (furfural) based solvent treatment plant of a nominal capacity of 26,000 MT per year; along with a solvent based de-waxing plant with a nominal capacity of 13,500 per year; a bleaching earth-based contacting plant; and an additive treat and finishing plant with a 9,000 MT per year capacity would be constructed. Note that in the diagram above the term “gatch” refers to the raw material for paraffin production.
The raw material for the new production line is already produced within the plant and sold elsewhere at a lower price per unit than the value-added priced products that this production line would produce.
The expected value-added products of the process include:Motor Oils – 1500 MT per year (M30 Super 2, M30 Super 3, M15W/4, M20W/40, M20W/20 S1,Turbine Oils – 1100 MT per year (TB A 32 and TB A 57)Turbine Oils – 850 MT per year (H21 and H46)Non-additive Treated Mineral Paraffinic Oils – 4000 MT per year.
71

Developmental Priority
The expanding of refining capacities at the Romana refinery, with the proposed Lubricant Production Line, will enable the Steaua Romana Refinery to re-value at a higher net revenue value, the paraffinic oil fractions that are sold as LS Vacuum Gas Oil (VGO) or fuel oil. This will significantly increase the refinery’s profit margin and diversify its range of customers. According to the Romanian National Institute of Statistics large quantities of lubricant are imported. This process line will allow Romana Refinery to expand into a strong local market niche. This capital investment will also allow the refinery to expand its customer base well beyond the current few refineries that purchase its products, which are also in various stages of privatization, and may choose to cease purchasing from the refinery with major financial consequences. Steaua Romana Refinery has already embarked on an aggressive program of securing potential new customers for the products of the new lubricant line. Lubrifin Sa Brasov, Neptun SA Campina, and other smaller Romanian companies, and recently Prista Oil Plc Rousse, of Bulgaria, have indicated commitments to purchase product when it comes available.
Implementation Financing
In the form of a simple payback calculation, the project will entail importing about $5 million USD of equipment - local contracting should amount to $3.2 million USD. The expected revenue increase from the new lubricants line would be about $4 million USD. The investment costs on a simple basis would be approximately two years. Therefore debt-carrying requirements should be low and financing should be easier, even though this is a small refinery.
The refinery currently has a market share of 75% of the paraffin produced in Romania. It is expected that the market will be able to readily able to absorb the additional paraffin production.
The refinery will finance the project through cash flow, supplier credits, commercial bank loans, and the Ex-Im Bank.
AP International, a financial consulting firm, has already been pursing the requirements for financing with the Ex-Im Bank, and has identified three banks interested as guarantors for the project – Alfa Bank, Bank Zenit, and Bank Globex – all located in Russia. The principal for AP International – Moscow is familiar with Ex-Im requirements, having been a former loan evaluator for the Ex-Im Bank. AP International has also been pursuing financing for a number of proposed improvements at the refinery, which are in the neighborhood of $40 million, inclusive of this project. Implementation, of the improvements is likely to be staggered as financing and construction develops.
The refinery has expanded its raw materials suppliers with potential contracts for Kumkol oil (deriving in Kazakhstan). AEM has reviewed a number commitment letters from potential purchasers of the new products, and reviewed the marketing plans and believes that the installation of the lubricants plants, based upon the information provided, should be a viable economic enterprise capable of servicing the financing of this project, once in operation. Additionally, the refinery is a part of a conglomerate holding company identified as Omniplex, which could through inter-organizational financing provide a portion of the funding required for the project.
Project Capital Cost Estimate
The following provides a breakdown of the expected capital equipment and costs for the installation of the lubricant’s design as illustrated in the previous flow chart.
72

Lubricants Production UnitEstimation of the Necessary Equipment Cost
Furfurol Based
Solventing Unit
Solvent Based De-waxing
Plant
Bleaching Earth
Contacting Plant and
Blending Unit
Hydrogen Production
Unit
Compressors 200.000 200.000 75.000Centrifugal pumps 500.000 600.000 250.000Heat exchangers 250.000 350.000 150.000 100.000Separating, absorbent /discharging columns
250.000 250.000 150.000
Reactors 100.000 150.000 150.000 75.000Tubular columns 150.000 150.000Measurement, control and automation equipment
450.000 500.000 300.000 100.000
Fittings and valves 250.000 300.000 200.000 50.000Tubular material 250.000 300.000 200.000 50.000Rolling and press filters 250.000Civil works 200.000 200.000 300.000 300.000
Total 2.500.000 3.250.000 1.700.000 750.000
U.S. Export Potential
The US export potential is approximately $5 to $7 million of the expected capital investment of $8.2 million USD. As observed in the preceding section about $1 million USD of civil works are included, which probably will be locally contracted, but probably performed under the supervision of the project contractor. Other miscellaneous materials in the capital equipment list may be procured locally, however the bulk of the equipment will be imported.
Potential US suppliers of installations would be Basic Equipment and Magnum Machine Manufacturing Co. Other potential companies include Bechtel, UOP, Mobil (Process License), W.R. Grace (Process License), Conoco, Chevron (Process License), and Pennzoil (Process License), with small suppliers such as Allied Industries, Ametek, Conley, Continental Fabricators, Naylor Pipe, RAS Process Equipment, ABB, Valmatic Valve and Manufacturing, Lang Tool Co., Imo Pump, AOP Industries, Dynex/Rivett, DB Western, Aurora, Gould, Ingersoll Dresser, and Peerless.
73

Foreign Competition
Potential foreign competition include: Shell, Institute Francase de Petrol, Snamprogetti, and Mannesmann Anlagenbrau AG, Chemical Pipe and Vessel UK, Macaskill Engr. Ltd, LentjesAnlagen-und Rohrleitungsbau Gmbh, Nuovov Pignone, Durco Ltd, KSB Aktienesellschaft, Stork, and Thyssen Maschinenbau.
Impact on U.S. Labor
The project will have a direct impact on employment in the United States through the manufacture of the materials for the project, and the installation of the components. The project is small, but adoption of U.S. technology is beneficial. The consultant performing the study should specify equipment based on U.S. standards, such as ASTM, which are internationally recognized.
Environmental Impact
The implementation of a new modern facility will improve current operations at the plant and to a limited extent offset the type of environmental damage incurred in the past. This installation should have no negative environmental impacts above those already experienced at the plant.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY:STEAUA ROMANA REFINERY – LUBRICANT PRODUCTION UNIT
Summary
The purpose of this Feasibility Study (FS) is to perform an analysis for a project to install a new lubrication line within the refinery to treat semi-finished product, such as VGO, RF I, RF III, and Fraction IV, also so-called paraffinic products, to produce value added lubricants, which would increase revenues by $8.5 million per year. These paraffinic products are currently sold to other refineries. The lubricants would be
74

sold to a larger base of end use customers with a significantly increased revenue stream by this value-added activity of conversion to lubricants.
The project increases revenues, reduces its dependence upon competing refineries as customers, and firmly established the refinery in a regional lubrication market niche.
From a technical basis the lubricants line will consist of: Furaldehyde (furfural) based solvent treatment plant of a nominal capacity of 26,000 MT per year; Solvent based de-waxing plant with a nominal capacity of 13,500 per year; Bleaching earth-based contacting plant; and an Additive treatment and finishing plant with a 9,000 MT per year capacity.
Feasibility Study – Scope of Work
General
The objective of the Feasibility study will be to develop the necessary details, project implementation guidelines, costs, schedules, and financing sources recommendations and options to produce a complete project plan sufficient to satisfy the general best practices requirements of the banking industry for project financing.
The final report should satisfy the following objectives:1. provide a detailed evaluation of the site and integration of the proposed line with the current
facility;2. document , analyze, evaluate, and recommend the optimum configuration and technology to meet
Steaua Romana Refinery requirements for the new lubricants production line;3. evaluate which equipment currently existing on site can be re-utilized or retrofitted to meet the
new requirements, and provide a cost comparison for replacement as opposed to retention, and the adequacy of retention with the new objectives;
4. and, provide a list of all modernization items and activities with detailed descriptions of the type and estimated cost of equipment, estimated installation requirements and costs, testing and operational requirements, licensing requirements, and schedules for implementation.
The Feasibility Report should be sufficiently detailed to facilitate financing; to establish a project development plan; and to provide the basis for the issuance of tenders for the implementation of the proposed system.
i. Technical Analysis
1. The Feasibility Study (FS) contractor will review the previous lubricant’s line, which has been or is in the process of being dismantled. The consultant will determine the reasons it was shut down. The consultant will then examine the proposed site for the operation, its integration with the other processing operations at the site, and the service availability (power, water, feedstock, etc.), and the adequacy of the existing environmental treatment facilities to handle the byproducts of the operations.
2. The FS contractor will document, analyze, evaluate, and recommend the optimum configuration and technology to construct the solvent treatment plant. The refinery is currently considering the use of furfural. Alternatives such as phenol, N-methyl-pyrrolidone, and various proprietary solvents based upon any of the proceeding should be examined and the optimum solvent technology appropriate to the refinery’s needs should be recommended. The consultant should provide recommendations on optimum solvent/oil ratios, operating temperatures, number and types of extraction stages, intercooler-return distributors, and other operating and equipment requirements.
3. The feasibility study contractor shall document, analyze, evaluate, and recommend a solvent based de-waxing plant. The consultant will analyze alternative crystallizing agents, and recommend the
75

optimum agent appropriate with the recommendation for the solvent treating plant, as well as the feedstock and other operating variables. The consultant will develop recommendations for the appropriate chiller tubes and related power requirements, as well as examine and recommend alternative such as membrane technology, as appropriate. The consultant will make recommendations with regard to the systems for hot washing the filters, and other operating and equipment requirements.
4. The FS contractor shall document, analyze, evaluate, and recommend a bleaching earth-based contacting plant that will integrate well with the preceding design. This unit will take the de-waxed oils and bleach to meet customer expectations. The consultant should address the disposal, and other environmental issues related to the uses of the bleaching agents.
5. The FS contractor shall document, analyze, evaluate, and recommend and an additive treatment and finishing plant that will integrate well with the proceeding design. Recommendations should address the nature and form of the additive systems, and the correlation with the expected marketable product specifications - such as motor oils, turbine oils and hydraulic oils.
6. The evaluation should be performed in a demonstrably unbiased presentation, which should not focus on only one technology, and only one provider, and preferably not only on a technology in which the consultant has a direct interest. Where possible the results of the evaluation will be presented in a tabular form, to include licensing requirements where applicable, with all evaluation criteria clearly listed. The tabular format should include the country of licensing in the tables. The FS contractor will identify in all aspects of the study the following: site availability, equipment specifications, estimated installation requirements and costs, testing and operational requirements, licensing requirements, process descriptions, design bases, block flow diagrams, energy and material balances, operating cost estimates, capital cost estimates, feedstock requirements, product specifications, production factors, internal transfer pricing, and, schedules for implementation.
7. The FS contractor will evaluate equipment and design specifications based upon internationally recognized US standards such as ASTM.
ii. Economic Analysis
The feasibility contractor shall prepare a project economic model of the current system and the proposed improvements, including: revenue estimates for the new products in terms in terms of the current prices, and the value-added
prices, and the overall economic impacts on operating revenues for the refinery, costs of any additional inputs to the system, and any differences in utility costs, other direct and variable costs, loan amortization schedules, summaries of all economic factors used in the analyses such as terms,
interest rates, taxes, duties, etc., 25 year cash flow analysis ,
76

and recommended financing strategies.
iii. Financial Analysis
The Feasibility Study will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will estimate the physical construction costs of the system. If the project is to be operated within the refinery as a separate cost center then, in terms of transfer or internal pricing, the impacts on product pricing and operational costs should be estimated, and the cost impacts of constructing the system.
2. The study shall determine estimates of the operation and maintenance costs, applicable depreciation rates, return, insurance, taxes and general and administrative expenses.
3. An estimate shall be made of the potential revenue streams, if established as a separate cost center, or of the savings achieved compared to the expected costs to develop a pay back period.
4. The study should identify potential funding sources for the actual project development and prepare appropriate materials that could be submitted to assist Steaua Romana Refinery in applying for the funds. The refinery is also working extensively with AP International Finance Corporation on packaging the financial requirements for this project, along with obtaining bank guarantors. The contractor should coordinate in the preparation of application materials with AP Finance or other firms, which the refinery may have selected.
The study will prepare basic financial application material, which cover the following fundamental materials. This application material must fit the format and satisfy the general best-practices banking industry project financing forms: identifying the financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and project information.
a. Introduction describing the projectb. Project sponsorc. Project description in depthd. Markete. Management
Part 2: Financial information.
a. Project costsb. Implementation and procurementc. Sources of funding
Part 3: Environmental and regulatory information.
The FS contractor shall prepare requests for proposals for licensing, engineering, procurement, and construction management – to include: instructions to bidders, financing instructions and requirements, project design basis, project evaluation strategy, bid requirements tender forms and pricing requirements, sample contract requirements,
77

and, process and mechanical guarantee requirements.
(Note: Assuming the feasibility contractor is deemed qualified, the feasibility contractor should be deemed eligible to compete for any or all of the final project, with Steaua Romana’s concurrence.)
iv. Environmental Analysis
Given the environmental problems that already exist at this plant, the FS contractor should review all environmental restrictions, and compliance requirements, in order to evaluate the environmental impacts of the proposed new lubricants production line. Romania has adopted and is otherwise in the process of bringing its environmental regulations in full compliance with the European Union.
Issues to be examined include the following:
1. A review of the environmental permit for the operation of the refinery, with recommendations related to the proposed installation.
2. The study will identify potential atmospheric environmental factors related to the proposed system.
3. The study will identify any operating fluids or solids that will need to be disposed.
4. The study will identify any waste management changes required.
5. The study will determine which environmental standards must be satisfied and identify the relevant regulatory agency.
v. Regulatory Issues
1. The study should determine which regulatory authorities, if any, has jurisdiction over these operations.
2. The study will determine what rules or regulations exist are applicable to this project and all recommendations will be consistent with all applicable national and international regulations.
3. The study will assess the potential cost impacts of any regulatory issues.
vi. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project. Specifications for equipment should be in internationally recognized US standards, such as ASTM, API, etc.
vii. Implementation Plan
The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The overall evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
Experience and capability of the firm, including a demonstrated ability with regard to the development of a lubricants production line - international experience is preferred.
78

Demonstration of the understanding of the task, and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
Qualifications and experience of staff in lubricants production processes in refining and petrochemical operations planning, design, environmental assessment, and engineering feasibility analysis.
Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Chemical Engineer
Reviews current versus proposed technology, to include: solvent treatment, de-waxing, bleaching, and additive treatment and finishing plants in refineries, as well as the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment and piping, and overall practicality for construction.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements – providing to the chemical engineer.
Instrument/Electrical Engineer
Pursuant to information provided by the process engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design – providing to the chemical engineer.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the process changes, as described in the technical discussion above, and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
Local Support and Compliance Advisor
Responsible for reviewing existing Romanian regulations contingent to implementing the lubrications project, and assisting in the preparation the overall project plan.
79

80

STEAUA ROMANA REFINERY LUBRICANT PRODUCTION UNIT
Feasibility Study – Budget
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the table below.
STEAUA ROMANA REFINERY – LUBRICANT PRODUCTION UNIT
Direct Labor Man Month Monthly Cost Total CostProject Manager 1 $ 23,000 $ 23,000 Chemical Engineer 2.5 $ 21,100 $ 52,750 Mechanical Engineer 0.5 $ 17,500 $ 8,750 Instrument/Electrical Engineer 0.25 $ 17,500 $ 4,375 Economics & Finance Specialist 0.5 $ 8,200 $ 4,100 Support & Compliance 0.5 $ 4,000 $ 2,000 Total Labor
5.25 $ 94,975
ExpensesTravel (Round Trips@Rate) 5 $ 2,800 $ 14,000 Local Transport $ 2,500 Per Diem Bucharest (Days@Rate) 6 $ 220 $ 1,320 Per Diem Other (Days@Rate) 77 $ 111 $ 8,547 Comm & Misc $ 3,500 Total Expenses $ 29,867
Total Project Cost $ 124,842
RECOMMENDATIONS
AEM recommends that TDA grant Steaua Romana Refinery $124,842 to conduct a Feasibility Study to construct a lubrication production line at the Steaua Romana Refinery in Campina, Romania.
81

ROMPETROL
General Discussion
ROMPETROL Group assumed full operation of the Petromidia Refinery in February 2001. The refinery was operating in a poor financial state. The refinery was close to bankruptcy despite its strategic position and significance to the Romanian economy (production at the plant represented approximately 3% of the national GDP). In acquiring the refinery, the ROMPETROL Group committed to performing $205 million in investment by December 31, 2005, with an additional $20 million in environmental investment. Rompetrol is 25.1% owned by Austria’s OMV AG. Note that throughout the course of this discussion, whether reference is made to Petromidia or to Rompetrol, the official identification for the applicant is Rompetrol Refining The Petromidia Refinery has a maximum rated capacity of 14,000 metric tons per day (4.8 million metric tons per year). The petrochemical division has a basic pyrolysis unit with a standing output of 200,000 metric tons per year of ethylene, and 100,000 metric tons of propylene and other related products used as feedstocks to manufacture important petrochemicals.
The refinery is located about 20 kilometers north of Constanta, near Midia, on the Black Sea.
Sulfur Recovery from Sour Water and Acid Gases PETROMIDIA Refinery
Executive Summary/Background
Rompetrol has requested US TDA assistance to fund a feasibility study to modernize the existing sulfur recovery and sour water stripping systems as well as to build and operate an integrated system for the recovery of solid sulfur and production of sulfuric acid at the Petromidia Refinery. The primary goals of the modernization proposal are to: increase the ability of the refinery to process crude oil with high sulfur content (1.7%) deliver white products that comply with Euro norms (e.g., 50 parts per million sulfur content) meet the environmental standards for Romania as a candidate EU accession.
From a technical and regulatory perspective, the expected results of this project are: recover solid sulfur (improved waste management and a salable byproduct) produce sulfuric acid to be used in the new alkylation unit – producing higher yields of Euro-quality
products lower significantly SO2 stack emission, through recovery of gases with SO2 (generated from the sour
stripping unit and from incineration in the gas desulfurization unit) and compliance with more rigorous greenhouse gas stack emission standards
lower significantly the quantities of ammonia and sulfur in the wastewater – complying with the wastewater treatment standards of Romanian NTPA 001 (recently upgrades)
82

The company expects that the benefits are quantifiable and would have a high priority for capital budgeting.
In 1995, prior to privatization, the then state operated Petromidia engaged a feasibility study of similar nature from a US based firm, TPA. Though helpful in formulating this request, the study is dated and does not reflect the updated ammonia requirements, as well as the production of sulfuric acid and solid sulfur. Rompetrol would prefer that an independent consultant perform the study. TPA was also a manufacturer of the equipment under study.
An independent TDA study will provide for the evaluation of several available technologies and demonstrate the competitive selection of the best available technology.
Project Description
The Gas Desufurization and Sulfur Recovery (GDSR) system comprises the three main units responsible for sulfur and ammonia recovery. The units are the Amine Unit, the Claus Sulfur Recovery Unit, and the Sour Water Stripper.
The following illustrates the current system:
The Amine Unit is responsible for cleaning the refinery fuel gases that are burned in the heaters, with a direct impact on air quality. To increase the efficiency of the amine unit a flash drum and a filtering system are to be added.
The Sour Water Stripper functions to reduce the hydrogen sulfide and ammonia from the wash water. Wash water is used to prevent salt formation in heat exchangers. The heat exchangers are on tower overhead streams or feed gas coolers on compressor inlet streams. The wash water dissolves the salts and
83

absorbs salt precursors before they can form salts. Insufficient water washing results in increased quantities of NH3 in the amine acid gas. Which reduces the effectiveness of the amine and sulfur recovery systems. New environmental regulations require the removal of ammonia, which is more toxic to aquatic life than hydrogen sulfide. The original sour water unit was not designed to remove ammonia. Rompetrol proposes to replace the existing stripping column with a more efficient one designed to remove up to 98% of the sulfur and ammonia from the wastewater. The acidic-gases, which are recovered from the new system, can not be burned in the flare system without additional air pollution, thus they will have to burned in the sulfur recovery unit with the addition of special Claus burners because of the ammonia.
The Claus Sulfur Recovery Unit is used to meet increasingly restrictive sulfur emission regulations. Currently, it recovers about 70%. It will need to be upgraded to reduce up to 98% of the sulfur. Rompetrol proposes to use a different process, the Wet Gas Sulfuric Acid process either in parallel or integrated with the Claus technology. The Wet Gas Sulfuric Acid offers the following advantages: it converts the additionally recovered sulfur to sulfuric acid for the proposed alkylation plant; it provides for regeneration of used sulfuric acid which results from the alkylation plant; and, it eliminates incomplete incineration of sulfur dioxide without adding a new tailed gas system.
The following demonstrates the proposed flow diagram:
The tail gas system, illustrated above, consists of one sulfur hydrogenation column followed by one amine absorption column.
Fundamentally, the proposed capital project improves current operations, achieves environmental requirements, produces additional salable products, and improves throughput yield rate for the production of “white Euro products” – Euro standard gasoline.
From a financial operating perspective, the proposed change will have the following significant impacts: allow for the processing of increased quantities of high sulfur crude oil - the current GDSR does not
allow the refinery to process more than 210,000 tons per month of high sulfur crude, while the
84

proposed system will allow an increase of 20,000 more tons having a dollar denomination benefit of $3,600,000 per year cost reduction.
increase the quantity of Euro-standard fuels produced in the refinery by 120,000 more tons per year of low sulfur gasoline and diesel – assuming a $6 per ton difference between Euro-standard fuels and normal unleaded fuels, Petromidia will receive and increase in turnover of about $720,000;
produce sulfuric acid, estimated at 14,000 tons per year, displacing purchases with an estimated value of $300,000 USD per year;
and decrease some operation costs, e.g., steam consumption and wastewater treatment, with estimated savings of $240,000 per year.
The total estimated economic benefit to Petromidia of implementing this project is $6 million USD per year.
Developmental Priority
In addition to the expected $6 million in operational savings and in additional sales, a number of additional benefits will accrue related to Romania’s entrance into the EU.
Romania has ratified the Kyoto protocol, in terms of air quality, and signed several agreements with the Netherlands, Denmark, and others with regard to implementation of flexibility agreements.
In terms of water quality, Romanian regulation NTPA 001 was adopted to comply with EU standards.
As part of the accession process, Romania is currently negotiating Chapter 22 with regard to environmental protection with the EU.
Petromidia’s environmental permit compliance schedule will require adequate response to these issues by 2005.
Romania created an environmental fund last year. In order to comply with EU standards, in the next 20 years, Romania is expected to invest $20 billion USD - $10 billion for water, $5 billion for waste, and $5 billion for air quality improvements. This Petromidia project could potentially qualify for assistance from the Environmental Fund.
Implementation Financing
As part of the privatization agreement, Rompetrol has commitments to invest $20 million USD for environmental activities by 2005. Modernizing the GDSR is part of the compliance schedule attached to the environmental permit for the Petromidia refinery. The economic benefits of the project imply a payback of approximately 30 months. Therefore, Rompetrol has a firm commitment to implementation of this project.
According to published news accounts Rompetrol concluded the first quarter of 2003, with an operational profit of $11 million USD, from a gross income of $291 USD. This is a 100% increase of gross income compared to last year. The company’s exports are worth $180 million. Rompetrol paid the government of Romania $65 million in the first quarter of 2003 in taxes and other fees. Rompetrol currently has debt on the Petromidia refinery of $325 million USD. They are seeking an agreement with the Finance Ministry to convert the debt owed the Romanian Government into shares with the government’s participation not to exceed 35% of Petromidia’s outstanding shares.
Rompetrol would finance this project through a combination of internal cash flow, supplier credits, and commercial financial facilities. Given the nature of this project, some funding may be expected from the new Romanian environmental fund. In addition, in April 2003, Rompetrol received a loan from Bank Austria Creditanstalt in the amount of $30 million. Much of the $30 million may be earmarked for the Midia oil terminal port facilities. USTDA funded a feasibility study of a single point mooring system for the Midia port for the purpose of unloading crude oil tankers off shore. An American firm has signed the
85

contract to construct the buoy system. Rompetrol’s ability to finance refinery improvements seems to be strong. The Petromidia refinery represents 80% of Rompetrol $1 billion annual turnover.
Project Capital Cost Estimate
The estimated modernization costs for the three operational units – sour water stripping unit, sulfur recovery unit, and amine unit are $9.163 million USD, while overall project cost with the expanded ammonia recovery, sulfuric acid production, and sulfur recovery increase the overall project to $11 million USD.
U.S. Export Potential
The estimated cost for goods and services to be imported from the US should approach the $11 million total project cost. Rompetrol has a subsidiary company – Ecomaster – which currently performs oil sludge processing, solid industrial waste processing, and waste water processing. Ecomaster may perform a small part of the overall project under the direction of the contractor implementing these capital improvements.
Potential US suppliers include TPA Baker-Howe, APL, Jacobs, TKK, UOP, US Filter Company, Parsons, Unocal, Amoco, Marathon, and Bechtel.
Foreign Competition
Strong foreign competition exists in these technology areas – Haldor Topsoe (Danish); Shell (Netherlands); and Kellogg (United Kingdom).
Impact on U.S. Labor
The project will have a direct impact on employment in the United States through the manufacture of the materials for the project, and the installation of the components. The consultant performing the study should specify equipment based on US standards, such as ASTM, which are internationally recognized. These are fields in which US petroleum and petrochemical firms excel.
Environmental Impact
The proposed capital improvements will improve environmental standards at the Petromidia refinery. The improvements will bring the refinery into compliance with the Kyoto protocols for air, and the Romanian NTPA 001 regulation for water - as these standards are adopted by the Romanian Government and incorporated into the compliance schedule attached to the environmental permit of Petromidia. The waste management system will improve through the increased recovery and production of solid sulfur, sulfuric acid, and liquid ammonia.
TERMS OF REFERENCE AND BUDGET FOR FEASIBILITY STUDY:ROMPETROL – SULFUR RECOVERY FROM SOUR WATER AND ACID
GASES
Summary
The purpose of this Feasibility Study (FS) is to perform an analysis for a project to modernize the existing sulfur recovery and sour water stripping systems as well as to build and operate an integrated system for the recovery of solid sulfur and the production of sulfuric acid, at the Petromidia Refinery. The primary goals of the modernization proposal are to: increase the ability of the refinery to process crude oil with high sulfur content (1.7%) deliver white products that comply with Euro norms (e.g., 50 parts per million sulfur content) satisfy the environmental standards for Romania as a candidate EU accession.
86

From a technical and regulatory perspective, the expected results of this project are: recover solid sulfur (improved waste management and a salable byproduct); produce sulfuric acid to be used in the new alkylation unit – producing higher yields of Euro-quality
products; lower significantly SO2 stack emission, through recovery of gases with SO2 (generated from the sour
stripping unit and from incineration in the gas desulfurization unit) and compliance with more rigorous greenhouse gas stack emission standards;
regenerate the spent acid from the alkylation unit; significantly decrease SO2 stack gas emission, through the recovery of gases with H2S (generated
from the sour stripping unit) and SO2 (from incineration in the gas desulfurization unit), and achieve compliance with more rigorous greenhouse gas stack emission standards adopted by the Romania government;
and, lower significantly the quantities of ammonia and sulfur in the wastewater – complying with the wastewater treatment standards of Romanian NTPA 001 (recently upgrades);
In 1995, prior to privatization, the then state-operated Petromidia engaged a feasibility study of similar nature from a US based firm, TPA. Though helpful in formulating this request, the study is dated, though it does consider the simultaneous production of sulfuric acid and solid sulfur. Rompetrol would prefer that an independent consultant perform the study.
An independent TDA study will provide for the evaluation of several available technologies and demonstrate the competitive selection of the best available technology.
Feasibility Study – Scope of Work
General
The objective of the Feasibility study will be to develop the necessary details, project implementation guidelines, costs, schedules, and financing sources recommendations and options to produce a complete project plan sufficient to satisfy the general best practices requirements of the banking industry for project financing.
The final report should satisfy the following objectives:1. provide a detailed evaluation of the current system for gas desulfurization and sulfur recovery (GDSR),
and compare the findings with the previous study;2. update the previous findings to account for the new conditions and requirements,3. increased capacity and severity of the process in the hydro treating unit,4. the necessity to treat higher quantities of acid gases, 5. and, the need to reduce the SO2 stack emissions;6. document , analyze, evaluate, and recommend the optimum configuration and technology to meet
Rompetrol’s needs, e.g., operating new technology in parallel or integrated with the classical Claus technology, with technologies to be considered not limited to, but at least considering the following:
Wet Gas Sulfuric (WSA), developed by Haldor Topsoe, Direct Sulfur Recovery Process, developed by Research Triangle Institute, Bio-FGB process, developed by Pacques, Parson Hi-Activity Process, Amoco’s Cold-bed Absorption Process, Delta Hudson Process, IFP Tail Gas Treatment Shell Claus Off-Gas Treatment, Lo-Cat Process, licensed by US Filter Company, Marathon Oil’s Hysulf Process, Recycle Selectrox Process, developed by Parsons and Unocal and licensed through UOP,
87

7. document, analyze, evaluate, and recommend sulfuric acid processes additions to the current system to satisfy Rompetrol’s needs, indicating the costs and other activities and risks related to building and operating a sulfuric acid production unit;
8. provide a detailed evaluation of the sour water stripping system with a comparison of the previous study completed by TPA;
9. account for in all the preceding analysis the new conditions and requirements that Rompetrol has established – increased quantities of sour water, increased contaminants (sulfur and ammonia) which result from the increased capacity and severity of the new processes;
10. evaluate which equipment currently existing on site can be re-utilized or retrofitted to meet the new requirements, and provide a cost comparison for replacement as opposed to retention, and the adequacy of retention with the new objectives;
11. and, provide a list of all modernization items and activities with detailed descriptions of the type and estimated cost of equipment, estimated installation requirements and costs, testing and operational requirements, licensing requirements, and schedules for implementation.
The Feasibility Report should be sufficiently detailed to facilitate financing; to establish a project development plan; and to provide the basis for the issuance of tenders for the implementation of the proposed system.
i. Technical Analysis
1. The Feasibility Study (FS) contractor will review the TPA study initiated in 1995. In light of the revised scope and purpose established by Rompetrol – particularly the inclusion of ammonia recovery and the production of sulfuric acid and the production of solid sulfur for sale – the contractor will revise and update the study as indicated. The study provides actual and various modernization scenarios. Each should be reviewed, as well as the current proposal. The current equipment should be reviewed in light of the increased capacity and severity of the process in the hydro-treating unit, the necessity to treat higher quantities of acid gases, and, the need to reduce the SO2 stack emissions.
2. The FS contractor will document, analyze, evaluate, and recommend the optimum configuration and technology to meet Rompetrol’s needs, e.g., operating new technology in parallel or integrated with the classical Claus technology, with technologies to be considered not limited to, but at least considering the following:
Wet Gas Sulfuric (WSA), developed by Haldor Topsoe, Direct Sulfur Recovery Process, developed by Research Triangle Institute, Bio-FGB process, developed by Pacques, Parson Hi-Activity Process, Amoco’s Cold-bed Absorption Process, Delta Hudson Process, IFP Tail Gas Treatment Shell Claus Off-Gas Treatment, Lo-Cat Process, licensed by US Filter Company, Marathon Oil’s Hysulf Process, Recycle Selectrox Process, developed by Parsons and Unocal and licensed through UOP, Etc.
The evaluation should be performed in a demonstrably unbiased presentation, which should not focus on only one technology, and only one provider, and preferably not on a technology in which the consultant has a direct interest. Where possible the results of the evaluation will be presented in a tabular form, to include licensing requirements where applicable, with all evaluation criteria clearly listed. The tabular format should include the country of licensing in the tables. The FS consultant shall review the complete collection of potential technology.
88

3. The feasibility study contractor shall document, analyze, evaluate, and recommend sulfuric acid processes additions to the current system to satisfy Rompetrol’s needs, indicating the costs and other activities and risks related to building and operating a sulfuric acid production unit – identifying: site availability, equipment specifications, process descriptions, design bases, block flow diagrams, energy and material balances, operating cost estimates, capital cost estimates, feedstock requirements, product specifications, production factors, and internal transfer pricing;
4. The contractor will provide a detailed evaluation of the sour water stripping system with a comparison of the previous study completed by TPA, examining:
the current design bases, proposed product specification constraints, overall regulatory requirements, and business expansion plans,
the operations data from individual unit amine absorbers and regenerators, evaluating performance and making recommendations for improvement,
the target objectives for amine unit and making recommendations for improvement,
the design information for the sour water system within the new design parameters,
and the current sulfur recovery operation and developing simulations of the current along with proposed alternatives;
5. The FS contractor will utilize as study parameters, in all aspects of the study, the new conditions and requirements that Rompetrol has established – increased quantities of sour water, increased contaminants (sulfur and ammonia) which result from the increased capacity and severity of the new processes;
6. The FS contractor will evaluate which equipment currently existing on site can be re-utilized or retrofitted to meet the new requirements, and provide a cost comparison for replacement as opposed to retention, and the adequacy of retention with the new objectives. Equipment and design specifications will be based upon internationally recognized US standards such as ASTM. The cost comparison should indicate retrofit costs of current equipment, expected service life, operations and maintenance considerations, and salvage value. It should indicate the cost of new equipment and respective suppliers, the expected service life, operations and maintenance considerations, and salvage value. The contractor should indicate the impacts on operational throughput by performing retrofits, as opposed to installing new equipment.
7. The study will provide a list of all modernization items and activities with detailed descriptions of the type and estimated cost of equipment, estimated installation requirements and costs, testing and operational requirements, licensing requirements, and schedules for implementation.
ii. Economic Analysis
The feasibility contractor shall prepare a project economic model of the current system and the proposed improvements, including:
89

revenue estimates for the new products in terms of the internal transfer prices for the sulfuric acid, the commodity sales of the solid sulfur, and the overall economic impacts of the increased throughput on operating revenues for the refinery,
costs of any additional inputs to the system, and any differences in utility costs, other direct and variable costs, loan amortization schedules, summaries of all economic factors used in the analyses such as terms,
interest rates, taxes, duties, etc., 25 year cash flow analysis, and recommended financing strategies.
iii. Financial Analysis
The Feasibility Study will provide recommendations on the financial viability of the proposed project based upon the preceding technical analysis.
1. The study will estimate the physical construction costs of the system. If the project is to be operated within the refinery as a separate cost center then, in terms of transfer or internal pricing, the impacts on product pricing and operational costs should be estimated, and the cost impacts of constructing the system.
2. The study shall determine estimates of the operation and maintenance costs, applicable depreciation rates, return, insurance, taxes and general and administrative expenses.
3. An estimate shall be made of the potential revenue streams, if established as a separate cost center, or of the savings achieved compared to the expected costs to develop a pay back period.
4. The study should identify potential funding sources for the actual project development and prepare appropriate materials that could be submitted to assist ROMPETROL in applying for the funds.
The study will prepare basic financial application material, which cover the following fundamental materials. This application material must fit the format and satisfy the general best practices banking industry project financing forms: identifying the financial analysis, the project profitability, and cash flow forecasts. The standards published by the European Bank for Reconstruction and Development (EBRD) are one example. These materials should be drawn from the body of the study. Elements for inclusion will be:
Part 1: Operational and project information.
f. Introduction describing the projectg. Project sponsorh. Project description in depthi. Marketj. Management
Part 2: Financial information.
d. Project costse. Implementation and procurementf. Sources of funding
Part 3: Environmental and regulatory information.
Additionally, the FS contractor will establish, document, and recommend to Rompetrol methods for obtaining funding from the new Romanian Environmental Fund, established by the government of Romania for this project.
90

The FS contractor shall prepare requests for proposals for licensing, engineering, procurement, and construction management to include: instructions to bidders, financing instructions and requirements, project design basis, project evaluation strategy, bid requirements tender forms and pricing requirements, sample contract requirements, and, process and mechanical guarantee requirements.
(Note: Assuming the feasibility contractor is deemed qualified, the feasibility contractor should be deemed eligible to compete for any or all of the final project, with Rompetrol’s concurrence.)
iv. Environmental Analysis
The study shall investigate the potential environmental factors related to the improvements, discussed herein, that will bring the refinery into compliance with the Kyoto protocols for air, and the Romanian NTPA 001 regulation for water - as these standards are adopted by the Romanian Government. The waste management system will improve through the increased recovery and production of solid sulfur, and sulfuric acid.
Issues to be examined include the following:
1. A review of the environmental permit for the operation of Petromidia, with recommendations related to current compliance and with future compliance, both addressing the current operational configuration and the proposed configuration.
2. The study will identify potential atmospheric environmental factors related to the proposed system.
3. The study will identify any operating fluids that will need to be disposed.
4. The study will identify any waste management changes required as a result of the increased recovery and production of solid sulfur, and sulfuric acid.
5. The study will determine which environmental standards must be satisfied and identify the relevant regulatory agency.
v. Regulatory Issues
1. The study should determine which regulatory authorities, if any, has jurisdiction over these operations.
2. The study will determine what rules or regulations exist are applicable to this project and all recommendations will be consistent with all applicable national and international regulations.
3. The study will assess the potential cost impacts of any regulatory issues.
vi. Proposed Equipment and Services
The Feasibility Study will compile a list of all equipment and services needed to complete the project. Specifications for equipment should be in internationally recognized US standards, such as ASTM, API, etc.
vii. Implementation Plan
91

The Feasibility Study will provide an implementation plan, which will recommend the consultants expectations for the orderly development of the project. Preliminary steps, weekly development schedules, and project priorities will be presented in a graphic display using software similar to Microsoft Project.
Consultant Evaluation Criteria
The overall evaluation criteria for the selection of the firm to carry out the Feasibility Study will consist of the following:
Experience and capability of the firm, including a demonstrated ability to perform sulfur recovery from sour water and acid gases related feasibility studies and designs - international experience is preferred.
Demonstration of the understanding of the task, and responsiveness of the proposal to the technical scope and requirements of the Feasibility Study. Development of a work program clearly defining the scope of work for the activities, schedule, and each effort.
Qualifications and experience of staff in sulfur recovery and sulfuric acid production processes in refining and petrochemical operations planning, design, environmental assessment, and engineering feasibility analysis.
Experience in economic and financial assessment, planning, and strategic analysis.
The following is a generic description of a team capable of the implementation of this feasibility study. Proposals should consider and attempt to provide the generic skills described below:
Feasibility Team Skills
A multi-disciplinary team would be required for this project with five to ten years experience in the respective disciplines. Following are general descriptions of a team, but the exact configuration of the team depends more on the capabilities provided than the specific job titles listed below. One individual may function for more than one category listed below with the prerequisite experience.
Project Manager
Responsible for coordinating efforts and data assimilation, to achieve study requirements, insuring a clear presentation of current versus proposed practice and the technological and financial impacts of the respective options.
Process Engineer
Reviews current versus proposed technology, to include: sour water stripping, amine, sulfur recovery, tail gas treatment, and sulfuric acid units, in a complex refinery.
Mechanical Engineer
Pursuant to information provided by the process engineer, reviews existing mechanical equipment and changes required implementing the process recommendations; and identifies current useful equipment and replacement requirements.
Instrument/Electrical Engineer
Pursuant to information provided by the process engineer, reviews existing instrumentation and electrical infrastructure; defines current instrumentation which can be retained as well as establishes specifications for new equipment; and defines power distribution system improvements required to support the proposed revised process design.
92

Environmental Engineer
Reviews environmental regulations, process design specifications of the existing facilities and the proposed facilities, and develops plans and recommendations for the process engineer and the project manager to respond to all environmental related factors.
Construction Manager
Reviews existing facilities and develops the construction implementing plan to include scheduling, critical interfaces, connections to existing equipment and piping, and overall practicality for construction.
Economics and Finance Specialist
Responsible for the preparation of a project economic model of the process changes, as described in the technical discussion above, and all other materials sufficient to prepare a basic financial application for lender funding to fit the format and satisfy the general best practices banking industry project financing forms - identifying financial analysis, project profitability, and cash flow forecasts.
Local Support and Compliance Advisor
Responsible for reviewing existing Romanian regulations contingent to implementing the sulfur and sulfuric acid systems, and assisting in the preparation the overall compliance plan.
93

Sulfur Recovery from Sour Water and Acid GasesPETROMIDIA Refinery
Feasibility Study – Budget
Based upon the proposed Feasibility Study’s scope of work, an estimate of personnel, time requirements, and budget is presented in the table below.
Rompetrol Sulfur Recovery from Sour Water and Acid Gases
Direct Labor Man Month Monthly Cost Total CostProject Manager 3 $ 23,000 $ 69,000 Process Engineer 3.5 $ 21,100 $ 73,850 Mechanical Engineer 2 $ 17,500 $ 35,000 Instrument/Electrical Engineer 0.5 $ 17,500 $ 8,750 Environmental Engineer 2 $ 17,500 $ 35,000 Construction Manager 2 $ 17,100 $ 34,200 Economics & Finance Specialist
2 $ 8,200 $ 16,400
Support & Compliance 1 $ 6,500 $ 6,500 Total Labor 16 $ 278,700
ExpensesTravel (Round Trips@Rate) 8 $ 2,800 $ 22,400 Local Transport $ 3,500 Per Diem Bucharest (Days@Rate)
16 $ 220 $ 3,520
Per Diem Other (Days@Rate) 175 $ 111 $ 19,425 Comm & Misc $ 3,500 Total Expenses $ 52,345
Total Project Cost $ 331,045
RECOMMENDATIONS
AEM recommends that TDA grant ROMPETROL $331,045 to conduct a Feasibility Study to modify processes, at the Petromidia refinery, near Constanta, Romania, improve Sulfur Recovery from Sour Water and Acid Gases, and to produce sulfuric acid.
94

CONCLUSIONS
As a result of the Definitional Mission investigation, Appropriate Energy Management recommended the Feasibility Study funding by the U.S. Trade and Development Agency for the following projects, which were examined.
PROJECTS RECOMMENDED FOR FEASIBILITY STUDIES
COMPANY REFINERY PROJECT AMOUNT
PETROMPetrobrazi Refinery
1. Delayed Coking Unit Revamp NR2. In-Line Blending – Gasoline and Diesel $ 150,635
Arpechim Refinery1. Amine Treating Revamp and Sulfur Recovery Unit NR2. Propane Deasphalting Oil Unit Revamp NR3. In-Line Blending – Gasoline and Diesel $ 150,635
Combined Study1. In-Line Blending - Gasoline and Diesel $ 216,240
RafoRafo Refinery
1. In-Line Blending - Gasoline and Diesel $ 154,735
OmniplexSteaua Romana Refinery
1. Lubricants Mineral Oil Production $ 124,842 2. New Terminal Operations NR 3. Environmental Clean-up NR
RompetrolPetromidia Refinery
1. Sulfur Recovery And Sulfuric Acid $ 331,045
NOTE: NR=NOT RECOMMENDED
The two Petrom projects for in-line blending, at the Petrobrazi and the Arpechim Refineries, should be combined into a single study of in-line blending at both plants. AEM recommends that TDA grant Petrom $216,240 to conduct a combined Feasibility Study to rehabilitate the current in-line gasoline and diesel blending systems, respectively, for the Petrobrazi and Arpechim refineries. If funding for only either Petrobrazi or Arpechim is considered by TDA, then AEM recommends that the single feasibility study contract be issued in the amount of $150,635 to examine either refinery, and respective gasoline and diesel blending systems at the refinery. There is synergy, allowing cost savings for a single study of both refineries. The in-line blending is the automation of batch processes. The process rehabilitation will increase the marketability of the final product by being able to precisely formulate the fuels to the customers’ specifications. A fundamental drive in the process rehabilitation would be to allow the refineries to meet the new EURO standards adopted by the Romanian government – a positive impact on
95

the environment. Estimates of the cost to modify the process range from $9 to $10 million. Potential U.S. supplier participation could be in the neighborhood of $7 - $10 million. Petrom appears to have the ability to fund this project from cash flow, commercial loans, and the EBRD. In terms of the other three proposed refinery projects, the nature of the projects, expected outcomes, financial impacts, operational impacts, and environmental impacts were so ill-defined to allow for a positive recommendation of funding for a feasibility study at this time. AEM recommends that TDA grant S.C. Rafo S.A, Onesti, $154,735 to conduct a Feasibility Study to rehabilitate the current in-line gasoline and diesel blending systems, respectively, for the Rafo refinery. The refinery appears to be making a strong attempt at recovery. Because of the poor financial state of the refinery, however it will be difficult to obtain financing for the implementation of the two in-line blending systems. However, for the fourth largest refinery in Romania, it is imperative for operational cost savings, increased revenues, and market competition for Rafo to make these changes. Absent US TDA support, and the completion of this feasibility study, Rafo may not be able to develop sufficient financial documentation to obtain the required financing. The financial and market analysis performed as part of this feasibility study will be a crucial factor. Estimates of the cost to modify the process are in the range of $11.8 million, with expectations of potential US exports in the range of $8 to $9 million.
AEM recommends that TDA grant Steaua Romana Refinery $124,842 to conduct a Feasibility Study to construct a lubrication production line at the Steaua Romana Refinery in Campina, Romania. The lubricants line will produce value added lubricants, which would increase revenues by $8.5 million per year. These paraffinic products raw materials are already produced within the plant and sold currently to other refineries. The lubricants would be sold to a larger base of end use customers with a significantly increased revenue stream by this value-added activity of conversion to lubricants. The project increases revenues, reduces the refinery’s dependence upon competing refineries as customers, and firmly establishes the refinery in a regional lubrication market niche. The project cost is estimated to be $8.2 million, of which the US has potential exports in the range of $5 million dollars. Two other projects which the refinery asked to be considered with changes to the refinery terminaling systems and an environmental clean-up project. Both projects are worthwhile projects but fall far below the capital cost that US TDA considers for support, and were not recommended by AEM.
AEM recommends that TDA grant ROMPETROL $331,045 to conduct a Feasibility Study to modify processes, at the Petromidia refinery, near Constanta, Romania, improve Sulfur Recovery from Sour Water and Acid Gases, and to produce sulfuric acid. Rompetrol had requested US TDA assistance to fund a feasibility study to modernize the existing sulfur recovery and sour water stripping systems as well as to build and operate an integrated system for the recovery of solid sulfur and production of sulfuric acid at the Petromidia Refinery. The primary goals of the modernization proposal were to increase the ability of the refinery to process crude oil with high sulfur content (1.7%); deliver white products that comply with Euro norms (e.g., 50 parts per million sulfur content); and meet the environmental standards for Romania as a candidate EU accession. The project should have a significant economic effect on the refinery by allowing a higher throughput of lower cost input raw materials. The estimated capital cost of the project is $11 million, with potential US exports approaching the full amount. A subsidiary of Rompetrol may perform a small portion of the local site work.
Funding of all the recommended projects will benefit Romania, and provide significant potential for U.S. sales of goods and services.
96

APPENDIX A - CONTACTS
Meetings Held in Romania
Monday, May 19, 2003 (Bucharest, Romania)
1. Alexandru-Valeriu BinigDirector, Energy and UtilitiesRomanian-American Enterprise FundStr. Vasile Conta, Nr. 4, Sector 270138 Bucharest, RomaniaTel: 40-21-210-0701Fax: [email protected]: www.raef.ro
2. Adriana Mircea Commercial SpecialistU.S. Commercial ServiceStr. Tudor Arghezi 7-9Bucharest, RomaniaTel: (40)21-210 40 42, ext. 342Fax: (40)21-210 06 [email protected]
3. Dana DobrescuCommercial AssistantU.S. Commercial ServiceStr. Tudor Arghezi 7-9Bucharest, RomaniaTel: (40)21-210 40 42, ext. 347Fax: (40)21-210 06 [email protected]
3. Cantemir MambetQHSE Management DirectorROMPETROLRompetrol Building222Calea Victoriei71104 Bucharest, RomaniaTel: (40) 21 30 30 859Fax: (40) 21 31 45 [email protected]
4. Calin TirlaProject ManagerSteaua Romana Refinery SABucharest Commercial Officeaicovici Street2 Opera Center IIBucharest, RomaniaTel: 40 21 410 98 38Fax: 40 21 410 98 50Mobile: 0722 270 [email protected]
97

Tuesday, May 20, 2003 (Bucharest, Romania)
1. Ion IvanescuPrograms, Development DirectorCrude Oil and Gas Processing Department PETROM – Romanian Oil Company109, Calea Victoriei70176, Bucharest, RomaniaTel: +(40) 21 212 98 74Fax: +(40) 21 315 98 [email protected]
2. Elena ManoiuAdministrator and President of BoardRafinaria Steaua Romana S.A.Cod 76202, Sector 5, Opera Center IIStreet Dr. Niculae Staicovici, Nr. 2Bucharest, RomaniaTel: +(40) 14 10 98 38Fax: +(40) 14 10 98 [email protected]
3. Calin Tirla(As above)
4. Adrian MaresHead of DepartmentInternational Cooperation Department S.C. “EXPROGAZ” S.A.4 Unirii Street3125 Medias, RomaniaTel: +4 069 80 14 76Fax: +4 069 84 17 [email protected]
5. Ion PeleanuGeneral ManagerALCONEX (Local factor for FMC)13 Sibiu, Building Z18, Suite 4Bucharest, RomaniaTel: +(40) 21 413 52 40Fax: +(40) 21 413 89 [email protected]
Wednesday, May 21, 2003 (Onesti, Romania)
1. Miora MateiQuality Assurance ManagerS.C. Rafo S.A.Street Industrillor 3Onesti, RomaniaTel: 40- 234 303477Fax: 40- 234 323839
98

Mobile: 40 744 568391
2. Claudia BalanTranslator Serviciul TehnicS.C. Rafo S.A.Street Industrillor 3Onesti, RomaniaTel: 40- 234 303210Fax: 40- 234 [email protected]
3. Dumitra CheluSef Servicu TehnicS.C. Rafo S.A.Street Industrillor 3Onesti, RomaniaTel: 40- 234 303135Fax: 40- 234 [email protected]
4. Also Present at the Rafo Refinery Discussions:
Valentia Virjan, Chief of Environmental DepartmentCiprian Vranceanu, Engineer of Environmental DepartmentAdrian Andrei, Engineer of Environmental DepartmentDumitra Chelu, Chief of Technical DepartmentMariana Predoiu, Engineer of Technical DepartmentIon Dobre, Chief of Storage PlantElena Nichitoiu, Chief of Management Integration System Department
Thursday, May 22, 2003 (Bucharest, Romania)
1. Cantemir MambetRompetrol(Contact data as above)Follow-up Discussions
2. Ion Ivanescu PETROM(Contact data as above)Follow-up Discussions
3. Mariana GheorgheSenior BankerSouth Eastern Europe and the CaucasusEuropean Bank for Reconstruction and DevelopmentOne Exchange SquareLondon,EC2A 2JNUnited KingdomTel: 44 20 7338 7123Fax: 44 20 7338 [email protected]
Friday, May 30, 2003 (Bucharest and Campina, Romania)
99

1. Dana DobrescuCommercial AssistantU.S. Commercial Service(Contact data as above)Departure Briefing
2. Jerry KindrachukDirector International Development(Contractor for Romana Refinery Environmental Clean-up)Delta Mutual, Inc,111 North Branch StreetSellersville, Pennsylvania 18960Tel: 1 215 258 2800Mobile: 1 610 730 [email protected]
3. Calin TirlaProject ManagerSteaua Romana Refinery SA (Contact data as above)(Steaua Romana Refinery SA Field Visit)
Elena ManoiuAdministrator and President of BoardRafinaria Steaua Romana S.A(Contact data as above)(Steaua Romana Refinery SA Field Visit)
Operational Staff of Steaua Romana Refinery SA (Steaua Romana Refinery SA Field Visit)Engineer Nicolae Bucor – Executive DirectorEngineer Nicolae Matei – Technical ManagerEngineer Napoleon Pascu – Technical Advisor
100

APPENDIX B – POSSIBLE PROJECTS FOR TDA CONSIDERATION
In the course of the Definitional Mission, AEM inquired of each party interviewed if there were other project proposals that TDA might consider supporting through its various mechanisms, e.g., feasibility studies. All parties providing suggestions were directed to work with the U.S. Commercial Service in developing proposals.
Petrobrazi – Catalytic Reforming Unit Revamp Fluid Catalytic Cracking (FCC) Unit Revamp Fluid Catalytic Cracking Heavy Gasoline Hydrodesulphurisation Unit Alkylation Unit TAME Unit C5-C6 Isomerization Unit Revamp Rehabilitation of Utilities (power supply, steam), and Sewage System Automation Upgrade – Implementation of DCS and Central Control Room Waste Water pollution Reduction and Solid Residue treatment Units Rehabilitation Off-site Works (Tank Farm Systemization, Flare System)
Arpechim – FCC Heavy Gasoline Hydrodesuphurisation Unit Vacuum Distillate Hydrotreating Unit FCC unit Revamp New Hydrogen Unit AVD and VB Heaters Revamp Hydrocracking and Hydrodewaxing Base Oils Unit Revamp Steam Cracker Plant Revamp and Sewage System Safety and Reliability Improvement Works Modernization of Waste Water and Solid Residue Treatment Units
Rafo – Modernization of Tank Farm Using Floating Tops
Steaua Romana – Ecological Treatment for Refinery Sludge, Slurries and Acid Tar Flux Neutralization Plant for Lamp Kerosene and Gasoil Replacement of Vacuum Distillation Furnace Vacuum Automated Control System Gasoline Fraction Plant Lamp Kerosene and Gasoil Hydro-Refining Unit Automated Unit for Bitumen Casting/Packing
Rompetrol – Alkylation Plant
APPENDIX C – PETROM Privatization
101

European Bank for Reconstruction and Development
The following is a summary of the funding provided by EBRD to support privatization of PETROM.
SNP Petrom, RomaniaA pre-privatisation transaction to support the restructuring and facilitate ultimate
privatisation of SNP Petrom, the vertically integrated national oil and gas company in Romania. It will partly finance the refinery and retail modernisation programme of the Company.
Operation status: Signed
Board review date: 28 May 2002
Business sector: Oil sector
Portfolio classification: Private sector
The client SNP Petrom S.A. is around 93 per cent state-owned and is the vertically integrated national oil and gas company in Romania. The new government has confirmed its intention to continue the privatisation of the company and is retaining an international advisor to develop the optimal strategy for privatisation. The company’s modernisation programme over the next three to four years focuses on restructuring and modernisation of refining, production and retail business segments.
Proposed EBRD finance
US$ 150 million debt investment consisting of a non-sovereign guaranteed, pre-privatisation loan, against privatisation and restructuring milestones. The transaction consists of (a) a Tranche 1 loan of US$ 50 million; (b) a Tranche 2A loan of US$ 50 million, pro-rata with the (c) Tranche 2B loan of US$ 50 million, of which Black Sea Trade and Development Bank US$ 10 million as parallel loan and the rest as B loans to commercial banks.
Total project cost US$ 150 million (€150 million). Project objectives The use of proceeds is still to be finalised, with the
objective to partly finance the SNP Petrom refinery modernisation programme for the next 3 years, with a strong environmental impact and convergence with EU standards. Modernisation will include projects such as: three projects associated with Fluid Catalytic Cracking (FCC) unit, modernisation of the refinery process control systems and incineration of toxic waste from the acrylonitrile unit.
Expected transition impact
The proposed transaction is consistent with the Bank’s strategy for Romania, which promotes the Bank’s support for restructuring and privatisation of state-owned companies, in particular in the energy sector. The project is also consistent with the Natural Resources Operations Policy as it supports the restructuring of state oil and gas companies to make them
102

more competitive and compliant with the EU quality and environmental standards prior to EU accession.
Since SNP Petrom is moving towards privatisation, its operational and managerial restructuring, as well as its potential environmental liabilities, have become even more important for a successful privatisation. As the project would also facilitate compliance of one of the major industries in Romania with EU quality and environmental standards, it would have a positive impact on the country’s move towards integration into the EU. The milestones and timetable agreed with the government and the company for its restructuring and privatisation objectives will have a strong transition impact.
Environmental impact
An environmental summary of this project is annexed to this document.
Technical cooperation funding
None
Enquiries EBRD project enquiries desk:Tel: +44 20 7338 6282; Fax: +44 20 7338 6102Email: [email protected]
Environmental summary The project was screened B/1, requiring an environmental analysis and audit. The
proposed transaction involves an extensive revamping programme of Petrom’s existing facilities at SNP Petrom’s refineries. Some of the proposed projects provide significant environmental and safety benefits in addition to improvements in yields and process upgrades. The environmental improvements include the reduction of sulphur content in the produced gasoline in order to bring the product in line with EU requirements. On the basis of the findings of the environmental audit and analysis carried out by an independent environmental consultant, an Environmental Action Plan will be developed and agreed with the company.
This project is still evolving and details may change before it is signed. Project summary documents may contain information relating to projects that have not been approved by the Board and therefore cannot be considered to represent official EBRD policy.
Information current as of 12 August 2002
103