Embed Size (px)
Citation preview

Engineering Specification Track
SPC 251
TURNOUTS & SPECIALTRACKWORK
Version 1.5
Issued April 2013
Reconfirmed 03 July 2019
Owner: Chief Engineer, Track
Approved by:
Andrew Wilson Technical Specialist Wheel/Rail
Authorised by:
Malcolm Kerr Chief Engineer Track
Disclaimer
This document was prepared for use on the RailCorp Network only.
RailCorp makes no warranties, express or implied, that compliance with the contents of this document shall be sufficient to ensure safe systems or work or operation. It is the document user’s sole responsibility to ensure that the copy of the document it is viewing is the current version of the document as in use by RailCorp.
RailCorp accepts no liability whatsoever in relation to the use of this document by any party, and RailCorp excludes any liability which arises in any manner by the use of this document.
Copyright
The information in this document is protected by Copyright and no part of this document may be reproduced, altered, stored or transmitted by any person without the prior consent of RailCorp.
En
gin
eeri
ng
Sp
ecif
icat
ion
UNCONTROLLED WHEN PRINTED Page 1 of 23

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
Document control
Version Date Summary of change 1.0 October, 2007 First issue as a RailCorp document. Includes content from
C 2303 1.1 December, 2008 Addition in Section 6.3 of marking of Centre of Balance for
crossings 1.2 May, 2009 Complete document – Format Change; Section 6
Assembly of switches – addition of requirement to punch-mark design location of switch tips on stockrail. Addition of requirement to centralise anti creep devices at rail neutral temperature; Section 8 - Final assembly and inspection addition of requirement to identify punch-marked design location of switch tips.
1.3 December, 2009 Section 5 - New Section – Acceptance requirements for monobloc castings. Sections 5-9 – Sections renumbered to 6-10 because of additional section. Appendix 1 - New – Photo gallery of monobloc casting defects
1.4 June, 2012 Reformatted to new template 1.5 April, 2013 Changes detailed in summary table below
Summary of changes from previous version
Summary of change Section
Control Changes Document Control
Deletion of redundant reference 3.2
Clarification of requirements for manufacture of raised checkrails 4.7
Changed reference document for longitudinal crossing nose profile Changed generic profile to T1
5.3
Clarification of use of shims for raised checkrails Additional requirement for slotted bolt holes
7.8.1
© RailCorp Page 2 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — TrackTurnouts & Special Trackwork SPC 251
Contents
1 Scope and Application ...........................................................................................................5
2 Definitions and Abbreviations ...............................................................................................5
3 References...............................................................................................................................5
3.1 Australian and International Standards.....................................................................................5
3.2 RailCorp Documents .................................................................................................................6
3.3 Other References......................................................................................................................6
4 Material Specification .............................................................................................................6
4.1 Iron Castings .............................................................................................................................6
4.2 Steel Castings ...........................................................................................................................6
4.3 Washers ....................................................................................................................................6
4.4 Rolled Steel ...............................................................................................................................6
4.5 Bolts and Nuts...........................................................................................................................7
4.6 Rivets ........................................................................................................................................7
4.7 Rails ..........................................................................................................................................7
4.8 Epoxy ........................................................................................................................................7
4.9 Manganese Steel Castings .......................................................................................................7
5 Acceptance Requirements for Monobloc Castings.............................................................7
5.1 Supply of Crossings ..................................................................................................................7
5.2 Inspection of Crossings.............................................................................................................8
5.3 Longitudinal Profile....................................................................................................................9
6 Manufacturing Process ..........................................................................................................9
6.1 Welding .....................................................................................................................................9
6.2 Hardening..................................................................................................................................9
6.3 Drilling .....................................................................................................................................10
6.4 Sawing and Machining of Rails...............................................................................................10
6.5 Bending, Curving and Setting of Rails ....................................................................................10
6.6 Riveting ...................................................................................................................................10
6.7 Fitting.......................................................................................................................................10
6.8 Forgings ..................................................................................................................................11
7 Assembly ...............................................................................................................................11
7.1 Assembly Platform ..................................................................................................................11
7.2 Assembly of Fabricated Crossings .........................................................................................11
7.3 Requirements for all Crossings...............................................................................................11
7.4 Baseplates for Crossings ........................................................................................................12
7.5 Assembly of Switches .............................................................................................................12
7.6 Baseplates for Switch Sets (Tangential Turnouts ONLY).......................................................12
7.7 Closure Rails...........................................................................................................................12
7.8 Checkrails ...............................................................................................................................13
7.9 Consumable Items ..................................................................................................................13
7.10 Fastening Plates and Fastening Material................................................................................13
8 Tolerances and Finishes ......................................................................................................13
8.1 Switches, Stockrails and Closures..........................................................................................14
© RailCorp Page 3 of 23Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — TrackTurnouts & Special Trackwork SPC 251
8.2 Crossings ................................................................................................................................14
9 Final Assembly and Inspection ...........................................................................................15
9.1 Protective Coating...................................................................................................................15
9.2 Marking....................................................................................................................................15
9.3 Match Marking.........................................................................................................................15
10 Preparation for Dispatch ......................................................................................................15
Appendix A Monobloc Casting Defects....................................................................................17
© RailCorp Page 4 of 23Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
1 Scope and Application This Specification details the approved material components, applicable manufacturing tolerances and processes necessary for the manufacture of turnout and special trackwork components for use in Rail Corporation track infrastructure.
Specifications contained within this publication are generally secondary specifications, which shall be read in conjunction with the relevant Standards, drawings and other documents that form the complete specification for the particular work.
References to primary specifications are provided where appropriate. Also refer to ESC 250 for details of approved track components and the schedule of approved proprietary products.
2 Definitions and Abbreviations Approval Where referred to within this specification approval means approval
of the Chief Engineer Track
Prefabricated turnout consists of the following:
– Two (2) switch and stockrail assemblies, one left hand and one right hand, with each switch and matching stockrail fastened together at the heel end. Connected to the stockrail over the length of the switch is a series of baseplates and switch stops.
– One (1) 'V' crossing complete with baseplates.
– Two (2) checkrail units comprising checkrails, checkrail carriers, baseplates and fastenings
The components are linked together by straight and curved infill rails (closure rails).
3 References
3.1 Australian and International Standards The following Australian Standards are referenced in this publication:
AS 1085.1 – Steel Rails
AS 1085.7 – Spring washers
AS 1085.20 – Welding of Steel Rail
AS 1252 – High strength steel bolts with associated nuts and washers for structural engineering
AS 1442 – Carbon Steel and Carbon Manganese Steels
AS 1554.1 – Welding of steel structures
AS 1554.5 – Welding of Steel Structures subject to High Levels of Fatigue Loading
AS 1830 – Iron castings-Gray cast iron
© RailCorp Page 5 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
AS 1831 – Ductile cast iron
AS 1832 – Iron castings-Malleable cast iron
AS 2074 – Steel castings
AS 3678 – Structural steel – Hot-rolled plates, floorplates and slabs
AS 3679.1 – Structural steel – Hot-rolled bars and sections.
AS 4738 – Metal Castings – Ferrous Sand moulded
3.2 RailCorp Documents ESC 220 – Rail and Rail Joints
ESC 250 – Turnouts and Special Trackwork
3.3 Other References Nil
4 Material Specification Unless nominated otherwise on drawings, all components shall be manufactured from the following materials:
4.1 Iron Castings Grey Iron Castings shall conform to AS 1830/T260 (T250).
All ductile iron castings shall conform to AS 1831/500-7 (Grade 400/250/12).?
All malleable iron castings shall conform to AS 1832/B300-6 (Grade B350/200/10). ?
4.2 Steel Castings All steel castings shall conform to AS 2074 Grade C-3 and, where specified in the design, Carbon Steel Casting, Low Alloy Steel Casting, High Alloy Steel Casting.
4.3 Washers Cast Washers (headlock, tapered and flat), to be Cast Steel in conformity with AS 2074Grade C-3.
Spring Washers shall conform to AS 1085.7.
Flat Structural Steel Washers shall conform to AS 1252.
4.4 Rolled Steel All steel plates, bars and sections shall conform to AS 3678 and AS 3679.1, Grade 250.
© RailCorp Page 6 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
4.5 Bolts and Nuts All bolts or equivalent fastening systems shall be in accordance with the relevant current Australian Standard Specification for High Strength Steel Bolts as indicated on the Drawings.
These include Sections 2 (Bolts) and 3 (Nuts) of AS 1252.
4.6 Rivets Rivets shall be manufactured from bars and shall conform to AS3679, Grade 250 or AS 1442.
4.7 Rails Rails will be flat bottom sections as required by AS 1085.1.
Head Hardened rails shall conform to AS 1085.1.
Asymmetric switchblades shall conform to the requirements of AS 1085.1
Raised Checkrails (guard rails) are made of the 50/60kg elevated guard rail profile of AS 1085.1 with a minimum hardness of 261 HB to AS 1085.1.
4.8 Epoxy All epoxy or other bonding materials used shall be as indicated on the relevant drawings. Alternate materials may be used where approved.
Where no specification is given, the materials used shall be the best of their respective kinds and subject to approval.
4.9 Manganese Steel Castings A crossing in which the “V” is fully or partly fabricated from cast austenitic manganese steel (i.e. as an RBM crossing, built up (compound) or cast solid crossing which may or may not have legs welded to the casting) shall conform to AS 2074/H1A.
Where specified by the contract, austenitic manganese steel crossings shall be explosively hardened to have a hardness within the range 350 to 415 HB on all top surfaces and for a minimum of 20mm down the flangeways.
5 Acceptance Requirements for Monobloc Castings
5.1 Supply of Crossings The crossings supplied shall be consistent with best practice for passenger operating networks. The following additional requirements shall be applied if these are more constraining:
1. Crossings shall be supplied with details showing the location of any weld repairs carried out; the depth of the repair and confirmation that dye penetrant testing has been carried out to verify the complete removal of defects.
2. The minimum requirement is that defects must be addressed as follows
– any minor sharps or notches are to be ground off
© RailCorp Page 7 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

5.2
RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
– Surface imperfections more than 3mm deep in non critical areas are not permitted.
– Surface imperfections in critical areas1 more than 1mm deep are not permitted and in addition:
o In the area where wheels run, the surface profile shall be smooth and even. The longitudinal profile in the wheel contact area shall be fully machined and shall not have any impact points (tolerance ± 0.3mm vertical)
o The profile shall be even in the transverse direction and not be artificially narrowed by surface profile defects or over-grinding
o See photos illustrating concerns Figure 6 to Figure 10
– The alignment of the wheel contact areas of flangeways shall be smooth and even (see Figure 19).
– The crossing base shall be flat so that it bears evenly on the plates.
3. Other defect types shall be addressed in accordance with the requirements of Appendix A
4. Weld repairs shall be carried out in accordance with the process nominated by the manufacture and approved by the Chief Engineer Track, subject to the following restrictions:
– The maximum repair depth shall be 8mm but no more than 30% of the casting thickness at that location.
– The maximum width of repair shall be 25mm. – In the critical area no two single repairs shall be within 30mm of each other and
no three defects shall to be within 100mm of each other.
All weld repair work in Australia shall be undertaken using procedures approved by the manufacturer and be carried out by welders approved by the manufacturer. In addition the welder must be assessed as satisfactory by RailCorp’s Senior Technical Advisor Welding and Lubrication.
Inspection of Crossings All crossings shall be inspected and measured by the manufacturer (or supplier in the case of imported crossings) and an inspection certificate provided to the Chief Engineer Track before being supplied to RailCorp. This shall address:
1. The crossing geometric specification, manufacturers reference details, date of manufacture,
2. RailCorp reference information, order number, point number, track and km.
3. The flashbutt weld vertical and horizontal alignment measured over a 1m chord to the nearest 0.1mm. The irregularity must not be greater than ± 0.5mm horizontally or vertically. The preferred vertical tolerance range is ± 0.3mm as for new construction work. Note if using a cantilevered 1m straight edge to measure a peak the tolerance at the end of the cantilever will be doubled.
4. The longitudinal profile shall be linear (to within ± 0.5mm). It shall be measured at the 16mm point and the 32mm point. The reference for nose depth is to be the
1 Critical areas are the top surface of the casting to a depth of 30mm below the surface
© RailCorp Page 8 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
top of the wing rail but for wide wings the reference point is to no further than would be the centre of a normal rail i.e. 35mm from the flangeway face.
5. Verification that there are no non-conforming surface irregularities as described in Section 5.1 above and in the attached photographic survey.
6. Confirmation that the crossing meets the requirements of Section 8.2 of this specification.
7. Attachment with details showing the location of any weld repairs carried out; the depth of the repair and confirmation that dye penetrant testing has been carried out. If carried out in Australia a weld return certified by the welder is required. The return is to confirm the details of the weld and that correct procedures have been followed, including dye penetrant testing to verify the defect has been fully removed.
5.3 Longitudinal Profile The preferred longitudinal profile for generic supply is the T1 profile as described in RailCorp Engineering standard ESC 250 – " Turnouts and Special Trackwork ", noting the measurement method for monobloc crossings described in Section 5.2 above. If crossings are tailored to suit particular applications, the guidelines in ESC 250 are recommended.
6 Manufacturing Process
6.1 Welding Welding is not permitted other than where shown on drawings.
Where a crossing technology involves any welding process, it shall be demonstrated that the mechanical properties in all heat affected zones are within 10% of the parent metal, and that the metallurgical structure remains unaffected.
Where welding involves austenitic manganese steel, it shall be demonstrated that precipitation of carbides and the formation of internal microcracking has not occurred.
All welding shall be in accordance with the Structural Steel Welding code AS 1554.1-SP – Welding of Structures, or AS 1554.5 – Welding of Steel Structures subject to High Levels of Fatigue Loading, as appropriate.
Aluminothermic welding of rails (where required) shall be in accordance with the requirements of RailCorp standard ESC 220.
6.2 Hardening Certain wearing surfaces of components manufactured from plain carbon rail shall be hardened where shown on the drawings.
The hardening method employed by the Manufacturer shall be approved before the process is commenced.
Surface hardness shall be as specified in AS 1085.1
© RailCorp Page 9 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
6.3 Drilling Location of all holes shall be measured from the datum location shown on the design drawings.
All drilled holes shall be accurately drilled to jigs, templates and/or gauges conforming to the centres and dimensions shown on the drawings. All drilling burrs must be removed. Holes shall be 3mm larger than the bolt specified, unless otherwise shown on the drawings.
Rolling brands must be removed from rails prior to jig drilling where such rolling brands will contact the jig location or reference faces on chocks, etc. All castings required to be jig drilled shall be dressed to size before being jig drilled.
Holes must not be plugged and re-drilled.
Punching of holes in rails is not allowable.
6.4 Sawing and Machining of Rails Rails shall only be cold sawn. Out-of-square cut of rail ends over the maximum width and/or height of the rail shall not exceed 0.50mm.
Flame cutting of rails is prohibited.
All machining operations must be carried out by approved methods.
All machining shall conform to approved templates and gauges and shall be finished to a roughness standard shown on the manufacturing drawings.
6.5 Bending, Curving and Setting of Rails Rails shall be pressed straight and true before commencing fabrication.
When curved rails are specified, they shall conform to the uniform arcs of circles and be bent cold without injury to the material.
Rails shall only be curved, bent or set in an approved rail bender or rail press. Curved or set rails shall have no twist when sitting free on a level surface.
Under no circumstances shall rails be heated above 175oC.
6.6 Riveting All rivets shall be hydraulically or pneumatically riveted and shall be heated uniformly from head to point before riveting.
No rivets shall be over heated. All loose rivets and rivets with misshaped heads shall be cut out and replaced by sound rivets.
6.7 Fitting All parts of the items shall be to the correct form, dimensions and angles. They shall be fitted with accuracy to the dimensions and within the tolerances shown on the drawings and in this Specification.
Cast iron chocks shall be finished to fit rail profile over 80% of their fitting faces, and machined to fit 90% where nominated on the drawings.
© RailCorp Page 10 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
All chocks except those nominated above shall be set in epoxy.
6.8 Forgings All forgings shall conform to the drawings and shall be free from distortion, rags, pins, excessive scale and other imperfections.
Allowance must be made in the dies to prevent excessive drawing of the metal or distortion of the holes and rail slide surfaces.
Chair type baseplates, where required, shall be flat on the base and shall accurately fit the rails as required.
7 Assembly
7.1 Assembly Platform Crossings shall be fitted together on a strong level platform or other surface and shall be measured for compliance to the drawings and this specification.
7.2 Assembly of Fabricated Crossings Initial assembly shall be carried out with assembly bolts. When proven correct, the required chocks (ie those chocks that do not have a 90% fit to the rail profile) shall be set in approved epoxy and the bolts replaced by high tensile bolts tightened as indicated on the drawings with all nuts being set with 'Locktite’ or an approved equivalent nut/bolt adhesive.
Bolts shall be inserted with all the heads on one side of the crossing. Tapered washers shall be fitted left or right hand as required with the indicating arrow marked on the flat face pointing towards the head of the rail.
Bolts shall not protrude out of the nuts more than 12mm.
The use of alternate high tensile fastening systems such as swage fasteners may be approved as part of the design. Where approved, the fastening manufacturer’s specification and recommendations for assembly shall be followed.
7.3 Requirements for all Crossings The rates of crossing, catalogue number and manufacturers identification shall be clearly stamped on the head at the end of both wing rails with figures 12.5mm high in accordance with the requirements of ESC 250.
For K crossings with adjustable wings, this information shall be stamped on the housed rail of the V assembly as well as on the replacement wing.
A Crossing Identification tag shall be permanently attached to the web of the wing rail of the crossing. It shall contain the information specified in ESC 250.
The theoretical point mark shall be transferred square to the gauge faces and indicated by double ‘centrepop’ marks on the outside of each wing rail head.
In diamond crossings the theoretical point shall be marked on all “V” and “K” crossings.
© RailCorp Page 11 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
When a crossing is to be supplied as an individual item, a vertical blue line shall be painted on both sides of the crossing (25mm to 50mm wide) to identify the position of the centre of balance.
7.4 Baseplates for Crossings Baseplates to fasten the crossing to the bearers shall be 200mm x 20mm thick and shall be manufactured to utilise Pandrol shoulders welded to the baseplate and Pandrol E2003 clips.
The position of the bearers shall be in accordance with relevant drawings and it shall be the manufacturer’s responsibility to ensure that the crossing assembly with plating is interchangeable on the bearer hole positions.
7.5 Assembly of Switches Switches and stockrails must be machined accurately to the dimensions and sections shown on the Manufacturing Drawings.
Distortion of parts caused by machining or other operations shall be corrected before the switch and stockrail is assembled.
All arrises and sharp edges on switches created by the machining process shall be ground off.
Switch/Stockrail assemblies for the turnout shall have the appropriate set in the stockrails for that turnout. The assembly shall have all switch stops and plates attached to the stockrail, the heel block or ant-creep device fitted and the switch attached.
Each switch and stockrail assembly shall be fitted together as a complete set on a strong level platform, or other surface, and measured for compliance to the relevant drawings and this specification.
The position of each switch tip shall be marked (pop marked) on the outside head of the respective stockrails in accordance with the position documented on the Manufacturing Drawings.
Anti creep devices shall be centralised at assembly. The tongue unit should be centred in the restraining unit at Rail Neutral Temperature (35°C, ± 5°C)
7.6 Baseplates for Switch Sets (Tangential Turnouts ONLY) In the switch rail area an elastic rail fastening system shall be used inside the stockrail. The plating system shall match to hole positions and geometry as shown on the nominated drawings and it shall be the manufacturer’s responsibility to ensure that the half switch assembly with plating is interchangeable on the bearer hole positions.
7.7 Closure Rails Closure rails shall be curved uniformly for their entire length.
The middle ordinate, measured at gauge level below the head of the rail, shall not vary by more than 10% from the correct value when using a 3m chord at any location along the length of a curved closure rail. Where curved crossings are used, the checkrails shall be curved to the radius of the check rail carrier before assembling the checkrail unit.
The closure rails shall be drilled at each end with two holes (2 back holes) to allow temporary attachment of fishplates.
© RailCorp Page 12 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
7.8 Checkrails
7.8.1 Raised Checkrails
Shims shall be supplied as part of the checkrail (guard rail) assembly for packing out as the checkrail wears.
Bolt holes in checkrails shall be slotted 20mm. This will allow for a slight change in bearer position when a tangential turnout is flexed
7.8.2 Baseplates for Checkrails
Plating to fasten the checkrail (guard rail) assembly to the bearers shall be 200mm x 20mm thick and shall have Pandrol shoulders welded to the base plate and utilise Pandrol E2003 clips.
The position of the bearers shall be in accordance with relevant drawings and it shall be the manufacturer’s responsibility to ensure that the checkrail assembly with plating is interchangeable on the bearer hole positions.
7.9 Consumable Items The following consumable items shall be manufactured in sufficient quantities for supply as replacement components:
• Checkrail (guard rail) shims • Special switch fastenings (e.g. VAE chucking wedges, laminated springs,
Schwihag stockrail-bracing clips • Special removal or installation tools (e.g. VAE extractor tool)
7.10 Fastening Plates and Fastening Material
7.10.1 For Timber Bearers
The plates with Pandrol fastening are 200mm wide x 20mm thick.
The Pandrol shoulder is welded on to the base plate and the fastening of the rails is carried out with Pandrol clips.
7.10.2 For Concrete Bearers
In the switch and crossing area concrete bearers are provided with cast-in ferrules according to the list of coordinates specified in the drawings.
The plates are laid upon pads and fastened by means of screw spikes and double helical washers to the bearers.
In the area of the closure rails the concrete bearers are provided with Pandrol shoulders. The rails are laid upon pads and are fastened by means of Pandrol clips.
8 Tolerances and Finishes Tolerances occur in the rolling of rails and due allowances shall be made by turnout manufacturers for variations in rail size.
© RailCorp Page 13 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

8.1
RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
Except where otherwise shown on the drawings and in this Specification, the following tolerances shall be permitted.
Switches, Stockrails and Closures The switches shall give the required amount of throw.
Rails shall be straight where required without pressure being applied to the parts.
Dimensions shall comply with the drawings and the tolerances specified in Table 1.
Measurement Tolerances Heel spread +2mm - 0mm. Toe thickness +1mm - 0mm. Blade length + 2mm - 2mm. Stockrail and closure rail lengths +2mm - 2mm. Set stockrail heel end offset +2mm - 2mm. Switch stop fit against switch shall touch the web of the switch rail
over 80% of the face of the stop when the switches are in the closed position
Position of drilled holes (longitudinal) +1mm -1mm. Position of all holes (vertical) +1mm - 1mm. Sizes of all rail holes +1mm - 1mm. Switch head mating surface fit with stockrail
0.5mm maximum clearance.
Table 1 – Switch and stockrail tolerances
8.2 Crossings Crossings shall be manufactured from rail sections that are consistent in height, twist etc.
The top surfaces of the rail parts shall be to true surface. The running edges shall be totrue alignment at gauge level below the top surface of the rails.
The base of the crossing shall be flat across the baseplates to a tolerance of 0.5mm.
Chocks shall be finished as specified in Section 6.7 and any work that permits theinsertion of a 0.5mm feeler gauge between rails and fitting faces of the cast iron chocks isnot acceptable.
All surface finishes of components are to be in accordance with the roughness valuespecified on the manufacturing drawings.
Dimensions shall comply with the drawings and the tolerances specified in Table 2.
Measurement Tolerances Flangeway widths +1mm - 1mm. Rail flange clearances +1mm - 0mm. Positions of fishbolt holes +1mm - 1mm. Size of fishbolt holes +1mm - 1mm. Alignment of running edges and surfaces measured from a fine taut line
1mm maximum deviation.
Leg opening +1mm - 1mm. Relative Leg lengths from nose to adjacent 'V' ends of 'V' crossings
2mm maximum variation.
Overall lengths +4mm - 4mm.
Table 2 – Crossing tolerances
© RailCorp Page 14 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
9 Final Assembly and Inspection Where required by the contract a whole item, or any portion thereof, shall be completely assembled and measured prior to delivery. The assembly shall comply with all specified dimensions of the assembly drawings.
The manufacturer shall undertake and document a full inspection meeting the requirements of its quality Assurance system.
9.1 Protective Coating Turnout components shall be coated in a protective coating suitable for storage in an open environment for 12 months.
Markings used in the manufacturing process shall be removed or hidden from view by the protective coating.
9.2 Marking The centre line location of all bearers shall be marked with a 5mm white paint pen. Each bearer location shall be labelled with:
• For concrete bearers – bearer number and plate number • For timber bearers – plate number
The pop mark on the outside head of each respective stockrail identifying the position of each switch tip shall be highlighted with 10mm diameter circle surrounding the mark and a line on the head of the stockrail marked with a white paint pen.
All other items shall be labelled in accordance with the design drawings for correct assembly and to distinguish them from similar components. A Contract/order identifier shall also be marked on each component.
9.3 Match Marking All rail ends shall to be appropriately marked in oil paint to ensure ease of assembly at the site.
10 Preparation for Dispatch The items shall to be prepared for dispatch in the following sub-units.
• Individual closures. • Crossing assembly. • Checkrail unit (conventional turnouts only). • Each switch and stockrail assembly, consisting of switch, stockrail, switch stops,
baseplates and heel units. The switch shall be securely fastened to the stockrail to prevent damage.
• Baseplates for crossing and heel area, bolts and other items shall be packaged into bags or boxes. Each bag (or box) shall also be labelled with a contract/order identifier
Special care shall be taken in the packing and methods of support and lifting during transport and handling of all steel work to prevent distortion and damage to the steel work, its protective coating or finishes.
The crossing assembly shall be appropriately protected against movement (distortion during transport and movement to installation site).
© RailCorp Page 15 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
Where Lifting points have been established by the manufacturer during assembly, they shall be marked on the assemblies to aid lifting at the installation site. This requirement also applies to larger components (switches, crossing units etc) to prevent damage to components during assembly.
© RailCorp Page 16 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
Appendix A Monobloc Casting Defects 1. Pin Hole Defects – must not be more than 3mm deep in non-critical areas or
more than 1mm deep in critical areas.
Figure 1
2. Small casting defects – Acceptable in non-critical areas if less than 3mm deep and 15mm across. If the defect is more than 3mm deep it must be weld repaired.
In critical areas defects shall be ground out if they less than 1mm deep. Otherwise they must be weld repaired.
2.5mm deep
Figure 2
5mm deep
Figure 3
© RailCorp Page 17 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
3. Damage to foot. Notching of rail foot is not permitted and should be ground out if less than 3mm deep in non-critical area. Weld repair on edges is not permitted (would be greater than 30% of thickness).
Figure 4
4. Small surface defects. Cannot be in contact band that would affect wheel impact. If defect is ground out the longitudinal and transverse profile requirements (as specified in Sections 5.2 and 5.3) must not be compromised.
Figure 5
5. Low areas in wheel contact areas are not permitted. Surface should be fully machined.
Low area below surface machining
Figure 6
© RailCorp Page 18 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
Figure 7
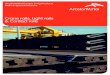
6. In-service low area on wing rail is not acceptable having compromised wheel contact area. Note this location has been weld repaired and may have been overground.
Figure 8
7. Dip through crossing nose has compromised contact band causing impact. Not acceptable.
Figure 9
© RailCorp Page 19 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
8. Dips at back of crossing nose have compromised contact band causing impact. Not acceptable. Note weld repair (circled).
Figure 10
9. Casting seam disjoint to be ground out. When the defect is ground out the longitudinal and transverse profile requirements (as specified above) must not be compromised.
Figure 11
10. Casting seam disjoint. Should be ground out to the extent that can practically be achieved without compromising structural integrity.
Figure 12
© RailCorp Page 20 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
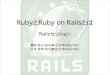
11. Casting seam disjoint. Must be ground out.
Figure 13
12. Sharp edges including as part of supporting structure to be ground smooth but without compromising structural integrity.
Figure 14
13. Casting flaws of various sizes in flangeway. Treat as per guidelines depending on position and depth.
Figure 15
© RailCorp Page 21 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
14. Casting defect on flangeway. Treat as per guidelines depending on position and depth.
Figure 16
15. Poor Horizontal weld alignment. Horizontal alignment to comply with RailCorp tolerances.
Figure 17
16. Vertical alignment poor at flashbutt weld. Vertical alignment to comply with RailCorp tolerances
]
Figure 18
© RailCorp Page 22 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5

RailCorp Engineering Specification — Track Turnouts & Special Trackwork SPC 251
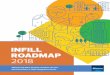
17. Poor alignment on vertical face of wing rails - must be smooth.
Figure 19
18. Notch marks and sharps to be ground out.
Figure 20
© RailCorp Page 23 of 23 Issued April 2013 UNCONTROLLED WHEN PRINTED Version 1.5